Правила конструирования ферм из ГСП
1. Общие положения
Примечание: Здесь и далее наличие, нумерация и порядок пунктов не соответствуют действующим нормативным документам.
1.1. Расчетная высота фермы в рассматриваемом сечении — это расстояние между центрами тяжести сечений верхнего и нижнего поясов.
Например, для прямоугольной фермы с расчетной высотой h = 50 см, верхний и нижний пояс которой изготовлен из квадратной профильной трубы сечением 50х50х2 мм, общая высота фермы составит примерно:
hоб = 50 + 2.5 + 2.5 = 55 см (562.1)
Добавлю, что через центры тяжести сечений профиля проходят оси стержней.
1.2. Соединения в узлах ферм допускается рассматривать как шарнирные, если отношение высоты сечения к длине элементов h/l не превышает
1/15 — для климатических районов с расчетной темературой ниже -45°;
1/10 — для остальных климатических районов.
Общий смысл данного положения становится понятен после рассмотрения следующей иллюстрации:
Рисунок 562.1. Определение расчетных длин стержней ферм
а) верхнего пояса, стоек и раскосов в плоскости фермы, б) верхнего пояса из плоскости фермы.
Т.е. не смотря на то, что например верхний пояс может изготавливаться из цельной трубы, при этом стойки и раскосы крепятся в узлах фермы сваркой, изменение положения оси стержней в результате продольного изгиба может происходить примерно так, как показано на рисунке 562.1.
Примечание: возможное положение оси раскоса при продольном изгибе верхнего пояса показано не правильно. Раскос будет выгибаться в другую сторону, но принципиального значения это не имеет.
В целом отношение h/l является косвенным показателем гибкости стержня. В данном случае под l подразумевается расчетная длина стержня, а для ее определения как раз и нужно знать как именно следует рассматривать соединения стержней в узлах: как шарнирные или с частичным защемлением.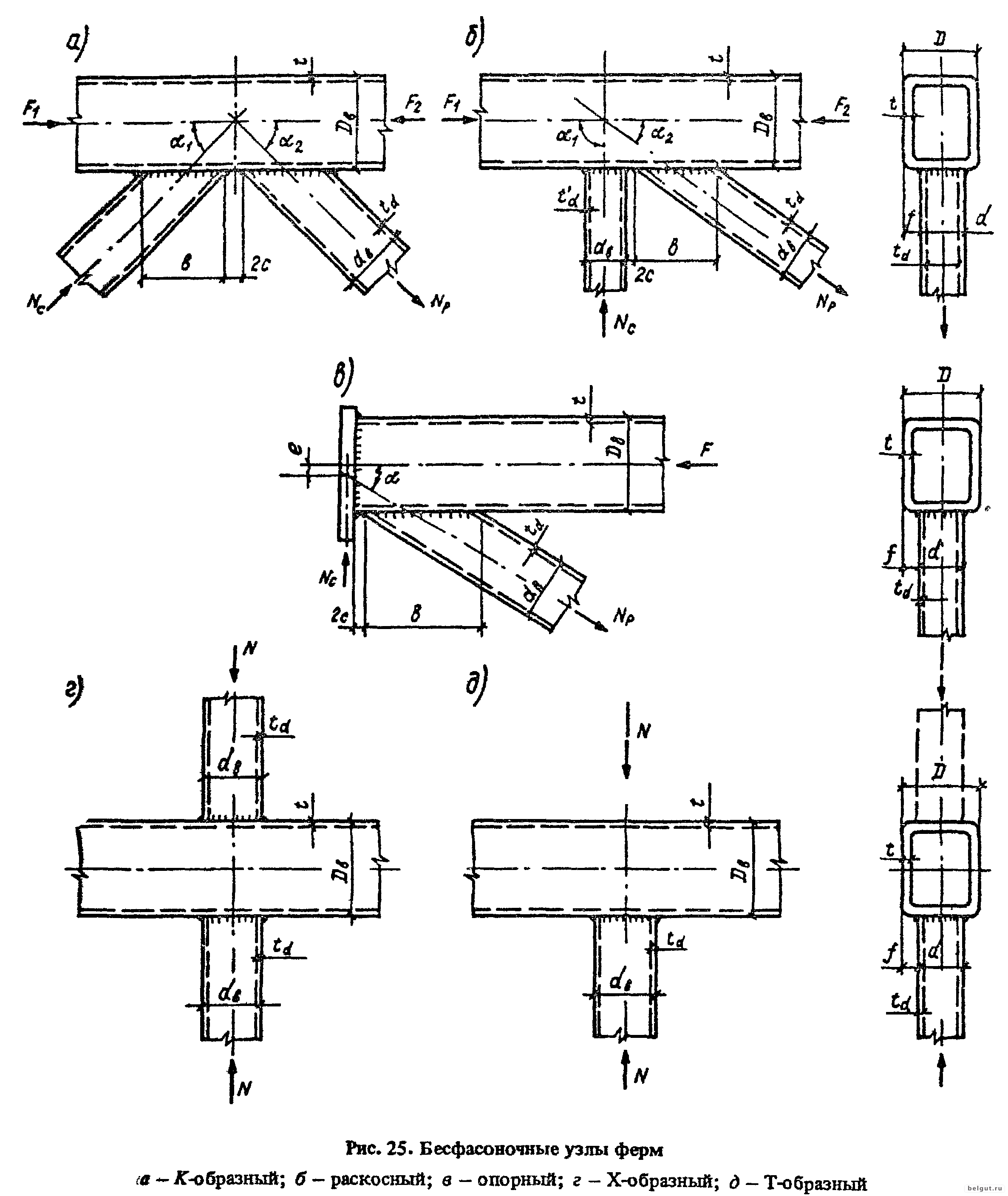
Например, при квадратном сечении профиля в зависимости от толщины стенки радиус инерции может достигать значения 0.39h. В этом случае гибкость стержня составит:
λ = l/0.39h = 15/0.39 = 38.5 (562.2.1)
Стержень с такой гибкостью на мой взгляд уже является достаточно жестким и влияет на общую работу фермы, так как может создавать дополнительный изгибающий момент в узле (об этом чуть ниже), при этом для более теплых климатических районов ограничение по гибкости еще меньше и составляет
λ = l/0.39h = 10/0.39 = 25.6 (562.2.2)
Таким образом данное положение, закрепленное в действующих нормативных документах, позволяет значительно упростить расчет ферм, при этом появляется некоторый запас прочности. И только если конструируется ферма с достаточно большой жесткостью стержней (что в малоэтажном частном строительстве маловероятно), то:
1.3. Если h/l больше указанных в п.1.2, то при расчете следует учитывать дополнительные изгибающие моменты от жесткости узлов фермы
При этом нормальные напряжения (осевые усилия) в стержнях разрешается определять по шарнирной схеме (согласно п.
К сожалению в СНиП II-23-81* «Стальные конструкции» не указывается, какими именно приближенными методами при этом можно пользоваться. А в СП 16.13330.2011, который является актуализированной редакцией вышеуказанного СНиПа вообще осталась только формулировка п.1.3 без упоминания о приближенных методах, поэтому попробую пояснить, как следует трактовать этот пункт в моем понимании.
Когда мы рассматривали плоские рамы, то выяснили, что при действии вертикально приложенной нагрузки промежуточные стойки многопролетных рам изменяют значение изгибающего момента слева и справа от стойки, при этом некоторую часть момента принимают на себя. По большому счету, если учитывать жесткость в узлах, то ферма — это и есть плоская рама, только достаточно сложная, так как к верхнему или нижнему поясу может примыкать до трех стержней (два раскоса и одна стойка).
С учетом большого количества стержней в ферме даже приблизительное определение моментов в узлах фермы — достаточно сложная задача в результате решения которой напряжения в одних стержнях могут увеличиться на 5-8% (как правило это стойки и(или) раскосы), а в других стержнях уменьшиться на 3-10%.
Соответственно, если принять дополнительный коэффициент надежности по нагрузке γн = 1.1, то без решения этой сложной задачи при расчете фермы можно обойтись.
1.4. Если нагрузки приложены не только в узлах фермы, то расчет поясов фермы следует производить с учетом совместного действия продольных усилий и изгибающих моментов.
Например, на верхний пояс фермы может опираться обрешетка с шагом значительно меньшим, чем расстояние между узлами фермы. Или на нижний пояс фермы могут опираться балки перекрытия также с шагом значительно меньшим, чем расстояние между узлами фермы.
Кроме этого на все стержни фермы действует распределенная нагрузка — собственный вес стержней. Тем не менее, формулировка данного пункта, позволяет не производить расчет стержней фермы на действие распределенной нагрузки от собственного веса, а приводить ее к сосредоточенной в узлах фермы. Это также значительно упрощает расчет ферм.
Если например на сжатый верхний пояс действует только равномерно распределенная нагрузка от покрытия, то поперечный прогиб может гораздо больше влиять на положение нейтральной оси верхнего пояса. При этом между промежуточными узлами верхний пояс будет ближе к балке с жестким защемлением на опорах, чем к шарнирно опертой балке, соответственно расчетная длина стержней верхнего пояса может быть меньше, и в итоге прочность больше, а кроме того будут возникать моменты на опорах — в узлах фермы.
При этом между промежуточными узлами верхний пояс будет ближе к балке с жестким защемлением на опорах, чем к шарнирно опертой балке, соответственно расчетная длина стержней верхнего пояса может быть меньше, и в итоге прочность больше, а кроме того будут возникать моменты на опорах — в узлах фермы.
С одной стороны формулировка п.1.4 в таких случаях рекомендует выполнять расчет с учетом этих моментов, хотя нет прямого указания на то, что следует учитывать моменты на опорах, а не в пролете. С другой стороны в п.1.2-1.3 нет никаких дополнительных указаний на то, что при подобном варианте приложения нагрузки соединения в узлах следует рассматривать не как шарнирные.
На мой взгляд это означает, что даже при таком варианте загружения фермы расчет можно вести по упрощенной шарнирной схеме, а значит с дополнительным запасом по прочности.
1.5. Расчетные длины стержней фермы и связей из ГСП
Сразу скажу, если нет желания или возможности вникать в тонкости определения расчетной длины стержней, то просто принимайте расчетную длину равной расстоянию между центрами тяжести узлов рассматриваемого сжатого стержня. Так оно будет проще и надежней, при этом времени на расчетах сэкономится много. Тем не менее продолжим.
Так оно будет проще и надежней, при этом времени на расчетах сэкономится много. Тем не менее продолжим.
1.5.1. Расчетные длины lef в плоскости фермы сжатых элементов (верхних поясов, опорных раскосов и опорных стоек) следует принимать равными расстоянию между центрами тяжести узлов (см. рис. 562.1.а)):
lef = l (562.3.1)
1.5.2. Для других элементов решетки:
lef = 0.9l (562.3.2)
1.5.3. Расчетные длины lef1 из плоскости фермы сжатых элементов и связей (рис.526.1.б):
lef1 = l1 (562.3.3)
1.5.4. Для других элементов решетки из плоскости фермы:
lef1 = 0.9l1 (562.3.4)
Такой подход к определению расчетной длины означает, что мы рассматриваем сопряжения в узлах, как шарнирные, согласно п.1.2.
Тем не менее в некоторых случаях значение расчетной длины стержней верхнего пояса в плоскости и из плоскости фермы может быть меньше.
1.5.5. Если верхний пояс фермы является неразрезным стержнем постоянного по длине сечения, на участках которого приложены разные по значению сжимающие или растягивающие усилия, например N1 и N2, при числе участков равной длины k≥2 и исходя из шарнирного закрепления элементов решетки и связей (см. рис.562.2) расчетные длины участков верхнего пояса допускается определять:
— в плоскости фермы по формуле:
lef = (0.17а3 + 0.83)l ≥ 0.8l (562.3.5)
Рисунок 562.2. Схемы для определения расчетной длины элементов верхнего пояса плоской фермы
Где а = N2/N1, при этом 1≥ а ≥ — 0.55. В данном случае знак «-» означает, что одно из рассматриваемых продольных усилий будет растягивающим, а второе — сжимающим.
Общий физический смысл формулы (562.3.5) сводится к тому, что чем меньше значение продольного сжимающего усилия действующего на рассматриваемый стержень, тем меньше значение прогиба, возникающего в результате продольного изгиба.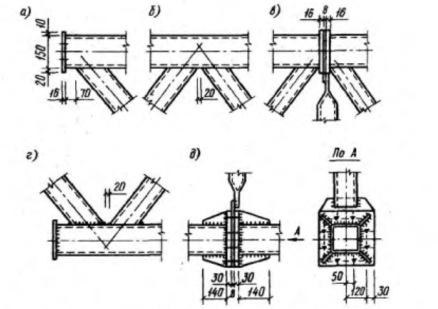 А так как мы рассматриваем неразрезной стержень верхнего пояса, то получается что менее загруженный соседний стержень влияет на работу более загруженного стержня.
А так как мы рассматриваем неразрезной стержень верхнего пояса, то получается что менее загруженный соседний стержень влияет на работу более загруженного стержня.
При этом прогиб более загруженного стержня уменьшается, а прогиб менее нагруженного увеличивается. И чем больше разница усилий тем это влияние может быть больше, особенно если в одном из стержней действует не сжимающее, а растягивающее продольное усилие. Тем не менее принимать расчетную длину стержней верхнего пояса меньше 0.8l не следует, даже если при расчете по формуле (562.3.5) получено меньшее значение.
1.5.6. Из плоскости фермы:
lef1 = [0.75 + 0.25(β/k — 1)2k-3]l1 ≥ 0.5l1 (562.3.6)
где β = (ΣN — N1)/N1 — отношение суммы усилий на рассматриваемых участках длины l1 (рис. 562.2) за исключением максимального усилия к максимальному усилию. При этом (k — 1) ≥ β ≥ — 0.5. При определении параметра β растягивающие усилия в стержнях принимаются со знаком «-«.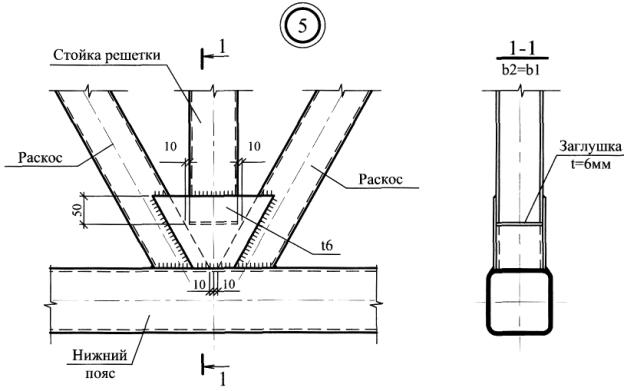
1.5.7. Расчетные длины растянутых нижних поясов определяются в зависимости от расположения связей из плоскости фермы или принимаются равными расстоянию между опорами фермы, если связи из плоскости фермы отсутствуют.
1.6. Фермы длиной более 36 м следует изготавливать со строительным подъемом, равным величине прогиба от постоянной и длительной нагрузок
Кроме того, фермы для плоских кровель изготавливаются со строительным подъемом вне зависимости от длины, при этом величина строительного подъема принимается равной прогибу от суммарной нормативной нагрузки + l/200. В данном случае l — длина пролета фермы.
2. Центрирование стержней
Соблюдение требований данного раздела позволяет не только упростить расчет, но сэкономить металл при изготовлении ферм.
2.1. Конструирование узлов выполняется так, чтобы оси стержней во всех узлах по возможности пересекались в одной точке.
Это называется центрированием осей и может выглядеть примерно так:
Рисунок 562. 3. Узлы фермы из труб прямоугольного или квадратного сечения.
3. Узлы фермы из труб прямоугольного или квадратного сечения.
Данная иллюстрация взята мной из учебника В.К.Файбишенко «Металлические конструкции». На ней помимо пересечения осей стержней в одной точке мы также можем видеть, что ферма, особенно большой длины, может изготавливаться не цельной, а собираться из двух полуферм. И хотя в малоэтажном частном строительстве длина ферм редко превышает 10-12 м, делать такие фермы составными никто не запрещает. Правда это потребует дополнительного расчета монтажных стыков.
А вообще необходимость в сборных фермах возникает только тогда, когда фермы изготавливаются вдали от строительной площадки, поэтому транспортировка цельных ферм длиной более 18 метров может быть проблематичной.
В целом это положение более правильно рассматривать как рекомендацию, а не как правило, поэтому оно и не выделено в отдельный пункт.
2.2. Центрирование допускается выполнять с округлением до 5 мм
Смысл данного общего требования, содержащегося в нормативных документах и учебных пособиях, состоит в том, что при современном уровне производства добиться абсолютной точности при изготовлении ферм невозможно. К тому же чем больше размеры сечения центрируемого стержня, тем меньше в итоге будет влияние неточного центрирования (об этом чуть позже).
К тому же чем больше размеры сечения центрируемого стержня, тем меньше в итоге будет влияние неточного центрирования (об этом чуть позже).
Поэтому для удобства изготовления ферм допускается изготавливать стержни с размерами, кратными 5 мм. При этом максимальное отклонение осей от центра тяжести (точки пересечения) будет составлять не более 2.5 мм.
Однако в малоэтажном частном строительстве, когда фермы могут изготавливаться из профильной трубы 20х20х2 мм и даже меньшего сечения, пользоваться этим допущением, на мой взгляд — не желательно. В таких случаях следует или добиваться большей точности при изготовлении ферм или выполнять расчет фермы с учетом следующего пункта:
2.3. Расчет стержней ферм при наличии эксцентриситетов следует производить с учетом возникающих при этом изгибающих моментов
Расцентровка осей будет приводить к тому, что продольные усилия будут действовать в стержнях фермы с эксцентриситетом. Например, при отклонении оси рассматриваемого стержня от центра тяжести узла на 2.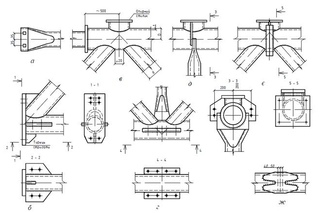 5 мм эксцентриситет как раз и будет составлять е = 2.5 мм. Соответственно на этот стержень в узле будет действовать не только продольное усилие, но и изгибающий момент:
5 мм эксцентриситет как раз и будет составлять е = 2.5 мм. Соответственно на этот стержень в узле будет действовать не только продольное усилие, но и изгибающий момент:
М = eN (562.4)
Формально этот пункт можно рассматривать, как дополнение к п.1.4.
3. Сварные швы
Приводимые ниже рекомендации не являются обязательными, во всяком случае в действующих нормативных документах они в таком виде не содержатся. Тем не менее соблюдение этих рекомендаций позволит значительно упростить не только расчет но и изготовление ферм.
3.1. Узловые соединения ферм из ГСП выполняются как правило без фасонок
При этом элементы решетки фермы привариваются непосредственно к поясам.
3.2. Ширина профилей решетки может быть немного меньше ширины пояса в рассматриваемом узле
Это позволяет значительно повысить качество сварочных работ, используя только угловые швы. Если разница ширины профиля решетки и пояса значительная, то может потребоваться проверка на прочность стенки пояса.
3.3. Если прочности стенки пояса не достаточно, то для усиления стенки пояса может использоваться накладка
При этом накладка приваривается к поясу, а элементы решетки — к накладке.
3.4. Если длины сварных швов при креплении одного из элементов решетки не достаточно, то следует использовать фасонку
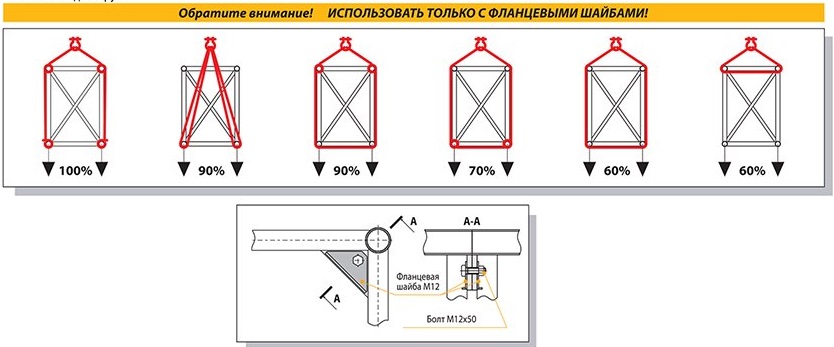
В этом случае скорее всего потребуется и накладка на пояс и торцовые заглушки для элементов решетки. Торцовые заглушки необходимы не из соображений прочности, а для обеспечения герметичности пространства внутри профилей и соответственно снижения риска коррозии металла. Из этих соображений торцовые заглушки делаются в начале и конце поясов фермы. На рисунке 562.3 показаны заглушки, которые одновременно используются для крепления к неким колоннам.
Фермы стальные стропильные из гнутосварных профилей прямоугольного сечения. Технические условия (заменен на ГОСТ 23118-2012) / ЖБИ, конструкции / Законодательство
ГОСТ 27579-88
УДК 69.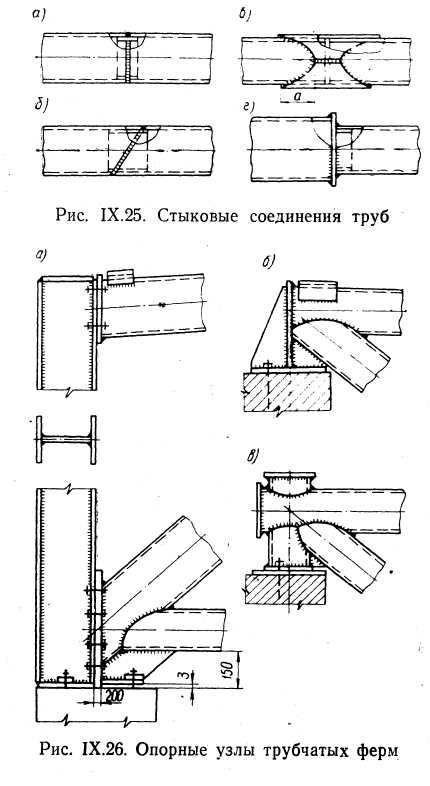 024.8:006.354
024.8:006.354
Группа Ж34
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФЕРМЫ СТАЛЬНЫЕ СТРОПИЛЬНЫЕ ИЗ ГНУТОСВАРНЫХ
ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Технические условия
Rectangular formed-welded section roof trusses. Specifications
ОКП 52 8312 0000
Дата введения 1988-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным проектным институтом ЛЕНПРОЕКТСТАЛЬКОНСТРУКЦИЯГосстроя СССР, Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
С.М. Кузьменко (руководитель темы), А.И. Турецкий, К.С. Калиновский, Д.Л. Никитин, Г.В. Тесленко, Л.И. Гладштейн, В.П. Поддубный
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 31.12.87 № 322
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 166-80 | 3. |
ГОСТ 380-71 | 1.3.1, 1.3.8 |
ГОСТ 427-75 | 3.2. |
ГОСТ 515-77 | 1.6.3 |
ГОСТ 882-75 | 3.2 |
ГОСТ 1054-74 | 1.3.8 |
ГОСТ 1759-70 | 1.3.8 |
ГОСТ 2246-70 | 1.3.6 |
ГОСТ 2789-73 | 1.3.4 |
ГОСТ 2991-85 | 1.6.3 |
ГОСТ 3282-74 | 1.6.1, 1.6.3 |
ГОСТ 3749-77 | 3.2 |
ГОСТ 4543-71 | 1.3.8 |
ГОСТ 5915-70 | 1.3.8 |
ГОСТ 6402-70 | 1.3.8 |
ГОСТ 7502-80 | 3.2 |
ГОСТ 7798-70 | 1. |
ГОСТ 8509-86 | 1.3.1 |
ГОСТ 9378-75 | 3.4 |
ГОСТ 10702-78 | 1.3.8 |
ГОСТ 14192-77 | 1.5, 1.6.4 |
ГОСТ 14771-76 | 1.3.6 |
ГОСТ 14918-80 | 5.4 |
ГОСТ 15150-69 | 4.2 |
ГОСТ 16350-80 | Вводная часть, 1.3.1, 1.3.8 |
ГОСТ 16523-70 | 1.3.1 |
ГОСТ 18160-72 | 1.6.3 |
ГОСТ 19282-73 | 1.3.1 |
ГОСТ 19903-74 | 1.3.1 |
ГОСТ 22353-77 | 1.3.8 |
ГОСТ 22354-77 | 1.3.8 |
ГОСТ 22355-77 | 1.3.8 |
ГОСТ 22356-77 | 1. |
ГОСТ 22727-77 | 3.5 |
ГОСТ 23118-78 | 1.1, 1.4 |
ГОСТ 24045-86 | 1.2.1 |
ГОСТ 25546-82 | Вводная часть |
ГОСТ 26047-83 | 1.2.4 |
ГОСТ 26271-84 | 1.3.6 |
ТУ 14-1-3023-80 | 1.3.1 |
ТУ 14-105-465-82 | 1.3.1 |
ТУ 14-105-509-87 | 1.3.1 |
ТУ 36-2287-80 | 1.3.1 |
СНиП 2.01.02-85 | 1.3.7 |
СНиП 2.03.11-85 | 1.3.9 |
СНиП III-18-75 | 1.1, 3.6, 5.1, 5.5 |
СНиП 3.04.03-85 | 3.7 |
 2
2 3.8
3.8 3.8
3.8Настоящий стандарт распространяется на стальные сварные стропильные фермы из гнутосварных профилей прямоугольного сечения (типа «Молодечно») с уклоном верхнего пояса 1,5% (далее — фермы), предназначенные для отапливаемых зданий пролетами 18, 24 и 30 м, с рулонной или мастичной кровлей по стальным профилированным листам; с неагрессивными или слабоагрессивными средами; возводимые в любых климатических районах по ГОСТ 16350-80 и с сейсмичностью до 9 баллов включительно.
Стандарт также распространяется на фермы для зданий с мостовыми кранами групп режимов работы 1К-6К по ГОСТ 25546-82 и подвесными кранами грузоподъемностью до 5 т.
На фермах допускается располагать зенитные фонари, крышные вентиляторы, а в межферменном пространстве прокладывать воздуховоды и другие коммуникации.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Фермы должны изготавливатьсяв соответствии с требованиями ГОСТ 23118-78, СНиП III-18-75 и настоящего стандарта по рабочим чертежам предприятия-изготовителя, утвержденным в установленном порядке по серии 1.460.3-14.
1.2. Основные параметры
1.2.1. Фермы следует применять в беспрогонном покрытии с профилированным настилом высотой 57, 60, 75 и 114 мм по ГОСТ 24045-86 при шаге 4 м, а также с настилом высотой 114мм при шаге 6м.
1.2.2. Схемы, основные размеры и узлы ферм должны соответствовать указанным на черт. 1.
Схемы и основные размеры ферм
— верхний пояс; — нижний пояс; — раскос; — стойка.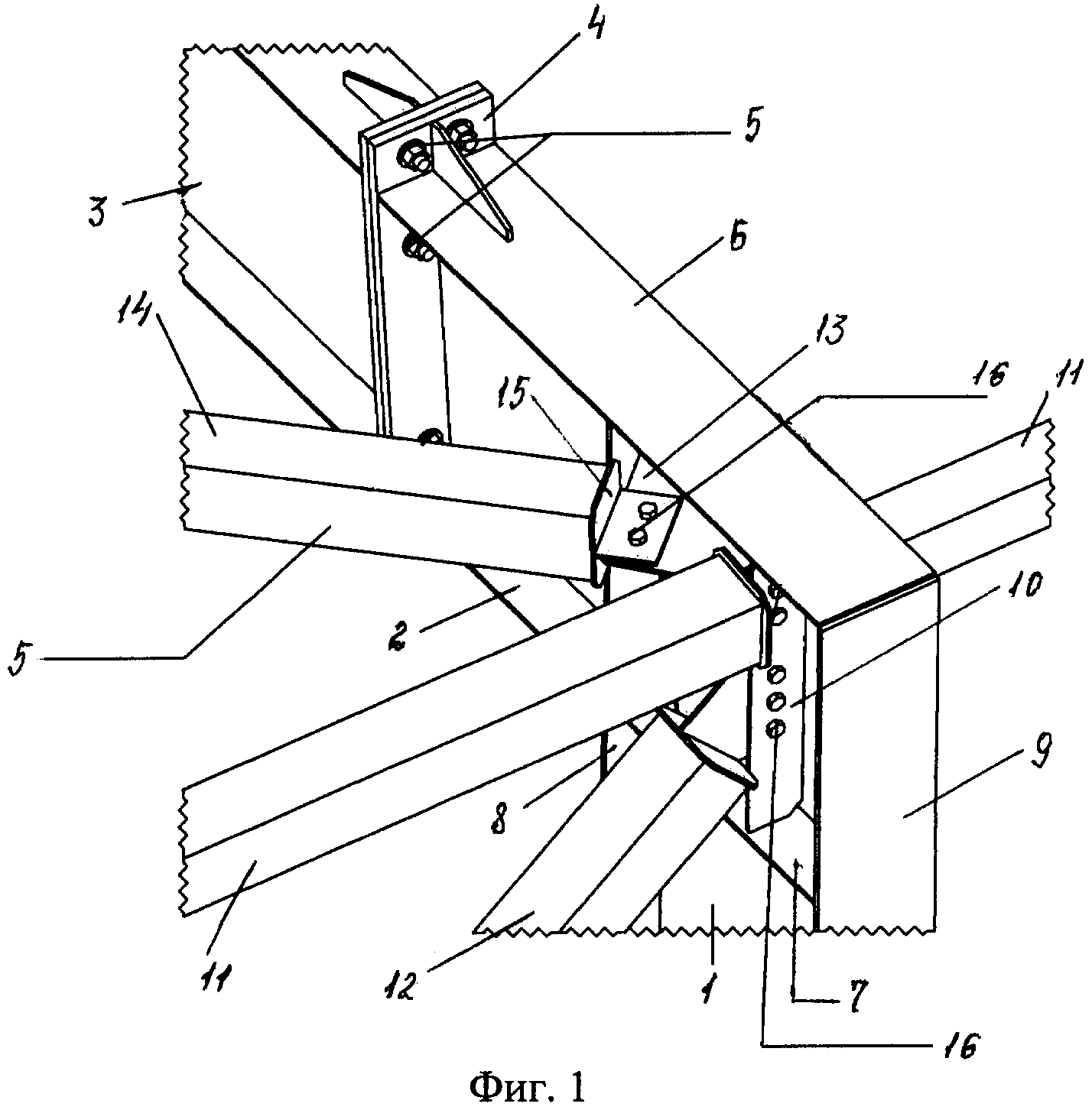
Черт. 1
1- опорное ребро; 2 — монтажные прокладки толщиной 4, 6 и 8 мм; 3 — заглушка;
4 — фланец ВП; 5 — фланец НП; 6 — ребра; 7 — фасонки
Черт. 1 (продолжение)
1.2.3. Фермы состоят из отправочных элементов (полуферм, средней части и стоек), соответствующих указанным на черт. 2.
Членение ферм на отправочные элементы
1 — полуферма; 2 — стойка; 3 — средняя часть.
Черт. 2
1.2.4. Условное обозначение отправочных элементов ферм устанавливают по ГОСТ 26047-83.
Пример условного обозначения фермы заказа № 120, по чертежу № 8 и отправочным элементам марки Л8 (в чертежах предприятия-изготовителя):
1.2.5. Условное обозначение ферм в чертежах металлических конструкций (КМ) и номенклатура ферм приведены в приложениях 1 и 2.
1.3.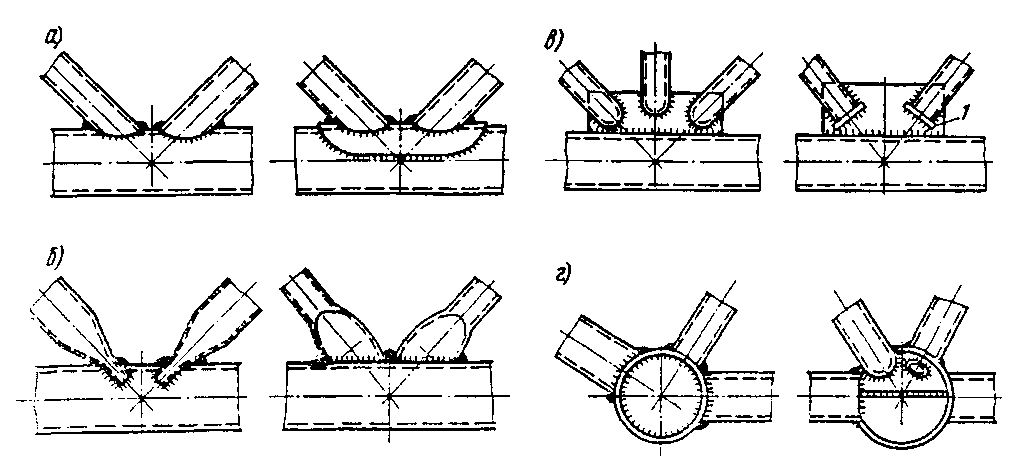 Характеристики
Характеристики
1.3.1. Марки сталей элементов и деталей ферм следует принимать по табл. 1.
Таблица 1
Элементы ферм | Сортамент | Марка сталей в климатических районах по ГОСТ 16350-80 | Обозначение нормативного документа | |
и др. | ||||
Пояса (ВП, НП) и | 09Г2С-12 | ГОСТ 19282-73 | ||
опорные раскосы | Ч-33* | — | ТУ 14-105-509-87 | |
(Р1, Р2) при | Профили | Ч-37* | — | ТУ 14-105-509-87 |
Пояса (ВП, НП) и | замкнутые | 09Г2С-12 | ГОСТ 19282-73 | |
опорные раскосы (Р1, Р2) при | сварные прямоугольные | Ч-37* | — | ТУ 14-105-509-87 |
Средние раскосы Р3-Р8 при | по ТУ 36-2287-80 | ВСт3сп5 | ГОСТ 380-71 | |
Средние раскосы Р3-Р8 при | ВСт3сп2 | |||
Средние раскосы Р3-Р10 при и стойки С | ВСт3сп | ГОСТ 16523-70 | ||
Фланцы нижнего пояса | 14Г2АФ-15 | ТУ 14-105-465-82 | ||
Сталь | 09Г2С-12** | — | ||
Опорные ребра и фланцы верхнего пояса | толстолистовая по ГОСТ 19903-74 | 09Г2С-12 | ГОСТ 19282-73 | |
Ребра фланцев нижнего пояса | 09Г2С-6 | |||
Заглушки нижнего пояса, фасонки стоек | ВСт3пс6-1 | ТУ 14-1-3023-80 | ||
Элементы крепления связей | Сталь угловая равнополочная по ГОСТ 8509-86 | ВСт3пс6 | ГОСТ 380-71 | |
___________
* Допускается применять при отсутствии стали 09Г2С-12.
** Сталь заказывают с условием проверки изготовителем отсутствия расслоений при отсутствии стали 14Г2АФ по ТУ 14-105-465-82.
Примечание. — номинальная толщина стенок гнутосварных профилей.
1.3.2. Предельные отклонения геометрических размеров ферм и их деталей от номинальных, предельные отклонения формы и расположения поверхностей деталей ферм от проектных приведены в табл. 2.
Таблица 2
мм
Геометрические размеры, вид отклонения | Пред. откл. | Эскиз |
Длина отправочных элементов: | ||
до 6000 включ. | ±5,0 | |
от 6000 до 12000 включ. | ±6,0 | |
Расстояние между осями отверстий и торцом опорного ребра | ±1,0 | |
Расстояние между осями отверстий в опорном ребре | ±1,0 | |
Расстояние между осями отверстий и их группами в верхнем и нижнем монтажных фланцах, а также в стойках: | ||
; | ±5,0 | |
±1,0 | ||
Отклонение от прямолинейности и плоскостности элементов фермы при их длине : | ||
до 1000 включ. | 1,0 | |
от 1000 до 1600 включ. | 1,5 | |
«1600 «2500 « | 2,0 | |
«2500 «4000 « | 3,0 | |
«4000 «8000 « | 5,0 | |
«8000 «12000 « | 8,0 | |
Отклонение от перпендикулярности торца опорного ребра к вертикальной оси фермы | 0,5 | |
Отклонение плоскости верхнего (нижнего) фланца от вертикали | 1,0 | |
Отклонение от перпендикулярности верхнего и нижнего фланца к продольной оси фермы | 1,0 | |
Грибовидность фланцев | 1,0 | |
Расстояние между точкой пересечения осей раскосов и осью пояса | £0,25h | |
Расстояние между гранями раскосов | 202£50 |

1. 3.3. Элементы и детали ферм не должны иметь трещин, в том числе в местах сварки.
3.3. Элементы и детали ферм не должны иметь трещин, в том числе в местах сварки.
1.3.4. Шероховатость механически обработанной торцевой поверхности опорного ребра должна быть мкм по ГОСТ 2789-73.
1.3.5. Сталь, применяемая для фланцев нижнего пояса ферм, не должна иметь внутренних расслоев, грубых шлаковых включений.
1.3.6. Сварные заводские соединения элементов ферм следует выполнять механизированной сваркой в среде углекислого газа или в смеси его с аргоном по ГОСТ 14771-76.
Сварочная проволока — марки ПП-АН-8 по ГОСТ 2246-70 или по ГОСТ 26271-84.
1.3.7. Предел огнестойкости ферм равен 0,25 ч по СНиП 2.01.02-85.
1.3.8. Для крепления ферм к колоннам и подстропильным конструкциям, а также для соединения фланцев верхнего пояса следует применять: болты по ГОСТ 7798-70 класса прочности 5.8 по ГОСТ 1759-70 с дополнительным испытанием на разрыв, а также с клеймением, маркировкой и покрытием; гайки по ГОСТ 5915-70 класса прочности 4 по ГОСТ 1759-70; шайбы по ГОСТ 6402-70. Для соединения фланцев нижних поясов ферм следует применять высокопрочные болты по ГОСТ 22353-77 для климатических районов и др. по ГОСТ 16350-80 с гайками по ГОСТ 22354-77 из стали марки 35 по ГОСТ 1050-74 и ГОСТ 10702-78; по ГОСТ 22353-77 для климатических районов по ГОСТ 16350-80 с гайками по ГОСТ 22354-77 из стали марки 40Х по ГОСТ 4543-71, а также шайбы по ГОСТ 22355-77 из стали марки ВСт5пс2 по ГОСТ 380-71. Технические требования к болтам, гайкам и шайбам — по ГОСТ 22356-77.
Для соединения фланцев нижних поясов ферм следует применять высокопрочные болты по ГОСТ 22353-77 для климатических районов и др. по ГОСТ 16350-80 с гайками по ГОСТ 22354-77 из стали марки 35 по ГОСТ 1050-74 и ГОСТ 10702-78; по ГОСТ 22353-77 для климатических районов по ГОСТ 16350-80 с гайками по ГОСТ 22354-77 из стали марки 40Х по ГОСТ 4543-71, а также шайбы по ГОСТ 22355-77 из стали марки ВСт5пс2 по ГОСТ 380-71. Технические требования к болтам, гайкам и шайбам — по ГОСТ 22356-77.
1.3.9. Отправочные элементы ферм должны быть защищены от коррозии в соответствии с требованиями СНиП 2.03.11-85. Марку антикоррозионного покрытия указывают в документе о качестве.
1.3.10. По требованию потребителя допускается производить на предприятии-изготовителе только грунтование ферм в один слой. Марку грунтовки указывают в документе о качестве.
1.4. Комплектность
В состав комплекта должны входить:
отправочные элементы ферм;
дополнительные монтажные прокладки толщиной 4, 6 и 8 мм в количестве, равном соответственно 50, 30 и 20% общего числа опорных узлов ферм;
болты, гайки и шайбы для соединения фланцев и крепления ферм;
техническая документация в соответствии с требованиями ГОСТ 23118-78, направляемая с первой партией заказа.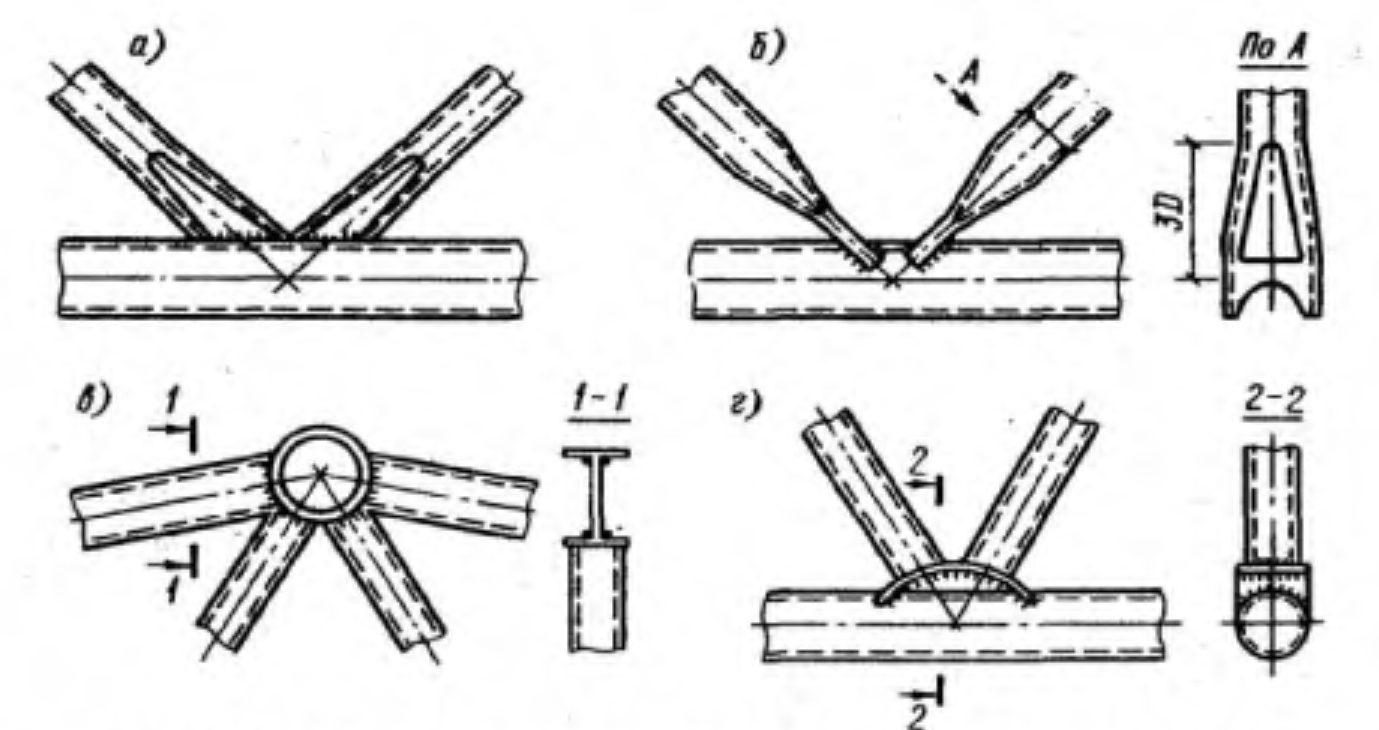
1.5. Маркировка
Маркировку отправочных элементов ферм по п. 1.2.4 следует наносить несмываемой краской по ГОСТ 14192-77 на первом раскосе и на внешней плоскости нижнего пояса для полуферм и средней части ферм, а также на фасонке стойки.
1.6. Упаковка
1.6.1. Полуфермы и средние части ферм следует соединять в пакеты при помощи кондукторов, изготовленных по рабочим чертежам предприятия-изготовителя, утвержденным в установленном порядке.
Стойки, прокладки следует увязывать в связки проволокой по ГОСТ 3282-74. Увязку проволокой проводят не менее чем в 2-3 оборота с плотной укруткой концов.
Масса пакетов и связок должна быть не более 20 т, если иная масса не оговорена в заказе.
Пакеты и связки должны иметь маркировку, содержащую данные об упакованных отправочных элементах ферм (номер партии, пакета, условное обозначение марок элементов в соответствии с п. 1.2.4 с указанием обозначения настоящего стандарта, число элементов, массу).
1.6.2. Кондукторы пакетов и увязка связок должны обеспечивать надежное положение отправочных элементов конструкции, исключающее их повреждение и перемещение внутри пакета и обеспечивать безопасность при погрузочно-разгрузочных работах и транспортировании.
Кондукторы пакетов и увязка связок должны обеспечивать надежное положение отправочных элементов конструкции, исключающее их повреждение и перемещение внутри пакета и обеспечивать безопасность при погрузочно-разгрузочных работах и транспортировании.
1.6.3. Болты, гайки и шайбыдолжны быть упакованы в деревянные ящики по ГОСТ 2991-85, предварительно выложенные упаковочной бумагой по ГОСТ 515-77. Консервацию и укладку крепежных изделий в ящики производят в соответствии с требованиями ГОСТ 18160-72. Масса брутто ящиков не должна превышать 50 кг. Ящики должны быть обтянуты проволокой по ГОСТ 3282-74. Допускается поставка болтов, гаек и шайб в упаковке предприятия-изготовителя этих изделий.
Все ящики должны иметь маркировку, содержащую данные об упаковочных изделиях (номер заказа, марки изделий, массу).
1.6.4. Содержание, оформление и расположение транспортной маркировки на упаковке должны соответствовать требованиям ГОСТ 14192-77. На пакетах, связках и ящиках должен быть нанесен манипуляционный знак «Место строповки» по ГОСТ 14192-77.
2. ПРИЕМКА
2.1. Фермы изготавливают партиями. Объем партии может быть частью заказа и определяется потребителем.
2.2. Партия должна содержать все необходимые отправочные элементы ферм, прокладки, болты, гайки, шайбы, позволяющие проводить сборку и монтаж определенного числа ферм.
2.3. Отправочные элементы ферм должны быть приняты техническим контролем предприятия-изготовителя поштучно.
2.4. Контроль качества отправочных элементов по пп. 1.3.2-1.3.4 и подготовки поверхности под защитные покрытия должен производиться до грунтования ферм.
2.5. Контроль геометрических размеров деталей ферм (в том числе размеров сечений гнутосварных профилей) должен производиться до их сборки и изготовления ферм, для чего проверяют каждую 50-ю ферму.
2.6. Отправочные элементы ферм, входящие в комплект каждой 50-й фермы, а также каждой первой фермы, изготовленной в новых или отремонтированных кондукторах, должны подвергаться контрольной сборке.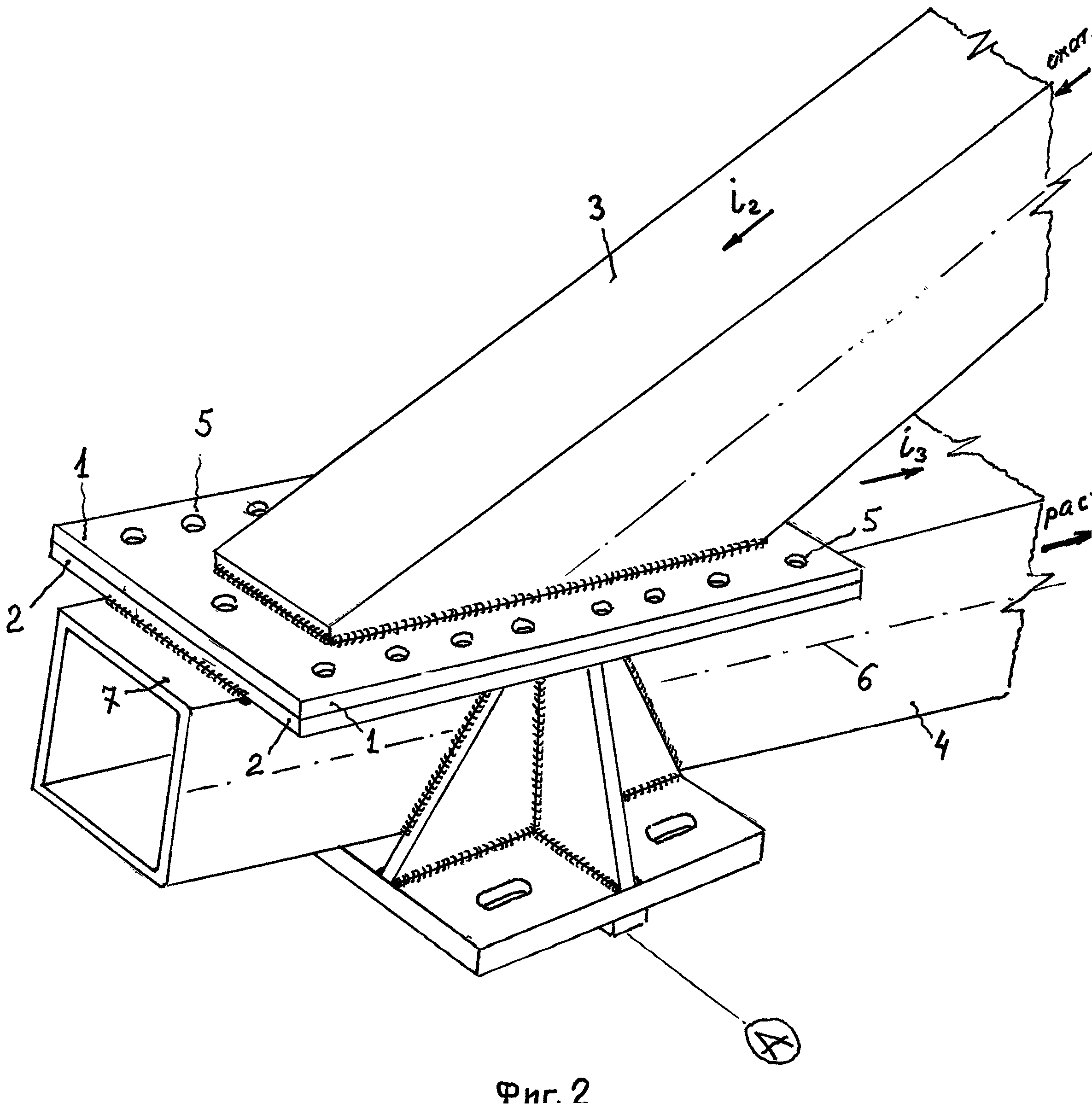 При этом дополнительно контролируют показатели по п. 5.3 (пп. 1, 3-5 табл. 3).
При этом дополнительно контролируют показатели по п. 5.3 (пп. 1, 3-5 табл. 3).
Таблица 3
мм
Наименование отклонения | Пред. откл. | Эскиз |
Отклонение плоскости фермы от вертикали | 5,0 | |
Отклонение от прямолинейности сжатых поясов из плоскости фермы на длине участка между точками закрепления: | ||
до 4000 включ. | 3,0 | |
от 4000 до 8000 включ. | 5,0 | |
» 8000″12000 « | 8,0 | |
Клиновой зазор между поверхностью фланца верхнего пояса и фасонкой стойки | 2,0 | |
Зазор на свесах фланцев нижнего пояса | 1,0 | |
Отклонение размера подъема фермы | -5 +30 | См. |
 черт. 1
черт. 12.7. Потребитель имеет право производитьприемку ферм, применяя при этом правила приемки и методы контроля, установленные настоящим стандартом.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Качество стали (пп. 1.3.1, 1.3.5), сварочных и лакокрасочных материалов, болтов, гаек и шайб (пп. 1.3.6, 1.3.8, 1.3.9) должно быть удостоверено сертификатами предприятий-поставщиков или данными лаборатории предприятия-изготовителя ферм.
3.2. Геометрические размеры и отклонения (п. 1.3.2) контролируют рулеткой 2-го класса по ГОСТ 7502-80; прямолинейность и плоскостность элементов фермы, подъем фермы — путем измерения натянутой вдоль элемента проволочной струны металлической линейкой по ГОСТ 427-75 или угольником по ГОСТ 3749-77; перпендикулярность торца опорного ребра к вертикальной оси фермы, отклонение плоскости верхнего (нижнего) фланцев от вертикали, грибовидность фланцев, перпендикулярность верхнего и нижнего фланцев к продольной оси фермы — щупом по ГОСТ 882-75; все остальные отклонения — линейкой по ГОСТ 427-75, угольником по ГОСТ 3749-77 и штангенциркулем по ГОСТ 166-80.
3.3. Элементы и детали ферм и околошовной зоны на наличие трещин (п. 1.3.3) контролируют визуально без применения увеличительных приборов.
3.4. Шероховатость поверхности опорных ребер (п. 1.3.4) следует проверять методом сравнения их с образцами шероховатости по ГОСТ 9378-75.
3.5. Качество листовой стали фланцев нижнего пояса ферм на отсутствие несплошностей, расслоений (п. 1.3.5) проверяют по ГОСТ 22727-77.
3.6. Качество сварных швов (п. 1.3.6) следует проверять в соответствии с требованиями СНиП III-18-75.
3.7. Качество подготовки поверхностей деталей ферм для антикоррозионного покрытия и само покрытие (п. 1.3.9) следует проверять в соответствии с требованиями СНиП 3.04.03-85.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. При транспортировании и хранении запакетированные отправочные элементы ферм должны быть поставлены в рабочее (вертикальное) положение и опираться не менее чем на две подкладки, установленные в крайних узлах ферм. Подкладки должны быть длиной больше ширины пакета не менее чем на 200 мм, шириной не менее 100 мм и толщиной не менее: 50 мм при транспортировании и 150мм при хранении ферм на строительной площадке.
Подкладки должны быть длиной больше ширины пакета не менее чем на 200 мм, шириной не менее 100 мм и толщиной не менее: 50 мм при транспортировании и 150мм при хранении ферм на строительной площадке.
4.2. Условия транспортирования и хранения (за исключением болтов, гаек и шайб) при воздействии климатических факторов должны соответствовать группе Ж1 по ГОСТ 15150-69. Хранение болтов, гаек и шайб — по группе Ж2 ГОСТ 15150-69.
4.3. Элементы ферм, упакованные в соответствии с пп. 1.6.1, 1.6.2, транспортируют всеми видами транспорта в соответствии с правилами перевозки, действующими на данном виде транспорта, и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
5. УКАЗАНИЯ ПО МОНТАЖУ
5.1. Монтаж ферм должен производиться в соответствии с требованиями настоящего стандарта и СНиП III-18-75.
5.2. При транспортировании, хранении и монтаже отправочных элементов ферм при температуре окружающего воздуха ниже минус 40°С они должны быть освидетельствованы на выполнение требований п. 1.3.3, о чем должен быть составлен соответствующий акт.
1.3.3, о чем должен быть составлен соответствующий акт.
5.3. Предельные отклонения от проектного положения смонтированных конструкций ферм приведены в табл. 3. Методы контроля — по п. 3.2.
5.4. Зазоры в опорных узлах ферм необходимо заполнять стальными прокладками толщиной 4, 6 и 8 мм, а во фланцевых соединениях ферм — прокладками из оцинкованной стали по ГОСТ 14918-80.
5.5. Натяжение высокопрочных болтов нижнего пояса должно быть не менее на болт и не более 23 тс, где — усилие в нижнем поясе фермы. Контроль натяжения — по СНиП III-18-75.
ПРИЛОЖЕНИЕ 1
Справочное
Структура условного обозначения ферм в чертежах КМ
Х | — | Х | — | Х | Х | |||||||
Обозначение типа конструкции (ФС — фермы стропильные) | ||||||||||||
Пролет фермы, м | ||||||||||||
Расчетная нагрузка на ферму, тс/м | ||||||||||||
Обозначение настоящего стандарта | ||||||||||||
Пример условного обозначения фермы стропильной пролетом 18 м с расчетной нагрузкой 2,4 тс/м:
.
То же, пролетом 24 м с расчетной нагрузкой 2,9 тс/м:
ПРИЛОЖЕНИЕ 2
Обязательное
Таблица 4
Номенклатура ферм
Толщина стенок гнутосварных профилей при размерах сечения, мм | Масса ферм, | |||||||
Марки ферм | Код ОКП | ВП | НП | Р1; Р2 | Р3-Р8 | Р9; Р10 | С | кг, не |
180´140 | 140´140 | 120´120 | 100´100 | 100´100 | 80´80 | более | ||
ФС-18-2,4 | 52 8312 4202 | 4 | 4 | 4 | 3 | — | 3 | 1035 |
ФС-18-3,2 | 52 8312 4204 | 5 | 5 | 5 | 3 | — | 3 | 1220 |
ФС-18-3,9 | 52 8312 4205 | 6 | 6 | 6 | 4 | — | 3 | 1460 |
ФС-18-4,3 | 52 8312 4206 | 7 | 7 | 6 | 4 | — | 3 | 1605 |
ФС-24-1,5 | 52 8312 4213 | 4 | 4 | 4 | 3 | — | 3 | 1340 |
ФС-24-1,8 | 52 8312 4214 | 5 | 5 | 4 | 3 | — | 3 | 1550 |
ФС-24-2,2 | 52 8312 4217 | 6 | 6 | 5 | 4 | — | 3 | 1870 |
ФС-24-2,6 | 52 8312 4218 | 7 | 7 | 5 | 4 | — | 3 | 2070 |
ФС-24-2,9 | 52 8312 4219 | 8 | 8 | 6 | 5 | — | 3 | 2385 |
ФС-30-1,3 | 52 8312 4242 | 5 | 5 | 4 | 3 | 3 | 3 | 2000 |
ФС-30-1,5 | 52 8312 4243 | 6 | 6 | 5 | 4 | 3 | 3 | 2375 |
ФС-30-1,8 | 52 8312 4244 | 7 | 7 | 5 | 4 | 3 | 3 | 2630 |
ФС-30-2,0 | 52 8312 4245 | 8 | 8 | 6 | 5 | 3 | 3 | 3000 |
Конструкции ферм из круглых труб
Вернуться на страницу «Фермы металлические»
Конструкции ферм из круглых труб
Узловые соединения трубчатых элементов ферм выполняют без фасонок с герметизацией внутренних полостей замкнутых профилей от влаги и пыли, способствующих коррозии. Для этого открытые торцы поясов должны иметь заглушки с плотными внешними швами, а торцы раскосов решетки вырезают без или со снятием кромок для обеспечения плотности сварных швов. При отсутствии оборудования для фигурной резки торцов труб, фермы могут быть изготовлены со сплющиванием концов стержней решетки (рис. 2.1, а) или фасонкой (рис. 1, б).
Для этого открытые торцы поясов должны иметь заглушки с плотными внешними швами, а торцы раскосов решетки вырезают без или со снятием кромок для обеспечения плотности сварных швов. При отсутствии оборудования для фигурной резки торцов труб, фермы могут быть изготовлены со сплющиванием концов стержней решетки (рис. 2.1, а) или фасонкой (рис. 1, б).
Рис. 1. Узлы трубчатых ферм: а — из труб, содержащих сплющенные концы; б — на фасонке
В типичных фермах (рис. 2) раскосы приваривают к самому поясу с соблюдением зазора между кромками смежных элементов решетки не менее 20 мм. Если при этом узловые эксцентриситеты окажутся размещенными с одной стороны от оси пояса и не превышают 0,1D, то допускается не учитывать узловые моменты, которые возникают. В противном случае необходимо уточнять расчетные усилия за счет наличия узловых моментов.
Рис. 2. Узлы типовой трубчатой фермы: а, б — опоры; в, г, д — промежуточные; е, ж – монтажные
Стойки решетки, как правило, выполняют с предварительно сплющенными и обрезанными соответствующим образом торцами.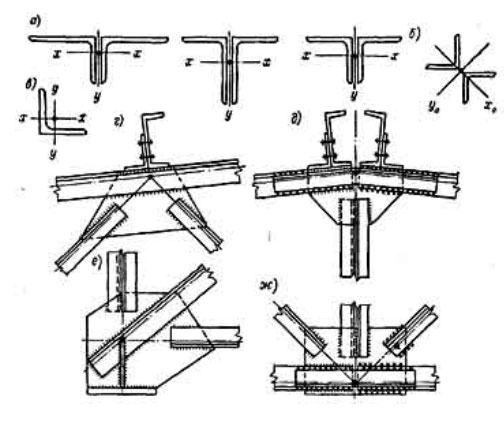 Торец, примыкающей к верхнему поясу, сплющивается перпендикулярно к его оси и имеет полукруглый вырез диаметром, равным диаметра трубы пояса (рис. 2, д). Крепление стойки осуществляется сваркой, при этом крайняя кромка стойки размещается выше оси пояса. В узле нижнего пояса, где примыкают раскосы, утолщение торца стойки выполняют параллельно оси пояса, а его крайнюю кромку не доводят до края поясной трубы примерно на 10-20 мм (рис.2, г). Далее выполняют приварку стойки к стенкам раскосов, для чего в части, сплющенная, предусматривают наклонные резы, параллельные осям раскосов.
Торец, примыкающей к верхнему поясу, сплющивается перпендикулярно к его оси и имеет полукруглый вырез диаметром, равным диаметра трубы пояса (рис. 2, д). Крепление стойки осуществляется сваркой, при этом крайняя кромка стойки размещается выше оси пояса. В узле нижнего пояса, где примыкают раскосы, утолщение торца стойки выполняют параллельно оси пояса, а его крайнюю кромку не доводят до края поясной трубы примерно на 10-20 мм (рис.2, г). Далее выполняют приварку стойки к стенкам раскосов, для чего в части, сплющенная, предусматривают наклонные резы, параллельные осям раскосов.
При наличии обработки кромок трубчатого раскоса, сварной шов, закрепляющий его до пояса, рассматривают как стыковой. В местах передачи на верхний пояс сосредоточенных сил от несущих элементов кровли предусматривают опорные столики с фигурными срезами нижнего торца и с горизонтальным резом верхнего торца(Для приварки опорной плиты).
Варьируя высотой столиков,можно обеспечить необходимый уклон кровли.
Расчет узлов, состоящих из трубчатого пояса и элементов заключается в проверке на местный изгиб (смятие) стенки пояса и прочности трубчатых элементов решетки.Монтажный стык верхнего пояса ферм из труб осуществляют на фланцах, а нижнего — на подкладном кольце (рис. 2, есть, ж). Подкладное кольцо представляет собой отрезок трубы диаметром, равным внутреннему диаметру пояса, который стыкуется. Подкладное кольцо забивают в поясной элемент одной полуфермы на половину его длины, равной 40-50 мм. Конец кольца служит для присоединения элемента другой полуфермы. После стыковки, шов на подкладном кольце заваривают, стык перекрывают накладками, конфигурация которых обеспечивает необходимую длину швов, определяя ее по формуле. По типовому проекту предусмотрено свободное опирания ферм на колонну (рис. 2, а, б).
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings. CREATE_NEW_COLLECTION}}*
CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Лекция 21
Лекция 21. Эффективные типы прогрессивных ферм.
Эффективные типы прогрессивных ферм.
В легких фермах достаточно широко применяются стержни из двух уголков, соединенных в узлах на фасовках. Это традиционное решение позволяет проектировать фермы различных типов, подбирать приемлемые по площади сечения на всевозможные нагрузки, эффективно решать узлы примыканий к фермам прогонов, связей, панелей покрытий и т.п. Однако фермы из спаренных уголковых профилей отличаются большим разнообразием типоразмеров элементов, значительным расходом металла на фасонки и прокладки, увеличенной трудоемкостью изготовления, неудобством окраски стержней в процессе эксплуатации, особенно зазоров между элементами.
Поэтому в последние годы разработаны новые, эффективные конструкции стропильных ферм со стержнями из широкополочных двутавров, электросварных труб и замкнутых гнутосварных профилей, а также с поясами из тавров (получаемых продольной резкой пополам широкополочных двутавров) и решеткой из одиночных уголков. Преимуществом трубчатых стержней является их равноустойчивость в двух плоскостях, хорошая обтекаемость и стойкость против коррозии, удобство окраски в эксплуатации, что способствует увеличению их долговечности.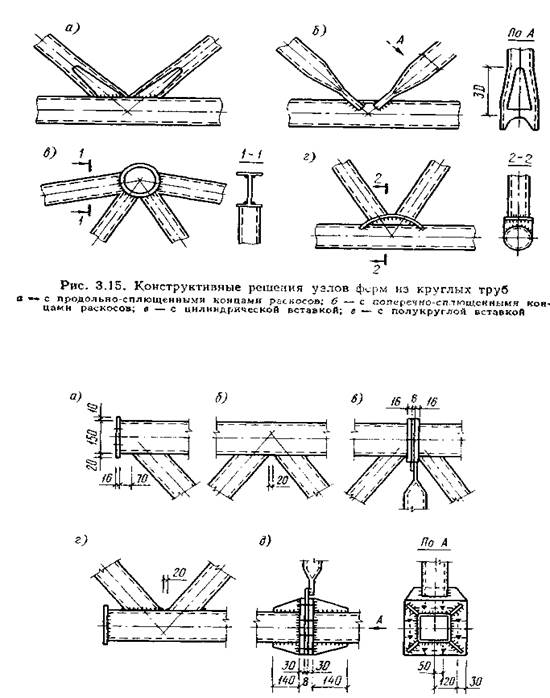 Однако сложность узловых сопряжений затрудняет их широкое применение.
Однако сложность узловых сопряжений затрудняет их широкое применение.
На заводах освоено изготовление стропильных ферм из замкнутых гнутосварных профилей прямоугольного или квадратного сечений, образуемых из листов толщиной 3-8 мм. В конструктивном отношении такие фермы проще, чем из труб круглого сечения.
Широкополочные двутавры особенно эффективны для верхних поясов ферм, которые воспринимают сжимающие усилия и изгибающие моменты. Тавровое сечение поясов позволяет сравнительно просто конструировать узлы примыкания элементов решетки, особенно из одиночных уголков.
При выборе типа сечений стержней фермы необходимо учитывать: назначение и условия работы конструкции, технологию изготовления и монтажа, наличие профилей сортамента и, в конечном счете, экономическую эффективность как по расходу металла, так и общей стоимости. Тенденция в строительстве к ускоренному крупноблочному монтажу конструкций во многих случаях является определяющей для назначения типов ферм и их элементов.
а) Фермы, имеющие пояса из тавров.
Тавры с параллельными гранями полок получают путем продольного роспуска широкополочных двутавров. Тавры применяют в поясах ферм, решетка выполняется из спаренных или одиночных горячекатанных или холодногнутых уголков. Такие фермы в сравнении с традиционными экономичнее по массе металла на 10-12 %. Экономия достигается за счет уменьшения числа деталей, размеров фасонок и длин сварных швов. Наиболее высокие экономические показатели имеют фермы с перекрестной решеткой.
б) Фермы из одиночных уголков.
Фермы из одиночных уголков применяются в покрытиях зданий с агрессивной средой. Они более технологичны, чем фермы из двух уголков, тавров, двутавров. Узлы ферм могут выполняться с фасонками и без них. Стержни ферм обычно проектируют из равнополочных уголков.
Соединение стержней в узлах осуществляют на сварке или на болтах (рис. 21.1). Болтовое соединение обычно применяется для ферм, перевозимых подетально в районы с плохими дорогами.
Рис. 21.1. Узлы ферм из одиночных уголков: слева — со сварными швами;
справа — со сварными точками (контактная сварка) или на болтах
Конструкции, типы, узлы и элементы ферм, пояса, решетки
Фермы представляют собой системы стержневых элементов, объединенных в узлах в геометрически неизменяемые решетчатые пролетные конструкции. Фермы относятся к типу несущих систем, активных по вектору в плане взаимодействия с внешним силовым потоком.
Ферменные конструкции приобрели широкое распространение благодаря ряду основных весомых преимуществ:
Возможность пропуска коммуникаций в пространстве между стержнями.Недостатками ферменных конструкций является их значительная строительная высота и трудоемкость изготовления.
Фермы как стержневые конструкции состоят из верхнего и нижнего поясов, а также системы решетки. Верхний пояс ферм воспринимает сжатие, а нижний воспринимает растяжение; элементы решетки воспринимают сдвигающие усилия.
Классификация ферм
В зависимости от предназначения, архитектурных требований и схемы приложения нагрузок, фермы могут иметь самую разнообразную конструктивную форму. По топологии различают плоские и пространственные ферменные конструкции.
По топологии различают плоские и пространственные ферменные конструкции.
По внешней конструктивной схеме в основном различают балочные, рамные, арочные и вантовые фермы. Рамные и арочные фермы более эффективно распределяют внешний силовой поток, чем балочные, но сложнее в выполнении и более чувствительны к неравномерным осадкам основания. Использование различных конструктивных принципов ферм дает комбинированные системы.
Вантовые фермы являются конструкциями, которые более приближены к активным по форме несущим системам, однако в них присутствуют сжатые элементы. Вертикальные решетчатые башни и иные подобные конструкции фактически также могут рассматриваться как вертикальные фермы.
По внутренней конструктивной схеме различают фермы с шарнирным и жестким примыканием элементов в узлах. Шарнирное примыкание решетки к поясам, как правило, осуществляется путем приваривания на пластинчатые элементы – фасонки.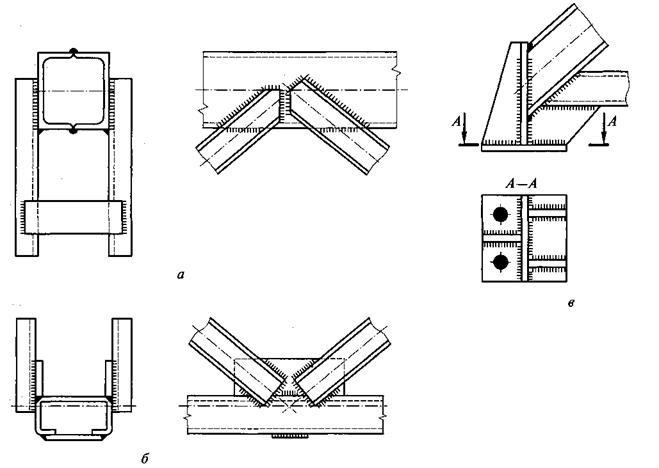 Шарнирная работа такого узла с образованием угла поворота обеспечивается в предельном состоянии пластическими деформациями фасонки.
Шарнирная работа такого узла с образованием угла поворота обеспечивается в предельном состоянии пластическими деформациями фасонки.
Фермы с жесткими узлами выполняются путем непосредственной приварки элементов решетки к поясам, но при этом должно учитываться перераспределение изгибающих моментов между элементами.
Абрисы поясов ферм могут быть самыми различными в зависимости от функциональных, конструктивных и архитектурных требований. Абрис поясов ферм значительным образом определяет их технологичность и совместимость с решением других конструкций здания. Также абрисы зависят от типа кровли, которая требует некоторого угла наклона для удаления воды и снега, а также от уровня рациональности статической схемы, что связано с максимальным приближением конструктивной формы к эпюре изгибающих моментов балочной аналогии, а также типа соединения фермы с опорой.
При обустройстве теплых кровель с гидроизоляционным слоем уклон верхнего пояса может быть небольшим-1,5-5%. В этом случае используют фермы с параллельными поясами и трапециевидные.
В холодных покрытиях без гидроизоляционного слоя, обустроенных из профилированных металлических листов или черепицы, обустраивают уклоны до 400, чтобы предупредить проникновение атмосферных осадков под покрытие. В таких кровлях используют треугольные или арочные фермы. Подъем верхнего пояса также позволяет уменьшить снеговые нагрузки, а строительный подъем нижнего пояса – компенсировать прогибы фермы при значительных пролетах.
При повышенных архитектурных требованиях могут быть также применены криволинейные, переменные и иные сложные абрисы ферм. Выбор типа геометрии решетки ферм зависит от схемы приложения нагрузок, абриса поясов, конструктивных и архитектурных требований. Применение различных типов решетки имеет существенное влияние на массу и трудоемкость изготовления, а также определяет условия работы элементов поясов.
Определение типа решетки должно происходить с согласованием крепления второстепенных несущих элементов к поясам фермы и применяемой системой связей.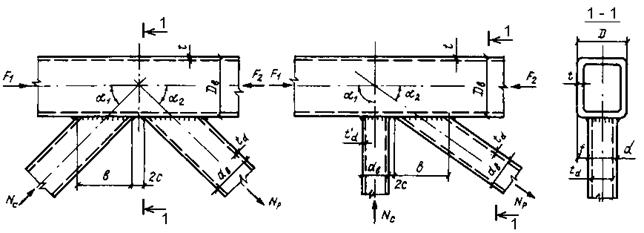
Треугольная система решетки, или так называемая ферма Уорена, имеет наименьшую суммарную длину и наименьшее количество узлов, но расстояния между узлами примыкания раскосов к поясу при этом являются наибольшими, что не рационально для сжатых стержней.
При использовании раскосной симметричной решетки все раскосы при гравитационном типе загрузки имеют усилия одного знака, а стойки – другого; кроме того, уменьшаются расстояния между узлами. В то же время при этом растет количество узлов и суммарная длина раскосов и стоек.
Следует отметить также, что в стальных фермах при вертикальном гравитационном превалирующем типе нагрузки выгодны нисходящие раскосы, поскольку все они растянуты. Такой тип также известен как ферма Пратта (Pratt).
В практике получила распространение схема, которая объединяет преимущества обоих типов решетки – треугольная решетка с дополнительными стойками . Ее применение позволяет уменьшить свободную длину сжатых элементов верхнего пояса и создает больше узлов для возможного опирания на него несущих элементов кровли.
Шпренгельная решетка используется в случае необходимости уменьшения расстояния между узлами верхнего пояса в фермах большой высоты, а также для упреждения возникновения местного изгиба при внеузловом воздействии внешней нагрузки.
Ромбическая и полураскосная решетки обеспечивают большую жесткость фермы и являются рациональными при больших поперечных усилиях. Такие типы решеток применяют в башнях, мостах и иногда в многопролетных покрытиях.
Крестовая решетка применяется в фермах, элементы которых воспринимают знакопеременные усилия от разнонаправленных нагрузок. Такой тип решетки широко применяется, например, в связевых системах покрытий, мостах, высотных зданиях, пространственных фермах и т. п.
Полностью безраскосные фермы, так называемые фермы Веренделя, в которых есть только вертикальные стойки, позволяют реализовать максимальное пространство между стойками для пропуска коммуникаций или прохода, но при этом работают по рамной схеме, и в них возникают большие изгибающие моменты.
По способу соединения элементов в узлах, фермы различают на сварные и болтовые. Основными типами соединений элементов ферм в узлах являются сварные. Болтовые соединения, как правило, на высокопрочных болтах, применяют в монтажных узлах. Соединения на болтах элементов решетки применяют обычно в тех случаях, когда фермы имеют значительные генеральные размеры и поставляются на строительный участок отдельными стержнями, «россыпью».
В зависимости от величины максимального усилия, которое действует в элементах ферм, их принято различать на легкие (3000 кН), в которых применяются сварные составные сечения.
Основы проектирования ферм
Поскольку фермы являются конструкциями, активными по вектору, в них действуют только продольные силы растяжения или сжатия. Соответственно элементы ферм с шарнирным примыканием рассчитывают на прочность или устойчивость при осевом силовом потоке. Исключение составляют элементы ферм с жестким примыканием или при наличии неразрезных поясов.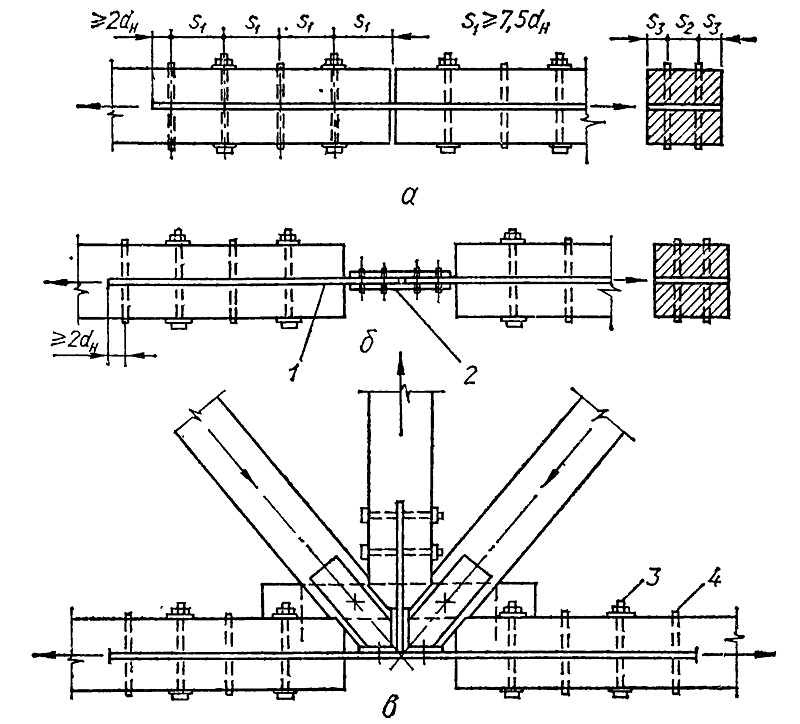 Такие элементы должны быть также рассчитаны на возникающие моментные и поперечные усилия.
Такие элементы должны быть также рассчитаны на возникающие моментные и поперечные усилия.
Совокупность характерных геометрических параметров, определяющих ферменную конструкцию, являют собой генеральные размеры. Такими параметрами фермы являются пролет L, строительная высота h, высота в крайней опоре h0 и шаг узлов верхнего пояса LП. Данные параметры актуальны для ферм простых очертаний, в то время как для конструкций с переменными очертаниями поясов генеральные размеры дополняются радиусами кривизны и т. п.
Выбор генеральных размеров фермы определяет не только ее конструктивные и эстетические, но и технологические характеристики. Высота отдельных монтажных элементов – отправочных марок, поставляемых с завода, должна быть не более 3,85 м, а длина – не превышать 15 м.
В качестве сечений элементов в фермах в основном применяют парные уголки, трубы или гнутосварные квадратные и прямоугольные профили. Также получили распространение фермы с верхним неразрезным двутавровым поясом и решеткой из гнутосварных профилей.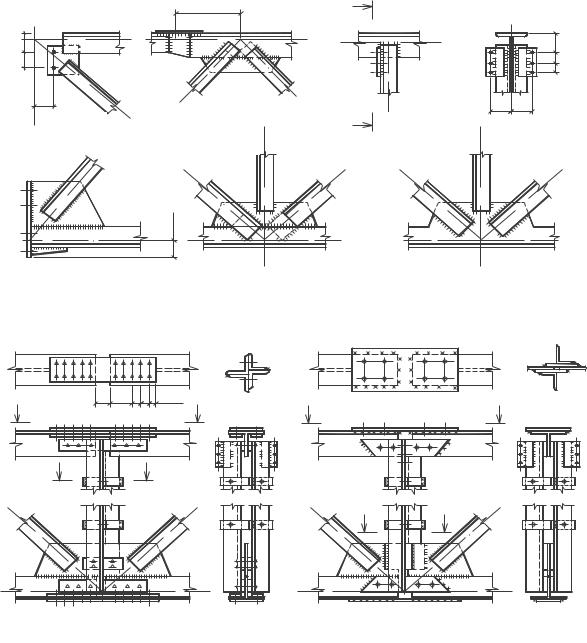 Это решение является эффективным с конструктивной точки зрения и позволяет перекрывать большие пролеты.
Это решение является эффективным с конструктивной точки зрения и позволяет перекрывать большие пролеты.
Форма сечения замкнутых профилей предупреждает накопление грязи и иных источников коррозии, существенно сокращает суммарную поверхность покраски и огнезащиты. Общим недостатком замкнутых профилей в фермах является необходимость герметизации внутренних пустот для упреждения появления очагов коррозии, для чего устанавливаются заглушки или применяются герметики.
Для конструкций бесфасоночных ферм с использованием труб, существует необходимость применения при изготовлении станков с программным управлением для фигурной резки торцов для примыкания элементов. Этот аспект также предполагает высокое качество проектной документации и квалификацию производственного персонала.
Альтернативный вариант может предусматривать использование замкнутых профилей квадратного и прямоугольного сечения, примыкание которых в бесфасоночных узлах осуществляется простым резом под углом примыкания раскосов или внапуск.
В несущих конструкциях междуэтажных перекрытий, где расстояние между поясами невелико, получили применение фермы с решеткой из одиночных уголков и круглой стали. Примыкание вспомогательных конструкций – связей, прогонов – в обычных фермах с разрезными поясами допускается только с центрированием на узлы в местах пересечения осей элементов решетки.
В неразрезных конструкциях также придерживаются этого принципа, однако в них возможен вариант беспрогонного решения с опиранием настила непосредственно на верхний или нижний пояс ферм при их частом шаге. Для больших пролетов либо при повышенных нагрузках, как в распределительных аутригерах или опорных контурах, применяют так называемые «тяжелые» фермы. Сечения элементов таких конструкций чаще всего формируют из широкополочных двутавров либо эквивалентных сварных профилей, составленных из листов. Также в этих целях применяются трубы большого диаметра либо сварные коробчатые сечения, поскольку важными критериями выступают устойчивость элементов и минимальный вес конструкций.
Фермы как конструктивный инструмент архитектурной формы
Будучи активными по вектору при распределении силового потока и четко выражая свое конструктивное предназначение, фермы являются архитектурно привлекательными и часто участвуют в формировании внутренней среды и внешнего облика здания. Благодаря решетчатой структуре фермы способны перекрывать значительные пролеты, оставаясь визуально легкими и оставляя пространство для других подсистем здания.
Поскольку сами по себе пояса обычно не имеют значительных габаритов, им может быть придана криволинейная форма перед укрупнением на заводе в ферменную конструкцию. Элементы решетки при этом остаются прямыми, что повышает экономичность решений. Такое решение позволяет создавать выразительные и узнаваемые конструкции кровли быстровозводимых зданий.
Эффективность и концентрация усилий в фермах позволяет выполнять с их помощью самые сложные несущие функции. Это наглядно можно проследить на примере высотного здания в г.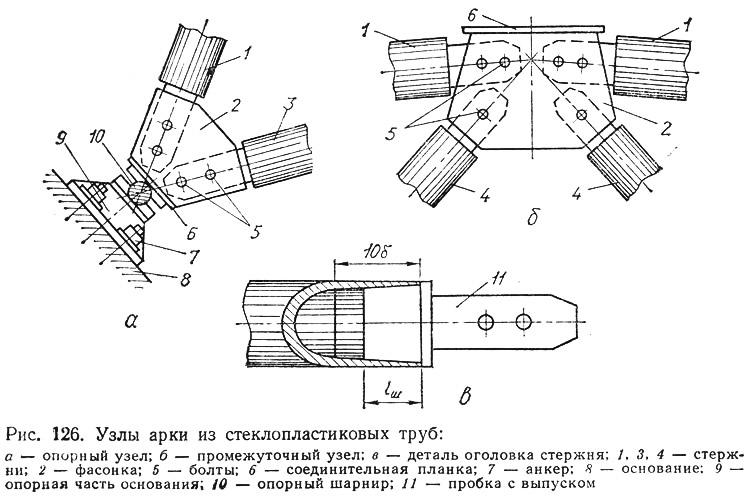 Сеул, Южная Корея. Стесненные условия и архитектурная концепция обусловили рамную форму здания с решетчатыми пространственными опорами, на которые опираются тяжелые фермы, давая возможность образовать три полноценных этажа, нависающих над существующими зданиями. Просвет между верхними и нижними этажами снижает затеняемость соседних быстровозводимых зданий.
Сеул, Южная Корея. Стесненные условия и архитектурная концепция обусловили рамную форму здания с решетчатыми пространственными опорами, на которые опираются тяжелые фермы, давая возможность образовать три полноценных этажа, нависающих над существующими зданиями. Просвет между верхними и нижними этажами снижает затеняемость соседних быстровозводимых зданий.
Металлическая ферма из профильной трубы: расчет, чертеж, конструкция
Металлические фермы из профильной трубы – металлоконструкции, сборка которых производится посредством решетчатых металлических стержней. Их изготовление представляет собой достаточно сложный и трудоемкий процесс, но результат обычно оправдывает ожидания. Немаловажным достоинством можно назвать и экономичность полученной конструкции. В процессе производства зачастую применяют парный металл и косынки в качестве соединяющих металлических деталей. Дальнейший процесс сборки основан на клепке или сварке.
Преимущества металлоконструкций
Металлическая ферма имеет немало преимуществ.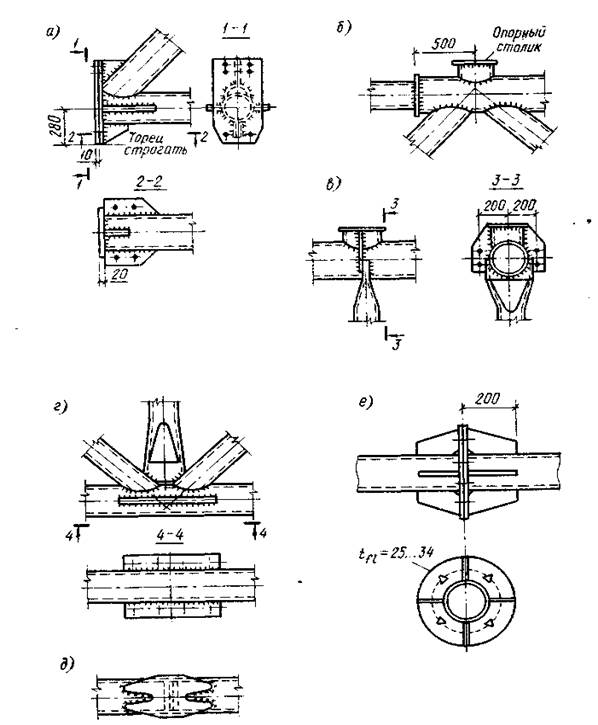 С их помощью можно с легкостью перекрыть пролет любой длины. Однако следует понимать, что правильный монтаж предполагает первичный грамотный расчет фермы из профильной трубы. В этом случае можно будет быть уверенным в качестве созданной металлической конструкции. Также стоит придерживаться намеченных планов, чертежа и разметки, чтобы изделие получилось в соответствии с требованиями.
С их помощью можно с легкостью перекрыть пролет любой длины. Однако следует понимать, что правильный монтаж предполагает первичный грамотный расчет фермы из профильной трубы. В этом случае можно будет быть уверенным в качестве созданной металлической конструкции. Также стоит придерживаться намеченных планов, чертежа и разметки, чтобы изделие получилось в соответствии с требованиями.
На этом преимущества изделия не заканчиваются. Можно выделить и следующие достоинства:
- Долговечность металлического изделия.
- Незначительный вес при сравнении с другими аналогичными конструкциями.
- Выносливость.
- Устойчивость к повреждениям и негативным окружающим факторам.
- Крепкие узлы, способствующие стойкости к любым типам нагрузок.
- Возможность сэкономить финансы посредством самостоятельной сборки, так как готовое металлическое изделие стоит недешево.
Конструкционные особенности ферм
Ферма из профильной трубы имеет характерные особенности, о которых следует помнить заранее. В основе деления можно выделить определенные параметры. Главным значением считают количество поясов. Можно выделить следующие виды:
В основе деления можно выделить определенные параметры. Главным значением считают количество поясов. Можно выделить следующие виды:
- металлические опоры, представляющие собой компоненты, которые находятся в одной плоскости;
- висячие, в составе которых два металлических пояса, расположенных сверху и снизу.
Второй важный параметр, без которого чертеж фермы создать не получится, это контуры и форма. В зависимости от последнего можно выделить прямые, двухскатные или односкатные, арочные фермы. По контуру также можно разделить металлические конструкции на несколько вариантов. Первый – это конструкции с параллельным поясом. Они считаются оптимальным решением для создания мягкой кровли. Металлическая опора предельно проста, а ее компоненты идентичны, по размерам решетка совпадает со стержнями, благодаря чему монтаж становится легкой работой.
Второй вариант – односкатные металлические конструкции. В их основе жесткие узлы, обеспечивающие стойкость к внешним нагрузкам. Создание такой конструкции отличается экономичностью материала и соответственно небольшими расходами. Третий вид – полигональные фермы. Их отличает длительный по времени и достаточно сложный монтаж, а преимуществом становится способность выдерживать большой вес. Четвертый вариант – треугольные фермы из профильной трубы. Они используются, если планируется создание металлической фермы с большим углом наклона, но минусом станет наличие отходов после сооружения.
Создание такой конструкции отличается экономичностью материала и соответственно небольшими расходами. Третий вид – полигональные фермы. Их отличает длительный по времени и достаточно сложный монтаж, а преимуществом становится способность выдерживать большой вес. Четвертый вариант – треугольные фермы из профильной трубы. Они используются, если планируется создание металлической фермы с большим углом наклона, но минусом станет наличие отходов после сооружения.
Следующий важный параметр – угол наклона. В зависимости от него металлические фермы из профильных труб делятся на три основные группы. В первую группу попадают металлические конструкции с углом наклона в 22-30 градусов. При этом длина и высота изделия представлены соотношением 1:5. Среди достоинств такой металлоконструкции можно выделить незначительный вес. Чаще всего так создают металлические треугольные фермы.
При этом может понадобиться использование раскосов, монтируемых сверху вниз, если высота пролетов превышает 14 метров.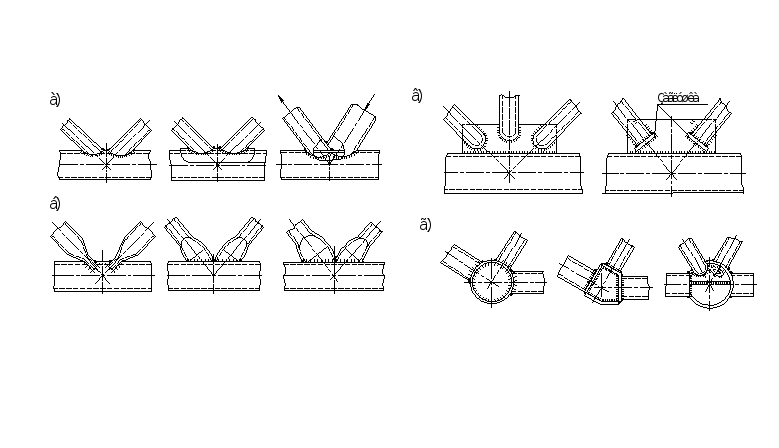 В верхнем поясе будет расположена панель длиной 150-250 см. Как результат получится конструкция с двумя поясами и четным количеством панелей. При условии, что пролет более 20 метров, следует монтировать подстропильную металлоконструкцию, связывая ее опорными колоннами.
В верхнем поясе будет расположена панель длиной 150-250 см. Как результат получится конструкция с двумя поясами и четным количеством панелей. При условии, что пролет более 20 метров, следует монтировать подстропильную металлоконструкцию, связывая ее опорными колоннами.
Ко второй группе относят фермы из квадратных труб или из профтруб и других разновидностей, если угол наклона составляет 15-22 градуса. Соотношение высоты и длины между собой достигает 1:7. Максимальная длина каркаса не должна превышать 20 метров. Если необходимо увеличить высоту, требуются дополнительные процедуры, к примеру, создается ломаный пояс.
К третьей группе относят металлоконструкции с углом наклона менее 15 градусов. В этих проектах применяют трапециевидную стропильную систему. Они имеют дополнительно короткие стойки. Это позволяет повысить противодействие продольному прогибу. Если монтируется односкатная крыша, угол наклона которой достигает 6-10 градусов, необходимо продумать ассиметричную форму. Деление пролета может варьироваться в зависимости от особенностей конструкции, и может достигать семи, восьми или девяти частей.
Деление пролета может варьироваться в зависимости от особенностей конструкции, и может достигать семи, восьми или девяти частей.
Отдельно выделяют ферму Полонсо, монтируемую своими руками. Она представлена двумя треугольными фермами, которые соединены затяжкой. Это позволяет исключить установки длинных раскосов, которые должны были бы располагаться в средних панелях. Как результат, вес конструкции будет оптимальным.
Как правильно рассчитать навес?
Расчет и изготовление ферм из профильной трубы должно быть основано на основных требованиях, которые прописаны в СНиП. При расчете важно составление и чертежа изделия, без которого последующий монтаж будет невозможен. Первоначально следует подготовить схему, где будут указаны основные зависимости между уклоном кровли и длиной конструкции в целом. В частности, следует учесть следующее:
- Контура поясов опоры. Они помогут определить назначение металлоконструкции, угол наклона и тип кровли.
- При подборе необходимо следовать принципу экономии, если требования не предполагают противоположного.
- Расчет размеров производится с учетом нагрузок на конструкцию. Важно помнить о том, что углы стропил могут отличаться, но панель должна соответствовать им.
- Последний расчет касается промежутка между узлами. Чаще всего его выбирают так, чтобы он соответствовал ширине панели.
Следует помнить о том, что увеличение высоты своими руками будет приводить к повышению несущей способности. В таком случае снежный покров не будет удерживаться на кровле. Чтобы дополнительно усилить металлоконструкцию, придется монтировать ребра жесткости. Чтобы определить габариты фермы, стоит руководствоваться такими данными:
- конструкции шириной до 4,5 метров монтируют из деталей габаритам 40х20х2 мм;
- изделия шириной 5,5 метров создаются из составляющих размером 40х40х2 мм;
- если ширина конструкции будет превышать 5,5 метров, оптимально выбрать детали 40х40х3 мм или 60х30х2 мм.
Далее необходимо рассчитать шаг, для этого учитывают расстояние от одной до следующей опоры навеса.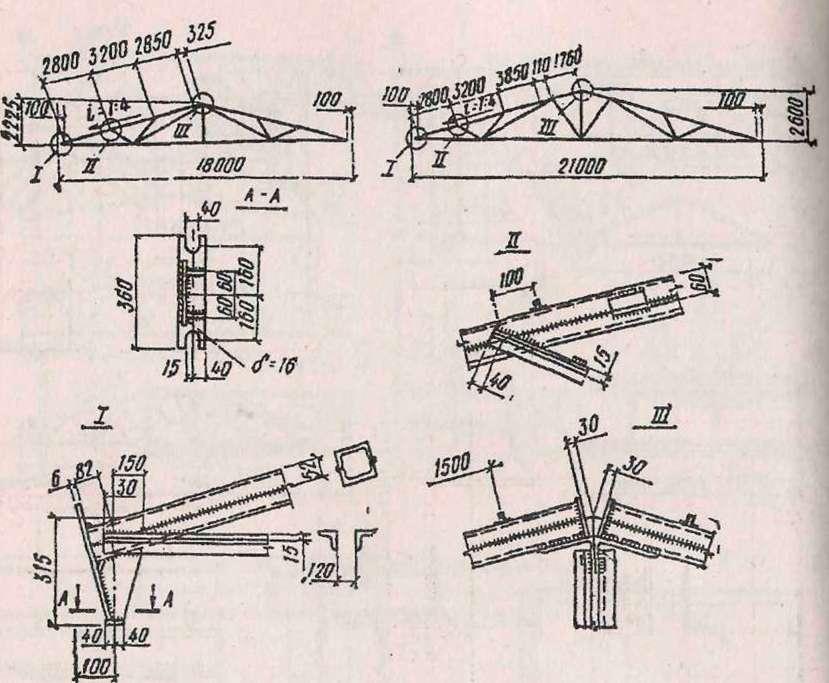 Зачастую оно стандартно и достигает 1,7 метров. Если нарушить это негласное правило, прочность конструкции может несколько нарушиться. После того, как все требуемые параметры рассчитаны, необходимо получить схему конструкции. Для этого используют программу, чтобы добиться требуемой прочности. Большинство программ имеют аналогичные названию процессу, который выполняют. Можно выбрать программу «Расчет фермы», «Расчет ферм 1.0» и другие похожие.
Зачастую оно стандартно и достигает 1,7 метров. Если нарушить это негласное правило, прочность конструкции может несколько нарушиться. После того, как все требуемые параметры рассчитаны, необходимо получить схему конструкции. Для этого используют программу, чтобы добиться требуемой прочности. Большинство программ имеют аналогичные названию процессу, который выполняют. Можно выбрать программу «Расчет фермы», «Расчет ферм 1.0» и другие похожие.
Обязательно учитывайте при расчете стоимость одной тонны металла в закупке, а также стоимость изготовление самой металлоконструкции, то есть расходы на сварку, обработку антикоррозийным составом и монтаж. Теперь осталось разобраться с тем, как сварить ферму из профильной трубы.
Полезные советы по выбору и созданию металлоконструкции
Чтобы сварка ферм была качественной, необходимо следовать ряду рекомендаций. Среди них выделяют следующие:
- При выборе типоразмера стоит отдавать предпочтение квадратным и прямоугольным изделиям, добавляющим конструкции устойчивости благодаря ребрам жесткости.

- Использовать необходимо исключительно качественные изделия, материал – высокоуглеродистая легированная сталь, устойчивая к агрессии окружения.
- Правильный выбор изделий и материала станет залогом требуемой несущей способности.
- При соединении металлических компонентов фермы необходимо использовать спаренные уголки и прихватки.
- В верхнем поясе монтируют металлические двутавровые уголки, выполняя стыковки по стороне, которая имеет меньший размер.
- При сопряжении деталей используют равносторонние уголки.
- Составляющие длинных металлических конструкций крепят с помощью накладных пластин.
- Раскосы монтируют под углом в 45 градусом, а стойки – 90 градусов.
- Первоначально собирают основную конструкцию, после этого начинают сваривать ферму, проверяя сварные швы на качество.
Чтобы конструкция получилась в соответствии с требованиями, важно придерживаться и определенного алгоритма работы. Первоначально выполняют разметку участка. Для этого монтируют вертикальные опоры и закладные детали. При необходимости металлические профильные трубы можно сразу разместить в ямах и забетонировать. Установку вертикальных опор выверяют отвесом, а, чтобы проконтролировать параллельность, натягивают шнур.
Для этого монтируют вертикальные опоры и закладные детали. При необходимости металлические профильные трубы можно сразу разместить в ямах и забетонировать. Установку вертикальных опор выверяют отвесом, а, чтобы проконтролировать параллельность, натягивают шнур.
Видео по теме:
Следующим шагом становится фиксация металлических профильных труб посредством сварки. Изделия приваривают к опорам. Элементы ферм и узлы сваривают на земле, а после этого крепят посредством перемычек и раскосов. Следующим шагом становится подъем металлических балок на высоту, сварку с профильными трубами и опорами, вваривание перемычек и создание отверстий для крепежей в них. В заключение элементы зачищаются, и конструкция подготавливается к укладке кровли и покраске.
Посмотрите еще статьи:
Мы не можем найти эту страницу
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. ЯЗЫК}}
{{$ select.selected.display}}
ЯЗЫК}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Фермы и типы ферм
Фермы — ключевая инженерная особенность развивающегося конкурса гражданского строительства. Действительно, длиннопролетные конструкции с малым весом — основная причина увеличения спроса на фермы в строительной отрасли. Поскольку из-за использования стали в качестве строительного материала, из-за ее более высокой прочности при меньшей массе, фермы стали играть важную роль в гражданских конструкциях вместе с развитием сталелитейной промышленности. В последние годы и даже сейчас, учитывая эстетический вид, эти фермы изготавливаются также из деревянных досок. Фермы крыш, мосты, электрические и телекоммуникационные башни и даже структурные рамы используют эти фермы в качестве своих неотъемлемых структурных форм.
Действительно, длиннопролетные конструкции с малым весом — основная причина увеличения спроса на фермы в строительной отрасли. Поскольку из-за использования стали в качестве строительного материала, из-за ее более высокой прочности при меньшей массе, фермы стали играть важную роль в гражданских конструкциях вместе с развитием сталелитейной промышленности. В последние годы и даже сейчас, учитывая эстетический вид, эти фермы изготавливаются также из деревянных досок. Фермы крыш, мосты, электрические и телекоммуникационные башни и даже структурные рамы используют эти фермы в качестве своих неотъемлемых структурных форм.
Фермы просто определяются как триангуляция элементов для создания стабилизированной конструкции. Математически триангуляция — это стабильная конфигурация. Обычно ферма имеет элементы, называемые верхним поясом, нижним поясом, вертикальным поясом и диагональным поясом. Основные функции ферм
- Несущие нагрузки от надстроек
- Обеспечивает адекватную боковую устойчивость всей конструкции
В процессе проектирования есть несколько основных допущений. Следует пояснить, что конструкция ферм должна соответствовать проектным допущениям, чтобы избежать нежелательных отказов из-за разброса сил и нагрузок. Ниже приведены допущения при проектировании фермы.
Следует пояснить, что конструкция ферм должна соответствовать проектным допущениям, чтобы избежать нежелательных отказов из-за разброса сил и нагрузок. Ниже приведены допущения при проектировании фермы.
- Элементы фермы будут воспринимать только осевые силы
- Узлы, то есть соединения элементов, выполнены в виде шарнирных соединений, поэтому моменты не передаются на элементы фермы.
- Все внешние нагрузки и реакции действуют только на узлы
- Обычно ферма должна находиться в плоскости.
Обычно элементы ферм изготавливаются в виде двутавровых секций, углов, Т-образных секций, трубных секций, квадратных секций и секций швеллеров. Секции I более предпочтительны в качестве оптимизированной секции с точки зрения структурных сил.
Типы ферм- Простая ферма — обозначает одну треугольную ферму. Эти фермы чаще всего используются в качестве стропильных ферм.
- Планарная ферма — как следует из названия, это двухмерная ферма.
 Если все элементы и узлы находятся на плоской поверхности, то эта ферма является плоской.
Если все элементы и узлы находятся на плоской поверхности, то эта ферма является плоской. - Пространственная ферма каркаса — В отличие от плоской фермы, элементы и узлы расположены в трехмерном пространстве. Электрические и телекоммуникационные вышки — один из простейших примеров, которые мы видим в повседневной жизни.
1. Ферма Pratt
Форма фермы Pratt для нагрузок в направлении силы тяжести
Форма фермы Pratt для подъемных нагрузок (нагрузки, противоположные силе тяжести)
2.Ферма Уоррена
3. Ферма северного света
4. Ферма Vierendeel
Ферма королевской почты, ферма тетивы, ферма стойки королевы, плоская ферма, линзовидная ферма — это некоторые другие формы ферм, используемые в промышленности.
Комментарии
комментариев
У вас недостаточно прав для чтения этого закона в настоящее время
У вас недостаточно прав для чтения этого закона в настоящее время Логотип Public. Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней части — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней части — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
.Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха (ASHRAE) против Public.
Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных правил или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона , тел. пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступном ресурсе. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — это фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
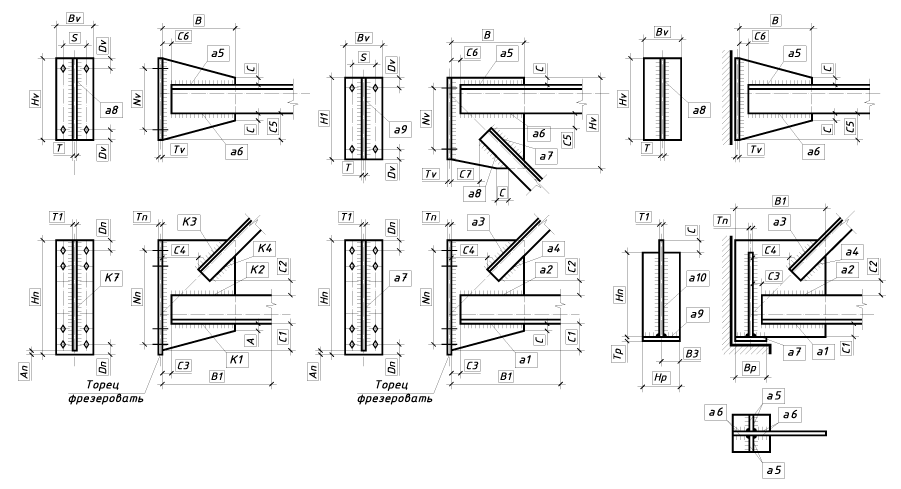
Проект подключения схемы полого квадратного сечения
6.2 Некоторые примеры болтовых соединений с трубчатыми элементами, сварной пластиной с выступающим ребром, часто в форме Т-образного сечения, что позволяет сделать обычное болтовое соединение сращиванием сварным ребром, которое приваривается или врезается в секцию. позволяя выполнить обычное стыковое соединение с помощью болтов или штифтов с внутренними манжетами, чтобы избежать местного раздавливания стенок плоских концов полой секции (CHS), позволяя выполнять стыковое соединение привариванием к промежуточным частям, таким как уголки или Кесарево сечение.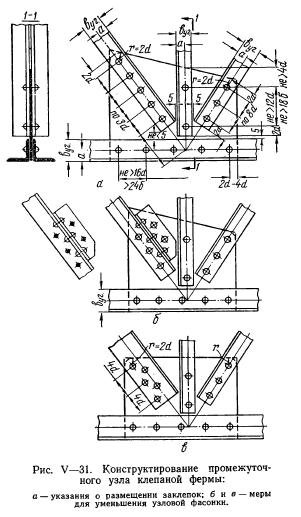
Болтовые соединения желательны для сборки на месте, а также большие сварные узлы, которые предварительно собираются и скрепляются вместе на месте в подходящих местах. В процессе проектирования следует учитывать практические аспекты установки. Например, на Рисунке 6.3 показано
6.4 Некоторые примеры трубных соединений со штифтовыми концами
возможные детали торцевых соединений длиннопролетных трубчатых ферм различных типов.
Простые болтовые соединения могут выполняться аналогично болтовым соединениям с использованием приварных концевых пластин и пластин с оребрением.Альтернативные закрепленные детали для трубчатых секций меньшего размера показаны на рисунке 6.4.
6.3 Приварной фланец или концевые пластины и болтовые соединения
6.3.1 Выступающие фланцевые пластины
Приварные фланцевые пластины с выступающими сторонами (см. Рисунок 6.2 (a)) являются простейшими, но потенциально одной из наименее привлекательных форм соединения, и их можно использовать с элементами любого размера и формы. Фланцевые пластины могут быть сплошными или кольцевыми с отверстиями. Отверстие может потребоваться для прохода внутренних труб или для заполнения бетоном, или для внутреннего цинкования.Внешний выступ пластины фланца должен быть как можно меньше, но пластина должна быть достаточной толщины, чтобы выдерживать растягивающее усилие, передаваемое соединительными болтами, и избегать деформации во время сварки.
Фланцевые пластины могут быть сплошными или кольцевыми с отверстиями. Отверстие может потребоваться для прохода внутренних труб или для заполнения бетоном, или для внутреннего цинкования.Внешний выступ пластины фланца должен быть как можно меньше, но пластина должна быть достаточной толщины, чтобы выдерживать растягивающее усилие, передаваемое соединительными болтами, и избегать деформации во время сварки.
Подобные типы фланцевых соединений могут использоваться для участков ЧС или ШС. Вблизи эти связи могут выглядеть громоздкими, но в целом их влияние уменьшается. В многоэтажном строительстве соединения этого типа с трубчатыми колоннами обычно могут быть размещены в пределах глубины пола (или в пределах глубины фальшпола).
6.3.2 Сварная пластина с выступающим оребрением
Эта форма соединения является адаптацией вышеупомянутого типа с использованием приварного ребра, прикрепленного к фланцевой пластине (см. Рисунки 6.2 (b) и 6.2 (c)). Фланцевую пластину можно приваривать заподлицо с секцией путем осторожного снятия фаски на концах полой секции. Затем соединительные болты нагружаются главным образом сдвигом, как в обычном стыковочном соединении.
Затем соединительные болты нагружаются главным образом сдвигом, как в обычном стыковочном соединении.
6.3.3 Приварное ребро врезано в профиль
Ребристая пластина может быть приварена к прорези или в конце секции (см. Рисунок 6.2 (г)). В этом случае концы секции могут быть загерметизированы дополнительной полукруглой пластиной или, в некоторых случаях, оставлены частично открытыми, когда риск коррозии невелик (например, во внутренних применениях). Соединительные болты являются частью стыкового соединения.
Интересный вариант этого соединения, используемого для соединения секции CHS с двутавровой балкой, показан на рисунке 6.5. Здесь соединительная пластина изогнута на конце для улучшения визуального эффекта. Четыре болта передают необходимые осевые и поперечные силы.
- 6.5 Резьбовое соединение между CHS и двутавровой балкой
6.3.4 Сквозные болты с внутренними манжетами
Болты или цельные штифты можно пропустить через отверстия в стенках полой секции (см.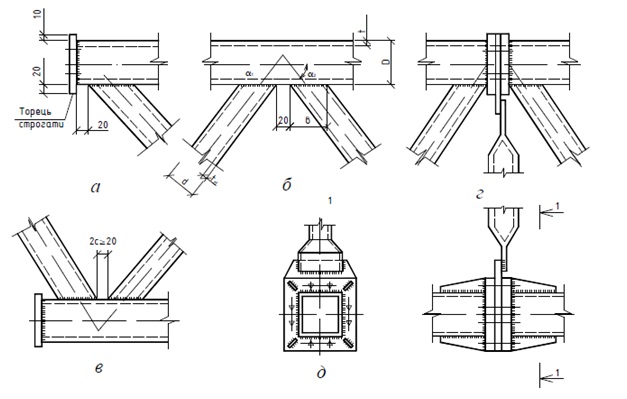 Рисунок 6.2 (e)). Приварные манжеты расположены внутри секции, чтобы избежать локальной деформации при затяжке болтов. Эти манжеты нужно только приварить прихваточным швом. Конец секции можно закрыть или оставить незащищенным, если риск коррозии невелик.
Рисунок 6.2 (e)). Приварные манжеты расположены внутри секции, чтобы избежать локальной деформации при затяжке болтов. Эти манжеты нужно только приварить прихваточным швом. Конец секции можно закрыть или оставить незащищенным, если риск коррозии невелик.
6.3.5 Отрезки со скругленными концами
Соединения между секциями со сглаженными концами подходят только в меньших по размеру CHS, например, в космических фермах (см. Рисунок 6.2 (f)). В этих стыковых соединениях обычно используются пары болтов малого диаметра, которые часто присоединяются к сборным узлам или к аналогичным участкам со сплющенными концами.
6.3.6 Ребра сварные
Ребра или кронштейны могут быть приварены к стороне секций CHS или SHS / RHS для обеспечения непосредственного крепления второстепенных элементов, таких как прогоны (см. Рисунок 6.6). Соединения этого типа требуют тщательного проектирования из-за возможного местного перекоса стенок полых секций большего размера. В качестве альтернативы можно использовать приварные резьбовые шпильки с удлиненными шайбами для прикрепления прогонов к секции.
Для крепления стяжек или стержневых распорок требуются аналогичные детали. Высокие местные силы от стяжек также могут передаваться с помощью соединений «заплаточного типа», которые могут быть профилированы вокруг окружности
- 6.7 Присоединение анкеров к трубе в аэропорту Кельна (архитектор: Murphy Jahn Architects) что сварочные силы плавно передаются на стенки секции.Множественные сварные соединения ребер успешно использовались в ряде крупных проектов, например, в основаниях колонн в терминале аэропорта Кельна, как показано на Рисунке 6.7.
6.4 Прямые соединения
Соединения по длине элемента могут быть выполнены путем сварки труб встык или с помощью различных болтовых соединений, как описано ниже.
6.4.1 Сварные соединения
Сварные линейные соединения (см. Рисунок 6.8 (a)), безусловно, являются лучшим решением, особенно если сварные швы отшлифованы после изготовления.Сварные соединения могут быть спроектированы так, чтобы обеспечить полную прочность трубы, но обычно они должны выполняться только в цехе производителя, чтобы добиться правильного выравнивания труб.
 На этом этапе можно учесть изменения толщины трубок.
На этом этапе можно учесть изменения толщины трубок.6.4.2 Фланцевые пластины
Фланцевые соединения (см. Рисунок 6.8 (b)) просты в изготовлении, но не эстетичны. Они подходят для сжатия, но менее эффективны для растяжения из-за изгиба концевой пластины, что требует более толстых пластин и большего количества болтов.Угловая сварка вокруг секции может вызвать деформацию тонких фланцевых пластин. В таблице 6.1 приведены рекомендации по соединениям фланца и пластины, которые обеспечивают полное сопротивление растяжению для данного размера трубы. Для более легких нагрузок можно использовать меньшее количество болтов или более тонкие пластины, и в этом случае соединение будет слабее, чем у трубки.
- (b) Фланцевые пластины
(d) Концевые пластины
6.8 Примеры соединения трубки с трубкой
Таблица 6.1 Стандартные данные для фланцевых соединений (полнопрочные соединения)
Макс.размеры трубы d x t Толщина Номинальный диаметр Мин.
 Edge
Edge(мм) фланец болта (мм) расстояние между болтами tf (мм) (мм)
от 60,5 x 4,0 до 89,1 x 4,0
12
16
4
25
от 101,6 x 4,0 до 114,3 x 3,6
12
16
5
25
114.От 3 x 5,6 до 139,8 x 4,5
16
20
5
30
165,2 x 5,0
20
22
5
35
190,7 x 5,0
20
22
6
35
216.3 х 6,0
20
22
8
35
216,3 x 8,0
22
24
9
40
267,4 x 9,0
24
24
13
40
318.
 5 х 7,0
5 х 7,024
24
12
40
355,6 х 12,0
24
24
23
40
406,4 x 9,0
24
24
20
40
- 6.9 Стыковое соединение
- 6.10 Соединение с крышкой
6.4.3 Соединительные пластины
Соединения с помощью соединительной пластины (см. Рисунок 6.8 (c)) можно выполнять между трубами, но соединение следует рассматривать как штифтовое, что делает такое соединение неподходящим для середины элемента при изгибе или сжатии. Соединительные пластины можно оставить открытыми или использовать с накладкой для придания гладкости внешнему виду. Пример сращивания показан на рисунке 6.9, и с крышкой на рис. 6.10.
6.
 4.4 Частичные концевые пластины
4.4 Частичные концевые пластиныНа рис. 6.8 (d) показаны детали очень аккуратного стыка с частичной концевой или боковой пластиной, особенно если открытая сторона соединения может быть расположена вдали от поля зрения. Количество болтов, которые могут быть расположены внутри секции, ограничено, а плечо рычага небольшое, поэтому соединение следует рассматривать как штифтовое. Он не подходит для элементов, подверженных изгибающим или высоким силам растяжения.
6.5 Узлы приварные к колоннам и мачтам
В стяжных конструкциях часто возникает необходимость прикрепления стяжек в виде стержней или тросов к стальным колоннам или мачтам. Множественные связи могут быть соединены изготовленными узлами, которые приварены к колоннам вверху или в промежуточных точках вдоль колонн, как показано на Рисунке 1.2. Соединения в натяжно-стяжных конструкциях также могут иметь форму седел в верхней части колонн, по которым проходят стяжки. Эти опоры изготавливаются и привариваются к концам колонн.
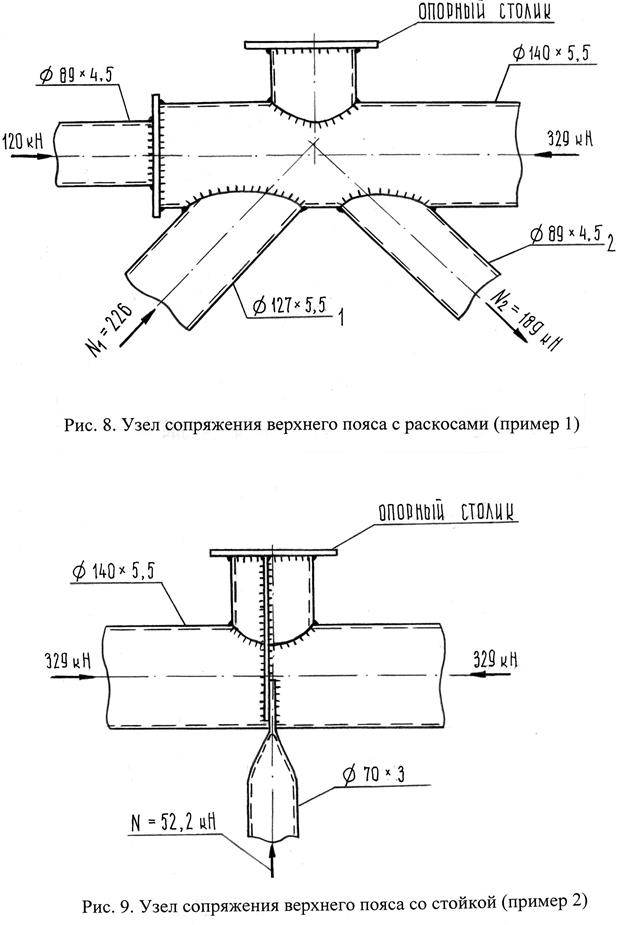
Ярким примером использования сварных узлов является натяжная конструкция в Дарлинг-Харбор, Сидней (см. Рис. 6.11). Четыре колонны помещаются вместе, а узлы сгруппированы для соединения со связями, поддерживающими фермы с большим пролетом. Другой пример новаторского использования кластеров столбцов показан на цветной пластине 21.
Здание 30 Сент-Мэри Экс построено с использованием диаграммы пересекающихся трубчатых элементов со сварными стальными узлами, действующими в основном на сжатие (цветная пластина 1).Узлы также поддерживают связи по периметру и внутренние балки, и пример показан на рисунке 6.12.
6.6 Болтовые соединения с трубными секциями
Трубчатые соединения обеспечивают возможность получения истинно «выраженных» штифтов, как показано ниже.
6.6.1 Основания колонн
Основания для трубчатых колонн имеют две основные формы: штифтовые и жесткие (или устойчивые к моменту). Используемые детали отражают передачу сил и моментов.
 Настоящее штифтовое соединение может быть достигнуто с помощью одного штифта на выступающей пластине, как показано на рисунке 6.13. Сопротивление моменту
Настоящее штифтовое соединение может быть достигнуто с помощью одного штифта на выступающей пластине, как показано на рисунке 6.13. Сопротивление моментудостигается с помощью сварной концевой пластины с четырьмя или более болтами. Толщина торцевой пластины зависит от передаваемого момента (см. Раздел 5.7).
- 6.13 Типовое штифтовое соединение с фундаментом
6.6.2 Штифтовые соединения с выраженным штифтом
Соединения, использующие настоящие «штифты», предоставляют широкие возможности для буквальной интерпретации вращательно гибкого соединения между элементами в сборке с «штифтовым соединением».Штифты обычно изготавливаются из двух или трех компонентов. Центральный штифт соединяет два конца или головки, проходя через отверстие в соединительных пластинах. Штифт может быть изготовлен из мягкой или нержавеющей стали, обычно гладкий внутри и с резьбой на концах. Если он изготовлен из нержавеющей стали, необходимо вставить неопреновые шайбы, чтобы предотвратить биметаллическую коррозию любых прикрепленных элементов из мягкой стали.
 Истинные штыревые соединения показаны на рисунках 6.13 и 6.14. Интересные детали можно создать, используя чугунные или стальные литые узлы в штифтовом соединении.
Истинные штыревые соединения показаны на рисунках 6.13 и 6.14. Интересные детали можно создать, используя чугунные или стальные литые узлы в штифтовом соединении.- 6.14 Штифтовые соединения в бассейне Ponds Forge, Шеффилд — см. Также цветную табличку 20 (архитектор: FaulknerBrowns)
6.7 Сварные соединения между трубками
Форма сварных соединений между трубчатыми элементами зависит от:
• форма и относительный размер стержней к соединениям
• угол пересечения стержней
• количество элементов, подключаемых в одном месте.
Некоторые производители являются специалистами в области трубчатых конструкций и могут посоветовать стоимость и детали на этапе планирования.На этом этапе следует определить дополнительные аспекты, такие как шлифовка сварных швов и любые особые детали соединения.
С точки зрения стоимости изготовления решетчатая балка с использованием CHS потребует от 30 до 45 часов работы на тонну, а аналогичная решетчатая ферма треугольного поперечного сечения потребует около 70 часов работы на тонну.
 При использовании более крупных CHS производители со специальным оборудованием для профилирования могут эффективно соединять пояса и элементы полотна.Альтернативой может быть использование секций СВС, которые требуют только обрезки концов поясных элементов под правильным углом, а не профилирования обрезанных концов.
При использовании более крупных CHS производители со специальным оборудованием для профилирования могут эффективно соединять пояса и элементы полотна.Альтернативой может быть использование секций СВС, которые требуют только обрезки концов поясных элементов под правильным углом, а не профилирования обрезанных концов.6.7.1 Типовые конфигурации сварных соединений
Сварные соединения, которые являются стандартными во всей отрасли, известны как X-соединения, T- и / или Y-соединения, N- и / или K-соединения с перекрытием или без него, как показано на рисунке 6.15. Точная форма этих соединений зависит от размера и формы элементов. Зазоры или перекрытия между распорками или входящими элементами могут быть детализированы и влиять на допустимую нагрузку соединения (см. Раздел 6.8).
(c) Соединения N и K с зазором
(c) Соединения N и K с зазором
(c) Соединения N и K внахлест
6,15 Обозначения соединений в сварной трубчатой конструкции
6.
 7.2 Соединения между квадратными или прямоугольными профилями
7.2 Соединения между квадратными или прямоугольными профилямиСварные соединения могут быть относительно легко образованы между концами одного элемента и плоской стенкой большей секции SHS или RHS. Инженер-строитель должен проверить местную нагрузку из-за деформации стенки основного элемента или пояса, когда размеры секций значительно различаются и должны передаваться большие силы.Следует отметить, что сопротивление соединения будет зависеть от размера элементов, а не от прочности сварного шва.
Поэтому проектирование соединения следует выполнять на ранней стадии, чтобы избежать дорогостоящих и потенциально неприглядных изменений на более позднем этапе процесса проектирования. Сварные швы могут быть выполнены угловыми сварными швами снаружи или сварными швами с частичным проплавлением на подготовленных концах входящей секции. Вторая деталь более привлекательна визуально. Сварные швы можно зашлифовать там, где это визуально важно.
Элементы жесткости обычно выровнены так, чтобы центральные линии элементов жесткости пересекались на центральной линии основного пояса, чтобы минимизировать вторичные эффекты изгиба в этих элементах.
Минимальный угол пересечения элементов SHS или RHS для сварки составляет 30 ° к оси основного элемента, хотя на практике
6.16 Сварное соединение элементов жесткости CHS с поясом CHS эти соединения должны выполняться под углом, близким к 45 °, чтобы облегчить доступ для сварки.
6.7.3 Соединения между круглыми профилями
Сварные соединения между CHS требуют тщательной резки и подготовки для формирования правильного профиля на конце входящего элемента. При профилировании также следует учитывать расположение и размер других элементов пересечения. Сильное перекрытие соединений элементов увеличивает сложность профилирования и сварки. Минимальный угол пересечения элементов ЧС для сварки составляет 20 ° к оси основного элемента. Следует проконсультироваться по поводу сварки элементов разных размеров под малыми углами.
Трехмерные сварные узлы могут быть чрезвычайно сложными, как это видно в морском строительстве. Эти узлы могут быть изготовлены заранее, а поясные и распорные элементы привариваются к сборным узлам.
 Может быть экономически целесообразным рассмотреть использование сборных узлов из литой стали, где может быть достигнуто повторение деталей.
Может быть экономически целесообразным рассмотреть использование сборных узлов из литой стали, где может быть достигнуто повторение деталей.6.8 Соединения в фермах и решетчатая конструкция 6.8.1 Двумерные фермы
Трубчатые секции обычно используются в длиннопролетных фермах из соображений эстетики и эффективности конструкции.Как правило, элементы CHS используются как для поясов, так и для элементов жесткости, а типичное сварное соединение показано на рис. 6.16. Однако в верхних и нижних поясах могут использоваться элементы RHS, а не элементы CHS, чтобы облегчить соединение
с перекрытием крыши или перекрытия и другими поперечными элементами (пример такого типа деталей показан на рисунке 6.16).
Решетчатые фермы традиционно проектировались как узлы с шарнирным соединением, в которых элементы находятся в состоянии растяжения или сжатия, а силы между ними передаются в соединениях.Обычной практикой является расположение соединений таким образом, чтобы центральные линии крепежных элементов (ответвлений) пересекались на центральной линии основного элемента (хорды), как показано на рисунке 6.
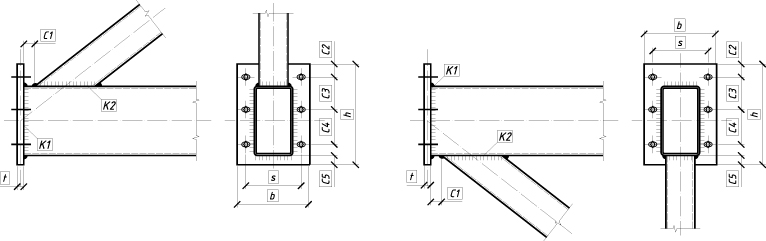 17. Это называется «кивать».
17. Это называется «кивать».Хотя «кодирование» является обычной практикой, для упрощения изготовления иногда требуется обеспечить небольшую степень эксцентриситета узлов (как показано на рисунке 6.18). Узел с отрицательным эксцентриситетом может быть архитектурно более интересным, хотя узел с полным перекрытием менее интересен.Инженер-строитель или производитель металлоконструкций проконсультируют вас по конкретным деталям.
Остальные соединения между элементами фермы могут быть выполнены различными способами. На рис. 6.19 показаны различные формы прямоугольного соединения на конце фермы. На рис. 6.20 показаны соединения наклонных элементов распорки с нижним поясом). Пример вышеуказанной детали показан на Рисунке 6.21
.Более простые соединения в фермах с более короткими пролетами могут выполняться болтовыми соединениями с использованием косынок, приваренных к основному элементу или поясу.Простая деталь, в которой элементы жесткости CHS имеют плоские концы, показана на рис.
 6.22. Более архитектурный пример болтового стыкового соединения с изогнутой косынкой показан на рис. 6.23.
6.22. Более архитектурный пример болтового стыкового соединения с изогнутой косынкой показан на рис. 6.23.————
Заглушка способствует достижению жесткости соединения
(a) Угловое соединение с перерегулированием
(a) Угловое соединение с перерегулированием
(b) Угловое соединение заподлицо
Заполняющие плиты обеспечивают большую пропускную способность для передачи нагрузки
Пластина
Кодирование зазора
Кодирование зазора
6.17 Иллюстрация совмещения осевых линий трубчатых элементов в сварном соединении
- (b) Частичное перекрытие с отрицательным эксцентриситетом
- (c) Полное перекрытие с отрицательным эксцентриситетом
6,18 Примеры кодирование со скромной эксцентричностью
(c) Угловое соединение заподлицо с заполняющей пластиной
6,19 Соединения под прямым углом между трубчатыми элементами
6.
 20 Наклонные соединения в решетчатой ферме
20 Наклонные соединения в решетчатой ферме6.21 Пример сварного соединения CHS в ферме
(b) Верхний нижний элемент (соединение K или N)
(c) Правое коленчатое соединение пояса — с вертикальным элементом распорки
- 6.23 Архитектурное использование косынки на болтах -пластинчатое соединение в решетчатой ферме железнодорожного моста
6.8.2 Соединения в многоплоскостных фермах
Фермытакже могут иметь треугольное поперечное сечение по длине, как показано на рисунках 6.24 и 4.42. Эти фермы треугольного сечения имеют ряд преимуществ перед плоскими фермами по следующим причинам:
• повышенная стабильность, обеспечиваемая сдвоенными компрессионными поясами — они часто используются в качестве открытых конструкций с длинными пролетами.
• упрощение требований к распоркам в конструкциях крыши, в которых силы в плоскости должны передаваться вдоль крыши
• их способность противостоять крутильным воздействиям от входящих балок или ферм.

В этой конструкции есть различные возможности для выравнивания пояса и элементов распорки, как показано на Рисунке 6.25. Перекрытие пересекающихся связей с обеих плоскостей может происходить, если хорды меньше диаметра, чем 1,4-кратный диаметр элемента связи. Это может произойти в соединении со смещением, как показано на Рисунке 6.25 (c). Когда много участников объединяются в одном узле, это называется «многоплоскостным» соединением.
Два альтернативных варианта крепления в треугольных решетчатых фермах показаны на рис. 6.25. Конфигурация на рис. 6.26 (а) требует более сложной сварки узлов на нижнем поясе.Офсет
(б) Офсетная
(b) Смещение
(c) Перекрывающиеся диагонали 6.25 Типы соединений, используемые в фермах треугольного сечения
(a) Относительно сложный элемент, требующий точной резки, сварки и шлифовки стыков (см. Цветную табличку 23)
(a) Относительно сложный элемент, требующий точной резки, сварки и шлифовки стыков (см.
 Цветную пластину 23)
Цветную пластину 23)- (b) Элемент упрощенного соединения
6.26 Альтернативные схемы крепления для треугольных решетчатых балок
RHS, может потребоваться увеличить толщину стенки, чтобы обеспечить большее сопротивление силам, передаваемым от элементов жесткости.
6.8.3 Усиление соединений
Для максимального сопротивления элементов обычно более эффективно выбирать более крупные трубные секции с тонкими стенками. Однако при проектировании соединений более выгодно использовать поясные элементы, которые имеют большую толщину и меньшее сечение (при условии, что они не меньше, чем элементы распорки).Следовательно, необходим компромисс для общей конструкции и эффективности изготовления.
В некоторых случаях может потребоваться локальное усиление соединений для противодействия приложенным силам, если невозможно увеличить размер или толщину элемента. Это может быть достигнуто путем приваривания пластин к поверхности пояса (см.
 Рисунок 6.27 (a)). Следует также отметить, что перекрытия также увеличивают сопротивление соединения, особенно для элементов RHS. Если на перекрестке требуется третий элемент, можно также использовать Т-образный элемент (см. Рисунок 6.27 (б)).
Рисунок 6.27 (a)). Следует также отметить, что перекрытия также увеличивают сопротивление соединения, особенно для элементов RHS. Если на перекрестке требуется третий элемент, можно также использовать Т-образный элемент (см. Рисунок 6.27 (б)).Другие нестандартные К-образные соединения с усиленной жесткостью могут использоваться для увеличения допустимой нагрузки соединения, как показано на Рисунке 6.28.
Для соединений с несколькими распорками перекрестки можно переместить назад от узловой точки. Этого можно достичь, установив
6.27 (a) Добавляя пластину к секции пояса; и (б) добавление Т-образной пластины для облегчения соединения
6.28 Дополнительные пластины жесткости для создания нестандартных К-образных соединений на короткой длине CHS или с использованием полых сфер.Преимущество сфер в том, что они имеют одинаковый разрез на конце элемента, соединяющий конец элемента независимо от угла пересечения. Однако источник этого типа узла ограничен.
Усиление седла может использоваться для локального увеличения толщины пояса и местного сопротивления сжатию, как показано на Рисунке 6.
 29.
29.В штаб-квартире Royal Life в Питерборо одной из особенностей является застекленный фасад, изгибающийся от одного квартала к другому.Фасад располагался на расстоянии 700 мм от основной конструкции и требовал собственной несущей конструкции. Конструкторы увеличили жесткость секции, сварив четыре пары продольных стальных ребер, которые, в свою очередь, совпадают с металлическими ребрами облицовки (см. Рис. 6.30).
- (a)
6.29 Армирование трубчатых секций для увеличения их местного сопротивления силам со стороны элементов жесткости: (a) седловая арматура; и (б) арматура фланцевой пластины
6.29 Армирование трубчатых секций для увеличения их местного сопротивления силам со стороны элементов распорки: (а) седловая арматура; и (б) арматура фланцевой пластины
6.30 Штаб-квартира Royal Life UK — стальная трубчатая колонна с четырьмя парами ребер (архитектор: Arup Associates)
6.8.4 Соединения в фермах Vierendeel
ФермыVierendeel состоят из элементов, соединенных под прямым углом, и выдерживают поперечные нагрузки, прежде всего, за счет изгиба элементов.
Фермы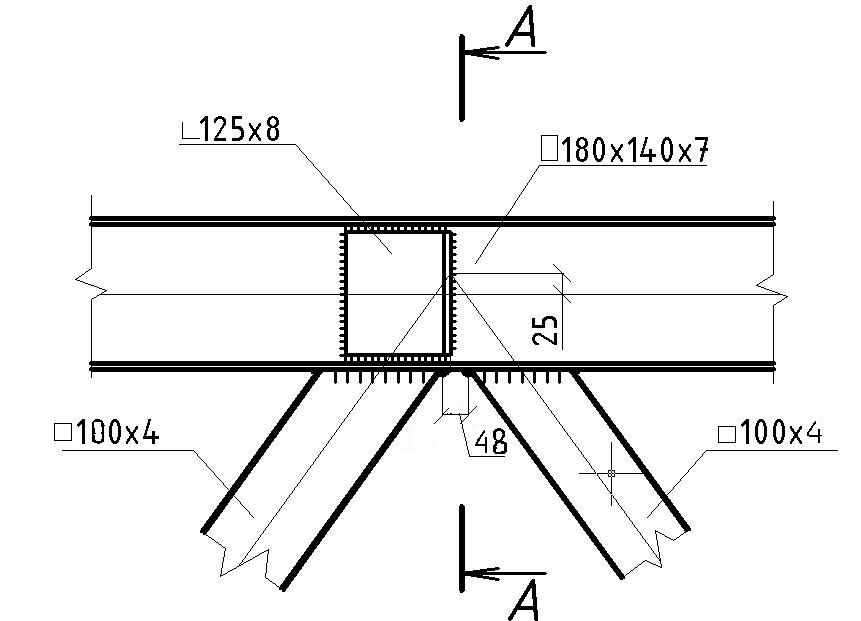 Таким образом, элементы жесткости устраняются, но пояса намного тяжелее, поскольку они сопротивляются изгибу, а также осевым силам.В фермах Vierendeel используются только жесткие соединения или соединения с полным моментом, в отличие от триангулированных ферм, в которых соединения спроектированы как штифтовые. В фермах Vierendeel обычно используются секции SHS или RHS, а не секции CHS из-за их лучшего сопротивления изгибу.
Таким образом, элементы жесткости устраняются, но пояса намного тяжелее, поскольку они сопротивляются изгибу, а также осевым силам.В фермах Vierendeel используются только жесткие соединения или соединения с полным моментом, в отличие от триангулированных ферм, в которых соединения спроектированы как штифтовые. В фермах Vierendeel обычно используются секции SHS или RHS, а не секции CHS из-за их лучшего сопротивления изгибу.Vierendeel относительно неэффективны при сопротивлении высоким усилиям сдвига из-за отсутствия диагональных связей, и поэтому необходимо использовать более толстые или большие поясные элементы, чем в триангулированных фермах.В идеале пояс и вертикальные элементы должны быть одинакового внешнего размера. В противном случае обычно вставляются элементы жесткости для увеличения сопротивления соединений местному изгибу. На рис. 6.31 показаны различные способы усиления номинально штифтовых соединений в фермах Виренделя. Визуально некоторые из этих деталей нежелательны, за исключением случаев, когда фермы или эти соединения скрыты.
 Пример «гибридного» сварно-болтового соединения между правыми секциями показан на рисунке 6.32.
Пример «гибридного» сварно-болтового соединения между правыми секциями показан на рисунке 6.32.6.9 Соединения балки с колонной в трубчатой конструкции
Конфигурация соединений балки с колонной зависит от типа и размера соединяемых элементов. Существуют три основных типа подключения:
(a) Неармированное
(б) Соединение
(а) Неармированный
(b) Соединение
6.31 Типы соединений Виренделя между элементами SHS / RHS
(c) Ребра жесткости распорки
(d) Ребро жесткости поясной пластины
6.32 ‘Гибрид’ сварно-болтовое соединение
• Балка правая к колоннам двутаврового сечения
• Балки двутаврового сечения к колоннам ЦНС или СВС
• Балки RHS к колоннам CHS или SHS.
Балки и колонны обычно соединяются на месте болтами. В случае соединения балки RHS с колонной двутаврового сечения, приваренная удлиненная концевая пластина к балке RHS позволяет использовать обычное болтовое соединение с полкой или стенкой колонны (см.
 Рисунок 6.33). Болты могут быть утоплены в толстую концевую пластину, если соединение важно визуально.
Рисунок 6.33). Болты могут быть утоплены в толстую концевую пластину, если соединение важно визуально.В случае болтовых соединений с колоннами SHS или RHS требуются болты особой формы, которые могут располагаться с одной стороны. Flowdrill и Hollo-Bolt — это две особые формы болтов, подходящие для использования с секциями SHS или RHS (см. Раздел 6.10). В качестве альтернативы, кронштейны или ребра могут быть приварены к стойке с правой стороны, чтобы обеспечить прямые болтовые соединения.
Ряд типичных простых соединений с использованием перемычек, приваренных к правой колонне, показан на рисунках 6.34–6.36. Рисунок 6.34 (а) показана пластина оребрения, приваренная к лицевой стороне колонны. Опорный кронштейн на рис. 6.34 (b) может быть детализирован, чтобы сделать его визуально интересным. На рисунке 6.35 показано использование швеллеров, приваренных на концах их фланцев к
6.33 Присоединение правой балки к двутавровой колонне
- 6,34 Обычные планки, приваренные к правой стойке
- 6.
 35 С-образные профили приварен к стойке с правой стороны для облегчения использования болтового соединения
35 С-образные профили приварен к стойке с правой стороны для облегчения использования болтового соединения
6.36 Шпильки или посадочная пластина и шип, приваренные к стойке RHS
6.37 Детали балок RHS, соединенных с колоннами RHS, обеспечивают доступ для болтов на месте. На рис. 6.36 (a) показано использование приварных резьбовых шпилек, но они должны быть защищены во время транспортировки, чтобы предотвратить повреждение. На рис. 6.36 (b) показано двутавровое сечение с частичной глубиной соединения торцевой пластины, поддерживаемой срезным блоком, приваренным к колонне. Сварной блок должен быть достаточно толстым, чтобы учесть все допуски на площадке. Кроме того, одинарное болтовое соединение может быть неприемлемым для требований «прочности» в многоэтажных зданиях.
На рис. 6.37 показаны другие типичные соединения балки RHS с колонной RHS. Для слабо нагруженных соединений Т-образное сечение, показанное на Рисунке 6.37 (a), может быть заменено пластиной с ребрами.
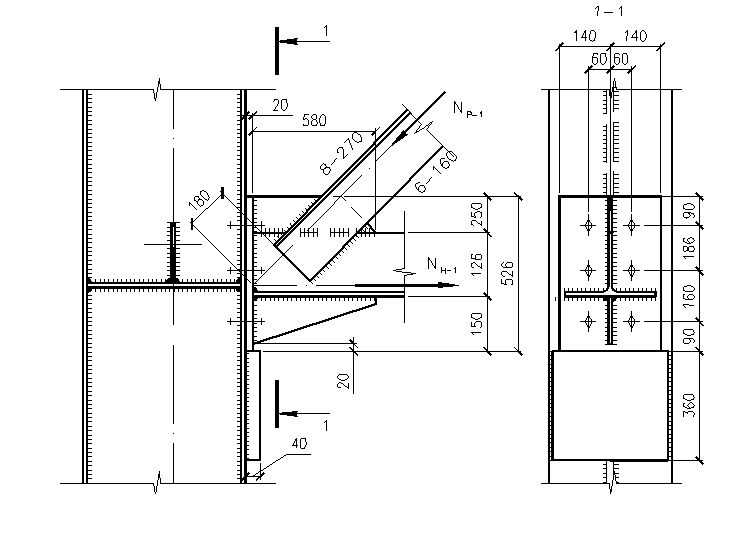 Если используется сквозное болтовое соединение (как на Рис. 6.37 (b) и 6.37 (c)), распорные трубки
Если используется сквозное болтовое соединение (как на Рис. 6.37 (b) и 6.37 (c)), распорные трубкиулучшают сопротивление локальному изгибу стенки входной секции.
Типичные детали болтового соединения для соединения трубчатых ферм с колоннами RHS показаны на Рисунке 6.38. Для высоких поперечных сил может потребоваться больше болтов, чем показано.Распределение нагрузки между верхним и нижним поясами в соединении зависит от наличия вертикального элемента связи на конце фермы. Как показано на Рисунке 6.38 (a), верхнее соединение будет сопротивляться всей приложенной поперечной силе. На Рисунке 6.38 (b) можно предположить, что верхняя и нижняя части соединений выдерживают одинаковую силу сдвига.
Хотя приведенные выше детали могут быть не наиболее визуально подходящими для открытых приложений, они иллюстрируют общие принципы условий опоры для ферм с использованием трубчатых секций всех типов.
Хороший пример простой и элегантной детали соединения между колонной CHS и балкой двутаврового сечения показан на рис.
 6.39.
6.39.я ступень
6.40 Болт Flowdrill i ступень е
6.40 Болт Flowdrill
6.41 Иллюстрация этапов формирования и выполнения соединения Flowdrill с использованием болта с полной резьбой
6.10 Специальные болтовые соединения для SHS и RHS 6.10.1 Соединения Flowdrill
Метод болтового соединения Flowdrill может использоваться там, где требуется архитектурно «чистое» соединение с правым элементом.
Flowdrill — это форма соединения, которая не требует доступа с обеих сторон соединения. Это процесс термического сверления, при котором отверстие в стенке полой секции делается без удаления металла, обычно связанного со сверлением. Затем отверстие продевается во второй операции. Затем в резьбовое отверстие войдет болт с полной резьбой (см. Рисунки 6.40 и 6.41). В настоящее время применение процесса Flowdrill ограничено сталью толщиной до 12,5 мм.Он в основном используется для соединения концевых пластин балок с соединениями RHS.
Flowdrill требует использования высокоскоростного сверла, поскольку обычной скорости сверления недостаточно.
 Из-за этого секцию RHS, возможно, придется вынуть из основной производственной линии, что приведет к увеличению затрат и времени. Поэтому соединения Flowdrill обычно используются в специализированных приложениях. Дополнительную информацию можно получить в Corus, Tubes & Pipes, а руководство по проектированию соединений дано в разделе «Соединения в простой конструкции».
Из-за этого секцию RHS, возможно, придется вынуть из основной производственной линии, что приведет к увеличению затрат и времени. Поэтому соединения Flowdrill обычно используются в специализированных приложениях. Дополнительную информацию можно получить в Corus, Tubes & Pipes, а руководство по проектированию соединений дано в разделе «Соединения в простой конструкции».6.10.2 Соединения Hollo-Bolt
Lindapter недавно разработал «Hollo-Bolt», болт другого типа, используемый для соединения полых секций с другими элементами, причем соединение доступно только с одной стороны.
Hollo-Bolt состоит из трех частей (поставляются предварительно собранными) — корпуса, конуса и центрального установочного винта. Изделие целиком проходит через приспособление и стальные конструкции, а центральный установочный винт затягивается, удерживая кольцо. По мере затягивания установочного винта конус втягивается в корпус, раздвигая ножки и образуя надежную фиксацию.Принцип Холло-Болта проиллюстрирован на рис.
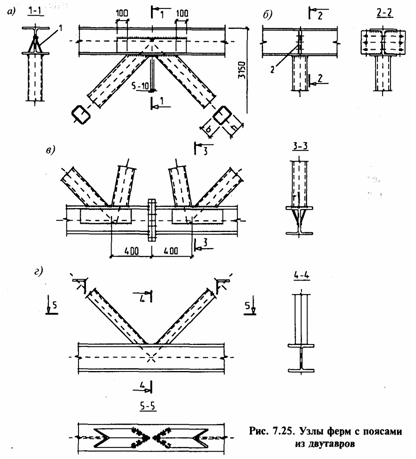 6.42. Основные преимущества соединений Hollo-Bolt:
6.42. Основные преимущества соединений Hollo-Bolt:• нет необходимости в сварке
• быстро и просто установить
Расположение квартир SY TV «Головка шестигранная
Накатка конуса корпуса
Расположение квартир SY TV «Головка шестигранная
Корпус Накатка конуса
Крепление RHS
Центральный болт
Крепление RHS
Центральный болт
6.42 Соединение Hollo-Bolt
• полностью протестирован как на растяжение, так и на сдвиг
• не требуется специального инструмента, его можно установить с помощью двух гаечных ключей
• отверстия с жестким допуском не требуются
• доступ нужен только с одной стороны
• доступен из низкоуглеродистой или нержавеющей стали
• может использоваться со стержнем с резьбой или центральным болтом
• Электроэнергия не требуется.
Основным недостатком этого соединения является то, что отверстие под болт значительно больше, чем в обычных болтовых соединениях (примерно в 1,7 раза больше диаметра болта), что может повлиять на местное сопротивление стенки правой части при воздействии изгибающих или растягивающих сил.
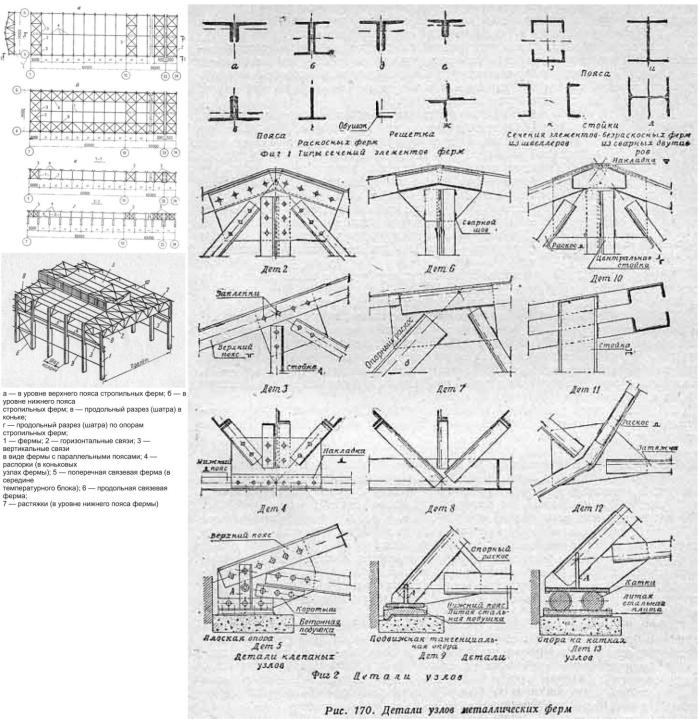 Кроме того, его устойчивость к сдвигу и растяжению ниже, чем у обычных болтов класса 8.8. Кроме того, после затяжки болт нельзя открутить из-за расширения задней части конуса.
Кроме того, его устойчивость к сдвигу и растяжению ниже, чем у обычных болтов класса 8.8. Кроме того, после затяжки болт нельзя открутить из-за расширения задней части конуса.6.10.3 застежки Huck для заглушки
В системе крепления Huck Bom Blind используются крепежи диаметром от 3/16 дюйма (4,8 мм) до 3/4 дюйма (19 мм), которые можно подсоединять только с одной стороны.
Сопротивление сдвигу и растяжению выгодно отличается от других типов соединений, а внешний вид более привлекателен. Основным недостатком является то, что крепление невозможно расстегнуть, и соединение больше похоже на заклепочное, чем на болтовое.
Под натяжными конструкциями понимаются подвесные конструкции или конструкции «шатрового типа», в которых «стяжки», т.е.е. элементы, предназначенные для восприятия напряжения, являются основными элементами в общей конструкции. Натяжные конструкции отличаются от обычных каркасных конструкций в двух важных отношениях: конструктивная концепция четко выражена в архитектуре, а детализация связи между растягивающими и сжимающими элементами может быть более сложной.
 Конструкция натяжной конструкции требует тщательного обдумывания путей нагружения, устойчивости, гибкости системы, сопряжения облицовки и конструкции фундамента.
Конструкция натяжной конструкции требует тщательного обдумывания путей нагружения, устойчивости, гибкости системы, сопряжения облицовки и конструкции фундамента.В большинстве каркасных зданий само здание в значительной степени определяет форму конструкции: колонны, стены, балки и плиты располагаются и имеют размер, соответствующий применению, с использованием основных правил, которые продиктованы формой плана и конструктивной эффективностью.Однако в натяжной конструкции больше свободы в выборе формы конструкции, которая в основном находится вне оболочки здания. К натяжным конструкциям относятся различные формы подвесных конструкций и вантовых кровель. Рисунки с 2.9 по 2.11 и с 7.1 по 7.10 иллюстрируют некоторые хорошо известные примеры этих типов структур.
Натяжные конструкции чаще всего используются в длиннопролетных конструкциях крыш, но они могут применяться в самых разных областях, включая навесы, застекленные фасады и даже лестницы.
Читать здесь: Натяжные конструкции
Была ли эта статья полезной?
Что такое прогон? Все, что вы должны знать перед покупкой! S
В архитектуре, строительном проектировании или строительстве прогон (или исторически прогон, прогон, изгиб, перлинг) представляет собой горизонтальную балку или перекладину, используемую для несущей конструкции в зданиях, чаще всего на крыше.
 . Прогоны опираются либо на стропила, либо на стены здания. Чаще всего они используются в металлических зданиях, хотя иногда заменяют близко расположенные стропила в деревянных каркасных конструкциях.
. Прогоны опираются либо на стропила, либо на стены здания. Чаще всего они используются в металлических зданиях, хотя иногда заменяют близко расположенные стропила в деревянных каркасных конструкциях.Прогоны крыши выдерживают вес настила крыши. Настил крыши представляет собой деревянную панель, фанерную доску или металлическое покрытие, образующее поверхность крыши. Когда он сделан из дерева, он обычно покрывается каким-либо атмосферостойким, а иногда и изоляционным материалом.
Существует несколько видов прогонов. Они делятся на категории в зависимости от материала, из которого они сделаны, и их формы. Различные прогоны используются для разных целей, включая конструктивную поддержку стен или полов.Прогон важен, потому что без него на крыше не будет рамы, на которую можно опираться обшивкой, что делает прогоны критически важными для конструкции крыши.
Purlin Материал
Wood Purlin
Wood Purlin хорош для использования с листами из фиброцемента. Деревянная обрешетка и защитное покрытие хорошо сочетаются, чтобы обеспечить воздухопроницаемость помещения внизу и безопасно хранить все, что вам нужно, от домашнего скота до зерна или других органических материалов.
Однако, будучи деревянными, прогоны могут гнить.Кроме того, основная проблема с деревом — это то, что оно высыхает при подъеме вверх. Поэтому перед установкой его лучше просушить. Кроме того, влага может значительно увеличить вес, что приведет к провисанию.
Стальная обрешетка
Стальная обрешетка является прямой заменой деревянной обрешетки. Они легкие, стабильные, точные и прямые. Они разумно расширяются и сжимаются при резких перепадах температуры.
Стальная обрешетка обычно изготавливается из стали холодной штамповки, достаточно тонкой, чтобы можно было продеть винты.Холодногнутую сталь получают путем прокатки или прессования тонких листов стали в желаемую форму. Для производителя он дешевле горячекатаного проката и к тому же с ним проще работать. Хотя холоднокатаная сталь прочнее, чем горячекатаная, под давлением она скорее сломается, чем изогнется.
Purlins производятся из горячеоцинкованной стали с покрытием, как и другие обычные легкие стальные конструкционные строительные изделия.
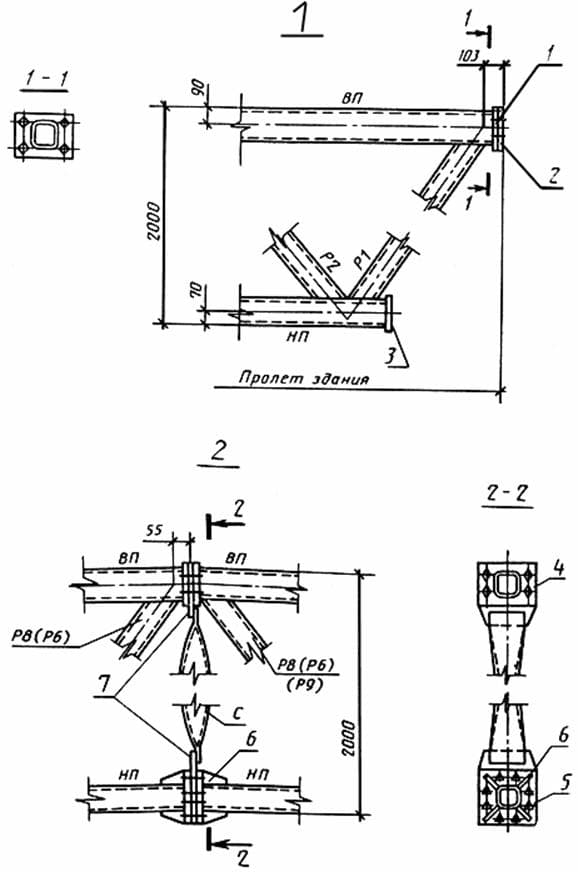 Это обеспечивает хорошую защиту в большинстве открытых внутренних сред.Следует избегать стекания материалов, несовместимых с цинком, или контакта с ними.
Это обеспечивает хорошую защиту в большинстве открытых внутренних сред.Следует избегать стекания материалов, несовместимых с цинком, или контакта с ними.Чтобы защитить прогоны, они также наносят слой краски снаружи. Комбинация цинка и краски (синергетический эффект) обеспечивает защиту от коррозии, примерно в 2 раза превышающую сумму защиты от коррозии, которую может обеспечить каждый по отдельности.
В следующем разделе будет представлено подробное введение и сравнение прогонов. Понимая, что прогоны имеют растущее значение в строительных работах, Chinh Dai Steel совершенствует нашу технологию, чтобы поставлять прогоны c каналом и z прогона высочайшего качества.
Purlin and Girt
Вторичный каркас — важный компонент многих сборных металлических зданий. Этот тип каркаса, также называемый «вторичными конструкциями», проходит между основными элементами каркаса, создавая структуру внутри конструкции, очень похожую на поперечные балки в деревянном здании.
Назначение вторичного каркаса — распределение нагрузок с поверхностей здания на основной каркас и фундамент.
 Вторичный каркас может добавить продольную поддержку, которая помогает противостоять ветру и землетрясениям.Кроме того, он может обеспечивать боковые распорки для компрессионных фланцев, которые являются частью основного каркаса, увеличивая общую грузоподъемность каркаса.
Вторичный каркас может добавить продольную поддержку, которая помогает противостоять ветру и землетрясениям.Кроме того, он может обеспечивать боковые распорки для компрессионных фланцев, которые являются частью основного каркаса, увеличивая общую грузоподъемность каркаса.Компоненты вторичного каркаса, известные как балки и прогоны, работают следующим образом:
Балки обеспечивают дополнительную поддержку стен: они работают вместе с колоннами и стеновыми панелями для поддержки вертикальной нагрузки, повышая как прочность, так и устойчивость. Они также помогают прикреплять и поддерживать облицовку стен.
Purlins обеспечивают дополнительную поддержку крыши: они создают горизонтальную «диафрагму», которая выдерживает вес настила крыши вашего здания — независимо от того, какой материал вы используете для самой крыши.Они также помогают сделать всю конструкцию крыши более жесткой. Поскольку они добавляют опору в середине пролета, прогоны позволяют использовать более длинные пролеты, позволяя создать более широкое здание.
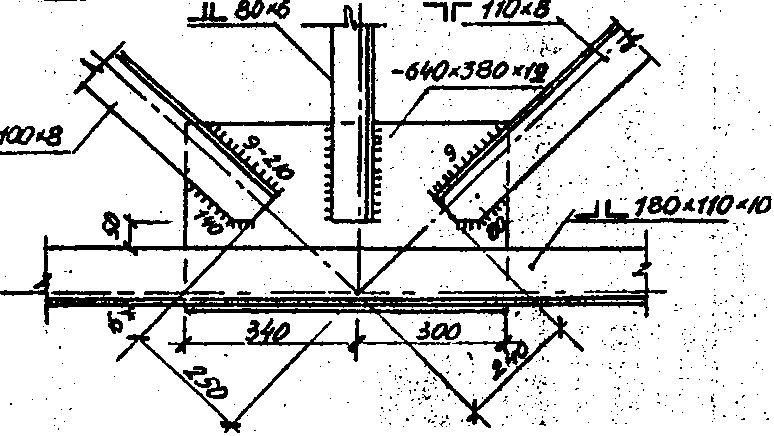
Стойки карниза — это еще один вид вторичного обрамления. Также называемые балками карниза или прогонами карниза, они, по сути, представляют собой комбинацию этих двух элементов. Они используются там, где боковые стенки пересекаются с крышей, с использованием верхнего фланца, который помогает поддерживать крышу, и «паутины», которая помогает поддерживать стены.
Вторичный каркас бывает двух конфигураций: CEE и ZED.На гибочном прессе им придают форму полотна с двумя фланцами. Они бывают разных размеров; например, прогоны могут иметь длину более 30 футов.
Балки, прогоны и стойки карнизов почти всегда изготавливаются из стали холодной штамповки. Он более доступен по цене и с ним проще работать, но он также представляет некоторые проблемы структурной устойчивости, которые необходимо учитывать как часть вариантов каркаса вашего металлического здания и общего дизайна. В частности, может возникать местное или деформационное изгибание или боковое смещение, при котором части сжатого фланца, перемычки или соединителей могут изгибаться или смещаться из своего исходного положения.

Проблемы могут возникать при экстремальных нагрузках или даже при относительно низких нагрузках, если условия подходящие. Однако не следует рассматривать эти инженерные вопросы как оскорбления, если вы рассматриваете строительство металлического здания. Дополнительную устойчивость или поддержку могут обеспечить не только балки, прогоны и стойки карниза, но и дополнительные ребра жесткости.
Точное количество и размер вторичных элементов каркаса, которые могут потребоваться вашему зданию, будет зависеть от размеров вашего здания, основной системы каркаса и того, как вы планируете использовать здание, а также от других факторов.Ваша компания, занимающаяся строительством металлоконструкций, может подробно объяснить нюансы и направить вас к правильному решению.
Purlin Roof
Purlin Roof не нуждается в представлении никому в строительной отрасли. В течение своего расчетного срока службы прогоны подвергаются статической нагрузке (например, собственный вес листовых материалов и принадлежностей), динамической нагрузке (например, во время технического обслуживания и ремонта) и нагрузкам окружающей среды (например, ветровой и снеговой нагрузке).
 Следовательно, прогон должен быть достаточно прочным, чтобы выдерживать нагрузки, с которыми он может столкнуться в течение своего расчетного срока службы, и не должен явным образом провисать, тем самым придавая кровельному настилу волнистый и / или неприятный вид.Этот пост будет посвящен проектированию стальных прогонов с использованием холодногнутых профилей.
Следовательно, прогон должен быть достаточно прочным, чтобы выдерживать нагрузки, с которыми он может столкнуться в течение своего расчетного срока службы, и не должен явным образом провисать, тем самым придавая кровельному настилу волнистый и / или неприятный вид.Этот пост будет посвящен проектированию стальных прогонов с использованием холодногнутых профилей.Пролет прогона
Упомянутый пролет — это расстояние между центрами болтов планки на каждом конце прогона. Каждый тип пролета представляет собой полную систему прогона прогона и признает, что использование отдельных составных частей (например, внутреннего пролета, конечного пролета) не является допустимой процедурой.
Пролет прогона с одинарным пролетом
Пролет прогона с одинарным пролетом — это пролет, который просто поддерживается посредством болтового крепления стенки прогона к шипу или другой жесткой конструкции.В этих условиях перемычка не влияет на внутреннюю пропускную способность, но внешняя пропускная способность варьируется в зависимости от количества рядов перемычки.
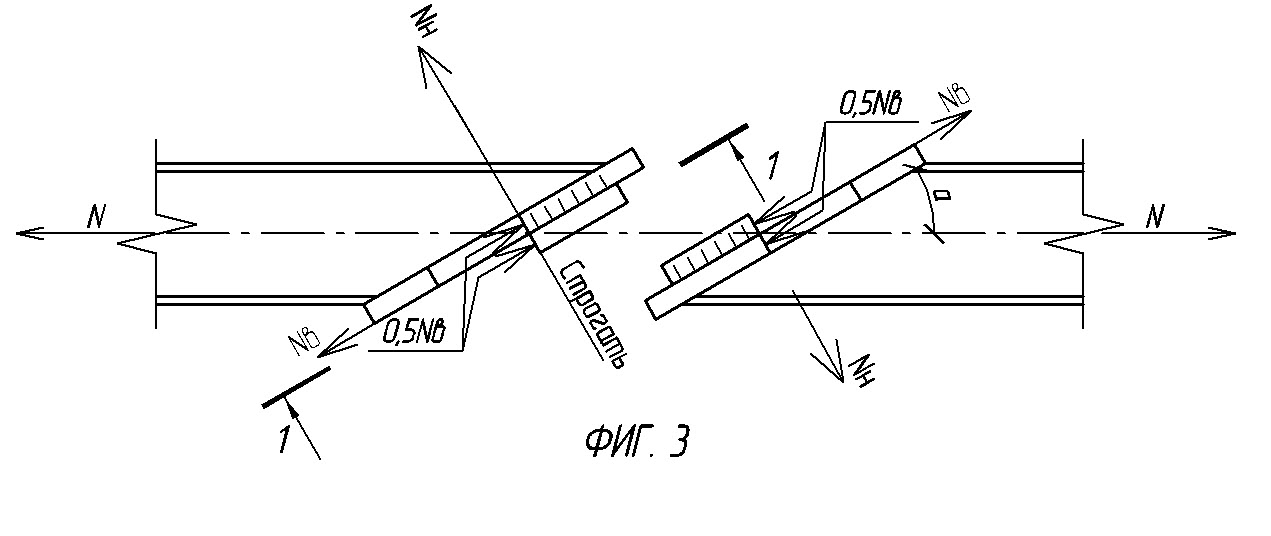
Пролет двойных прогонов
Пролет двойных прогонов просто поддерживаются с каждого конца и в центре. Они могут включать только одну прогон по всей длине или две прогоны, соединенные вместе по центральной опоре для обеспечения непрерывности. На внутреннюю и внешнюю пропускную способность влияет перемычка в двойных пролетах.
Пролет сплошных прогонов
Пролет сплошных прогонов просто опирается на каждый конец и на серию равноотстоящих промежуточных опор.Эти таблицы предназначены для пролетов, в которых прогоны перекрывают каждую опору, где длина нахлеста составляет 15% от пролета. Таблицы приведены для 5 и более пролетов. Для внешних нагрузок на равные непрерывные пролеты в концевых пролетах требуется показанная перемычка. Для внутренних пролетов можно использовать на один ряд меньше перемычек, если это позволяет внутренняя пропускная способность, рекомендуемые минимальные требования к перемычке и практические требования к расстоянию. Для внутренних нагрузок требуемая перемычка, указанная в таблице, относится ко всем пролетам.

Принадлежности для прогонов
Внахлестки для прогонов
Обычно рекомендуется, чтобы длина нахлеста составляла 15% от пролета.Если длина пролета неодинакова (например, уменьшенные конечные пролеты) к каждому прогону должно быть добавлено 7,5% каждого соседнего пролета, а не 7,5% пролета этого прогона.
Длина нахлеста менее 10% (или 5% на любой стороне опоры) может не обеспечивать полную целостность конструкции, а также может иметь место локальные отказы, не учитываемые этим методом. Поэтому их следует рассматривать как выходящие за рамки данного руководства.
Шипы для прогонов
В большинстве ситуаций используются одинарные шипы, включая Z-образные прогоны с перекрытием.Двойные планки обычно используются только тогда, когда последовательные прогоны (обычно не внахлест) стыкуются вместе. Двойные шипы также могут использоваться в приложениях с высокой реакционной нагрузкой, чтобы уменьшить напряжения в болтах. В этой ситуации потребуется дополнительная осторожность при детализации отверстий.
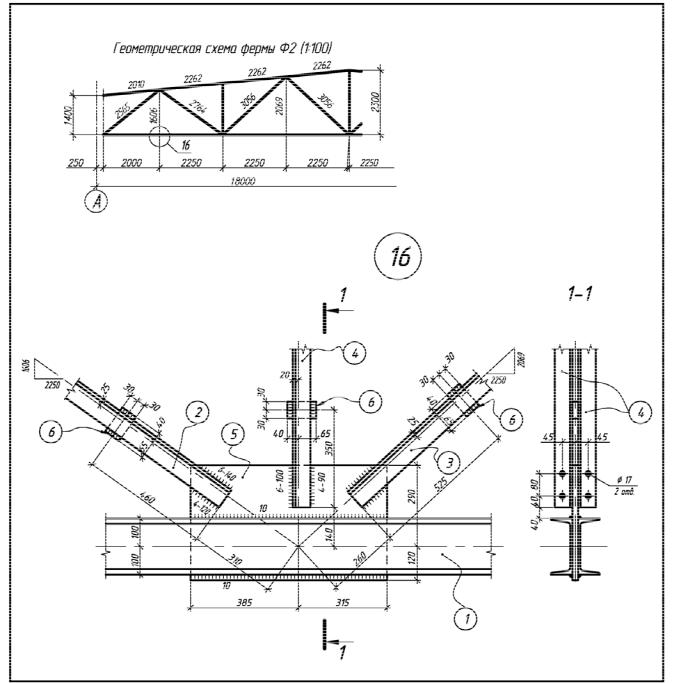
Конструкция прогонов
Расстояние между прогонами
По умолчанию секции прогонов предполагают уклон крыши, которую они поддерживают. Расстояние между прогонами обычно требует тщательной расстановки в том смысле, что оно должно соответствовать узлам расположения опорных ферм.В этой связи я имею в виду, что прогоны следует размещать в узлах ферм, а не на самих элементах, чтобы не вызывать вторичные изгибающие и поперечные силы в элементах фермы. Более того, если ручной анализ используется для анализа фермы, нагруженной таким образом, такие вторичные напряжения не могут быть зафиксированы, поскольку мы обычно предполагаем штифтовые соединения. Холодногнутые профили Z (Zed) и C (Cee) обычно используются для прогонов в стальных конструкциях (см. Их форму на изображении ниже).
По сравнению с более толстыми горячекатаными профилями, они обычно обладают такими преимуществами, как легкость, высокая прочность и жесткость, простота изготовления и установки, легкая упаковка и транспортировка и т.
 Д. Соединение прогонов может быть выполнено в виде рукавов или стыков в зависимости от используемого метода строительства.
Д. Соединение прогонов может быть выполнено в виде рукавов или стыков в зависимости от используемого метода строительства.С точки зрения компоновки, у нас могут быть одинарные пролеты с шахматным расположением рукавов / стыков, одинарные / двойные пролеты с шахматным расположением муфты, двухпролетная система стыкового соединения и однопролетная система стыкового соединения.Выбор компоновки может зависеть от поставляемой длины секций, имеющихся на рынке, необходимости избегать расточительных обрезков, нагрузки и пролета крыши, расположения стропил и т. Д. Следовательно, крыша дизайнер должен спланировать от начала до конца. Однако однопролетные и двухпролетные системы стыкового соединения являются наиболее популярными в Нигерии из-за их простоты и культуры принятия более коротких пролетов крыши в стране. Однако они менее конструктивно эффективны, чем муфтовые соединения.
Перемычка обрешетки
Перемычка обеспечивает сопротивление вращению обрешетки во время установки обшивки крыши и стен.
 По этой причине рекомендуется максимальное расстояние между перемычками (или перемычками с планкой) 20 x глубина прогона, но не более 4000. Несоблюдение этого требования может привести к перекосу креплений, что приведет к дополнительным нагрузкам на крепеж и кровельное покрытие. Чрезмерное вращение прогонов может быть угрозой безопасности во время строительства. Поэтому рекомендуется использовать по крайней мере один ряд перемычек в каждом пролете прогона.Конфигурации участка / моста, которые превышают эти рекомендации, показаны слева от красной линии или над ней. Однако в случаях, когда защитное покрытие успешно установлено вне этой рекомендации, опубликованные значения действительны для структурных целей.
По этой причине рекомендуется максимальное расстояние между перемычками (или перемычками с планкой) 20 x глубина прогона, но не более 4000. Несоблюдение этого требования может привести к перекосу креплений, что приведет к дополнительным нагрузкам на крепеж и кровельное покрытие. Чрезмерное вращение прогонов может быть угрозой безопасности во время строительства. Поэтому рекомендуется использовать по крайней мере один ряд перемычек в каждом пролете прогона.Конфигурации участка / моста, которые превышают эти рекомендации, показаны слева от красной линии или над ней. Однако в случаях, когда защитное покрытие успешно установлено вне этой рекомендации, опубликованные значения действительны для структурных целей.Установка прогонов
Прогоны устанавливаются горизонтально под металлическими крышами. Их устанавливают поверх стропил с установленной сверху войлочной подкладкой или пароизоляцией. Прогоны размером 2 на 4 фута устанавливаются так же, как металлическая кровля.Они служат дополнительной опорой для крыши, а также обеспечивают поверхность для крепления концевых панелей и водосточного края.
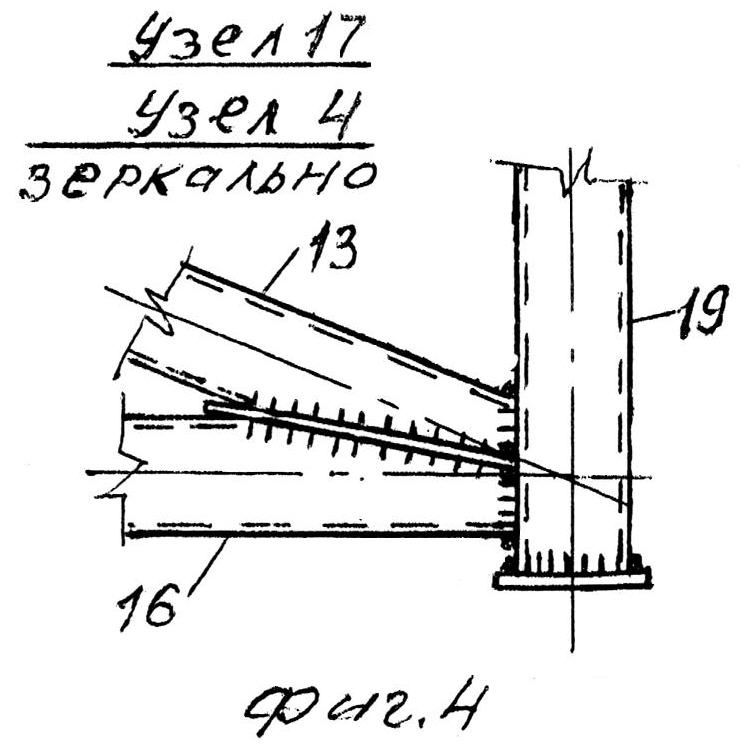
Перекрытия обрешетки
Перехлесты обрешетки должны быть закреплены болтами в отверстии верхней стенки и отверстиях нижнего фланца на обоих концах нахлеста, как показано ниже. Болтовое соединение только в стенке прогонов внахлест не обеспечивает полной структурной целостности, и на кровельные винты, которые проникают в обе прогоны в зоне нахлеста, могут быть приложены чрезмерные нагрузки.
Подвижная распорка обрешетки
Если нижнее отверстие в перемычке используется для крепления подпорки, убедитесь, что используется дополнительный болт.
Перемычка обрешетки
Перемычка Design Station может быть установлена как вверх, так и вниз по скату крыши, но не может быть смешана в рамках перемычки. Однако, поскольку начальный и конечный компоненты будут разными, направление крепления должно быть определено на этапе проектирования / закупки. Перемычка сетки не должна превышать ее сжимающую способность. Если необходимо установить более одного ряда, всегда завершайте перемычку для каждой балки перед тем, как приступить к следующей (т.
 Е. Не завершайте один ряд перемычки перед началом следующей).
Е. Не завершайте один ряд перемычки перед началом следующей).Сварка
Сварка или горячая резка прогонов, балок или перемычек не рекомендуется. Тепло, выделяемое при сварке, влияет на свойства материала холодногнутой стали с высоким пределом текучести, используемой в прогонах. Во многих случаях вероятно возникновение значительных концентраций напряжений даже при сварке хорошего качества. Кроме того, сварка приведет к локальному удалению защитного покрытия, что приведет к потенциальному снижению срока службы.
Транспортировка и хранение прогонов
Кровельные прогоны должны быть сухими во время хранения, поскольку вода, присутствующая между близко расположенными друг к другу секциями, вызовет преждевременную коррозию.Если они намокнут, их следует разделить и сложить открыто, чтобы обеспечить вентиляцию для сушки поверхности.
Установка Purlins может быть опасной и потребует наличия соответствующего плана безопасности перед обращением или установкой этих продуктов.
 Все такелажные работы, строительные леса и защитное оборудование должны соответствовать действующим нормам, австралийским стандартам и законодательным требованиям. Рекомендуется придерживаться надлежащей торговой практики, например, изложенной в австралийских стандартах AS3828-1998 (Руководящие указания по возведению строительных металлоконструкций) и HB39 (Правила установки металлических крыш и облицовки стен).Обычно прогоны не предназначены для ходьбы, если они полностью не покрыты правильно установленными кровельными материалами или защитной сеткой правильного класса. Процесс производства или доставки может привести к прилипанию масла или смазки к этим прогонам, что может увеличить потенциальную опасность. Транспортировка этого продукта должна производиться с использованием правильно контролируемого крана или подходящего подъемного устройства. При установке прогонов при работе над землей всегда необходимо использовать ремни безопасности, и ни при каких обстоятельствах нельзя класть вес тела на мосты, прогоны или ограждения, которые не были полностью прикручены болтами и с правильно установленным мостом.
Все такелажные работы, строительные леса и защитное оборудование должны соответствовать действующим нормам, австралийским стандартам и законодательным требованиям. Рекомендуется придерживаться надлежащей торговой практики, например, изложенной в австралийских стандартах AS3828-1998 (Руководящие указания по возведению строительных металлоконструкций) и HB39 (Правила установки металлических крыш и облицовки стен).Обычно прогоны не предназначены для ходьбы, если они полностью не покрыты правильно установленными кровельными материалами или защитной сеткой правильного класса. Процесс производства или доставки может привести к прилипанию масла или смазки к этим прогонам, что может увеличить потенциальную опасность. Транспортировка этого продукта должна производиться с использованием правильно контролируемого крана или подходящего подъемного устройства. При установке прогонов при работе над землей всегда необходимо использовать ремни безопасности, и ни при каких обстоятельствах нельзя класть вес тела на мосты, прогоны или ограждения, которые не были полностью прикручены болтами и с правильно установленным мостом.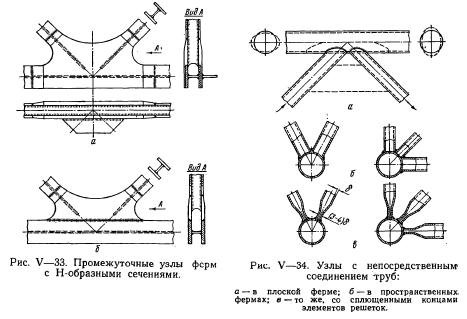 Болты должны быть подходящего размера и класса, все постепенно полностью затягиваются во время установки. Перекрытия должны быть закреплены болтами во внешнем отверстии стенки (ближайшем к листу), а также во внутренних отверстиях фланца.
Болты должны быть подходящего размера и класса, все постепенно полностью затягиваются во время установки. Перекрытия должны быть закреплены болтами во внешнем отверстии стенки (ближайшем к листу), а также во внутренних отверстиях фланца.Purlin Supplier
И последнее, но не менее важное: вы должны выбрать лучшего поставщика, чтобы заказать прогон. Авторитетный поставщик с сильной клиентской базой может в определенной степени гарантировать качество обрешетки. Помимо репутации, есть некоторые элементы, которые делают лучшего поставщика прогонов.
Производственная мощность
Производственная мощность производителя решает, сколько времени вам потребуется, чтобы получить прогон. Чем выше производственная мощность, тем короче время ожидания. Это зависит от размера их завода и применяемой технологии. Как правило, крупные производители имеют более высокие производственные мощности.
В случае стальных прогонов важно найти производителя, производственная мощность которого составляет около 500 МТС в день.
Производственный процесс
Производство рекомендуется закрывать от сырья до конечного продукта.В таком случае производитель может полностью контролировать качество прогона. Если они не являются производителями стали и им нужен другой поставщик стали, они не могут быть уверены в точном материале и производственном процессе. Что произойдет, если ваша обрешетка заржавела после 3 месяцев использования, и когда вы обратитесь к своему поставщику, они возложат вину за это на производителя стали. Более того, это приводит к более высокой цене, потому что цены на продукцию включают больше транспортных расходов и выгод.
Технологии
На каждом этапе производства должны использоваться отдельные современные производственные технологии.Применяемое современное оборудование и передовые технологии позволят сэкономить энергию и снизить производственные затраты. Существуют мировые стандарты для системы менеджмента качества и качества продукции, такие как ISO, Австралийские стандарты, ASTM, JIS G,… Убедитесь, что вы спросили поставщика об их сертификации качества, прежде чем что-либо заказывать.
Консультации
Профессиональные консультации очень важны, когда вы просто знаете о прогонах и стали. Они помогут вам выбрать размеры и пролет прогонов в соответствии с погодными условиями вашего места.Им лучше предоставить бесплатную консультацию, и это удобно с круглосуточным обслуживанием.
Профессиональный персонал
Если вы ищете иностранного поставщика, он должен быть знаком с экспортной деятельностью. Вам лучше работать со знающими и динамичными сотрудниками, что ускорит процесс.
Сервисное обслуживание
После покупки прогона вам по-прежнему требуется помощь в настройке и обслуживании. У вас будут проблемы, если ваш поставщик исчезнет сразу после продажи, потому что некому будет гарантировать качество продукции и взять на себя ответственность, если она окажется неисправной.
Пурлин Chinh Dai Steel
Chinh Dai Steel — профессиональный поставщик, специализирующийся на производстве прогонов. Наши продукты популярны на многих международных рынках, таких как Австралия, Индия, Мьянма, Индонезия, Лаос… Мы сотрудничаем со многими уважаемыми партнерами: Samsung, Toyota, Thyssenkrupp, Mitsubishi…
Качество
Система менеджмента качества: ISO 9001: 2008 Международный стандарт.
Качество продукции: стандарт JIS G, международный стандарт ASTM, международный стандарт AS / NZS.
Технология: семь технологических шагов, современное оборудование и передовые технологии применяются для экономии энергии и снижения производственных затрат.
Производственный процесс: закрыт от сырья до конечного продукта. На каждом этапе производства используется отдельная современная производственная линия.
Производственная мощность: 500 МТС в день.
Долговечность
Срок службы изделия: более 20 лет.
Обработка поверхности: хромированный слой. Гарантируется, что изделия будут блестящими и с красивым рисунком.Слой цинка и хромата толстый, устойчивый к коррозии и способен защищать внутренний слой в течение более длительного периода.
Сервис
Оплата: Аккредитив, Т / Т.
Упаковка: Стальной поддон для Purlin
Срок поставки: 30-60 дней после сдачи на хранение (зависит от расстояния).
Связь: круглосуточная горячая линия, круглосуточная электронная почта, факс, веб-сайт.
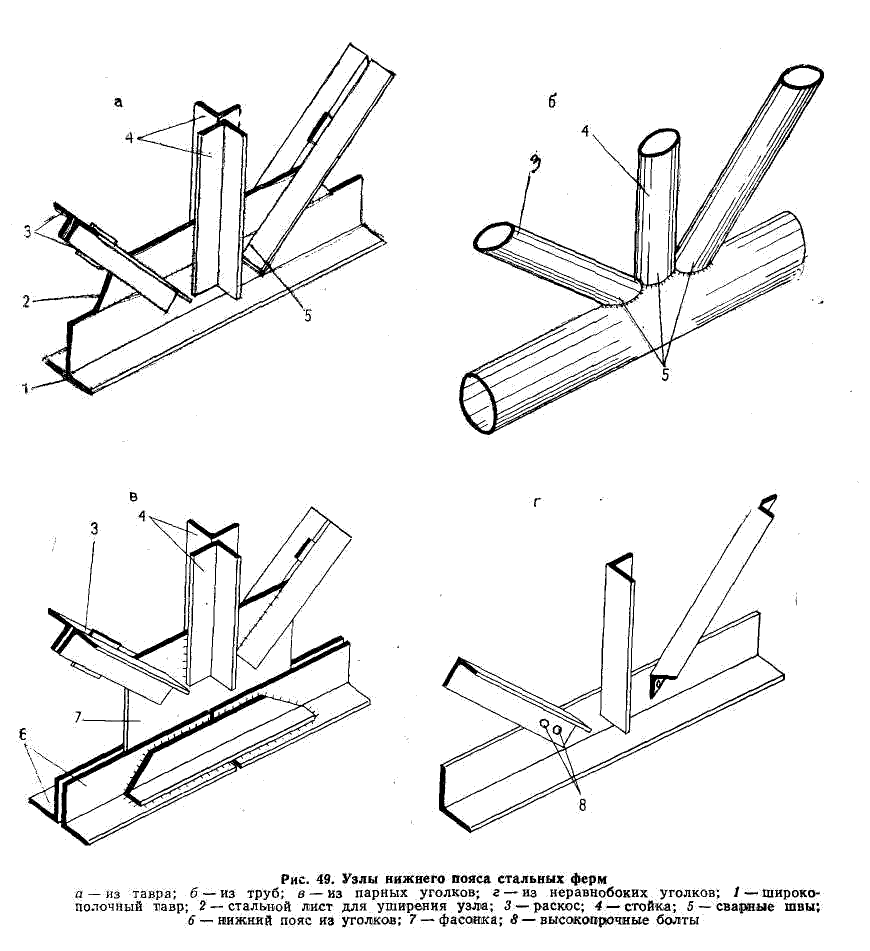 На ваш запрос ответят в течение 24 часов.
На ваш запрос ответят в течение 24 часов.Консультации: бесплатные консультации 24/7. Ваша личная информация будет защищена.
Узнайте больше об экспортном канале Чинь Дая.
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает доклады из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8, выпуск 2 , Февраль 2021 г. Публикация продолжается …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для свою систему управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается .
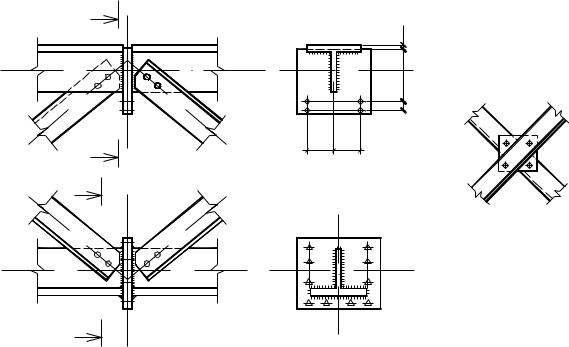 ..
..Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается .
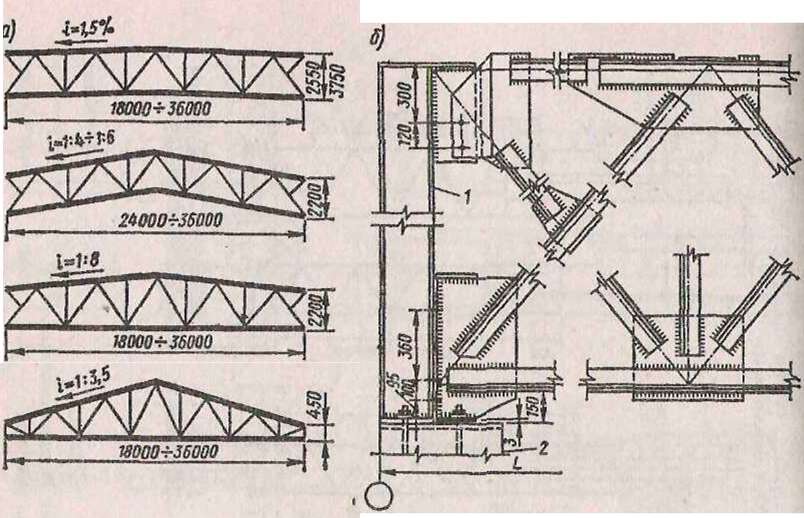 ..
..Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается .
 ..
..Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается .
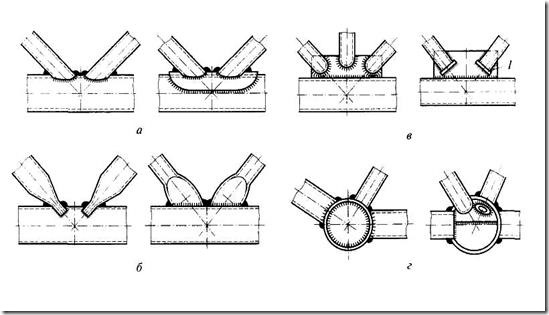 ..
..Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
セ ン ト ラ ル グ ル ー プ
ニ ュ ー ス
2020.12.1
「高 知 県 ワ ー ク イ フ ラ ン ス 推進 認証 企業」 と て 認証
2020 年 12 月 1 日 、 パ チ ン コ 部門 尚 が 、 高 取 り 組 む 「高 知 県 ワ ク ラ イ フ バ ラ 推進 認証」 平 成 29 年 に 「高 知 イ フ バ ラ ン ス 推進」 と し て を 受 け 、 こ の 度 「法 を 上 回 短時間 勤務 制度 が あ り 、 子 が 小学校 就学 始 期 に 達成 す る で き」 ・ 「妻 の 出産 時 に 2 日間 の 特別 休 き る」 等 が ら れ 、 次世代 育成 支援 部門 に お て 認証 を 受 け ま し た。 今後 と も 誰 も が 働 や す く と 庭 家 の 両 立 な ー ク ラ イ フ バ ラ ス を 保 ち な 続 け 尽力 し て い き た い と 考 え ま す。
ニ ュ ー ス
2020.10,16
『協 働 の 森 づ く り 事業 パ ト ナ ー ズ 協定』 10 年 間 継 続 の 感謝 状
セ ン ト ル グ ル ー プ は 、 2010 年 よ り 、 高 知 県 と 香 よ る 『協 働 の 森 森 パ ー ナ ナ ー ズ 協定』 を 森林 2020 年 に 協定 締結 よ り 10 年 が 経 か ら 、 10 月 16 日 に 行 れ た 「第 第 14 回 協 働 森 フ ォ ー ラ ム お い 今後 と も 高 知 県 の 財産 で あ る 守 る 事業 へ の 協 賛 続 し て い く 事 で 、 続 き 社会 ・ 環境 貢献 活動 り 組 ん で ま
ニ ュ ー ス
2020.
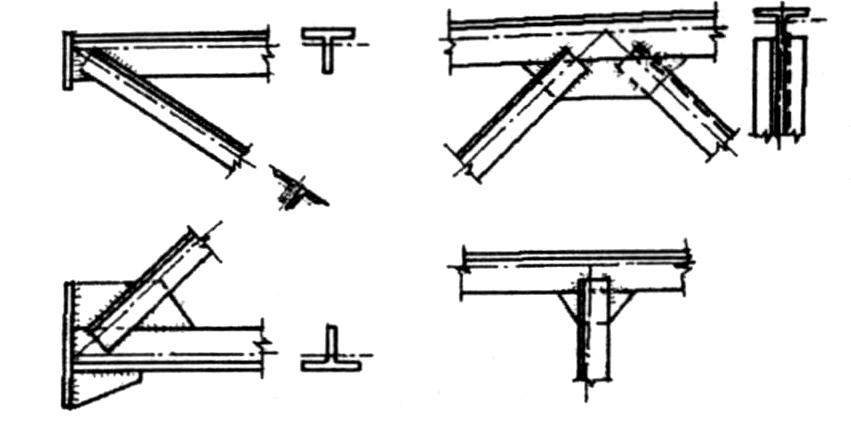 09.06
09.06高 知 ユ ナ イ テ ッ ド SC さ ん 「ド リ ー ム パ ス ト 全面 協 賛」
高 知 ユ ナ イ テ ッ SC さ ん が 取 り 組 む 「高 知 県 小学生 向 け ス ポ ー ツ ・ サ カ 振興 企 画」 と し て 、 高 知 県 の 全 て の 小学生 が 全 JFL ホ ー ム ゲ ー ム を 無 観 戦 で き る ド ー パ ス ポ ー ト 」。 2020 年 9 月 6 日 よ り ス タ ー ト し 、 11 月 22 日 の ホ ー ム し て 無 事 終了。 延 べ べ 1125 名 の 小学生 が ド 今後 と も 地 元 高 知 の 子 ど も 達 プ ロ ス ポ ー ツ ・ サ ッ カ ー を 観 戦 す を や す な
ニ ュ ー ス
2020.09.01
わ ん ピ ー ラ イ タ ー に よ る 寄 付 の ご 報告
セ ン ト ラ ル グ ル で は ス コ ッ ト キ ャ ラ ー あ る 『わ ん ピ の ラ イ タ ー 販 寄 付 活動 は 、 2011 か ら 継 続 し 、 今年 で 10 回 目 に な り ま す。 毎 年 贈 呈 式 に は PR 犬 と の 盲 導 犬 体 験 会 を 実 た が 、 新型 ル ス 感染 大 大 の を 中 四 国 に お け る 盲 導 犬 は 、 島 根 県 の 『島 さ ひ 訓練 セ ン タ ー』 な っ て お り 、 中 中 9 県 約 100 当 社 で は 、 「地域 の 共生 理念 の 下 、 視 覚 障 を つ 方 々 の 社会 復 た め に 、 今後 も 盲 育成
ニ ュ ー ス
2020.09.01
津 波 避難 ビ ル 町 内 会見 学 を 実 施
セ ン ト ラ ル グ ル 立 5 箇 所 と ホ ル 1 棟 を 津 波 避難 ビ ル 高 知 市 と を い ま す。 2020 年 8 月 下旬 、 そ の 内 の 1 舗 知 店 の ま 実 際 に 徒 歩 で 立体 駐 車場 を 登 る 体 験 を 行 い 、 屋 上 に て い る 資 機 材 中 身 を 高 知 市 の 担当 説明 ま た 、 9 月 1 日 の 『防災 の 日 合 わ せ 、 全 ス タ フ を 象 に『 緊急 時 連絡 ー ル の 利用 訓練 』を 実 施 、 各 舗 に MAP 』の の 示 を し た
.