
как спаять, правила и методы сварки
Содержание:
Инструменты для работы
Способы сварки полипропиленовых труб
Сварка в труднодоступных местах
Особенности пайки в углах
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
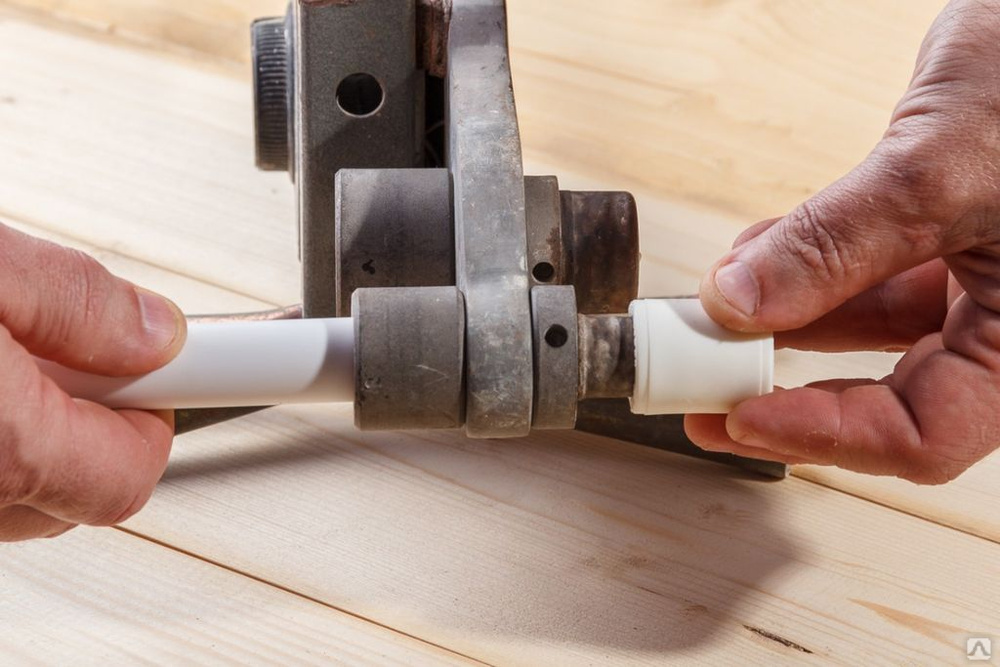
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм.
 Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством. - При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Как спаять трубу с водой
Пайка пластиковых труб, врезка или подключение к ним фитингов при неполном отключении воды технически невозможна. Требуется, хотя бы на короткое время, избавится от протечки, осушить место стыка и оперативно осуществить запланированную операцию.
Понадобится
Мы перекрыли воду в стояке, но она продолжает поступать, хотя давление отсутствует. Несмотря на это нам нужно к концу пластиковой трубы прочно и герметично закрепить муфту с металлическим сгоном.
Чтобы окончательно перекрыть воду, сделаем несложное приспособление. Для этого нам необходимо приготовить следующие предметы:
- болт с шестигранной головкой и удлиненным стержнем;
- шестигранную цилиндрическую насадку с битой;
- три резиновых поршенька от медицинских шприцов;
- стандартные гайки и шайбы;
- вентиль и т.
 д.
д.
Из инструментов понадобится: гриндер, дрель с концевой фрезой, гаечные ключи, ручная отвертка, паяльник для соединения пластиковых труб и сухая тряпка.
Процесс пайки трубы с водой
Вначале мы изготовим приспособление, а затем с его помощью перекроем воду и осуществим пайку и подключение.
Процесс изготовления приспособления
Подгоняем размер головки стандартного болта под цилиндрическую шестигранную насадку с битой на одном конце. Для этого обрабатываем ее на гриндере.
Из трех одинаковых медицинских шприцов извлекаем поршеньки и с помощью дрели с конечной фрезой просверливаем в них по центру отверстия.
Приступаем к сборке герметизирующего устройства.
Для этого на болт с уменьшенной головкой навинчиваем две гайки и контрим их относительно друг друга, вращая с помощью ключей на затяжку.
Надеваем на болт шайбу до упора в гайку, затем поочередно три резиновых поршенька и в конце затягиваем их еще одной гайкой. Причем, чем плотнее будет затяжка, тем больше станет диаметр герметизирующего пояска из поршеньков.
Процесс перекрытия воды и пайки
Вставляем уменьшенную головку болта в шестигранную насадку с битой и помещаем приспособление внутрь трубы.
Затем ручной отверткой проталкиваем его немного дальше по трубе, отмечаем это место и начинаем закручивать болт приспособления.
В результате герметизирующий поясок, сдавливаясь между гайками, начнет уменьшаться по длине, но зато увеличиваться в диаметре. Через некоторое время мы заметим, что вода из трубы перестанет вытекать.
Осушаем сухой тряпкой конец трубы и приступаем к пайке. Для этого паяльным аппаратом нагреваем конец трубы и муфту.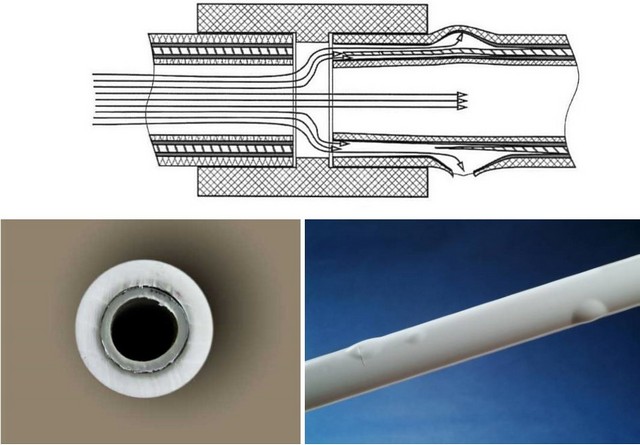 После некоторой выдержки, убираем паяльник и соединяем свариваемые элементы.
После некоторой выдержки, убираем паяльник и соединяем свариваемые элементы.
Дожидаемся затвердения стыка и отверткой раскручиваем приспособление внутри трубы.
О том, что это произошло, можно судить по появлению воды из сгона муфты. Остается лишь вытащить приспособление из трубы, обмотать сгон ФУМ-лентой, навернуть вентиль и перекрыть воду.
Смотрите видео
Сварка пластиковых труб | Главная
Сварка пластиковых труб | ДомПозвоните нам | +971 44569766
О нас
История компании.
Мы являемся компанией, специализирующейся на оборудовании, аксессуарах и услугах для сварки и монтажа пластиковых труб.
Трубы из полиэтилена высокой плотности и трубы из полипропилена являются нашими основными рынками сбыта. Мы продаем и сдаем в аренду лучшие машины на рынке: только американские и европейские товары.
Сварка пластиковых труб была создана компанией Mcelroy в 2018 году для обслуживания рынка Ближнего Востока. Мы находимся в Дубае. Наши клиенты проживают во всех странах Персидского залива. Нашими основными рынками являются ОАЭ, Абу-Даби и Дубай, Саудовская Аравия, особенно Даммам, Аль-Хобар, Эр-Рияд и Джедда. Кроме того, Оман, Катар и Кувейт важны для нас, поскольку у нас есть крупные клиенты.
Официальный дистрибьютор компаний Mcelroy (США), Advance Welding (Великобритания) и Plasson.
Сварка и монтаж пластиковых труб.
Продажа и аренда лучших машин.
Специальные машины для МООС и ОВиК.
Если вам необходимо установить сеть трубопроводов кондиционирования воздуха и у вас возникли проблемы со сроками доставки, у нас есть самые быстрые машины на рынке.
С нашими раструбными станками и инструментами мы можем сплавлять трубы в пять раз быстрее, чем кто-либо другой, сокращая человеческие ресурсы и экономя время и деньги. Кроме того,
Если вам необходимо выполнить вертикальную сварку стояков встык, наши специалисты сделают это за вас. .
Кроме того,
Если вам необходимо выполнить вертикальную сварку стояков встык, наши специалисты сделают это за вас. .
Подробнее
Что мы делаем
Почему выбирают нас
Все наши машины являются лидерами в своей области. По этой причине мы уважаем и соблюдаем все международные нормы и стандарты. ISO 21307, DVS 2207, ASTM F2620. Мы работаем с самыми расширенный регистратор данных для регистрации каждого соединения и подтверждения того, что мы соблюдаем правильную синхронизацию, давление и температуру в каждом соединении.
Подробнее
Качественные машины
Только американские и европейские машины.
Опыт
Более 15 лет на рынке пластиковых труб.
Сертифицированные техники
Наши партнеры постоянно обучают наш персонал, чтобы быть готовыми к любым требованиям.
Общение с клиентами
Расскажите нам, что вам нужно, и мы покажем вам, как это сделать лучше всего.
Подробнее
Наша статистика
Мы продаем и сдаем в аренду лучшие машины для соединения пластиковых труб. Мы можем работать с любыми полиолефиновыми трубами: PEX, ABS, PVDF, PVC… но наши самые обычные трубы это трубы HDPE и PPR.
Дополнительная информация
Мы верим в построение долгосрочных деловых отношений.
Позвоните нам, прежде чем приступить к монтажу труб, и вы увидите, как сократить свои расходы. у нас есть решение для вас, если вы работаете на рынке нефтяных месторождений, МООС, водораспределения, благоустройства, пожаротушения, HVAC или любое другое применение для трубопроводов.
Читать далее Связаться с нами
Отказы пластиковых сварных труб
Home›Insight › Отказы пластиковых сварных труб
- 23.
 11.2021
11.2021 - Понимание
Материалы, химия и биология
Джонатан EMM
Главный партнер
- +44 161 493 1860
- +44 7768 821 689
Электронная почта ME
Пластическая сварка. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Дело сделано?
Неудачный сварной стык между трубой и коленчатым фитингом в высотном офисном здании.Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для многочисленных применений, но одна из наиболее важных – это сварка пластиковых (полимерных) труб. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, для которого мы проводим расследование и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов мог быть выполнен успешно. Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенный взгляд на то, как делаются сварные швы пластмасс, описанный в первом абзаце этой статьи, верен. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, с помощью которых можно добиться размягчения пластиковых поверхностей двумя способами:
- Применение или создание тепла
- «Растворение» полимера на склеиваемой поверхности с помощью химического растворителя
Сварка пластмасс используется только с термопластичными полимерами (не термореактивными). Это означает, что свариваемые материалы будут размягчаться при высоких температурах и затвердевать при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Это означает, что свариваемые материалы будут размягчаться при высоких температурах и затвердевать при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
ОБЫЧНЫЕ МЕТОДЫ ТЕРМИЧЕСКОЙ СВАРКИ ПЛАСТИКОВ
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с помощью нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник использует нагретый инструмент (выделено выделено) для сварки труб между собой.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. Концы труб помещаются в электромуфтовый «сварной патрубок» или «хомут» (похожий на соединительный фитинг), который содержит тонкие металлические проволоки, нагреваемые электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам. Машина обрабатывает сварку автоматически, контролируя температуру и время.
Машина обрабатывает сварку автоматически, контролируя температуру и время.
По следующей ссылке показана электромуфтовая сварка в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): https://youtu.be/CIXvfBfrByw
Скоростная сварка наконечником: В этой технике сварщик использует ручной инструмент, визуально похожий на паяльник, для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Производится ремонт пластикового компонента. Инфракрасная/бесконтактная сварка: Во многом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали). Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала к суставу. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инжекционная сварка: Эти методы используются для крупных/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» струю (часто называемую «шариком») расплавленного полимера. в сварной шов. Экструзионная сварка обычно используется для сварки поверхностей больших и громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
КЛЮЧЕВЫЕ СООБРАЖЕНИЯ ДЛЯ УСПЕШНОЙ СВАРКИ ПЛАСТИКОВ
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании. Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
- Свариваемость: некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
- Выбор материалов: разнородные полимеры обычно плохо смешиваются. Для достижения успеха следует использовать одни и те же или очень похожие типы пластика.
- Подготовка поверхности: пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
- Место и условия сварки: затрудненный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку.
 Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
После выбора материалов и техники, а также планирования подготовки, условий и параметров, есть три основных фактора для достижения успешного сварного шва:
- Время: Необходимо дать достаточно времени для того, чтобы свариваемые поверхности достигли нужной температуры, чтобы можно было смешивать, а также для того, чтобы детали снова остыли.
- Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения.
 Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать. - Давление: Между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько сильное, чтобы сдавливать материал. вдали от рабочей зоны или повредить детали.
TYPICAL FAILURES OF PLASTIC WELDED JOINTS
Failures of plastic welded joints can be broadly categorised as:
- Cracks and cavities
- Inclusions
- Deformation
- Joint separations
Cracks and cavities : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем. Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. услуга.
Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. услуга.
Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считалось, вышла из строя из-за ESC, вызванного воздействием химического вещества в воде, которую несли трубы (после установки). Однако подобные отказы могут быть вызваны воздействием других химических веществ, например, используемых при сварке растворителем.
Включено: Означает «посторонние предметы», которые попадают в материал сварного шва при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Инородные частицы могут выступать в качестве концентрации напряжения и/или точек начала образования трещин, поэтому, если трубопровод подвергается воздействию напряжения во время эксплуатации, это может привести к механическому отказу (от перегрузки). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.
Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины, а также снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыков: Это один из наиболее распространенных типов отказов во всех трубопроводах, в том числе в тех местах, где они соединяются с помощью сварки пластика. Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда участок неисправного соединения был «раздавлен» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) остался целым, несмотря на то, что стенки трубы были прижаты «плашмя». Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
В другом примере разрыва стыка произошел отказ нескольких стыков в трубопроводе ABS, по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения полностью или частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
После исследования в этом случае было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как ABS, T g — это температура, выше которой материал из относительно твердого и жесткого превращается в мягкий, вязкий и «резиноподобный». На участках трубопровода, где температура воды была самой высокой, Т г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Отказы, подобные показанным выше, также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами.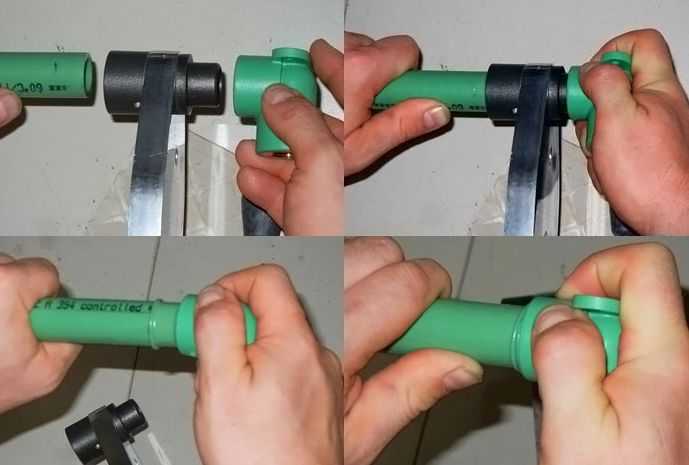 Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника приведут к разочарованию, а когда пластиковые сварные соединения выходят из строя, результатом часто становится очень липкое (и дорогостоящее) месиво! Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника приведут к разочарованию, а когда пластиковые сварные соединения выходят из строя, результатом часто становится очень липкое (и дорогостоящее) месиво! Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
ОБ АВТОРЕ
Джонатан Эмм (Jonathan Emm) — сертифицированный инженер по материалам, который исследует дефекты материалов в металлах, полимерах и композитах. Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары.