
Индукционная сварка. Виды и схемы индукционной сварки. Индукционная сварка труб.
Основы
Открытая Михаэлем Фарадеем, индукция берет начала с катушки проводникового материала (например меди). По мере того как ток идет по катушке, магнитные поля возникают вокруг катушки. Возможность магнитного поля выполнять работу зависит от конструкции катушки, а так же от тока, проходящего через нее.
Магнитные поля указаны как линии, проходящие вокруг и через катушку.
Направление магнитных полей зависит от направления тока, таким образом, изменение тока, идущего через катушку, приведет к тому, что магнитные поля сменят направление в той же пропорции что и частота нового тока. 60 Гц переменного тока вызовут поля, которые меняют направление 60 раз в секунду. 400кГц переменного тока вызовут магнитные поля, которые меняют направление 400 000 раз в секунду.
Когда металл, являющийся проводником, помещают в изменяемое магнитное поле (например, поле сгенерированное переменным током), напряжение возникает внутри металла (Закон Фарадея). Вызванное напряжение приведет к потоку электронов: ток! Ток проходит через рабочий кусок металла в противоположном направлении напряжению в индукторе. Это означает что мы можем регулировать частоту тока в металле с помощью управления частотой тока в индукторе.
Вызванное напряжение приведет к потоку электронов: ток! Ток проходит через рабочий кусок металла в противоположном направлении напряжению в индукторе. Это означает что мы можем регулировать частоту тока в металле с помощью управления частотой тока в индукторе.
Так как ток течет через среду, в ней возникнет сопротивление движению электронов. Это сопротивление выявляется как нагрев (Эффект нагрева Джоуля) Материалы с большим сопротивлением к движению электронов покажут больший нагрев при течении тока по ним, но при этом можно так же нагревать металлы с очень высокой проводимостью (например медь) используя вызванные токи. Этот феномен является критичным для индуктивного нагрева.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Чем индукция отличается от остальных методов нагрева?
Существует несколько методов нагрева предмета без индукции. Самыми распространенными в промышленной практике являются газовые печи, электрические печи и соляные ванны. Данные методы все основаны на передаче тепла предмету от источника (горелки, нагревательного элемента, жидкой соли) посредством конвекции или излучения. После того как поверхность предмета нагрета тепло проходит внутрь посредством тепловой проводимости.
Индукционный нагрев предметов не зависит от конвекции или излучения для доставки тепла к поверхности предмета. Вместо этого тепло генерируется на поверхности предмета посредством течения тока. Затем тепло от поверхности передается внутрь предмета с помощью теплопроводности. Глубина в которой тепло непосредственно генерируется посредством возникновения тока зависит от некоего параметра, называемого Электрическая опорная глубина.
Глубина в которой тепло непосредственно генерируется посредством возникновения тока зависит от некоего параметра, называемого Электрическая опорная глубина.
Электрическая опорная глубина очень сильно зависит от частоты возникающего тока текущего в предмете. Большая частота даст небольшую электрическую опорную глубину и более низкая частота приведет к большей электрической опорной глубине. Данная глубина так же зависит от электрических и магнитных свойств предмета.
Электрическая опорная глубина высоких и низких частот.
Группа компаний Индуктотерм использует преимущества данных физических феноменов для заказных решений нагрева для специальных продуктов и применений.
Точный контроль мощности, частоты и геометрии катушки позволяет Группе Индуктотерм разрабатывать оборудование с высокими уровнями управляемости процессом и надежности вне зависимости от применения.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.

Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
Индукционная Плавка
Для большинства процессов плавка является первым шагом в производстве полезного продукта, индукционная плавка является быстрой и эффективной. Меняя геометрию индукционной катушки, индукционные печи могут быть различными по размерам – объемом от небольшой чашки кофе до сотен тонн расплавленного металла. Далее, корректируя частоту и мощность, группа компаний Индуктотерм может перерабатывать практически все металлы и материалы, включая железо, сталь и нержавеющие сплавы, медь и сплавы на ее основе, алюминий и кремний и другие. Индукционное оборудование делается на заказ для каждого отдельного применения чтобы использоваться наиболее эффективно.
Индукционное оборудование делается на заказ для каждого отдельного применения чтобы использоваться наиболее эффективно.
Особенности и предостережения
Поскольку индукционные нагреватели со сварочным инвертором, сделанные своими руками, не могут самостоятельно управлять температурой воды, то в первозданном виде они являются источником повышенной опасности. Поэтому устройство требует доработки, а именно — добавлением устройств контроля и автоматики. Для начала на выходе из трубы надо установить стандартную группу безопасности, включающую в себя манометр, воздухоотводчик и предохранительный клапан.
Важно. Аппарат может нормально функционировать только в системах с принудительной циркуляцией теплоносителя. При самотечной схеме элемент быстро перегреется, что грозит разрушением пластиковой трубы.
Чтобы избежать перегрева, следует снабдить нагреватель устройством аварийного отключения, управляемым от термостата. Если у вас имеются хорошие навыки в области сборки электрических схем, для управления нагревом вы можете задействовать терморегулятор с датчиком температуры воды и реле, размыкающим цепь при достижении установленной температуры теплоносителя.
Минус данной конструкции заключается в ее малой эффективности, да и надежность аппарата под вопросом. Дело в том, что в заводских котлах вода проходит через теплообменник свободно, а у нас на ее пути возникает препятствие в виде кусков катанки. Они перекрывают все сечение трубы и создают высокое гидравлическое сопротивление. Да и в случае нештатной ситуации авария чревата разрывом пластика и возможным коротким замыканием из-за потока горячей воды.
Надо сказать, что переделка сварочного инвертора в индукционный нагреватель нецелесообразна еще и потому, что тепловая мощность устройства будет ограничена максимальной электрической мощностью инвертора. Обычно имеющегося в доме аппарата хватит на обогрев комнаты площадью 25—30 м2 в лучшем случае, да и чем вы станете выполнять сварочные работы все это время? По сути, такой нагреватель использовать можно, но только в исключительных случаях как способ временного отопления.
Индукционная Вакуумная Плавка
Ввиду того что индукционный нагрев связан с использованием магнитных полей, нагреваемый предмет должен быть физически изолирован от индуктора огнеупором или другим не проводниковым материалом. Магнитные поля будут проходить через этот материал чтобы возбудит напряжение в загрузке содержащейся внутри. Это означает что предмет или материалы могут быть нагреты в условиях вакуума или в аккуратно контролируемой атмосфере. Это позволяет перерабатывать очень активные металлы (Титан, алюминий), специальные сплавы, кремний, графит и любые другие чувствительные проводимые материалы.
Магнитные поля будут проходить через этот материал чтобы возбудит напряжение в загрузке содержащейся внутри. Это означает что предмет или материалы могут быть нагреты в условиях вакуума или в аккуратно контролируемой атмосфере. Это позволяет перерабатывать очень активные металлы (Титан, алюминий), специальные сплавы, кремний, графит и любые другие чувствительные проводимые материалы.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями.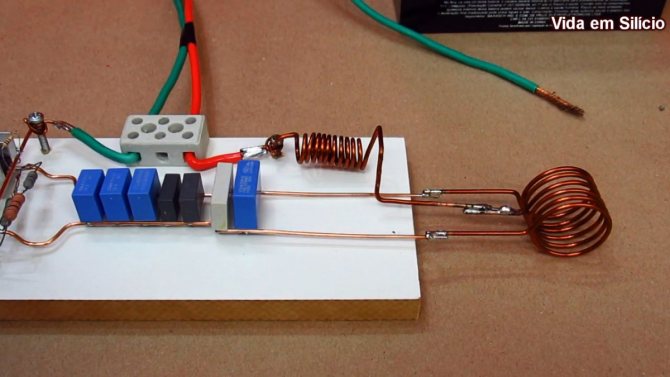 Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Индукционный нагрев
В отличие от методов горения, индукционный нагрев является точно контролируемым вне зависимости от объема нагреваемого предмета. Варьируя ток, напряжение и частоту в индукторе можно получить точно настроенный нагрев, отлично подходящий для точных применений, таких как упрочнение корпусов, отпуск и упрочнение, отжиг и другие формы термической обработки. Высокий уровень точности контроля является критичным для некоторых применений, таких как автомеханика, аэрокосмическая отрасль, стекловолокно, военная техника, упрочнение проволоки и отпуск. Индукционный нагрев отлично подходит для специальных металлических производств с применением титана, драгоценных металлов и улучшенных композитов. Точное управление нагревом которое обеспечивает индукционный нагрев не может быть обеспечено ни одним другим способом. Кроме того, используя ту же базу что и для вакуумного нагрева в тигле, индукционный нагрев может быть выполнен в атмосфере с непрерывным применением. Например для отжига трубки из нержавеющей стали.
Например для отжига трубки из нержавеющей стали.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.
Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
Высокочастотная индукционная сварка
Когда индукция возникает с использованием тока Высоких Частот (ВЧ) возможно производить даже сварку. В этом применении используется настолько небольшая электрическая опорная глубина насколько это возможно при использовании высоких частот. В данном случае полоса металла формируется постоянно и затем проходит через точно рассчитанные валки, целью которых является прижать края проходимых лент металла вместе для начала сварки. Прямо перед тем как пройти через валки металл проходит через индукционную катушку. В этом случае ток течет вдоль геометрической V образованной краями ленты вместо выхода наружу формируемого канала. По мере того как ток течет вдоль краев ленты они нагреваются до подходящей для сварки температуры (чуть ниже температуры плавления материала). Когда края сдавлены вместе, все осколки, оксиды и другие загрязнения выдавливаются наружу и получается твердый кованный шов.
В данном случае полоса металла формируется постоянно и затем проходит через точно рассчитанные валки, целью которых является прижать края проходимых лент металла вместе для начала сварки. Прямо перед тем как пройти через валки металл проходит через индукционную катушку. В этом случае ток течет вдоль геометрической V образованной краями ленты вместо выхода наружу формируемого канала. По мере того как ток течет вдоль краев ленты они нагреваются до подходящей для сварки температуры (чуть ниже температуры плавления материала). Когда края сдавлены вместе, все осколки, оксиды и другие загрязнения выдавливаются наружу и получается твердый кованный шов.
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор.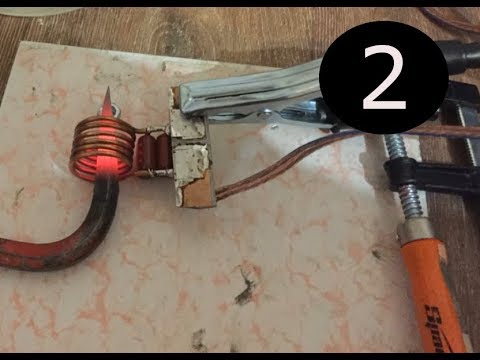 Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
История
До второй половины XIX единственным методом сварных соединений была ковка, а также пайка. Кузнецы раскаляли и накладывали друг на друга заготовки, после чего били молотами. Разумеется, о надежности и точности говорить не приходилось.
Пайка отличается тем, что при ней не происходит расплав кромок соединяемых деталей.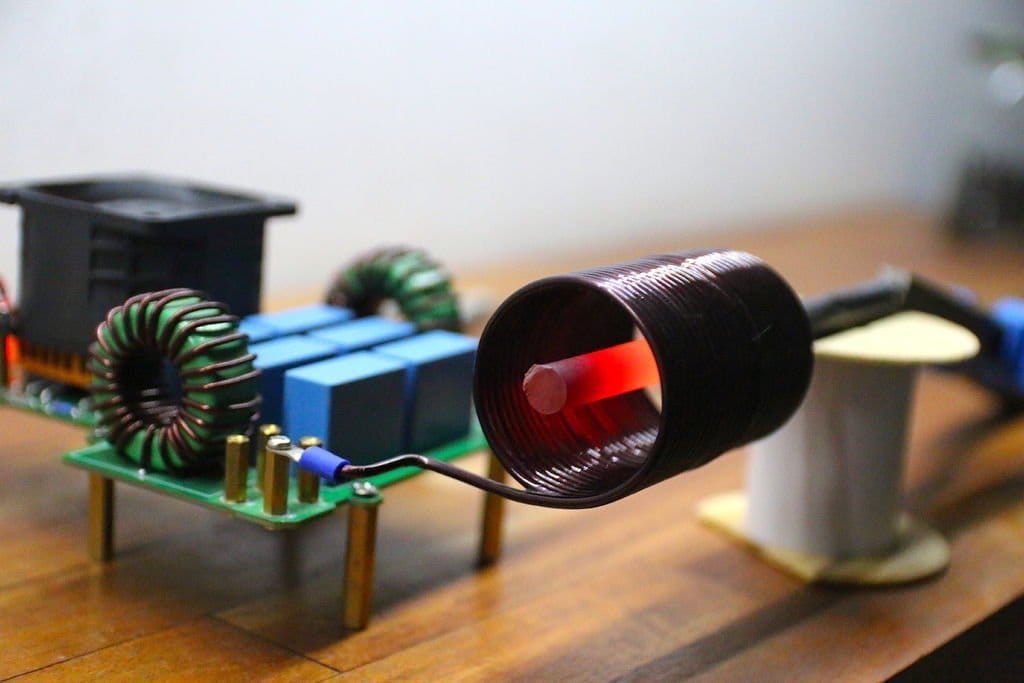 Это своего рода «склеивание», где роль клеящего состава играет расплавленный металл.
Это своего рода «склеивание», где роль клеящего состава играет расплавленный металл.
Настоящая революция сварочных процессов началась с открытием процесса электрической дуги. Для соединения деталей ее сумели применить русские инженеры. Методику дуговой сварки угольными электродами изобрел Н.Н. Бенардос, а спустя буквально несколько месяцев, Н. Г. Славянов сумел выполнить первое соединение металлов плавящимся электродом.
Настоящим сварочным бумом отмечен век XX. Французские инженеры изобрели газовую сварку, в 1956 г. токарь А. И. Чудиков сумел соединить вращающиеся на токарном станке детали трением. К концу 60-х люди узнали, как сварить металл лазером. Примерно тогда же появились промышленные аппараты плазменного напыления, сварка индукционная, диффузионная и пр.
Процедура
Хотя технология создания сварных соединений отличается, во всех случаях процесс начинается с подготовительных операций. Для дуговых методов это подготовка кромок под сварку, или как говорят, их разделка. Для холодной ковки — тщательная зачистка (вплоть до полировки) соединяемых деталей и т.п. Подготовка может включать очистку от грязи, обезжиривание.
Для холодной ковки — тщательная зачистка (вплоть до полировки) соединяемых деталей и т.п. Подготовка может включать очистку от грязи, обезжиривание.
Еще одно негативное явление, объединяющее все виды сварочных контактов — температурные деформации и напряжения.
Борются с этим по-разному. В некоторых случаях изделия заранее фиксируют струбцинами. Еще один распространенный способ — термическая обработка готового изделия: нагрев с последующим медленным охлаждением (отпуск).
Изготовление труб на трубоэлектросварочном агрегате
Принципиальная схема агрегата для высокочастотной сварки прямошовных труб приведена на рис. 1. Лента в рулонах поворотным краном подается на конвейер 1 и разматыватель 2, затем правится в валково машине 3 и после обрезки концов с помощью ножниц 4 сваривается в непрерывную ленту на стыкосварочной машине 5
Оразовавшийся при сварке грат удаляется гратоснимателем Петлеобразователь 6 предназначен для создания запаса ленты перед формовочным станом и обеспечения непрерывного процесса производства труб во время обрезки и сварки концов ленты и снятия грата. Приводными тянущими роликами лента подается к формовочному стану 7. В некоторых случаях перед формовкой кромки ленты обрезаются на дисковых ножницах.
Приводными тянущими роликами лента подается к формовочному стану 7. В некоторых случаях перед формовкой кромки ленты обрезаются на дисковых ножницах.
Формовочный стан состоит из горизонтальных и вертикальных клетей. Сформованная трубная заготовка поступает в сварочную машину 8, где производится нагрев кромок и формирование сварного соединения. Наружный грат снимается гратоснимателем резцового типа. Сваренные трубы охлаждаются до температуры 50—60° С в холодильнике 9 водовоздушной смесью, которая подается на поверхность труб через систему сопел. Окончательная калибровка трубы по диаметру осуществляется на стане 10, каждая клеть которого состоит из пары горизонтальных и пары вертикальных валков: горизонтальные — приводные, вертикальные — неприводные.
Продольная кривизна труб устраняется в правильной клети, имеющей две последовательно расположенные четырехвалковые обоймы. В дальнейшем труба поступает или в редукционный стан 12, пройдя нагрев в индукционной печи 11 и резку на летучей пиле 13, или на трубоотрезной станок, а затем на участок отделки 14, 15. При локальной нормализации шва индукционный нагреватель размещается непосредственно после гратоснимателя.
При локальной нормализации шва индукционный нагреватель размещается непосредственно после гратоснимателя.
схема нагрева своими руками, как сделать вихревой из сварочного инвертора. Принцип работы индукционных нагрева
Автосервисы предлагают широкий набор услуг для ремонта и поддержания автомобиля в исправном состоянии. Для осуществления некоторых работ в автосервисе для качества и скорости исполнения целесообразно купить индукционный нагреватель.
Бесплатная доставка до транспортной компании.
В исключительных случаях готовы рассмотреть доставку в регион заказчика за наш счет. Подробности уточняйте у менеджеров по телефону Звоните сейчас.
В решении каких задач будет полезен нагреватель металла?
- при ликвидации наклеек, эмблем логотипов, размещенных на корпусе автомобиля и нежелательных для его владельца;
- при раскручивании старых, заржавевших болтов, свечей зажигания, инжекторов, намертво приставших винтов;
- для удаления вмятин;
- удаление результатов воздействия коррозии;
- для другого использования, связанного с равномерным нагревом поверхностей деталей.

В магазине для автосервиса Areon мы предлагаем приобрести итальянские индукционные нагреватели Albatros, запчасти к ним и расходные материалы.
Индукционные нагреватели для грузового автосервиса
Грузовой автотранспорт несет повышенную нагрузку, что приводит к периодическим обращениям на станции технического обслуживания. Ряд работ по исправлению кузова и ремонту узлов и деталей поможет осуществить нагреватель. Безопасность использования установки достигается отсутствием открытого пламени, поэтому имеет смысл купить индукционный нагреватель металла в свой автосервис.
| Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €7 890
Купить в наличии
| Установка T-12000 для индукционного нагрева металла, 11 кВт, 380 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка T-12000 для индукционного нагрева металла, 11 кВт, 380 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €6 700
Купить в наличии
| Установка T-7000 для индукционного нагрева металла, 5 кВт, 230 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка T-7000 для индукционного нагрева металла, 5 кВт, 230 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €3 850
Купить в наличии
Характеристики и особенности
С его помощью можно нагревать любые металлические детали. Под воздействием индукции деталь нагревается локально. Рядом расположенные участки не подвергаются серьезному температурному воздействию. Поэтому индукционный нагреватель для болтов имеет преимущество перед приборами, которые часто используются автовладельцами для аналогичных целей, в частности паяльной лампой, газовой горелкой. Помимо этого, вышеперечисленные приборы являются источником открытого пламени, а значит, создают угрозу возникновения пожара, также как и болгарка, если вдруг придется резать болт – в процессе образуются искры. Ударные инструменты, типа гайковерта, могут повредить метиз механически. Использование индукционного нагревателя гораздо выгоднее, безопаснее и проще с этой точки зрения.
Под воздействием индукции деталь нагревается локально. Рядом расположенные участки не подвергаются серьезному температурному воздействию. Поэтому индукционный нагреватель для болтов имеет преимущество перед приборами, которые часто используются автовладельцами для аналогичных целей, в частности паяльной лампой, газовой горелкой. Помимо этого, вышеперечисленные приборы являются источником открытого пламени, а значит, создают угрозу возникновения пожара, также как и болгарка, если вдруг придется резать болт – в процессе образуются искры. Ударные инструменты, типа гайковерта, могут повредить метиз механически. Использование индукционного нагревателя гораздо выгоднее, безопаснее и проще с этой точки зрения.
Преимущества бытовых приборов:
- компактный;
- универсальный;
- безопасный;
- отсутствует открытый огонь;
- удобно пользоваться;
- подходит для использования в труднодоступных местах;
- сокращает временные и финансовые затраты.
Индукционные нагреватели для легкового автосервиса
Легковой автосервис отличается от грузового прежде всего габаритами автомобилей и деталей, но по сути проблемы, решаемые с помощью индукционного нагревателя те же. Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
| Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия)Индукционный: Легковой Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €3 195
Купить в наличии
| Установка для индукционного нагрева металла i-Ductor, 3 кВт, 230 В, кабель 3 м, ALBATROS (Италия)Индукционный: Легковой Установка для индукционного нагрева металла i-Ductor, 3 кВт, 230 В, кабель 3 м, ALBATROS (Италия) |
Стоимость: €2 080
Купить в наличии
| Установка индукционного нагрева металла EASY-DUCTOR, 1 кВт, 230 В, кабель 2,2 м, ALBATROS (Италия)Индукционный: Легковой Установка индукционного нагрева металла EASY-DUCTOR, 1 кВт, 230 В, кабель 2,2 м, ALBATROS (Италия) |
Стоимость: €1 129
Купить в наличии
Исследования оборудования и технологии пайки трубопроводов с использованием индукционного нагрева
Проблемы энергосбережения в технологии пайки заставляют вновь обратиться к процессам высокочастотного электромагнитного нагрева, обеспечивающим высокую скорость локального нагрева проводящих материалов в любой среде. Для формирования качественных паяных соединений в изделиях необходим соответствующий выбор частоты нагрева, конструкции индукторного устройства и оптимизация режимов процесса [1].
Для формирования качественных паяных соединений в изделиях необходим соответствующий выбор частоты нагрева, конструкции индукторного устройства и оптимизация режимов процесса [1].
В связи с этим данное исследование направлено на изучение существующих конструкций индуктора и технологий пайки с целью их совершенствования.
Особенности высокочастотного нагрева
Воздействие энергии высокочастотных (ВЧ) электромагнитных колебаний позволяет осуществлять высокопроизводительный бесконтактный нагрев в различных процессах обработки проводящих материалов: термообработке, плавке, упрочнении, сварке, пайке, выращивании кристаллов и т. д. Наиболее важными преимуществами ВЧ-нагрева являются следующие:
– энергия нагрева создается вихревыми токами непосредственно в изделии;
– возможны высокая плотность энергии и короткое время нагрева;
– локализация нагрева в пределах обрабатываемой зоны;
– возможность нагрева в любой среде, включая вакуум или инертный газ;
– высокая экологическая чистота нагрева;
– возможность использования электродинамических сил для улучшения растекания припоя, перемешивания расплава металла и т. д.
д.
Индукционный нагрев основан на использовании трех известных физических явлений: электромагнитной индукции, открытой Фарадеем, эффекте Джоуля и поверхностном эффекте.
В индукционной нагревательной системе существуют два типа напряжения и вихревых токов. Первый тип вызван изменяющимся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело. Второй тип индуцированного напряжения связан со скоростью перемещения проводящего тела в неоднородном магнитном поле, при этом величина тока зависит от скорости перемещения тела. Исследования показали, что такой вариант индукционного нагрева используется сравнительно редко, что возможно определить после изучения конструкций нагревательных устройств.
Принцип конструкции индукционных нагревательных устройств
Существуют разнообразные конструкции индукционных нагревательных устройств. Для сквозного нагрева проводящих тел круглого, квадратного и прямоугольного сечения применяют индукторы соленоидального типа (рис. 1), плоских тел — индукторы с магнитопроводом (рис.3) или в виде плоской спирали (рис.2).
1), плоских тел — индукторы с магнитопроводом (рис.3) или в виде плоской спирали (рис.2).
Рис. 1. Схема индукционной системы нагрева
Рис. 2. Индуктор в виде плоской спирали: 1- спиральный индуктор, 2- нагреваемое тело
Рис. 3. Концентрация магнитного поля с помощью магнитопровода: 1- магнитопровод, 2 индуктор, 3- нагреваемое тело
Индукционным нагревательным системам свойственны такие эффекты, как близости, кольцевой и концентрации магнитного поля. Первый эффект показывает, что вихревые токи создаются в непосредственной близости от индукционного витка. Чем выше частота тока и чем меньше зазор между витком и поверхностью тела, тем больше эффект близости (рис. 4).
Рис. 4. Схема действия эффектов близости в индукционной система нагрева
Таким образом можно сделать вывод, что за основу технологического оборудования ТВЧ пайка целесообразно взять конструкцию соленоидного типа. Для разработки технологии пайки необходимо произвести изучения параметров СВЧ нагрева.
Параметры ВЧ-нагрева при пайке
Параметры ВЧ-нагрева были рассмотрены на примере пайки электронных устройств.
Для пайки электронных устройств характерны невысокая удельная мощность нагрева, малые габариты изделий и их чувствительность к электромагнитным наводкам. Поэтому необходимо оптимизировать такие параметры ВЧ- нагрева, как эффективная мощность, выделяемая в зоне нагрева, и коэффициент полезного действия (КПД) нагрева.
Для соленоидального индуктора (рис. 1) увеличение зазора hот 1 до 10 мм на частотах от 400 до 2000 кГц вызывает снижение cosϕ для диамагнитных материалов почти в 10 раз, а для ферромагнетиков — в 3–4 раза. Поэтому для нагрева диамагнитных материалов необходимо максимально уменьшать величину зазора до значений, при которых возможно обеспечить нормальную работу индуктора.
В связи с этим было определено, что возможна и необходима оптимизация процесса пайки.
Оптимизация параметров ВЧ-нагрева позволит обеспечить высокую скорость нагрева в локальных зонах формирования паяных соединений и улучшить их качество за счет совместного действия поверхностного эффекта и пондеромоторных сил.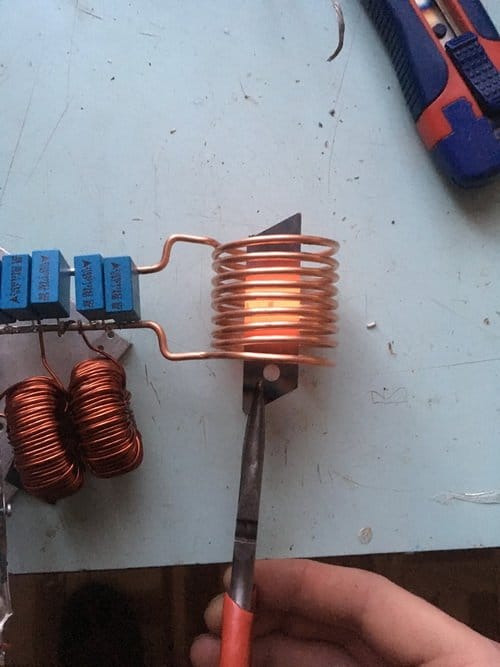
Можно сделать вывод, что предпочтительно применение индукторов с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Исследовав принцип работы, методы и параметры управления ВЧ пайки дальнейшая работа была направлена на подробное исследование материалов. Конструкции, способов охлаждения и методов защиты от пробоя индуктора.
Конструкции индукторов, их охлаждение и защита от пробоя
Основным оборудованием при высокочастотной пайке являются высокочастотные генераторы и индукторы. Индукторами называются устройства, применяемые при высокочастотном нагреве для передачи энергии высокой частоты от источника питания в нагреваемое изделие. В зависимости от конфигурации нагреваемой поверхности в технике применяется много типов индукторов различной формы и размеров. Для пайки применяются относительно несложные одно и двухвитковые индукторы, реже — многовитковые.
Индукторы изготовляются из медных трубок с наружным диаметром 8–12 мм и толщиной стенки 1–2 мм. Индукторы изготовлять из трубок прямоугольного сечения 10х10 мм или эллиптического сечения, так как последние понижают потери в индукторе примерно на 10 %. Трубки при изготовлении индукторов применяют с целью создания возможности их охлаждения проточной водой в процессе работы.
Индукторы изготовлять из трубок прямоугольного сечения 10х10 мм или эллиптического сечения, так как последние понижают потери в индукторе примерно на 10 %. Трубки при изготовлении индукторов применяют с целью создания возможности их охлаждения проточной водой в процессе работы.
При выборе индуктора необходимо стремиться правильно определить форму и размеры индуктора, которые соответствовали бы паяемому шву, так как от формы и размера индуктора зависит рациональность использования установки и качество пайки.
Размеры зазоров между паяемым изделием и индуктором колеблются от 2 до 20 мм; они зависят от размера, конфигурации изделий и характера нагрева. При пайке тонкостенных изделий зазоры невелики, а при пайке толстостенных изделий они увеличиваются. Увеличение зазоров ведет к снижению коэффициента полезного действия индуктора и его производительности. Однако при сложных конфигурациях деталей приходится идти на увеличение зазора с целью получения равномерного прогрева изделия за счет использования его теплопроводности. Для предохранения деталей от прожогов при малых зазорах и замыканиях витков индуктора между собою рекомендуется изолировать витки асбестовым шнуром, пропитанным в жидком стекле, или покрыть их эмалью.
Для предохранения деталей от прожогов при малых зазорах и замыканиях витков индуктора между собою рекомендуется изолировать витки асбестовым шнуром, пропитанным в жидком стекле, или покрыть их эмалью.
Результаты проведенных исследований
Исследования показали, что в индукционной нагревательной системе наиболее применим тип напряжения и вихревых токов. изменяющийся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело.
За основу технологического оборудования ТВЧ сварки целесообразно брать конструкцию соленоидного типа.
Также в ходе исследований было принято решение, что предпочтительно использовать индукторы с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Было определено, что индукторы целесообразно изготавливать из медных труб практически любого сечения.
В качестве охлаждающей жидкости более рационально использовать проточную воду.
Для предохранения деталей от прожогов и замыканиях витков индуктора между собою рекомендуется изолировать асбестовым шнуром, пропитанных в жидком стекле, или покрытые эмалью.
Литература:
- Индукционная пайка/ В. В. Вологдин, Э. В. Кущ, В. В. Асамов; под ред. А. Н. Шамова. — 5-е изд. перераб. и доп. — Л.: Машиностроение. Ленингр. отделение 1989. — 72 с.: с ил.
- Лозинский М. Г. Промышленное применение индукционного нагрева. М.: АН СССР. 1958.
- Техническая литература онлайн. Оборудование для высокочастотной индукционной пайки. [Электронный ресурс]. − Режим доступа: https://imetal.in.ua/pajka-i-luzhenie/oborudovanie-dlya-vysokochastotnoj-pajki
- Бабат Г. И. Индукционный нагрев металлов и его промышленное применение. М.: Энергия. 1965.
- Иванов А. В., Мульменко М. М., Уржумсков А. М. H05B6/36 — Индукторы патентный поиск, 2012–2018 [Электронный ресурс]. − Режим доступа https://www.findpatent.ru/patent/217/2174291. html
Индукционные нагреватели для кузовного ремонта
Для выполнения работ по восстановлению бамперов и корпуса автомобиля с успехом применяют специальные установки фирмы Albatros. Установка значительно упрощает процесс работы и отодвигает в прошлое прежние методы исправления вмятин. Easy fix так же применим для пластиковых поверхностей, таких как крыло, фара, молдинг.
Easy fix так же применим для пластиковых поверхностей, таких как крыло, фара, молдинг.
| Прибор для ремонта бамперов и изделий из пластика 0,05 кВт, 230 В, кабель 3 м, ALBATROS (Италия)Индукционный: Кузовной Прибор для ремонта бамперов и изделий из пластика 0,05 кВт, 230 В, кабель 3 м, ALBATROS (Италия) |
Стоимость: €238
Купить в наличии
| Прибор для ремонта бамперов и изделий из пластика 0,04 кВт, 230 В, кабель 3 м, ALBATROS (Италия)Индукционный: Кузовной Прибор для ремонта бамперов и изделий из пластика 0,04 кВт, 230 В, кабель 3 м, ALBATROS (Италия) |
Стоимость: €117
Купить в наличии
Гибкая катушка U-образной формы «Shape-It-Yourself» помогает удалить мягкие вмятины
Пятница, 4 февраля 2022 г.
Если вы недавно приобрели инструмент из нашей линейки мощных индукционных нагревателей Mini-Ductor ® , вы знаете, что в каждый комплект входит несколько катушек индукционного нагрева. Эти катушки являются критически важными элементами процесса освобождения захваченных деталей, рисунков, вмятин, молдингов и многого другого; они также требуют немного знаний, чтобы начать работу.
Эти катушки являются критически важными элементами процесса освобождения захваченных деталей, рисунков, вмятин, молдингов и многого другого; они также требуют немного знаний, чтобы начать работу.
Наш набор из трех основных катушек входит в стандартную комплектацию каждого комплекта Mini-Ductor. Этот пакет включает предварительно сформированную катушку 7/8 дюйма, 41-дюймовый Bearing Buddy
U-образные формы или формы для катушек индукционного нагрева собственного изготовления для вашего применения
Катушка П-образная — прямая термостойкая гибкая катушка для намотки своими руками, которая прочно держит форму. Эта самодельная катушка, изготовленная из литцендрата, имеет длину 23 дюйма и весит 1,4 унции. Гибкость этой катушки позволяет намотать ее для любого применения, если вы обмотаете провод не менее трех раз вокруг нагреваемого объекта.
Этот змеевик может пригодиться для различных применений, таких как датчики нагрева O2, встроенные приложения или в пространстве, где предварительно сформированный змеевик не может быть легко помещен.
Удаление мягких вмятин с помощью U-образной гибкой катушки
Уникальный способ использования этой катушки — сделать из нее то, что мы называем «блинной катушкой». Блинная катушка может использоваться для нагрева верхней части плоской поверхности. Одним из применений формы блина является удаление вмятин на мягкой поверхности. Чтобы слепить блинную катушку, сначала нужно убедиться, что проволока прямая.
Затем намотайте самодельную катушку на три четверти вниз. Вам нужно будет намотать каждый конец два-три раза, как мы упоминали. Трехкратная намотка катушки позволит вам получить наиболее оптимальный нагрев.
После намотки катушки подключите ее к устройству Mini-Ductor. Держите плоскую катушку примерно на полдюйма или дюйм выше вершины вмятины. Нагревайте небольшими круговыми движениями вокруг вершины вмятины или внешнего круга. Двигаясь круговыми движениями, постепенно приближайте катушку к вмятине. Как только вмятина уменьшится, снимите U-образную спираль и охладите обработанный участок влажной тканью.
Двигаясь круговыми движениями, постепенно приближайте катушку к вмятине. Как только вмятина уменьшится, снимите U-образную спираль и охладите обработанный участок влажной тканью.
Хотите демонстрацию? Посмотрите это видео об удалении мягких вмятин с помощью нашего инструмента для удаления больших вмятин, дубинки для ремонта вмятин без покраски (PDR). Процесс такой же.
Правильное использование катушки
Все наши катушки рассчитаны на несколько сотен использований или более (при условии использования). Мы рекомендуем использовать правильный размер катушки, избегая истирания, а перегрев предотвращает преждевременный износ катушки. Наши катушки имеют покрытие, предотвращающее окисление, гарантирующее контакт и устойчивое к истиранию. Однако, если эта изоляция нарушена, следует использовать новую катушку. Для получения дополнительной информации о том, когда заменять катушки, ознакомьтесь с нашим блогом о том, как правильно использовать катушки индукционного нагрева.
Свяжитесь с нами:
Использовать U-образную катушку для чего-то другого, кроме того, что мы здесь показали? Снимите видео, показывающее нам, как вы используете свою U-образную катушку, и отметьте нас в социальных сетях, используя хэштег #InductionInnovations!
Если вы только что приобрели инструмент с катушками индукционного нагрева, но не знаете, с чего начать, обратитесь к эксперту по индукционному нагреву, который поможет вам выбрать идеальную катушку для вашего применения! Или обращайтесь с любыми вопросами.
Свяжитесь с нами по телефону 877-688-9633 или по электронной почте [email protected].
Следите за нами в социальных сетях: Facebook • Instagram • LinkedIn • TikTok • YouTube
Щелкните здесь, чтобы связаться с нами сейчас
Прогнозирование эффектов индукционного нагрева с помощью моделирования
Когда мы используем проводящие материалы для передачи тока, мы часто стремимся минимизировать электрическое сопротивление, но сопротивление и его эффекты, такие как свет и тепло, также могут быть полезным. Индукционный нагрев использует ток, чтобы преднамеренно вызвать электрическое поведение, которое нагревает материал за счет эффектов сопротивления. Эти эффекты можно использовать для всего: от плавления железа при температуре выше 1500°C до заваривания чая на индукционной плите!
Индукционный нагрев использует ток, чтобы преднамеренно вызвать электрическое поведение, которое нагревает материал за счет эффектов сопротивления. Эти эффекты можно использовать для всего: от плавления железа при температуре выше 1500°C до заваривания чая на индукционной плите!
Индукция создает бесконтактный ток
Как отмечалось выше, ток, протекающий через проводящий материал, выделяет тепло из-за электрического сопротивления. Тостеры, фены, комнатные обогреватели и другие бытовые устройства используют этот эффект. В этих случаях явление известно как нагрев Джоулей или резистивный нагрев . Это происходит за счет прямого физического контакта между проводящим элементом и источником тока.
Напротив, индукционный нагрев нагревает объект электрически без прямого физического контакта с источником тока. Вместо этого проводящий объект (или заготовка ) помещается рядом с индукционной катушкой , по которой течет переменный ток (AC). Переменный ток создает изменяющееся во времени магнитное поле, окружающее индукционную катушку. Это поле индуцирует вихревые токи, которые генерируют тепло внутри заготовки.
Переменный ток создает изменяющееся во времени магнитное поле, окружающее индукционную катушку. Это поле индуцирует вихревые токи, которые генерируют тепло внутри заготовки.
Моделирование плотности тока, индуцированного в алюминиевом проводнике намотанной медной катушкой, по которой течет синусоидально изменяющийся ток. (Узнайте, как смоделировать этот тип системы, здесь.)
Для достижения полезного индукционного нагрева необходимо выполнить ряд условий. Заготовка должна быть изготовлена из материала с высокой электропроводностью. Подаваемый ток должен циклически повторяться с частотой, которая хорошо сочетается с проводимостью и магнитными свойствами заготовки. Благодаря тщательному выбору материалов и частоты мы можем индуктивно нагреть заготовку из черных металлов от температуры окружающей среды до более чем 700°C за считанные секунды. Это происходит потому, что высокая проницаемость железосодержащих материалов приводит к более сильным вихревым токам и скин-эффект , при котором переменный ток более интенсивно обтекает поверхность заготовки.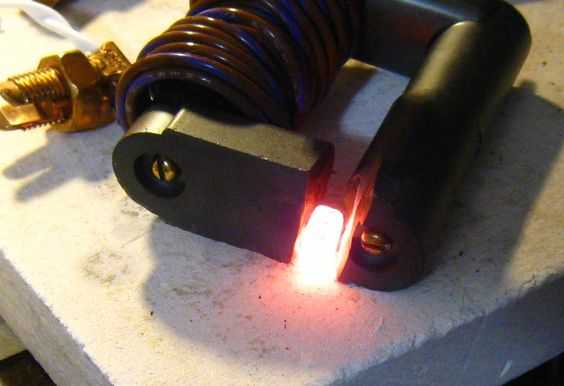 Индуктивный нагрев в черном металле дополнительно усиливается за счет циклического намагничивания кристаллов железа переменными токами. Быстро меняющееся магнитное поле переменного тока приводит к гистерезисным потерям, которые выделяют еще больше тепла.
Индуктивный нагрев в черном металле дополнительно усиливается за счет циклического намагничивания кристаллов железа переменными токами. Быстро меняющееся магнитное поле переменного тока приводит к гистерезисным потерям, которые выделяют еще больше тепла.
Каковы преимущества индукционного нагрева?
Возможность эффективно и точно нагревать проводящие материалы, не касаясь их, делает индукционный нагрев важным аспектом многих полезных процессов. Например, рассмотрим индукционную плиту. Переменный ток, проходящий через индукционную катушку, скрытую под поверхностью варочной панели, создает переменное магнитное поле в железной кастрюле. Эффекты сопротивления в кастрюле генерируют достаточно тепла, чтобы вскипятить воду, но варочная поверхность и дно кастрюли едва теплее комнатной температуры. Этот целенаправленный нагрев безопаснее и эффективнее, чем обычные методы приготовления пищи на плите.
Индукционная плита нагревает кастрюлю с водой до кипения, но поверхность недостаточно горячая, чтобы зажечь газету под кастрюлей. Изображение под лицензией CC BY-SA 3.0, через Wikimedia Commons.
Изображение под лицензией CC BY-SA 3.0, через Wikimedia Commons.
Преимущества индукционного нагрева несоизмеримо больше при его применении в промышленных масштабах. По сравнению с другими методами нагрева и плавки индукционные печи потребляют меньше энергии и меньше загрязняют окружающую среду. Чистота индукционного нагрева также делает его важным процессом для производства полупроводников и другой электроники.
Помимо заваривания чая и плавки металлов, индукционный нагрев может служить и другим целям. Знакомые металлургические методы, такие как пайка, сварка и пайка твердым припоем, могут выполняться индуктивно. Тепло индукционного тока также может служить для тщательно контролируемого упрочнения черного металла, как показано в учебной модели, описанной ниже…
Модель индукционных эффектов в черном металле
мы признаем, когда говорим об историческом бронзовом веке и железном веке. Наша индустриальная эра фактически началась с больших успехов в производстве и обработке железа в 19 веке. -й -й век. В то время как кузнецы традиционно ковали горячее железо на наковальне, по кусочку за раз, угольные мельницы могли очищать и закаливать беспрецедентное количество черного металла. Достижения в области электрообработки металлов в 20 — годах включали разработку процессов индукционной закалки, смоделированный пример которых показан ниже.
-й -й век. В то время как кузнецы традиционно ковали горячее железо на наковальне, по кусочку за раз, угольные мельницы могли очищать и закаливать беспрецедентное количество черного металла. Достижения в области электрообработки металлов в 20 — годах включали разработку процессов индукционной закалки, смоделированный пример которых показан ниже.
Процесс индукционной закалки детали из черного металла путем ее перемещения через индукционную катушку. Ток, протекающий в катушке, показан красным цветом.
В этом примере моделируется процесс, в котором заготовка из черных металлов перемещается через индукционную катушку, которая генерирует поле, вызывающее нагрев детали. Этот процесс часто используется для упрочнения приводных валов, монтажных штифтов и других компонентов с аналогичными пропорциями, которые подвергаются интенсивным механическим нагрузкам. Модель использует функциональные возможности модуля AC/DC для учета связанных электромагнитных характеристик и теплопередачи в заготовке, а также физических изменений, которые могут возникнуть в результате.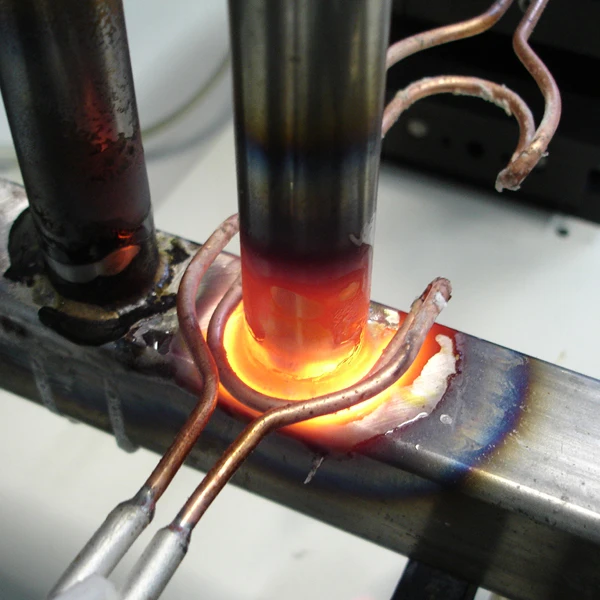
Модуль AC/DC предлагает поддержку для анализа магнитных характеристик с выбранными пользователем вариантами определяющих соотношений. Опция Effective B-H Curve хорошо подходит для этого анализа, поскольку она учитывает как магнитное насыщение (точка, выше которой намагниченность материала не может быть увеличена внешним полем), так и точку Кюри заготовки. материал. При нагревании выше точки Кюри (названной в честь Пьера Кюри, который открыл и описал ее) материал теряет магнитные свойства, которые он проявляет при более низких температурах. Как насыщение, так и эффект точки Кюри изменят взаимосвязь между приложенным током и результирующими изменениями в заготовке.
График соотношения кривой B-H, показывающий гистерезисное поведение путем построения графика зависимости плотности магнитного потока от магнитного поля в течение одного цикла переменного тока. Этот график взят из учебной модели электромагнетизма, которую можно использовать для воспроизведения задачи 32 метода тестирования электромагнитного анализа (TEAM).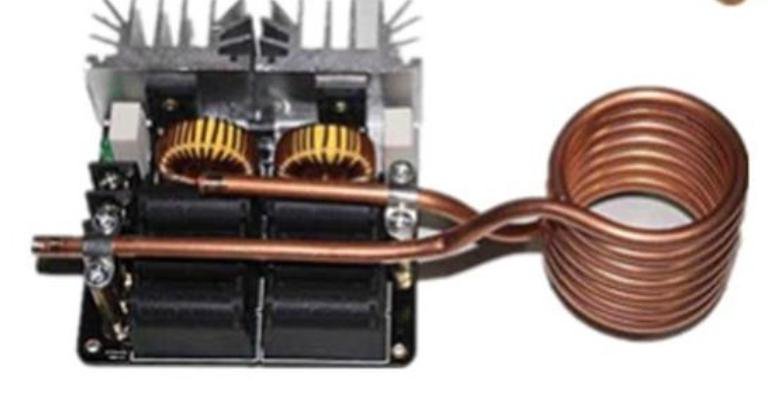 Задача 32 TEAM оценивает численные методы моделирования анизотропного магнитного гистерезиса.
Задача 32 TEAM оценивает численные методы моделирования анизотропного магнитного гистерезиса.
Поскольку этот процесс индукционной закалки основан на перемещении заготовки через индукционную катушку, моделирование также должно учитывать смещение. Это решается с помощью движущейся сетки через Вращающееся оборудование , Магнитный интерфейс с использованием смешанных векторных и скалярных потенциалов. Сетка также должна учитывать скин-эффекты, при которых индуцированное магнитное поведение различается между поверхностью и сердцевиной заготовки.
Сетка для двух вариантов использования в учебной модели индукционной закалки: частоты переменного тока 1 кГц (слева) и 25 кГц (справа).
Результаты моделирования для 2 вариантов использования
Хотя закалка металла с помощью электронагрева является полезным эффектом, можно получить слишком много хорошего. Та же самая высокая температура, которая закаляет металл, также делает его более хрупким. Чтобы достичь правильного баланса твердости и пластичности в каждой области готовой детали, вы можете настроить ключевые параметры процесса индукционной закалки. Приведенные ниже результаты можно использовать для сравнения двух вариантов использования, в которых анализируется влияние трех различных параметров:
Чтобы достичь правильного баланса твердости и пластичности в каждой области готовой детали, вы можете настроить ключевые параметры процесса индукционной закалки. Приведенные ниже результаты можно использовать для сравнения двух вариантов использования, в которых анализируется влияние трех различных параметров:
- Частота переменного тока
- Внешний уровень тока
- Скорость, с которой заготовка перемещается по катушке
Сравнение максимальной температуры, достигаемой внутри заготовки в ответ на две разные частоты переменного тока: 1 кГц (слева) и 25 кГц (справа).
Смещение и изменение температуры механического соединения при прохождении через катушку индукционного нагрева при f = 25 кГц, v = 10 мм/с.
Как показали результаты, изменение частоты переменного тока катушки не только изменяет пиковую температуру, но и изменяет распределение индуцированного тепла по всему изделию. Полученная карта температурного поля может использоваться для дальнейшего анализа металлургических эффектов.