
Как припаять алюминий
До сих пор нет универсального метода для пайки алюминия в домашних условиях. Однако можно предложить методики, которые позволят обойтись без помощи профессионалов. Изначально следует отметить, что все методы, которые будут означены в этой статье подходят исключительно для бытовых целей запаять статуэтку или ручку кастрюли. Для промышленного качества рекомендуется обращаться в Ростехком.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как паять алюминий в домашних условиях?
- Как паять алюминий горелкой
- Пайка алюминия паяльником и газовой горелкой
Как правильно паять алюминий - Как припаять алюминий
- Как паять алюминий оловом своими руками
- Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
- Пайка алюминия
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как паять алюминий без аргона . Пайка алюминия припоем Castolin 192FBK .
Пайка алюминия припоем Castolin 192FBK .
Как паять алюминий в домашних условиях?
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования. Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Рассмотрим подробно эти материалы. Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии.
Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка. Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий.
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя — ФА, ФА, Ф, они состоят из фторборатов аммония с добавлением триэтаноламина.
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Такой состав наиболее оптимален, если производится высокотемпературная пайка. Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу. Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее Вт.
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее Вт.
Массивные предметы потребуют более мощного нагревательного инструмента. Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы. При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:. Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности. Что касается флюса, то он заменяется канифолью.
Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли. Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок. Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения.
Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными. Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений. Статья очень понравилась, познавательно, мне необходимо спаять алюминиевую трубку диаметром 8 мм, попробую с припоем 34А.
Понравилась статья? Поделиться с друзьями:. Вам также может быть интересно. Комментарии и отзывы Комментарии: 2. Алексей Силяев. Большое, человеческое спасибо.
Добавить комментарий Отменить ответ. Политика конфиденциальности Пользовательское соглашение О нас.
Как паять алюминий горелкой
Электрический паяльник для микросхем и радиодеталей является основным инструментом, который используют для пайки как профессионалы схемотехники, так и радиолюбители. Очевидно, что подбирать инструмент необходимо с учетом задач, которые будут перед ним представлены. Купить маленький маломощный паяльник, который создан для распайки микросхем, и использовать его для ремонта радиатора будет не совсем правильно. Соответственно, когда требуется выпаять микросхемы, можно для этого выбрать сверхмощный паяльник, но радиоэлементы после этого работать не будут. Поэтому, в первую очередь, необходимо обращать внимание на то, чтобы мощность соответствовала поставленным задачам. Каждая из этих конструкций имеет свои характерные особенности, выражающиеся в определенных достоинствах и недостатках.
Соответственно, когда требуется выпаять микросхемы, можно для этого выбрать сверхмощный паяльник, но радиоэлементы после этого работать не будут. Поэтому, в первую очередь, необходимо обращать внимание на то, чтобы мощность соответствовала поставленным задачам. Каждая из этих конструкций имеет свои характерные особенности, выражающиеся в определенных достоинствах и недостатках.
Особенности технологии пайки алюминием интересуют многих. Ведь она хорошо подходит для И всё же, паять алюминий можно! Главное, правильно.
Пайка алюминия паяльником и газовой горелкой
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия. Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность. Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи.
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность. Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи.
Как правильно паять алюминий
Знания о том, как паять алюминий, могут быть полезными для тех, кто сталкивается с различными ремонтными работами по дому. Пайка алюминия представляет собой быстрый и не дорогой вариант для устранения утечек, трещин, или отверстий в алюминии и часто встречается в ремонте кондиционеров. По сравнению со сварочным оборудованием, оборудование для пайки алюминия является недорогим, портативным, и не требует высокого напряжения. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 11 человек а. Категории: Дом.
При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 11 человек а. Категории: Дом.
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования.
Как припаять алюминий
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение. Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически — например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. Несмотря на возникающие трудности паять алюминиевые изделия можно. Существует несколько способов пайки алюминия. Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть.
Как паять алюминий оловом своими руками
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий. Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий. Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном. Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф либо его аналог, кисточка, губка и ветошь.
Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий. Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий. Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном. Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф либо его аналог, кисточка, губка и ветошь.
Температура паяльника для пайки микросхем. Как паять алюминий оловом. Электрический паяльник для микросхем и радиодеталей является основным .
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем. Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого.
Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем. Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого.
Пайка алюминия
ВИДЕО ПО ТЕМЕ: Паять алюминий? Легко!
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: Ломастер , 4 февраля в Пайка. Привет всем. Недавно занялся моделизмом и мне понадобилось спаять алюминиевую опору материал не знаю точно, может и дюраль с жестяной трубкой консервная жесть. Все это никак не хочет лудить алюминий.
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые. После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой.
Как паять алюминий в домашних условиях паяльником
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться.
 Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек. - Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью.
 После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности. - После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности.
 Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Лужение алюминия оловом — Металлы, оборудование, инструкции
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
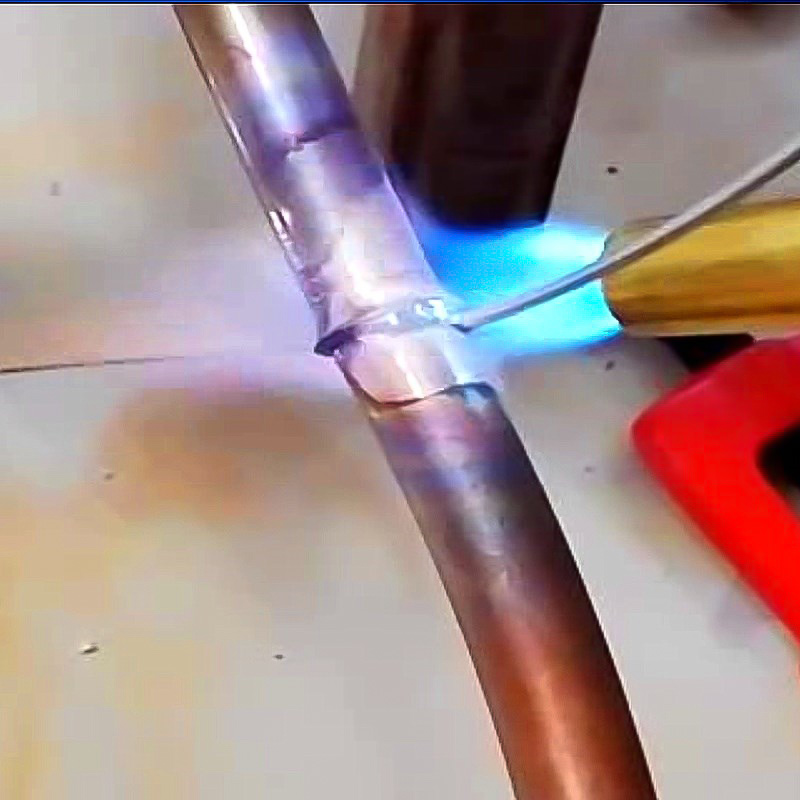
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Как паять алюминий в домашних условиях паяльником
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.
Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке.
 Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки. - Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением. »
»
Как паять алюминий: способы, технология, особенности
Содержание:
Самый эффективный метод пайки алюминия – аргонная дуговая сварка. Однако это оборудование очень дорогое и иметь его в домашних условиях крайне затруднительно. Кроме этого, сам электронщик должен обладать определенными навыками и знаниями в этой сфере, получить которые также проблематично. Есть несколько других способов, как паять алюминий – самостоятельно, без подобного дорогостоящего и громоздкого оборудования.
В данной статье будут описаны методы и способы пайки алюминия, доступные каждому электронщику, которые можно использовать в самых обычных домашних условиях. Дополнением изложенному материалу, в статье содержатся два видеоролика и одну подробную техническую статью, которую можно скачать в формате PDF.
Как паять алюминий.Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Способы пайки алюминия
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.
[stextbox id=’info’]Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически – например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. [/stextbox]
[/stextbox]
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия сплавами.Пайка алюминия с помощью специальных флюсов
Стандартно применяемые флюсы не растворяют оксидную пленку на поверхности алюминия, поэтому надо использовать специальные активные флюсы. Флюс для пайки алюминия используется для работы с оловянно-свинцовыми припоями при рабочей температуре 250-360 градусов. Такой флюс и при пайке, и при лужении хорошо убирают пленку окисла, очищает поверхность металла и как следствие припой лучше растекается по поверхности.
Химический состав типичных мягких припоев для пайки алюминия.Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Другие способы пайки алюминия
Существуют и нестандартные способы решения данной проблемы, например: Место пайки на алюминиевом изделия тщательно зачищают и наносят пару капель концентрированного медного купороса. Небольшой отрезок медной проволоки, зачищают сворачивают в кружок диаметром равным месту пайки, а свободный конец проволоки подключают к «плюсу» вывода батареи на 4,5 вольта. Часть проволоки с со свернутым кружком опускается в небольшое количество медного купороса. Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
Минус батареи надо соединить с деталью, на которой через некоторое время осядет некоторый слой меди.
После просушивания к этому месту можно приварить необходимые детали или провода обычным способом. В этом случае используется абразивный порошок, смешанный с небольшим количеством трансформаторного масла до получения жидкой пасты. Эту пасту наносят на очищенные изделия для пайки. Далее паяльник хорошо пролуживают и трут эти места до выделения на поверхности слоя олова. Затем детали промывают и далее паяют обычным методом.
Способы пайки алюминия.Для этого способа понадобится трансформатор. Его минус подключают к изделию, а к плюсу подсоединяют медный провод большого сечения, состоящий из более мелких жил. Если на короткое время подсоединять этот провод к месту будущее пайки, то будет произведена микропайка меди и алюминия, которая в дальнейшем позволит провести пайку проводов обычным методом. Для упрощения процесса можно использовать паяльную кислоту.
Материал в тему: что такое электрическая цепь.

Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
[stextbox id=’info’]При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. [/stextbox]
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64.
 Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п. - Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Пайка алюминия флюсом.Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации.
Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов. Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие.
Это интересно! Все о полупроводниковых диодах.
Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000. Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Там, где цветовое несовпадение недопустимо, их применение нежелательно. Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.

- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Как паять алюминий в домашних условиях.Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом.
 Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку. - Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
Другое дело если под рукой нет такового, здесь процесс становится более трудоемким. Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
[stextbox id=’warning’]К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.[/stextbox]
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик. Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача.
Заключение
Рейтинг автора
Написано статей
Более подробно о том , как паять алюминий и его сплавы, рассказано в статье Пайка металлов. Если у вас остались вопросы, можно задать их в комментариях на сайте. А также в нашей группе ВК можно задавать вопросы и получать на них подробные ответы от профессионалов. Для этого приглашаем читателей подписаться и вступить в группу.
В завершение статьи хочу выразить благодарность источникам, откуда мы черпали информацию во время подготовки материала:
www.sdelai-sam.pp.ua
www.xn--80aanab4adj2bicdg1q.xn--p1ai/%D0%BA%D0%B0%D0%BA-%D0%BF%D0%B0%D1%8F%D1%82%D1%8C-%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D0%B9-%D1%81%D0%B0%D0%BC%D0%BE%D0%BC%D1%83/
www. ra4a.ru
ra4a.ru
www.svarkalegko.com
www.remboo.ru
Предыдущая
ПайкаКак правильно залудить жало паяльника
Следующая
ПайкаЧто такое канифоль и для чего она нужна?
Припаять сталь к алюминию?
- Форум
- Общий форум
- Общее обсуждение
- Припаять сталь к алюминию?
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
- Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, а также главный источник информации и знаний по HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х.
 В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсужденийЧтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; за бесплатно 9счет 0018. Как зарегистрированный гость вы сможете:
- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Публикация фотографий, участие в опросах и доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo. Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
04.01.2017, 11:47 #1
Можно ли это сделать?
Если вы можете увернуться от гаечного ключа, вы можете увернуться от мяча
Ответить с цитатой
04.
 01.2017, 12:08
#2
01.2017, 12:08
#2Эпоксидка наверное….
Ответить с цитатой
04.01.2017, 14:03 #3
Я бы рассмотрел это
Есть хорошие вещи?Ответить с цитатой
04.
 01.2017, 14:22
#4
01.2017, 14:22
#4к пивным банкам да—@ демонстрационный счетчик запасных частей шланга Да— Реальный мир………НЕТ
Ответить с цитатой
06.01.2017, 21:58 #5
Первоначально Послано lkapigian
в пивные банки да—@ демонстрационный счетчик запасных частей шланга Да—Реальный мир.
 ……….НЕТ
……….НЕТ
Вы заставили меня задуматься. Что, если материал для припоя/пайки был уложен первым? Я думаю о том, как мы знаем, что латунь предпочитает флюс буры перед стержнем, и когда штокам компрессора Carlyle
понравилось 45% серебра (медь к стали). Ну, мне интересно, было ли сначала сделано что-то нормальное с алюминием или сталью.
Я уверен, что все компании, проводящие это исследование, прошли этот путь, но, возможно, для этого не было достаточно причин.Дайте мне реле с достаточно большими контактами, и я буду править миром!
Ты можешь быть кем захочешь……Пока это тебе не хреново.
Если человек хочет создать машину, которая с большей вероятностью выйдет из строя… Усложняйте.
Бомбардировщик ВВС США 98 1960-66 SMW Lu49
Ответить с цитатой
06.
 01.2017, 22:26
#6
01.2017, 22:26
#6Лужение……………
…………….Хммм………
Ответить с цитатой
09.01.2017, 18:46 #7
Механическое соединение исключено?
Ответить с цитатой
09.
 01.2017, 19:22
#8
01.2017, 19:22
#8Можно приваривать алюминий к высокопрочной стали. Но я догадываюсь, что вам нужен метод, который не требует ничего, кроме горелки, ЭТОГО не произойдет
Либо Mercedes, либо Honda (я забыл, какая) изобрели сварочный процесс, называемый «сварка капельным методом холодного плавления». капельная сварка плавлением. во всяком случае это называется как-то так.
Так уже давно делают в автомобильной промышленности. Мой лучший друг работает в компании I-car (она как-то связана с автомобильным/страховым бизнесом) и обучает этому процессу.
На самом деле, он должен завладеть сварочным аппаратом нового типа с инверторной подачей проволоки (MIG) в этот четверг.

Раньше я был сертифицированным сварщиком TIG, MIG и 9 палочками. Но это было 35-40 лет назад. LOL
Вот в чем проблема, сварочный аппарат очень дорогой, и это механизм подачи проволоки…..так что в ближайшее время вы не увидите его на кузове грузовика.
ТАКТИКА СТРАХА
НЕ РАБОТАЕТ НА ВОИНАХ
Ответить с цитатой
09.01.2017, 19:59 #9
Я не могу припомнить, чтобы производители холодильного оборудования делали что-то подобное.
 Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.
Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.Ответить с цитатой
09.01.2017, 20:10 #10
Первоначально Послано joeysmith
Механическое соединение не может быть и речи?
Последнее средствоОтветить с цитатой
09.
 01.2017, 20:20
#11
01.2017, 20:20
#11Первоначально написал VTP99
Я не могу припомнить, чтобы производители холодильного оборудования делали что-то подобное. Даже медь к алюминию они эпоксидкой и обжимают. Я отремонтировал соединение теплового насоса бассейна, которое было медным и нержавеющим. Для этого потребовался специальный фитинг и обжимной инструмент.
Медь в нержавеющую сталь, которую я сделал с помощью Staybrite 8, делая охлаждающие пластины
совсем не сложноОтветить с цитатой
09.
 01.2017, 20:55
#12
01.2017, 20:55
#12Пайка алюминия со сталью была очень распространена в 1930-х и 1940-х годах. По сути, вы «лужите» сталь серебряным припоем (я использую 55%), а затем используете алюминиевый припой (4047) и его флюс, чтобы припаять «луженую» сталь к алюминию. Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0070 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.
Ответить с цитатой
09.
 01.2017, 21:02
№13
01.2017, 21:02
№13Первоначальное сообщение от itsiceman
Медь к нержавеющей стали Я сделал с Staybrite 8, делая охлаждающие пластины
Соединение, которое у меня было, было прямо рядом с фитингом из ПВХ в начале водяного теплообменника.
Совсем не сложно
Но расскажи мне еще о сварке холодных пластин.Ответить с цитатой
01-09-2017, 21:14 №14
Первоначально Послано itsiceman
Можно ли это сделать?
НЕТ !!Ответить с цитатой
09.
 01.2017, 21:59
№15
01.2017, 21:59
№15Первоначально Послано VTP99
Но расскажите мне больше о сварке холодных пластин.
Для нестандартных пластин и ячеек мы используем ⅜ и прикрепляем их с помощью #8 каждый фут или около того с помощью паяльника и жидкого флюса. После прикрепления на него наносится термопаста.Ответить с цитатой
01-09-2017, 22:04 №16
Первоначально Послано itsiceman
Для нестандартных тарелок и лотков мы используем ⅜ и прикрепляем их с помощью #8 каждый фут или около того с помощью паяльника и жидкого флюса.
Могу ли я отремонтировать пластину испарителя Hoshizaki этим методом? После прикрепления на него наносится термопаста.
После прикрепления на него наносится термопаста.Ответить с цитатой
01-09-2017, 22:23 # 17
Первоначально Послано joeysmith
Пайка алюминия со сталью была очень распространена в 1930-х и 1940-х годах. По сути, вы «лужите» сталь серебряным припоем (я использую 55%), а затем используете алюминиевый припой (4047) и его флюс, чтобы припаять «луженую» сталь к алюминию.
Я ПОПРОБУЮ НЕ СОГЛАСИТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Могу я увидеть, что Радует? PS, Сварка, куплет соединение, т.е. склейка, типа JB сварка, это 2 разные вещи. Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0070 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.
Другой метод покрытия для сварки алюминия со сталью, называемый пайкой, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава 9.0070 Пара мест в сети говорят, что это возможно. Возможно, мне придется поиграть с этим.Ответить с цитатой
01-09-2017, 22:38 # 18
Я ПРОШУ РАЗНОСИТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Это всего лишь некоторые вещи, которые я нашел с помощью быстрого поиска в Google.
 Думаю, одним из них был веб-сайт Harris. У меня нет опыта их пайки. Извините, если я намекнул, что сделал.
Думаю, одним из них был веб-сайт Harris. У меня нет опыта их пайки. Извините, если я намекнул, что сделал.Ответить с цитатой
09.01.2017, 22:40 # 19
Первоначально Послано lzenglish
Я ПРОШУ РАЗНИЦАТЬСЯ с этим объяснением, НО мне всегда интересно увидеть научное доказательство? Могу я увидеть, что Радует? PS, Сварка, куплет соединение, т.е. склейка, типа JB сварка, это 2 разные вещи.
Все еще жду Джоуи!Ответить с цитатой
09.
 01.2017, 22:44
#20
01.2017, 22:44
#20Зайди на ютуб…
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Вам нужен флюс для пайки алюминия?
Правильный флюс: Вам нужен флюс для пайки алюминия — флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием.
Просмотр полный ответ на Weldguru.com
Можно ли паять алюминий без флюса?
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов. Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Канифольные флюсы неудовлетворительны.
Посмотреть полный ответ на сайте weldguru.com
Какой флюс вы используете для алюминия?
Исторически коррозионный флюс был стандартом для соединения алюминиевых материалов. Коррозионный флюс водорастворим, содержит как хлоридные, так и фторидные соли.
Посмотреть полный ответ на blog.lucasmilhaupt.com
Какой припой прилипнет к алюминию?
Кроме того, в отличие от пайки золотом, пайка алюминия лучше всего работает со сплавом с высоким содержанием олова, таким как Indalloy 121 (Ind121; 96,5Sn 3,5Ag, эвтектика 221°C) или любым из «сплавов SAC» (олово-серебро-медь или SnAgCu), как Ind256 (96. 5Sn 3.0Ag 0.5Cu, 220°C ликвидус).
5Sn 3.0Ag 0.5Cu, 220°C ликвидус).
Посмотреть полный ответ на indium.com
Как лучше всего паять алюминий?
Вы можете использовать паяльник для соединения алюминиевой проволоки, но для других работ потребуется использование горелки. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC). Если на вашем рабочем месте невозможно использовать горелку, попробуйте паяльник мощностью 150 Вт.
Посмотреть полный ответ на wikihow.com
AlumSolder Alu Flux — используйте припой и паяльник для соединения алюминия, пайка алюминия
Как сделать так, чтобы припой прилипал к алюминию?
Думай ТЕПЛО!
Для принятия припоя алюминию требуется нагрев, обычно до температуры 300°C или выше. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры.
И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры.
Просмотр полный ответ на Superiorflux.com
Как соединить два куска алюминия вместе?
Клеи или специальный тип клея могут соединять две алюминиевые детали. На рынке представлено много типов металлического клея, но такие вещества, как двухкомпонентная эпоксидная смола или суперклей, создают самые прочные соединения. Вы можете приобрести эти материалы в местном хозяйственном магазине.
Посмотреть полный ответ на сайте advancemanufacturingltd.com
Вам нужен флюс для пайки?
При соединении двух металлов в процессе пайки, например при сборке печатных плат, для достижения настоящего металлургического соединения требуется флюс. Это гарантирует, что паяное соединение не растрескается и не расшатается даже при ежедневном износе.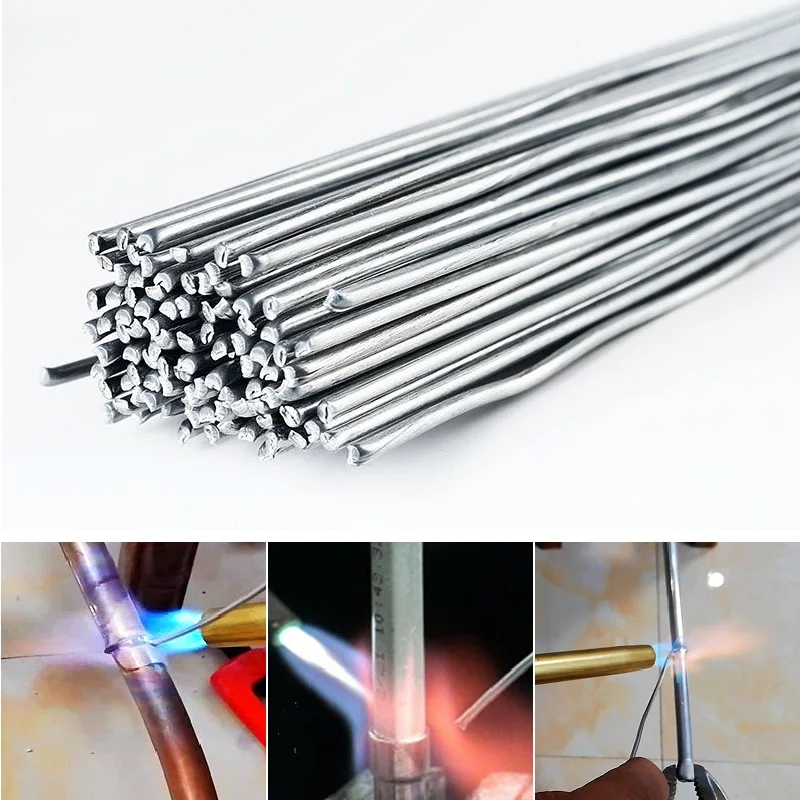
Посмотреть полный ответ на chemtronics.com
Можно ли припаять провод к алюминию?
Ответ: Пайка алюминия очень сложна и сильно отличается от пайки меди или поверхностей, покрытых припоем. Проблема с алюминием заключается в оксиде на самом алюминии, и его необходимо удалить, чтобы припой мог создать электромеханическое соединение с самим экраном.
Просмотр полный ответ на eptac.com
Что такое хороший флюс для плавки алюминия?
Флюсы на основе хлора и фторсодержащих солей применяют для дегазации расплавов алюминиевых сплавов. Дегазационные флюсы обычно имеют форму таблеток. Операция дегазации начинается, когда таблетка флюса погружается чистым предварительно нагретым перфорированным колпаком на дно печи.
Посмотреть полный ответ на substech.com
Как флюсовать расплавленный алюминий?
Плавление флюса Алюминий также может быть введен в расплав путем вдувания в виде порошка в потоке инертного газа (аргона или азота). Простейший способ введения флюса – это фурма, погруженная в расплав. Наиболее эффективным методом введения флюса является инжекция роторным дегазатором.
Простейший способ введения флюса – это фурма, погруженная в расплав. Наиболее эффективным методом введения флюса является инжекция роторным дегазатором.
Просмотр полный ответ на adtechamm.com
Почему мой припой не прилипает?
Эта проблема обычно возникает из-за того, что паяльник настроен на неправильную температуру или мощность самого утюга слишком мала для используемого размера припоя. Если вы заметили, что ваш припой не прилипает, проверьте материал припоя и сравните его с мощностью вашего паяльника.
Посмотреть полный ответ на gordakelec.com
Что можно использовать в качестве флюса?
Флюсы могут быть изготовлены из соляной кислоты, хлорида цинка или канифоли.
Посмотреть полный ответ на instructables.com
Как вы соединяете алюминиевые провода?
При соединении алюминиевого и медного проводов можно использовать разъем IDEAL Twister AL/CU. Этот закручивающийся разъем для проводов предназначен как для предотвращения коррозии между этими различными проводами, так и для обеспечения надежного соединения.
Этот закручивающийся разъем для проводов предназначен как для предотвращения коррозии между этими различными проводами, так и для обеспечения надежного соединения.
Посмотреть полный ответ на cohesivehomes.com
Как подготовить алюминий к сварке?
Подводя итог, перед сваркой алюминия выполните следующие действия:
- Удалите масло, жир и пары воды с помощью растворителя или слабой щелочи.
- Удалите окислы с поверхности проволочной щеткой или сильной щелочью или кислотой.
- Соберите соединение. …
- Держите соединение сухим.
- Сварка в течение нескольких дней.
Посмотреть полный ответ на thefabricator.com
Можно ли паять алюминий с медью?
Низкая рабочая температура сплава Super Alloy 1 позволяет быстро и легко паять медь с алюминием. Начните с подготовки металла. Используйте абразивный материал для удаления всего окисления с алюминия и меди непосредственно перед пайкой.
Посмотреть полный ответ на muggyweld.com
Является ли флюс паяльной пастой?
Паяльная паста представляет собой порошкообразный припой, взвешенный во флюсовой пасте. Липкость флюса удерживает компоненты на месте до тех пор, пока процесс пайки оплавлением не расплавит припой. В соответствии с законодательством об охране окружающей среды большинство современных припоев, включая паяльные пасты, изготавливаются из бессвинцовых сплавов.
Просмотр полный ответ на en.wikipedia.org
Как соединить алюминий с алюминием?
Большинство алюминиевых сплавов можно соединить сваркой; однако некоторые авиационные алюминиевые и другие специальные сплавы не поддаются сварке обычными методами. Алюминий обычно сваривают с помощью дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW).
Посмотреть полный ответ на en.wikipedia.org
Как склеить алюминий без сварки?
Использование пропановой горелки и нескольких алюминиевых стержней для пайки — это быстрый способ склеивания алюминия без использования сварочного аппарата. Это создает очень прочную связь, и с небольшой практикой можно сделать быстро и с великолепными результатами.
Это создает очень прочную связь, и с небольшой практикой можно сделать быстро и с великолепными результатами.
Посмотреть полный ответ на makesomething.com
← Предыдущий вопрос
Что удерживает крыс от проникновения в двигатель автомобиля?
Следующий вопрос →
Есть ли запах, вызывающий ненависть?
Пайка под давлением при литье алюминия под давлением (Конференция)
Пайка при литье алюминия под давлением (Конференция) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Два типа испытаний, испытания погружением и испытания покрытия погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
- Авторов:
- Хан, Кью; Кеник, ЕА; Вишванатан, С.

- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Ок-Ридж. (ORNL), Ок-Ридж, Теннесси (США)
- Организация-спонсор:
- Департамент науки Министерства сельского хозяйства США (США)
- Идентификатор ОСТИ:
- 755660
- Номер(а) отчета:
- ОРНЛ/СР-106473
РНН: Ah300034%%89
- Номер контракта с Министерством энергетики:
- АК05-00ОР22725
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Конференция: Конференция TMS 2000, место не указано, 15.
 03.2000; Другая информация: PBD: 15 марта 2000 г. .
03.2000; Другая информация: PBD: 15 марта 2000 г. .
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; АЛЮМИНИЙ; АЛЮМИНИЕВЫЕ СПЛАВЫ; КАСТИНГ; ПАЯКА; ЭТАПНЫЕ ИССЛЕДОВАНИЯ; УМИРАЕТ; МОРФОЛОГИЯ; ЗАТВЕРЖДЕНИЕ; СТАЛИ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Хан, К., Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . США: Н. П., 2000.
Веб.
Копировать в буфер обмена
Хан, К. , Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . Соединенные Штаты.
, Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . Соединенные Штаты.
Копировать в буфер обмена
Хан, К., Кеник, Э.А., и Вишванатан, С. 2000.
«Пайка под давлением при литье алюминия под давлением». Соединенные Штаты. https://www.osti.gov/servlets/purl/755660.
Копировать в буфер обмена
@статья{osti_755660,
title = {Пайка под давлением при литье алюминия под давлением},
автор = {Хан, Q и Кеник, EA и Вишванатан, S},
abstractNote = {Два типа испытаний: испытания погружением и испытания погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
дои = {},
URL = {https://www.osti.gov/biblio/755660},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2000},
месяц = {3}
}
Копировать в буфер обмена
Просмотр конференции (0,81 МБ)
Дополнительную информацию о получении полнотекстового документа см.