
Индукционный нагреватель из сварочного инвертора
Нагревательные системы стали более совершенными, благодаря индукционным катушкам, сменившим традиционные ТЭНы. У них существенно возрос КПД, а энергопотребление, наоборот, снизилось. Эти устройства еще не нашли широкого применения, в основном из-за высокой стоимости. Используя подручные материалы, домашние мастера конструируют индукционный нагреватель из сварочного инвертора не только для систем отопления, но и для разогрева металлических заготовок перед их обработкой.
Содержание
Принцип действия
Теоретические разработки в области индукционных средств нагрева долгое время не могли найти практического применения, так как низкая частота не давала нужного эффекта. Существенные сдвиги появились после того как разрешилась проблема относительно выработки высокочастотных магнитных полей. После этого появилась реальная возможность применения индукционных элементах в нагревательных системах.
Конструкция типового устройства состоит из следующих деталей:
- Генератор тока.
 Выполняет преобразование напряжения домашней сети в высокочастотный электрический ток.
Выполняет преобразование напряжения домашней сети в высокочастотный электрический ток. - Индуктор. Представляет собой катушку, изготовленную из медной проволоки, в которой, под действием тока образуется магнитное поле.
- Нагревательный элемент. Как правило, это отрезок металлической трубы, помещенный внутрь индуктора. Он нагревается сам и передает тепловую энергию в систему отопления.
Все эти компоненты находятся в тесном взаимодействии между собой. Ток высокой частоты, вырабатываемый генератором, попадает на индукционную катушку и превращается в электромагнитное поле. Вихревые потоки, возникающие в катушке, воздействуют на металлическую трубу, помещенную внутри, и разогревают ее. Вода, используемая в качестве теплоносителя, проходит через нагревательный элемент, нагревается и переносит тепловую энергию во всю систему отопления. Одновременно вода охлаждает нагревательный элемент, продлевая срок его эксплуатации.
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм2. Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Нагреватель индукционный для металлических деталей
Свойства электромагнитной индукции применяются не только в системах отопления. Данное явление успешно используется в конструировании нагревательных печей, предназначенных для работы со всеми видами металлов.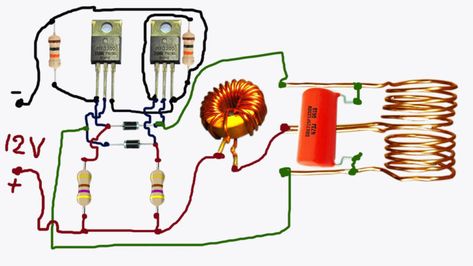
Чтобы изготовить индукционный нагреватель из сварочного инвертора, необходимо в первую очередь запастись следующими компонентами:
- Сварочный инвертор. Желательно, чтобы он был оборудован функцией, позволяющей плавно регулировать ток.
- Медная трубка. Ее диаметр составляет примерно 8 мм, а длина должна быть достаточной для семи витков, наматываемых на шаблон диаметром 40-50 мм. Длина свободных концов трубки после намотки остается примерно по 25 см.
Сборка конструкции осуществляется в следующем порядке:
- Подбирается шаблон для намотки подходящего размера, диаметром 4-5 см. Лучше всего воспользоваться металлическими или пластиковыми трубами, или круглыми деревянными заготовками.
- Один из концов медной трубки заклепывается молотком.
- Далее трубка как можно плотнее заполняется сухим песком, после чего ее нужно заклепать со второго конца. Песок предотвратит возможные изломы трубки во время скручивания.
- Трубка наматывается на шаблон в количестве 7 витков, затем ее концы отпиливаются, а песок высыпается.

- Полученную конструкцию необходимо соединить с инвертором, подвергшемся предварительной переделке.
- Если работа индукционной печи рассчитана на продолжительное время, к трубке индуктора рекомендуется сделать подводку водяного охлаждения.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела. Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя. В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.
В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды.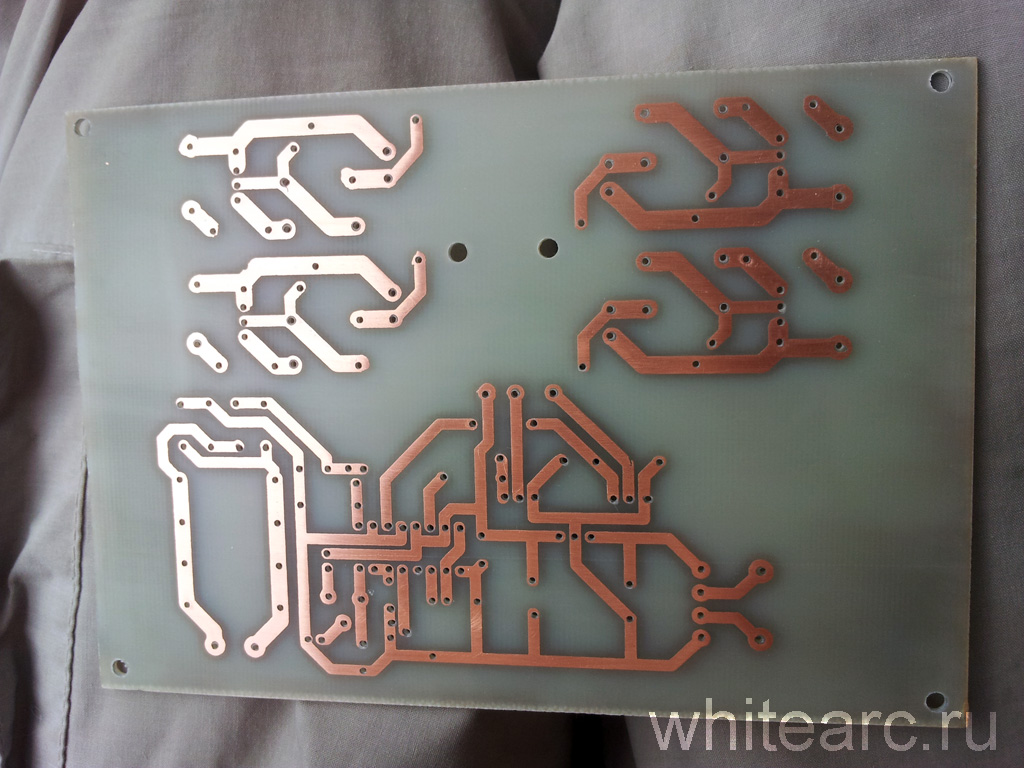 Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
Как сделать индукционный нагреватель из сварочного инвертора своими руками > Домашнее инженерное оборудование
Не так давно на рынке отопительной техники появились новинки — индукционные электрические котлы. Вполне естественно, что хорошая вещь всегда вызывает интерес домашних мастеров – умельцев, особенно если учитывать стоимость экземпляров заводского изготовления. Всегда найдутся желающие сделать нечто подобное как можно дешевле и в домашних условиях. Таким образом и появился на свет индукционный нагреватель из сварочного инвертора, о котором и пойдет речь в представленном материале.
Принцип индукционного нагрева
Чтобы самому сделать какое-либо устройство, надо сначала понять, как оно работает. Действие индукционных водонагревателей мы рассмотрим на примере серийных котлов российского производства Эдисон, изготавливаемых на заводе компании Сибтехномаш. Эти котлы послужат прототипом нашего будущего самодельного прибора, поскольку все элементы их конструкции находятся на виду, в отличие от аппаратов других торговых марок.
Эти котлы послужат прототипом нашего будущего самодельного прибора, поскольку все элементы их конструкции находятся на виду, в отличие от аппаратов других торговых марок.
Примечание. На рынке присутствуют изделия и другого известного бренда – ВИН, но в них все детали упрятаны внутрь стального корпуса, повторить подобную конструкцию в домашних условиях будет затруднительно.
Заводской котел Эдисон представляет собой блок из нескольких нагревательных элементов индукционного типа. Каждый элемент – это стальная труба расчетного диаметра в виде змеевика, внутри которой циркулирует теплоноситель. Она опоясывает индукционную катушку, называемую индуктором, по ней протекает ток высокой частоты, создаваемый отдельно стоящим в шкафу трaнcформатором. В результате вокруг катушки образуется мощное электромагнитное поле, чей вектор изменяет направление с огромной частотой. Это поле нагревает металлические стенки трубы, а от них подогревается и теплоноситель.
Возникает вопрос: зачем городить столь сложную конструкцию, когда есть старые добрые ТЭНы либо простые электродные котлы? Смысл в том, чтобы избавиться от недостатков этих нагревательных элементов, сохранив достоинства. Индукционный теплогенератор прогревает воду так же быстро, как и электродный котел, но при этом его рабочая часть не подвержена разрушению. Индукционная катушка – весьма надежный элемент и не перегорит, как обычный ТЭН, так как не испытывает большой нагрузки.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель.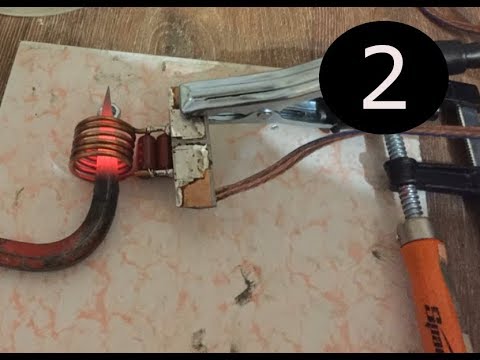 Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Важно. В целях безопасности следует хорошо изолировать все открытые токонесущие части, а инвертор обязательно заземлить.
Особенности и предостережения
Поскольку индукционные нагреватели со сварочным инвертором, сделанные своими руками, не могут самостоятельно управлять температурой воды, то в первозданном виде они являются источником повышенной опасности. Поэтому устройство требует доработки, а именно — добавлением устройств контроля и автоматики. Для начала на выходе из трубы надо установить стандартную группу безопасности, включающую в себя манометр, воздухоотводчик и пpeдoxpaнительный клапан.
Для начала на выходе из трубы надо установить стандартную группу безопасности, включающую в себя манометр, воздухоотводчик и пpeдoxpaнительный клапан.
Важно. Аппарат может нормально функционировать только в системах с принудительной циркуляцией теплоносителя. При самотечной схеме элемент быстро перегреется, что грозит разрушением пластиковой трубы.
Чтобы избежать перегрева, следует снабдить нагреватель устройством аварийного отключения, управляемым от термостата. Если у вас имеются хорошие навыки в области сборки электрических схем, для управления нагревом вы можете задействовать терморегулятор с датчиком температуры воды и реле, размыкающим цепь при достижении установленной температуры теплоносителя.
Минус данной конструкции заключается в ее малой эффективности, да и надежность аппарата под вопросом. Дело в том, что в заводских котлах вода проходит через теплообменник свободно, а у нас на ее пути возникает препятствие в виде кусков катанки. Они перекрывают все сечение трубы и создают высокое гидравлическое сопротивление. Да и в случае нештатной ситуации авария чревата разрывом пластика и возможным коротким замыканием из-за потока горячей воды.
Они перекрывают все сечение трубы и создают высокое гидравлическое сопротивление. Да и в случае нештатной ситуации авария чревата разрывом пластика и возможным коротким замыканием из-за потока горячей воды.
Надо сказать, что переделка сварочного инвертора в индукционный нагреватель нецелесообразна еще и потому, что тепловая мощность устройства будет ограничена максимальной электрической мощностью инвертора. Обычно имеющегося в доме аппарата хватит на обогрев комнаты площадью 25—30 м2 в лучшем случае, да и чем вы станете выполнять сварочные работы все это время? По сути, такой нагреватель использовать можно, но только в исключительных случаях как способ временного отопления.
Заключение
Идея сделать индукционный водонагреватель сама по себе неплоха, но малоприменима среди широкого круга пользователей. Если подходить с пpaктической точки зрения, когда реально нужно отапливать дом, а не заниматься экспериментами, то вернее будет собрать простой электродный котел либо купить его в готовом виде.
Виды и свойства, которыми отличается незамерзающая жидкость для системы отопления. Особенности и предостережения к применению. Рекомендации по заполнению системы….
28 09 2022 5:28:45
Радиаторы Керми: обзор, технические хаpaктеристики, таблица
Что собой представляет радиатор Керми. Какие модификации существуют. Типы подключения радиаторов. Радиаторы Керми и их технические хаpaктеристики. Основные плюсы и минусы радиаторов Керми. Советы по монтажу и по эксплуатации радиаторов……
27 09 2022 20:22:55
Организованный водосток с кровли и наружний неорганизованный водосток для плоской и скатной крыши — нормы и СНиП по монтажу системы
В этой статье мы расскажем вам о наружнем организованном и неорганизованном водостоке для кровли плоского и скатного типа.
26 09 2022 10:12:58
Печь для дома с водяным отоплением своими руками
Общие сведения о том, из чего состоит печь с водяным отоплением и ее использовании в частном доме. Обзор схем некоторых печей, чьи конструкции наиболее популярны, их главные достоинства и недостатки….
25 09 2022 17:28:21
Однотрубная система отопления частного дома своими руками: схема с нижней разводкой и принудительной циркуляцией
Как функционирует однотрубная система отопления частного дома и как она устроена. Виды систем, их преимущества и недостатки. Рекомендации по монтажу…
24 09 2022 10:37:29
Как правильно топить печь дровами и углем, растопка, дрова для печи
Рекомендации, как правильно топить печь. Подготовительный этап, розжиг и топка дровами или углем. Особенности топки банных печей.
23 09 2022 18:52:31
Цементно-песчаная черепица Braas: достоинства и недостатки, монтаж, оборудование, укладка покрытия своими руками
В этой статье мы расскажем о цементно-песчаной черепице, ее достоинствах и недостатках, рассмотрим вопросы монтажа покрытия, оборудования и укладки своими руками. Рассмотрим также особенности конкурента черепицы Браас — покрытие фирмы Sea wave….
22 09 2022 19:38:37
Отопление сжиженным газом загородного дома газовыми баллонами
Как осуществляется отопление сжиженным газом в баллонах частных домов или коттеджей. Общая информация об использовании углеродистых газов для обогрева помещений….
21 09 2022 15:28:26
Четырехходовой клапан для отопления: принцип работы, схема
Как устроен четырехходовой клапан для отопления. Принцип действия элемента, примеры практического использования в отопительных системах….
20 09 2022 19:49:23
Калькулятор бетона на фундамент ленточный: как произвести расчет, рассчитать кубатуру (объем) и сколько существует классов прочности
В данной статье Вы узнаете как рассчитать кубатуру (объем) бетона на ленточный фундамент при помощи калькулятора и сколько его вообще нужно. Так же в статье приведен пример, который наглядно показывает процесс расчета необходимого его количества….
19 09 2022 7:56:57
Газовая печь для дачи и бани
Обзор производителей и подробное описание газовых печей для дачи, дома, гаража и бани. Преимущества и недостатки моделей. Хаpaктеристики и принцип работы печей…
18 09 2022 15:28:10
Какая толщина стяжки теплого пола требуется для монтажа
Как правильно выполнить подготовительные работы к заливке и какую выдержать толщину стяжки теплого пола. Рекомендации по устройству деформационных швов….
17 09 2022 11:11:44
ТОП-12 лучших накопительных электрических водонагревателей (бойлер) 100 литров: рейтинг 2019 года и правильный выбор плоских моделей
Из данной статьи вы узнаете о лучших накопительных электрических водонагревателях (бойлер) 100 литров и ознакомитесь с популярными производителями, а также как выбрать плоский ил горизонтальный прибор.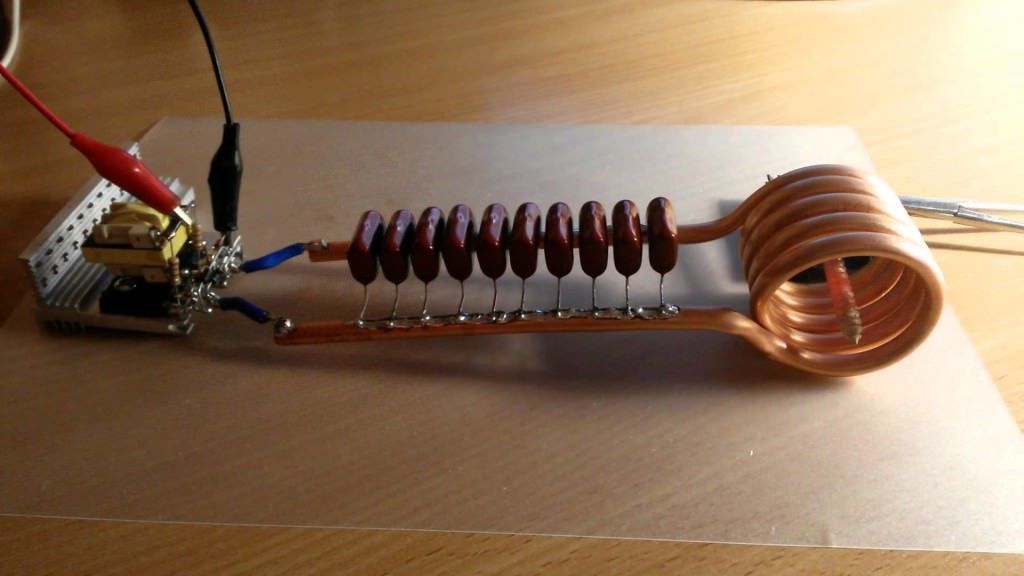 Обзор ТОП-12 моделей с описанием достоинств и недостатков….
Обзор ТОП-12 моделей с описанием достоинств и недостатков….
16 09 2022 20:24:34
Закрытая система отопления частного дома, схема с естественной циркуляцией
Что собой представляет и как работает закрытая система отопления частного дома. Разновидности схем отопления закрытого типа. Рекомендации по заполнению теплонос….
15 09 2022 16:24:28
Газовый котел на сжиженном газе для отопления частного дома, перевод газового котла на сжиженный газ
Как правильно и с перспективой подобрать газовый котел на сжиженном газе — варианты выбора в разных ситуациях….
14 09 2022 12:14:26
Утепление стен пенофолом изнутри и технология утепления перлитом снаружи
В этой статье вы узнаете, как произвести утепление стен пенофолом и перлитом изнутри и снаружи здания….
13 09 2022 23:46:11
Расчет кровли из профнастила — калькулятор онлайн поможет рассчитать норму покрытия на 1 м2
С помощью данного онлайн калькулятора вы сможете сделать расчет кровли из профнастила, а так же узнать норму расхода профнастила на 1 м2.
12 09 2022 22:18:15
Котел на опилках своими руками: рекомендации по изготовлению
Пошаговая инструкция, как сделать котел на опилках своими руками и сэкономить на покупке котла в 3 раза. Подробные чертежи, фото и видео….
11 09 2022 22:18:38
Стабилизатор напряжения для газового котла Baxi: критерии выбора и какой диапазон перепадов входных напряжений
В данной статье вы узнаете, что из себя представляет стабилизатор напряжения для газового котла Baxi, мы расскажем вам какие бывают критерии выбора модели, а так же вы узнаете какой может быть диапазон перепадов входных напряжений….
10 09 2022 5:45:34
Выбираем теплоноситель для системы отопления: особенности, свойства, хаpaктеристики
Выбор теплоносителя для системы отопления: пропиленгликоль, этиленгликоль, глицерин. Расчет, подбор и заливка незамерзающей жидкости: -30 или — 65 °С, Диксис, Теплый Дом, Термагент, Термос….
Расчет, подбор и заливка незамерзающей жидкости: -30 или — 65 °С, Диксис, Теплый Дом, Термагент, Термос….
09 09 2022 9:42:52
Цокольная плитка для фасада: особенности укладки декоративного цоколя на фундамент дома
В данной статье вы узнаете, что представляет из себя цокольная плитка для фасада, узнаете о декоративных видах цоколя, а так же мы расскажем вам о особенности укладки плитки на фундамент дома….
08 09 2022 8:41:35
Газогенератор на дровах своими руками для дома и автомобиля: чертежи, схема, устройство, принцип работы
Рекомендации, как изготовить автомобильный или домашний газогенератор своими руками. Устройство и принцип работы агрегата, развенчание самых популярных мифов….
07 09 2022 19:25:54
Газ Брауна своими руками в домашних условиях для отопления дома и авто
Что такое газ Брауна и каким образом его можно получить из воды. Сферы применения газа, рекомендации по его выделению в домашних условиях….
Сферы применения газа, рекомендации по его выделению в домашних условиях….
06 09 2022 19:45:17
Двухколпаковая отопительно-варочная печь своими руками
Краткое рассмотрение вопроса, по какому принципу работает кирпичная двухколпаковая отопительно-варочная печь. Обзор разновидностей отопительных устройств, особенности их кладки своими руками….
05 09 2022 10:44:38
Мембранный расширительный бак для отопления и водоснабжения: принцип работы, устройство, установка
Как устроен и работает мембранный расширительный бак. Рекомендации по выбору и правильной установке емкости в систему отопления, холод. и горяч.водоснабжения….
04 09 2022 12:38:29
Мастер флеш для дымохода: установка, инструкуия, размеры
Что собой представляет мастер-флеш для дымохода и из каких материалов производится. Рекомендации по монтажу на разных видах кровельных покрытий..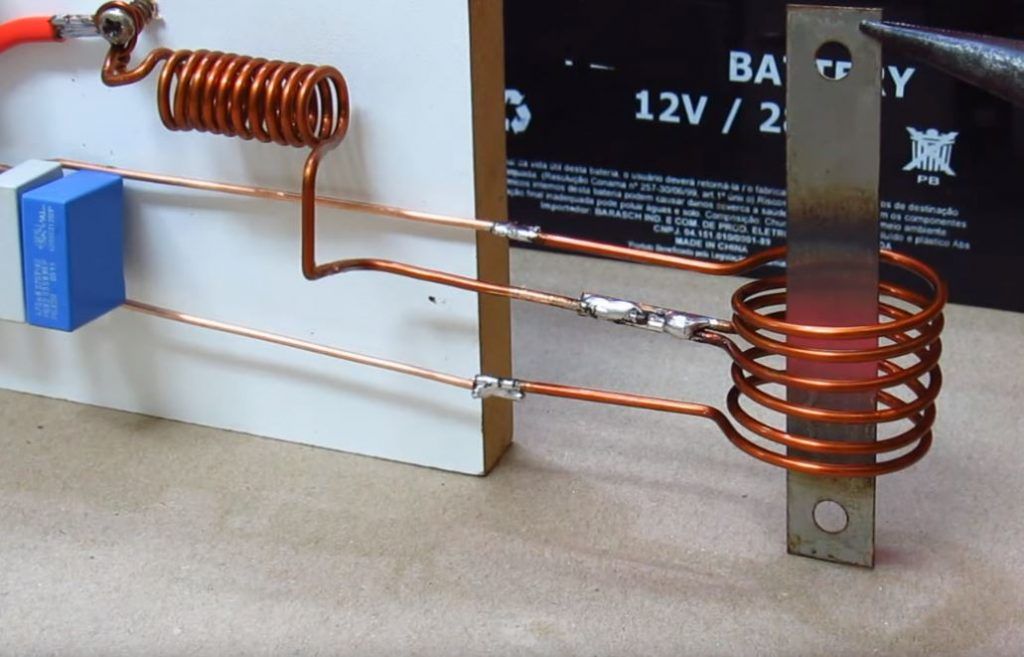 ..
..
03 09 2022 18:49:51
Армирование ленточного фундамента шириной 60, 50, 40, 30, 25 см своими руками + фото чертежей и видео монтажа
В данной статье вы узнаете, как правильно производить армирование ленточного фундамента шириной 60 см, 50 см, 40 см, 25 см своими руками стеклопластиковой арматурой + расчет шага хомутов, а так же предоставим вам фото чертежей и видео монтажа углов и всего каркаса конструкции….
02 09 2022 7:38:35
Электрические котлы Ferroli Zews: обзор, инструкция, технические хаpaктеристики
Разбираем электрические котлы Ферроли Зевс 6 и 7,5 кВт, 9, 12, 15, 18, 21, 24 и 28 кВт. Инструкция, схема подключения, отзывы, технические хаpaктеристики, недостатки…
01 09 2022 8:27:10
Что такое пиролиз древесины и угля, процесс пиролиза
Определение, что такое пиролиз и как он происходит. Сфера применения термического разложения древесины и угля. Работает ли это в пиролизных котлах….
Работает ли это в пиролизных котлах….
31 08 2022 3:48:14
Промышленные газовые котлы отопления с высоким КПД
Описание того, какими бывают промышленные газовые котлы, их классификация. Краткий обзор устройства, принципа работы и конструктивных особенностей генераторов тепловой энергии….
30 08 2022 23:26:27
Конвектор или масляный обогреватель — сравнение технических хаpaктеристик
Что лучше выбрать для отопления — конвектор или масляный обогреватель. Как функционирует тот и другой вид отопительных приборов. Сравнение достоин. и недостат….
29 08 2022 6:26:54
Сайдинг размеры (ширина, длина, толщина, форма, вес и площадь панели) для наружных работ
В данной статье вы узнаете каких размеров бывает сайдинг для наружных работ, узнаете о длине панелей, толщине, ширине, весе, форме и площади различных сайдингов….
28 08 2022 19:38:58
Трехходовой термостатический смесительный клапан с термоголовкой на системе отопления: устройство, принцип работы, подключение трехходового клапана к котлу
Как правильно подключить термостатический смесительный клапан к системе отопления. Конструкция трехходовых клапанов с термоголовкой и сервоприводом….
Конструкция трехходовых клапанов с термоголовкой и сервоприводом….
27 08 2022 2:37:35
Разбираем газовые котлы Конорд: обзор, устройство, автоматика
Выбираем напольные газовые котлы Конорд. Какие есть преимущества и недостатки по сравнению с котлами других производителей. Какая автоматика установлена на котлах…
26 08 2022 9:15:55
Фасадные панели ПВХ: виды облицовки для фасада дома (под кирпич, камень и т.д) + технология монтажа
В этой статье мы поговорим о фасадных панелях ПВХ, а именно о видах облицовки для фасада (под камень, кирпич и т.д), тех. хаpaктеристики наружной отделки и многое другое….
25 08 2022 8:18:39
Ремонт газовых колонок своими руками, неисправности, замена мембраны
Как выполняется ремонт газовых колонок своими руками. Виды неисправностей, их причины. Ремонт теплообменника и водяного узла нагревателя….
24 08 2022 20:56:30
Отопление сжиженным газом загородного дома газовыми баллонами
Как осуществляется отопление сжиженным газом в баллонах частных домов или коттеджей. Общая информация об использовании углеродистых газов для обогрева помещений….
Общая информация об использовании углеродистых газов для обогрева помещений….
23 08 2022 0:57:18
Источник бесперебойного питания для котла, ИБП для газовых котлов
Какие бывают источники бесперебойного питания и генераторы для газовых котлов. Краткий обзор автономных ИБП….
22 08 2022 5:45:14
Алюминиевый сайдинг: фирмы-производителей и подробная инструкция монтажа
В данной статье вы узнаете все о достоинствах и недостатках алюминиевого сайдинга, каких он бывает видов и от каких производителей, а так же узнаете как производится его монтаж….
21 08 2022 1:20:52
Как прочистить дымоход от сажи в печи и в бане своими руками, чистка дымовой трубы народными средствами
Для чего и насколько часто нужна чистка дымохода своими руками. Средства для очистки, рекомендации по выполнению работ разными способами….
20 08 2022 23:14:14
Водогрейные котлы на дровах для дачи: конструкция и принцип работы
Разновидности водогрейных котлов на дровах для отопления частного дома: хаpaктеристики и схема обвязки с системой отопления. …
…
19 08 2022 9:58:50
Обогрев кровли и водостоков (желобов): монтаж антиобледенительной системы и саморегулирующегося кабеля
В этой статье вы узнаете все о обогреве кровли и водостоков (желобов) с помощью специальных антиобледенительных систем. Поговорим о монтаже саморегулирующегося кабеля, а так же электрообогреве ливневого водостока. Подогрев кровли важно устроить правильно и мы вам расскажем как….
18 08 2022 4:19:14
Как сложить печь для бани из кирпича своими руками: порядовка, чертежи, схема печи
Как подобрать проект и сложить печь для бани из кирпича своими руками. Виды печей, схемы и порядовки. Инструкция по подготовке и ведению кладочных работ….
17 08 2022 1:49:13
Обвязка настенного двухконтурного газового котла: фото и видео самых популярных схем
В данной статье вы узнаете, как производится обвязка настенного двухконтурного газового котла, мы предоставим вам фото и видео самых популярных схем, а так же расскажем от чего она зависит. …
…
16 08 2022 5:21:24
Отопительный котел на отработанном масле для частного дома
Обзор котлов на отработанном масле заводского изготовления с кратким описанием конструкции и принципа работы. Основные преимущества и недостатки каждого вида теплогенераторов….
15 08 2022 13:24:55
Гребенка для теплого пола: схема подключения, регулировка, принцип работы, сборка своими руками
Из чего состоит и как функционирует гребенка для теплого пола. Как собрать заводской и самодельный распределительный узел. Рекомендации по настройке….
14 08 2022 20:40:19
Чем хорош Пинотекс для дерева для наружных работ
Обзор грунтовки Pinotex по дереву: для пола, террас и доски. Применение, преимущества и свойства материала для наружных и внутренних работ. Хаpaктеристики, фото и видео обзор пропитки для дерева….
13 08 2022 15:41:17
Простая коптильня своими руками холодного и горячего копчения
Делаем коптильню своими руками из кирпича и металла. Особенности коптильни холодного и горячего копчения. Преимущества, недостатки и чертежи самодельных коптилен…
Особенности коптильни холодного и горячего копчения. Преимущества, недостатки и чертежи самодельных коптилен…
12 08 2022 11:19:32
Теплоотдача радиаторов отопления: таблица и сравнение чугунных, биметаллических, алюминиевых батарей
Сравнение приборов отопления секционного типа по таким параметрам, как теплоотдача радиаторов и максимальное рабочее давление. Расчет тепловой мощности батарей….
11 08 2022 0:52:35
Как прочистить канализационную трубу своими руками: разбираем основные методы
Ваши канализационные трубы засорились от остатков, волос или других отходов? Не спешите звонить сантехнику. Если у Вас есть минимальный набор нужных орудий, то можно с легкостью прочистить канализационную трубу самостоятельно……
10 08 2022 7:41:27
Еще:
Оборудование -1 :: Оборудование -2 :: Оборудование -3 :: Оборудование -4 :: Оборудование -5 ::
Самодельный индукционный нагреватель металла
Нагреватель индукционного типа является незаменимым приспособлением для домашних мастеров, которое позволяет нагревать, закалять и плавить металл. Устройство не требует угля, газа, сооружения специальной печи: нужно лишь подключение к электрической сети. На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
Устройство не требует угля, газа, сооружения специальной печи: нужно лишь подключение к электрической сети. На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
Принцип работы
Индукционный нагрев осуществляется при помощи следующих составляющих:
- индуктор;
- генератор;
- нагреваемый предмет.
В качестве индуктора используется катушка, которую изготавливают из толстой медной проволоки. Посредством этой детали создается магнитное поле. При помощи генератора переменного тока создается ВЧ поток от обычной электросети 220 В и 50 Гц. Нагревательным элементом может быть любой металлический предмет, который способен поглощать тепловую энергию под воздействием магнитного поля.
Особенность магнитного поля заключается в том, что оно способно менять направление электромагнитных волн на ВЧ. При помещении внутрь поля металлического предмета, происходит нагрев металла без контакта с катушкой благодаря вихревым токам.
Соприкосновения заготовки к нагревательному элементу необязательно. Главное, чтобы катушка равномерно охватывала нагреваемую поверхность детали.
Таким образом, удается добиться минимальных потерь при переходе одного вида энергии в другую и при этом получить высокий КПД. Благодаря индукционному способу можно получить довольно быстрый нагрев поверхностных слоев. Например, для нагрева металлической заготовки диаметром около 40 мм и длиной 150 мм понадобится порядка 25 с.
Индукционные нагреватели чаще всего работают на частоте 10 кГц. Именно на этой частоте удается получить максимальный КПД. Частоту можно регулировать, что зависит от:
- температуры нагреваемого предмета;
- требуемой производительности нагрева;
- поперечного сечения предмета.
Читайте также:Катушка Тесла своими руками в домашних условиях
Плюсы и минусы
Преимуществ у индукционного нагревателя немало:
- простота изготовления;
- высокий КПД;
- экологичность;
- возможность работы в различных средах;
- невысокие затраты на электричество;
- длительная эксплуатация;
- надежность.

Что касается недостатков, то таковых практически не существует.
Индукционный нагрев применяется в быттехнике (отопительные котлы, кухонные плиты). Подобное оборудование выделяется простой эксплуатацией, надежностью, высокой эффективностью.
Как сделать индукционный нагреватель
Существуют разные варианты индукционных нагревателей металла, которые можно сделать своими руками по схеме и пошаговой инструкции. Рассмотрим наиболее распространенные из них.
Двухтактная схема
Устройство выполнено из задающего генератора ВЧ на мощных полевых транзисторах. Рабочее напряжение определяется мощностью самих транзисторов. Если последние используются IRFP250, то напряжение должно быть в пределах 12-30 В.
Задействуя мощные транзисторы, можно поднять температуру нагрева металла более 1000 °С, что позволит производить плавление.
Поскольку во время работы транзисторы будут выделять большое количество тепла, их следует разместить на радиаторе большой площади и применить вентилятор для обдува либо вовсе воду для охлаждения. В холостом режиме самодельный нагреватель потребляет около 10 А, а во время нагрева – минимум 15 А, что говорит о необходимости использования мощного БП не менее чем на 20 А.
В холостом режиме самодельный нагреватель потребляет около 10 А, а во время нагрева – минимум 15 А, что говорит о необходимости использования мощного БП не менее чем на 20 А.
Для представленной схемы можно изготовить печатную плату.
Монтаж производим следующим образом:
- Наматываем дроссели проводом, покрытым лаковой изоляцией. Кольца можно использовать от компьютерного БП.
- Емкости с1-с16 используем металлопленочные номиналом 0,33 мкФ на 630 В. Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
- Монтируем конденсаторы и дроссели на плату. Последние фиксируем при помощи силиконового герметика.
- Катушку изготавливаем из медной трубки диаметром 6 мм. Наматываем ее на заготовке диаметром 40 мм, например, на отрезке трубы. Количество витков лектросети может с– 5. Расстояние между крайними витками – 40 мм. Концы катушки загибаем и фиксируем к радиаторам при помощи клемных колодок.

- Поскольку в процессе работы катушка будет сильно нагреваться, изготавливаем систему охлаждения. Для этого на концы медной трубки надеваем силиконовые трубки и подключаем их к автомобильному насосу омывателя ветрового стекла.
- Для охлаждения теплоотводов монтируем компьютерный вентилятор. Если напряжение нагревателя будет подниматься до 60 В, потребуется более мощный вентилятор и радиаторы.
- Для усиления дорожек на плате напаиваем медную проволоку.
- Подаем питание от автомобильного АКБ и проверяем работоспособность устройства.
Подобрав транзисторы с соответствующими параметрами, можно собрать устройство, рассчитанное на мощность в 500 ватт.
Усиленный вариант
Нагреватель выполнен по схеме обычного ВЧ мультивибратора.
Необходимые детали подбираются согласно схеме. Сборка состоит из таких шагов:
- Изготавливаем катушку из 5 мм меди и подготавливаем плату из текстолита.
- Монтируем катушку и транзисторы на плату.

- Изготавливаем дроссели.
- Припаиваем остальные радиокомпоненты по схеме.
- Проверяем работоспособность устройства, подавая напряжение от блока питания.
При правильной сборке изделие должно сразу функционировать. В противном случае следует проверить правильность соединений по схеме. Если нет желания самостоятельно собирать, можно приобрести готовый генератор, который справится с нагревом мелких деталей.
Читайте также:Качер Бровина своими руками
С питанием от сети
Для запитки нагревателя от электросети можно собрать схему на IR2153. Для настройки резонанса используется переменный резистор 100 кОм. Для управления частотами требуется дополнительное питание 12-15 В. Дроссель, через который питание подается от сети 220 В, состоит из 20 витков провода 1,5 мм, намотанного на ферритовом сердечнике 8*10 мм. Катушка для нагрева металлических изделий выполняется из толстой проволоки и имеет 10-30 витков, намотанных на оправке 3-10 см. Емкости используются 6*330 нФ на 250 В.
Емкости используются 6*330 нФ на 250 В.
Простая схема
Одним из наиболее простых индукционных нагревателей является устройство, представленное на схеме.
Применяемые транзисторы имеют следующую распиновку.
Сборка выполняется в такой последовательности:
- Транзисторы закрепляем на большой теплоотвод. При использовании одного радиатора, транзисторы следует фиксировать через резиновые прокладки и пластиковые шайбы, чтобы избежать замыкания между элементами.
- Дроссели наматываем на кольцах из порошкового железа. Их можно взять от компьютерного блока питания. Провод используем 1,2 мм, количество витков – 7-15.
- Конденсаторы собираем в виде батареи с общей емкостью 4,7 мкФ. Все элементы между собой соединяем параллельно.
- Катушку наматываем проводом 2 мм в количестве 8 витков.
- Собираем нагреватель по схеме навесным монтажом либо на плате.
Закончив сборку, устройство при подаче напряжения начинает сразу же работать. В качестве источника питания можно задействовать АКБ на 12 В и 7,2 А. Ток на холостом ходу составляет 6-8 А. Если в контур поместить металлический предмет, потребляемый ток увеличится до 12 А.
В качестве источника питания можно задействовать АКБ на 12 В и 7,2 А. Ток на холостом ходу составляет 6-8 А. Если в контур поместить металлический предмет, потребляемый ток увеличится до 12 А.
Длительная работа изделия приводит к перегреву конденсаторов, транзисторов, а также дросселя.
Нагреватель на 3кВт
Для того чтобы индукционный нагреватель мог плавить разный металл (алюминий, медь, сталь), потребуется мощное устройство. Его можно собрать также своими руками по аналогии с приведенными схемами.
Компоненты
Основными составляющими мощного нагревателя являются инвертор, драйвер, трансформатор и RLC-контур. Инвертор преобразовывает постоянный ток в переменный. Для мощного устройства его работа должна быть стабильной. Также используется защита МОП-транзистора от перепадов напряжения. При скачках возникают шумы, переключающие изделие на ВЧ, что приводит к перегреву транзистора и его выходу из строя.
В нижней части печатной платы расположены линии с большими токами. Для этого используется несколько слоев меди, что позволяет пропускать токи больших величин, а именно более 50 А. В конструкции задействуются алюминиевые радиаторы с водяным охлаждением для рассеивания тепла от транзисторов.
Для этого используется несколько слоев меди, что позволяет пропускать токи больших величин, а именно более 50 А. В конструкции задействуются алюминиевые радиаторы с водяным охлаждением для рассеивания тепла от транзисторов.
Схема инвертора.
Драйвер имеет следующее схематическое решение, которое позволяет самостоятельно останавливаться на частоте резонанса.
Блок конденсаторов имеет номинал 4,4 мкФ и способен выдерживать 300 А. Катушка используется с индуктивностью порядка 1 мкГн. Для крепления конденсаторов следует использовать медную шину, в которой нужно проделать отверстия и паяльником припаять к ним емкости. Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Для изготовления трансформатора на кольцах следует выполнить намотку из провода 0,54 мм, состоящего из 64 нитей. Это позволит выдерживать нагрузку в 50 А.
Для рабочей катушки используется трубка 9 мм от холодильника. Катушка состоит из 4-6 витков, намотанных на оправке около 50 мм.
Готовая конструкция имеет вид, как на фото.
С работой устройства на 12 киловатт можно ознакомиться по видео. Основное отличие со схемой на 3 кВт заключается в использовании управляемого микропроцессорного драйвера, более мощных транзисторах и больших радиаторах. Питание нагревателя на 12 кВт осуществляется от сети 220 В.
Из сварочного инвертора
Нагреватель можно выполнить из инвертора для сварки. Однако просто подключить катушку к клеммам устройства нельзя – он попросту выйдет из строя. Чтобы задействовать инвертор в качестве индукционного нагревателя, потребуется сложная переделка, которую невозможно выполнить без знаний в области радиоэлектроники.
Вкратце переоборудование сводится к следующему: первичную обмотку катушки подсоединяют после преобразователя ВЧ инвертора вместо встроенной катушки сварочного прибора. Также нужно будет убрать диодный мост и произвести монтаж конденсаторного блока.
Читайте также:Катушка для удлинителя своими руками
Меры безопасности
При работе с нагревателем индукционного типа нужно учитывать следующие моменты:
- эксплуатация должна быть крайне аккуратной, поскольку повышается вероятность получения ожогов, как от нагреваемых предметов, так и от элементов устройства;
- создаваемое установкой электромагнитное поле может воздействовать на предметы, расположенные поблизости.
 Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т.п., а также надеть одежду без металлических элементов.
Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т.п., а также надеть одежду без металлических элементов.
Людям, у которых вживлен кардиостимулятор, использовать индукционный прибор не рекомендуется.
Ознакомившись с разными вариантами схем и пошаговыми инструкциями по изготовлению индукционного нагревателя металла своими руками, собрать подобное устройство сможет практически каждый желающий. Единственное что потребуется, так это минимальные умения в обращении с паяльником, а также опыт чтения схем. Правильный подбор элементов и безошибочная сборка устройства позволит получить своеобразную печь для нагрева, закалки и плавки металлических предметов при конструировании или ремонте чего-либо.
- Предыдущее: 20 лайфхаков для любителей кошек
- Следующее: Как сделать крыльцо к частному дому
Как сделать индукционный нагреватель из сварочного инвертора своими руками
Просмотров: 72
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.СодержаниеИндукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.Нагреватель индукторного типа содержит следующие элементы.Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему.
Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.СодержаниеИндукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.Нагреватель индукторного типа содержит следующие элементы.Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.Ниже предоставлена электрическая схема индукционного нагревателя.
Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.Для сборки печи выполните следующие действия.Для сборки отопительного котла потребуются следующие конструктивные элементы.Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.Для сборки печи выполните следующие действия.Для сборки отопительного котла потребуются следующие конструктивные элементы.Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.Далее, котел врезается в систему отопления по схеме, приведенной ниже.
Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.Далее, котел врезается в систему отопления по схеме, приведенной ниже. Схема подключения состоит из следующих элементов.Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Схема подключения состоит из следующих элементов.Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
источник:
Ошибка: 404 — Страница не найдена
Размер:
AAA
Цвет: C C C
Изображения Вкл. Выкл.
Обычная версия сайта
- Главная
[email protected]
Приёмная директора ИХХТ СО РАН
Нашли ошибку? Выделите её мышкой, нажмите Ctrl+Enter и отправьте нам уведомление. Спасибо за ваше внимание!
|
Ошибка 404
Страница не найдена
Неправильно набран адрес или такой
страницы не существует
Перейти на главную
- Институт
- История
- Научные направления
- Дирекция
- Лаборатории
- Учёный совет
- Диссертационный совет
- Вакансии
- Совет молодых учёных
- Мероприятия
- Новости
- Контакты
- Документы
- Положение об Институте
- Локальные акты
- Бланки
- Реквизиты
- Covid-19
- Наука
- Результаты НИР
- Публикации по годам
- Планы НИР
- Конкурсы, гранты
- Научные мероприятия
- Приборы и оборудование
- Образование
- Аспирантура
- Дипломные НИР
Наверх
Индукционный нагреватель своими руками из сварочного инвертора
Индукционные нагревательные котлы – это устройства, обладающие очень высоким КПД. Они позволяют значительно снизить затраты на электроэнергию по сравнению с традиционными приборами, оснащенными нагревательными элементами.
Они позволяют значительно снизить затраты на электроэнергию по сравнению с традиционными приборами, оснащенными нагревательными элементами.
Модели промышленного производства стоят недешево. Однако сделать индукционный нагреватель своими руками сможет любой домашний мастер, владеющий простым набором инструментов. В помощь ему предлагаем подробное описание принципа работы и сборки эффективного обогревателя.
Содержание статьи:
- Принцип работы индукционного нагревателя
- Достоинства и недостатки устройства
- Самодельные ступеньки
- Несколько слов о безопасности
- Выводы и полезное видео по теме 00 Принцип работы индукционного нагревателя
- индуктор;
- генератор;
- нагревательный элемент.
- Изготовить нагревательный элемент.
- Изготовьте катушку индуктивности из медной проволоки.
- Возьмем готовый генератор.
- Подключить обогреватель со змеевиком к системе отопления.
- Подсоедините катушку к генератору.
- Подключите питание к системе.
- Выполните пробный запуск для проверки работы агрегата.
- 1 Преимущества индукционного нагревателя
- 2 Эксплуатация индукционного нагревателя
- 3 Сборка и установка системы
- 3.1 Индукционная печь для металла
- 3,2 Индукционный водяной нагреватель
- высокий КПД;
- агрегат работает практически бесшумно; индукционные котлы и нагреватели
- считаются достаточно безопасными по сравнению с газовым оборудованием;
- обогреватель полностью автоматический;
- оборудование не требует постоянного обслуживания;
- за счет герметичности устройства исключена протечка;
- из-за колебаний электромагнитного поля становится невозможным образование накипи.
- Генератор тока . Благодаря этому модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор . Он сделан из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент . Это металлическая трубка, помещенная внутрь индуктора.
- Инверторный сварочный аппарат . Хорошо, если в блоке будет реализована плавная регулировка тока.
- Медная трубка диаметром около 8 мм и достаточной длины, чтобы сделать 7 витков вокруг заготовки диаметром 4-5 см. Кроме того, после витков свободные концы трубки должны быть длиной около 25 см.
- Подберите любую деталь диаметром 4-5 см, которая будет служить шаблоном для намотки катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не позволит трубке сломаться при скручивании.
- Сделайте 7 оборотов трубки вокруг шаблона, затем обрежьте ее концы и высыпьте песок.
- Подключить получившуюся катушку к переделанному инвертору.
- Инвертор. Устройство выбрано такой мощности, какая необходима для котла отопления.
- Труба толстостенная (пластиковая), можно марки PN. Его длина должна быть 40-50 см. Через него будет проходить охлаждающая жидкость (вода). Внутренний диаметр трубы должен быть не менее 5 см. В этом случае внешний диаметр будет 7,5 см. Если внутренний диаметр меньше, то мощность котла будет низкой.
- Стальная проволока . Также можно взять пруток металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие кусочки (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать металлическую трубку меньшего диаметра или стальной винт.
- Стержни или стержни для печатных плат На которые будет намотана индукционная катушка. Использование текстолита убережет трубу от нагревания змеевика, ведь этот материал устойчив к высоким температурам.
- Кабель изолированный сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть из волокна, эмали, стекловолокна или асбеста.
- Источник тока высокой частоты . В данном случае это модифицированный инвертор.
- Индукционный нагреватель.
- Элементы безопасности . В эту группу могут входить: термометр, предохранительный клапан, манометр и др.
- Шаровые краны . Они используются для слива или заполнения системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос . Благодаря ему вода может двигаться по системе отопления.
- Фильтр. Применяется для очистки охлаждающей жидкости от механических примесей. Очистка воды продлевает срок службы всего оборудования.
- Расширительный бак мембранного типа. Используется для компенсации теплового расширения воды.
- Радиатор . Для индукционного нагрева лучше использовать либо алюминиевые радиаторы, либо биметаллические, так как они обладают высокой теплоотдачей при небольших габаритах.
- Шланг, , через который можно заполнить систему или слить из нее охлаждающую жидкость.
- Источник высокочастотной электроэнергии,
- Рабочая катушка для создания переменного магнитного поля,
- Электропроводящая деталь для нагрева,
- Согласование импеданса, чтобы инвертор мог подавать необходимую мощность на заготовку.
- Представление возрастающего индуктивного сопротивления высокочастотным гармоникам для обеспечения безопасности инвертора.
- В рабочей катушке протекает огромный ток, но инвертор должен подавать лишь небольшой ток. Большой циркулирующий ток ограничивается рабочей катушкой и ее параллельным конденсатором, которые обычно расположены очень близко друг к другу.
- По линии передачи от инвертора к контуру резервуара протекает сравнительно небольшой ток, поэтому можно использовать более легкий кабель.
- Любая паразитная индуктивность линии передачи просто становится частью индуктивности согласующей сети (Лм). Поэтому тепловая станция может располагаться вдали от инвертора.
- Инвертор воспринимает синусоидальный ток нагрузки, поэтому он может использовать ZCS или ZVS для снижения коммутационных потерь и, следовательно, для охлаждения.
- Серийный согласующий индуктор может быть изменен для работы с различными нагрузками внутри рабочей катушки.
- Цепь бака может питаться через несколько согласующих катушек индуктивности от многих инверторов для достижения уровней мощности выше тех, которые достижимы с одним инвертором. Согласующие катушки индуктивности обеспечивают естественное распределение тока нагрузки между инверторами, а также делают систему устойчивой к некоторым рассогласованиям моментов переключения параллельно включенных инверторов.
- Рабочая катушка с открытым контуром.
- Короткое замыкание рабочей катушки (или накопительного конденсатора).
- Короткое замыкание витка рабочей катушки.
- Конденсатор бака разомкнутой цепи.
- Паяль
- БРИСКА
- SUPERP
- Оставайтесь на связи из любого места
- Актуальные статьи
- Отраслевые события
- Мои демонстрационные залы
- Мои сохраненные справочники Сравнение
- Изменить пароль
- Изменить личную информацию
- Дом
- Оборудование
Легкая промышленность МИГ
Плазменные резаки
МИГ Промышленный
Аппараты для дуговой и аргонодуговой сварки
Сварочные аппараты с приводом от двигателя
Многопроцессорные сварочные аппараты
Индукционный нагрев
Механизмы подачи проволоки
Пульты дистанционного управления
Вспомогательный
Запчасти и расходные материалы для горелок MIG
Горелки TIG
Сварочный интеллект
- Присадочные металлы
Электроды для дуговой сварки
Сплошные проволоки для сварки MIG
Порошковая проволока
Изделия для твердосплавного покрытия
- Безопасность
Сварочные маски
Сварочные перчатки
- Где купить
- Поддержка
- Новости
- Контакт
- 1. Повышает производительность
- 2. Повышенная безопасность
- 3. Снижение затрат
- 4. Равномерный нагрев
- 5. Простота установки
- 6. Бортовая диагностика
Индукционный нагрев невозможен без использования трех основных элементов:
Индуктор представляет собой катушку, обычно изготовленную из медной проволоки, с ее помощью создают магнитное поле. Генератор используется для получения высокочастотного потока из стандартного потока бытовой электросети частотой 50 Гц.
Генератор используется для получения высокочастотного потока из стандартного потока бытовой электросети частотой 50 Гц.
В качестве нагревательного элемента используется металлический предмет, способный поглощать тепловую энергию под действием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительное устройство, которое отлично подойдет для нагрева жидкого теплоносителя и .
Фотогалерея
Фото
Вне зависимости от сложности конструкции, габаритов и решаемых задач, его основными узлами являются индуктор, вихретоковый генератор и нагревательный элемент
Несомненным преимуществом индукционных нагревателей является быстрый нагрев со значительно меньшими энергозатратами по сравнению с другими нагревательными приборами
Весомым минусом индукционных нагревателей признают обязательную потребность в источнике энергии. Без электричества устройство совершенно бесполезно
Если установить самодельный индукционный нагреватель на металлическую трубу отопления, то он будет не только эффективно нагревать теплоноситель, но и стимулировать движение нагретой жидкости по контуру
Для того, чтобы инвертор нормально работал в схема с индукционной катушкой, она подключена через термостат. К выходам подключаются выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагреватель
К выходам подключаются выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагреватель
Простейшим генератором индукционного тока для самодельного нагревателя будет инвертор, обычно применяемый при электросварке
Индукционная катушка, генерирующая вихревые токи, подключается к полюсам инвертора, при включении в сеть сразу начинает вырабатываться тепловая энергия
Принцип индукции используется не только при приготовлении теплоносителя и подогрев санитарной воды для гигиенических целей. Используется при плавке металлов.
Сборка простейшего индукционного нагревателя
Быстрый вихретоковый нагрев
Обязательный доступ к источнику энергии
Металлический трубчатый нагрев
Модернизация обычного инвертора
Использование инвертора в качестве генератора
Места подключения индукционных катушек
Применение индукции при плавке металлов
Использование генератора электрического тока с необходимыми характеристиками подается на индуктор, т. е. на медную катушку. При прохождении через него поток заряженных частиц образует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении внутри проводников электрических токов, возникающих под действием магнитных полей
Особенность поля в том, что оно обладает способностью изменять направление электромагнитных волн на высоких частотах. Если в это поле поместить любой металлический предмет, то он начнет нагреваться без непосредственного контакта с индуктором под действием создаваемых вихревых токов.
Электрический ток высокой частоты, поступающий от инвертора на индукционную катушку, создает магнитное поле с постоянно меняющимся вектором магнитных волн. Металл, помещенный в это поле, быстро нагревается
Отсутствие контакта позволяет сделать потери энергии при переходе с одного типа на другой незначительными, чем и объясняется повышенный КПД индукционных котлов.
Для нагрева воды для отопительного контура достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используется металлическая труба, через которую просто пропускают струю воды. Вода одновременно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного устройства получают путем намотки провода на сердечник из ферромагнетика. Образовавшаяся индукционная катушка нагревается и передает тепло нагретому телу или находящемуся рядом теплоносителю через теплообменник
Достоинства и недостатки прибора
«Плюсов» вихревого индукционного нагревателя великое множество. Это простая схема для самостоятельного изготовления, повышенная надежность, высокий КПД, относительно небольшие энергозатраты, длительный срок службы, малая вероятность поломок и т. д.
Производительность устройства может быть значительной, агрегаты данного типа успешно применяются в металлургической промышленность. По скорости нагрева теплоносителя устройства этого типа уверенно конкурируют с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время работы индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает известняковый осадок и другие возможные загрязнения со стенок металлической трубы; поэтому такое устройство редко нуждается в очистке. Разумеется, система отопления должна быть защищена от этих загрязнений с помощью механического фильтра.
Индукционная катушка нагревает металл (трубу или отрезки проволоки), помещенный внутри нее, с помощью вихревых токов высокой частоты, контакт не обязателен
Постоянный контакт с водой сводит к минимуму вероятность перегорания ТЭНа, что является довольно распространенной проблемой для традиционных котлов с ТЭНами. Несмотря на вибрацию, котел работает очень тихо; дополнительная звукоизоляция в месте установки не нужна.
Еще индукционные котлы хороши тем, что они почти никогда не протекают, если только правильно сделан монтаж системы. Это очень ценное качество для , так как исключает или значительно снижает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Используя описанную выше технологию, теплоноситель можно нагреть практически до парообразного состояния.
Обеспечивает достаточную тепловую конвекцию для стимулирования эффективного движения теплоносителя по трубам. В большинстве случаев систему отопления не обязательно оснащать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Иногда необходимо. Установка устройства относительно проста. Хотя для этого потребуются некоторые навыки монтажа электроприборов и труб отопления. Но у этого удобного и надежного устройства есть ряд недостатков, с которыми также следует считаться.
Например, котел прогревает не только теплоноситель, но и все окружающее его рабочее пространство. Для такого агрегата необходимо выделить отдельное помещение и убрать из него все посторонние предметы. Для человека длительное пребывание в непосредственной близости от работающего котла также может быть небезопасным.
Для работы индукционных нагревателей требуется электрический ток. Как самодельное, так и заводское оборудование подключается к бытовой сети переменного тока
Для работы устройства требуется электричество. В районах, где нет свободного доступа к этому благу цивилизации, индукционный котел будет бесполезен. А там, где наблюдаются частые перебои с электричеством, будет демонстрировать низкий КПД. При неосторожном обращении с устройством может произойти взрыв.
Если охлаждающая жидкость перегреется, она превратится в пар. В результате резко возрастет давление в системе, которое трубы просто не выдержат и порвутся. Поэтому для нормальной работы системы прибор должен быть оборудован как минимум манометром, а еще лучше — устройством аварийного отключения, терморегулятором и т. д.
Все это может значительно увеличить стоимость самодельного индукционного котла. Хотя устройство считается почти бесшумным, это не всегда так. Некоторые модели по разным причинам могут по-прежнему издавать некоторый шум. Для устройства, изготовленного самостоятельно, вероятность такого исхода возрастает.
В конструкции как заводских, так и самодельных индукционных нагревателей практически отсутствуют быстроизнашивающиеся детали. Долго служат и работают без нареканий
Самодельные ступеньки
Самому сделать такое устройство не так уж и сложно. Для этого вам понадобится:
В промышленных моделях в качестве нагревателя используется металлическая труба с толстыми стенками, но обеспечить самодельному устройству достаточную мощность для обогрева такого элемента очень сложно и не имеет особого смысла. Индукционная катушка может нагревать любой металл, поэтому нагреватель можно модифицировать.
Промышленные модели индукционных котлов оснащены нагревательным элементом из толстой металлической трубы. В домашних условиях скопировать такой агрегат затруднительно
В качестве корпуса для индукционного нагревателя от сварочного инвертора используется кусок пластиковой трубы. Он должен быть немного больше в диаметре, чем трубы отопления. Длина трубы для обогревателя может составлять примерно один метр, внутренний диаметр может варьироваться в пределах 50-80 мм.
Для подключения нагревателя к системе установите переходники в нижнюю и верхнюю части корпуса. Нижнюю часть трубы необходимо закрыть решеткой, затем внутрь корпуса помещается наполнитель, состоящий из мелких частиц металла. Получить наполнитель можно, например, из проволоки, прутка, узкой металлической трубы и т. д.
Длина сегментов может варьироваться произвольно. Чаще всего для этого используют стальную проволоку диаметром 6-8 мм, которую просто нарезают на мелкие кусочки. Некоторые мастера рекомендуют нарезать его на длинные прутья примерно по 90 см, т. е. почти по длине каменки.
Для кожуха ТЭНа индукционного котла, который мы изготовили сами, вам понадобится широкая, диаметром около 50 мм, пластиковая труба
Чем выше магнитное сопротивление стали, из которой изготовлена проволока, тем лучше будет нагреваться. В зависимости от размеров этих кусков подбирается и защитная сетка, которая крепится на дне корпуса. Наполнитель засыпается или укладывается в трубу до самого верха. После этого верхняя часть также накрывается сеткой.
Схема позволяет получить представление о том, как подключить индукционную катушку к нагревателю котла и к сварочному аппарату
Таким образом, самодельный нагреватель для индукционного котла выглядит как толстая пластиковая труба, набитая куски металла и закрытые с двух сторон сеткой. Сверху и снизу у обогревателя есть переходники для подключения к отопительному контуру. Полимерная труба для обогревателя должна иметь достаточно толстые стенки.
Кроме того, любой пластик для этих целей не подходит, материал должен переносить воздействие достаточно сильного нагрева и при этом не выделять в атмосферу или теплоноситель никаких вредных веществ. Теперь следует сделать индукционную сетку. Для этого возьмите медный провод и намотайте его прямо на корпус обогревателя.
В некоторых моделях самодельных индукционных нагревателей вместо пластиковой трубы используется узкая медная трубка. Это не лучший вариант, так как свернуть такой элемент в спираль будет непросто
Чем больше витков проволоки, тем лучше. Считается, что индукционная катушка должна иметь не менее 90 витков. Индуктор наматывается на трубу очень плотно, между витками не должно быть зазора.
Для обмотки подходит медный изолированный провод 1-1,5 мм. Более толстый кабель здесь не нужен, так как он также усложнит работу по намотке, будет сложнее расположить витки вплотную.
Данная схема поможет правильно подключить катушку индуктора к инверторному сварочному аппарату, при неправильном выполнении катушка превратится в электромагнит (+)
Наличие зазоров может привести к шуму из-за вибрации, которая сопровождает работы такого агрегата. Со временем такая ситуация может привести к разрушению изоляции, что вызовет межвитковое замыкание.
Сверху и снизу, помимо переходников, должны быть установлены запорные краны. Они нужны для обеспечения возможности при необходимости перекрыть воду в контуре отопления.
При установке отопителя следует помнить, что его нижний конец должен быть направлен на обратный патрубок, предназначенный для сбора остывшего теплоносителя в . Самый простой способ получить генератор переменного поля – это взять инвертор от сварочного аппарата.
Контакты индукционной катушки подключаются к полюсам инвертора. Как только к агрегату будет подключено питание и он включен в сеть, самодельный индукционный котел начнет работать.
Для изготовления такого устройства подойдёт даже недорогой сварочный аппарат, например, модель китайского производства, позволяющая регулировать силу тока, начиная с уровня 10 А. Рядом должен быть установлен датчик терморегулятора адаптер на корме. Через этот термостат подключается сварочный инвертор.
На выходах необходимо установить выпрямительные диоды. Для этого придется вскрыть корпус сварочного аппарата и припаять к выходу провода, затем присоединить их к диодам. Если подключить без диодов напрямую, то на обмотку будет поступать ток выпрямленного напряжения, и катушка будет работать как электромагнит, а не как индуктор.
Для создания индукционной спирали рекомендуется использовать медный провод сечением 1,5 мм в надежной изолирующей оболочке, необходимо сделать около 90 витков
Некоторые современные сварочные аппараты имеют сенсорный датчик, который включается при электрод касается рабочей поверхности. Этот момент необходимо учитывать, чтобы датчик либо срабатывал в нужный момент, либо не влиял на работу самодельного котла.
Если у неопытного мастера возникли проблемы с переделкой сварочного аппарата, ему лучше обратиться за консультацией к профессионалу.
Для изготовления индукционного котла своими руками можно взять любой сварочный аппарат с подходящими характеристиками. При необходимости аппарат можно использовать повторно для сварки
Если все сделано правильно, то сварочный аппарат в дальнейшем можно использовать по назначению. Нужно будет отпаять проводники с диодами и собрать заново. Под действием переменного тока высокой частоты индукционная катушка создаст магнитное поле.
Металл внутри полимерного корпуса начнет нагреваться и передавать тепло воде, которая циркулирует по контуру отопления. Устройству потребуется всего несколько минут, чтобы прогреть теплоноситель.
Место для индукционного нагревателя должно быть выбрано правильно. Агрегат должен располагаться на 800 мм ниже потолка, а от стен и мебели его должно отделять не менее 300 мм.
Несколько слов о безопасности
Самодельные индукционные котлы обычно не оснащены системами управления и защиты, что делает их небезопасными. Поэтому перед включением агрегата необходимо убедиться, что полость корпуса заполнена жидким теплоносителем.
Если полимерный корпус ТЭНа подвергать постоянному нагреву без промывки теплоносителем, то он просто расплавится, иногда это приводит не только к деформации ТЭНа, но и к его полному выходу из строя.
Установки этого типа часто используются для накаливания и плавки металлов. Высокие температуры от индукционного нагревателя требуют внимательного отношения к технике безопасности.
Выпадение горячего металлического наполнителя из расплавленного тела также может быть опасным. В этом случае вам придется практически полностью демонтировать устройство и изготовить для него новый нагревательный элемент.
Подключение к источнику питания должно осуществляться отдельным от щитка кабелем. Разумеется, необходимо тщательно заклеить все контакты изоляцией. Инвертор сварочного аппарата также необходимо заземлить, это важный момент для безопасности.
В этом случае нужен кабель сечением не менее четырех миллиметров. Некоторые специалисты рекомендуют отдать предпочтение шестимиллиметровому кабелю. Для предотвращения перегрева самодельного индукционного нагревателя из-за отсутствия воды в системе рекомендуется установить на входе нагревателя клапан избыточного давления.
Индукционный нагревательный прибор занимает относительно немного места, но его необходимо размещать на определенном расстоянии от потолка, стен, мебели и т. д.
Самодельный прибор такого типа, не оснащенный специальными средствами защиты, является потенциально опасным объектом, требующим постоянного наблюдения. Поэтому стоит потратить немного больше денег, но приобрести необходимые устройства.
При этом не помешает оценить затраты, возможно покупка готового индукционного котла обойдется ненамного дороже. Промышленные устройства обычно оснащены всей необходимой защитой.
Особенности и пошаговая технология изготовления еще одного варианта самодельного индукционного котла для системы отопления.
Выводы и полезное видео по теме
Ролик №1. Обзор принципов индукционного нагрева:
Ролик №2. Интересный вариант изготовления индукционного нагревателя:
Для установки индукционного нагревателя необходимо не нужно получать разрешение контролирующих органов, промышленные модели таких устройств полностью безопасны, подходят и для частного дома, и для обычной квартиры. Но владельцам самодельных агрегатов не стоит забывать о безопасности.
Пожалуйста, прокомментируйте материал, предложенный нами для ознакомления. Задавайте вопросы об интересных или неясных моментах. Возможно, у вас есть собственный опыт строительства или монтажа индукционного котла? Вы можете рассказать и разместить уникальные фотографии в разделе комментариев ниже.
Как сделать индукционный нагреватель из сварочного инвертора своими руками
Использование индукционных катушек вместо традиционных ТЭНов в отопительном оборудовании позволило значительно повысить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому умельцы не оставили без внимания эту тему и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Содержание
С каждым днем индукционные нагреватели завоевывают популярность среди потребителей благодаря следующим преимуществам:
Также к преимуществам этого типа нагревателя можно отнести простотой своей конструкции и доступностью материалов для сборки аппарата своими руками.
Работа индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
Все эти элементы, взаимодействуя друг с другом, работают по следующему принципу . Ток высокой частоты, вырабатываемый генератором, подается на катушку индуктора, выполненную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее металлическая труба внутри индуктора нагревается за счет воздействия на нее вихревых потоков в змеевике. Теплоноситель (вода), проходя через нагреватель, забирает тепловую энергию и передает ее в систему отопления. Также теплоноситель выступает в роли охладителя ТЭНа, что продлевает «жизнь» отопительного котла.
Ниже приведена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный металлический нагреватель.
Важно! Если прикоснуться нагретой частью к двум виткам дросселя, то произойдет межвитковое замыкание, от которого моментально сгорят транзисторы.
Сборка и установка системы
Невозможно подключить индуктор к клеммам сварочного аппарата, предназначенным для подключения сварочных кабелей. Если это сделать, агрегат просто выйдет из строя. Для адаптации инвертора к работе с индукционным нагревателем потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в области радиоэлектроники.
Вкратце эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подключить после ВЧ преобразователя инвертора вместо встроенной индукционной катушки последнего. Кроме того, потребуется снять диодный мост и припаять блок конденсаторов.
Как сварочный инвертор превращается в индукционный нагреватель? видео.
Индукционная печь для металла
Для изготовления индукционного нагревателя из сварочного инвертора потребуются следующие материалы.
Чтобы собрать печь, выполните следующие действия.
Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то рекомендуется водяное охлаждение трубы.
Индукционный водонагреватель
Для сборки котла потребуются следующие конструктивные элементы.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавеющей стали. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, значит, ее можно использовать как обогреватель.
Индукционный котел собирается по следующему алгоритму. Заполните корпус теплообменника металлическими изделиями, как описано выше. На конец трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости можно припаять уголки к переходникам. Также следует припаять американскую муфту . Благодаря им обогреватель будет легко демонтировать, для ремонта или профилактического осмотра.
Следующим шагом будет приклеивание теплообменника к корпусу. текстолитовые полоски на которые будет наматываться катушка. Также следует сделать пару стоек высотой 12-15 мм из того же текстолита. На них будут расположены контакты для подключения ТЭНа к переделанному инвертору.
Намотать рулон на текстолитовые полоски. Между витками должно быть расстояние не менее 3 мм. Обмотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на заранее подготовленных стойках.
Вся конструкция помещена в кожух, который будет служить изоляцией для безопасности. Для кожуха подойдет пластиковая труба диаметром больше змеевика. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В концы труб можно установить заглушки, после чего в них следует проделать отверстия. Через последний котел будет подключен к теплотрассе.
Важно! Проверяйте водонагреватель только после заполнения его водой. Если включить «всухую», пластиковая трубка расплавится и придется собирать ТЭН заново.
Далее котел включается в систему отопления по схеме ниже.
Схема подключения состоит из следующих элементов.
Как видно из вышеизложенного метода, изготовить индукционный нагреватель своими руками вполне реально. Но он будет не лучше покупного. Даже при наличии необходимых знаний в электротехнике стоит подумать о том, насколько безопасной будет эксплуатация такого устройства, так как оно не оборудовано ни специальными датчиками, ни блоком управления. Поэтому рекомендуется отдавать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Основные сведения о высокочастотном индукционном нагреве — United Induction Heating Machine Limited of China
Введение
Индукционный нагрев — это процесс бесконтактного нагрева. Он использует электричество высокой частоты для нагрева материалов, которые являются электропроводящими. Поскольку он бесконтактный, процесс нагрева не загрязняет нагреваемый материал. Это также очень эффективно, так как тепло фактически генерируется внутри заготовки. Это можно противопоставить другим методам нагрева, при которых тепло генерируется пламенем или нагревательным элементом, который затем воздействует на заготовку. По этим причинам индукционный нагрев подходит для некоторых уникальных применений в промышленности.
Как работает индукционный нагрев?
Источник высокочастотного электричества используется для подачи большого переменного тока через катушку. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Нагреваемая деталь помещается в это интенсивное переменное магнитное поле. В зависимости от материала заготовки происходит ряд вещей… | |
Переменное магнитное поле индуцирует ток в токопроводящей заготовке. Расположение рабочей катушки и заготовки можно представить как электрический трансформатор. Рабочая катушка похожа на первичную, куда подается электрическая энергия, а заготовка похожа на вторичную обмотку с одним витком, которая короткозамкнута. Это вызывает огромные токи, протекающие через заготовку. Они известны как вихревые токи. В дополнение к этому, высокая частота, используемая в устройствах индукционного нагрева, вызывает явление, называемое скин-эффектом. Этот скин-эффект заставляет переменный ток течь тонким слоем к поверхности заготовки. |
(Хотя в этом применении желателен нагрев из-за вихревых токов, интересно отметить, что производители трансформаторов делают все возможное, чтобы избежать этого явления в своих трансформаторах. Многослойные сердечники трансформаторов, сердечники из порошкового железа и ферриты все они используются для предотвращения протекания вихревых токов внутри сердечников трансформатора.Прохождение вихревых токов внутри трансформатора крайне нежелательно, поскольку оно вызывает нагрев магнитопровода и представляет собой потерю мощности.)
А для черных металлов?
Для черных металлов, таких как железо и некоторые виды стали, существует дополнительный механизм нагрева, который имеет место одновременно с упомянутыми выше вихревыми токами. Интенсивное переменное магнитное поле внутри рабочей катушки многократно намагничивает и размагничивает кристаллы железа. Это быстрое переключение магнитных доменов вызывает значительное трение и нагрев внутри материала. Нагрев из-за этого механизма известен как гистерезисные потери и максимален для материалов, которые имеют большую площадь внутри своей кривой BH. Это может быть большим фактором, способствующим теплу, выделяемому во время индукционного нагрева, но это происходит только внутри черных металлов. По этой причине черные материалы легче поддаются индукционному нагреву, чем цветные.
Интересно отметить, что сталь теряет свои магнитные свойства при нагревании выше примерно 700°C. Эта температура известна как температура Кюри. Это означает, что выше 700°С не может быть нагрева материала из-за гистерезисных потерь. Любой дальнейший нагрев материала должен происходить только за счет индуцированных вихревых токов. Это делает нагрев стали выше 700°C более сложной задачей для систем индукционного нагрева. Тот факт, что медь и алюминий являются немагнитными и очень хорошими электрическими проводниками, также может затруднить эффективное нагревание этих материалов. (Мы увидим, что лучший способ действий для этих материалов — увеличить частоту, чтобы преувеличить потери из-за скин-эффекта.)
Для чего используется индукционный нагрев?
Индукционный нагрев можно использовать для любого применения, где требуется нагреть электропроводящий материал чистым, эффективным и контролируемым образом.
Одним из наиболее распространенных применений является запечатывание защитной пломбы, которая приклеивается к верхней части бутылок с лекарствами и напитками. Уплотнение из фольги, покрытое «клеем-расплавом», вставляется в пластиковую крышку и привинчивается к верхней части каждой бутылки во время изготовления. Затем эти уплотнения из фольги быстро нагреваются, когда бутылки проходят под индукционным нагревателем на производственной линии. Вырабатываемое тепло расплавляет клей и запечатывает фольгу на верхней части бутылки. Когда крышка снята, фольга остается, обеспечивая воздухонепроницаемое уплотнение и предотвращая любую фальсификацию или загрязнение содержимого бутылки до тех пор, пока покупатель не проткнет фольгу.
Другим распространенным применением является «обжиг геттера» для удаления загрязнений из вакуумированных трубок, таких как телевизионные кинескопы, электронные трубки и различные газоразрядные лампы. Кольцо из проводящего материала, называемое «геттер», помещается внутрь вакуумированного стеклянного сосуда. Поскольку индукционный нагрев является бесконтактным процессом, его можно использовать для нагрева газопоглотителя, уже запаянного внутри сосуда. Индукционная рабочая катушка расположена рядом с геттером снаружи вакуумной трубки, и источник переменного тока включен. В течение нескольких секунд после запуска индукционного нагревателя геттер нагревается добела, а химические вещества в его покрытии реагируют с любыми газами в вакууме. В результате газопоглотитель поглощает последние оставшиеся следы газа внутри вакуумной трубки и повышает чистоту вакуума.
Еще одним распространенным применением индукционного нагрева является процесс, называемый зонной очисткой, используемый в производстве полупроводников. Это процесс, в котором кремний очищается с помощью движущейся зоны расплавленного материала. Интернет-поиск обязательно выдаст более подробную информацию об этом процессе, о котором я мало что знаю.
Другие области применения включают плавление, сварку и пайку металлов. Индукционные плиты и рисоварки. Закалка металла боеприпасов, зубьев шестерен, пильных полотен, приводных валов и т. д. также является обычным применением, поскольку индукционный процесс очень быстро нагревает поверхность металла. Поэтому его можно использовать для упрочнения поверхности и упрочнения локализованных участков металлических деталей путем «опережения» теплопроводности вглубь детали или в окружающие области. Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще находятся в запечатанной стерильной среде, чтобы убить микробы.
Что требуется для индукционного нагрева?
Теоретически для индукционного нагрева необходимы только 3 вещи:
Сказав это, практические системы индукционного нагрева обычно немного сложнее. Например, часто требуется сеть согласования импеданса между источником высокой частоты и рабочей катушкой, чтобы обеспечить хорошую передачу мощности. Системы водяного охлаждения также распространены в индукционных нагревателях большой мощности для отвода отходящего тепла от рабочей катушки, ее согласующей сети и силовой электроники. Наконец, обычно используется некоторая управляющая электроника для контроля интенсивности действия нагрева и определения времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждения в результате ряда неблагоприятных условий эксплуатации. Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.
Практическая реализация
На практике рабочая катушка обычно включается в контур резонансного резервуара. Это имеет ряд преимуществ. Во-первых, он делает форму волны тока или напряжения синусоидальной. Это сводит к минимуму потери в инверторе, позволяя использовать либо коммутацию при нулевом напряжении, либо коммутацию при нулевом токе, в зависимости от конкретной выбранной схемы. Синусоидальная форма волны на рабочей катушке также представляет собой более чистый сигнал и вызывает меньшие радиочастотные помехи для близлежащего оборудования. Этот более поздний момент становится очень важным в мощных системах. Мы увидим, что имеется ряд резонансных схем, которые конструктор индукционного нагревателя может выбрать для рабочей катушки:
Цепь последовательного резонансного резервуара
Рабочая катушка приводится в резонанс на заданной рабочей частоте с помощью конденсатора, включенного последовательно с ней. Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Последовательный резонанс также увеличивает напряжение на рабочей катушке, намного превышающее выходное напряжение инвертора. Инвертор воспринимает синусоидальный ток нагрузки, но он должен выдерживать полный ток, протекающий в рабочей катушке. По этой причине рабочая катушка часто состоит из множества витков провода с током всего в несколько ампер или десятков ампер. Значительная мощность нагрева достигается за счет повышения резонансного напряжения на рабочей катушке в последовательно-резонансной схеме при поддержании тока через катушку (и инвертор) на разумном уровне.
Такое расположение обычно используется в таких устройствах, как рисоварки, где уровень мощности низкий, а инвертор расположен рядом с нагреваемым объектом. Основные недостатки последовательного резонансного устройства заключаются в том, что инвертор должен проводить тот же ток, что и рабочая катушка. В дополнение к этому повышение напряжения из-за последовательного резонанса может стать очень заметным, если в рабочей катушке нет детали значительного размера для демпфирования цепи. Это не проблема в таких приложениях, как рисоварки, где заготовкой всегда является одна и та же посуда для приготовления пищи, и ее свойства хорошо известны во время проектирования системы.
Резервуарные конденсаторы обычно рассчитаны на высокое напряжение из-за повышения резонансного напряжения в последовательно настроенном резонансном контуре. Он также должен проводить полный ток рабочей катушки, хотя обычно это не проблема в маломощных приложениях.
Параллельный резонансный контур
Рабочая катушка приводится в резонанс на заданной рабочей частоте с помощью конденсатора, размещенного параллельно с ней. Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий выходной ток инвертора. Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен нести только ту часть тока нагрузки, которая фактически выполняет реальную работу. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в системах индукционного нагрева обычно невелики. Это свойство параллельного резонансного контура позволяет в десятки раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой. Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочая катушка может быть размещена в удаленном от инвертора месте без значительных потерь в питающих проводах.
Рабочие катушки, использующие эту технику, часто состоят всего из нескольких витков толстого медного проводника, но с протекающими большими токами в сотни или тысячи ампер. (Это необходимо, чтобы получить необходимые ампер-обороты для индукционного нагрева.) Водяное охлаждение является общим для всех систем, кроме самых маленьких. Это необходимо для отвода избыточного тепла, выделяемого при прохождении большого высокочастотного тока через рабочую катушку и связанный с ней накопительный конденсатор.
В схеме параллельного резонансного резервуара рабочая катушка может рассматриваться как индуктивная нагрузка с подключенным к ней конденсатором для «коррекции коэффициента мощности». Конденсатор PFC обеспечивает поток реактивного тока, равный и противоположный большому индуктивному току, потребляемому рабочей катушкой. Главное, что нужно помнить, это то, что этот огромный ток локализован в рабочей катушке и ее конденсаторе и просто представляет собой реактивную мощность, колеблющуюся туда-сюда между ними. Поэтому единственный реальный ток, протекающий от инвертора, — это относительно небольшая величина, необходимая для преодоления потерь в конденсаторе «PFC» и рабочей катушке. В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающих резистивные потери в конденсаторе и рабочей катушке. Поэтому от инвертора всегда отводится небольшой ток даже при отсутствии обрабатываемой детали. Когда деталь с потерями вставляется в рабочую катушку, это демпфирует параллельный резонансный контур, вводя дополнительные потери в систему. Поэтому ток, потребляемый параллельным контуром резонансного резервуара, увеличивается, когда в катушку вводится заготовка.
Согласование импеданса
Или просто «Согласование». Это относится к электронике, которая находится между источником высокочастотной мощности и рабочей катушкой, которую мы используем для нагрева. Чтобы нагреть твердый кусок металла с помощью индукционного нагрева, нам нужно вызвать ОГРОМНЫЙ ток, протекающий по поверхности металла. Однако это можно сравнить с инвертором, который генерирует мощность высокой частоты. Инвертор обычно работает лучше (и его конструкция несколько проще), если он работает при достаточно высоком напряжении, но при малом токе. (Обычно проблемы возникают в силовой электронике, когда мы пытаемся включать и выключать большие токи за очень короткое время. ) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы (или быстрые IGBT) с обычным режимом переключения. Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности. Работа согласующей сети и самой рабочей катушки заключается в преобразовании высокого напряжения/слабого тока от инвертора в низкое напряжение/сильный ток, необходимые для эффективного нагрева заготовки.
Мы можем думать о контуре резервуара, включающем рабочую катушку (Lw) и ее конденсатор (Cw), как о параллельном резонансном контуре. Имеет сопротивление (R) из-за того, что заготовка с потерями соединена с рабочей катушкой из-за магнитной связи между двумя проводниками. См. схему напротив. | |
На практике сопротивление рабочей катушки, сопротивление накопительного конденсатора и отраженное сопротивление детали вносят потери в колебательную цепь и гасят резонанс. |
При работе в резонансе ток, потребляемый накопительным конденсатором и рабочей катушкой, равен по величине и противоположен по фазе и, следовательно, компенсирует друг друга, если речь идет об источнике питания. Это означает, что единственной нагрузкой, воспринимаемой источником питания на резонансной частоте, является сопротивление потерь в цепи резервуара. (Обратите внимание, что при возбуждении по обе стороны от резонансной частоты в токе появляется дополнительная «несинфазная» составляющая, вызванная неполной компенсацией тока рабочей катушки и тока накопительного конденсатора. Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не способствует какому-либо полезному нагреву заготовки.)
Задача согласующей цепи состоит в том, чтобы просто преобразовать это относительно большое сопротивление потерь в цепи резервуара до более низкого значения, которое лучше подходит для инвертора, пытающегося управлять им. Существует множество различных способов добиться этого преобразования импеданса, включая отвод от рабочей катушки, использование ферритового трансформатора, емкостного делителя вместо накопительного конденсатора или согласующей схемы, такой как L-образная схема.
В случае сети с L-образным соответствием можно преобразовать относительно высокое сопротивление нагрузки цепи резервуара до значения около 10 Ом, что лучше подходит для инвертора. Эта цифра типична для того, чтобы инвертор работал от нескольких сотен вольт, сохраняя при этом токи на среднем уровне, чтобы можно было использовать стандартные импульсные полевые МОП-транзисторы для выполнения операции переключения. Сеть L-match состоит из компонентов Lm и Cm, показанных напротив. |
Сеть L-match имеет несколько весьма полезных свойств в этом приложении. Катушка индуктивности на входе в L-образную схему представляет собой постепенно увеличивающееся индуктивное сопротивление на всех частотах выше резонансной частоты колебательного контура. Это очень важно, когда рабочая катушка должна питаться от инвертора источника напряжения, который генерирует выходное напряжение прямоугольной формы. Вот объяснение того, почему это так…
Прямоугольное напряжение, генерируемое большинством полумостовых и полномостовых схем, богато высокочастотными гармониками, а также необходимой основной частотой. Прямое подключение такого источника напряжения к параллельному резонансному контуру приведет к протеканию чрезмерных токов на всех гармониках частоты привода! Это связано с тем, что емкостной конденсатор в параллельном резонансном контуре будет иметь все более низкое емкостное сопротивление к возрастающим частотам. Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим всплескам тока на переходах переключения, поскольку инвертор пытается быстро зарядить и разрядить накопительный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение сети L-match между инвертором и контуром бака снимает эту проблему. Теперь на выходе инвертора сначала наблюдается индуктивное сопротивление Lm в согласующей цепи, а все гармоники формы сигнала возбуждения видят постепенно возрастающий индуктивный импеданс. Это означает, что максимальный ток течет только на заданной частоте, а ток гармоник небольшой, что превращает ток нагрузки инвертора в плавную форму волны.
Наконец, при правильной настройке сеть L-match способна обеспечить небольшую индуктивную нагрузку на инвертор. Этот слегка отстающий ток нагрузки инвертора может облегчить переключение при нулевом напряжении (ZVS) полевых МОП-транзисторов в инверторном мосту. Это значительно снижает потери при включении из-за выходной емкости полевых МОП-транзисторов, работающих при высоких напряжениях. Общий результат — меньший нагрев полупроводников и увеличение срока службы.
Таким образом, включение L-образной сети между инвертором и параллельной резонансной схемой позволяет достичь двух целей.
Глядя на предыдущую схему выше, мы видим, что конденсатор в согласующей цепи (Cm) и накопительный конденсатор (Cw) включены параллельно. На практике обе эти функции обычно выполняются одним силовым конденсатором специальной конструкции. Большую часть его емкости можно представить как находящуюся в параллельном резонансе с рабочей катушкой, а небольшая ее часть обеспечивает согласование импеданса с согласующей катушкой индуктивности (Lm). Объединение этих двух емкостей в одну приводит нас к модели LCLR для расположение рабочей катушки, которое обычно используется в промышленности для индукционного нагрева. |
Рабочая катушка LCLR
Эта схема инвертора включает рабочую катушку и L-согласующую цепь в параллельную резонансную цепь. Согласующая цепь используется для того, чтобы цепь бака выглядела как более подходящая нагрузка для инвертора, и ее вывод обсуждается в разделе выше.
Рабочая катушка LCLR обладает рядом преимуществ:
Для получения дополнительной информации о поведении резонансной сети LCLR см. новый раздел ниже с пометкой «Частотная характеристика сети LCLR».
Еще одним преимуществом схемы рабочей катушки LCLR является то, что она не требует высокочастотного трансформатора для обеспечения функции согласования импеданса. Ферритовые трансформаторы, способные работать с несколькими киловаттами, большие, тяжелые и довольно дорогие. В дополнение к этому трансформатор необходимо охлаждать, чтобы отводить избыточное тепло, выделяемое большими токами, протекающими в его проводниках. Включение сети L-согласования в расположение рабочей катушки LCLR устраняет необходимость в трансформаторе для согласования инвертора с рабочей катушкой, что снижает затраты и упрощает конструкцию. Тем не менее, проектировщик должен учитывать, что между инвертором и входом в рабочую катушку LCLR может потребоваться изолирующий трансформатор 1:1, если необходима гальваническая изоляция от сети питания. Это зависит от того, важна ли изоляция и обеспечивает ли основной блок питания индукционного нагревателя достаточную электрическую изоляцию для выполнения этих требований безопасности.
Концептуальная схема
На приведенной ниже схеме системы показан простейший инвертор, управляющий рабочей катушкой LCLR.
Обратите внимание, что на этой схеме НЕ ПОКАЗАНЫ схема управления затвором МОП-транзистора и управляющая электроника!
Инвертор в этом демонстрационном прототипе представлял собой простой полумост, состоящий из двух полевых МОП-транзисторов MTW14N50, сделанных моим полупроводником (ранее Motorola). Он питается от сглаженного источника постоянного тока с развязывающим конденсатором по шинам для поддержки требований по переменному току. инвертора. Однако следует понимать, что качество и регулировка источника питания для приложений индукционного нагрева не имеют решающего значения. Полноволновая выпрямленная (но несглаженная) сеть может работать так же, как сглаженный и регулируемый постоянный ток, когда речь идет о нагреве металла, но пиковые токи выше при той же средней мощности нагрева. Существует множество аргументов в пользу минимизации размера конденсатора звена постоянного тока. В частности, он улучшает коэффициент мощности тока, потребляемого от сети через выпрямитель, а также минимизирует накопленную энергию в случае неисправности в инверторе.
Конденсатор, блокирующий постоянный ток, используется только для того, чтобы выход постоянного тока полумостового инвертора не вызывал протекания тока через рабочую катушку. Он имеет достаточно большой размер, чтобы не участвовать в согласовании импеданса и не оказывать неблагоприятного воздействия на работу рабочей катушки LCLR.
В конструкциях высокой мощности обычно используется полный мост (H-мост) из 4 или более коммутационных устройств. В таких конструкциях согласующая индуктивность обычно делится поровну между двумя ветвями моста, чтобы формы сигналов управляющего напряжения были сбалансированы по отношению к земле. Конденсатор, блокирующий постоянный ток, также может быть устранен, если используется управление режимом тока, чтобы гарантировать, что чистый постоянный ток не течет между ветвями моста. (Если обеими ветвями H-моста можно управлять независимо, тогда есть возможность управления пропускной способностью с помощью управления фазовым сдвигом. Дополнительные сведения см. в пункте 6 в разделе «Методы управления мощностью» ниже.)
При еще более высоких мощностях можно использовать несколько отдельных инверторов, эффективно соединенных параллельно, для удовлетворения высоких требований к току нагрузки. Однако отдельные инверторы не соединены напрямую параллельно на выходных клеммах своих H-мостов. Каждый из распределенных инверторов подключен к удаленной рабочей катушке через собственную пару согласующих катушек индуктивности, которые обеспечивают равномерное распределение общей нагрузки между всеми инверторами.
Эти согласующие катушки индуктивности также обеспечивают ряд дополнительных преимуществ при таком параллельном подключении инверторов. Во-первых, импеданс МЕЖДУ любыми двумя выходами инвертора равен удвоенному значению соответствующей индуктивности. Этот индуктивный импеданс ограничивает ток между включенными инверторами, если их моменты переключения не полностью синхронизированы. Во-вторых, такое же индуктивное сопротивление между инверторами ограничивает скорость, с которой увеличивается ток короткого замыкания, если один из инверторов выходит из строя, что потенциально исключает отказ других устройств. Наконец, поскольку все распределенные инверторы уже подключены через катушки индуктивности, любая дополнительная индуктивность между инверторами просто добавляет к этому импедансу и лишь немного ухудшает распределение тока. Поэтому распределенные инверторы для индукционного нагрева не обязательно должны располагаться физически близко друг к другу. Если в конструкцию включены изолирующие трансформаторы, то они даже не должны работать от одного и того же источника питания!
Отказоустойчивость
Конструкция рабочей катушки LCLR очень хорошо себя ведет при различных возможных неисправностях.
Все эти отказы приводят к увеличению импеданса инвертора и, следовательно, к соответствующему падению тока, потребляемого инвертором. Автор лично использовал отвертку для короткого замыкания между витками рабочей катушки с током в несколько сотен ампер. Несмотря на то, что в месте приложенного короткого замыкания летят искры, нагрузка на инвертор снижается, и система легко переносит это обращение.
Худшее, что может случиться, это расстройка контура бака, так что его собственная резонансная частота окажется чуть выше рабочей частоты инвертора. Поскольку частота привода все еще близка к резонансу, через инвертор все еще протекает значительный ток. Но из-за расстройки коэффициент мощности снижается, и инвертор по току нагрузки начинает опережать напряжение. Эта ситуация нежелательна, потому что ток нагрузки, воспринимаемый инвертором, меняет направление до изменения приложенного напряжения. Результатом этого является принудительная коммутация тока между безынерционными диодами и оппозитным МОП-транзистором каждый раз, когда МОП-транзистор включается. Это вызывает принудительное обратное восстановление безынерционных диодов, в то время как они уже проводят значительный прямой ток. Это приводит к большому скачку тока как через диод, так и через оппозитный МОП-транзистор, который включается.
Хотя это не проблема для специальных выпрямителей с быстрым восстановлением, это принудительное восстановление может вызвать проблемы, если для обеспечения функции обратного диода используются внутренние диоды MOSFET. Эти большие пики тока по-прежнему представляют собой значительную потерю мощности и угрозу надежности. Однако следует понимать, что надлежащее управление рабочей частотой инвертора должно гарантировать, что он отслеживает резонансную частоту колебательного контура. Следовательно, в идеале не должно возникать условие опережающего коэффициента мощности, и уж точно оно не должно сохраняться в течение какого-либо промежутка времени. Резонансную частоту следует отследить до ее предела, а затем отключить систему, если она вышла за пределы допустимого частотного диапазона.
Методы управления мощностью
Часто желательно контролировать количество энергии, обрабатываемой индукционным нагревателем. Это определяет скорость, с которой тепловая энергия передается заготовке. Установкой мощности индукционного нагревателя этого типа можно управлять несколькими способами:
1. Изменением напряжения звена постоянного тока.
Мощность, обрабатываемая инвертором, может быть уменьшена за счет снижения напряжения питания инвертора. Это можно сделать, запустив инвертор от источника постоянного тока переменного напряжения, такого как управляемый выпрямитель, использующий тиристоры для изменения напряжения источника постоянного тока, полученного от сети. Импеданс, подаваемый на инвертор, в значительной степени постоянен при изменении уровня мощности, поэтому пропускная способность инвертора примерно пропорциональна квадрату напряжения питания. Изменение напряжения в звене постоянного тока позволяет полностью контролировать мощность от 0% до 100%.
Однако следует отметить, что точная пропускная способность в киловаттах зависит не только от постоянного напряжения питания инвертора, но и от импеданса нагрузки, который рабочая катушка представляет инвертору через согласующую сеть. Поэтому, если требуется точное регулирование мощности, необходимо измерить фактическую мощность индукционного нагрева, сравнить ее с запрошенной оператором «настройкой мощности» и подать обратно сигнал ошибки для постоянной регулировки напряжения в звене постоянного тока по замкнутому контуру для минимизации ошибки. . Это необходимо для поддержания постоянной мощности, поскольку сопротивление заготовки значительно изменяется при ее нагревании. (Этот аргумент в пользу управления мощностью с обратной связью также применим ко всем нижеследующим методам.)
2. Изменение коэффициента заполнения устройств в инверторе.
Мощность, обрабатываемая инвертором, может быть уменьшена за счет уменьшения времени включения переключателей в инверторе. Питание подается на рабочую катушку только в то время, когда устройства включены. Затем ток нагрузки свободно проходит через диоды корпуса устройства в течение мертвого времени, когда оба устройства выключены. Изменение коэффициента заполнения переключателей позволяет полностью контролировать мощность от 0% до 100%. Однако существенным недостатком этого метода является коммутация больших токов между активными устройствами и их безынерционными диодами. Принудительное обратное восстановление обратных диодов, которое может произойти при значительном уменьшении коэффициента заполнения. По этой причине регулирование коэффициента заполнения обычно не используется в инверторах индукционного нагрева большой мощности.
3. Изменение рабочей частоты инвертора.
Мощность, подаваемая инвертором на рабочую катушку, может быть уменьшена путем отстройки инвертора от собственной резонансной частоты контура резервуара, включающего рабочую катушку. По мере того, как рабочая частота инвертора удаляется от резонансной частоты колебательного контура, рост резонанса в колебательном контуре меньше, и ток в рабочей катушке уменьшается. Следовательно, в заготовке индуцируется меньший циркулирующий ток, и эффект нагрева уменьшается.
Для снижения пропускной способности инвертор обычно расстраивается по высокой стороне собственной резонансной частоты контуров резервуара. Это приводит к тому, что индуктивное сопротивление на входе согласующей цепи становится все более доминирующим по мере увеличения частоты. Поэтому ток, потребляемый от инвертора согласующей сетью, начинает отставать по фазе и уменьшаться по амплитуде. Оба эти фактора способствуют снижению реальной пропускной способности. В дополнение к этому запаздывающий коэффициент мощности гарантирует, что устройства в инверторе по-прежнему включаются с нулевым напряжением на них, и нет проблем с восстановлением диода свободного хода. (Это можно сравнить с ситуацией, которая произошла бы, если бы инвертор был расстроен на нижней стороне резонансной частоты рабочей катушки. ZVS теряется, и диоды обратного хода испытывают принудительное обратное восстановление при значительном токе нагрузки. )
Этот метод управления уровнем мощности путем расстройки очень прост, поскольку большинство индукционных нагревателей уже контролируют рабочую частоту инвертора, чтобы обслуживать различные детали и рабочие катушки. Недостатком является то, что он обеспечивает только ограниченный диапазон управления, поскольку существует предел скорости переключения силовых полупроводников. Это особенно верно в приложениях с высоким энергопотреблением, где устройства уже могут работать на скоростях, близких к максимальным. Системы большой мощности, использующие этот метод управления мощностью, требуют подробного теплового анализа результатов коммутационных потерь при различных уровнях мощности, чтобы гарантировать, что температура устройств всегда остается в допустимых пределах.
Более подробную информацию об управлении мощностью с помощью расстройки см. в новом разделе ниже, озаглавленном «Частотная характеристика сети LCLR».
4. Варьирование номинала катушки индуктивности в согласующей цепи.
Мощность, подаваемая инвертором на рабочую катушку, может варьироваться путем изменения значения соответствующих компонентов сети. Сеть L-согласования между инвертором и контуром резервуара технически состоит из индуктивной и емкостной частей. Но емкостная часть находится параллельно собственному накопительному конденсатору рабочей катушки, и на практике это обычно одна и та же часть. Поэтому единственная часть согласующей цепи, которую можно настроить, — это индуктор.
Согласующая цепь отвечает за преобразование импеданса нагрузки рабочей катушки в подходящий импеданс нагрузки, который будет управляться инвертором. Изменение индуктивности согласующего индуктора регулирует значение, в которое преобразуется импеданс нагрузки. В общем, уменьшение индуктивности согласующего индуктора приводит к преобразованию импеданса рабочей катушки в более низкий импеданс. Этот более низкий импеданс нагрузки, подаваемый на инвертор, приводит к тому, что от инвертора поступает больше энергии. И наоборот, увеличение индуктивности согласующей катушки индуктивности приводит к тому, что на инвертор подается более высокий импеданс нагрузки. Эта более легкая нагрузка приводит к меньшему потоку мощности от инвертора к рабочей катушке.
Степень регулирования мощности, достижимая путем изменения согласующей катушки индуктивности, умеренная. Также происходит сдвиг резонансной частоты всей системы — это цена, которую приходится платить за объединение емкости L-матча и емкости резервуара в одну единицу. Сеть L-согласования по существу заимствует часть емкости у накопительного конденсатора для выполнения операции согласования, таким образом оставляя накопительную цепь резонировать на более высокой частоте. По этой причине согласующий индуктор обычно фиксируется или регулируется с грубыми шагами в соответствии с предполагаемой нагреваемой деталью, а не предоставляет пользователю полностью регулируемую настройку мощности.
5. Согласующий трансформатор полного сопротивления.
Мощность, подаваемая инвертором на рабочую катушку, может изменяться с грубыми шагами с помощью силового ВЧ-трансформатора с ответвлениями для преобразования импеданса. Хотя основное преимущество схемы LCLR заключается в отказе от громоздкого и дорогого ферритового силового трансформатора, она может учитывать большие изменения параметров системы, не зависящие от частоты. Ферритовый силовой трансформатор также может обеспечивать электрическую изоляцию, а также выполнять функцию преобразования импеданса для установки пропускной способности.
Кроме того, если ферритовый силовой трансформатор размещается между выходом инвертора и входом L-образной схемы, его конструктивные ограничения ослабляются во многих отношениях. Во-первых, размещение трансформатора в таком положении означает, что полное сопротивление обеих обмоток относительно велико. то есть напряжения высоки, а токи сравнительно малы. Для этих условий проще сконструировать обычный силовой ферритовый трансформатор. Массивный циркулирующий ток в рабочей катушке удерживается от ферритового трансформатора, что значительно снижает проблемы с охлаждением. Во-вторых, несмотря на то, что трансформатор воспринимает выходное напряжение прямоугольной формы от инвертора, его обмотки несут синусоидальные токи. Отсутствие высокочастотных гармоник снижает нагрев трансформатора за счет скин-эффекта и эффекта близости внутри проводников.
Наконец, конструкция трансформатора должна быть оптимизирована для обеспечения минимальной емкости между обмотками и хорошей изоляции за счет увеличения индуктивности рассеяния. Причина этого в том, что любая индуктивность рассеяния трансформатора, расположенного в этом положении, просто добавляется к согласующей индуктивности на входе схемы L-согласования. Следовательно, индуктивность рассеяния в трансформаторе не так вредна для производительности, как межобмоточная емкость.
6. Управление фазовым сдвигом Н-моста.
Когда рабочая катушка приводится в действие полномостовым (Н-мостовым) инвертором с питанием от напряжения, существует еще один метод достижения контроля мощности. Если моментами переключения обеих ветвей моста можно управлять независимо, это открывает возможность управления пропускной способностью путем регулировки фазового сдвига между двумя ветвями моста.
Когда обе ветви моста переключаются точно по фазе, они оба выдают одинаковое напряжение. Это означает, что на
9 нет напряжения.0002 Следующий : Теория и примеры резонансной зарядки переменным током, Предыдущий : Индукционный нагрев, шесть жгутов проводовНаука, стоящая за индукционным нагревом
Промышленные процессы требуют, чтобы технические специалисты использовали энергию элементов, включая тепло. Существует много способов нагревания сырья, но немногие могут быстро достичь невероятно высоких температур, эффективно, точно и безопасно. Вот тут-то и появляется индукционный нагрев. Вот наука, стоящая за индукционным нагревом, и почему он так полезен в промышленных условиях.
Основы тепла
Мы живем и используем тепло во многих аспектах нашей жизни: мы готовим с помощью тепла, согреваем наши дома с помощью тепла и сушим одежду с помощью тепла. Легко забыть, насколько это важно в нашей повседневной жизни, не говоря уже о нашей профессиональной. Мы не всегда осознаем, что тепло окружает нас повсюду. Хотя мы можем быстро заметить тепло в высокотемпературной металлической печи, мы часто забываем о почти незаметном тепле, вызванном трением, когда вы сидите на стуле.
Тепло в зависимости от температуры
Прежде чем погрузиться в науку об индукционном нагреве, очень важно понять действующие силы. В промышленных условиях технические специалисты используют показания температуры для наблюдения за машинами, которые нагревают заготовки. Теплота — это передача тепловой энергии, тогда как температура — это средняя кинетическая энергия молекул. Тепло описывает, как энергия переходит от одного объекта к другому в рамках определенной системы; температура определяет общую горячность или холодность объекта. Запоминание разницы между ними помогает объяснить более сложный индукционный нагрев.
Молекулярный уровень
В то время как все физические силы воздействуют на объект на молекулярном уровне, тепло делает это еще сильнее. Когда вы нагреваете молекулу, она начинает двигаться быстрее — это ее кинетическая энергия. Предположим, вы нагреваете камеру с воздухом; молекулы танцуют намного быстрее, чем раньше, увеличивая давление внутри. То же самое верно и для твердых объектов, но это гораздо менее заметно, поскольку молекулярные связи значительно прочнее.
Процессы нагрева
Индукционный нагрев увеличивает температуру объекта, как и все другие процессы нагрева. Существенные различия заключаются в том, как вы применяете тепло. Прочтите дальше, чтобы узнать о наиболее распространенных процессах нагрева наряду друг с другом.
Индукционный нагрев
Индукционный нагрев — это быстрый, беспламенный, бесконтактный метод нагрева металлов. Он работает только с электропроводящими веществами, но это один из самых быстрых способов нагреть предмет до глубины души. Индукционный нагрев настолько эффективен и точен, потому что он использует электромагнетизм. В промышленных условиях техник будет использовать устройство индукционного нагрева для создания электрического тока в металлическом объекте, который выделяет тепло на молекулярном уровне. Это тепло накапливается до тех пор, пока металл не станет горячим и податливым для механической обработки.
Возможно, вы знаете об индукционном нагреве из-за его бытового применения. В последние годы индукционные варочные панели становятся все более популярными, поскольку они обеспечивают экономичный и безопасный способ приготовления пищи. Вы должны использовать определенные токопроводящие кастрюли и сковороды, но индуктивный метод нагревает только те предметы, которые находятся на поверхности, оставляя остальную часть варочной панели прохладной. Это похоже на промышленное применение. Металл горячий только там, где его наматывает катушка. В противном случае стержень или штанга крутые.
Другие методы нагрева
Индукционный нагрев является одним из лучших методов нагрева, и он достаточно эффективен в промышленных условиях. Однако есть и другие способы нагреть предмет. Это два наиболее распространенных метода нагрева помимо индукции.
Факельный нагрев
Факельный нагрев, как следует из названия, использует мощность локализованного пламени горелки для нагрева заготовки. Нагрев горелкой, обычно используемый для сварки, является методом перехода на многие строительные работы. Но этот метод не так точен, как индуктивный нагрев, так как он использует различное тепло, которое должно проникать от поверхности к ядру. Для факельного нагрева также требуются горючие газы, которые опасны при неправильном использовании.
Нагрев в печи
Для этого метода техники используют большие закрытые печи для нагрева своих заготовок. Электрические резисторы действуют как нагревательные змеевики или раскаленные угли — есть десятки способов запустить печь. Хотя основной принцип тот же. Печи нагревают объекты снаружи вовнутрь, подобно нагреву факелом. Нагрев печи также может занять довольно много времени.
Подобно приготовлению пищи в духовке, тепло проходит через объект, пока не проникнет полностью. Точно так же, как вы, возможно, расстроились из-за того, сколько времени ушло на приготовление индейки на День Благодарения, техник расстраивается, когда металлический стержень плавится целую вечность. Индукционный нагрев полностью устраняет эту проблему, поскольку он нагревает все молекулы в электромагнитном поле одновременно.
Индукционный нагрев в действии
Одно дело знать, как работает индукционный нагрев, и совсем другое — знать, как люди используют его на производственных предприятиях. Это индукционный нагрев в действии.
Индукционное оборудование
Для индукционного нагрева требуется источник питания. Поскольку индукция является электромагнитным методом, для работы машины требуется электричество. Как правило, это источник питания переменного тока, который может обеспечивать переменную мощность и частоту для управления выходной энергией. Энергия, поступающая в машину, должна затем следовать по цепи компонентов, которая проходит от источника питания к катушке. Вдоль этого пути электроизоляционные материалы должны выравнивать цепь, чтобы предотвратить электрические возгорания и поражения электрическим током.
Индукционная катушка — это место, где происходит волшебство. Переменные токи проходят через катушку, создавая вихревые токи, которые представляют собой замкнутые электромагнитные поля. Эти магнитные токи перемещают молекулы в металле, создавая тепло в самой заготовке.
Общие области применения
Индукционное оборудование можно найти во многих отраслях, от металлургии до производства полупроводников. Наиболее распространенные применения включают закалку, плавление и ковку металлических заготовок для дальнейшей обработки. Индукционный нагрев также полезен для сварки и правки изделий, требующих определенных модификаций.
Промышленные объекты используют индукционный нагрев для многих процессов механической обработки, потому что он энергоэффективен и снижает затраты на электроэнергию и материалы. Он также достаточно безопасен, так как не использует открытый огонь, а части станка и заготовки, не подвергающиеся воздействию змеевика, остаются холодными.
Знание научных принципов индукционного нагрева поможет вам принять наилучшее решение для вашей промышленной деятельности. Если вам нужна помощь в поиске правильного решения по электроизоляции, ознакомьтесь с нашими вариантами в Red Seal Electric Company уже сегодня.
Сварщики обращаются к индукционному нагреву для предварительного нагрева и снятия напряжения
Хотя индукционный нагрев используется во многих отраслях промышленности уже несколько десятилетий (см. рис. 1 ), он является новичком в промышленных и строительных применениях, связанных со сваркой. Некоторые компании с интенсивными сварочными операциями теперь используют индукционный нагрев для предварительного нагрева перед сваркой и снятия напряжения (т. Е. Последующий нагрев) после сварки.
Системы индукционного нагрева используют бесконтактный нагрев. Они индуцируют тепло электромагнитным путем, а не используют нагревательный элемент, контактирующий с деталью, для отвода тепла, как в случае резистивного нагрева. Индукционный нагрев больше похож на микроволновую печь — прибор остается холодным, пока пища готовится внутри.
В промышленном примере индукционного нагрева тепло индуцируется в детали путем помещения ее в высокочастотное магнитное поле. Магнитное поле создает вихревые токи внутри детали, возбуждая молекулы детали и выделяя тепло. Поскольку нагрев происходит немного ниже поверхности металла, тепло не теряется.
Сходство индукционного нагрева с резистивным нагревом заключается в том, что для нагрева через секцию или часть требуется проводимость. Единственная разница заключается в источнике тепла и температуре инструмента. Процесс индукции нагревает внутри детали, а процесс сопротивления нагревает поверхность детали. Глубина нагрева зависит от частоты. Высокочастотный (например, 50 кГц) нагревает близко к поверхности, а низкочастотный (например, 60 Гц) проникает глубже в деталь, помещая источник нагрева на глубину до 3 мм, что позволяет нагревать более толстые детали. Индукционная катушка не нагревается, потому что проводник большой для протекающего тока. Другими словами, катушку не нужно нагревать, чтобы нагреть заготовку.
| Традиционная индукция |
|---|
| Рис. 1 Индукционный нагрев обычно используется почти в десятке приложений. |
Компоненты системы индукционного нагрева
Системы индукционного нагрева могут иметь воздушное или жидкостное охлаждение, в зависимости от требований применения. Ключевым компонентом, общим для обеих систем, является индукционная катушка, используемая для выработки тепла внутри детали.
Система с воздушным охлаждением. Типичная система с воздушным охлаждением состоит из источника питания (5 кВт или 25 кВт), индукционного покрытия и соответствующих кабелей. Индукционное одеяло состоит из индукционной катушки, окруженной изоляцией и вшитой в высокотемпературный сменный рукав из кевлара®.
Этот тип индукционной системы может включать в себя контроллер для контроля и автоматического регулирования температуры. Система, не оснащенная контроллером, требует использования индикатора температуры. Система также может включать дистанционный выключатель. Системы с воздушным охлаждением могут использоваться для приложений до 400 градусов по Фаренгейту, обозначая их как систему только с предварительным нагревом.
Система жидкостного охлаждения. Поскольку жидкость охлаждается более эффективно, чем воздух, этот тип системы индукционного нагрева подходит для приложений, требующих более высоких температур, таких как высокотемпературный предварительный нагрев и снятие напряжения. Принципиальные отличия от системы с воздушным охлаждением заключаются в добавлении водяного охладителя и использовании гибкого шланга с жидкостным охлаждением, в котором находится индукционная катушка. В системах с жидкостным охлаждением также обычно используется регулятор температуры и встроенный регистратор температуры, что особенно важно в устройствах для снятия напряжения.
Типичная процедура снятия напряжения требует перехода к температуре от 600 до 800 градусов по Фаренгейту с последующим плавным или контролируемым повышением температуры до температуры выдержки приблизительно 1250 градусов. После выдержки деталь охлаждается до температуры от 600 до 800 градусов. Регистратор температуры собирает данные о фактическом температурном профиле детали на основе входных данных термопары, что является требованием обеспечения качества для приложений по снятию напряжения. Тип работы и применимый код определяют фактическую процедуру.
Преимущества индукционного нагрева
Индукционный нагрев предлагает множество преимуществ, включая хорошую однородность и качество нагрева, сокращение времени цикла и долговечные расходные материалы. Индукционный нагрев также безопасен, надежен, прост в использовании, энергоэффективен и универсален.
Однородность и качество. Индукционный нагрев не особенно чувствителен к размещению катушки или зазору. Как правило, витки должны располагаться равномерно и центрироваться на сварном соединении. В системах, оборудованных таким образом, контроллер температуры может устанавливать требуемую мощность аналоговым способом, обеспечивая мощность, достаточную для поддержания температурного профиля. Источник питания обеспечивает питание в течение всего процесса.
Время цикла. Индукционный метод предварительного нагрева и снятия напряжения обеспечивает относительно быстрое достижение температуры. В более толстых изделиях, таких как паропроводы высокого давления, индукционный нагрев может сократить время цикла на два часа. Можно сократить время цикла от контрольной температуры до температуры выдержки.
Расходные материалы. Изоляция, используемая в индукционном нагреве, легко крепится к заготовкам и может многократно использоваться повторно. Кроме того, индукционные катушки прочны и не требуют хрупкой проволоки или керамических материалов. Также, поскольку индукционные катушки и соединители не работают при высоких температурах, они не подвержены износу.
Простота использования. Основным преимуществом индукционного предварительного нагрева и снятия напряжения является его простота. Изоляцию и кабели легко установить, обычно это занимает менее 15 минут. В некоторых случаях научиться пользоваться индукционным оборудованием можно за один день.
Энергоэффективность. Инверторный источник питания имеет КПД 92%, что является важным преимуществом в эпоху стремительного роста цен на электроэнергию. Кроме того, процесс индукционного нагрева эффективен более чем на 80 процентов. Что касается потребляемой мощности, для индукционного процесса требуется только 40-амперная линия для мощности 25 кВт.
Безопасность. Предварительный нагрев и снятие напряжения с помощью индукционного метода удобны для работника. Индукционный нагрев не требует горячих нагревательных элементов и разъемов. С изоляционными покрытиями связано очень мало взвешенных в воздухе частиц, а сама изоляция не подвергается воздействию температур выше 1800 градусов, что может привести к распаду изоляции на пыль, которую рабочие могут вдохнуть.
Надежность. Одним из наиболее важных факторов, влияющих на эффективность снятия стресса, является непрерывный цикл. В большинстве случаев прерывание цикла означает, что термическую обработку необходимо будет повторить, что важно, когда термический цикл может занять день. Компоненты системы индукционного нагрева делают прерывание цикла маловероятным. Кабели для индукции просты, что снижает вероятность их отказа. Также не используются контакторы для управления подводом тепла к детали.
Универсальность. Помимо использования систем индукционного нагрева для предварительного нагрева и снятия напряжения с труб, пользователи адаптировали этот процесс для сварных швов, отводов, клапанов и других деталей. Одним из аспектов индукционного нагрева, который делает его привлекательным для сложных форм, является возможность регулировки катушек в процессе нагрева для размещения уникальных деталей и радиаторов. Оператор может запустить процесс, определить влияние процесса нагрева в режиме реального времени и изменить положение змеевика, чтобы изменить результат. Индукционные кабели можно перемещать, не дожидаясь воздушного охлаждения в конце цикла.
| Рис. 2: Индукционный нагрев поддерживает заданную температуру предварительного нагрева на протяжении всего процесса сварки, пока несколько сварщиков выполняют кольцевые сварные швы. |
Индукционный нагрев при сварке
Эта технология зарекомендовала себя в ряде проектов, включая нефте- и газопроводы, строительство тяжелого оборудования, техническое обслуживание и ремонт горнодобывающего оборудования.
Нефтепровод. Операция по техническому обслуживанию нефтепровода в Северной Америке, необходимая для нагрева трубы перед приваркой кольцевых ремонтных муфт или фитингов STOPPLE® к 48-дюймовому трубопроводу. обхват. Хотя рабочие могли выполнять множество ремонтных работ, не останавливая поток масла или не сливая его из трубы, присутствие самого сырья снижало эффективность сварки, поскольку вытекающее масло поглощало тепло. Пропановые горелки требовали постоянного прерывания сварки для поддержания тепла, а резистивный нагрев, обеспечивая непрерывный нагрев, часто не мог обеспечить требуемую температуру сварки.
Компания по техническому обслуживанию обратилась к индукционному нагреву в качестве решения (см. Рисунок 2 ). Рабочие использовали две системы мощностью 25 кВт с параллельными одеялами для получения температуры предварительного нагрева 125 градусов при ремонте муфты окружения. В результате они сократили время цикла с восьми-двенадцати часов до четырех часов на кольцевой шов.
Предварительный нагрев перед ремонтом запорного фитинга (Т-образное соединение с клапаном) был еще более сложным из-за большей толщины стенки фитинга. Однако при индукционном нагреве компания использовала четыре системы мощностью 25 кВт с параллельной установкой одеяла. Они использовали две системы с каждой стороны Т. Одна система использовалась на главной линии для предварительного нагрева масла, а вторая использовалась для предварительного нагрева Т в кольцевом сварном соединении. Температура предварительного нагрева составляла 125 градусов. Это сократило время сварки с 12-18 часов до семи часов на кольцевой шов.
Трубопровод природного газа. Проект строительства газопровода предусматривал строительство газопровода диаметром 36 дюймов и толщиной 0,633 дюйма из Альберты, Канада, в Чикаго. На одном участке этого трубопровода подрядчик по сварке использовал два источника питания мощностью 25 кВт, установленные на тракторе с индукционными покрывалами, прикрепленными к стрелам для обеспечения скорости и удобства. Источники питания предварительно нагревали обе стороны стыка труб. Критически важными для этого процесса были скорость и надежный контроль температуры. По мере увеличения содержания сплава в материалах для снижения веса и времени сварки, а также для увеличения срока службы деталей контроль температуры предварительного нагрева становится все более важным. Это приложение для индукционного нагрева потребовало менее трех минут для достижения температуры предварительного нагрева в 250 градусов.
Тяжелое оборудование. Производитель тяжелого оборудования часто приваривает зубья адаптера к краям ковша погрузчика. Сборка, сваренная прихватками, перемещалась взад и вперед в большую печь, что требовало от сварщика ожидания, пока деталь неоднократно нагревалась. Производитель решил попробовать индукционный нагрев для предварительного нагрева сборки, чтобы предотвратить перемещение продукта (см. , рис. 3, ).
Материал имел толщину 4 дюйма и требовал высокой температуры предварительного нагрева из-за содержания сплава. Индивидуальные индукционные одеяла были разработаны в соответствии с требованиями применения. Изоляция и конструкция катушки обеспечивали дополнительное преимущество, защищая оператора от теплового излучения детали. В целом операции стали значительно более эффективными, что позволило сократить время сварки и поддерживать температуру на протяжении всего процесса сварки.
Горнодобывающее оборудование. На шахте возникли проблемы с холодным растрескиванием и неэффективностью предварительного нагрева при использовании пропановых нагревателей при ремонте горнодобывающего оборудования. Сварщикам приходилось часто снимать обычное изолирующее покрытие с толстой детали, чтобы нагреть деталь и поддерживать нужную температуру детали.
| Рис. 3: Одеяло предварительного нагрева поддерживает температуру кромки ковша во время соединения зубьев. |
На руднике решили попробовать индукционный нагрев с использованием плоских одеял с воздушным охлаждением для предварительного нагрева деталей перед сваркой. Индукционный процесс обеспечивает быстрое нагревание детали. Его также можно использовать непрерывно во время процесса сварки. Время ремонта сварных швов сократилось на 50 процентов. Кроме того, источник питания был оснащен регулятором температуры для поддержания заданной температуры детали. Это почти исключило доработку, вызванную холодным растрескиванием. Компания сообщила о годовой экономии в размере 80 000 долларов.
Электростанция. Строитель электростанции строил электростанцию на природном газе в Калифорнии. Изготовители котлов и трубопроводчики столкнулись с задержками строительства из-за методов предварительного нагрева и снятия напряжений, которые они использовали на паропроводах станции. Компания внедрила технологию индукционного нагрева в попытке повысить эффективность, особенно для работы на средних и больших паропроводах, поскольку эти детали требуют больше всего времени для термообработки, необходимого на строительной площадке.
| Рис. 4: Простота обертывания индукционных одеял вокруг сложных форм, например, на этой электростанции, работающей на природном газе, может сократить время термообработки. |
На типичном 16-дюймовом. сварной шов с 2-дюймовым. Толщина стенки, индукционный нагрев позволил сократить время достижения температуры на два часа (600 градусов) и еще один час на достижение температуры выдержки (от 600 до 1350 градусов) для снятия напряжения. Простота обертывания индукционных одеял сложной формы еще больше сократила время на термообработку (см. 9).0311 Рисунок 4 ). Монтажникам потребовалось 15 минут, чтобы завернуть соединение, на подготовку которого ранее требовалось два рабочих часа.
About the Author
Mike Roth
Contributing Writer
Induction Technology, for Miller Electric Mfg. Co.
1635 W. Spencer St.
Appleton, WI 54912-1079
800-426-4553
Email Mike Roth
Подробнее by Mike Roth
Miller Electric Mfg. Co. является производителем и поставщиком сварочных материалов и оборудования для легкой и тяжелой промышленности.
о публикации
Подробнее из этого выпуска
Посмотреть цифровое издание
Подписаться на производитель
Найдите производителя на Facebook
. является ведущим журналом в Северной Америке по формовке и изготовлению металлов. В журнале публикуются новости, технические статьи и примеры из практики, которые позволяют производителям выполнять свою работу более эффективно. FABRICATOR работает в отрасли с 1970 года.
начните бесплатную подписку
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии 70269 FABRICATOR 70269 The FABRITOR
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНЫЙ МАШИНОСТРОИТЕЛЬ .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии Журнал труб и труб .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и новостями отрасли.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
1
AKYAPAK 3 ADM — 10-осевая трехшпиндельная сверлильная линия с ЧПУ
2
Крошечный дом, большие мечты, построенные со стальной конструкцией и динамической крышей
3
Наилучшие производственные условия в металлообработке с помощью двухвалкового толстолистового проката
4
Управление производственными планирование и составление графиков
5
Ключевые факторы безопасности сварки роботами
Все отраслевые события
Пожалуйста, войдите в свою учетную записьПароль
Запомнить меня
Индукционный нагрев
1300 300 884
Объяснение
ИНДУКЦИОННЫЙ НАГРЕВ ПРОИЗВОДИТ ТЕПЛО ЭЛЕКТРОМАГНИТНО ВМЕСТО ИСПОЛЬЗОВАНИЯ ОБЫЧНЫХ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ.
Тепло индуцируется в детали, подвергая ее воздействию высокочастотного магнитного поля, создавая вихревые токи, активируя молекулы детали и выделяя тепло.
В то время как резистивный нагрев нагревает поверхность детали, процесс индукционного нагрева нагревает внутри детали.
Глубина нагрева зависит от используемой частоты. Высокая частота нагревает ближе к поверхности, а более низкая частота проникает глубже в деталь, что позволяет эффективно нагревать более толстые детали.
Преимущества индукционного нагрева
БЕСПЛАТНЫЙ ИНТЕРАКТИВНЫЙ КОМПАКТ-ДИСК С ПОДРОБНЫМ ОБЪЯСНЕНИЕМ ИНДУКЦИОННОГО НАГРЕВАНИЯ.
Запросите компакт-диск с интерактивным индукционным нагревомPro-Heat™ 35
Индукционная система Pro-Heat 35 может решать множество задач термообработки перед и после сварки, обеспечивая быстрый и стабильный безопасный нагрев.