
Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото – фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.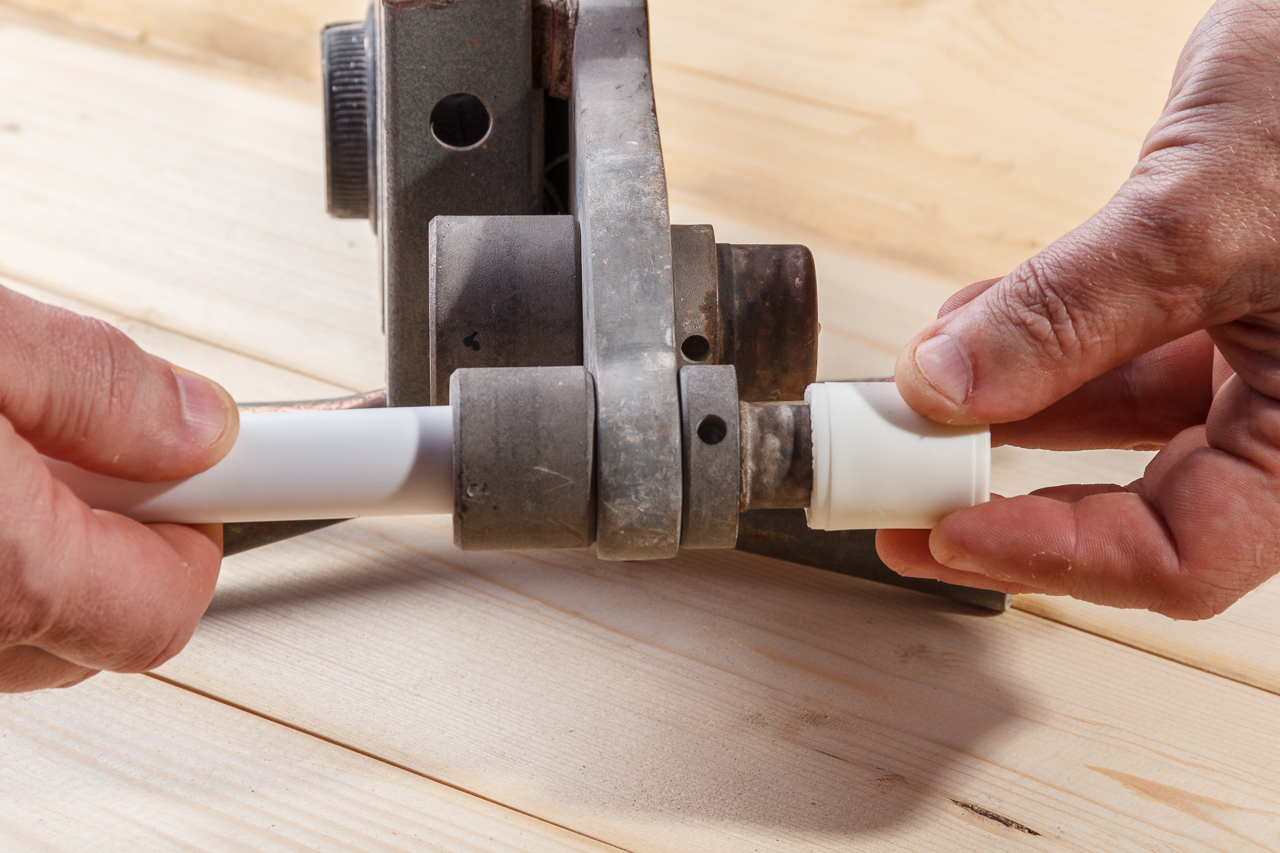
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента.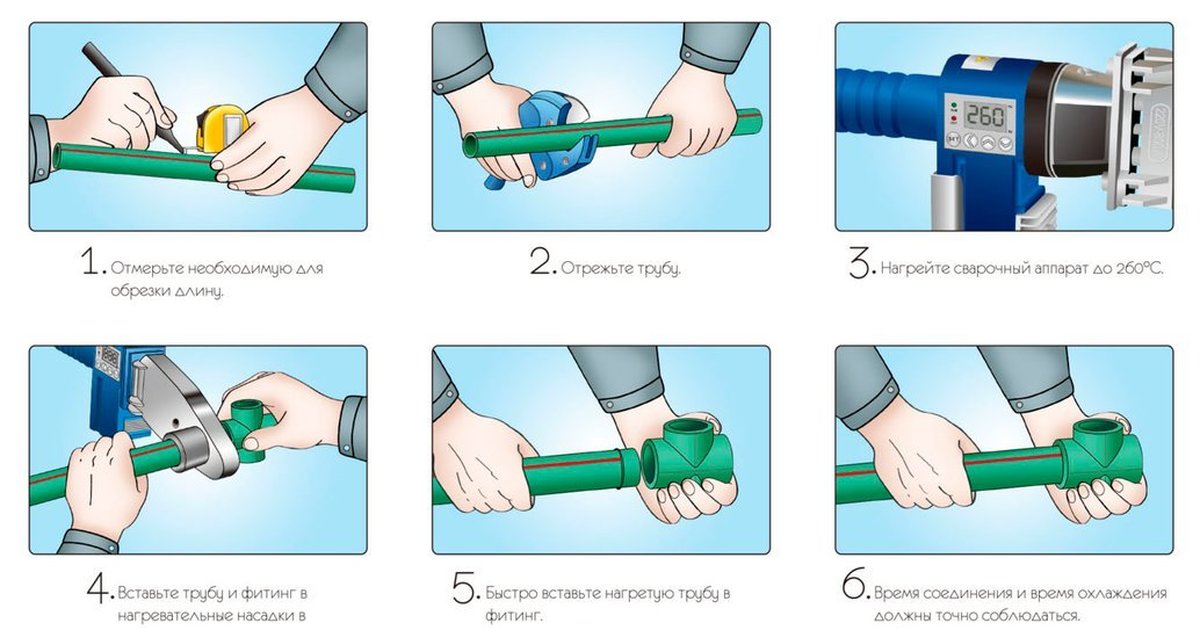 В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте.
 Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно; Фото – сварка в муфте
Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно; Фото – сварка в муфте - Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись.
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций.
 Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Согласно времени в таблице выше нагрейте по всему диаметру насадку;Фото – фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года.
 Любые работы с пластиком при минусовой температуре категорически запрещены;
Любые работы с пластиком при минусовой температуре категорически запрещены; - При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
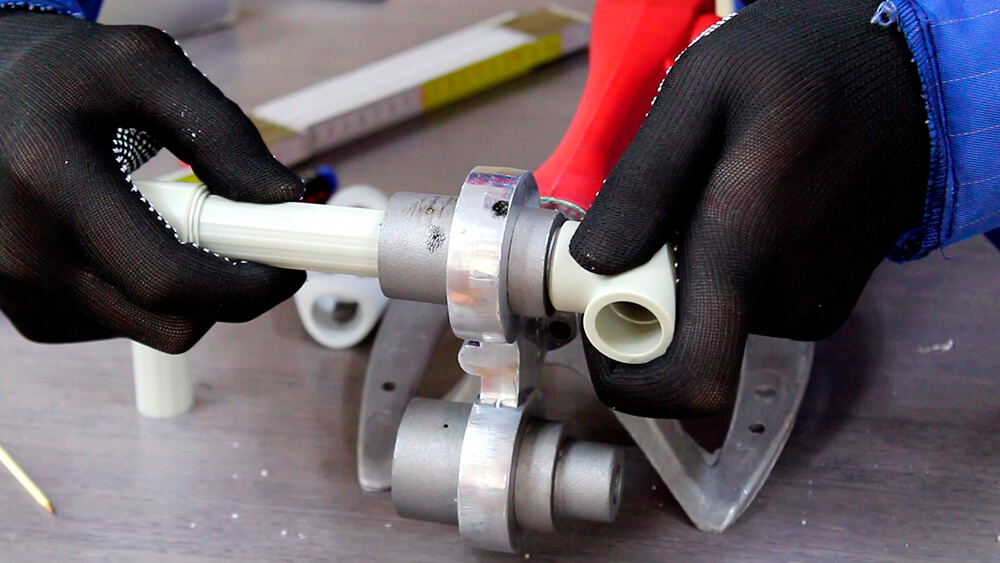
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Как паять полипропиленовые трубы для отопления в труднодоступных местах правильно: видео-инструкция
Пластиковые трубы поучили невероятно широкое распространение в сантехнике благодаря множеству своих неоспоримых преимуществ. Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Далее мы рассмотрим основные принципы выполнения такой задачи.
Как паять полипропиленовые трубы своими руками с помощью специальных инструментов
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Совет: не рекомендуется использовать пластиковые изделия при обустройстве трубопровода, предназначенного для отопления квартир в регионах с особо суровыми зимами.
При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.
Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные.
 Их деформирование в случае нагрева в пять раз меньше.
Их деформирование в случае нагрева в пять раз меньше. - Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
Пример применения П-образного элемента
Совет: рекомендуется использовать оба метода для большей эффективности, так как армирование не предотвращает удлинение, а лишь уменьшает его.
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Совет: следует помнить, что смысл приобретать армированные изделия имеет только в случае использования их в отопительной системе, так как они способны переносить больший температурный порог без деформаций.
Для обустройства же канализации и водопровода их более высокая цена окажется неоправданной.
Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты
Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.
Совет: не стоит тратить деньги на более мощные аппараты, так как данный показатель влияет только на время разогрева, а не качество пайки.
В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |
Совет: рекомендуется для резки использовать специальные ножницы-труборезы.
Они одним движением производят ровный срез строго под прямым углом, что значительно экономит время и силы.
Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.
Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
Шаг 1
Инструкция:
- Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.
Нанесение разметки карандашом
Шаг 2
- Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Шаг 3
- Устанавливаем в паяльник подходящую насадку и ждём её разогрева.

Паяльник с насадкой греется до нужной температуры
Шаг 4
- Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
- Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.
Обработка армированной пластиковой трубы шейвером
Шаг 6
Процесс плавления пластика паяльником
Шаг 7
- После того как материал начал плавиться вынимаем изделия и плотно соединяем их до упора.
Совет: ни в коем случае не проворачивайте трубу в момент соединения. Это приведёт к появлению складок и нарушению целостности структуры.
Шаг 8
- Держим конструкцию около пятнадцати секунд, после чего работу можно считать завершённой.
Осуществление спайки
Совет: в случае образования на насадке остатков пластика не рекомендуется убирать их ножом, так как вы им можете повредить хромированную поверхность.
Лучше включите паяльник и аккуратно, чтобы не обжечься, снимите капли ветошью.
Заключение
Как научиться паять полипропиленовые трубы? Ознакомиться со всеми вышеприведёнными рекомендациями и правилами, после чего проверить их на практике. После этого, вы можете быть уверены, что в бытовых объёмах отлично справитесь с прокладкой пластикового трубопровода.
Готовые соединения полипропиленовых труб
Видео в этой статье предоставит вашему вниманию дополнительные материалы, имеющие непосредственное отношение к изложенной теме.
Удачного вам выполнения монтажных работ!
Как соединять полипропиленовые трубы — два способа и этапы работ
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.

Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными.
.jpg) Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
Детали которые подвергаются нагреванию нельзя сдвигать и крутить. - Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.
Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Как правильно паять пластиковые трубы своими руками
Полимерные материалы вытесняют традиционный металл со строительного рынка. У многих застройщиков, выбравших водопровод, отопление из полиэтилена, полибутилена, полипропилена, после приобретения возникает проблема, как паять пластиковые трубы. Технологи простая, не требует обучения, достаточно небольшой практики, полуметрового куска трубы, покупки паяльника с минимальной комплектацией. Инструкция к прибору сварки позволяет работать сразу, таблица времени разогрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.
У многих застройщиков, выбравших водопровод, отопление из полиэтилена, полибутилена, полипропилена, после приобретения возникает проблема, как паять пластиковые трубы. Технологи простая, не требует обучения, достаточно небольшой практики, полуметрового куска трубы, покупки паяльника с минимальной комплектацией. Инструкция к прибору сварки позволяет работать сразу, таблица времени разогрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.
Инструкция по пайке пластиковых труб в домашних условиях
Простейшая инструкция, как паять пластиковые трубы, выглядит следующим образом:
- сварочный аппарат устанавливается на подставку, идущую в комплекте, включается в сеть
- в отверстие паяльника устанавливается гильза
- подготавливаются концы – трубу необходимо подрезать, снять фаску, нанеси маркером риску для контроля глубины погружения в муфту
- прибор сигнализирует о нагреве до 270 градусов звуком
- муфта одевается с одной стороны гильзы, труба вставляется в ответное отверстие
- для нагрева засекается время, выбранное в таблице (10 – 4 секунды), вращать детали на гильзе запрещается, как при установке, так и во время ожидания
- оплавленные концы стыкуются без прокручивания до нанесенной маркером риски, фиксируются на несколько секунд
- процесс повторяется для ответной стороны муфты, второго куска трубы
После нескольких соединений технология становится понятной, а, после сборки контура отопления пользователь узнает секреты, как паять пластиковые трубы в неудобных местах. На практике обычно стыкуют отдельные заготовки, окончательную сборку (последние два стыка) производят по месту.
На практике обычно стыкуют отдельные заготовки, окончательную сборку (последние два стыка) производят по месту.
Пайка трубы электромуфтой
Электромуфтовая технология проще предыдущей, в ней нет ничего сложного для тех, кто знает, как паять пластиковые трубы вышеописанным способом. Ошибки полностью исключаются благодаря встроенным в тело фитинга спиралям, программе внутри прибора. Технология выглядит немного иначе:
- обрезаются, обрабатываются под фаску кромки обеих труб (вдвое увеличивается производительность)
- концы так же обезжириваются, в контрольных рисках отпадает необходимость
- при значительной длине деталей трубопровода используются зажимы (механические, ременные)
- прибор включается в сеть, открывается таблица в инструкции либо осуществляется считывание прибором штрих-кода с каждой заготовки
- звуковой сигнал говорит о готовности аппарата к пайке
- электроды подсоединяются к гнездам на теле муфты, время нагрева устанавливается автоматически либо вручную
- через несколько секунд на монитор выводится информация о завершении процесса
- отрицательный результат случается при КЗ, дефекте спиралей в муфте, в остальном сварка проходит безупречно
После первого же стыка становится полностью понятно, как паять пластиковые трубы.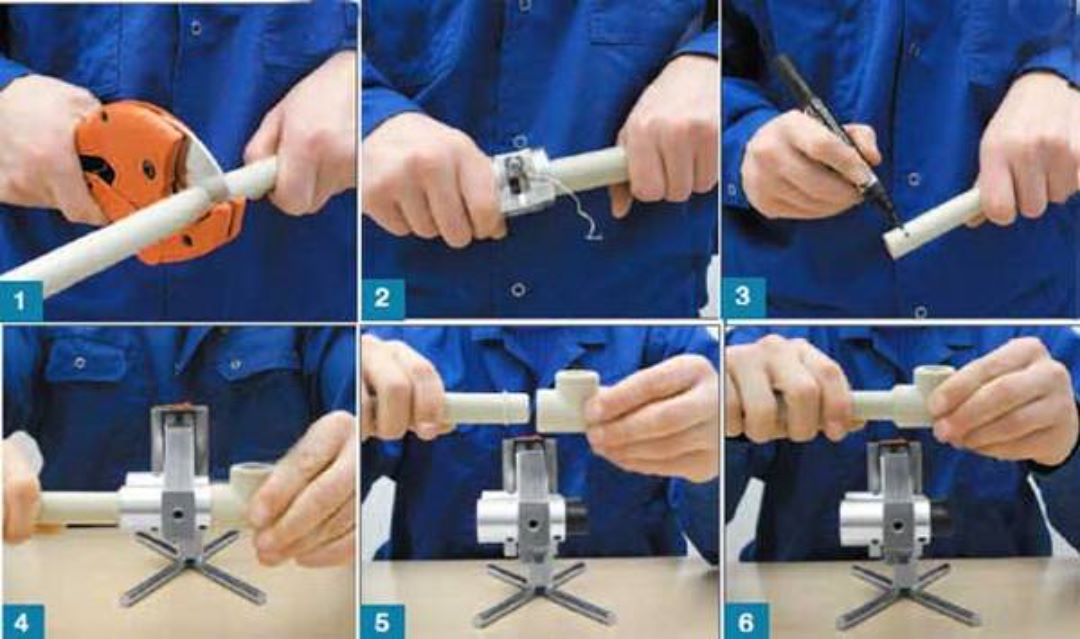 Этот вариант позволяет заранее собирать контуры, поочередно переключая электроды с муфты на муфту. Увеличивается скорость без потери качества. Сложные стыки становятся доступнее, единственным недостатком метода является повышенная стоимость муфт. Электромуфтовый аппарат дешевле, компактнее, отсутствует опасность повреждения покрытий нагретым корпусом паяльника. Несовершенство первого метода (сварка небольших диаметров) в данном случае отсутствует. Для крупных труб необходимо лишь увеличить надежность фиксации в момент установки, нагрева муфты.
Этот вариант позволяет заранее собирать контуры, поочередно переключая электроды с муфты на муфту. Увеличивается скорость без потери качества. Сложные стыки становятся доступнее, единственным недостатком метода является повышенная стоимость муфт. Электромуфтовый аппарат дешевле, компактнее, отсутствует опасность повреждения покрытий нагретым корпусом паяльника. Несовершенство первого метода (сварка небольших диаметров) в данном случае отсутствует. Для крупных труб необходимо лишь увеличить надежность фиксации в момент установки, нагрева муфты.
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.

- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче.
 Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом. - На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.

При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Пайка полипропиленовых труб — как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении.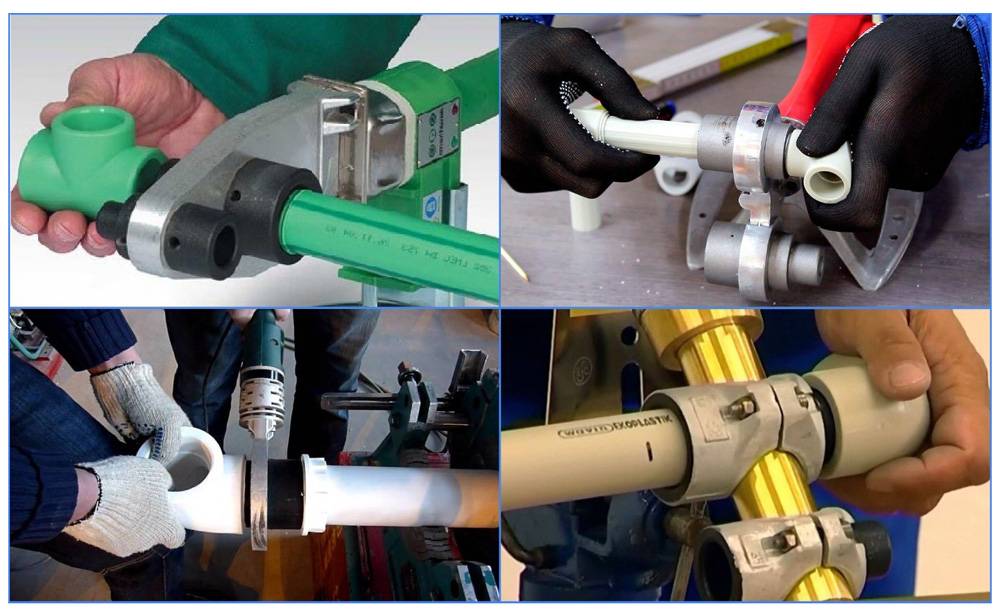 Дополнительно может быть указан номер российского или международного стандарта.
Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.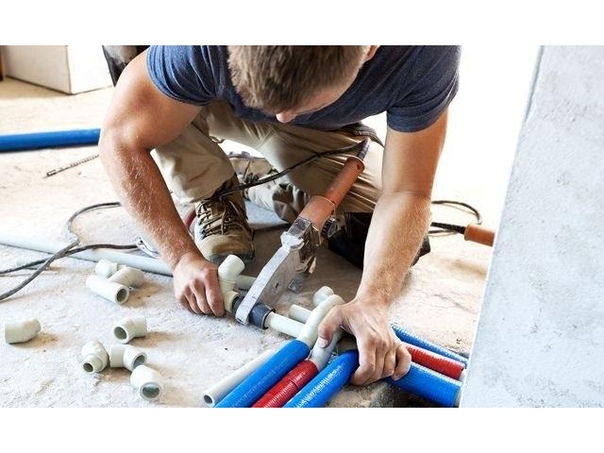
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.
К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
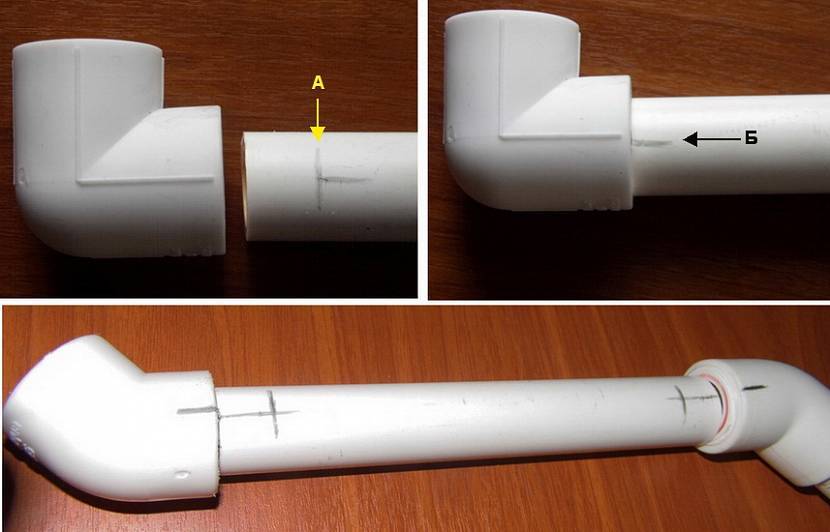
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.

- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.
Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Раздел: пайка труб
Видео: пайка полипропиленовых трубСегодня полипропиленовые трубы чаще всего используются для монтажа водопроводной системы. Именно поэтому каждому хозяину не помешает знать, как паять такие трубы. Видео, в котором показана пайка полипропиленовых труб, поможет правильно справиться с задачей даже непрофессионалу…
1600 Смотреть видео Как паять пластиковые трубы: видеоПластиковые трубы сегодня очень востребованы. Их все чаще используют как альтернативу чугунным и металлическим трубам. При монтаже трубопровода из пластиковых труб не обойтись без их пайки. Видео о том, как паять пластиковые трубы, поможет новичкам легко справиться с этой работой…
778 Смотреть видео Видео: как соединить трубыПри монтаже водопроводной системы неизбежно возникает необходимость соединить трубы. В этом материале мы собрали видео про то, как соединить трубы из разных материалов различными способами…
В этом материале мы собрали видео про то, как соединить трубы из разных материалов различными способами…
Пластиковые (полипропиленовые) трубы уверенно вытесняют с рынка свои металлические аналоги. Они легкие, долговечные, устойчивые к коррозии, а их пайку и монтаж можно выполнить самостоятельно. В этом материале мы собрали видео, с которыми сварка пластиковых труб своими руками станет для вас элементарной задачей…
Видео: как паять медные трубыМедные трубы хоть и недешевы, зато отличаются гибкостью, надежностью, длительным сроком службы. Соединяют такие трубы методом пайки. В этом материале мы собрали видео про то, как паять медные трубы…
Как паять медную трубу (важные советы !!)
Сжечь дом дотла…
Это первое, что приходит на ум, когда думаешь о пайке медной трубы?
Может быть, я единственный, кто так думает, смеется.
Впервые мне пришлось паять трубу в секции балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Я уверен, что после прочтения или просмотра сегодняшнего урока вы сможете паять медь за 1 час или меньше.
Эти инструменты и принадлежности делают пайку намного проще.
Изучение того, как паять медную трубу, начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это веселее, чем Lego)Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid No.15.
Инструменты AutoCut зажимают трубу, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развертывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет расширитель.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, затем очищайте ее металлической щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к утечкам через отверстия.
Проволочной щеткой очистите внутреннюю часть любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите вместе трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начнется самое интересное !!
Пайка медных трубок (играть с огнем всегда весело!)При пайке обязательно использовать огнетушители.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные щитки помогут предотвратить возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из отсека для шипов, опрыскайте его водой, чтобы предотвратить пожар.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промажьте переход фитинга / трубы припоем.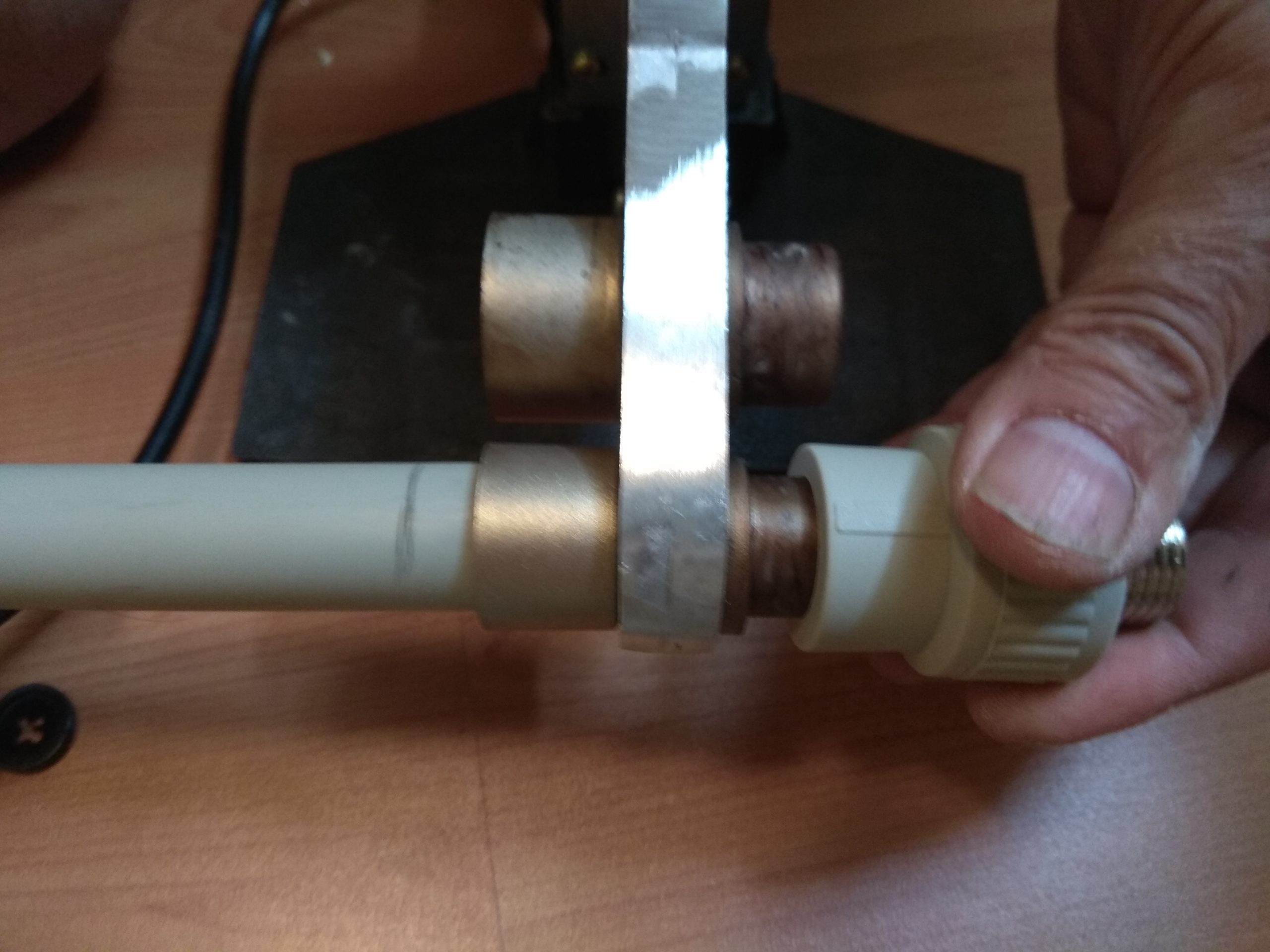
Сгорать флюс очень просто. D
Нанесение припоя позволит вам использовать наименьшее количество тепла, необходимого для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы в видео было много замечательных советов, поэтому оно получилось немного длинным.
Вы будете паять примерно через 1 час 😀
Что дальше
Мой самый главный совет — практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите отрезок медной трубы длиной 2 фута и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, занимающихся ремонтом ванных комнат. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Соединение PEX с медными и ПВХ трубами
Фото: istockphoto.com
Сегодня, с помощью труб из сшитого полиэтилена (PEX), сантехнические работы стали более эффективными для профессионалов и более доступными для самостоятельных работ. сами.Эти гибкие красные и синие трубы могут изгибаться практически в любом направлении, чтобы направлять горячую и холодную воду, соответственно, туда, куда она должна идти.
Фактически, если ваш дом оборудован коллектором водоснабжения — а не все дома — отдельные трубы PEX могут быть напрямую подключены к коллектору, а затем протянуты через стены до раковины, ванны или душа для подачи воды. горячая и холодная вода. «Проведение PEX через стену потребует гораздо меньше усилий для разрыва этой стены по сравнению с другими трубами», — говорит Дэниел О’Брайан, технический эксперт онлайн-магазина сантехники SupplyHouse.com.
«Проведение PEX через стену потребует гораздо меньше усилий для разрыва этой стены по сравнению с другими трубами», — говорит Дэниел О’Брайан, технический эксперт онлайн-магазина сантехники SupplyHouse.com.
Некоторые рабочие места лучше оставить профессионалам
Получите бесплатные оценки от ближайших к вам лицензированных сантехников.
+Труба PEX не только проста в обращении, ее также легко подключить к существующим водопроводным линиям в доме для ремонта или установки новых. Вы уже работаете с трубой из меди или ПВХ? Благодаря широкому набору компонентов PEX, которые упрощают подключение труб, вы также можете самостоятельно заняться водопроводом.
Если вы хотите добавить новый PEX к существующим водопроводам, продолжайте читать.Мы сообщим вам, какие фитинги и инструменты вам понадобятся и как они используются для соединения.
Выбор и установка резьбового фитинга Доступны различные резьбовые фитинги в вариантах, перечисленных ниже, для соединения трубы PEX с трубами из меди или ПВХ. Обычно они состоят из двух частей, которые часто продаются отдельно. Половина присоединяется к трубе PEX, а другая половина — к существующей трубе из меди или ПВХ. Соедините две половинки вместе, и, вуаля, вы получите водонепроницаемое соединение.
Когда вы прикрепляете вторую половину к меди или ПВХ, некоторые фитинги потребуют использования горелки или нанесения клея в хорошо вентилируемом месте (подробнее об этом в следующих разделах ниже). Но соединения PEX не всегда должны быть такими сложными. Некоторые типы фитингов не содержат ни огня, ни дыма — даже специальных инструментов — и такая простота использования делает «работу более безопасной, если у вас нет опыта и оборудования, как у профессионала», — говорит О’Брайан.
Необходимые инструменты и уровень сложности при установке PEX зависят от типа приобретаемого вами фитинга, поэтому вы должны сначала понять свои варианты, чтобы убедиться, что вы выбираете оборудование, с которым вы можете работать.Для начала ознакомьтесь с вашими вариантами и узнайте, как они подключаются к PEX.
- Расширительные фитинги (например, от BlueFin и от Uponor) плотно вставляются в трубу PEX с небольшой помощью. Используйте расширитель из PEX, чтобы увеличить диаметр трубы до фитинга. PEX, у которого есть «память», затем возвращается к своему первоначальному размеру, создавая водонепроницаемое уплотнение.
- Обжимные фитинги (например, от Bluefin) изготавливаются путем надевания металлических колец на конец трубы PEX и последующей вставки нужного фитинга в конец трубы.Затем с помощью обжимного инструмента PEX затягивают металлическое кольцо на трубе PEX и фитинге.
- Компрессионные фитинги (например, от Bluefin) включают в себя надевание латунной гайки и пластикового компрессионного кольца на трубу PEX, а затем вставку металлической втулки внутрь трубы для поддержки (все эти детали можно приобрести отдельно). Фитинг вставляется в трубу и втулку PEX, а затем гайка затягивается на фитинг, сжимая компрессионное кольцо, чтобы образовалось плотное уплотнение.
- Зажимные фитинги используют те же фитинги, что и в обжимных соединениях, но вместо обжимного инструмента необходим зажим с храповым механизмом для затягивания стальных колец на месте на стороне PEX. Кольцо надевается на трубу PEX, и фитинг затем вставляется в конец трубы. Кольцо располагается над фитингом, и зажимной инструмент используется для сжатия язычка на боковой стороне кольца для его затяжки.
- Пуш-фитинги , в том числе произведенные SharkBite и BlueFin, являются самыми простыми для соединения и не требуют дополнительных инструментов, зажимов или обжимов для крепления фитинга к трубе PEX, медной или ПВХ трубе.Подключение простое: вставьте трубу PEX в один конец фитинга, и ее внутренние компоненты надежно зафиксируют ее на месте. Однако это удобство имеет свою цену. Фитинги SharkBite дороже, чем большинство других перечисленных здесь, но они также избавляют вас от необходимости покупать специальные инструменты, если вы выполняете лишь несколько соединений.

Подключение нового полиэтилена PEX к существующей медной трубе
Независимо от того, какой фитинг вы выберете, существует только два основных метода подключения PEX к медной трубе.Традиционные медные соединения требуют пайки или «запотевания», тогда как более новые, более инновационные варианты, такие как фитинги SharkBite, подключаются к меди без каких-либо специальных инструментов.
Фото: istockphoto.com
РЕЗЬБОВЫЕ ПОЛОТНЫЕ СОЕДИНЕНИЯ Для резьбовых соединений у вас всегда будет два отдельных фитинга, по одному для каждой трубы, которую вы соединяете, а затем, в конечном итоге, скручиваете вместе. Традиционный способ соединения PEX с медью включает использование переходника с резьбой на медной стороне (для соединения с фитингом PEX) и пайку для создания водонепроницаемого уплотнения. Медная труба и ее фитинг сначала очищаются стальной щеткой с мелкой щетиной, а затем покрываются флюсом (как эта паста для флюса от Utility), чтобы припой равномерно прилипал. Затем шов соединения фитинга с медной трубой нагревается пламенной горелкой. Когда металл сильно нагревается, к шву прикладывается небольшой стержень припоя — без свинца, если по этим трубам будет подаваться питьевая вода. Тепло металла плавит припой и втягивает его в шов, где он охлаждается и создает уплотнение.
Медная труба и ее фитинг сначала очищаются стальной щеткой с мелкой щетиной, а затем покрываются флюсом (как эта паста для флюса от Utility), чтобы припой равномерно прилипал. Затем шов соединения фитинга с медной трубой нагревается пламенной горелкой. Когда металл сильно нагревается, к шву прикладывается небольшой стержень припоя — без свинца, если по этим трубам будет подаваться питьевая вода. Тепло металла плавит припой и втягивает его в шов, где он охлаждается и создает уплотнение.
Затем к трубе PEX прикрепляют резьбовой фитинг из PEX, используя методы, описанные в разделе выше.Вы даже можете найти резьбовой фитинг SharkBite с технологией push-fit на стороне PEX, который имеет резьбовой конец для накручивания на резьбовой конец резьбового медного фитинга. После того, как оба фитинга будут подсоединены к трубам, скрутите их вместе, чтобы образовалось уплотнение. (Хотя, если вы уже используете вставные фитинги, самый простой подход — просто использовать фитинг SharkBite на обеих соединяемых трубах, о чем мы поговорим дальше. ) Просто помните об этих соображениях:
) Просто помните об этих соображениях:
- Каждое соединение должно иметь один фитинг с наружной резьбой и один фитинг с внутренней резьбой, чтобы можно было прикрепить два фитинга.(Фитинг с наружной резьбой имеет выступающую резьбу, которая ввинчивается в резьбовое отверстие фитинга с внутренней резьбой.)
- Размеры концов с резьбой должны совпадать, чтобы фитинг PEX мог навинчиваться на фитинг из медной трубы.
- Вы можете соединять трубы разных размеров, если концы с резьбой имеют одинаковый размер. На резьбовых фитингах указаны размеры обоих концов, что означает, что фитинг ½ «X ½» соединит две трубы ½ «, в то время как фитинг ½» X 3/8 «(также называемый» переходным «фитингом) требуется для соединения 1/2 ”К трубе 3/8”.
- Используйте метод подключения «пота» только в том случае, если вы знакомы с пайкой меди и перед тем, как приступить к работе, проконсультируйтесь с местными строительными органами, чтобы узнать о дополнительных правилах (например, о необходимости проведения осмотров).
 Если вам неудобно паять, используйте следующий метод.
Если вам неудобно паять, используйте следующий метод.
Если вы не хотите возиться с пайкой, выберите фитинг SharkBite. Как описано выше, в этот фитинг можно установить медную трубу с одной стороны и трубу PEX с другой.Подобно тому, как труба PEX вставляется в конец фитинга из PEX, медная труба вставляется в другой конец. Это оно! Благодаря механизму вставки фитинга вы сделали водонепроницаемое соединение.
Соединение PEX с трубой из ПВХ
Дома, в которых есть водопроводы из ПВХ, также могут легко использовать трубы PEX для удлинения или замены. При выборе фитингов дважды проверьте размеры, чтобы убедиться, что вы покупаете правильный размер для диаметра ваших труб.
ФИТИНГИ С РЕЗЬБОЙ Во-первых, всегда выбирайте пластмассовый фитинг с наружной резьбой для существующей трубы из ПВХ в паре с металлическим фитингом с внутренней резьбой для трубы PEX. Обратная сторона — металлический охватываемый фитинг, соединенный с пластиковым охватывающим фитингом — может сорвать резьбу или даже расколоть пластиковый охватывающий фитинг, тогда как металлический охватывающий фитинг может выдержать большую прочность металлического охватываемого фитинга.)
Обратная сторона — металлический охватываемый фитинг, соединенный с пластиковым охватывающим фитингом — может сорвать резьбу или даже расколоть пластиковый охватывающий фитинг, тогда как металлический охватывающий фитинг может выдержать большую прочность металлического охватываемого фитинга.)
Фитинг прикрепляется с использованием стандартный метод соединения ПВХ, который включает нанесение щеткой грунтовки из ПВХ (например, этой грунтовки от Hercules) на фитинг и трубу, чтобы очистить и слегка смягчить ПВХ.Затем клей, используемый для соединения фитингов из ПВХ (также от Hercules), наносится на конец трубы и на внутреннюю часть фитинга, прежде чем он наденет на конец трубы из ПВХ.
Установите соответствующий резьбовой металлический фитинг с внутренней резьбой на конце трубы PEX, используя любой из первых четырех методов соединения PEX, перечисленных выше. Убедитесь, что вы покупаете фитинг правильного типа для используемого вами метода подключения: обжимной фитинг немного отличается от расширительного, поэтому выбирайте внимательно.
После того, как фитинги переходника будут прикреплены к концам обеих труб, намотайте небольшую водопроводную ленту на конец резьбового фитинга с наружной резьбой для водонепроницаемого уплотнения, когда вы скручиваете резьбовые концы фитингов вместе.
SHARKBITE СОЕДИНЕНИЯ PEX-TO-PVCХотя вы не ошибетесь, используя метод резьбового соединения, описанный выше, существует еще более простой метод: SharkBite недавно представила переходную муфту из ПВХ, которая подходит для соединения PEX с ПВХ.Эти вставные соединители работают, вставляя обрезанные концы каждой трубы в соответствующий конец муфты. Вы не только сэкономите время, используя эти вставные соединители, но и избавитесь от необходимости использовать клей ПВХ для прикрепления пластмассового резьбового переходника к трубе из ПВХ.
Эта статья была представлена вам на сайте SupplyHouse.com. Его факты и мнения принадлежат BobVila.com.
Некоторые рабочие места лучше доверить профессионалам
Получите бесплатные оценки от лицензированных сантехников рядом с вами.
Пайка медных труб — Fine Homebuilding
Работа с зажженной горелкой и расплавленным припоем кого угодно может немного нервировать, и она должна. Последствия ошибки при пайке могут варьироваться от протечки трубы до домашнего пожара. Однако, как и в случае с большинством ремесленных навыков, ключом к успеху являются практика и планирование. Даже для небольших проектов составьте план, минимизирующий количество фурнитуры; не просто слепите трубы вместе волей-неволей. Предварительно соберите и припаяйте как можно больше секций на верстаке.И убедитесь, что каждый фитинг, который нужно припаять, будет легко доступен.
Во избежание ожогов всегда надевайте защитные очки и никогда не паяйте прямо над головой. Чтобы предотвратить возгорание, используйте надлежащий теплозащитный экран (а не просто кусок листового металла) всякий раз, когда вам нужно паять рядом с горючими веществами, и всегда держите поблизости работающий огнетушитель.
Инструменты, необходимые для этой работы, можно купить в любом хозяйственном магазине:
• Нож для резки труб с прикрепленным расширителем для труб.
• Щетка для фитингов с проволочной щетиной (размер для фитингов 1/2 дюйма или 3/4 дюйма).
• Наждачная грохота для сантехников.
• Маленькая баллончик с флюсом и одноразовая щетка для кислоты.
• Резак (врезка, стр. 126).
• Рулон бессвинцового припоя.
Резка и очистка имеют решающее значение
Шаг 1: Для получения наиболее прочного соединения, размер трубы должен доходить до задней части (заплечика) фитинга.
Шаг 2: Обрежьте его под прямым углом.Используйте резак для труб, а не ножовку, чтобы сделать идеально квадратный надрез.
Шаг 3: Разверните конец трубы, чтобы удалить заусенцы, оставленные труборезом.
Шаг 4: Очистите трубу и фитинг. Чтобы удалить окисление (потускнение), которое может препятствовать соединению припоя и меди, отполируйте внешнюю часть трубы с помощью наждачной решетки (фото слева) и протрите внутреннюю часть фитинга щеткой (фото справа).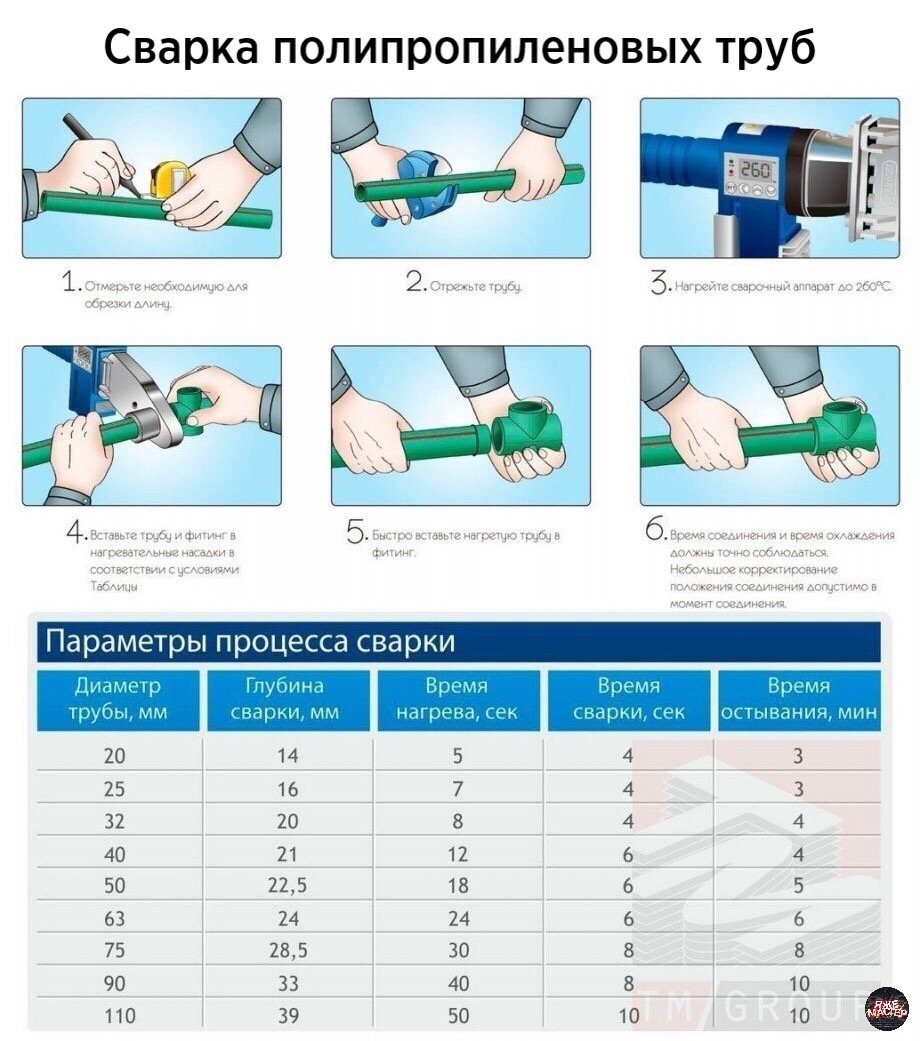 Очистите обе поверхности, пока они не засияют, как новенький пенни.
Очистите обе поверхности, пока они не засияют, как новенький пенни.
Шаг 5: Нанесите флюс для глубокой очистки металла. Нанесите обильное покрытие флюса на обе поверхности (флюс удаляет мельчайшие следы потускнения и протравливает медь, способствуя адгезии с припоем). Чтобы предотвратить загрязнение флюса, плотно закрывайте крышку, когда она не используется, и храните щетку в пластиковом пакете.
Мощный и безопасный фонарик
Современный бессвинцовый припой требует более высокой температуры, чем может обеспечить пропановая горелка.Профессиональные сантехники полагаются на мощные установки для ацетилена, которые стоят сотни долларов и обладают высокой взрывоопасностью. Для нерегулярных пользователей лучшая альтернатива — газ MAPP. MAPP (комбинация ацетилена и пропана) горит достаточно горячим, чтобы припаять 3/4 дюйма. трубы, и он широко доступен в одноразовых баллонах, подобных тем, которые используются для пропана.
Для безопасности и удобства прикрепите баллон MAPP к высококачественной самовоспламеняющейся горелке, такой как SureFire T655 (www.bernzomatic.com). При нажатии кнопки пламя зажигается, и оно так же легко гаснет.Вам не нужно менять руки, чтобы достать искровую зажигалку или возиться с газом, вы можете работать быстрее и, что самое главное, безопаснее. Вся установка стоит менее 70 долларов.
Нагрейте медь так быстро, как только сможете
Шаг 6: Синее пламя к арматуре. Направьте пламя на середину штуцера (припой притягивается к нагреву). Чтобы обеспечить равномерный нагрев, продолжайте движение пламени по небольшой дуге вокруг фитинга. Самая горячая часть пламени (внутренний синий конус) всегда должна касаться меди.
Шаг 7: Цвет и поток говорят вам, что пора. Продолжайте нагревать до тех пор, пока флюс не начнет плавиться и медь не приобретет блестящий, переливающийся вид. Затем прикоснитесь концом припоя к стыку; если он достаточно горячий, припой будет заливаться и окружать фитинг, прежде чем он начнет переливаться. При работе с 3/4 дюйма. или труб меньшего размера, нет необходимости протаскивать припой по всему стыку, чтобы заполнить его надлежащим образом.
При работе с 3/4 дюйма. или труб меньшего размера, нет необходимости протаскивать припой по всему стыку, чтобы заполнить его надлежащим образом.
Шаг 8: Работайте от низшего к высшему.Сначала припаяйте нижнюю часть фитинга, потому что верхняя сторона дольше будет оставаться горячей. Обязательно снимите достаточно припоя заранее, чтобы можно было легко переходить от одного соединения к другому. Если фитинг все же остывает, обмахните кончиком пламени медь, чтобы повысить температуру без перегрева.
Step 9: Не только для галочки. Даже если труба должна быть закопана под гипсокартон, всегда протирайте припой тряпкой до того, как он успеет остыть. Яркое равномерное паяное соединение между фитингом и трубой — доказательство того, что работа сделана хорошо.
Автор фотографии: Том О’Брайен
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Получайте советы, предложения и советы экспертов по строительству дома на свой почтовый ящик
×Что можно и чего нельзя делать при сварке труб из ХПВХ с использованием растворителя и цемента
Этот пост был первоначально опубликован в июле 2017 года и был дополнен дополнительной информацией и ресурсами, в том числе видеороликом об испытании соединения цемента на разрыв на разрыв.
При установке систем трубопроводов из хлорированного поливинилхлорида (ХПВХ) у вас есть несколько различных вариантов соединения трубопроводов и фитингов. В зависимости от размера трубы труба и фитинги могут иметь резьбу или фланцевое соединение, каждая из которых обеспечивает прочное и надежное соединение. Однако для большинства применений Corzan ® Industrial Systems рекомендует сварку на цементном растворе.
Цемент на растворителе не является клеем. Вместо этого это быстрый и простой процесс установки, в котором используются растворители и смола для химического сплавления трубы и соединения на молекулярном уровне, по сути, создавая один сплошной кусок пластика.Фактически, цемент на основе растворителя — единственный метод соединения, рекомендуемый для таких элементов системы, как расширительные петли, поскольку он позволяет трубе изгибаться и двигаться без нарушения или ослабления герметичного соединения.
Вместо этого это быстрый и простой процесс установки, в котором используются растворители и смола для химического сплавления трубы и соединения на молекулярном уровне, по сути, создавая один сплошной кусок пластика.Фактически, цемент на основе растворителя — единственный метод соединения, рекомендуемый для таких элементов системы, как расширительные петли, поскольку он позволяет трубе изгибаться и двигаться без нарушения или ослабления герметичного соединения.
Чтобы обеспечить правильное нанесение клея на основе растворителя во всей вашей технологической системе, мы собрали следующие рекомендации, которые следует и не следует помнить на протяжении семи этапов процесса соединения.
Если при установке на цементный раствор, что можно и чего нельзя делать, то посмотрите, насколько надежными становятся соединения, посмотрев видео об испытании на разрыв ниже.
Испытание на разрыв сварных швов цемента на растворителе из ХПВХ
1.
 Резка ХПВХ
Резка ХПВХЧто нужно: Используйте инструменты, предназначенные для работы с пластиковыми трубами и фитингами.
К предпочтительным инструментам для резки пластмасс относятся храповик, колесный резак для пластиковых труб, электрическая пила или пила с мелкими зубьями.
Что нужно: убедитесь, что ХПВХ обрезан под прямым углом, используя угловую коробку.
Обрезка трубы максимально под прямым углом обеспечивает максимальную площадь склеивания.Чем больше площадь поверхности становится химически связанной, тем выше прочность соединения.
Запрещается: использовать тупое или сломанное лезвие режущего инструмента.
2. Снятие фаски и заусенцев CPVC
Что нужно: удалить заусенцы и опилки.
Заусенцы и опилки могут препятствовать надлежащему контакту между трубой и фитингом и могут оказывать чрезмерное давление на трубу и узел фитинга.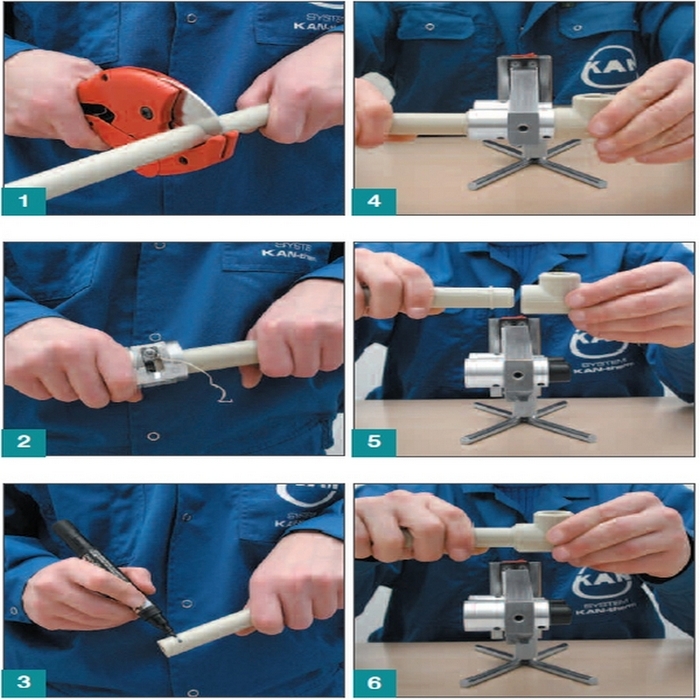 Используйте инструмент для снятия фаски или напильник, чтобы удалить заусенцы и опилки с внешней и внутренней стороны трубы.
Используйте инструмент для снятия фаски или напильник, чтобы удалить заусенцы и опилки с внешней и внутренней стороны трубы.
Что нужно: Сделайте небольшой скос на конце трубы.
Небольшой скос облегчает вход трубы в муфту и сводит к минимуму возможность вытирания цементного раствора с фитинга. Для труб размером 2 дюйма и более рекомендуется фаска 3/32 дюйма от 10 до 15 °.
3. Подготовка фитинга для цемента на основе растворителя
Что нужно: чистой сухой тряпкой сотрите рыхлую почву и влагу с муфты фитинга и конца трубы.
Рыхлая почва и / или влага могут замедлить время отверждения и снизить прочность соединения. Убедитесь, что прилегание выполнено правильно, убедившись, что труба легко входит в патрубок фитинга на 1/3 — 2/3 глубины.
Примечание. Если нижняя часть трубы входит в фитинг с небольшим натягом, попробуйте новый фитинг.
4. Нанесение грунтовки
Следует: использовать грунтовку, соответствующую ASTM F656, и соответствующий аппликатор.
Грунтовка необходима для подготовки места склеивания для добавления цемента и последующей сборки. Используйте подходящий аппликатор, такой как мазок, тампон или кисть, размером примерно в половину диаметра трубы.
Нанесите грунтовку на внутреннюю часть муфты фитинга и на внешнюю сторону конца трубы. Нанесите второй грунтовочный слой внутри штуцера. Повторно наносите аппликатор так часто, как необходимо, чтобы вся поверхность обеих частей была липкой.
Нельзя: наносить грунтовку тряпкой.
5. Нанесение цемента на растворитель
Следует: использовать только цемент на основе растворителей, соответствующий ASTM F493
Свяжитесь с Corzan® Industrial Systems или производителем цемента на основе растворителей для получения рекомендаций по использованию в агрессивных химических средах.
Нанесите клей на основе растворителя, когда поверхность трубы станет липкой (не мокрой) от грунтовки. Соединяемые поверхности должны быть пропитаны и размягчены.
Соединяемые поверхности должны быть пропитаны и размягчены.
Цемент следует наносить кистью или тампоном с натуральной щетиной, который меньше диаметра трубы.Для труб размером менее 2 дюймов можно использовать мазок.
Нанесите толстый ровный слой цемента на внешнюю сторону конца трубы и средний слой на внутреннюю часть муфты фитинга. Для труб диаметром более 2 дюймов нанесите второй слой цемента на конец трубы.
Запрещается: допускать образование луж цементного раствора на фитингах и трубах.
Запрещается: используйте цемент на основе растворителя вблизи источников тепла, открытого огня или при курении.
Нельзя: используйте цемент на основе растворителей, срок годности которого превышает срок хранения, или он обесцветился или загустел.
6. Сборка
После нанесения цемента немедленно вставьте трубу в муфту фитинга, повернув на 1/8–1 / 2 оборота до упора фитинга. В это время фитинг должен быть правильно выровнен для установки.
В это время фитинг должен быть правильно выровнен для установки.
Труба должна совпадать с нижней частью муфты фитинга.После установки узел следует удерживать на месте от 10 до 30 секунд, чтобы обеспечить начальное соединение и избежать выталкивания.
Необходимо: Убедитесь, что вокруг стыка трубы и фитинга видна полоска цемента.
Если этот валик не сплошной вокруг заплечика гнезда, это может указывать на недостаточное количество цемента. В этом случае фитинг следует выбросить, а соединение снова собрать.
Сотрите излишки клея с растворителем тряпкой.
Что нужно: использовать оборудование для соединения труб большого диаметра.
Для трубы диаметром 6 дюймов и более рекомендуется использовать съемник для труб (длинный), чтобы собрать соединение и удерживать его на месте в течение начального установленного времени, не прилагая чрезмерных усилий, которые могут повредить трубу или фитинг.
Это оборудование необходимо настроить до начала грунтовки, чтобы можно было быстро выполнить сборку, пока грунтовка и цемент еще остаются жидкими.
7. Время схватывания и отверждения
Растворитель цемента схватывается и время отверждения зависит от размера трубы, температуры, относительной влажности и плотности посадки.
Время высыхания меньше для более сухих сред, труб меньшего диаметра, высоких температур и более плотной посадки.
Сборке необходимо дать возможность застыть без напряжения на стыке в течение времени, указанного в следующих таблицах. После начального периода схватывания со сборкой можно обращаться осторожно, избегая значительных нагрузок на соединение.
Необходимо: Соблюдайте рекомендованное время установки.
После того, как соединение собрано с использованием цемента на основе растворителя, его нельзя трогать в течение определенного периода времени, чтобы обеспечить надлежащее «схватывание».”Рекомендуемое время установки следующее:
Необходимо: Соблюдайте рекомендованное время отверждения.
После того, как соединение будет собрано с использованием цемента на основе растворителя, цементу необходимо дать возможность должным образом «затвердеть» перед тем, как система трубопроводов окажется под давлением.
Рекомендуемое минимальное время отверждения показано ниже. Эти рекомендации должны служить только руководством, поскольку атмосферные условия во время укладки будут влиять на процесс отверждения.
Примечание: Высокая влажность и / или холодная погода потребуют более длительного времени отверждения.Обычно добавляют 50% к рекомендованному времени отверждения, если окружающая среда влажная или сырая.
Получите максимальную отдачу от цемента на основе растворителей
Для различных применений и размеров труб требуется разная вязкость цемента на основе растворителя. Чтобы убедиться, что вы выбрали правильный цемент на основе растворителя и правильно его использовали, свяжитесь с нашей командой технических экспертов и экспертов по продукции. Или начните с нашего полного руководства по цементу для растворителей .
Или начните с нашего полного руководства по цементу для растворителей .
Видео: Пайка и пайка фланцев из медного сплава
APPLE VALLEY, MN — Uponor North America (Uponor), пионер и ведущий поставщик трубопроводов из PEX (сшитого полиэтилена), запускает новое комплексное полимерное решение для промышленных трубопроводов приложения в США.Инновационной платформой для этого важного объявления стало специальное 90-минутное виртуальное мероприятие для клиентов, специалистов по установке, монтажников и других влиятельных лиц в сфере коммерческой сантехники и механики, которое состоялось 3 февраля.
Онлайн-презентация будет включать официальный запуск двух важных инициатив: новая система механических трубопроводов Uponor PP-RCT для коммерческих проектов HVAC; и новый Uponor Construction Services , предлагающий расширенные профессиональные услуги по оценке, проектированию и информационному моделированию зданий (BIM) для поддержки проектирования и установки водопроводных и механических систем трубопроводов.
«Наши новые предложения PP-RCT и строительных услуг в сочетании с нашими традиционными решениями для трубопроводов из PEX обеспечивают полное полимерное решение для широкого спектра коммерческих сантехнических и механических проектов», — говорит Билл Грей , президент Uponor North America. «Наши решения для трубопроводов, от PEX диаметром полдюйма до PP-RCT диаметром 12 дюймов, отвечают требованиям производительности, прочности и безопасности всей коммерческой конструкции. В дополнение к этой ведущей в отрасли продукции для трубопроводов, Uponor Construction Services может предоставить услуги по проектированию систем и инжинирингу, чтобы обеспечить полную поддержку проекта от начала до завершения строительства.”
Трубопроводная система PP-RCT
Uponor PP-RCT ( P oly P рропилен, R 906 с модифицированным сополимером и
T термостойкость) имеет более высокие значения температуры и давления, чем трубы PP-R, а также более низкие уровни расширения и сжатия.

Доказанная надежность для коммерческого водяного отопления, охлаждения охлажденной воды и распределительных трубопроводов для систем лучистого отопления и охлаждения, включая таяние снега, кондиционирование дерна и предотвращение вечной мерзлоты. PP-RCT на 80 процентов легче стальных труб.Это делает его не только проще, но и безопаснее, чем системы металлических труб. Он также обеспечивает более высокую устойчивость к коррозии, ржавчине и образованию накипи, а также более тихую работу, чем металлические материалы для трубопроводов.
Кроме того, подрядчики смогут предлагать проекты с большей уверенностью и уверенностью, поскольку полимерные трубопроводы предлагают стабильные цены, которые не меняются с изменениями рынка, в отличие от альтернативных материалов для трубопроводов.
Трубы и фитинги из PP-RCT. UponorUponor первоначально объявил о своем выходе на рынок PP-RCT в Северной Америке в сентябре 2019 года в рамках партнерского соглашения с Pestan North America. В результате Uponor в настоящее время продает в США около 270 труб и фитингов диаметром до 12 дюймов и планирует расширить ассортимент до 24 дюймов. На все трубы и фитинги Uponor PP-RCT предоставляется 10-летняя гарантия.
В результате Uponor в настоящее время продает в США около 270 труб и фитингов диаметром до 12 дюймов и планирует расширить ассортимент до 24 дюймов. На все трубы и фитинги Uponor PP-RCT предоставляется 10-летняя гарантия.
«С этой новой системой трубопроводов мы также предлагаем всестороннее обучение и техническую поддержку — как онлайн, так и через нашу общенациональную сеть личных специалистов по продажам — чтобы помочь подрядчикам изучить нашу систему PP-RCT», — говорит Грей.«Это включает в себя создание трубных соединений с помощью специального термоядерного оборудования в рамках нашего партнерства с McElroy Manufacturing, ведущим производителем сварочного оборудования».
Грей далее сказал, что независимо от того, выбирают ли их клиенты виртуальное или практическое обучение, профессиональные рекомендации Uponor помогают установщикам освоить передовой опыт как для PP-RCT, так и для PEX, помогая выполнять свои проекты в соответствии с графиком и в рамках бюджета.
Строительные услуги
Продолжая свою 27-летнюю историю предложения систем трубопроводов из PEX для систем поверхностного отопления, охлаждения и водоснабжения жилых и коммерческих помещений, пожаробезопасности жилых домов и коммерческих гидравлических трубопроводов, Uponor расширила это предложение до стать Uponor Construction Services, в которую входят региональные дизайнеры, а также команда экспертов BIM.
Используя новейшие инструменты проектирования и оценки, команда опытных и опытных дизайнеров и менеджеров проектов Uponor предлагает широкий выбор бесплатных услуг по проектированию и строительству, в том числе:
- Оценка бюджета в квадратных футах
- Расход материалов offs
- Сравнение затрат на материалы трубопроводов
- Разработка проекта
- Схемы контуров лучистого отопления и охлаждения
- Рекомендации по выбору размеров труб и нагрузке
Кроме того, Uponor Construction Services предоставляет платные услуги по проектированию систем (планы в PDF, Revit ® и заводские модели), предлагаемые для удовлетворения конкретных потребностей отдельных проектов, по ценам ниже стандартных расценок на проектирование промышленных систем.
Другие платные услуги от группы BIM Services включают:
- Моделирование записей
- Оценка
- Моделирование на стадии строительства
- Поддержка на месте
- Управление проектом
- Модульное строительство
- Комплектование и сборка
- BIM контент
Все эти услуги интегрируются непосредственно в программную платформу и рабочие процессы пользователя, обеспечивая интегрированное партнерство с конечной целью — предоставить хорошо разработанный проект, который должным образом скоординирован и полностью поддерживается.
«Развитие нашего предложения строительных услуг было ответом на отзывы клиентов и их растущие ожидания, связанные с эффективностью, точностью, качеством и согласованностью проекта, чтобы лучше соответствовать графикам и бюджетам», — говорит Грей. «Мы увидели возможность стать более активным партнером с самого начала проекта, от строительства до его завершения и далее. Благодаря этому партнерству, охватывающему весь проект, мы уверены, что сможем помочь повысить производительность и прибыльность клиентов.”
С момента развития Uponor Construction Services и объявления о партнерстве PP-RCT с Pestan в 2019 году Uponor предоставила трубопроводные системы PP-RCT и опыт проектирования для нескольких коммерческих проектов в США. Самым крупным и наиболее заметным из них является недавний завершена гибридная система снеготаяния, включающая 1900 футов трубы Uponor PP-RCT и 36 000 футов трубы Wirsbo hePEX ™, для 305-футового пешеходного моста в кампусе Университета Юта Вэлли в Ореме, крупнейшем государственном университете штата.
Как правильно паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, не составит труда устроить систему отопления, горячего или холодного водоснабжения и другие бытовые трубопроводы. Сборка таких систем требует, прежде всего, надежного соединения труб, от которого зависит качество всей проделанной работы.
Фото 1. Конструкция паяльника для пластиковых труб.
Сварить их из разного вида пластика не так сложно, как может показаться … Полипропилен, полиэтилен и другие полимерные материалы. Они достаточно пластичны в работе, не требуют слишком сложного оборудования, их температура плавления намного ниже, чем у железа, их вес относительно невелик, как и жесткость. Но знание специфики каждого материала, того, что делать и в какой последовательности, необходимо.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Имеет смысл вначале кратко перечислить их и разобраться, что для чего предназначено.Итак, для качественной сварки труб вам потребуется:
Имеет смысл вначале кратко перечислить их и разобраться, что для чего предназначено.Итак, для качественной сварки труб вам потребуется:
- паяльник специальный или насадки для бытового паяльника;
- комплект насадок для такого паяльника;
- секатор (ножницы), предназначенный для ровной резки труб;
- пластиковых труб;
- муфты (фитинги) различных типов;
- переходники к резьбовым соединениям;
- бритва; Триммер
- ;
- средство для обезжиривания пластиковых труб.
Как правильно паять полипропиленовые трубы? Этот вопрос задают начинающие мастера. На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, точнее — труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
Паяльные жала предназначены для работы с трубами и фитингами малого или большого диаметра. Обычно они продаются в комплекте.
Обычно они продаются в комплекте.
Вместо ножниц для резки пластиковых труб вполне можно использовать обычную ножовку по металлу. Но тогда получить ровный срез под прямым углом будет довольно сложно, да и сам процесс резки займет слишком много времени. Даже человек без специальных навыков отрезает трубу секатором прямо.
Все пластиковые трубы свариваются практически по одной технологии, но с некоторыми отличиями. ПВХ, полипропилен, полиэтилен, например, имеют разную температуру плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты, или фитинги, соединительные элементы различного назначения … Например, фитинги для соединения резьбовых соединений, называемые американскими, тройники, уголки с разными углами изгиба, обычные муфты и т. Д. Как нетрудно догадаться, внутренний диаметр соединительного элементов примерно равен внешнему диаметру пластиковых труб.
Бритва — это инструмент, предназначенный для сбривания армирующего слоя, который находится сверху. Если этот армирующий слой внутренний, для его очистки уже нужен триммер.
Если этот армирующий слой внутренний, для его очистки уже нужен триммер.
Чтобы соединение было более прочным, место пайки необходимо предварительно обезжирить. Для этого используются составы, растворяющие жир, этанол или другие.
Помимо описанных инструментов, вам может понадобиться строительный уровень, специальные маркеры и т. Д., Но они потребуются при проведении реальной сборки, например, системы отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс соединения полипропиленовых труб.Они являются наиболее распространенными, используются в армированной и неармированной форме для организации почти любых домашних трубопроводных систем.
Технология сварки полипропиленовых труб, как отмечалось выше, основана на относительно низкой температуре плавления исходного материала. Собственно, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом для изготовления которых является полипропилен, необходимо выполнить следующие действия:
- Отрежьте трубы до необходимой длины с помощью специальных ножниц.Необходимо тщательно проверить качество пропила и его угол по отношению к средней линии трубы.
- Подбирайте фитинги с учетом их назначения и диаметра.
- Обезжирьте те участки трубы и фитинга, которые будут привариваться. Трубу необходимо обезжирить сверху, фитинг внутри.
- Включите паяльник, оснастите его насадками такого диаметра, которые нужны для пайки труб. При этом следует учитывать, что паяльник долго нагревается, поэтому его можно заранее включить.Его рабочая температура находится в определенном диапазоне; для регулировки есть регулятор, который необходимо установить в положение, необходимое для определенного типа трубы.
- Если выполняется сварка армированных труб, необходимо предварительно очистить стык от армирующего слоя.
 Для этого используется триммер или бритва, которые необходимо подготовить заранее.
Для этого используется триммер или бритва, которые необходимо подготовить заранее. - Вставьте трубку в подготовленную для нее насадку на паяльнике. Наденьте штуцер на насадку, так как его внутренняя сторона нагреется.Время нагрева зависит от параметров труб и фитингов, о которых пойдет речь ниже.
- По окончании нагрева вставьте трубу в фитинг, нажав на нее до упора. Нужно тщательно контролировать угол вставки, чтобы соединение не получилось неровным. Каждая труба и каждый фитинг имеют специальную полосу в виде выпуклого профиля, указывающую направление сварки. Если при пайке такие полосы разместить друг напротив друга, даже довольно сложная система труб будет находиться в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их нужно отложить до полного затвердевания, после чего можно приступать к монтажу на стене.
Как видите, самостоятельно провести сварочный процесс не так уж и сложно. Но на самом деле необходимо немного потренироваться, прежде чем приступить к реальному применению знаний, полученных из представленного материала.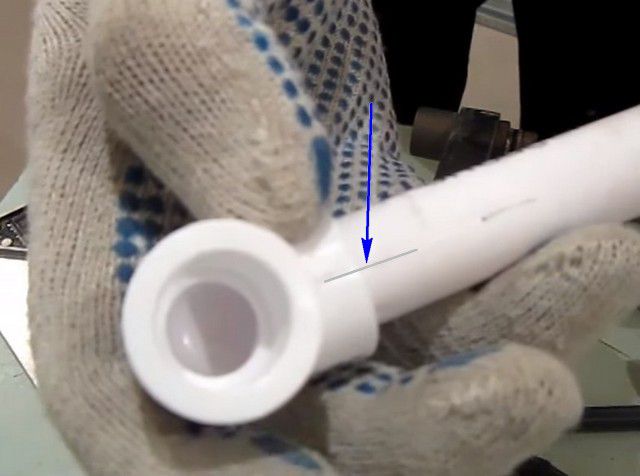 Обучение не будет слишком дорогим, так как неармированные трубы и фитинги достаточно дешевы.Ошибка в реальной работе приведет к необходимости начать все сначала, потратив время и материалы.
Обучение не будет слишком дорогим, так как неармированные трубы и фитинги достаточно дешевы.Ошибка в реальной работе приведет к необходимости начать все сначала, потратив время и материалы.
Уже понятно, как паять полипропиленовые трубы, пора разобраться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Типы пластиковых труб: 1 — полиэтилен, 2 — полипропилен, 3 — металлопластик.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при сварке.Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и точка размягчения.
Например, полипропилен плавится при нагревании до 175 ° C. Но если температура на 30 ° C ниже, материал начинает размягчаться, что приводит к необратимой деформации. При таких параметрах производители полипропиленовых труб рекомендуют температуру эксплуатации не выше 95 °. Для трубопроводов, по которым движется, например, кипящая вода, эти трубы не подойдут. Но если они усилены алюминием или другим металлом, их можно использовать и в жарких средах.
Но если они усилены алюминием или другим металлом, их можно использовать и в жарких средах.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединены, может выполняться только при определенных параметрах окружающей среды … По крайней мере, в помещении, где она выполняется, должно быть тепло. Ни один производитель не рекомендует проводить такие работы при минусовых температурах. А точность работы человека на морозе — понятие довольно относительное.
Заключение по теме
Важным моментом является время нагрева труб и фитингов паяльником.
Например, если термометры фиксируют на рабочем месте 20 ° С, то для трубы диаметром 20 мм с шириной приварной ленты до 16 мм необходимо потратить на нагрев 6 с, на нагрев 4 с. соединение и 2 минуты для полного затвердевания этого соединения.
Таблица соотношений диаметров, длины места сварки и времени, затрачиваемого на основные операции, должна стать руководством к действию для тех, кто собирается сваривать пластиковые трубы для различных типов трубопроводов.
Ремонт — довольно дорогое удовольствие, поэтому многие предпочитают делать его самостоятельно в целях экономии. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то для укладки или замены коммуникаций требуются определенные навыки и специальное оборудование.
Например, многие опасаются необходимости подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно приобрести сварочный аппарат для пластиковых труб и изучить некоторые особенности процесса.
Для проведения сварочных работ с пластиковыми трубами вам потребуются следующие инструменты:
- лента строительная и карандаш (маркер) для измерения,
- труборез или строительный нож для резки труб,
- бритва (при сварке труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусенцев на обрезных трубах,
- трубосварочный аппарат.
Также понадобится спирт для обезжиривания элементов конструкции в местах сварки и ветошь.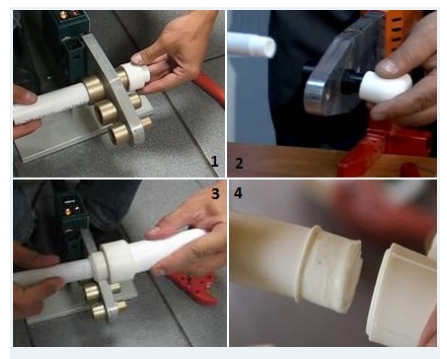
Что такое аппарат для сварки пластиковых труб
Сварочный аппарат для пластиковых труб предназначен для нагрева концов трубы и фитинга, которые будут соединяться друг с другом, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Само устройство состоит из опорной платформы и корпус оснащен:
- регулятор температуры,
- световых индикаторов рабочего состояния прибора,
- нагревательный элемент (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В основании устройства есть два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
Полезно! В процессе эксплуатации подошва и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно прогрет.

Аппараты для сварки пластмасс бывают двух видов: мечевидные и цилиндрические. Мечевидного аппарата вполне достаточно для домашнего использования, но у этого средства есть один недостаток — довольно слабая устойчивость.
Если вы приняли решение самостоятельно сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Чтобы быть в единой системе, нужно представить, как сваривается пластик. Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварочных работ вам потребуется:
- рулетка; Маркер
- ;
- строительный уровень;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Практически у каждого ремесленника есть все инструменты, кроме последнего. Последний может понадобиться вам только один раз в жизни, поэтому гораздо лучше не покупать его, а взять в долг или арендовать.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое собираетесь использовать.
Важным элементом является подошва, которая оснащена ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется с помощью термостата, расположенного на корпусе.
Процесс пайки труб
При начале пайки прибор необходимо установить в нужное положение и закрепить на нем насадки. подходящий размер … С помощью термостата установите требуемую температуру:
- 260 ° С для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте устройству нагреться в течение 10-20 минут, пока индикатор не погаснет.
При пайке необходимо исходить из следующих данных:
| Внешний размер трубы, мм | |||||
| Расстояние до метки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Время охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- С помощью специальных ножниц отрежьте трубу до необходимой длины с помощью спиртового раствора, очистите стыки от грязи и жира;
- Установите трубу и ответную муфту в патрубок и прогрейте в течение времени, указанного в таблице;
- Соедините нагревательные элементы друг с другом, вставив трубку в розетку.
 Эту операцию необходимо выполнить в течение времени, указанного в таблице как технологическая пауза;
Эту операцию необходимо выполнить в течение времени, указанного в таблице как технологическая пауза; - После завершения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежной работы трубопровода следует обратить внимание на следующие детали:
- Первую сварку следует выполнить через пять минут после прогрева паяльника.
- Если вам нужно сварить армированные трубы, вы должны использовать специальный инструмент, называемый бритвой, для удаления алюминия и полипропилена с трубы, которые образуют два верхних слоя. После этого трубы соединяются по уже описанному методу.
- Сварочные работы следует выполнять только при плюсовой температуре окружающей среды.
- После сварки дайте подсоединенным трубам остыть, не позволяя им перекручиваться или двигаться. В случае, если соединительный шов некачественный, узел необходимо разрезать и процесс сварки повторить.
При работе с ним необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, следует помнить, что наконечники имеют тефлоновое покрытие для предотвращения накопления нагара. По окончании каждой операции с них нужно удалять расплавленные остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения насадок, так как это может повредить покрытие и вызвать неисправность всего устройства.
Любой современный дом, будь то частный особняк или городская квартира, обязательно оборудован различными инженерными сетями. А если так, то либо при строительстве, либо при ремонте или реконструкции, рано или поздно перед собственниками встанет проблема установки или замены труб — и системы отопления. Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и подключение связаны со специфическими операциями, которые под силу далеко не каждому — резка, гибка, электрическая или газовая сварка, нарезание резьбы и т. Д.Плюс к «набивке» каждого резьбового соединения требуется особый подход, чтобы соединительный узел был качественным, без протечек.
Д.Плюс к «набивке» каждого резьбового соединения требуется особый подход, чтобы соединительный узел был качественным, без протечек.
Хорошо, что современные технологии позволяют обойтись без всех этих хлопот, используя полипропиленовые трубы. При правильном выборе материала и качественном монтаже контуры водоснабжения и отопления практически ни в чем не уступают стальным, по многим параметрам они намного превосходят их. К тому же сама пайка полипропиленовых труб не так уж и сложна, инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы Прежде чем приступить к рассмотрению инструкции по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее представление об этом материале, в частности — о его разновидностях и сферах применения. Совершенно недопустимо выбирать трубы по принципу «какие дешевле» или «какие были». Последствия для неразборчивого домашнего мастера могут быть очень печальными — от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разницу в диаметре объяснять не нужно — в разных системах и в разных их сечениях используются их размеры, которые задаются гидравлическими расчетами. Диапазон диаметров от 16 до 110 мм позволяет практически полностью предусмотреть все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно сортимента до 40 мм, гораздо реже — до 50 ÷ 63 мм. Трубы большего диаметра — это, скорее, магистральные, и у них есть определенные особенности монтажа, но признаваться домашнему мастеру — вряд ли нужно.
Разница в цвете некоторых типов труб сразу бросается в глаза. Это то, на что меньше всего обращаешь внимания — белые, зеленые, сероватые и прочие стены — ничего не скажешь. Видимо, это всего лишь решение производителей как-то выделить свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармоничного цветового «пятна».
Но цветные полосы, если они есть, уже несут информативную нагрузку, понятную каждому. Синяя полоса — труба предназначена исключительно для холодного водоснабжения, красная — способна выдерживать повышенные температуры. Однако даже эта цветовая маркировка (которая, кстати, очень часто вообще не бывает) является лишь очень приблизительной, не раскрывая полностью эксплуатационные возможности конкретной трубы. Помогает просто не ошибиться при установке системы.Кстати, продольная линия хороша еще и тем, что она становится хорошим ориентиром при соединении сопрягаемых частей во время пайки.
Синяя полоса — труба предназначена исключительно для холодного водоснабжения, красная — способна выдерживать повышенные температуры. Однако даже эта цветовая маркировка (которая, кстати, очень часто вообще не бывает) является лишь очень приблизительной, не раскрывая полностью эксплуатационные возможности конкретной трубы. Помогает просто не ошибиться при установке системы.Кстати, продольная линия хороша еще и тем, что она становится хорошим ориентиром при соединении сопрягаемых частей во время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену. Здесь уже стоит присмотреться.
Международное сокращение полипропилена — PPR. Есть несколько типов материала, и вы можете найти обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы полностью не запутать потребителя, существует более четкая градация труб — по типу, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы не рассказывать долго о каждом из них, можно дать табличку, характеризующую эксплуатационные возможности и область применения труб.
Чтобы не рассказывать долго о каждом из них, можно дать табличку, характеризующую эксплуатационные возможности и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Применение труб | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| PN -10 | 1.0 | 10,2 | Холодное водоснабжение. Как исключение — подводящие магистрали к контурам водяного «теплого пола», с максимальной рабочей температурой теплоносителя до 45 ° С. Материал самый доступный — по не особо выдающимся физико-техническим и эксплуатационным параметрам. |
| PN -16 | 1,6 | 16,3 | Самый популярный вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60 ° С, давлением не более 1.6 МПа. |
| PN -20 | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение. Его можно использовать в автономных системах отопления, где гарантирован гидроудар. Температура охлаждающей жидкости не должна превышать 80 ˚С. Его можно использовать в автономных системах отопления, где гарантирован гидроудар. Температура охлаждающей жидкости не должна превышать 80 ˚С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с температурой теплоносителя до 90 ÷ 95˚С, в том числе центральные. Самый прочный и не самый дорогой вид трубы. |
Конечно, чтобы труба могла выдерживать более высокие давления и температуры, у нее должны быть более толстые стенки. Значение толщины стенки и соответственно номинальный диаметр полипропиленовых труб разных типов — в таблице ниже:
| Диаметр трубы наружный, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11. 6 6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79. 6 6 | 15,1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена у него есть еще и довольно существенный недостаток — очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так важно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к провисанию, провисанию длинных участков, деформации сложных стыков, возникновению внутренних напряжений в корпус трубы, сокращающий срок ее службы.
Для минимизации эффекта теплового расширения используется армирование труб. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и никак не влияет на технологию пайки.
А вот с алюминием несколько сложнее. Такое армирование бывает двух видов. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на рисунке слева внизу). Другой вариант — армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
Другой вариант — армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
Армирование стекловолокном и алюминием значительно снижает линейное тепловое расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых основными являются повышенное газообразование и активация коррозионных процессов, что особенно опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить этот эффект, поэтому такие трубы чаще всего используют именно для контуров отопления. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.

| Типы полипропиленовых труб | Обозначение | Коэффициент теплового расширения, м × 10 ⁻⁴ / ˚С | Скорость диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубы:
1 — в первую очередь обычно идет наименование производителя, наименование модели трубы или ее артикул.
2 — материал изготовления и конструкция трубы. В данном случае это однослойный полипропилен.Трубы с армированием стекловолокном обычно маркируются как PPR-FG-PPR, а алюминиевые — PPR-AL-PPR.
Встречаются армированные трубы с внешним слоем полипропилена и внутренней стенкой из сшитого полиэтилена. У них будет такое обозначение, как PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней не участвует.
3 — коэффициент стандартного размера трубы, равный отношению внешнего диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — вышеуказанный вид трубы по номинальному рабочему давлению.
6 — список международных стандартов, которым соответствует товар.
Трубы обычно продаются стандартной длиной 4 или 2 метра. Большинство торговых точек практикуют продажу в количестве, кратном 1 метру.
Для всех продаваемых труб представлены многочисленные аксессуары — фитинги с резьбой, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американского типа, муфты, тройники, переходники диаметров, отводы пола с углом 90 и 90 °.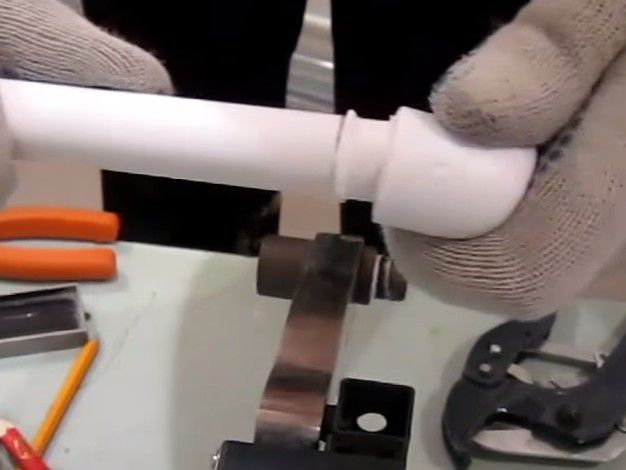 45 градусов, заглушки, обходные петли, компенсаторы и другие необходимые детали… Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры для грубой очистки воды, предназначенные для непосредственной впайки в полипропиленовый трубопровод.
45 градусов, заглушки, обходные петли, компенсаторы и другие необходимые детали… Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры для грубой очистки воды, предназначенные для непосредственной впайки в полипропиленовый трубопровод.
Словом, такое разнообразие позволяет подобрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства этих деталей очень низкая, что позволяет приобретать их с определенной наценкой, хотя бы для того, чтобы провести небольшое учебное занятие перед началом практической установки — так сказать «набить руку».«
Способы соединения полипропиленовых труб Полипропилен — термопластичный полимер — при нагревании его структура начинает размягчаться, а при объединении двух равномерно нагретых до определенной температуры фрагмента происходит взаимная диффузия, а точнее даже полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и необходимой степени сжатия, после обратной полимеризации границы как таковой не должно быть — получается полностью монолитный агрегат.
Именно на этом свойстве основаны основные технологические приемы соединения полипропиленовых труб — этот метод часто называют полифузионной сваркой.
Такую сварку (пайку) можно производить муфтовым или стыковым методом.
- Муфтовая сварка — это как раз та технология, которая чаще всего применяется при устройстве водопровода или контуров отопления в доме или квартире. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Смысл его в том, что любой соединительный узел предполагает использование двух частей — это сама труба и муфта, внутренний диаметр которой немного меньше внешнего диаметра трубы.То есть в нормальном, «холодном» виде детали не поддаются спариванию. Муфта может выступать не только, простите за тавтологию, самой муфтой, но и монтажным участком тройника, ответвления, отвода, резьбового фитинга и других комплектующих.
Принцип такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно надвигаются на нагревательные элементы сварочного аппарата.
2) одновременно надвигаются на нагревательные элементы сварочного аппарата.
Пар предварительно устанавливается соосно на сам рабочий нагреватель необходимого диаметра, состоящий из металлической гильзы (поз.4), в которую будет вставляться труба, и оправки (поз.5), на которую надевается необходимый соединительный элемент. .
В период нагрева вдоль внешней поверхности трубы и внутренней поверхности рукава (поз. 6) образуется лента из расплавленного полипропилена примерно одинаковой ширины и глубины. Важно выбрать правильное время нагрева, чтобы процесс плавления не охватил всю стенку трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются между собой. Внешний слой из расплавленного пластика из полипропилена позволяет трубе плотно входить в гильзу до упора по длине нагретого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации. В результате получается надежное соединение, которое хоть и показано на схеме заштрихованным участком (поз. 7), на самом деле, если посмотреть на разрез, то его вообще не видно — это практически монолитная стена.
- Стыковая сварка выполняется немного иначе.
Одним из основных отличий является то, что детали обязательно одинаковы по внутреннему и внешнему диаметрам.
Первый шаг — это точно подогнать концы, чтобы они идеально подошли друг к другу.
Трубы запрессованы с двух сторон фаской — вращающимся диском (поз. 2) с точно выровненными ножами (поз. 3)
Трубы снова прижимаются к центру, а на концах по всей толщине стенки образуются участки плавления полипропилена (поз.5).
И, по аналогии с предыдущим случаем, при охлаждении сварной шов полимеризуется, создавая надежное соединение между двумя трубами.
Принцип кажется простым, но это только на первый взгляд. При такой технологии сварки решающее значение имеет наиболее точное выравнивание сопрягаемых деталей. Кроме того, при сварке рукавов требуемая степень сжатия сопрягаемых расплавленных участков в большей степени обеспечивается разницей диаметров деталей. В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специального достаточно сложного аппарата машинного типа.
В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специального достаточно сложного аппарата машинного типа.
Машин для стыковой сварки немало, но почти все они имеют мощную станину с направляющими и зажимами для зажима труб на разный диаметр — для обеспечения совмещения соединения, съемный или наклонный торцевой инструмент и нагреватель, механизм для создания требуемое сжатие — ручное, гидравлическое, электрическое и др..П.
Данная технология применяется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Есть еще метод «холодной» сварки — с использованием клея на основе сильного органического растворителя. Дело в том, что при обработке таким составом поверхностные слои полимера размягчаются. В это время детали можно соединить в желаемом положении, а поскольку растворители обычно очень летучие, они быстро испаряются. тогда достаточно быстро начинается процесс обратной полимеризации.
тогда достаточно быстро начинается процесс обратной полимеризации.
Эта технология больше подходит для труб из поливинилхлорида (ПВХ), которые не обладают должной термопластичностью. Кроме того, у подобного способа подключения, пожалуй, больше недостатков и ограничений в использовании, чем преимуществ, поэтому он не пользуется особым спросом, тем более что существует простая и доступная технология полифузионных соединений для всех.
Что потребуется для монтажных работИтак, в дальнейшем мы будем рассматривать исключительно сварку (пайку) полифузионных рукавов.Чтобы самостоятельно справиться с этой задачей, нужно подготовить ряд инструментов и аксессуаров.
- В первую очередь, это, конечно же, аппарат для сварки полипропиленовых труб. Такой инструмент того стоит — не такой уж и дорогой, и у многих ретивых владельцев он уже есть в домашнем «арсенале».
Сварочный аппарат должен сопровождаться наборами «муфта-оправка» требуемых диаметров. Большинство устройств позволяют одновременно разместить на своем ТЭН две, а иногда и три пары рабочих насадок, что дает возможность без перерывов на замену установить систему, в которой используются трубы различного диаметра.
Большинство устройств позволяют одновременно разместить на своем ТЭН две, а иногда и три пары рабочих насадок, что дает возможность без перерывов на замену установить систему, в которой используются трубы различного диаметра.
Если у вас нет собственного устройства, и обстоятельства на данный момент не позволяют вам его приобрести, то многие магазины, салоны практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться этой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, но также имеют определенные отличия в компоновке и функциональности. Полезная информация для решивших совершить такую покупку размещена в статье нашего портала, специально посвященной.
В тексте можно встретить определение аппарата для пайки труб — но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки трубы требуются специальные ножницы. Более того, они должны быть остро заточены, с исправным храповым механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или кривизны.
Трубу, конечно, можно разрезать ножовкой, просто металлическим листом или даже болгаркой, но это совершенно не профессиональный подход, так как такими инструментами невозможно добиться необходимой точности и равномерности пропила.
Аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к использованию уровня.
- Если вы планируете паять полипропиленовые трубы с алюминиевой арматурой, то потребуются дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется бритва, которая очистит алюминиевый слой в месте проникновения.
— если алюминиевый армированный слой расположен глубоко в толще стены, то труба все равно требует предварительной подготовки, но в этом случае облицовочный инструмент уже используется.
Внешне фаска часто похожа на бритву, но между ними есть разница — она заключается в расположении ножей. У бритвы разрез идет по касательной параллельно оси трубы, а у фасовщика, поскольку даже название понятно, нож обрабатывает конец и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Остановимся на этом подробнее при рассмотрении технологии пайки труб.
- Многие забывают об этом, но сварные участки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить. Это означает, что вам нужно приготовить чистую тряпку и растворитель на спиртовой основе (например, обычный этиловый или изопропиловый спирт).
Но нельзя использовать растворители на основе ацетона, сложных эфиров, углеводородов, так как полипропилен к ним не устойчив, а стенки могут плавать
- Также необходимо позаботиться о защите рук.
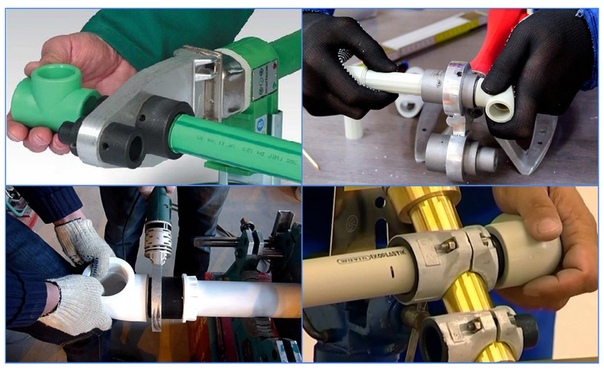 Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
Замшевые рабочие перчатки лучше всего подходят для этого дела — они практически не сковывают движения, не начнут тлеть от контакта с горячим грелкой, надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно провести не к месту, но, например, на верстаке в мастерской — некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный блок потом быстро устанавливается, например, в тесных и неудобных условиях ванны или туалета.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию.При нагревании полипропилена выделяется газ с резким запахом. Запах — это еще не самое страшное — при продолжительном вдыхании может возникнуть серьезное опьянение. Поверьте, это было испытано «на собственной шкуре». Автор этих строк провел сутки с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, с вроде бы исправной вентиляционной решеткой. Не повторяйте ошибок!
Автор этих строк провел сутки с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, с вроде бы исправной вентиляционной решеткой. Не повторяйте ошибок!
- В первую очередь начинающий мастер должен четко понимать, что он собирается смонтировать.Должен быть подготовлен подробный схематический чертеж, с заявленными размерами и указанием конкретных деталей — этот же «документ» станет основанием для покупки необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — так будет нагляднее, и можно будет замерить необходимый отрезки трубы буквально на месте.
Залог успеха — попытаться сделать максимально возможное количество узлов в удобном рабочем положении, на рабочем месте. Работать с паяльной машиной прямо на месте, да и в одиночку, без помощника — задача крайне сложная, и очень легко допустить ошибку. Понятно, что полностью избежать таких операций нельзя, но их количество следует свести к возможному минимуму.
Работать с паяльной машиной прямо на месте, да и в одиночку, без помощника — задача крайне сложная, и очень легко допустить ошибку. Понятно, что полностью избежать таких операций нельзя, но их количество следует свести к возможному минимуму.
- Паяльная машина готовится к работе.Рабочие пары надеваются на его подогреватель и стягиваются винтами — муфтами и оправками необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то тут нечего мудрить — надевается одна пара, как можно ближе к торцу утеплителя.
Есть сварочные аппараты с цилиндрическими ТЭНами — имеет несколько иное крепление рабочих элементов, как хомут. Но разобраться в этом нетрудно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака.Очень круто, если в конструкции предусмотрен винт зажимного типа для крепления к краю столешницы. Но даже с обычным аппаратом можно попробовать придумать какую-то фиксацию.
 Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.
Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.
Даже с фиксированной опорой устройство может в ней «раскачиваться» — обязательно будет люфт. Здесь тоже можно предусмотреть свое крепление — просверлить отверстие и вкрутить саморез.Когда для удаленной работы нужен паяльник, снятие этого крепления — дело нескольких секунд.
- Паяльник подключен к сети. Если в нем есть терморегулятор, то он выставлен примерно на 260 ° C — это оптимальная температура для работы с полипропиленом. Не стоит никого слушать, что для 20-й трубы нужно 260 градусов, для 25 — 270 градусов и так далее — повышающие. Температура такая же, меняется только время нагрева сопрягаемых деталей.В любом случае те таблицы, которые прилагаются производителем в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- На паяльнике обычно есть световая индикация. Горящий красный свет означает, что нагревательный элемент работает.
 Зеленый — устройство вышло в рабочий режим.
Зеленый — устройство вышло в рабочий режим.
Однако многие модели имеют свои особенности индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры.В любом случае прибор «даст вам знать», что он прогрелся до необходимого уровня.
- Ответные части готовятся к работе — отрезается необходимый отрезок трубы, подбирается соединительный элемент, согласно схеме монтажа.
- Не многие этим занимаются, но пока что технология требует — обязательной очистки места подключения от возможных грязи и пыли, обезжиривания. К тому же совершенно недопустимы даже малейшие капельки воды или влажная поверхность — водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует протечь.
- Следующий шаг — разметить соединение. На трубе необходимо отмерять от конца и карандашом (маркером) отметить длину пенетрационной ленты. Именно до этого момента труба вставляется в нагревательную муфту, а затем в соединительную деталь.
 Каждому диаметру соответствует свое значение — оно будет указано в таблице ниже.
Каждому диаметру соответствует свое значение — оно будет указано в таблице ниже.
Вторая отметка наносится, если относительное положение сопрягаемых частей имеет значение. Например, с одной стороны отрезка трубы уже приварен отвод на 90 °, а с другой необходимо установить, скажем, тройник, но так, чтобы его центральный канал располагался под углом к отводу. относительно оси.Для этого сначала точно определяется положение деталей, а затем риск применяется через границу к обоим.
На выбор правильного положения при пайке будет не так много времени, а такая «хитрость» поможет точно расположить сопрягаемые детали.
- Следующим шагом будет прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
— С обеих сторон труба одновременно вставляется в гнездо паяльника, а на оправку надевается соединительный элемент.Труба должна доходить до сделанной отметки, штуцер — до упора.
— После того, как труба и соединительный элемент полностью вставлены, начинается время прогрева. Каждому диаметру соответствует свое оптимальное время, которое следует соблюдать.
Каждому диаметру соответствует свое оптимальное время, которое следует соблюдать.
— По истечении времени обе детали снимаются с ТЭНов … У мастера буквально несколько секунд на то, чтобы придать деталям правильное положение и, конечно же, соосность, с усилием вставить одну в другую и вывести их к той же отметке.Простая регулировка без поворота вокруг оси допускается только в течение одной-двух секунд.
— В этом положении детали должны удерживаться без малейшего смещения в течение указанного периода фиксации.
— После этого собранный узел не должен подвергаться никакому напряжению в течение указанного периода охлаждения и полимеризации полипропилена. И только тогда его можно будет считать готовым
Теперь — об основных параметрах, которых необходимо придерживаться при установке.Для удобства восприятия они сведены в таблицу:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина сварного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, сек | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление связи, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время охлаждения и полимеризации агрегата, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период нагрева самой трубы уменьшается вдвое, но время нагрева соединительной части остается таким, как указано в таблице.  — Если работа ведется на открытом воздухе или в холодном помещении при температуре ниже + 5 ° С, то период прогрева увеличивается на 50%. | |||||||
Об уменьшении установленного времени прогрева не может быть и речи (за исключением случая, указанного в примечании к таблице) — качественное соединение не получится, да и узел обязательно потечет со временем . А вот что касается незначительного увеличения — у мастеров нет единства взглядов. Мотивация здесь в том, что трубы от разных производителей могут немного отличаться по материалу, то есть есть более жесткий или, наоборот, мягкий полипропилен.Но у мастеров накоплен опыт, точное знание используемого материала, и для новичка следует брать за основу рекомендуемые показатели.
Полезный совет — при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент — обучение. Вы можете подготовить несколько отрезков трубы и выполнить пробную пайку.
При качественной пайке создается аккуратный хомут высотой около 1 мм по окружности соединительного блока, который не будет мешать свободному проходу воды. С внешней стороны также образуется аккуратный воротник, не портящий внешний вид соединения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. Расплавленный полипропилен начинает продавливаться внутрь при соединении частей, где образуется и затвердевает «юбка», которая в значительной степени закрывает проход. Напор воды в такой системе водоснабжения можно снизить, а кроме того, такой дефект часто со временем становится местом засора.
Проведение такого практического занятия поможет точно определить все параметры пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматуройКак уже было сказано выше, здесь возможны два варианта — армирующий слой располагается у поверхности трубы, либо в глубине стены. Соответственно и способы подготовки трубы к сварке различаются.
- Понятно, что алюминиевый слой, расположенный у поверхности, просто не позволит полноценно прогреть и подключить агрегат.
 К тому же такие трубы всегда имеют чуть больший диаметр, и просто не войдут ни в нагревательную втулку, ни в соединительный элемент. Значит, необходимо очистить этот слой до «чистого» полипропилена.
К тому же такие трубы всегда имеют чуть больший диаметр, и просто не войдут ни в нагревательную втулку, ни в соединительный элемент. Значит, необходимо очистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент — бритва. В него вставляется кусок трубы и они начинают вращаться — установленные ножи аккуратно последовательно разрезают верхнее полимерное покрытие и алюминий снизу.
Обработка ведется до упора трубы в нижней части инструмента — размеры бритвы предусмотрены такие, что она будет разрезать фольгу точно в той полосе, которая требуется для сварного шва для заданного диаметра, то есть вам даже не нужно проводить соответствующую маркировку.
При пайке всю очищаемую область нужно прогреть, а затем полностью вставить в соединительную деталь. Запрещается оставлять снаружи даже тонкую полоску защищенной трубы.
- Если алюминиевая фольга спрятана в обшивке материала, то казалось бы, что для качественной пайки она не подходит.
 Но здесь уже есть еще один нюанс.
Но здесь уже есть еще один нюанс.
Если труба не защищена с торца, то проходящая под давлением вода будет пытаться ее расслоить, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий к тому же может начать коррозию и потерять прочность. Результатом такого расслоения сначала становятся «пузыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход — создать такие условия, чтобы при сварке торец трубы и алюминиевый слой полностью покрывались расплавленным полипропиленом. А добиться этого можно обработкой специальным инструментом, о котором говорилось выше — фрезой.
Внешне он может быть похож на бритву, но у него ножи расположены иначе — точно выровняют торец, срежут фаску и снимут тонкую полоску алюминиевой фольги по окружности, примерно 1.5-2 мм от края. В процессе нагрева и стыковки деталей образовавшийся валик расплавленного полипропилена полностью закроет конец трубы, и сборка получит необходимую надежность.
Трубы с армированием стекловолокном не имеют монтажных особенностей.
- Процесс пайки, как уже говорилось, лучше всего проводить на удобной просторной рабочей площадке, собирая по максимуму готовые узлы водопровода (контура отопления), а уже потом устанавливая и подключая их на место.
Работа «у стены» всегда более сложная, трудоемкая и нервная, поскольку приходится держать достаточно тяжелый аппарат одной рукой, одновременно обеспечивая нагрев обеих сопрягаемых частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество таких операций к минимуму.
Но важно не ошибиться. Для подключения агрегата необходимо обеспечить определенную степень свободы сопрягаемых деталей — их нужно развести, чтобы между ними установить сварочный аппарат (плюс греющая пара тоже имеет определенную ширину), затем осторожно, без перекоса вставить в оправку и муфту, после разогрева обеспечить поступательный отвод и затем соединение. Следует заранее предусмотреть этот момент — хватит ли имеющегося люфта для выполнения всех этих манипуляций.
Следует заранее предусмотреть этот момент — хватит ли имеющегося люфта для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предвидя этого нюанса, сталкиваются с тем, что остался последний шов, а доделать его нет возможности. Что делать?
Выходом может быть вварка в разрез трубы разборной соединительной пары — штуцера с резьбой и муфты с накидной гайкой — «американка». Соединение получается надежным, и паять такие элементы уже не сложно даже в таких сложных условиях.
- Если хоть какой-то узел при установке вызывает хоть малейшее сомнение, без сожаления его следует вырезать, а остальные части приварить. Поверьте, это не займет много времени и не повлечет за собой серьезных затрат. Но если со временем такой сомнительный участок вдруг протечет, последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб. Это включает недостаточный или чрезмерный нагрев.
 Усилие, прилагаемое к деталям во время соединения, должно быть умеренным.Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно и недостаточное приложение силы — труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка — потенциальное место прорыва!
Усилие, прилагаемое к деталям во время соединения, должно быть умеренным.Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно и недостаточное приложение силы — труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка — потенциальное место прорыва!
- Не забывайте очищать свариваемые детали от грязи и жира. Возможно, это покажется незначительным, но на практике случаев, когда подобное пренебрежение впоследствии обернулось слабым соединением и образованием течи, вполне достаточно.
- Попытки изменить положение деталей в период схватывания и остывания стыка очень опасны. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Связанный узел мне не нравится — «в топку» его, и сделай новый, но не пытайся менять!
- При зачистке армированной трубы даже крошечный кусочек фольги не должен оставаться на очищенном участке — это может стать потенциальным местом утечки в будущем.

- Еще одна рекомендация. Понятно, что материал должен быть качественным — не стоит гнаться за дешевизной, так как можно потерять намного больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной со строгим соблюдением технологии, соединительные узлы все же со временем начинали выходить из строя. А причина проста — действительно был использован качественный материал, но от разных производителей.Казалось бы, незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полноценной диффузии расплавов добиться не удалось.
Поэтому напоследок совет: используйте качественные трубы от одного производителя. Вероятно, очевидно, что все компоненты также должны быть одной марки.
В конце публикации — информативное видео о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб В последнее время традиционные чугунные и стальные трубопроводы все чаще заменяются более современными продуктами химической промышленности — поливинилхлоридом и полипропиленом и трубами. Но новые материалы требуют иной технологии соединения труб, и пайка в этом случае наиболее эффективна.
Но новые материалы требуют иной технологии соединения труб, и пайка в этом случае наиболее эффективна.
Примечание! Температура пайки, влияющая на качество стыка, зависит от размеров изделий — это можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов Цельсия, системы утепления полов до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16 | Характеристики определяют использование как для горячего (до 60 градусов Цельсия), так и для холодного водоснабжения, номинальное рабочее давление — 1.6 МПа |
| PN 20 | Технические характеристики труб данного типа позволяют использовать в системах горячего водоснабжения с температурой до 95 градусов, номинальным давлением — 2 МПа |
| PN 25 | Труба армированная полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов Цельсия, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения.Главный критерий разделения — это максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Выбор того или иного исходного материала напрямую зависит от будущего назначения.Главный критерий разделения — это максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Для точного определения необходимого количества труб и фитингов проводится обмер помещения и составляется его примерный план. На последнем указываются габариты будущей магистрали и всех ее элементов.
После покупки всех комплектующих можно переходить к следующему шагу.
Шаг 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до требуемой температуры и последующей их фиксации. Для этого потребуется специальный прибор — сварочный аппарат.
Может быть трех типов:
Кроме самого устройства для работы потребуются:
О выборе насадок
Нагревательные форсунки должны соответствовать поперечному сечению подключаемых труб. Для этого нужно обратить внимание на определенные параметры:
Для этого нужно обратить внимание на определенные параметры:
- силы;
- сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими разными насадками, что чрезвычайно удобно при прокладке сложных линий.
Каждая форсунка имеет сразу два конца — один предназначен для нагрева внешней поверхности изделий, другой — для внутренней. Все наконечники покрыты тефлоновым спреем для предотвращения прилипания расплавленного спрея.Размеры патрубков колеблются от 2 см до 6 см, что полностью совпадает с обычным и поперечным сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только тщательно очистить помещение. Особое внимание необходимо уделить пыли, ведь даже самые мелкие частицы, оседая на швах, легко могут нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается.Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (приемы) более подробно.
Метод № 1. Пайка диффузионная
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из наиболее распространенных методов обработки, который, однако, приемлем только для однородных материалов.
Примечание! В этом случае температура пайки достигает 265ᵒС.Именно при этой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Способ №2. Пайка розеток
В раструбной сварке используются сварочные аппараты с различным сечением сопел. Сама процедура выглядит достаточно простой.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Концы изделий очищаются бритвой (если используются армированные трубы).
Шаг 3. Концы вставляются в сопло соответствующего сечения, нагреваются до температуры плавления и соединяются.
Примечание! Крайне важно, чтобы трубы не меняли своего положения по мере остывания.
Метод № 3. Пайка встык
Этот метод полезен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы разрезаются на отрезки необходимой длины, а концы тщательно очищаются.
Способ № 3. Пайка муфты
При сварке муфтой между соединяемыми элементами вводится дополнительная деталь — муфта. Прогрев происходит аналогично, но не нагреваются только соединительные элементы, но не основные секции.
Метод № 4. Пайка полифузионная
Разновидность диффузной технологии, отличающаяся тем, что плавится только один из двух соединенных элементов.
Способ №5.«Холодная» пайка полипропиленовых труб
Этот метод сварки включает нанесение специального клея на соединяемые трубы. Характерно, что применение «холодной» сварки допустимо только в тех линиях, в которых давление рабочей жидкости незначительно.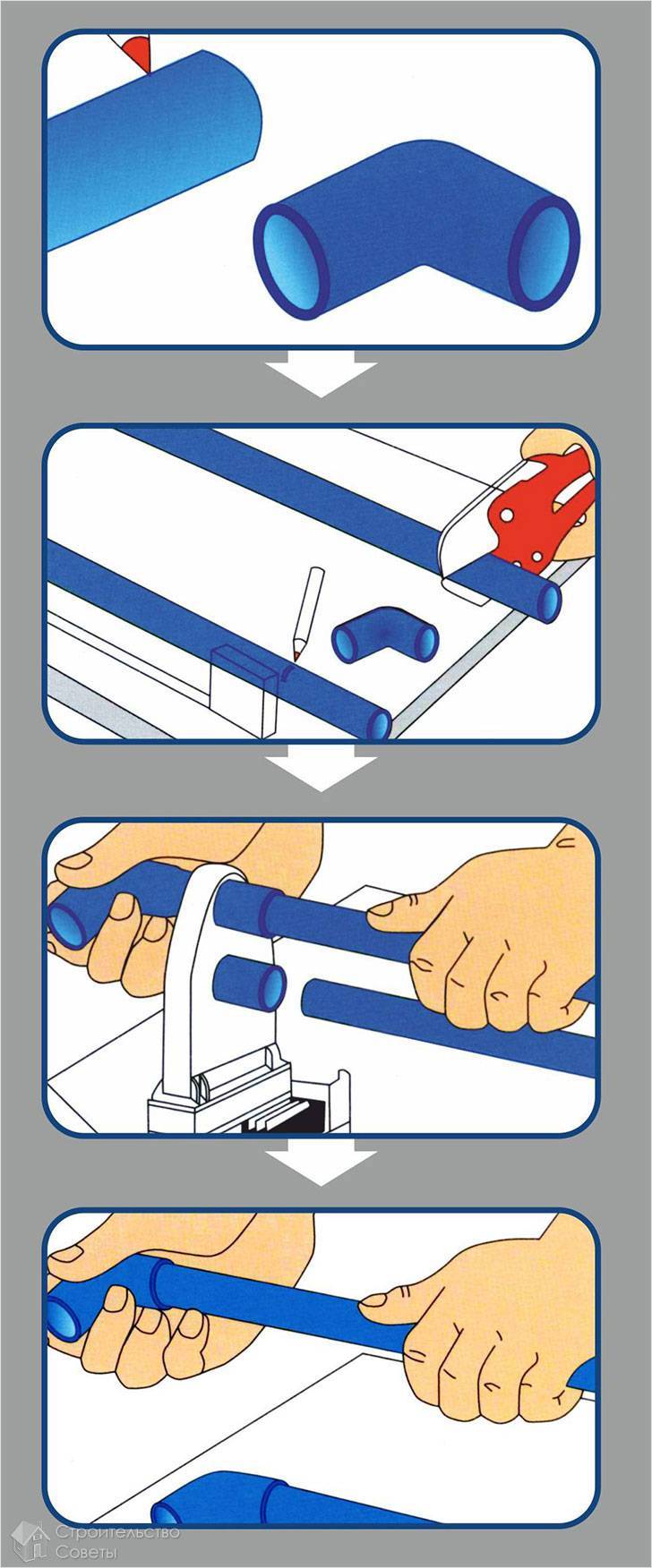
При перегреве или соединении труб малого диаметра существует опасность провисания внутренней поверхности. Эти пробки будут препятствовать свободному движению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Место стыка необходимо продуть, и если воздух проходит свободно, то сварка однозначно очень качественная.
Примечание! После этого необходимо проверить герметичность соединения — для этого через спаянные элементы пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо придерживаться определенных правил.
Пайка труб из полипропилена в труднодоступных местах
На вопрос, в чем основная проблема при устройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах … Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобная большая площадь. Желательно формировать его отдельно, а уже потом устанавливать на стационарное место.
После устранения проблемного места устанавливаются элементы меньшего размера и, соответственно, простые в установке.Это мероприятие должно проводиться как минимум с двумя людьми.
Видео — Установка в труднодоступных местах
Распространенные ошибки при пайке пластиковых труб
Видео — Технология пайки полипропиленовых труб
Результат
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала будет повреждено несколько муфт и один-два десятка метров труб. И это не страшно, ведь они не такие уж и дорогие; по крайней мере автономность от сантехников дороже.
Как пропотеть медные трубы и фитинги
В ходе самостоятельного водопровода настанет время, когда вам нужно будет подключить медные водопроводные линии. Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои навыки слесаря и научиться делать это самому. Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб.Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют, трубки) соединяются между собой медными фитингами. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях. Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки.Чтобы разрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что оба варианта позволят сделать удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев. При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов — и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера.И то, и другое — хорошая идея.
Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов — и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера.И то, и другое — хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу. Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо учитывать, насколько фитинги увеличивают общую длину участка.Хотя это зависит от фитинга, общее практическое правило состоит в том, чтобы добавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой. Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную вату для выполнения этой задачи.
Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную вату для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры.Можно использовать металлическую щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубки. Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании. Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику.Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, поверните трубу и фитинг несколько раз, чтобы равномерно распределить флюс.
Пропановая горелка — это инструмент, который мы будем использовать для пропотевания медных труб. Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя в середине более темного синего пламени. Кончик этого голубого пламени — самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки.Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так. Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не подвергайте тепло непосредственно флюсовому участку и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя.Это означает, что фитинг готов к пайке. Другой способ определить это — прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, труба имеет температуру пайки.
Если припой плавится и начинает стекать, труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг. Продолжайте плавить припой, пока он полностью не появится вокруг фитинга. Старая поговорка: «Если мало — хорошо, то много лучше» здесь не применяется. Избыток припоя может стекать внутрь трубы, вызывая сужение или даже закупорку.После того, как припой расплавится, сотрите излишки магазинным полотенцем и дайте фитингу полностью остыть, прежде чем прикасаться к нему.
Ну вот и все. Теперь вы знаете, как попотеть медь. В следующем разделе мы научим вас работать с пластиковыми трубами и нажимными фитингами.
Закрыть стенограмму .