
сварных труб диаметром нитки 70 мм — 100 м
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г. № 876/пр
Состав работ:
| 1. | Установка и заделка кронштейнов со сверлением отверстий. |
| 2. | Установка регистров с присоединением их к трубопроводам. |
| 3. | Тепловое испытание с проверкой отопительных приборов на прогрев и регулировкой. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-35 | Затраты труда рабочих (Средний разряд — 3,5) | 14.9 | чел.-ч |
| 2 | Затраты труда машинистов | 0.51 | чел.-ч |
| 91.05.01-017 | Краны башенные, грузоподъемность 8 т | 0.01 | маш.-ч |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т | 0. 1 1 | маш.-ч |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т | 0.4 | маш.-ч |
| 01.7.07.29-0101 | Очес льняной | 0.11 | кг |
| 01.7.15.07-0063 | Дюбели с калиброванной головкой (россыпью), размер 3×68,5 мм | 0.00275 | т |
| 04.3.01.09-0012 | Раствор готовый кладочный, цементный, М50 | 0.0044 | м3 |
| 14.4.02.04-0142 | Краска масляная земляная МА-0115, мумия, сурик железный | 0.22 | кг |
| 14.5.05.01-0012 | Олифа комбинированная для разведения масляных густотертых красок и для внешних работ по деревянным поверхностям | 0.00011 | т |
| 18.5.08.05-0022 | Кронштейны для крепления радиаторов к кирпичным и бетонным стенам, при длине кронштейна 131 мм | 0.22 | 100 шт |
18. 5.08.05-0023 5.08.05-0023 | Кронштейны для крепления радиаторов к кирпичным и бетонным стенам, при длине кронштейна 325 мм | 0.22 | 100 шт |
| 18.5.11.02-0002 | Регистры отопительные из стальных электросварных труб, диаметр труб 76 мм | 100 | м |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 18-03-004. Установка регистров из стальных труб
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ФЕР18-03-004-01 | Установка регистров из стальных: водогазопроводных труб диаметром нитки 20 мм — 100 м | 14.9 | 0.51 |
| ФЕР18-03-004-02 | Установка регистров из стальных: водогазопроводных труб диаметром нитки 25 мм — 100 м | 14. | 0.51 |
| ФЕР18-03-004-03 | Установка регистров из стальных: водогазопроводных труб диаметром нитки 32 мм — 100 м | 14.9 | 0.51 |
| ФЕР18-03-004-04 | Установка регистров из стальных: водогазопроводных труб диаметром нитки 40 мм — 100 м | 14.9 | 0.51 |
| ФЕР18-03-004-05 | Установка регистров из стальных: сварных труб диаметром нитки 50 мм — 100 м | 14.9 | 0.51 |
| ФЕР18-03-004-06 | Установка регистров из стальных: сварных труб диаметром нитки 70 мм — 100 м | 14.9 | 0.51 |
| ФЕР18-03-004-07 | Установка регистров из стальных: сварных труб диаметром нитки 80 мм — 100 м | 23.9 | 0.98 |
| ФЕР18-03-004-08 | Установка регистров из стальных: сварных труб диаметром нитки 100 мм — 100 м | 23.9 | 0.98 |
| 91.21.22-704 | Гидромолоты на базе шагающего экскаватора массой 6,5-13 т, рабочий вес 0,44 т |
91. 21.22-437 21.22-437 | Установки передвижные маслоочистительные (центрифуги) |
| 91.21.22-442 | Установки для заливки пенополиуретана |
| 91.01.01-046 | Бульдозеры, мощность 303 кВт (410 л.с.) |
| 91.01.01-047 | Бульдозеры, мощность 340 кВт (450 л.с.) |
| 21.2.01.01-0041 | Провод самонесущий изолированный СИП-2 3×185+1×95-0,6/1 |
| 21.2.01.01-0044 | Провод самонесущий изолированный СИП-2 4×25+1×35-0,6/1 |
| 01.1.01.01-0002 | Детали фасонные коньковые к листам хризотилцементным волнистым |
| 21.2.01.01-0048 | Провод самонесущий изолированный СИП-3 1×50-35 |
| 02.2.01.02-1043 |
Регистр отопления из труб от производителя
Главная › Производство регистров отопления
Производство регистров отопления — очень ответственный процесс, который требует высокого профессионализма и опыта изготовления элементов трубопроводной системы. Технологически, процесс изготовления состоит из множества этапов, которые постараемся рассмотреть в нашем обзоре.
Технологически, процесс изготовления состоит из множества этапов, которые постараемся рассмотреть в нашем обзоре.
Регистр гладкотрубный — это прибор отопления из труб, соединенных последовательно или параллельно перемычками. Наша организация производит регистры для отопления жилых и нежилых помещений из гладких электро сварных труб, нержавеющей стали. Вы можете заказать регистры отопления любых размеров с диаметром трубы от 32 до 144 мм и иногда даже свыше указанного диаметра.
Конструкция и основные элементы типового регистра представлены на чертеже общего вида. Материальное исполнение регистра отопления из труб во многом зависит от потребностей Заказчика.
Производство регистров отопления включает в себя следующие технологические процессы: раскройка труб, резка, слесарные работы, сварочные работы, работы по зачистке, нанесение антикоррозийного покрытия.
Основные рабочие параметры- Материал: электро сварная стальная труба ст.
 20 или нержавеющая сталь (по запросу)
20 или нержавеющая сталь (по запросу) - Присоединение: фланцевое, внешняя резьба или под приварку
- Теплоноситель: вода
- Давление: 10 кгс/см2
- Теплоотдача 1 м: до 550 Вт
- Диаметр труб: от 32 до 219 мм
- Расстояние между трубами: 50 мм (рекомендуется)
- Соединительные перемычки: 32 мм
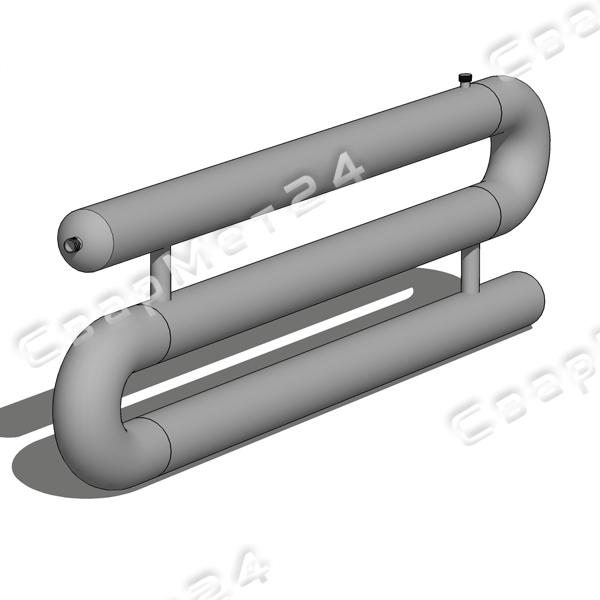
| Тип 1 Регистр П — образный, 2-х рядный без перемычки | |
| Тип 2 Регистр S-образный 3-х рядный | |
| Тип 3 Регистр с перемычкой Ду 15, 20, 25мм от 2-х рядов 3, 4, 5 и более | |
| Тип 4 Регистр П — образный, 2-х рядный с перемычкой Ду 15, 20, 25 мм | |
| Тип 4-1 Регистр П — образный, 2-х рядный с перемычкой Ду 15, 20, 25 мм | |
| Тип 4-2 Регистр П — образный, 2-х рядный с перемычкой Ду 15, 20, 25 мм |
Теплоотдача зависит от диаметра трубок регистра и их длины. В таблице представлены обобщенные параметры. Если Вас интересует более подробный расчет, рекомендуем ознакомиться со статьей — Расчет теплоотдачи регистров.
В таблице представлены обобщенные параметры. Если Вас интересует более подробный расчет, рекомендуем ознакомиться со статьей — Расчет теплоотдачи регистров.
| Диаметр трубы, Ду мм. | Теплоотдача, Вт/м | ||||
| tвн=5С, tпр=82,5C | tвн=10С, tпр=82,5C | tвн=16С, tпр=82,5C | tвн=18С, tпр=82,5C | ||
| 50 | 0,19 | 214 | 196 | 175 | 169 |
| 89 | 0,28 | 314 | 288 | 257 | 248 |
| 108 | 0,34 | 380 | 348 | 311 | 300 |
| 133 | 0,42 | 472 | 433 | 386 | 373 |
| 159 | 0,5 | 562 | 515 | 460 | 444 |
| 219 | 0,69 | 776 | 711 | 635 | 613 |
- За счет интенсивного теплообмена с окружающей средой регистры могут отапливать помещение значительного объема при достаточно скромных и компактных размерах самого прибора
- Не требует высокотехнологичного производства, достаточно наличия электросварки и угловой шлифмашины с отрезным диском
- Изготавливается из достаточно дешевого материала — стали, чугуна или нержавейки
- Выдерживает значительное давление (10 кгс/м²) и способен работать не только на воде, масле и других жидкостях, но и на пару
- Возможно изготовление по чертежам заказчика, самостоятельное изготовление и использование различных конфигураций, заглушек, материалов покрытия и фурнитуры
- Цена регистра отопления из труб с учетом эффективной теплоотдачи значительно ниже, чем у других теплообменых устройств
Качество и гарантийный срок
В процессе производства регистры отопления проходят несколько этапов контроля качества. Начальный этап начинается еще при приемке материалов их осмотр и подтверждение качества сертификатами и другими документами. После того как в производственном цикле завершаются все сварочные работы по соединению элементов регистра — осуществляется визуальный осмотр сварных швов, а также их проверка при помощи сжатого воздуха. Такая процедура гарантирует отсутствие течи и других дефектов продукции.
Начальный этап начинается еще при приемке материалов их осмотр и подтверждение качества сертификатами и другими документами. После того как в производственном цикле завершаются все сварочные работы по соединению элементов регистра — осуществляется визуальный осмотр сварных швов, а также их проверка при помощи сжатого воздуха. Такая процедура гарантирует отсутствие течи и других дефектов продукции.
Если продукция прошла все необходимые контрольные мероприятия, она направляется на покраску (нанесение антикоррозийного покрытия).
Гарантийный срок на регистры отопления — 12 месяцев с момента отгрузки продукции потребителю.
Если Вас заинтересовало наша продукция, можете направить запрос на расчет стоимости с помощью специальной формы «ОТПРАВИТЬ ЗАЯВКУ» на сайте или направить запрос по другим координатам со страницы КОНТАКТЫ.
5 насадок для сварки труб из нержавеющей стали
С нержавеющей сталью не обязательно сложно работать, но ее сварка требует особого внимания к деталям. Он не рассеивает тепло, как мягкая сталь или алюминий, и может потерять часть своей коррозионной стойкости, если на него будет воздействовать слишком много тепла. Передовой опыт может способствовать сохранению его коррозионной стойкости.
Он не рассеивает тепло, как мягкая сталь или алюминий, и может потерять часть своей коррозионной стойкости, если на него будет воздействовать слишком много тепла. Передовой опыт может способствовать сохранению его коррозионной стойкости.
Коррозионная стойкость нержавеющей стали делает ее привлекательным выбором для многих важных применений труб и трубопроводов, включая высокочистые продукты питания и напитки, фармацевтику, сосуды под давлением и нефтехимию. Однако этот материал не рассеивает тепло так, как мягкая сталь или алюминий, а неправильная сварка может снизить его способность противостоять коррозии. Применение слишком большого количества тепла и использование неправильного присадочного металла являются двумя виновниками.
Использование некоторых передовых методов сварки нержавеющей стали может помочь улучшить результаты и обеспечить сохранение коррозионной стойкости металла. Кроме того, модернизация сварочного процесса может повысить производительность без ущерба для качества.
Совет 1. Выбирайте присадочный металл с низким содержанием углерода
При сварке нержавеющей стали выбор присадочного металла имеет решающее значение для контроля уровня углерода. Присадочный металл, используемый для сварки труб и труб из нержавеющей стали, должен улучшать свойства сварного шва и соответствовать требованиям применения.
Ищите присадочные металлы с обозначением «L», например ER308L, поскольку они обеспечивают более низкое максимальное содержание углерода, что помогает сохранить коррозионную стойкость низкоуглеродистых нержавеющих сплавов. Сварка низкоуглеродистого основного материала со стандартным присадочным металлом может увеличить содержание углерода в сварном соединении и тем самым увеличить риск коррозии. Избегайте присадочных металлов с обозначением «H», так как они обеспечивают более высокое содержание углерода и предназначены для применений, требующих большей прочности при высоких температурах.
При сварке нержавеющих сталей также важно выбирать присадочный металл с элементами с низким содержанием следов (также называемых бродячими ). Это остаточные элементы, включая сурьму, мышьяк, фосфор и серу, в сырье, используемом для изготовления присадочных металлов. Они могут существенно повлиять на коррозионную стойкость материала.
Это остаточные элементы, включая сурьму, мышьяк, фосфор и серу, в сырье, используемом для изготовления присадочных металлов. Они могут существенно повлиять на коррозионную стойкость материала.
Совет 2. Уделите внимание подготовке сварного шва и правильной подгонке
Поскольку нержавеющая сталь очень чувствительна к подводимому теплу, подготовка шва и правильная подгонка играют ключевую роль в контроле нагрева для сохранения свойств материала. При наличии зазоров или неравномерной посадки между деталями резак должен оставаться на одном месте дольше, и для заполнения этих зазоров требуется больше присадочного металла. Это приводит к накоплению тепла в пораженной области, что может привести к перегреву детали. Плохая подгонка также может затруднить перекрытие зазоров и получение необходимого проплавления сварного шва. Позаботьтесь о том, чтобы подгонка деталей из нержавеющей стали была как можно ближе к идеальной.
Чистота также очень важна для этого материала. Очень небольшое количество загрязняющих веществ или грязи в сварном соединении может вызвать дефекты, снижающие прочность и коррозионную стойкость конечного продукта. Для очистки основного материала перед сваркой используйте специальную щетку, специально предназначенную для нержавеющей стали, которая не использовалась для углеродистой стали или алюминия.
Для очистки основного материала перед сваркой используйте специальную щетку, специально предназначенную для нержавеющей стали, которая не использовалась для углеродистой стали или алюминия.
Совет 3: Контролируйте сенсибилизацию с помощью температуры и присадочного металла
В нержавеющей стали сенсибилизация является основной причиной потери коррозионной стойкости. Это может произойти, когда температура сварки и скорость охлаждения колеблются слишком сильно, что приводит к изменению микроструктуры материала.
Этот сварной шов по наружному диаметру на трубе из нержавеющей стали, сваренный с использованием GMAW и регулируемого наплавления металла (RMD) без обратной продувки для корневого шва, по внешнему виду и качеству подобен сварным швам, выполненным с помощью GTAW с обратной продувкой.
Ключевым компонентом коррозионной стойкости нержавеющей стали является оксид хрома. Но если уровень углерода в сварном шве слишком высок, он образует карбиды хрома.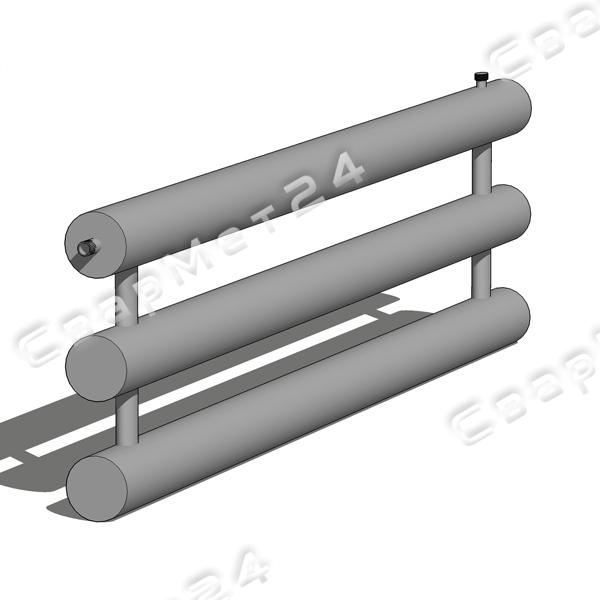
Предотвращение сенсибилизации сводится к выбору присадочного металла и контролю тепловложения. Как указывалось ранее, для сварки нержавеющей стали важно выбирать низкоуглеродистый присадочный металл. Однако иногда углерод необходим для обеспечения прочности для определенных применений. Когда невозможно выбрать низкоуглеродистый присадочный металл, особенно важно контролировать нагрев.
Минимизировать время выдержки сварного шва и околошовной зоны при высоких температурах — обычно считается 9От 50 до 1500 градусов по Фаренгейту (от 500 до 800 градусов по Цельсию). Чем меньше времени сварка находится в этом диапазоне, тем меньше тепла может накапливаться. Всегда проверяйте и соблюдайте межпроходные температуры в процедуре сварки для конкретного применения.
Другим вариантом является использование присадочных металлов с легирующими добавками, такими как титан и ниобий, которые предотвращают образование карбидов хрома. Поскольку эти ингредиенты также влияют на прочность и ударную вязкость, эти присадочные металлы можно использовать не во всех случаях.
Совет 4. Узнайте, как защитный газ влияет на коррозионную стойкость
Использование дуговой сварки вольфрамовым электродом (GTAW) для корневого шва является традиционным методом сварки труб из нержавеющей стали. Обычно для этого требуется обратная продувка аргоном, чтобы предотвратить окисление на обратной стороне сварного шва. Однако использование процессов сварки проволокой становится все более распространенным для труб и труб из нержавеющей стали. В этих случаях важно понимать, как различные защитные газы влияют на коррозионную стойкость материала.
Смеси аргона и двуокиси углерода, аргона и кислорода или смеси трех газов (гелия, аргона и двуокиси углерода) традиционно использовались при сварке нержавеющей стали методом дуговой сварки металлическим электродом в среде защитного газа (GMAW). Часто эти смеси содержат в основном аргон или гелий и менее 5% двуокиси углерода, поскольку двуокись углерода может вносить углерод в сварочную ванну и увеличивать риск сенсибилизации. Чистый аргон не рекомендуется для GMAW на нержавеющей стали.
Часто эти смеси содержат в основном аргон или гелий и менее 5% двуокиси углерода, поскольку двуокись углерода может вносить углерод в сварочную ванну и увеличивать риск сенсибилизации. Чистый аргон не рекомендуется для GMAW на нержавеющей стали.
Порошковая проволока для нержавеющей стали предназначена для работы с традиционными смесями, состоящими из 75 % аргона и 25 % двуокиси углерода. Флюс содержит ингредиенты, предназначенные для предотвращения загрязнения сварного шва углеродом в защитном газе.
Совет 5. Рассмотрите различные процессы и формы сигналов
По мере развития процессов GMAW они упростили сварку труб и труб из нержавеющей стали. В то время как для некоторых применений по-прежнему может потребоваться процесс GTAW, передовые процессы обработки проволоки могут обеспечить аналогичное качество и гораздо более высокую производительность во многих областях применения нержавеющей стали.
Внутренний сварной шов на нержавеющей стали, выполненный с помощью GMAW RMD, аналогичен по качеству и внешнему виду соответствующему наружному сварному шву.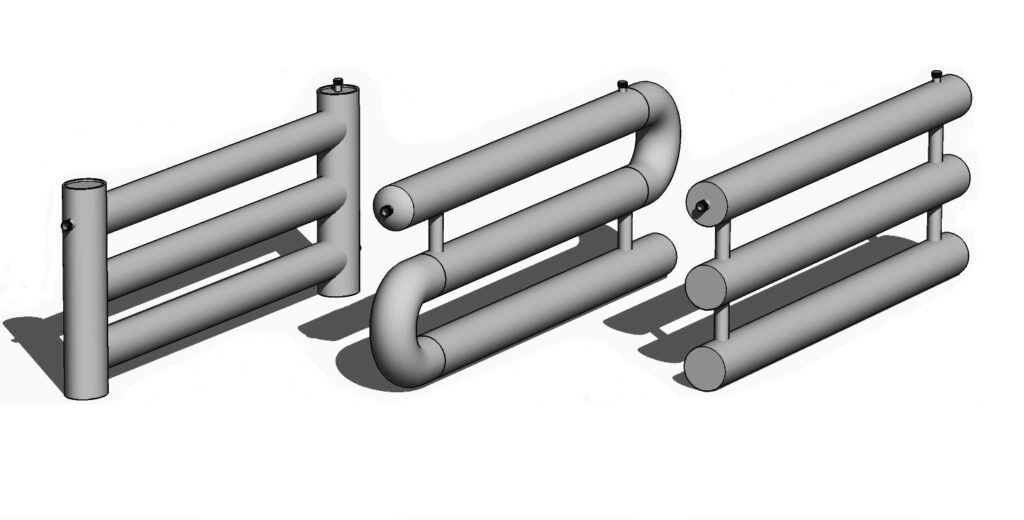
Использование модифицированного процесса GMAW с коротким замыканием, такого как регулируемое осаждение металла (RMD) от Miller, для корневого прохода устраняет обратную продувку в некоторых случаях обработки аустенитной нержавеющей стали. За корневым проходом RMD может следовать импульсная GMAW или дуговая сварка порошковой проволокой с заполнением и закрытием — изменение, которое экономит время и деньги по сравнению с использованием GTAW с обратной продувкой, особенно на больших трубах.
RMD использует точно контролируемый перенос металла с коротким замыканием, который создает спокойную, стабильную дугу и сварочную ванну. Это обеспечивает меньшую вероятность холодного притирания или несплавления, меньшее разбрызгивание и более высокое качество корневого шва на трубе. Точно контролируемый перенос металла также обеспечивает равномерное осаждение капель и упрощает управление сварочной ванной и, следовательно, погонной энергией и скоростью сварки.
Нетрадиционный процесс может повысить производительность сварки. При использовании РМД скорость сварки может быть от 6 до 12 дюймов/мин. Поскольку этот процесс позволяет повысить производительность без дополнительного нагрева детали, он помогает сохранить свойства и коррозионную стойкость нержавеющей стали. Пониженное тепловложение процесса также помогает контролировать деформацию основного материала.
При использовании РМД скорость сварки может быть от 6 до 12 дюймов/мин. Поскольку этот процесс позволяет повысить производительность без дополнительного нагрева детали, он помогает сохранить свойства и коррозионную стойкость нержавеющей стали. Пониженное тепловложение процесса также помогает контролировать деформацию основного материала.
Этот импульсный процесс GMAW обеспечивает более короткую длину дуги, более узкий конус дуги и меньший подвод тепла по сравнению с традиционным импульсным переносом распыления. Поскольку процесс является замкнутым, блуждание дуги и колебания расстояния от наконечника до изделия практически исключены. Это упрощает управление сварочной ванной при сварке в одном положении и вне его. Наконец, сочетание импульсного GMAW для заполнения и закрытия проходов с RMD для корневого прохода позволяет проводить сварку с одной проволокой и одним газом, сокращая время на переналадку процесса.
Топливные баки, стальные конструкции, сосуды под давлением, прицепы
Воздуховоды — это трубопроводы или проходы, используемые в системах отопления, вентиляции и кондиционирования воздуха (HVAC) для подачи и удаления воздуха. Необходимые воздушные потоки включают, например, приточный воздух , возвратный воздух и вытяжной воздух . Воздуховоды обычно также подают вентиляционный воздух как часть приточного воздуха. Таким образом, воздуховоды являются одним из способов обеспечения приемлемого качества воздуха в помещении, а также теплового комфорта.
Необходимые воздушные потоки включают, например, приточный воздух , возвратный воздух и вытяжной воздух . Воздуховоды обычно также подают вентиляционный воздух как часть приточного воздуха. Таким образом, воздуховоды являются одним из способов обеспечения приемлемого качества воздуха в помещении, а также теплового комфорта.
Система воздуховодов также называется воздуховод . Планирование (разметка), определение размеров, оптимизация, детализация и определение потерь давления в системе воздуховодов называется проектированием воздуховодов .
Материалы
Воздуховоды могут быть изготовлены из следующих материалов:
Оцинкованная сталь
Оцинкованная мягкая сталь является стандартным и наиболее распространенным материалом, используемым при изготовлении воздуховодов, поскольку цинковое покрытие этого металла предотвращает ржавление и позволяет избежать затрат на покраску. В целях изоляции металлические воздуховоды обычно облицовываются стекловолоконными листами (вкладыш воздуховода) или снаружи обертываются стекловолокном (обертка воздуховодов). При необходимости используется воздуховод с двойными стенками. Обычно он имеет внутренний перфорированный вкладыш, а затем 1–2-дюймовый слой изоляции из стекловолокна, содержащийся внутри внешней сплошной трубы.
При необходимости используется воздуховод с двойными стенками. Обычно он имеет внутренний перфорированный вкладыш, а затем 1–2-дюймовый слой изоляции из стекловолокна, содержащийся внутри внешней сплошной трубы.
Воздуховоды прямоугольного сечения обычно изготавливаются в специализированных мастерских по металлу. Для простоты обращения он чаще всего состоит из 4-футовых секций (или соединений). Круглый воздуховод изготавливается с использованием непрерывной спирально-формовочной машины, которая может изготавливать круглые воздуховоды практически любого диаметра при использовании подходящей формовочной матрицы и любой длины, но наиболее распространенные размеры запасов варьируются от 4 ″ до 24 ″ с 6 ″- Чаще всего используется 12 дюймов. Стандартная труба обычно продается в 10-футовых соединениях. Доступны также 5-футовые соединения труб неспирального типа, которые обычно используются в жилых помещениях.
Алюминий
Алюминиевый воздуховод легкий и быстро устанавливается. Кроме того, в цеху или на месте можно легко изготовить воздуховоды нестандартной или специальной формы.
Кроме того, в цеху или на месте можно легко изготовить воздуховоды нестандартной или специальной формы.
Монтаж воздуховода начинается с нанесения контура воздуховода на предварительно изолированную алюминиевую панель. Затем детали обычно обрезаются под углом 45°, при необходимости сгибаются для получения различных фитингов (например, колен, конусов) и, наконец, собираются с помощью клея. Алюминиевая лента наклеивается на все швы, где была разрезана внешняя поверхность алюминиевой фольги. Доступны различные фланцы для удовлетворения различных требований к установке. Все внутренние стыки заделываются герметиком.
Алюминий также используется для изготовления круглых спиральных воздуховодов, но гораздо реже, чем оцинкованная сталь.
Полиуретановые и фенольные изоляционные панели (предварительно изолированные воздуховоды)
Традиционно воздуховоды изготавливаются из листового металла, который сначала устанавливается, а затем изолируется. Сегодня цех по производству листового металла обычно изготавливает воздуховод из оцинкованной стали и изолирует воздуховод перед установкой. Однако воздуховоды, изготовленные из жестких изоляционных панелей, не требуют дополнительной изоляции и могут быть установлены за один этап. Как полиуретановые, так и пенополиэтиленовые панели изготавливаются с фабричным алюминиевым покрытием с обеих сторон. Толщина алюминиевой фольги может варьироваться от 25 микрометров для внутреннего использования до 200 микрометров для наружного использования или для более высоких механических характеристик. Доступны различные типы панелей из жесткого пенополиуретана, в том числе панели с водным составом, для которых процесс вспенивания достигается за счет использования воды и CO 9 .0103 2 вместо газов CFC, HCFC, HFC и HC. Большинство производителей панелей из жесткого полиуретана или фенольной пены используют в качестве пенообразователя пентан вместо вышеупомянутых газов.
Однако воздуховоды, изготовленные из жестких изоляционных панелей, не требуют дополнительной изоляции и могут быть установлены за один этап. Как полиуретановые, так и пенополиэтиленовые панели изготавливаются с фабричным алюминиевым покрытием с обеих сторон. Толщина алюминиевой фольги может варьироваться от 25 микрометров для внутреннего использования до 200 микрометров для наружного использования или для более высоких механических характеристик. Доступны различные типы панелей из жесткого пенополиуретана, в том числе панели с водным составом, для которых процесс вспенивания достигается за счет использования воды и CO 9 .0103 2 вместо газов CFC, HCFC, HFC и HC. Большинство производителей панелей из жесткого полиуретана или фенольной пены используют в качестве пенообразователя пентан вместо вышеупомянутых газов.
Панель воздуховодов из стекловолокна (предварительно изолированный неметаллический воздуховод)
Панели воздуховодов из стекловолокна обеспечивают встроенную теплоизоляцию, а внутренняя поверхность поглощает звук, помогая обеспечить тихую работу системы HVAC.
Доска воздуховода формируется путем скольжения ножа специальной конструкции вдоль доски с использованием линейки в качестве направляющей. Нож автоматически вырезает канавку со сторонами под углом 45°, которая не проникает на всю глубину плиты воздуховода, образуя таким образом тонкий срез, действующий как петля. Затем панель воздуховода можно согнуть вдоль паза, чтобы получить 9сгибов под углом 0°, придавая воздуховоду прямоугольную форму желаемого производителем размера. Затем воздуховод закрывается скрепляющими наружу скобами и специальной алюминиевой или аналогичной металлической лентой.
Гибкие воздуховоды
Гибкие воздуховоды (также известные как flex ) обычно изготавливаются из гибкого пластика на металлической проволочной катушке для формирования трубки. Они имеют различные конфигурации. В Соединенных Штатах изоляция обычно представляет собой стекловату, но на других рынках, таких как Австралия, для теплоизоляции используется как полиэфирное волокно, так и стекловата. Защитный слой окружает изоляцию и обычно состоит из полиэтилена или металлизированного ПЭТ. Обычно продаются коробки, содержащие воздуховод длиной 25 футов, сжатый до длины 5 футов. Он доступен в диаметрах от 4 дюймов до 18 дюймов, но наиболее часто используются даже размеры от 6 до 12 дюймов.
Защитный слой окружает изоляцию и обычно состоит из полиэтилена или металлизированного ПЭТ. Обычно продаются коробки, содержащие воздуховод длиной 25 футов, сжатый до длины 5 футов. Он доступен в диаметрах от 4 дюймов до 18 дюймов, но наиболее часто используются даже размеры от 6 до 12 дюймов.
Гибкий воздуховод очень удобен для крепления выходов приточного воздуха к жесткому воздуховоду. Обычно его прикрепляют длинными стяжками или металлическими застежками. Однако потери давления выше, чем у большинства других типов воздуховодов. Таким образом, проектировщики и установщики стараются удерживать свои установленные длины ( пробега ) короткими, например. менее 15 футов или около того, и постарайтесь свести к минимуму повороты. Следует избегать перегибов гибких воздуховодов. Некоторые рынки гибких воздуховодов предпочитают избегать использования гибких воздуховодов на участках возвратного воздуха систем HVAC, однако гибкие воздуховоды могут выдерживать умеренное отрицательное давление. Испытание UL181 требует отрицательного давления 200 Па.
Испытание UL181 требует отрицательного давления 200 Па.
Тканевый воздуховод
На самом деле это воздухораспределительное устройство, которое не предназначено для подачи кондиционированного воздуха. Таким образом, термин ткань воздуховод вводит в заблуждение; ткань воздушной дисперсионной системы было бы более точным названием. Однако, поскольку он часто заменяет жесткий воздуховод, его легко воспринимать просто как воздуховод. Тканевые воздуховоды, обычно изготовленные из полиэфирного материала, могут обеспечить более равномерное распределение и смешивание кондиционированного воздуха в заданном пространстве, чем обычная система воздуховодов. Они также могут быть изготовлены с вентиляционными отверстиями или отверстиями.
Воздуховоды из ткани доступны в различных цветах, с вариантами трафаретной печати или других форм декора, или из пористой (воздухопроницаемой) и непористой ткани. Определение того, какая ткань является подходящей (т. е. воздухопроницаемой или нет), можно определить, если для приложения потребуется изолированный металлический воздуховод. В этом случае рекомендуется воздухопроницаемая ткань, поскольку она обычно не создает конденсата на своей поверхности и поэтому может использоваться там, где воздух подается ниже точки росы. Материал, который устраняет влагу, может быть более здоровым для пассажиров. Его также можно обработать антимикробным средством для подавления роста бактерий. Пористый материал также требует меньшего ухода, поскольку он отталкивает пыль и другие загрязняющие вещества, содержащиеся в воздухе.
В этом случае рекомендуется воздухопроницаемая ткань, поскольку она обычно не создает конденсата на своей поверхности и поэтому может использоваться там, где воздух подается ниже точки росы. Материал, который устраняет влагу, может быть более здоровым для пассажиров. Его также можно обработать антимикробным средством для подавления роста бактерий. Пористый материал также требует меньшего ухода, поскольку он отталкивает пыль и другие загрязняющие вещества, содержащиеся в воздухе.
Также доступна ткань, состоящая более чем на 50% из переработанного материала, что позволяет ей быть сертифицирована как экологичный продукт. Материал также может быть огнестойким, что означает, что ткань все еще может гореть, но погаснет при удалении источника тепла.
Тканевые воздуховоды не предназначены для использования в потолках или скрытых чердачных помещениях. Однако доступны продукты для использования в фальшполах. Тканевые воздуховоды обычно весят меньше, чем другие обычные воздуховоды, и поэтому меньше нагружают конструкцию здания. Меньший вес облегчает установку.
Меньший вес облегчает установку.
Тканевые воздуховоды требуют минимально определенного диапазона воздушного потока и статического давления для работы.
Гидроизоляция
Отделкой наружных воздуховодов, подверженных воздействию погодных условий, может быть листовая сталь с покрытием из алюминия или алюминиево-цинкового сплава, многослойный ламинат, армированный волокном полимер или другое водонепроницаемое покрытие.
Компоненты системы воздуховодов
Помимо самих воздуховодов полные системы воздуховодов содержат много других компонентов.
Виброизоляторы
Приточно-вытяжная установка с виброизоляцией
Система воздуховодов часто начинается с приточно-вытяжной установки. Вентиляторы в системе обработки воздуха могут создавать значительную вибрацию, и большая площадь системы воздуховодов будет передавать этот шум и вибрацию обитателям здания. Чтобы избежать этого, виброизоляторы (гибкие секции) обычно вставляются в воздуховод непосредственно перед и после воздухообрабатывающего агрегата. Прорезиненный брезентовый материал этих секций позволяет вентиляционной установке вибрировать, не передавая большую вибрацию на присоединенные воздуховоды. Та же гибкая секция может уменьшить шум, который может возникнуть, когда включается вентилятор и в воздуховод подается избыточное давление воздуха.
Прорезиненный брезентовый материал этих секций позволяет вентиляционной установке вибрировать, не передавая большую вибрацию на присоединенные воздуховоды. Та же гибкая секция может уменьшить шум, который может возникнуть, когда включается вентилятор и в воздуховод подается избыточное давление воздуха.
Отводы
Ниже по потоку от устройства обработки воздуха приточный магистральный воздуховод обычно разветвляется, обеспечивая подачу воздуха ко многим отдельным воздуховыпускным отверстиям, таким как диффузоры, решетки и регистры. Когда система спроектирована с главным воздуховодом, разветвляющимся на множество ответвлений, фитинги, называемые отводами , позволяют отводить небольшую часть потока в главном воздуховоде в каждый ответвляющийся воздуховод. Отводы могут быть установлены в круглых или прямоугольных отверстиях, вырезанных в стенке главного воздуховода. Отвод обычно имеет множество небольших металлических язычков, которые затем сгибаются, чтобы прикрепить отвод к основному воздуховоду. Круглые версии называются вкручиваемые фитинги . В других съемных конструкциях используется метод крепления с защелкой, иногда в сочетании с прокладкой из клейкой пены для улучшения герметизации. Затем выпускное отверстие соединяется с прямоугольным, овальным или круглым отводным воздуховодом.
Круглые версии называются вкручиваемые фитинги . В других съемных конструкциях используется метод крепления с защелкой, иногда в сочетании с прокладкой из клейкой пены для улучшения герметизации. Затем выпускное отверстие соединяется с прямоугольным, овальным или круглым отводным воздуховодом.
Башмаки и крышки труб
Воздуховоды, особенно в домах, часто должны позволять воздуху проходить вертикально внутри относительно тонких стенок. Эти вертикальные воздуховоды называются стопками и имеют либо очень широкие и относительно тонкие прямоугольные, либо овальные сечения. Внизу стопки загрузочный патрубок обеспечивает переход от обычного большого воздуховода круглого или прямоугольного сечения к тонкому настенному воздуховоду. Наверху головка для дымохода может обеспечить переход обратно к обычному воздуховоду, а головка регистра позволяет перейти к настенному воздуховоду.
Заслонки с регулированием объема
Зональная заслонка с оппозитными лопастями, приводимая в действие двигателем, показана в «открытом» положении.
Системы воздуховодов часто должны обеспечивать способ регулирования объема воздушного потока в различных частях системы. Эту функцию выполняют заслонки регулировки громкости (VCD; не путать с дымовыми/противопожарными заслонками). Помимо регулирования, предусмотренного в регистрах или диффузорах, которые распределяют воздух по отдельным помещениям, заслонки могут быть установлены внутри самих воздуховодов. Эти заслонки могут быть ручными или автоматическими. Зональные заслонки обеспечивают автоматическое управление в простых системах, а регулируемый объем воздуха (VAV) обеспечивает управление в сложных системах.
Дымовые и противопожарные заслонки
Дымовые и противопожарные заслонки устанавливаются в воздуховодах, где воздуховод проходит через брандмауэр или противопожарную завесу.
Дымовые заслонки приводятся в действие двигателем, называемым исполнительным механизмом. Зонд, подключенный к двигателю, устанавливается на участке воздуховода и обнаруживает дым либо в воздухе, который вытягивается из помещения или подается в помещение, либо в другом месте на участке воздуховода. При обнаружении дыма привод автоматически закроет дымовую заслонку до тех пор, пока она не будет снова открыта вручную.
При обнаружении дыма привод автоматически закроет дымовую заслонку до тех пор, пока она не будет снова открыта вручную.
Противопожарные клапаны можно найти в тех же местах, что и дымовые клапаны, в зависимости от области применения после брандмауэра. В отличие от дымовых заслонок, они не срабатывают от какой-либо электрической системы (что является преимуществом в случае сбоя в электросети, когда дымовые заслонки не закрываются). Вертикально установленные противопожарные заслонки приводятся в действие силой тяжести, а горизонтальные противопожарные заслонки приводятся в действие пружиной. Наиболее важной особенностью противопожарного клапана является механическая плавкая вставка, представляющая собой кусок металла, который плавится или ломается при определенной температуре. Это позволяет заслонке закрываться (либо под действием силы тяжести, либо под действием пружины), эффективно герметизируя воздуховод, сдерживая огонь и блокируя доступ воздуха, необходимого для горения.
Поворотные лопасти
Поворотные лопасти внутри большого огнестойкого напорного воздуховода Durasteel
Поворотная лопасть крупным планом.
Поворотные лопатки устанавливаются внутри воздуховодов при изменении направления (например, при поворотах на 90°) для минимизации турбулентности и сопротивления воздушному потоку. Лопасти направляют воздух, чтобы он мог легче следовать за изменением направления.
Пленумы
Пленумы являются центральными распределительными и сборными узлами системы HVAC. Возвратная камера подает воздух от нескольких больших возвратных решеток (вентиляционных отверстий) или патрубков к центральному воздухораспределителю. Приточная камера направляет воздух от центрального блока в помещения, которые система предназначена для обогрева или охлаждения. Они должны быть тщательно спланированы в конструкции вентиляции.
Оконечные блоки
В то время как в однозонных системах с постоянным расходом воздуха они обычно отсутствуют, многозональные системы часто имеют оконечные блоки в ответвлениях воздуховодов. Обычно на одну тепловую зону приходится один терминал. Некоторые типы оконечных устройств представляют собой блоки VAV (одно- или двухканальные), смесительные блоки с вентилятором (параллельное или последовательное расположение) и индукционные оконечные устройства. Оконечные устройства могут также включать нагревательный или охлаждающий змеевик.
Оконечные устройства могут также включать нагревательный или охлаждающий змеевик.
Воздухораспределители
Воздухораспределители представляют собой выпускные отверстия для приточного воздуха и впускные отверстия для возвратного или вытяжного воздуха. Для подачи наиболее распространены диффузоры, но также широко используются решетки и регистры для очень небольших систем ОВКВ (например, в жилых домах). Возвратные или вытяжные решетки используются в основном из соображений внешнего вида, но некоторые из них также включают воздушный фильтр и известны как возвратные фильтры.
Очистка воздуховодов
Позиция Агентства по охране окружающей среды (EMA) заключается в том, что «если никто из членов вашей семьи не страдает аллергией или необъяснимыми симптомами или заболеваниями и если после визуального осмотра внутренней части воздуховодов вы не видите признак того, что ваши воздуховоды загрязнены большими отложениями пыли или плесени (без затхлого запаха или видимого роста плесени), чистка ваших воздуховодов, вероятно, не нужна ». Тщательная очистка воздуховодов, выполненная профессиональным очистителем воздуховодов, удалит пыль, паутину, мусор, шерсть домашних животных, шерсть и помет грызунов, скрепки, отложения кальция, детские игрушки и все, что может скопиться внутри. В идеале внутренняя поверхность будет блестящей и яркой после очистки. Изолированную облицовку воздуховода из стекловолокна и плиту воздуховода можно чистить специальной неметаллической щетиной. Тканевые воздуховоды можно мыть или пылесосить с помощью обычной бытовой техники.
Тщательная очистка воздуховодов, выполненная профессиональным очистителем воздуховодов, удалит пыль, паутину, мусор, шерсть домашних животных, шерсть и помет грызунов, скрепки, отложения кальция, детские игрушки и все, что может скопиться внутри. В идеале внутренняя поверхность будет блестящей и яркой после очистки. Изолированную облицовку воздуховода из стекловолокна и плиту воздуховода можно чистить специальной неметаллической щетиной. Тканевые воздуховоды можно мыть или пылесосить с помощью обычной бытовой техники.
Чистка воздуховодов может быть оправдана лично именно по этой причине: жильцы могут не захотеть, чтобы воздух в их доме циркулировал через воздуховод, который не такой чистый, как остальная часть дома. Однако очистка воздуховодов обычно не меняет качество воздуха для дыхания, а также не оказывает существенного влияния на расход воздуха или затраты на отопление.
Знаки и индикаторы
Очистка системы воздуховодов может потребоваться, если:
- Подметать и вытирать пыль с мебели необходимо чаще, чем обычно.
- После уборки по дому все еще остается видимая пыль.
- После или во время сна у пассажиров возникают головные боли, заложенность носа или другие проблемы с носовыми пазухами.
- Комнаты в доме имеют слабый или отсутствующий поток воздуха из вентиляционных отверстий.
- Жильцы постоянно болеют или испытывают больше аллергии, чем обычно.
- Затхлый или затхлый запах при включении печи или кондиционера.
- Пассажиры испытывают признаки болезни, т.е. усталость, головная боль, чихание, заложенность или насморк, раздражительность, тошнота, сухость или жжение в глазах, носу и горле.
Коммерческий осмотр
В коммерческих условиях регулярный осмотр воздуховодов рекомендуется несколькими стандартами. Один стандарт рекомендует проверять приточные каналы каждые 1–2 года, обратные каналы каждые 1–2 года и вентиляционные установки ежегодно. Другой рекомендует ежегодно проводить визуальный осмотр воздуховодов с внутренней облицовкой. Очистка воздуховодов должна основываться на результатах этих осмотров.
Очистка воздуховодов должна основываться на результатах этих осмотров.
Осмотры, как правило, визуальные, с целью выявления повреждения водой или биологического роста. Когда визуальный осмотр необходимо подтвердить численно, 9Можно выполнить вакуумный тест 0003 (VT) или тест толщины отложений (DTT). Воздуховод с менее чем 0,75 мг/100 м 2 считается чистым в соответствии со стандартом NADCA. В стандарте Гонконга указаны пределы отложений на поверхности: 1 г/м 2 для подающих и обратных каналов и 6 г/м 2 для вытяжных каналов, или максимальная толщина отложений 60 мкм в подающих и обратных каналах и 180 мкм для выхлопных каналов. воздуховоды. Другой британский стандарт рекомендует очистку воздуховодов, если измеренное содержание бактерий превышает 29колониеобразующие единицы (КОЕ) на 10 см 2 ; загрязнение классифицируется как «низкое» ниже 10 КОЕ/см 2 , «среднее» до 20 КОЕ/см 2 и «высокое» при измерении выше 20 КОЕ/см 2 .
Герметизация воздуховодов
Давление воздуха в сочетании с утечкой воздуховодов может привести к потерям энергии в системе HVAC. Устранение утечек в воздуховодах уменьшает утечку воздуха, оптимизирует энергоэффективность и контролирует попадание загрязняющих веществ в здание. Перед герметизацией воздуховодов необходимо убедиться в том, что общее внешнее статическое давление в воздуховоде работает, и соответствует ли оборудование спецификациям производителя оборудования. В противном случае это может привести к более высокому потреблению энергии и снижению производительности оборудования.
Обычная клейкая лента не должна использоваться на воздуховодах (металлических, стекловолоконных или других), предназначенных для длительного использования. Клей на так называемой клейкой ленте со временем высыхает и отслаивается. Более распространенным типом герметика для воздуховодов является паста на водной основе, которую наносят кистью или иногда распыляют на швы при строительстве воздуховода.