
Пайка алюминия в домашних условиях: принцип работы
Представить настоящего хозяина дома без паяльника в хозяйстве сегодня, как и несколько десятилетий назад, практически невозможно. В условиях производства сварка и пайка алюминия, а также его сплавов производится при помощи специальных материалов, установок. Пайка различных алюминиевых деталей в домашних условиях возможна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних условиях, где нет специального оборудования (осваивать работу газовой горелкой не нужно), а также материалов, может производиться несколькими способами, которые будут рассмотрены далее. Так как поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), обыкновенные способы пайки алюминиевых изделий не подойдут.
Основной задачей во время пайки алюминия является удаление оксидной пленки с поверхности металла, а также последующая защита его от контакта с воздухом посредством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла или насыщенного раствора медного купороса.
Способы подготовки алюминия к пайке
Способ №1
Данный способ предполагает применение канифоли в предварительно очищенном (обезжиренном) месте потенциальной пайки. После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
Следующим этапом готовится алюминиевая заплатка, после чего припаивается обычным методом. Несмотря на то, что канифоль является часто используемым при пайке материалом, процедуру лучше проводить с помощью масла для швейной машинки.
Способ №2
На место пайки наносится канифоль, в которую предварительно добавляются железные опилки. Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Металлические опилки своими острыми гранями отлично снимают с поверхности алюминия окись, тем самым позволяя между оловом и алюминием достигнуть отличного сцепления. Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Способ №3
Сразу стоит акцентировать внимание на том, что технология применения данного способа хотя и является наиболее надежной, но самой трудоемкой, требующей много времени и сил.
Порядок работы:
- Перед началом пайки рабочий участок алюминиевых деталей очищается от оксидной пленки путем омеднения (воздействием медью). В этом случае применяется гальванический метод покрытия металлических поверхностей металлом.
- Сначала в области места пайки создается пластилиновый бортик, позже образующий ванночку. На дно ванночки наносится тонкий слой насыщенного раствора медного купороса. Отметим, что вопреки распространенному мнению о проблематичном доступе к медному купоросу, достать его совершенно не сложно, так как он достаточно часто встречается в опрыскивании растений от всевозможных специфических болячек и вредителей. Ванночка не потребуется в том случае, если повреждение алюминия незначительно.

- Также не обойдемся без участия проводов: в ванночку помещается оголенный медный провод (много проводов не потребуется). Диаметр помещаемых в ванночку проводов должен находится в пределах 1-2 миллиметров. Стоит отметить, что провод должен быть наполнен медью.
- Провод посредством какой-либо опоры необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности алюминия (вместе с тем, контакт между проводом и купоросом есть).
- Далее к проводу подводится положительный контакт какого-либо источника постоянного тока напряжением от 3 до 12 В путем соединения концов проводов. В качестве источника постоянного тока может отлично послужить аккумулятор, выпрямитель, либо батарейка для карманного фонарика.
- Необходимо оборудовать электрическую цепь лампочкой, которая будет служить предохранителем (последовательно подключение), на номинальное напряжение постоянного питания.
 Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов.
Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов. - К алюминию подводится отрицательный заряд («-») постоянного тока посредством тех же медных проводов. Спустя некоторое время после начала электролиза медный купорос выкипает, тем самым позволяя образоваться слою красной меди на поверхности алюминия. Красный слой промывается, после чего сушится. После этого поверхность алюминия благополучно лудят обыкновенным и привычным способом.
Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение алюминиевых деталей, проводов, трубок радиаторов и т. п. Карандаш успешно применяется при пайке алюминия.  Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Порядок действий:
- Технология довольно простая. Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
- В результате горения карандаша образуется расплавленная масса.
- Далее нужно набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
- Как только происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает гореть, в то время как масса на детали продолжает гореть. Необходимо выждать 10-20 секунд, пока поверхность достаточно прогреется от горения массы.

- По истечении указанного выше времени, приступаем к заполнению чистого алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, либо воспользоваться кусочком стекла.
Пайка алюминиевого радиатора
Нередко для изготовления радиаторов используется алюминий. Данный материал по своему составу не слишком подвластен пайке. Отметим, что этим качеством владеют практически все алюминиевые сплавы. Так, рано или поздно встает вопрос ремонта алюминиевых радиаторов. Как известно, ничего на белом свете вечного не существует, в том числе радиаторов.
Понадобятся следующие материалы и инструменты:
- Паяльник;
- Тигель;
- Канифоль;
- Припой;
- Опилки железные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
Порядок работы:
- Нужно подготовить место пайки: очистить от посторонних загрязнений, зачистить наждачной бумагой. Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
- В отдельном тигле необходимо расплавить канифоль, добавив в нее чистые железные опилки (помешивая). Пропорция должна быть следующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в следующем: на подготовленную заранее поверхность следует нанести флюс, натирая его разогретым паяльником; следите, чтобы канифоль полностью покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой. Железные опилки нужны для того, чтобы удалять оксидную пленку с поверхности алюминиевых радиаторов, позволив сделать качественное сцепление. Пайка проводится привычным способом.
Если имеется неисправность трубок, подключаемых к теплообменнику, желательно заменить их на новые, а не заниматься ремонтом в домашних условиях.
Похожие статьи
- Карандаш для сварки: характеристики универсального приспособления
- Пайка радиаторов своими руками: принципы и особенности работы
- Что нужно знать о соединении проводов?
- Пайка паяльником: вся необходимая информация
Соединение и оконцевание алюминиевых проводов
Сваривают алюминиевые провода в специальной формочке с помощью угольных электродов, получающих электропитание от сварочного трансформатора.
Рис.1. Соединение алюминиевых проводов сваркой и пайкой
а- соединение однопроволочных алюминиевых проводов в гильзе, б- образцы сварок, в- соединение пайкой
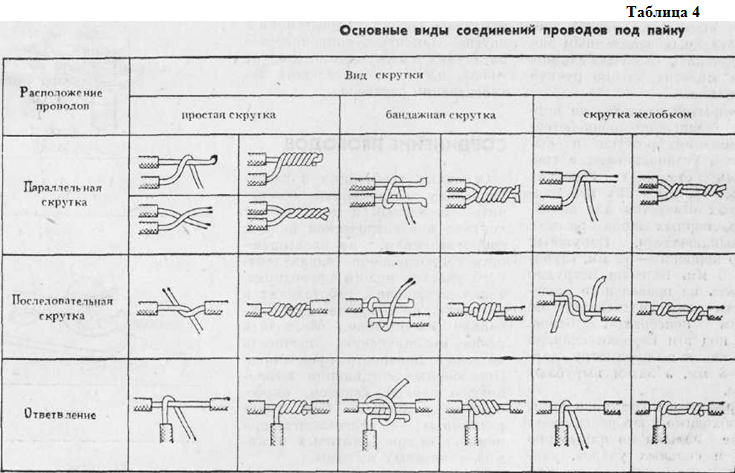
Для пайки алюминиевые провода скручивают (рис. 1 в), затем место скрутки нужно нагреть в пламени паяльной лампы или газовой горелкой и пропаивают припоями, состав которого приведен в табл.
Таблица 1.
Наименование | Температура плавления. *С | Состав припоя. % | |||
цинк | олово | медь | алюминий | ||
Припой | 500-550 | 73 | 40 | 1,5-2 | 15 |
Технология пайки алюминиевых проводов следующая:
- с концов соединяемых проводов нужно снять изоляцию, затем оголенные жилы зачищают до металлического блеска и соединяют внахлест двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечений жил указана на рис. 2;
Рис.2. Пайка однопроволочных жил
- соединить скруткой провода и нагреть пламенем газовой горелки или паяльной лампой до температуры, приблизительно равной к температуре плавления припоя.

- места пайки соединяемых проводов необходимо подчистить, протереть тканью, смоченной спиртом или бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной лентой.
Однопроволочный провод с площадью сечения до 10 мм2 и многопроволочный с площадью сечения до 2,5 мм2 присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода придают вид пестика (рис.
Концы однопроволочных проводов с сечением больше 10 мм2 или многопроволочных с сечением больше 2,5 мм2 монтируют с наконечниками (рис. 3 в), которые надо припаять или приварить к жиле, а в некоторых случаях можно опрессовать.
Рис.3. Оконцевание алюминиевых проводов
а- пестиком, б- колечком, в- припайкой наконечника, 1- наконечник, 2и3- изоляционная лента или бандажная нить.
В случаях соединения, ответвления и оконцевания алюминиевых проводовВ каждом случае соединения, ответвления и оконцевания проводов, места соединения их между собой и наконечником надо обматывать изоляционной лентой в несколько слоев. Согласно правилам электрическая прочность изоляции в месте соединения или ответвления должна быть не меньше, чем прочность основной изоляции в целом.
В домашних условиях для соединения алюминиевых и медных проводов между собой наиболее распространенный способ соединения винтовыми сжимами, так как не требуется специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов нужно со всеми заводскими деталями (винт, прижимная шайба, контактная пластина, шайба плоская,), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов нужно со всеми заводскими деталями (винт, прижимная шайба, контактная пластина, шайба плоская,), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода надо снять изоляцию. Нож держат под углом 10-15° к поверхности жилы, этим исключается надрез алюминиевой жилы. Провод зачистить до металлического блеска и смазать кварцево-вазелиновой пастой, затем загнуть конец жилы в виде колечка. Загибать провод следует по часовой стрелке, т. е. по направлению вращения крепящего винта.
Внутренний диаметр кольца делают несколько больше, чем диаметр контактного винта (таблица 2).
Таблица 2.
Диаметр винта, мм | Длина зачищенного провода, мм | Внутренний диаметр кольца, мм |
4 | 16-18 | 4,5-5,0 |
5 | 20-22 | 5,5-6,0 |
6 | 28-30 | 7,0 |
8 | 38-40 | 9,0 |
Соединение проводов метод опрессовки
Соединение проводов по методу опрессовки широко применяют при монтаже внутренних и внешних электропроводок и воздушных линий электропередач.
Этот способ обеспечит надежный контакт и нужную механическую прочность, так же прост в исполнении. Опрессовку надо выполнять ручными клещами, механическими и гидравлическими прессами при помощи сменных матриц и пуансонов. Для соединения жил используют гильзы, для оконцевания используют наконечники.
Алюминиевые жилы в соединительных гильзах спрессовывают по следующей технологии:
- подобрать тип и размер гильзы, а также матрицу и пуансон в соответствии с размером гильзы;
- проверить наличие заводской смазки в гильзах и наконечниках, при отсутствии смазки гильзы и наконечника надо зачистить металлическим ершиком и смазать защитной кварцево-вазелиновой или цинково-вазелиновой пастой;
- снять с концов жил изоляцию: при оконцевании на длине, равной длине трубчатой части наконечника, а при соединении на длине, равной половине длины гильзы;
- зачищают концы токоведущей жилы наждачной бумагой до металлического блеска, протирают тканью, смоченной в спирте или бензине, и покрывают кварцево-вазелиновой пастой;
- надевают на подготовленные жилы наконечник или гильзу;
- при оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
- установить трубчатую часть наконечника или гильзу в матрицу и провести опрессовку;
- изолируют соединение несколькими слоями изоляционной ленты.
Не разрешается на алюминиевую жилу опрессовывать медный наконечник, так как соединение будет непрочным из-за большой разности у меди и алюминия коэффициента линейного теплового расширения.
Опрессовку одно- и многопроволочных медных жил сечением 4 мм2 и больше выполняют в медных трубчатых наконечниках типа Т или соединительных медных гильзах типа ГМ. Технология по опрессовки медных проводов аналогична технологии опрессовки алюминиевых проводов за исключением наложения кварцево-вазелиновой или цинково-вазелиновой пасты.
Запрещается проводить опрессовку при помощи молотка и зубила.
пайка — прочное электрическое соединение/тройник для многожильного алюминиевого провода
\$\начало группы\$
Мне нужно модифицировать небольшой кабель аккумуляторной батареи, добавив тройник/звезду, где показано ниже. Я также могу обрезать кабель здесь — я просто не сделал этого на тот случай, если правильное решение принесет пользу от его целостности. У меня больше этого кабеля, поэтому Тройник может быть из более чистого алюминия (или также из меди / CCA, если применимо)
У меня больше этого кабеля, поэтому Тройник может быть из более чистого алюминия (или также из меди / CCA, если применимо)
0009 очень тонкопроволочный провод. Соединение будет испытывать кратковременные сильноточные нагрузки (100 А+), аналогичные первоначальной конструкции устройства (которое использовалось для автомобилей с ДВС). Устройство будет храниться вдали от элементов, но подвергаться воздействию нормальной влажности и тому подобного — в надежде, что оно продлится долго / не разрушится из-за гальванической коррозии и т. д.
Я скептически отношусь к пайке, поскольку, доступная, согласованная/обычная пара флюс+припой, которая работает; но у меня есть управляемый утюг, пистолет для оплавления горячим воздухом и газокислородная горелка, если это так. Несколько других вопросов об успешной пайке алюминия, похоже, не дают конкретных рекомендаций. Однако обратите внимание:
- , что производитель припаял провод к медным контактам.
- Johnson подразумевает, что их оловянно-цинковый припой Alumiweld подходит для использования в электротехнике; а также продать эвтектику Sn/9Zn, которая поможет мне не расплавить эти тонкие провода.
 Однако я не могу найти источник в Интернете.
Однако я не могу найти источник в Интернете.
Я также изучил обжим, но не нашел много для наконечника , предназначенного для алюминиевой проволоки, что может быть ожидаемым из-за ползучести алюминия.
Как
- пайка
- коррозия
\$\конечная группа\$
\$\начало группы\$
Североамериканский опыт работы с сетями переменного тока показывает, что ключом к успешному алюминиевому электрическому соединению является: а) использование клеммы с наконечником, который сам имеет алюминиевый корпус, и б) затяжка клеммы с наконечником в соответствии со спецификацией.
Трудным путем было обнаружено, что алюминиевый провод с медным наконечником, обернутым вокруг него, является плохой новостью. Разница в тепловом расширении перемещает алюминиевую проволоку из «упругой» зоны в «пластическую», вызывая ее деформацию (раздавливание), а это означает, что при остывании она становится слишком рыхлой и может дуговать из обычного «рыхлого» состояния. Сценарий подключения». Однако, когда алюминиевый наконечник наматывается на медную проволоку, тепловое расширение работает благоприятно, удерживая обе проволоки в эластичной зоне для соответствующих моментов затяжки (усилие зажима).
Таким образом, вы можете разработать разъемный наконечник с алюминиевым корпусом, который будет надлежащим образом зажимать провод, с винтовым зажимом, который можно настроить на крутящий момент, чтобы винт контролировал усилие зажима, а не «дно».
В Северной Америке алюминиевую проволоку терзала не коррозия — этого все и ожидали, — а различия в тепловом расширении. Борьба с коррозией осуществляется с помощью антиокислительной токопроводящей пасты «без алокса». Code не требует этой пасты, если только она не требуется для утвержденного устройства для сращивания.
\$\конечная группа\$
2
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.Пайка алюминия — Обсуждение украшений
Ganoksin Orchid Jewelry Forum Сообщество для ювелиров и мастеров по металлуДарин_Линн_Пейк
#1
Кто-нибудь знает, почему нельзя паять алюминий? Я знаю, что температура плавления
составляет 1220 градусов по Фаренгейту, но что произойдет, если вы
используете оловянный припой (или любой низкотемпературный припой)? Делаю проект
из алюминия и серебра, а соединения меня 9 гонят0085 ОРЕХИ!
Спасибо,
Дарин
Чарденс
#2
Дарин,
Пробовали ли вы вместо этого использовать холодные соединения, такие как заклепки?
Шарлин
Charden Designs
Frank_Goss
#3
сделайте себе одолжение и прикрепите к нему форму механическую
, если вы не используете дуговую установку.
Фрэнк
Брайан_Адам
#4
Кто-нибудь знает, почему нельзя паять алюминий?
Дарин, возьми правильный алюминиевый припой и подходящий флюс. Это
воняет, и у вас может быть несколько ошибок, но это путь к
.
Брайан
Брайан Адам
драгоценность
и производитель одежды для бровей
с 1 9 8 1
http://crash.ihug.co.nz/~adam/
Bruce_Holmgrain
#5
Насколько я понимаю, проблема заключается в окислении поверхности. Возможно, ответ не
звучит хорошо. Обратитесь к поставщику сварочных материалов и попросите сплав Welco
и флюс для пайки алюминия.
Брюс Д. Холмгрейн
Электронная почта: @Bruce_Holmgrain
http:\www.knight-hub.com\manmtndense\bhh4.htm
обычная почта: 311 Sugarland Run Drive, Sterling, VA 20164
phone:: 703-593-4652
klow
#6
Кто-нибудь знает, почему нельзя паять алюминий? я знаю температура плавления составляет 1220 градусов по Фаренгейту, но что произойдет, если вы использовать оловянный припой (или любой низкотемпературный припой)? я делаю проект из алюминия и серебра, а связи ведут меня ОРЕХИ!
Daryn-
На самом деле вы можете паять алюминий, для этого вам понадобится специальный припой
и соответствующая процедура. Я лично этого не делал, но видел
как это делается. Может быть, вы могли бы обратиться к поставщику сварочных материалов или к дилеру
кондиционеров, и они могли бы направить вас на правильный путь, чтобы сделать это. С уважением-RL
PNebrich
#7
Для пайки алюминия вам понадобится спиральная дуга. Оксиды строят
так быстро припаивается, что у вас нет шансов
на самом деле сделать соединение. Без хели-дуги это НЕВОЗМОЖНО.
Пенни
Микелай
#8
Привет Дарин:
Вы можете паять алюминий, но для этого вам понадобится специальная паста
. Я не знаю, что это за смесь, поэтому я не знаю, что
произойдет с вашим серебром. Проверьте свое местное хобби или 9Магазин модели поезда 0085, чтобы увидеть его, они несут его. (Я надеюсь, что эта информация
не устарела, поскольку я когда-то носил этот продукт в своем собственном магазине; однако
был довольно дорогим и не пользовался большим спросом, поэтому я
только предполагаю, что он все еще доступен.)
Элейн (MoonStones)
Richard_Whitehouse1
#9
Уважаемый Дарин, Алюминий имеет очень толстое оксидное покрытие, которое делает
очень сложно паять. Вы можете получить активный флюс для алюминия
, который помогает предотвратить попадание кислорода к алюминию
. Также необходимо паять алюминиевым припоем. Лучший способ пайки или пайки алюминия
— это использование аргоновой горелки, которая
создаст бескислородную атмосферу вокруг металла. Я не думаю, что
можно будет припаять алюминий к серебру из-за проблем с окислением
. Ричард W UK
Dave_Sebaste1
#10
Привет, Дарин,
Я думаю, вам придется перейти на холодные соединения (заклепки, скорее всего
). Думаю, причина, по которой нельзя паять алюминий, в том, что он
сразу окисляется, и нельзя вовремя паять, чтобы припой
потекла.
Оловянный припой может удерживать его в течение короткого периода времени, но если
он не будет лежать на полке, в конце концов ему потребуется ремонт.
Низкотемпературные припои не проникают в молекулярную структуру металла
(металл недостаточно нагревается), поэтому это не настоящая связь
. С тем же успехом вы могли бы склеить с Элмером.
Если металл достаточно нагреется, припой станет
едким и начнет поглощать ваше серебро. Был там, сделал
это! Это было еще до того, как у нас появился такой замечательный ресурс
, как Orchid!
Удачи,
Дэйв Себасте
Sebaste Studio
Шарлотта, Северная Каролина (США)
[email protected]
http://www.sebaste.com
кольцевой документ
#11
Насколько я понимаю, O2 окисляет металл, поэтому они
используют инертный газ (аргон) для вытеснения O2. Я не слышал
о каких-либо успешных способах обойти это. Каждый раз, когда я играл с алюминием
, он становился хрупким и разрушался.
Рик
Кэтлин
#12
, если у вас нет дорогой сварочной установки и специальных газов, вы не сможете выполнить
. Пытался. не могу этого сделать. Используйте заклепки, застежки и т. д. Есть
технических причин, например, квасцы отстой, но я не могу вспомнить другие технические термины
. Сдавайся, ты слишком молод, чтобы седеть — поверь мне,
был там, делал это, пытался снова, все равно не работает.
Дарин_Линн_Пейк
№13
Charleen,
Моя проблема в том, что я прикрепляю алюминиевые трубки разных размеров
к стерлинговому серебру. Я могу попробовать трубчатые заклепки, но я думаю, что
, возможно, придется использовать выступы (я думаю, что они будут называться
) — проволока, которая немного больше, чем трубка, но
сужается, чтобы соответствовать, и вы подошли бы им вместе. Это заклепка поп
? В любом случае спасибо за ваше предложение. Дарин
Джордж_Фокс
№14
Daryn,
насколько я знаю, алюминий нужно сваривать дуговой машиной,
или холодной сваркой.
С уважением,
geo fox
Daryn_Lynne_Pake
№15
Дэйв, кажется, я решил использовать проволоку и трубчатые заклепки
. Пайка алюминия кажется такой сложной и хитовой
и пропустите ситуацию. (Я также хотел припаять алюминий к алюминию
). Я припаивал серебро к низкоуглеродистой стали с помощью оловянного припоя
, и если серебро станет слишком горячим, припой проглотит
. Однако, если бы я был осторожен, облигация удержала бы
, не повредив мое серебро. Это задержало «износ
» нескольких колец. Спасибо за совет. Дарин
Брюс_Холмгрейн
№16
, если у вас нет дорогого сварочного оборудования и специальных газов, вы не сможете выполнить
. Пытался. не могу
Я пошел в сварочный аппарат. Предложили сплав Welco и специальный флюс
. Работал нормально. Это алюминиевая версия мягкого припоя
. Извини. Я очень устал от экспертов, говорящих, что
невозможно сделать.
Брюс Д. Холмгрейн
Эл.Телефон 0085: 703-593-4652
Кэтлин
# 17
Пошел на сварочную поставку. Они предложили сплав Welco и специальный флюс. Работал нормально. Это алюминиевая версия мягкого припой. Извини. Я очень устал от экспертов, говорящих, что это невозможно быть сделано.
Привет, Брюс и группа
Я буду исправлен; после того, как я написал это, я понял, что мне
больше думает о квасцах, которые должны выдерживать износ и
давление — например, радиатор или фитинги — чем о чем-то, что
было бы чисто декоративным. Я исходил из того, чему меня научили сварщики
, многие из которых выполняют сварку в открытом море и даже под водой
, где давление имеет решающее значение. Не спрашивал, было ли это кольцо, статуя
и т. д. Не могли бы вы уточнить, какой факел вы использовали
, и толщину металлов?
Фишбре396
# 18
Хотите знать, почему вы просто не используете серебряные трубки вместо квасцов
. ???
Брюс_Холмгрейн
# 19
Предложили сплав Welco и специальный флюс
. Работал нормально. Это алюминиевая версия мягкого припоя
.
Не могли бы вы уточнить, какой у вас факел
б/у, а толщина металлов?
Думаю подойдет любой фонарик. Я использовал природный газ и кислород.
Это не очень прочная связь, но это припой.
Брюс Д. Холмгрейн
Эл. -4652
Дэйв_Себастэ1
#20
Привет, Кэт, Брюс и банда,
Я не припомню, чтобы здесь кто-то называл себя «экспертом»… даже если
некоторые из них таковыми и являются.