
особенности вещества, изготовление своими руками и используемые припои
Флюсы для алюминия
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.
Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Применение алюминия
Распространенность применения изделий из алюминия заключается в первую очередь в том, что он является легким металлом. Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Для бытовых нужд из этого металла изготавливаются кастрюли, бидоны, дуршлаги, кружки. Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Однако, пайка этого металла может доставить массу проблем. Это объясняется тем, что при легком взаимодействии с воздухом, поверхность алюминия покрывается тонкой, но твердой оксидной пленкой. Она защищает алюминий от дальнейшего окисления, но при процессе пайки создает труднопреодолимую преграду.
Существует несколько методов решения этой проблемы, например, пайка с канифолью, однако наилучший результат дает применение специально предназначенных для этого флюсов.
Разновидности ортофосфорной кислоты
Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания. К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров.
 Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.
Проблемы при пайке
Температура плавления алюминия не превышает 660 градусов. Следствием этого является применение из экономических соображений сварочных аппаратов, не обладающих чересчур большой мощностью.
Однако, на поверхности алюминия имеется окисная пленка, которую необходимо убрать перед началом процесса сварки. А вот для ее расплавления требуется нагрев до температуры 2000 градусов. При достижении такого значения разрушится не только окисная пленка, но и сам металл, что приведет к ухудшению качества сварного соединения. Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Флюс для пайки алюминия решает эту проблему. При его нанесении на область сварки он перекроет проход воздуха в эту зону, что приведет к ослаблению негативного воздействия окисной пленки. По сравнению с другими металлами, например, железом и цинком, алюминий является более активным — зачищенная деталь может мгновенно вновь покрыться пленкой окиси. Поэтому и от флюса, предназначенного для алюминиевых деталей, также требуется быстрота воздействия.
Активный флюс для низкотемпературной пайки алюминия быстро растворит окисную пленку на поверхности изделий, мешающую нормальному растеканию припоя. Помимо этого, в припой, предназначенный для соединения алюминиевых изделий, добавляют цинк, обладающий способностью хорошо растворяться в алюминии.
Соединение на основе припоя с содержанием цинка обладает большей прочностью.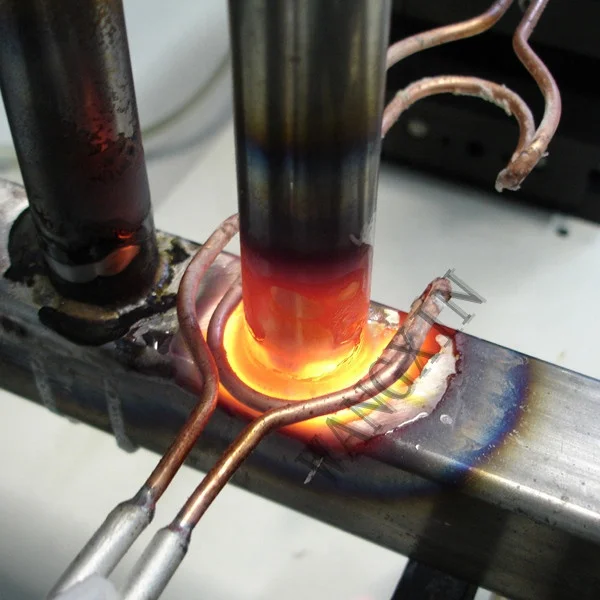 Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.
Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.
Используемые припои
Когда осуществляется сварка изделий, изготовленных из алюминия, рекомендуется использование припоев из оловянно-свинцовой группы. Наиболее качественное соединение можно получить, если использовать вид припоев, в составе которых содержатся такие элементы, как кремний, цинк, медь. Внесение добавок значительно улучшают качество припоя — понижают температуру его плавления, увеличивают смачиваемость, делают более прочными.
Такие виды припоев выпускаются отечественной промышленностью и зарубежными производителями. Наиболее низкой температурой плавления обладают оловянно — свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К неплохим веществам из этой области также можно отнести припой французской фирмы Castolin 192FBK, а также припой Castolin 1827, используемый при соединении деталей из алюминия и меди. Отечественным аналогом HTS-2000 служит изготавливаемый в Новосибирске припой SUPER A+, который применяется совместно с флюсом SUPER FA.
Флюс Ф-61
Достоин особого внимания такой вариант, как Ф-61 флюс. Он относится к виду флюсов активного действия для удаления оксидов с поверхности алюминиевых изделий, предназначенных для спаивания. Одновременно он улучшает процесс растекания жидкого припоя. Флюс Ф-61А может использоваться также при соединении алюминия и сплавов на его основе с медными и стальными изделиями. Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.
Флюс Ф-61А производства «REXANT» является низкотемпературным флюсом. Он используется, когда происходит пайка алюминия с помощью припоев, входящими в оловянно-свинцовую группу. Температурный режим при этом находится в диапазоне 150-320 градусов.
Ф-61А флюс имеет следующий состав:
- триэтаноламин — 82 процента;
- фторборат цинка — 10 процентов;
- фторборат аммония — 8 процентов.
Флюс расфасован в стеклянные флаконы темного цвета по 30 миллилитров вещества в каждом. Размеры флакона в среднем составляют 35х20 с высотой 76 миллиметров. Вес флакона составляет порядка 0,03 килограмма. Для удобства применения флакон снабжен капельницей, что дает возможность применять флюс дозировано.
Флюс соответствует требованиям нормативного документа ОСТ 4 ГО.033.200. Его стоимость является доступной. Флюс Ф-61А снабжен инструкцией по применению, которую необходимо внимательно изучить перед началом использования. В частности, в нем указаны меры предосторожности во время сварки.
Если флюс попадет на кожный покров сварщика, то следует сразу промыть эту область мыльной водой и протереть насухо чистой материей. Хранить флаконы с флюсом необходимо таким образом, чтобы они не могли попасть в руки детей. Гарантийный срок хранения составляет один год. После окончания процесса остатки флюса убирают при помощи салфетки, смоченной водой или спиртом.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.
Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Самостоятельное изготовление
Имеется возможность изготовить флюс для пайки алюминия своими руками. Для изготовления подойдут вещества, которые обладают хорошей растворяемостью и антиокислительными качествами. Когда готовят флюс для алюминия своими руками, то за основу берутся спирт, кислоты, масла.
Самый простой флюс можно приготовить, растворив воде таблетку ацетилсалициловой кислоты, наиболее известной под названием аспирин. Растворять таблетку следует до исчезновения осадка. Также можно использовать гранулы лимонной кислоты.
Хороший флюс можно получить, растворив в этиловом спирте канифоль. Поскольку она растворяется медленно, то ее следует измельчить как можно более тщательно. Для завершения растворения раствор следует оставить на некоторое время. Этот процесс можно ускорить, поместив раствор в стеклянную баночку и нагревать в водяной бане до температуры 80 градусов.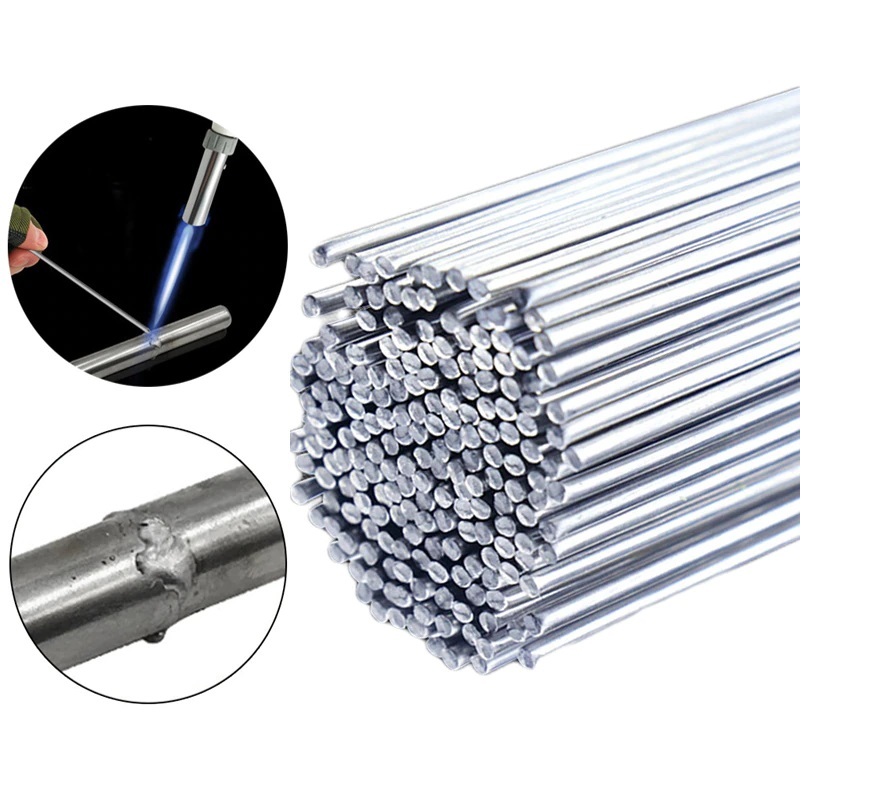
Преимущество флюса, полученного из растворенной в спирте канифоли, заключается в его нейтральности, что позволяет не смывать его остатки после окончания процесса пайки. Допускается растворение не в этиловом спирте, а в глицерине. Такой флюс будет более густым и удобным при применении.
Необходимые материалы и инструменты
Для лужения прежде всего понадобится паяльник. Для работы берут устройство с мощностью около 60 Вт. Пайку проводят в хорошо проветриваемом помещении: при нагреве флюса образуются токсичные испарения. Рабочее место желательно оснастить вытяжкой. Кроме того, следует подготовить следующее:
- Флюс, паяльная кислота или канифоль. Последнюю разбавляют спиртом в пропорции 3 : 2.
- Острый нож.
- Плоскогубцы, бокорезы.
- Наждачная бумага с мелкой зернистостью.
- Изолента или термоусадочная трубка.
Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст. 12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%. Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно.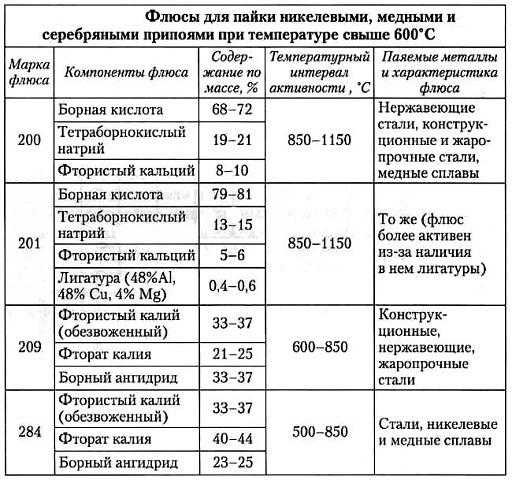
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».
Мини-книжный шкаф «Сделай сам» — домашнее производство Carmona
Мне нравится мой новый книжный шкаф «Сделай сам», и он сделан на заказ! Вы всегда хотели изготавливать предметы мебели на заказ, даже если они включают в себя как металлические, так и деревянные элементы? Ну теперь вы можете!
Работа с факелом не так сложна, как вы думаете, и для этой работы не требуется сварочный аппарат. Только ваша любимая высокотемпературная горелка Bernzomatic, топливо MAP pro и пара расходных материалов.
*При поддержке наших друзей из Bernzomatic
Однако, если это ваш первый опыт использования горелки для пайки или пайки, начните с более мелкого проекта, такого как моя настенная шпалера «Сделай сам» или Подставка для книг .
Этот очень симпатичный мини-книжный шкаф можно сделать на заказ в натуральную величину, использовать в качестве столика или прикрепить к стене!
Я спроектировал этот книжный шкаф своими руками с небольшим талантом, но вы также можете использовать конструкцию с прямыми ножками-лестницами.
Вот что вам нужно
- Шланговая горелка Bernzomatic BZ8250
- Топливо Bernzomatic MAP Pro
- Алюминиевые прутки для пайки
- (3) Алюминиевый квадратный стержень 3/4″ x 6 футов
- Дерево для полок
- Краска и золотая аэрозольная краска (2) Video How-To
Сначала посмотрите это видео, чтобы получить ноу-хау, а затем прочтите несколько советов и рекомендаций!
Несколько дополнительных деталей…
Видеоруководство даст вам обзор этого книжного шкафа, сделанного своими руками, но вот несколько дополнительных деталей и советов, которые помогут сделать этот проект успешным!
СОВЕТ ПО ИНСТРУМЕНТУ: Для этого проекта вам понадобится торцовочная пила с маленьким зубчатым диском, которая режет металл. Конечно, вы можете использовать другие инструменты для резки алюминия, но это будет проще, так как мы хотим делать точные разрезы под углом 45 градусов.
НАЧАЛО СПРАВА: Вы заметите в видео, что я начинаю с того, что сначала вырезаю 2-дюймовые кусочки меньшего размера.
 Это потому, что вам нужны длинные куски, чтобы безопасно отрезать такой маленький кусочек. Сначала выполните этот шаг, как указано.
Это потому, что вам нужны длинные куски, чтобы безопасно отрезать такой маленький кусочек. Сначала выполните этот шаг, как указано.ВАЖНЫЕ ВЫРЕЗЫ: Если вы пропустили это, 4 из ваших 2-дюймовых частей будут идентичными, но остальные 4 будут иметь угол, направленный в противоположном направлении. Так что внимательно следуйте инструкциям в видео! Это так, что вы можете сделать конфигурацию, показанную ниже.
Обратите внимание, что длинные 24-дюймовые и 12-дюймовые разрезы сделаны с углами, расширяющимися наружу.
ОБЗОР ОТРЕЗОВ: (8) 2-дюймовые детали, (4) 24-дюймовые детали, (4) 12-дюймовые детали, (2) 8,5-дюймовые детали (приблизительный размер… это следует измерить и отрезать, когда вы доберетесь до этого часть вашего проекта) и (2) детали нестандартного размера (у меня размер 22 дюйма).
Жало для пайки: Важно нагреть алюминий до такой степени, чтобы расплавить припой. Чтобы нагреть его, может потребоваться от 3 до 5 минут, так что наберитесь терпения!
ПРИМЕЧАНИЕ ПО ПАЙКЕ: Не просто припаивайте по одному соединительному соединению для каждого угла, обязательно сделайте как минимум 2.
 Если 3 видны и доступны, действуйте! Тем не менее, не планируйте переворачивать его и делать так, чтобы стыки не были видны… вы, вероятно, испортите свою предыдущую работу по пайке, нагрев этот стык во второй раз.
Если 3 видны и доступны, действуйте! Тем не менее, не планируйте переворачивать его и делать так, чтобы стыки не были видны… вы, вероятно, испортите свою предыдущую работу по пайке, нагрев этот стык во второй раз.Создавайте книжный шкаф своими руками и наслаждайтесь!
Размер может быть изменен в зависимости от того, в каком углу вы планируете хвастаться своим книжным шкафом. Для меня он послужил идеальной мини-копией большого книжного шкафа, который вы, возможно, заметили под моим окном на картинке ниже. Но он был разработан, чтобы идеально поместиться рядом с моим диваном в качестве книжного шкафа!
Нравится? Попробуйте этот проект!
Сделай очаровательное растение в стиле середины века покрытие для садовых растений и отпугивай кроликов!
*Особая благодарность Bernzomatic за поддержку этого проекта!
Взаимодействие с читателем
Механизм реакции— почему сплавы олова и цинка можно использовать для пайки алюминия, а олово само по себе не «смачивает» алюминий?
Задай вопрос
спросил
Изменено 27 дней назад
Просмотрено 140 раз
$\begingroup$
Паять алюминий одним оловом нельзя, олово не «смачивает» алюминиевую поверхность из-за мгновенной реакции алюминий/кислород на поверхности основного металла (алюминия).
Я предполагаю, что проблема в том, что олово будет контактировать с оксидом алюминия, а не с металлом.
Известно (в этой области промышленности), что сплав олова/цинка может припаивать металлический алюминий, этот сплав будет «прилипать» к поверхности алюминия, так что насчет роли (взаимодействия/реакции) цинка в «смачивании» из пассивированного алюминия?
РЕДАКТИРОВАТЬ: алюминий можно паять оловянно-цинковыми сплавами https://www.belmontmetals.com/popular-uses-for-tin-zinc-solders/
здесь конкретный продукт https://www.belmontmetals.com/product/60-aluminum-solder-tinzinc/
По своему опыту могу сказать, что паять алюминий можно даже самодельным сплавом олово/цинк 70/30 или 80/20 с использованием обычная газовая горелка на воздухе.
- реакция-механизм
- межмолекулярные силы
- химия поверхности
$\endgroup$
6
$\begingroup$
Я думаю, что сплав используется для определения диапазона плавления (от 200 до 300°С), а не точки плавления (231°С) для чистого олова.
