Пайка алюминия в домашних условиях: обзор способов и средств
Пайка алюминия — достаточно сложный процесс, требующий определенных навыков, умений, и без специального оборудования здесь не обойтись. Обычно пайка происходит в специально оборудованных мастерских или в промышленных условиях, что позволяет получить качественный шов и уверенное соединение нескольких алюминиевых деталей или фрагментов. Но как быть, если потребовалось приварить два профиля друг к другу в домашних условиях?
Содержание:
- Для чего это нужно
- Определимся с материалами
- Где приобрести материалы
- Процесс пайки: поэтапно
- Другие способы пайки
Существуют способы, помогающие провести пайку самостоятельно. В большинстве случаев для этой цели применяется аргонная сварка, т. к. данная технология помогает добиться нужного результата. В домашних условиях можно воспользоваться другим методом.
к содержанию ↑
Для чего это нужно
Способ, о котором будет рассказано далее, позволяет решить проблему на скорую руку. Он применим, когда необходимо:
- починить раму велосипеда;
- запаять радиатор;
- собрать теплицу или алюминиевый каркас.
У описанного далее метода есть два важных преимущества:
- он получается эффективнее холодной сварки;
- данный способ не требует больших затрат.
Благодаря перечисленным качествам этот метод приобрел популярность среди мастеров и народных умельцев.
к содержанию ↑
Определимся с материалами
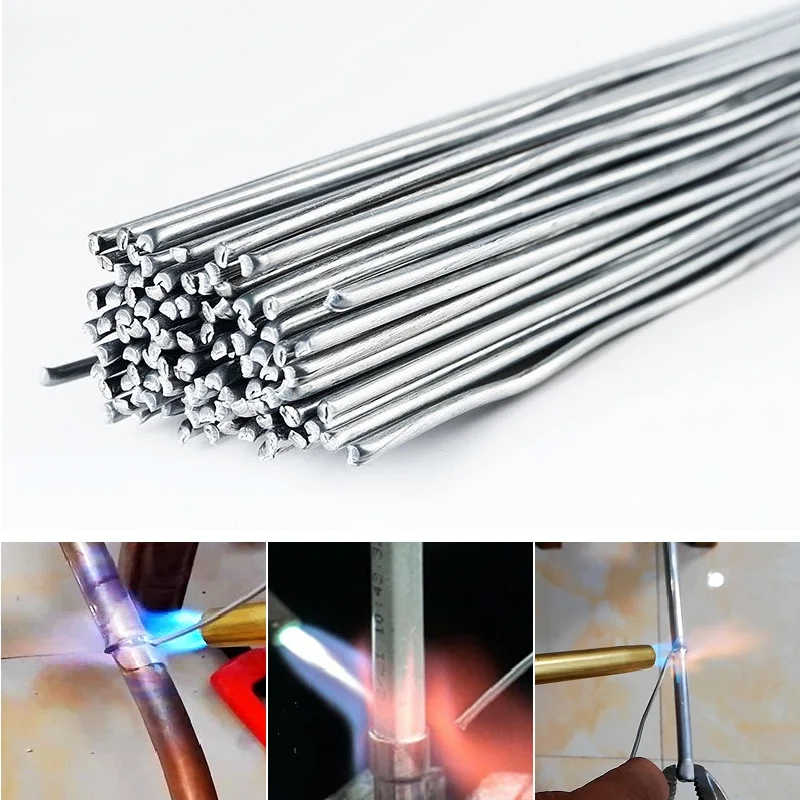
Для соединения алюминиевых деталей достаточно воспользоваться подручными материалами, имеющимися в любом гараже или мастерской. Первое и основное — газовая горелка. Подойдет любая, главное, чтобы ее мощности было достаточно для плавки алюминия. Второй компонент — порошковая проволока. Она удобна в работе и отлично подходит для создания надежного и крепкого соединительного шва.
Если горелка отсутствует, можно воспользоваться стандартной насадкой на газовый баллон. Этого будет достаточно для работы с порошковой проволокой. Разумеется, работая с подобными приборами, необходимо соблюдать предельную осторожность, не забывая о технике безопасности.
Порошковая проволока играет роль припоя. В ее структуре содержатся мелкие крупицы, которые быстро плавятся и столь же быстро отвердевают, создавая крепкий шов. Такой припой отлично подходит для соединения алюминиевых деталей.
к содержанию ↑
Где приобрести материалы
Все необходимое продается в специализированных магазинах. Можно спросить в салонах, продающих автозапчасти или на строительном рынке. Хозяйственные магазины так же реализуют материалы для пайки алюминия в домашних условиях. На крайний случай можно заказать горелку и порошковый припой с популярного китайского маркетплейса AliExpress, причем многие продавцы не берут плату за доставку.
Паяльная горелка с Алиэкспресск содержанию ↑
Процесс пайки: поэтапно
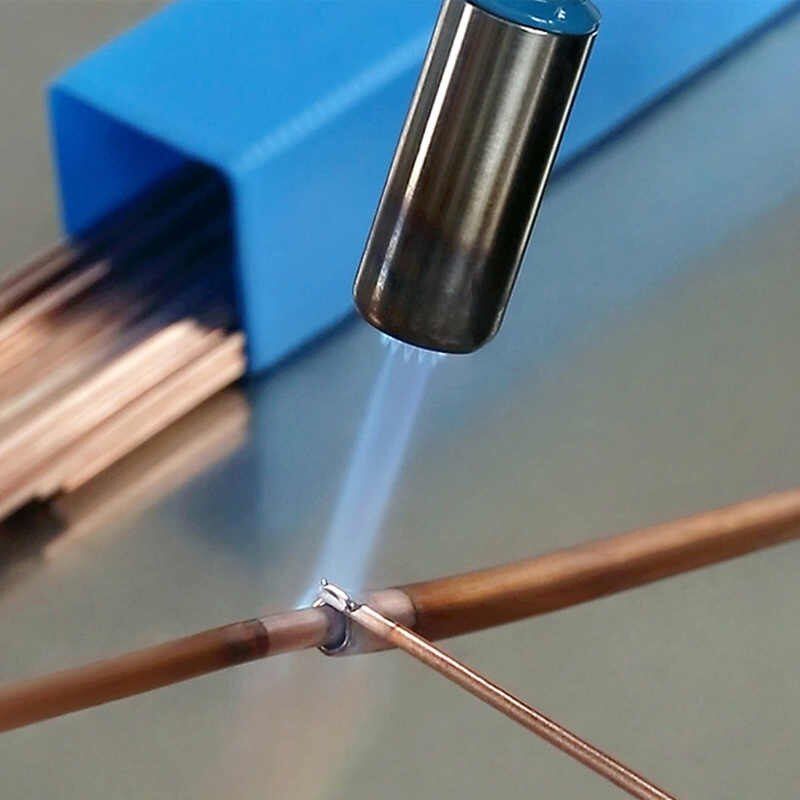
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
к содержанию ↑
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
Порошковая алюминиевая сварочная проволокаКогда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
Этого будет вполне достаточно для плавки припоя.
к содержанию ↑
Другие способы пайки
Существует еще несколько способов соединения алюминиевых деталей в домашних условиях. Например, можно воспользоваться надфилем и шкуркой. Покрыв стык канифолью, и воспользовавшись надфилем, можно соединить алюминиевые детали при помощи паяльника мощностью 50 Вт. Возможно, потребуется попрактиковаться, но в целом данный метод достаточно эффективен.
Многие умельцы приноровились использовать железные опилки. Они добавляются в канифоль, растворенную в этиловом спирте до тягучего состояния. Полученная смесь наносится на паяльник в небольшом количестве, после чего можно приступать к пайке алюминия.
Удивительно, но добиться желаемого результата помогает даже анальгин. Он используется вместо канифоли и втирается в место соединения. Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном.
Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.
Вот еще несколько советов, которые могут пригодиться при пайке алюминиевых деталей:
- минеральное машинное масло, смешанное с абразивными веществами (например, с железными опилками) помогает добиться хороших результатов, причем припой должен содержать более 50% олова;
- промышленные флюсы — верный способ получить качественный и крепкий шов, устойчивый к механическому воздействию;
- если есть вакуумная камера, то можно обойтись без предварительной зачистки детали;
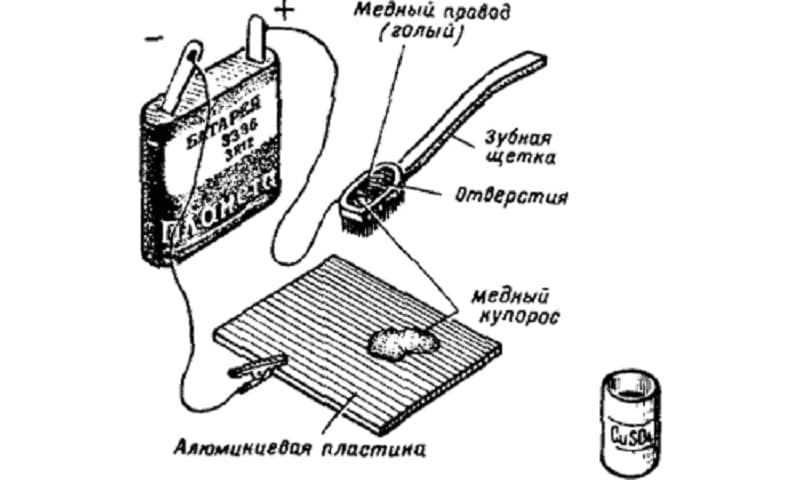
- как вариант, можно создать своего рода гальваническую установку, используя медный купорос (алюминий покрывается медью и тщательно залуживается).
Каждый приведенный способ был опробован на практике, а эффективность пайки алюминия доказана богатым опытом. Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Не забывайте обезжиривать детали перед соединением. Простой обработки металлической щеткой может быть недостаточно (жирные пятна могут проникнуть глубоко в рубцы). Воспользуйтесь обезжиривающими веществами, и сможете добиться действительно качественного соединения.
Расскажите в комментарии о том, какой способ вы готовы применить на практике и каким уже успели воспользоваться. Поделитесь накопленным опытом с другими читателями.
Пайка алюминия — флюс, припой, оборудование
Содержание:
Пайка алюминия — флюс, припой, оборудованиеОчень часто приходится сталкиваться с необходимостью паять алюминий: потекла кастрюля, нужно соединить провода, и т. д. При этом пайка алюминия существенно отличается от пайки меди.
д. При этом пайка алюминия существенно отличается от пайки меди.
Во-первых, для того, чтобы паять алюминий в домашних условиях, необходима температура значительно выше. Во-вторых, приходится сталкиваться с необходимостью разрушения оксидной пленки, которая присутствует на поверхности алюминия.
Для её удаления применяются специальные флюсы для алюминия. В этой статье сайта svarkapajka.ru мы рассмотрим процесс пайки алюминия в домашних условиях, и расскажем, какие материалы для этих целей необходимо использовать.
Припой для пайки алюминия
Для пайки алюминия подходит самый обычный припой. Чаще всего это олово, но можно использовать и свинец, цинк, висмут. Наибольше всего для пайки алюминия подходит припой 34А, с высоким содержанием алюминия, меди и кремния. Не меньшей популярностью обладает и специальный припой для алюминия ЦОП-40.
Основное отличие припоев для алюминия не только в процентном содержании всех вышеперечисленных компонентов, но и в температуре разогрева. Самым плавким припоем считается припой с большим содержанием олова. А вот такой припой, как Aluminium-13 поддаётся плавлению только при очень высоких температурах, начиная от 590 градусов с плюсом.
Самым плавким припоем считается припой с большим содержанием олова. А вот такой припой, как Aluminium-13 поддаётся плавлению только при очень высоких температурах, начиная от 590 градусов с плюсом.
Поэтому если пайку алюминия приходится осуществлять в домашних условиях, то лучше взять оловянный припой. Для его разогревания понадобится самый обычный электрический паяльник, мощность которого составляла бы от 60 Ватт.
Флюс для алюминия и сплавов
Вторым материалом по необходимости для пайки алюминия, является флюс. Он содержит специальные вещества, которые способны разрушить оксидную плёнку, что даст припою нормально схватиться с металлом.
Для пайки алюминия применяются следующие виды флюса: Ф-59А, Ф-61А, Ф-64А. Все они имеют в своём составе аммоний и триэтаноламин, которые способны вступать в реакцию с алюминием.
При этом стоит понимать, что если пайка алюминия осуществляется посредством газовой горелки, то для удаления оксидной пленки применяются так называемые высокотемпературные флюсы. Одним из таких флюсов, является флюс марки 34А.
Одним из таких флюсов, является флюс марки 34А.
Чем и как паять алюминий в домашних условиях
Для пайки алюминия и изделий из него в домашних условиях можно использовать как газовую горелку, так и паяльник. Он должен быть достаточно мощным, поскольку пайка алюминия требует высоких температур в отличие от пайки меди. Паяльник для пайки алюминия нужен не менее чем на 60 Вт.
Сам процесс пайки алюминия в домашних условиях выглядит так:
- В начале поверхность алюминия тщательным образом обезжиривается. Для обезжиривания допускается использовать бензин, ацетон и растворители;
- Затем производится удаление оксидной пленки с поверхности алюминия. Сначала наждачной бумагой, а затем флюсом для пайки алюминия;
- После этого осуществляется нагрев места пайки (газовой горелкой или паяльником) и распределение припоя.
Припой подносится к месту пайки, после чего расплавляется паяльником и заполняет собой пустоты или место соединение деталей.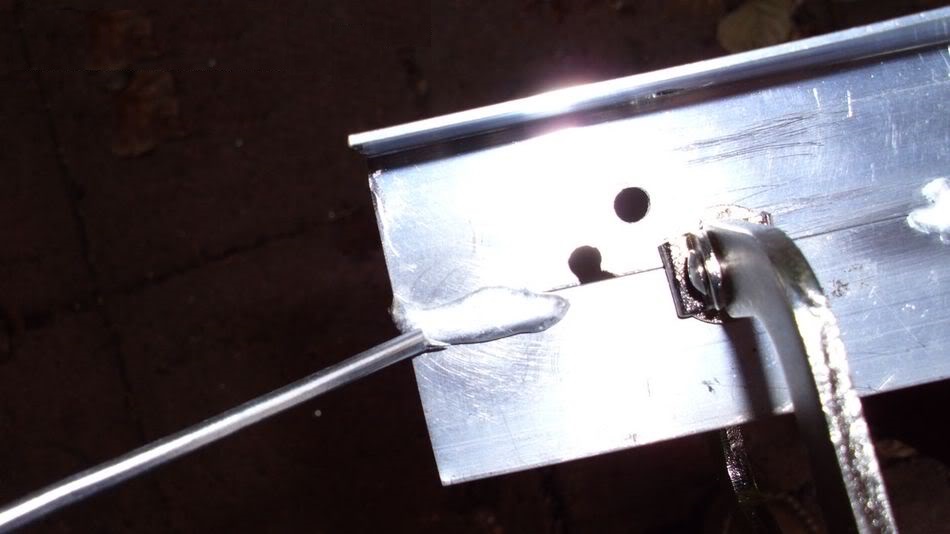
Пайка алюминия
- Дом
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Поиск
- Новые сообщения
- Подрядный бизнес
- Форум
- Общий форум
- Общее обсуждение
- Пайка алюминия
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.

- Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, и главный источник информации и знаний по HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; за бесплатно 9счет 0037. Как зарегистрированный гость вы сможете:
- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Размещайте фотографии, отвечайте на опросы и получайте доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo.
 Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
+ Ответить на тему
15.01.2015, 19:28 #1
Пайка алюминия
Кто-нибудь паял алюминиевые трубы?
Пришел домой рано, поэтому решил попробовать алюминиевый припой, который купил лет 15 назад, но ни разу не использовал. Это не сработало так хорошо. Это был Al-Braze 1070.
 Даже толком не знал, как им пользоваться. Я должен был погрузить его во флюс, как вы делаете для пайки, или нанести флюс на трубку, как серебряный припой. Тем не менее, я почти уверен, что флюс был снят.
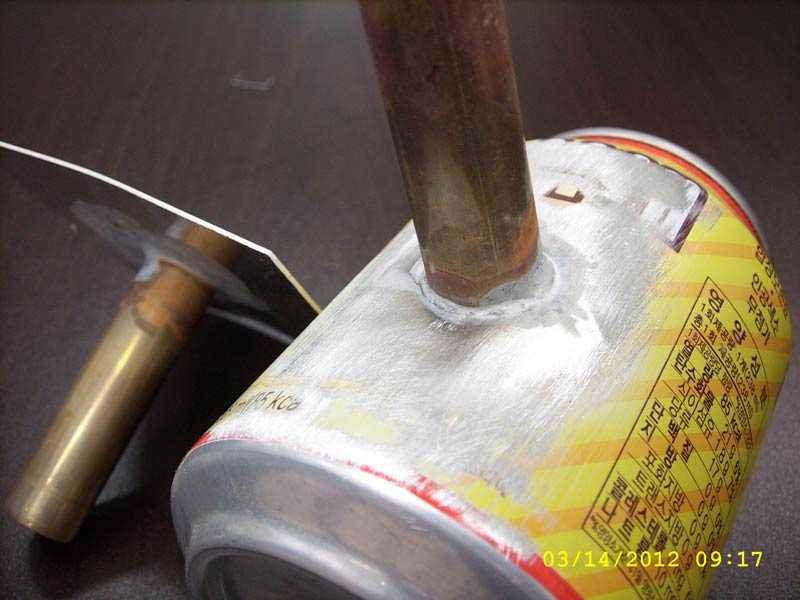
Даже толком не знал, как им пользоваться. Я должен был погрузить его во флюс, как вы делаете для пайки, или нанести флюс на трубку, как серебряный припой. Тем не менее, я почти уверен, что флюс был снят.Я помню демо лет 20 или 25 назад, которое меня поразило. Парень пробил отверстие размером с четвертак в дне банки из-под газировки, а затем запаял его. Нам сказали, что изобретатель/производитель не будет патентовать продукт, потому что ему придется раскрыть слишком много информации о том, как был сделан его продукт. Секрет был в потоке; в частности, как элементы были объединены [не фактические используемые элементы].
Так или иначе, у меня на заднем дворе на пилах лежит алюминиевая катушка, которая останется там, пока я не научусь паять алюминий. Нет, я не планирую повторно использовать катушку, я просто хочу понять, как успешно запаять отверстие в трубке, а не просто обжимное соединение.
Приветствуется любой вклад. Ну, почти все.
Ответить Ответить с цитатой
15.
 01.2015, 19:41
#2
01.2015, 19:41
#2https://m.youtube.com/watch?v=TZ5sD9hQTyw
Ответить Ответить с цитатой
15.01.2015, 19:43 #3
вот вам
http://muggyweld.
 com/aluminum-welding
com/aluminum-weldingIV IV IX
используй голову не для вешалки для шляп……. Джерри
У нас есть свобода, потому что кто-то за нее боролся.
Мы сохраняем его, потому что готовы бороться за него.
Мы теряем его, потому что не хотим за него бороться.Ответить Ответить с цитатой
Опубликовать лайки — 1 лайк, 0 дизлайк
15.01.2015, 19:52 #4
Я проверю эти ссылки выше, но подумал, что вы все, возможно, захотите немного посмеяться.
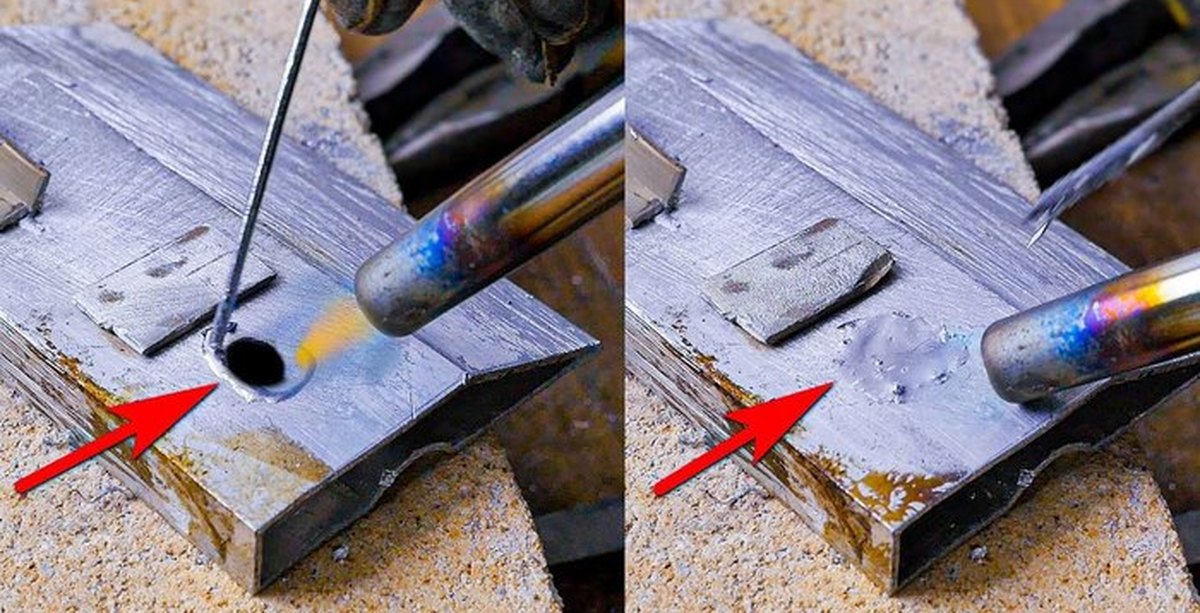
Прикрепленные изображения Катушка, конечный результат и размер отверстия, с которого я начал.
Катушка, конечный результат и размер отверстия, с которого я начал.Ответить Ответить с цитатой
15.01.2015, 19:54 #5
Может, мне стоило использовать Mapp Gas. Хе-хе, пора пить пиво, скоро проверю ссылки.
Спасибо.
Ответить Ответить с цитатой
15.
 01.2015, 19:59
#6
01.2015, 19:59
#6Я добился определенного успеха с комплектом Uniweld, продаваемым через United.
ЧИСТО! ЧИСТЫЙ! ЧИСТЫЙ!
Также оставьте большой фонарь в грузовике. Пропана более чем достаточно для работы.
Эта дыра довольно большая, но, вероятно, ее можно исправить.
Я обнаружил, что с меньшими отверстиями, если ударить по катушке отверткой или пробойником, чтобы образовалась ямка, это поможет получить хорошую лужицу припоя на месте ремонта.
Ответить Ответить с цитатой
15 января 2015 г.

Горелка TIG на сегодняшний день является лучшим способом ремонта всего, что сделано из алюминия.
Ответить Ответить с цитатой
15 января 2015 г., 20:19 #8
Я отремонтировал микроканальную катушку с помощью «набора» из Йорка, который состоял примерно из 8-дюймового куска неизвестного алюминиевого припоя.
 В инструкциях говорилось, что нужно подключить вакуумный насос, заполняя его пропановой горелкой и неизвестным материалом. сработало, почти уверен, что я только что заполнил весь этот раздел, сделав его бесполезным, но, по крайней мере, он больше не протекал.
В инструкциях говорилось, что нужно подключить вакуумный насос, заполняя его пропановой горелкой и неизвестным материалом. сработало, почти уверен, что я только что заполнил весь этот раздел, сделав его бесполезным, но, по крайней мере, он больше не протекал.Ответить Ответить с цитатой
15.01.2015, 20:48 #9
Я видел вакуумный метод, используемый на микроканале.
 Хотел бы я знать, как залатать такую дыру. Низкое тепло, низкое тепло, низкое тепло, кажется, является ключом.
Хотел бы я знать, как залатать такую дыру. Низкое тепло, низкое тепло, низкое тепло, кажется, является ключом.Иакова 4:10
слушать > говорить
Ответить Ответить с цитатой
15.01.2015, 09:15 вечера #10
Автор: Чак
https://m.youtube.com/watch?v=TZ5sD9hQTyw
Вы когда-нибудь использовали этот материал на катушке?Иакова 4:10
слушать > говорить
Ответить Ответить с цитатой
15.
 01.2015, 09:32 вечера
#11
01.2015, 09:32 вечера
#11Вау, это было предполагаемое видео. И эта горячая печенька, которая была рассказчиком, на меня так надавила, что я не знаю, что со всем этим делать. Наверное, придется остыть, посмотрев следующее видео.
Первоначально написал Чак
https://m.youtube.com/watch?v=TZ5sD9hQTyw
Ответить Ответить с цитатой
15 января 2015 г.
 , 21:34
#12
, 21:34
#12Протрезвей сначала, бро. LOL
Джеймс 4:10
слушать > говорить
Ответить Ответить с цитатой
15 января 2015 г., 21:42 №13
Это тоже была неплохая демонстрация.
 Немного охладил меня. Может быть, если бы у рассказчика были волосы на лице. . .
Немного охладил меня. Может быть, если бы у рассказчика были волосы на лице. . .Вероятно, мне придется купить оба упомянутых выше продукта, чтобы понять, какой из них «проще».
Спасибо ребята!!
Первоначальное сообщение от Viceman
вот вам
http://muggyweld.com/aluminum-welding
Ответить Ответить с цитатой
15 января 2015 г., 21:49 №14
Хе-хе, все хорошо.
Если повезет, сегодня вечером моей самой большой задачей будет поставить на стол потрясающее лакомство. Собираюсь сделать специальное предложение в пятницу вечером на случай, если завтра ночью мне придется работать сверхурочно:
http://hvac-talk.com/vbb/showthread….Friday-Special
Первоначально написал Скотт Клайн
Протрезвей первым братан. LOL
Джеймс 4:10
Ответить Ответить с цитатой
15 января 2015 г., 21:52 №15
Первоначально Послано Скоттом Клайном
Вы когда-нибудь использовали этот материал на катушке?
Джеймс 4:10
Я никогда не пользовался им, просто неделю назад увидел его на другом сайте, и он меня заинтересовал.
Ответить Ответить с цитатой
15.01.2015, 09:58 вечера №16
Автор: Viceman
вот
http://muggyweld.com/aluminum-welding
Это потрясающе!Ответить Ответить с цитатой
15 января 2015 г.
 , 22:03
# 17
, 22:03
# 17Первоначально Послано BBeerme
Хе-хе, все хорошо.
Если повезет, моей самой большой задачей сегодня будет поставить на стол потрясающее лакомство. Собираюсь сделать специальное предложение в пятницу вечером на случай, если завтра ночью мне придется работать сверхурочно:
http://hvac-talk.com/vbb/showthread….Friday-Special
Выглядит оооооооооооооооооооооооооооооооооооооооооооооИакова 4:10
слушать > говорить
Ответить Ответить с цитатой
16.
 01.2015, 14:17
# 18
01.2015, 14:17
# 18Только что заказал стартовый комплект из сверхпрочного сплава 600*. Спасибо ребята!
Ответить Ответить с цитатой
16.01.2015, 15:23 # 19
У меня есть какой-то сплав, не помню названия.
 .
.
Но фокус был в НИЗКОМ нагреве. Порпан турч был даже хорош.
У меня есть стартовая тарелка, я готов заказать коптильню…Жизнь слишком коротка, Behappy!
ТФММОтветить Ответить с цитатой
16.01.2015, 20:06 #20
Просто интересно, что заставило вас пойти с этим?
Первоначально Послано Core_d
Только что заказал стартовый комплект 600* из сверхпрочного сплава.
 Спасибо ребята!
Спасибо ребята!Ответить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Мягкий припой к алюминию
Место, где весь мир собирается для
гальваники, анодирования и отделки. Вопросы и ответы с 1989 года.
——
Мы пытаемся припаять небольшой многовыводной алюминиевый компонент (алюминиевый сплав 7075) мягким припоем к печатной плате, каждый вывод имеет площадь припоя около 1 кв. мм. Было бы неплохо использовать ту же паяльную пасту и методы оплавления, которые мы используем для поверхностного монтажа электронных компонентов, которые также находятся на печатной плате.
Кто-нибудь знает, как обработать алюминий, чтобы его можно было припаять? Было высказано предположение, что цинк может работать, а затем меднение, стоит ли пытаться?
В основном мы инженеры-электронщики, так что это немного выходит за рамки наших интересов, любая помощь будет оценена по достоинству.
Питер Винсент
авиационные и морские исследования — Мельбурн, Виктория, Австралия
Здравствуйте, Питер, мы покрываем серебрением все алюминиевые компоненты, требующие пайки в наших продуктах. Это включает в себя никелевое нижнее покрытие для герметизации алюминия, а затем серебряное финишное покрытие. Мы делаем это главным образом потому, что это делает алюминий более электропроводным, а оксид серебра также электропроводным. Я также слышал о каком-то специальном флюсе, позволяющем паять алюминий. Кажется, я также видел ссылку на него на Finishing.com С уважением
Darren Wass
Brisbane Australia
Я бы сказал, что если вы сделаете поперечное сечение и протравите паяное соединение, вы обнаружите, что на самом деле припаяны к никелевому слою, что, вероятно, вы и хотите сделать. Никелирование имеет молекулярную адгезию к алюминию, поэтому проблемы со слоем оксида алюминия, образующимся на воздухе, исключены.
Никелирование имеет молекулярную адгезию к алюминию, поэтому проблемы со слоем оксида алюминия, образующимся на воздухе, исключены.
Питер, вероятно, имеет в виду цинкование, а затем меднение, которое сработает; никелевое грунтовочное покрытие также требует некоторой предварительной обработки цинкатом или станнатом, чтобы получить идеальную адгезию к алюминию.
Стадия цинкования или станната накладывает слой металла на алюминий, предотвращая преобразование оксида, затем никель или медь связываются либо с ним, либо с алюминием, некоторое количество цинка или олова обычно удаляется во время нанесения покрытия, растворяясь в раствор гальванической ванны, но в любом случае адгезия к алюминию или предварительному покрытию будет высокого порядка, если использовать соответствующие методы гальванопокрытия.
Том Пуллицци
Фолс Тауншип, Пенсильвания
Finishing.com стал возможным благодаря .