
Как сделать котел для бани своими руками
Вначале следует рассмотреть вопрос, нужно ли в принципе отопление бани? Если ваша баня имеет только парную и предбанник, то делать отопление нет смысла. Раздеваться можно в предбаннике, если очень холодно, то и в парной. Для небольших бань сооружать отдельное отопление нецелесообразно, деньги и время израсходуются, а отдачи будет мало.
Как сделать котел для бани своими руками
Ситуация меняется если баня большая, существует отдельная душевая и комната отдыха. Нагреть эти помещения за счет банной печки довольно сложно, а иногда невозможно. Принимать душ или отдыхать после парной в холодных помещениях удовольствия мало. Для таких вариантов бань целесообразно делать отдельное отопление этих помещений.
В габаритной бане стоит установить котел и подключить радиаторы, а также полотенцесушитель
Устанавливать автономный отопительный котел заводского производства нет смысла, намного выгоднее немного переоборудовать банную печь и получить возможность одновременно с протопкой парной отапливать другие помещения.
Важно. Если баней пользуются нечасто, то в систему отопления нужно заливать антифриз. Некоторые предлагают использовать солярку, она дешевле. Но мы категорические противники такой замены. Лучше немного дороже заплатить за антифриз, чем потом строить новую баню после пожара.
Антифриз
Содержание материала
 1 Видео – Электрический котел своими руками
1 Видео – Электрический котел своими рукамиОглавление:
- 1 Виды котлов для бани
- 2 Виды теплообменников
- 3 Где устанавливать теплообменники
- 3.1 Видео – Твердотопливный котел своими руками
- 4 Этапы изготовления трубчатого теплообменника для печи
- 4.1 Приспособление для обрезки седловины
- 4.2 Сварка теплообменника
- 5 Как сделать электрический котел для бани своими руками
- 6 Конструктивные особенности самодельного котла
- 6.1 Видео – Электрический котел своими руками
- 7 Как подключать радиаторы
- 8 Несколько практических советов
Виды котлов для бани
Оптимальный вариант отопительного котла для бани – на твердом топливе. Мы в статье рассмотрим кроме этого и самодельный электрический котел, он имеет довольно много преимуществ перед твердотопливными. Главным элементом твердотопливного котла считается теплообменник, он самый сложный в изготовлении, требует довольно солидных навыков выполнения сварочных работ.
Устройство котла для бани
Важно. Нужно помнить, что теплообменник очень сложно достать из котла для ремонта, в некоторых случаях придется полностью разбирать конструкцию, а на это потребуется большое количество времени. Вывод – надежность сварных швов и прочность конструкции должны быть на самом высоком уровне, сваренный перед установкой в топку теплообменник обязательно нужно испытать под высоким давлением воды. Все сварочные швы следует очищать от шлака болгаркой и проводить тщательный визуальный осмотр. Шлак может закупорить пропуски сварного шва, теплообменник во время обычных испытаний не будет показывать течи. И только после установки его в печь во время нагрева шлак отвалится, теплообменник потечет. Если у вас нет полной уверенности в качестве сварных швов, то кладите их по два на одно место.
Виды теплообменников
Теплообменники
Теплообменник – устройство, служащее для нагревания воды. Чем эффективнее оно работает (чем больше КПД), тем лучше обогревает отопительная печь, тем выше может быть температура в помещениях. Коэффициент теплоотдачи зависит от материала изготовления и общей площади.
Коэффициент теплоотдачи зависит от материала изготовления и общей площади.
Пример медного теплообменника
Лучше всего делать теплообменники из меди, но этот вариант имеет три существенных недостатка:
Сварка (пайка) меди
Теплообменник из медных труб
Для теплообменников в твердотопливных котлах оптимально использовать материалы из углеродистой листовой стали обыкновенного качества толщиной не менее одного миллиметра.
Толстостенные трубы
Важный фактор эффективности работы котла – площадь теплообменника. Здесь есть два варианта решения проблемы.
Трубчатый теплообменник
Первый. Увеличить внутреннюю площадь топки и за счет этого размеры теплообменника. Вариант хороший, но трудновыполнимый. Большая топка не всегда уместна в банной печи, увеличение ее габаритов вызывает значительные сложности во время изготовления, перерасход материалов и т. д.
Второй. Увеличить площадь теплообменника. Теплообменники могут иметь вид емкостей с плоскими стенками или быть трубчатыми. Второй вариант значительно увеличивает эффективную площадь теплообмена, вода нагревается быстрее, КПД заметно повышается.
Теплообменник — фото
Практический совет. Этим способом можно пользоваться, но без фанатизма. Некоторые пытаются уменьшить до минимума расстояние между трубками и за счет этого увеличить их количество. Действительно, на первых порах устройство работает довольно эффективно, но потом температура нагрева воды резко понижается.
Почему? В результате налипания на поверхность труб сажи. Конечно, она будет всегда налипать на все поверхности теплообменников, как уменьшить этот негативный эффект мы расскажем немного ниже. Сейчас же обратим внимание на одно – почистить поверхность труб невозможно, если они располагаются слишком плотно. Рекомендуем расстояние между трубами делать не менее одного сантиметра.

Где устанавливать теплообменники
Чаще всего теплообменники устанавливают в верхней части топки.
Сейчас читают:
Схема возможной установки теплообменника
Схема установки теплообменника в вертикальную печь
Мы не рекомендуем такую компоновку по двум причинам.
- В верхней части топки дымовые газы содержат максимальное количество сажи. Она неизбежно откладывается на нижней плоскости теплообменники, эффективность теплопередачи значительно понижается, для повышения эффективности нужно часто очищать дно.
- Очень высокая температура пламени в этом месте негативно влияет на металл.

Гораздо продуктивнее размещать теплообменник по краям топки, изготавливать их в виде буквы П. Это даст возможность не только уменьшить количество сажи, но и увеличить общую эффективную площадь.
Теплообменник в топке
Видео – Твердотопливный котел своими руками
Этапы изготовления трубчатого теплообменника для печи
Конкретные линейные размеры теплообменника подбирайте с учетом параметров топки. Плоские теплообменники изготавливать просто, на них не будем останавливаться. Рассмотрим вариант изготовления трубчатого теплообменника. Для изготовления можно брать толстостенные трубы диаметром в пределах. 1,5÷2,0″. Есть несколько вариантов изготовления таких устройств, мы для примера выбрали самый простой из них.
Шаг 1. Подготовка заготовок каркаса в виде буквы П. Отрежьте трубы по размерам, должно быть по две штуки по ширине, длине и высоте топки. Накерните места высверливания отверстий, расстояние между ними должно равняться внешнему диаметру трубы плюс не менее одного сантиметра на зазор. Располагайте отверстия симметрично по всей длине труб, при необходимости немного увеличивайте/уменьшайте расстояние между ними.
Накерните места высверливания отверстий, расстояние между ними должно равняться внешнему диаметру трубы плюс не менее одного сантиметра на зазор. Располагайте отверстия симметрично по всей длине труб, при необходимости немного увеличивайте/уменьшайте расстояние между ними.
Шаг 2. В отмеченных местах просверлите отверстия в верхней плоскости труб, все они должны располагаться строго по одной линии. Диаметр отверстий должен равняться диаметру условного прохода. Намного легче сверлить вначале сверлом небольшого диаметра, а потом увеличивать его до нужных размеров.
Шаг 3. Отпилите концы труб под углом 45°, если топка имеет иную конфигурацию, то учитывайте ее параметры, угол может измениться.
Резка медной трубки
Шаг 4. Сварите отрезанные концы между собой, у вас должно получиться две заготовки теплообменника в виде буквы П. Один конец заглушите, используйте для этого листовое железо такой же толщины, как и стенки трубы. Ко второму торцу приварите концевики диаметром 3/4″. Такой диаметр используется для большинства труб системы отопления. Длина концевиков зависит от толщины стенок печки. Один концевик будет на вход холодной воды, второй на выход горячей.
Ко второму торцу приварите концевики диаметром 3/4″. Такой диаметр используется для большинства труб системы отопления. Длина концевиков зависит от толщины стенок печки. Один концевик будет на вход холодной воды, второй на выход горячей.
Шаг 5. Подготовьте отрезки труб для вертикальных элементов теплообменника. Количество должно равняться числу отверстий. Очень аккуратно отмеряйте длину, разброс не должен превышать 1÷1,5 мм. Внимательно работайте болгаркой, трубы лучше прочно зафиксировать в тисках и пилить по одному шаблону.
Медные трубки
Шаг 6. Сточите концы труб под седловины, закругление должно равняться радиусу внешних стен труб верхнего и нижнего каркаса. Это довольно сложная операция, требует терпеливости и умения. Если у вас есть специальное приспособление – отлично, работы намного упрощаются, седловины будут очень точные, сварочные работы выполняются проще.
Готовый теплообменник
Приспособление для обрезки седловины
Обрезка седловины
Приспособление для обрезки седловины
Настоятельно советуем его приобрести, стоит такое устройство довольно дешево, а во время производства различных работ своими руками всегда пригодится. Пользоваться им можно не только для подготовки металлических деталей, они применяются и во время создания различных деревянных конструкций.
Пользоваться им можно не только для подготовки металлических деталей, они применяются и во время создания различных деревянных конструкций.
Обрезка седловины — фото
Если приспособления нет, придется потрудиться вручную. На каждом конце труб мелом нарисуйте контур седловины. Для этого лучше вырезать из плотной бумаги круг по диаметру трубы и прикладывать его поочередно с двух противоположных сторон торца. Контур нарисован? Берте в руки болгарку, ставьте на ней толстый диск по металлу и медленно и осторожно вытачивайте седловину. Постоянно проверяйте правильность контура трубой. По личному опыту скажем, что на подготовку седловин одной вертикальной трубы с двух сторон понадобится приблизительно 30 минут.
Трубки для теплообменника
На этом подготовительные работы по изготовлению трубчатого теплообменника закончены, можно приступать к сварке.
Сварка теплообменника
Для выбранной нами толщины труб варить следует электродом Ø 4 мм, отрегулируйте силу тока с таким расчетом, чтобы металл плавился, но не кипел.
Сварочный электрод
Проверьте правильность регулировок сварочного аппарата на ненужном отрезке, сделайте пробный шов, прогрейте торец электрода.
Шаг 1. Прихватите трубы к нижней половине каркаса. Устанавливайте их точно посредине высверленных отверстий, постоянно контролируйте вертикальность положения.
Важно. Прихватывайте вертикальные трубы швом длиной примерно 0,5 см, прихватка должны быть только с одной стороны. Во время остывания металла трубу поведет, выровняйте ее положение.
Шаг 2. После того как все вертикальные трубы прихвачены, поставьте сверху вторую половину каркаса теплообменника и начинайте в таком же порядке прихватывать к нему свободные седловины. Не кладите длинный шов, каждую трубу придется выравнивать.
Шаг 3. Все трубы с двух сторон каркаса прихвачены, их положение поправлено – можно класть прочный сплошной шов по всему периметру седловин. Работайте очень внимательно, постоянно очищайте шлак и проверяйте качество шва.
Сварка труб
Теплообменник сварен, можно устанавливать его в топку печи. Далее нужно подключить систему отопления помещений, как это делается – расскажем немного позже.
Вот трубчатый теплообменник, установленный вдоль одной стенки топливника
Как сделать электрический котел для бани своими руками
Комнаты отдыха или душевые в больших банях могут использоваться не только по субботам или воскресеньям, в них можно принимать гостей или мыться в любой день недели. Топить банную печь для таких случаев или не хочется, или нет возможности. Что делать? Изготовить отельное отопление этих помещений при помощи электрического котла. Его, кстати, можно подключить к системе удаленного управления и при выезде из города включать при помощи мобильного телефона или компьютера. За время пребывания в пути помещения прогреются до комфортных температур. Единственное условие – электрические сети и предохранительная арматура должна держать мощность не менее 10 кВт.
За время пребывания в пути помещения прогреются до комфортных температур. Единственное условие – электрические сети и предохранительная арматура должна держать мощность не менее 10 кВт.
Упрощенный электрический котел
Почему мы рекомендуем изготовить котел самостоятельно, а не приобретать готовый? Заводские агрегаты стоят очень дорого, на них установлено большое количество сложного дополнительного оборудования, ремонтировать которое невозможно. Кроме того, большие габариты котлов промышленного изготовления значительно ограничивают варианты их установки. Мы рассмотрим изготовления упрощенного котла, при желании его всегда можно оборудовать электронной аппаратурой для дистанционного управления.
Есть второй вариант – котлы можно увеличивать по мощности. Принципиальной разницы между ними нет. Конструкция позволяет добавлять тэны без больших усилий. Количество нагревателей ограничивается только максимально возможной нагрузкой электрических сетей. Регулирование мощности позволяет регулировать температуру внутренних помещений в более широких пределах.
Регулируемый электрический котел
Тэны устанавливаются каждый в отдельную трубу и последовательно соединяются между собой.
Конструктивные особенности самодельного котла
Для изготовления использована металлическая труба Ø 159 мм длиной 350 мм, с двух сторон приварены заглушки.
Заглушки на трубу
Вход и выход воды осуществляется металлическими трубами Ø 3/4″, нижняя заглушка имеет сливное отверстие, закрытое вентилем. Верхняя крышка имеет три муфты для установки электрических тэнов, диаметр муфт подбирается с учетом размеров резьбы тэнов. Мощность каждого нагревательного элемента 3 кВт. На верхней крышке вмонтирован предохранительный клапан для стравливания критического давления.
Предохранительный клапан
Тэны верхней компоновки, хотя все промышленные агрегаты имеют нижний монтаж нагревателей.
Почему мы изменили их расположение?
- Намного упрощается замена вышедших из строя нагревателей. В промышленных котлах приходится полностью сливать теплоноситель из системы, без потерь не обходится.
 Как мы уже упоминали, в качестве теплоносителей для обогрева бани нужно применять антифриз, выливать его на землю дорогое удовольствие.
Как мы уже упоминали, в качестве теплоносителей для обогрева бани нужно применять антифриз, выливать его на землю дорогое удовольствие. - Есть возможность быстро заменить перегоревший элемент без полного отключения системы отопления.
Расстояние между верхней крышкой и местом фиксации нагревателей нужно сделать минимальным, это исключит оголение тэнов воздушной подушкой во время нагревания. Все электрическое управление располагается в щитке рядом с котлом. На каждый нагреватель нужен свой автомат мощностью 3 кВт, общий вход питания через разъединитель.
Автоматические выключатели Siemens
Вход и выход теплоносителя имеют отдельные шаровые краны.
Важно. Перед заменой нагревателей котел должен полностью остыть. В противном случае теплоноситель будет под давлением и во время откручивания гаек может стать причиной ожогов.
Котел с тэнами крепится к стене кронштейнами и дюбелями. Он имеет небольшой вес, в заполненном теплоносителем состоянии примерно 5 кг, особых мер предосторожности во время фиксации принимать не стоит. Мощность нагревателей можно изменять в зависимости от объема обогреваемых помещений.
Мощность нагревателей можно изменять в зависимости от объема обогреваемых помещений.
Электрический котел отопления
Допускается установка специального электротехнического оборудования для контроля показателей температуры и давления теплоносителя. Это дает возможность задавать требуемые параметры и включение/выключение обогревателей будет выполняться самостоятельно.
После изготовления и проверки котла можно начинать работы по подключению обогревательных батарей.
Электрический котел отопления — фото
Система отопления с котлом — фото
Видео – Электрический котел своими руками
Как подключать радиаторы
В бане нужно обогревать максимум два помещения: комнату отдыха и душевую. Советуем использовать однотрубную байпасную систему, она в полной мере удовлетворяет технические условия, проста в монтаже и эффективна в пользовании, требует немного материалов и времени.
Однотрубная байпасная система отопления
Байпас в системе отопления
На схеме указано диагональное подключение радиаторов, но вы можете их подключать и в нижнем варианте: вход и выход располагаются на одном уровне у пола.
Каждый радиатор имеет запорную арматуру, что дает возможность регулировать температуру его нагрева. Если одна из батарей полностью отключена, то теплоноситель ко второй поступает через байпас. Практика показывает, что для душевой достаточно одной батареи, а в комнате отдыха желательно установить две. Холодно в душевой – и там поставьте два радиатора.
Байпас в радиаторе отопления
Важно. В обязательном порядке используйте расширительный бачок закрытого типа, это исключит испарение теплоносителя.
Закрытые расширительные бачки
Объем расширительного бачка следует подбирать с учетом объема теплоносителя. На сто литров теплоносителя нужен бачок объемом три литра. Используя эти данные, можете выбрать оптимальный вариант для своего конкретного случая.
Данная таблица поможет вам вычислить нужный объем бака
Расширительный бачок закрытого типа
Для того чтобы облегчить замену отопительных батарей, советуем установить запорную арматуру на входе и выходе. Закрыв два крана, вы полностью отключите радиатор от системы и можете заниматься его ремонтом, все остальные будут работать в обычном режиме. Воздух из системы удаляется при помощи кранов Маевского или обыкновенных спускных клапанов.
Кран Маевского
Несколько практических советов
Для исключения непродуктивных потерь тепловой энергии нужно изолировать котел. Обмотайте его фольгированной рулонной минеральной ватой, не оставляйте пропусков. Толщина ваты должна быть не менее 10 см.
Для расчетов мощности котла нет надобности пользоваться сложными формулами. Практика показывает, что для обогрева одного квадратного метра помещения в южных районах достаточно 100÷120 Вт, в северных районах понадобится примерно 150÷200 Вт. Исходя из этих данных подбирайте мощность тэнов.
Циркуляционные насосы на корпусе имеют маркировку с указанием диаметра присоединительной резьбы, максимальной высоты подъема, мощности, допустимой монтажной длины трубопроводов и каналов отопительных батарей. Подходите к выбору конкретной марки насоса внимательно, обращайте внимание на все его показатели и технические характеристики. Приобретайте насосы с запасом, не допускайте их работы на предельных значениях. Запас по мощности примерно на 30% увеличивает время эксплуатации оборудования в два раза.
Циркуляционный насос
Если вы планируете установить в твердотопливный котел теплообменник, то ни в коем случае не увеличивайте время сгорания топлива. Теплоотдача топлива за единицу времени может настолько уменьшиться, что температура нагрева теплоносителей будет недостаточной для обогрева помещений. Каждый может сделать котел и радиатор по собственным чертежам, заранее определить оптимальные параметры горения невозможно, придется идти опытным путем. Для того чтобы не возникало проблем уже во время эксплуатации котла для бани, делайте все элементы отопления с запасом по мощности.
Самодельный теплообменник
Теплообменник, изготовленный из чугунного радиатора
Источник
Как сделать котел для бани своими руками?
Наверное, сложно найти человека, которому бы не нравилось отдыхать в русской бане. Можно достаточно долго рассказывать обо всех ее достоинствах. Однако самый главный момент здесь – отдых, как душой, так и телом. Именно поэтому все больше владельцев частных или дачных домов оборудуют у себя на участке баню. И ничего удивительного в этом нет.
Как известно, в банях нужна высокая температура. Поэтому здесь особая роль отводится печке либо котлу. По сути, между ними нет особой разницы. Разве что печка выкладывается из кирпича, тогда как котел делается из металла. Между тем они выполняют одну и ту же задачу – нагревают воздух и воду. Здесь стоит отметить один момент. Для нагрева воды вполне можно установить и готовый котел – их выбор сегодня достаточно широк:
- газовые;
- твердотопливные;
- конденсационные;
- электрические;
- пиролизные.

Однако зачастую покупка готового котла является неоправданной тратой средств. Это оптимальный вариант для больших помещений, где нужно не только нагревать воду, но и отапливать комнату отдыха в зимний период. Поэтому многие отказываются от заводских изделий, предпочитая сделать котел для бани своими руками. Практика показала, что здесь нет ничего сложного. Естественно, вам понадобятся навыки работы с металлом, сваркой, и определенными инструментами. При полном отсутствии таковых экспериментировать, наверное, не стоит.
Читайте также: Как выбрать дровяной котел для отопления частного дома?
Для начала хотелось бы отметить один момент. Наверняка, все прекрасно понимают, что изготовить своими руками газовый или электрический котел для бани – это невероятно сложная задача. Поэтому наиболее оптимальный вариант – дровяной. Все дело в том, что именно твердотопливные котлы проще всего изготовить самому. Здесь можно использовать торф, паллеты, уголь. Впрочем, самый популярный вариант, как уже говорилось выше – котлы, работающие на дровах.
Итак, давайте посмотрим, как его можно сделать своими руками из металлической 200-литровой бочки, газового баллона или листового металла. Здесь нам понадобятся сварочный аппарат и болгарка. Один из вариантов – самодельный котел из двух бочек. Первая из них станет топкой, вторая – баком, в котором будет нагреваться вода. Порядок действий здесь следующий. Сперва удаляем у одной из бочек днище. С другой стороны нужно сделать отверстие под дымоходную трубу – длина последней должна быть такой, чтобы она выступала с обеих сторон бочки.
Далее вставляем трубу в отверстие, и закрепляем ее с помощью сварочного аппарата. При этом нам нужно, чтобы она была устойчивой. Для этого трубу необходимо укрепить с другой стороны – делается это с помощью металлических прутов или швеллеров. По сути, на этом процесс изготовления бака для нагрева воды готов. Однако нам еще нужно сделать топку, а также соединить две части котла между собой. Здесь сперва берем вторую бочку и вырезаем на ее боковой части прямоугольное отверстие, через которое, собственно, и будет загружаться топливо. Естественно, оставлять в открытом виде его нельзя. Значит, нужно приварить возле отверстия навесы, и установить дверку с ручкой. Ее вырезаем из металла по нужным нам размерам.
Естественно, оставлять в открытом виде его нельзя. Значит, нужно приварить возле отверстия навесы, и установить дверку с ручкой. Ее вырезаем из металла по нужным нам размерам.
Теперь вырезаем сверху круглое отверстие. Особое внимание уделите его размерам. Здесь нужно сделать так, чтобы после того, как вы поставите сверху бак для воды, дымоходная труба встала в проделанное отверстие ровно и плотно, без всяких зазоров. Наш котел практически готов. При желании в нижней части топки можно проделать дополнительное отверстие – поддувало. Однако данный момент уже полностью на ваше усмотрение.
Следующий вариант – котел для бани своими руками из ненужного газового баллона. В данном случае конструкция будет уже не вертикальной, а горизонтальной. Здесь нужна следующая последовательность действий. Сперва кладем баллон на бок, и привариваем к нему поперек корпуса две пластины – они будут служить ножками. После этого нужно срезать верхнюю часть баллона. Образовавшееся здесь отверстие станет топкой. Для того чтобы закрывать ее, необходимо вырезать из листового металла дверку и посадить ее на предварительно приваренные навесы.
Для того чтобы закрывать ее, необходимо вырезать из листового металла дверку и посадить ее на предварительно приваренные навесы.
Читайте также: Какую печь для бани лучше выбрать?
Далее нам предстоит проделать с другой стороны баллона отверстие, вложить в него дымоходную трубу соответствующего диаметра, и закрепить последнюю с помощью сварки. Теперь осталось только лишь приварить по бокам баллона листы металла. Делается это таким образом, чтобы они в итоге образовали бак. Здесь и будет нагреваться вода – как от жара из топки, так и благодаря высокой температуре дымоходной трубы. Как видим, конструкция действительно очень простая.
Ну и, наконец, последний вариант – прямоугольный котел для бани. Для его изготовления нам понадобится листовой металл толщиной не менее 4-х миллиметров и труба для дымохода. Наиболее оптимальный вариант – жаропрочная легированная сталь. Для помещения объемом 20 кубических метров рекомендованы следующие габариты вертикальной топки – 450 на 450 миллиметров и высотой 600 миллиметров.
Далее размечаем лист, и нарезаем заготовки с помощью болгарки. Также не забудьте приготовить дверцу для топки ребра жесткости. В последнем случае прекрасно подойдут оставшиеся в результате раскроя полосы. Теперь необходимо сварить корпус топки. Далее проделываем в передней части внизу прямоугольное отверстие для загрузки дров, а в крышке – круглое. Сюда мы затем вставим дымоходную трубу. Осталось лишь наварить ребра жесткости и установить дверцу топки, и прикрепить вверху борта для каменки.
Ну и несколько слов об особенностях монтажа. Дымоходную трубу следует делать прямой. Температура газов здесь довольно высокая, поэтому повороты негативно скажутся на ее прочности. Для котла потребуется сделать фундамент, например, из кирпича. Если поверхности стен в данном районе облицованы деревом, защитите их экранами из базальтовых материалов.
Ваш сварщик сертифицирован? — Регулирование ремонта котлов
Вероятно, вы не часто думаете о котлах в вашем доме. Пока он обеспечивает тепло и
Пока он обеспечивает тепло и
горячая вода, это почти вне поля зрения, вне разума. И когда котел действительно нуждается в ремонте, вы, вероятно, зависите от своей управляющей компании, чтобы принять меры, а затем сообщить, что ремонт был сделан и по какой цене. Но в наши дни ремонт котлов — это гораздо больше, чем кажется на первый взгляд. Интересная небольшая драма разворачивается вокруг недавнего принятия в городе государственного кодекса по ремонту сварных котлов, который называется R-Stamp, и того, что местные ремонтные компании делают (или не делают) для его соблюдения.
Закон о ремонте сварных котлов ясен. В соответствии с правилом 4 кодекса штата Нью-Йорк, подраздел 4-6 (Установка, ремонт и замена котлов системы отопления низкого давления), раздел 4-6.2: Ремонт заплат и сваркой должен выполняться в соответствии с подразделом 14-3 правила промышленного кодекса. 14. В этом кодексе говорится: «Ремонт котлов должен выполняться организацией, имеющей действующее свидетельство о разрешении на ремонт Национального совета или штата Нью-Йорк и/или действующее свидетельство о разрешении ASME [Американского общества инженеров-механиков].
Этот закон действовал в штате по крайней мере десять лет, но только в прошлом году город включил его в Устав города Нью-Йорка и Административный кодекс с целью обеспечения его соблюдения. Хотя на Нью-Йорк распространяются правила и положения штата, город из-за его размера в некоторых случаях считается отдельным муниципалитетом, и поэтому он имел право написать свой собственный кодекс ремонта сварки котлов.
Единственным требованием было, чтобы городской кодекс был не менее строгим, чем в штате. Действует с 19 июля96 городского кодекса, принятого Департаментом строительства, теперь требует, чтобы: Все сварочные ремонты котлов низкого давления выполнялись сертифицированными сварщиками, как того требуют Правила Промышленного кодекса штата Нью-Йорк…, и, Несоблюдение требования, касающиеся проверки котлов и сварочных работ, могут привести к выдаче уведомления о нарушении и соответствующему исполнительному производству.
Потенциальная бомба замедленного действия
Ричард Блазер, президент расположенной в Бронксе компании Atlas Welding and Boiler Repair, Inc. , одной из крупнейших и старейших котельных компаний в столичном регионе, организовал встречу в 1995 Национального совета инспекторов по котлам и сосудам под давлением, страховой компании Hartford (крупнейший страховщик котлов и оборудования в стране и в столичном регионе) и Департамента строительства города Нью-Йорка, чтобы призвать город включить в свой кодекс явные язык, регулирующий ремонт сварных котлов. Он преуспел.
, одной из крупнейших и старейших котельных компаний в столичном регионе, организовал встречу в 1995 Национального совета инспекторов по котлам и сосудам под давлением, страховой компании Hartford (крупнейший страховщик котлов и оборудования в стране и в столичном регионе) и Департамента строительства города Нью-Йорка, чтобы призвать город включить в свой кодекс явные язык, регулирующий ремонт сварных котлов. Он преуспел.
Неисправный котел подобен бомбе замедленного действия, говорит Блейзер. Он может вызвать пожар, а в худшем случае превратиться в ракету и нанести огромный ущерб и, возможно, привести к гибели людей. Я организовал встречу, потому что мы видели много нелицензионных ремонтов, и я не хотел ждать действительно тяжелой аварии, прежде чем город воспримет это как вопрос жизни, здоровья и безопасности.
Выполнение сварочных работ
В подавляющем большинстве жилых домов используются котлы низкого давления, к которым относится указанный выше код. Сварочный ремонт одного из этих котлов представляет собой ремонт, при котором вырезается дефектная сталь и вваривается новая сталь. ффб
Такой ремонт может быть необходим, например, когда сталь протекает из-за коррозии или старости. Эта общая категория сварочных ремонтов имеет клеймо R, которое является знаком качества, выдаваемым Национальным советом инспекторов по котлам и сосудам под давлением только тем компаниям по ремонту котлов, которые соблюдают обширный список требований контроля качества.
ффб
Такой ремонт может быть необходим, например, когда сталь протекает из-за коррозии или старости. Эта общая категория сварочных ремонтов имеет клеймо R, которое является знаком качества, выдаваемым Национальным советом инспекторов по котлам и сосудам под давлением только тем компаниям по ремонту котлов, которые соблюдают обширный список требований контроля качества.
Эти требования включают в себя то, что сертифицированная страховая компания или сертифицированный инспектор наблюдают и подписывают каждый ремонт; чтобы компания написала, обнародовала и обеспечила соблюдение внутреннего руководства по контролю качества, а также представляла его на рассмотрение каждые три года; чтобы компания ежегодно проходила аудит уполномоченной страховой компанией, включая (но не ограничиваясь) инспекционные визиты на текущие работы; что все сварщики компании проходят проверку на соответствие их работы как компании, так и национальным стандартам; и чтобы каждый ремонт, выполненный сертифицированным сварщиком, был отмечен номером R-штампа компании и датой ремонта.
Если я собираюсь сделать ремонт R, я должен обсудить это с инспектором, и он должен одобрить предложенный ремонт, объясняет Ричард Бергер, президент бруклинской группы по ремонту котлов. Затем, в ходе ремонта, он может захотеть посмотреть на работу, чтобы убедиться, что процедура выполнена правильно, что соединения сварены должным образом и что работа удовлетворяет его. Затем он проведет окончательную проверку и испытание котла под давлением, а также проверит материалы, которые вошли в документацию на котел. Вы должны быть уверены, например, что сталь прослеживается до мельницы и что все соответствует исходному коду, по которому был построен котел. Таким образом, когда вы даете кому-то отчет о санкционированном ремонте, подписанный инспектором, это гарантирует владельцу, что ремонт был выполнен в соответствии со стандартами Национального совета.
Блейзер добавляет: Я считаю R-штамп символом качества в том смысле, что люди, которые им обладают, подлежат строгому контролю качества. И сварщик, и компания должны быть сертифицированы. Компания должна быть сертифицирована и иметь определенные сварочные процедуры. Сварщик должен иметь квалификацию для каждой процедуры, и он может сваривать только процедуры, на выполнение которых он сертифицирован. Если сертифицированный сварщик уходит из сертифицированной компании, он перестает быть сертифицированным, особенно если он переходит в несертифицированную компанию, потому что он больше не работает под определенным контролем качества.
И сварщик, и компания должны быть сертифицированы. Компания должна быть сертифицирована и иметь определенные сварочные процедуры. Сварщик должен иметь квалификацию для каждой процедуры, и он может сваривать только процедуры, на выполнение которых он сертифицирован. Если сертифицированный сварщик уходит из сертифицированной компании, он перестает быть сертифицированным, особенно если он переходит в несертифицированную компанию, потому что он больше не работает под определенным контролем качества.
Реалистична ли R-Stamp?
Критики R-штампа утверждают, что установление и обеспечение соблюдения всех этих мер контроля качества требует много времени и денег для котельных компаний, которые им подчиняются. Во-первых, сертифицированные сварщики получают гораздо более высокую заработную плату. Существуют также значительные административные расходы, связанные с получением и поддержанием сертификата R-stamp. Эта повышенная стоимость ведения бизнеса должна где-то компенсироваться, поэтому она перекладывается на клиента и в некоторых случаях может добавить до 50 процентов к работе.
Если речь идет о капитальном ремонте, он обязательно должен быть выполнен компанией со штампом R и должен быть подписан уполномоченным инспектором, говорит Бергер. Но чтобы сделать небольшую заплатку за 1000 долларов, собирается ли владелец здания платить еще 500 долларов за лист бумаги? Я так не думаю.
Некоторые местные котельные не желают нести расходы на сертификацию R-stamp; и более того, они считают сам код бессмысленным. Вы по-прежнему будете сталкиваться с тем, что большинство ремонтов котлов выполняются компаниями без штампа R из-за высокой стоимости, говорит президент одной компании. Большинство владельцев зданий даже не знают, что нужно искать. Кроме того, в других штатах закон, регулирующий ремонт котлов сваркой, не такой строгий, как здесь. Руководитель другой котельной, также пожелавший остаться неназванным, соглашается, говоря: «Р-штамп у нас был, но повторно обращаться не собираемся». Это куча малярии. В любом случае, большинство компаний, у которых он есть, не соответствуют его критериям.
На эти возражения Бергер отвечает: Ребята, которые не хотят тратить fe8 d усилия и затраты на поддержание сертификации R-stamp скажут вам, что это бессмысленно. Но это не так. Это закон, и он гарантирует качественную работу. Если страховая компания увидит, что ремонт не отмечен штампом R, она может отменить страховку до тех пор, пока владелец не сделает все правильно. Бергер добавляет, что его клиенты получают работу более высокого качества, потому что у него есть сертификат R-stamp. Повышает уровень работоспособности. Конечно, есть владельцы, которые ищут только цену, и всегда можно найти кого-то, кто сделает это дешевле. Качество стоит дороже. Ваш котел — не место, чтобы срезать углы.
Цена несоответствия
Законом установлено, что предприятия по ремонту котлов, выполняющие Р-ремонт без сертификации, подлежат штрафу. А имущество, позволяющее производить ремонт несертифицированным компаниям, может пострадать от нарушений, штрафов, отмены страховки котла и потери права эксплуатации котла. Но закон еще не проверен. На самом деле, по словам Блейзера, в законе толком не сказано, кому оформляется нарушение: компании, выполняющей безсертификационный ремонт, или собственнику здания. Я сейчас в процессе получения городом разъяснений по этому поводу. Но зачем владельцу здания нанимать кого-то, кто не имеет квалификации для ремонта? Если сварной ремонт не сделан должным образом, то он не является конструктивно прочным, и это опасно. Зачем кому-то рисковать? Если ремонт, который вы сделали, является незаконным и несертифицированным, и об этом узнают нужные органы, вам все равно придется делать его снова. Собственники недвижимости и управляющие компании должны знать об этом.
Но закон еще не проверен. На самом деле, по словам Блейзера, в законе толком не сказано, кому оформляется нарушение: компании, выполняющей безсертификационный ремонт, или собственнику здания. Я сейчас в процессе получения городом разъяснений по этому поводу. Но зачем владельцу здания нанимать кого-то, кто не имеет квалификации для ремонта? Если сварной ремонт не сделан должным образом, то он не является конструктивно прочным, и это опасно. Зачем кому-то рисковать? Если ремонт, который вы сделали, является незаконным и несертифицированным, и об этом узнают нужные органы, вам все равно придется делать его снова. Собственники недвижимости и управляющие компании должны знать об этом.
Блазер указывает, что если вы посмотрите в Желтых страницах в разделе сантехники, там есть уведомление о том, что все сантехники должны иметь лицензию. Он работает с «Желтыми страницами» над тем, чтобы опубликовать аналогичное объявление в разделе, посвященном котлам и сварке. Вот насколько это важно, я думаю.
Г-жа Дершовиц является редактором The Cooperator.
Как сваривать чугун: полное руководство (с иллюстрациями)
Последнее обновление
Изображение предоставлено: CC0 Public Domain, Max Pixel
Для любого владельца чугунного станка сломать или взломать жизненно важный литой компонент — настоящий кошмар. Это может означать тысячи долларов на запасные части или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы умеете сваривать и готовы освоить новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Чугун является одним из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, хотя внутри он слабый. Поэтому знать, что вы делаете, важнее, чем когда-либо. Следование набору рекомендаций по сварке чугуна должно гарантировать, что ваши сварные швы не будут иметь трещин и что внутренняя прочность будет достаточной, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Серый чугун: Трудно свариваемый.
Белый чугун: Практически не поддается сварке.
Ковкий чугун: Поддается сварке, но редко, так как это сложный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ определить, какой тип чугуна требует сварки, — это обратиться к руководству по продукту или связаться с производителем, если это не указано на материале. Есть небольшая разница во внешнем виде свежих трещин на материале, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Еще одним хорошим вариантом является помощь опытного человека.
Еще одним хорошим вариантом является помощь опытного человека.
Выберите процесс сварки
После того, как вы определили, что материалом является серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки. Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или дуговой сварки могут без необходимости повредить части обрабатываемой поверхности, которые не подлежат сварке. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать экстремальный нагрев и охлаждение процессов электросварки, с ним легче поддерживать температуру компонентов.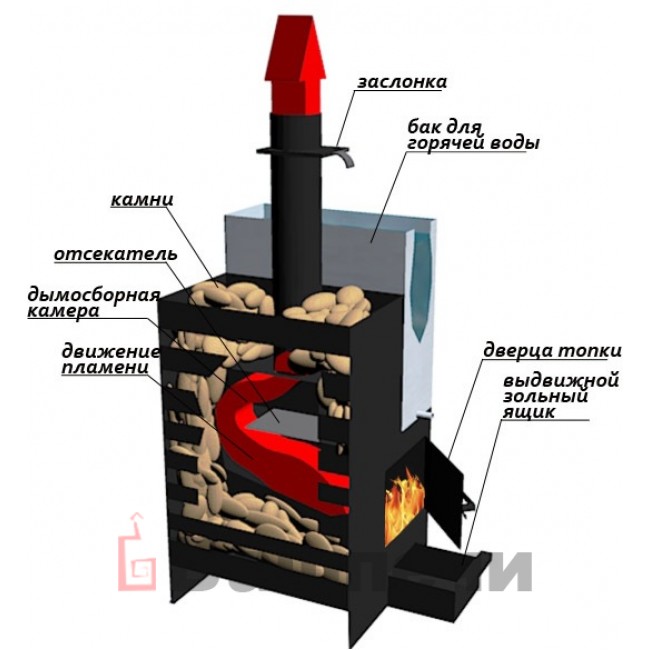
Пайка на самом деле не сварка, так как она не сплавляет металл, как сварка. Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Сварка электродом и сварка МИГ являются желательными вариантами с подходящими расходными материалами. Неправильный присадочный металл, скорее всего, приведет к растрескиванию, поэтому убедитесь, что вы знаете, что сварка чугуна — это правильный выбор.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, авиабаза Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые должным образом сваривают чугун. Большинство доступных сплавов, которые не были разработаны специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, так как он мягкий и поддается механической обработке. Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена и при сварке выглядит так же, как чугун. Он дает обрабатываемый сварной шов, хотя он намного тверже, чем сварные швы с 99% никеля. Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Чугун: этот тип стоит дешевле и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие свойства усадки. Он также не поддается механической обработке, так как затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет свойства так сильно с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Пайка бронзы: Вы можете использовать кислородно-ацетиленовую пайку или использовать стержни в сварочном аппарате TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
- См. также: Как отремонтировать кованое железо без сварки
Очистка и наждачная обработка поверхностей сварки
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, которые занимаются ремонтом или изготовлением чугунных изделий регулярно, всегда и только предварительно нагревают. Это лучший способ обеспечить внутреннюю прочность сварного шва, а не только отсутствие видимых трещин.
Медленное охлаждение
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так критичен. Помещение свариваемой детали в песок или теплую печь может помочь ей остыть медленно и более равномерно, чем если бы она лежала на столе. Иногда добиться этого сложнее, и вы все равно можете получить качественный сварной шов без чрезмерного увеличения времени охлаждения. Однако чем медленнее он остывает, тем лучше будет результат.
См. также: Сколько стоит сварка дифференциала? Цены и руководство
Заключение: Как сварить чугун
Сварка чугуна – непростая задача. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Обязательно выполните все необходимые шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего чугунного проекта. Если вы сделаете какие-либо сокращения, сварной шов, скорее всего, треснет или будет внутренне слабым и может не прослужить долго.
Мы надеемся, что вам понравится успешная сварка чугуна с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
- https://www.welding-advisers.com/Welding-ductile-iron.html
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_3.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
- https://weldingwire.
