
Холодная сварка для чугунных батарей и пластиковых труб
Если весь брусок не нужен, отрежьте необходимое количество ножом поперек.
Любой человек хотя бы раз в жизни сталкивался с необходимостью ремонта радиаторов, труб, расширительного бака и других комплектующих системы отопления. Если еще лет двадцать назад любой контур отопления и батареи в нем ремонтировались только методом горячего сваривания. Сегодня современный рынок предлагает быстрый и эффективный способ устранения течи и пробоин в любой единице оборудования отопительного контура. При этом больше не придется использовать сваривание при повышенной температуре. На смену общеизвестным методикам пришла новая технология – холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых и стальных труб отопительной системы.
Что подразумевают под термином «холодная сварка»?
Согласно нормативной документации, а именно ГОСТу 2601-84 о сварке металлов, холодная сварка для батарей отопления – это соединение двух однородных или разнородных материалов. Процесс формирования соединения проводится под давлением в условиях значительной пластической деформации клеящего вещества. При этом температура соединяемых материалов не повышается. В данном случае соединение двух компонентов в одну систему происходит не за счет диффузии, то есть проникновения одного вещества в другое. Связь возникает в результате валентного сопряжения атомов при пластической деформации.
Успешное протекание процесса невозможно без соблюдения двух главных условий. Это высокое давление и присутствие пластической деформации соединяемых компонентов. Холодная сварка для радиаторов отопления не образует монолитное, высокопрочное соединение без пластической деформации. Речь идет об изменении относительного положения атомов и перегруппировке групп атомов, которые сохраняются во времени. Высокое давление позволяет сблизить свариваемые поверхности до расстояния, соизмеримого с размерами кристаллической решетки твердых веществ и межатомного расстояния у полимеров. Как результат, между связующим агентом и соединяемыми материалами возникает межатомное взаимодействие.
Холодная сварка для чугунных батарей, биметаллических и алюминиевых радиаторов, пластиковых труб имеет универсальный состав:
- эпоксидная смола;
- наполнитель.
Эпоксидная смола отличается пластичностью. Она способна собой заполнить все трещины и дефекты обрабатываемой поверхности. Еще одно немаловажное свойство эпоксидной смолы – это способность отвердевать при смешивании с разнообразными отвердителями. Все свои положительные качества эпоксидная смола передает холодной сварке.
В качестве наполнителя могут выступать металл, сера, различные пластификаторы и модификаторы. Наполнитель в системе играет роль отвердителя, а также наделяет холодную сварку рядом положительных характеристик, например, термической стойкостью, стойкостью во влажной среде и др. Холодная сварка для батарей отопления в своем составе в качестве наполнителя должна содержать металл, а вот связующий компонент для пластиковых труб немыслим без серы. В любом случае холодная сварка – это двухкомпонентная смесь, которая соединяется в одну систему непосредственно перед использованием.
Лучше все же купить дымоход для газового котла, чем сделать его своими руками.
Информацию о том, сколько стоит группа безопасности на отопление можно найти здесь.
Разнообразие клеящих и связующих составов

Разнообразие марок и видов холодной сварки.
Многие задаются вопросом о том, а можно ли заклеить радиатор холодной сваркой и насколько такой ремонт будет долговечным и эффективным. Специалисты дают утвердительный ответ на вышеуказанный вопрос. А вот насколько долго полученный шов или соединение будет служить – полностью зависит от правильности выбора клеящего состава.
Классификация по физическому составу:
- жидкие;
- пластилинообразные.
Покупая жидкий продукт, можно обратить внимание на то, что в упаковке имеется два тюбика. В одном находится эластичное вещество на основе эпоксидной смолы, во втором – отвердитель. Их перед использованием нужно смешать. Срок жизни смеси от 2 мин до 20 мин.
Твердая холодная сварка для радиаторов отопления имеет вид двухслойного бруска, где пластичное вещество находится внутри, а отвердитель идет по поверхности бруса. Пластилин перед использованием разминается.
Если в ходе ремонта используется только часть бруска, то его можно разрезать. Разрез должен проходить поперек бруска, а не вдоль его.
Классификация по сфере использования:
- универсальные составы – с их помощью можно соединить дерево, полимер, металл. Однако они являются наименее прочными;
- для работы с металлами – образует прочное соединение даже между двумя разнородными металлами. Обязательное условие – в качестве наполнителя должен выступать металл. Можно ли заклеить радиатор холодной сваркой данного типа? Специалисты отвечают утвердительно;
- специальные для работы с деталями авто;
- сварки для работы в экстремальных условиях, например, под водой или при повышенном давлении.
Крайне нежелательно использовать холодную сварку для ремонта одних материалов, если она предназначена для обслуживания совсем других веществ.
Преимущества холодной сварки для батарей и труб
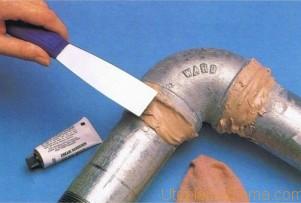
Для удобства в работе используйте шпатель.
Холодная сварка для труб и батарей обладает большим рядом преимуществ. Положительные характеристики выгодно ее отличают на фоне остальных методов сваривания материалов:
- простота в использовании, а потому ее применить может человек, не имеющий должного опыта в слесарном деле;
- обрабатываемый материал в ходе работ не деформируется, так как не подвергается действию повышенных температур;
- качество образуемого шва не зависит от скорости прилагаемых усилий, а потому сваривание можно проводить быстро;
- нет необходимости в специализированном оборудовании;
- минимум энергозатрат;
- полная пожаробезопасность;
- представляется возможным ремонтировать ёмкости со взрывоопасными веществами;
- в районе шва отсутствует поверхностное напряжение материала;
- при помощи холодной сварки можно соединить разноименные металлы без образования интерметаллидной прослойки.
Недостатки:
- существенная пластическая деформация соединяемых деталей, которая может достигать 70%;
- малая универсальность каждой системы компонентов.
Чтобы замазать радиатор холодной сваркой, необходимо скрупулезно выбирать состав системы. Клеящая смесь должна соответствовать обрабатываемому материалу. Образующееся соединение должно сохранять свою целостность при вероятных условиях эксплуатации.
Какое должно быть давление в расширительном бачке отопления открытого и закрытого типа.
Все самое важно о том, где ставится расширительный бак в системе отопления вы найдете по ссылке.
Что нужно учитывать при выборе холодной сварки?
Помимо качественных характеристик связующего компонента, при выборе учитываются будущие условия эксплуатации получаемого шва. Так, холодная сварка труб отопления выбирается согласно температурному режиму, при котором соединение сохранит свою прочность и целостность. В инструкции большинства недорогих связующих материалов указывается температурный режим 260°C и выше. Но это не означается, что сварной шов долго продержится при указанных условиях.
Как показывает практика, такие составы должны использоваться только при комнатной температуре. Для соединения труб отопления и радиаторов нужно выбирать сварку, диапазон рабочих температур которой доходит до 1300°C и выше. В данном случае соединение гарантированно прослужит долго.
Ремонт полимерных труб

Для полимерных труб нужны специализированные составы.
Независимо от химического состава обрабатываемого материала и характера используемой сварки, обязательно нужно соблюдать условия и рекомендации, прописанные в инструкции.
Холодная сварка для пластиковых труб отопления проходит по следующей схеме:
- обязательным этапом является подготовка поверхности ремонтируемого материала. Для этого поверхность торцов трубы обрабатывается наждачной бумагой, а затем обезжиривается. Шероховатости на трубе увеличат степень адгезии с клеящим составом. Жирные загрязнения могут вступить в химическую реакцию с компонентами холодной сварки и ухудшить их характеристики;
- определяют правильный допуск перпендикулярности торцов. В случае с трубами диаметром 20…40 мм он должен составлять не более 2 мм;
- отмеряют на концах труб половину длины муфты, чтобы определиться с площадью обрабатываемой поверхности;
- отметки циклюют, то есть снимают с труб тонкий слой материала (0,1…0,2 мм), заусеницы также удаляются;
- непосредственная подготовка клеящего состава заключается в смешивании компонентов до образования однородной массы. В случае с пластилинообразной сваркой руки перед смешиванием смачивают водой. Паста не будет прилипать к коже. Срок годности жидких составов длится не дольше 3 мин, поэтому действовать нужно быстро;
- подготовленную смесь наносят на поверхность ремонтируемого или соединяемого материала. Все кладут под пресс. Какая сила должна оказывать действие на шов, указывается в инструкции к холодной сварке.
Отремонтированный трубопровод или контур отопления можно использовать через 8 часов после сваривания.
Коротко о холодной сварке
Холодная сварка представляет собой жидкую или пластилинообразную смесь, которая позволяет соединить между собой даже разнородные материалы, не прибегая к действию на них высоких температур. Перед традиционными методами соединения металлов и пластиковых изделий холодная сварка имеет ряд преимуществ. Это простота в использовании, пожаробезопасность, прочность и долговечность полученного шва, отсутствие деформации склеиваемых поверхностей и др. Присутствуют и недостатки. Это пластическая деформация соединяемых деталей.
Холодная сварка используется для ремонта и монтажа систем отопления, водопровода, контура ГВС, а также при поломке деталей машины, образовании трещин и проколов в емкостях различного предназначения. Многие спрашивают о том, можно ли запаять радиатор холодной сваркой. Специалисты утвердительно отвечают на данный вопрос. Но настоятельно рекомендуют покупать клеящий состав в соответствии с последующими условиями эксплуатации соединительного шва и химическим составом обрабатываемой поверхности.
Холодная сварка для батарей отопления – методы использования для оперативной заделки течи
Для оперативного ремонта батарей отопления согласно всем нормам и правилам в отопительный сезон должна выезжать аварийная бригада, такая «скорая помощь» для радиаторов. Но в жизни обычно эти правила действуют в редких случаях, в остальном приходится все делать самостоятельно и не надеяться на волшебника из ЖЭКа. А раз так, то в ход могут пойти самые разные методы даже самые невероятные, хотя холодная сварка для батарей отопления это не волшебство, а вполне реалистичный метод устранения течи.
Наиболее часто встречающиеся проблемы в чугунных радиаторах отопления
Прежде всего, необходимо очертить круг проблем, которые можно решить при помощи холодной сварки или клеящего состава при ремонте батарей отопления.
Традиционно самыми уязвимыми считаются чугунные батареи. Здесь многие проблемы заложены в самой конструкции и свойствах металла. Прежде всего, чугунное литье в отличие от стальных радиаторов или биметаллических батарей очень хрупкое. Да, чугун очень прочный, но одновременно и хрупкий материал – он способен выдерживать большое давление, при небольшом ударе может дать трещину.
Второй момент, это свойство чугуна – это пористый материал, что способствует образованию на внутренней поверхности кратеров и постепенному разрушению стенки.
Третье, при сборке современных радиаторов секции соединяются при помощи внутренних гаек-стяжек, а пространство между секциями обрабатывается специальным составом, который надежно цементирует соединение. В недавнем прошлом, для герметизации этих соединений использовался лен и железный сурик, что со временем приводило к нарушению герметичности соединения.
Так что исходя из вышеперечисленного наиболее часто встречаемые проблемы с чугунными радиаторами это:
- Нарушение герметичности секции батареи после механического воздействия – удара с внешней стороны или резкого повышения давления с внутренней стороны;
- Течь по телу радиатора из-за образования отверстия в стенке из-за коррозии металла;
- Нарушение герметизации точек соединения секций радиатора, точек подвода труб, гаек-заглушек.
Что касается других видов радиаторов, то подобные проблемы в них встречаются реже, здесь чаще всего причиной повреждения тела секции выступает коррозия металла или механическая деформация стенок при замерзании батареи, когда вода, замерзая, разрывает металл.
Холодная сварка – что это, применение для системы отопления
 Для склеивания различных материалов применяются клеи разного состава и назначения. Так для бумаги используется конторский клей и ПВА, в строительстве для поклейки обоев применяется синтетический клей с виниловыми наполнителями, для ремонта обуви – резиновый клей.
Для склеивания различных материалов применяются клеи разного состава и назначения. Так для бумаги используется конторский клей и ПВА, в строительстве для поклейки обоев применяется синтетический клей с виниловыми наполнителями, для ремонта обуви – резиновый клей.
Универсальных клеев, увы, пока не изобрели, но уже есть составы, которые способны надежно склеивать металл. Примером такого состава выступает холодная сварка.
В основе технологии холодной сварки лежит эпоксидный клей, состоящий эпоксидной смолы и отвердителя. В обычном состоянии это субстанция, напоминающая густую сметану, только желтого цвета, но при смешивании с отвердителем эпоксидная смола становится более жидкой и пригодна для нанесения на даже самые сложные поверхности. Этот момент длится относительно недолго – всего 10-15 минут, после чего смола начинает затвердевать, образуя прочное покрытие.
Преимуществом этой технологии выступает высокая прочность соединения за счет высокой адгезии вещества к поверхности склеиваемого металла и стойкость к агрессивным химическим материалам. Увы, есть и недостатки клей сам по себе может выдержать большое давление, но при механических воздействиях велика вероятность нарушения прочности соединения.
В предлагаемых на рынке составах холодной сварки для склеивания металла отвердитель и смола находятся не в жидком, а в пастообразном состоянии. Клей находится в стабильном состоянии и может долгое время храниться в упаковке. Он состоит из внутреннего слоя – состоящему из отвердителя, и наружному слою, в состав которого входит смола. Третьим компонентом, входящим в состав клея для склеивания металлов выступает сера или алюминиевая пудра, эти вещества играют роль катализатора реакции – при смешивании они разогреваются вследствие чего процесс затвердевания ускоряется, так что получается эффект сварки.
Вторым вариантом холодной сварки выступает традиционный двухкомпонентный клей на основе эпоксидной смолы – в тюбиках хранится смола и отвердитель. Для получения нужного количества необходимо смешать компоненты согласно инструкции и нанести на склеиваемые поверхности. Для получения более прочного соединения в состав добавляется алюминиевая пудра или бронзовый порошок.
Виды холодной сварки, используемые для ремонта чугунных батарей
 Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Холодная сварка для батарей отопления в отличие от других составов имеет свои особенности – она должна быть жаростойкой, быстро фиксироваться на металлической поверхности, образовывать покрытие, обладающее сходным с металлом коэффициентом линейного расширения. Простые или универсальные составы могут решить проблему заделки течи, но при этом, срок службы состава будет ограничен.
Холодная сварка для радиаторов отопления должна выдерживать не только высокое давление, но и температуру.
Еще одним моментом, который необходимо учитывать при выборе типа клея –это время схватывания. Если для сращивания деталей в нормальных условиях достаточно 3-4 часов, то при протечке батареи такого времени нет, здесь счет идет на минуты, поэтому, чем быстрее будет застывать заплата, тем лучше.
Как готовится состав для применения
 Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
После получения необходимого количества клея оставшийся состав заматывается пленкой и прячется в контейнер. А часть необходимая для работы тщательно разминается до однородного состояния. Делается это интенсивно, так чтобы тщательно перемешались все составляющие части, и масса стала однородной.
В приготовлении композиции изначально используется сера, в процессе перемешивания она равномерно распределяется по объему клея и вступает в химическую реакцию, из-за чего температура значительно повышается. В таком размытом состоянии клей может находиться от 2 до 10 минут. По истечении этого времени холодная сварка для батарей отопления начинает застывать.
Особенности подготовки поверхности для нанесения клеящего состава
Применение клеящего состава на основе эпоксидной смолы требует выполнения ряда условий относительно подготовки поверхности к склеиванию. Прежде всего, это чистота поверхности. Холодная сварка отлично ложится на металлические поверхности и при нахождении в ее составе металлической пудры образует прочное соединение, которое впоследствии образует еще и диффузное соединение. Но для того чтобы пластичная масса равномерно наносилась на поверхность металла необходимо сделать его подготовку.
При подготовке необходимо:
- Убрать следы потеков;
- Снять слой краски до металла;
- Зачистить металл наждачной бумагой;
- Обезжирить покрываемую поверхность.
В списке операций нет операций второстепенных, все они важны для правильного склеивания поверхностей. Правда, на обезжиривании стоит остановиться более детально. При механической обработке точку ремонта батареи в шероховатости металла попадает пыль и другие частицы, например остатки краски. Для того чтобы клей максимально плотно прилегал к металлу место дополнительно обезжиривается, так, чтобы на поверхность была максимально чистой. Эта операция позволит избежать образования на металле жировой пленки, которая после высыхания холодной сварки будет образовывать полость, в которую будет просачиваться вода.
Постоянное гидравлическое давление и температурные колебания довольно быстро расширят площадь полости, и теплоноситель снова начнет просачиваться наружу.
Методы ремонта чугунных радиаторов холодной сваркой
 Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Перед началом описания методов ремонта батареи холодной сваркой необходимо отметить, что холодная сварка это временное средство для устранения отдельной течи. Заделанная течь на сварке может простоять при нормальном обращении и несколько сезонов, но отремонтировать батарею нормально можно только разобрав ее и заменив поломанную секцию новой.
Еще один момент, на который нужно обратить внимание это на размеры заплаты и возможность ремонта разных повреждений. Если в секции образовалась течь небольших размеров, то с таким заданием холодная сварка справится быстро и качественно. Другое дело, когда в металле образовалась большая брешь, здесь придется использовать дополнительное усиление – кроме первого слоя, нанесенного холодной сваркой придется использовать жидкий клей и делать бандаж. И самый сложный случай, это когда от удара откалывается целый фрагмент металла. Такой ремонт холодной сварке не под силу, здесь сразу нужно перекрывать подачу теплоносителя и вызывать ремонтную бригаду.
Ремонт небольших по размеру протечек на вертикальной поверхности секции
Если течь образовалась на наружной или внутренней поверхности секции и размеры трещины не превышают 1-2 см по длине для работы понадобится, кроме холодной сварки еще и щетка по металлу, наждачная бумага 100 и 200 зернистостью и растворитель для красок или спирт.
Перед началом работ перекрывается подача и отвод теплоносителя к батарее и по возможности спускается с нее вода.
Щеткой по металлу счищается краска на расстоянии 1-1,5 см в обе стороны от трещины. После этого сначала наждачной бумагой 100 зернистости, а после 200 делается зачистка так, чтобы на месте будущей заплаты было зачищено пятно до чистого металла.
После этого подготавливается клей и обезжиривается поверхность радиатора. Холодная сварка для батареи отопления наносится на поверхность заплаты так, чтобы между очищенным металлом и краской на поверхности батареи был зазор 1-2 мм.
После нанесения клея он активно прижимается и оставляется для кристаллизации на время указанное в инструкции.
Ремонт течи в местах соединений секций радиатора
 Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
Этот случай ремонта позволяет обеспечить более высокое качество заделки течи. Дело в том, что ремонт труб и цилиндрических поверхностей легче, чем заделывать трещину на плоской поверхности. В этом случае кроме обычной пластичной массы в дальнейшем можно использовать двухкомпонентный клей с дополнительным бандажом для повышения прочности соединения.
При ремонте места соединения секций очищается не только место течи, а вся окружность места соединения. Дело в том, что неправильно сделанное соединение секций при уже имеющейся течи, в дальнейшем будет пропускать теплоноситель по всей окружности, поскольку механическая герметичность в нем нарушена.
Последовательность действий здесь следующая:
- Батарея отключается от подачи теплоносителя;
- Очищается вся поверхность по окружности соединения;
- Готовится клеящая композиция;
- Место нанесения клея обезжиривается;
- Наносится слой холодной сварки по всей окружности стыка секций;
- После высыхания первого слоя готовится композиция жидкого клея;
- На место наносится слой жидкого клея, после чего прикладывается полоса из стекловолокна и по ней снова наносится слой клея.
- Для закрепления результата делается 3-4 витка с обязательной пропиткой клея;
- После этого сверху ставится металлический хомут и зажимается винтом.
Ремонт протечек в гайках и сгонах
 Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
Для ремонта в этих местах обычно используется пластичная холодная сварка для батарей отопления. Как и в предыдущих случаях, место течи очищается от краски до металла. При очистке рекомендуется удалить часть пакли из соединения на глубину 1-1,5 мм, это даст возможность усилить место склеивания холодной сваркой.
После очистки и обезжиривания процесс приготовления и нанесения холодной сварки идентичен ранее описанным случаям.
Таким образом, холодная сварка на сегодняшний день оптимальное средство для временного ремонта чугунных батарей отопления.
Холодная сварка для батарей отопления
Способы сварки батарей отопления
Традиционные системы отопления жилища включают в себя чугунные радиаторы, которые являются основным теплоотдающим элементом, использующим лучистую энергию и конвективный теплообмен для обогрева квартиры.
Многолетняя практика эксплуатации предопределила форму секций радиатора и материал — чугун — как наиболее технологичные для литейного производства при изготовлении и оптимально соответствующие теплопередающим требованиям санитарных норм для жилья. Чугунные батареи способны служить десятки лет, ежегодно подвергаясь воздействию химических реагентов, присутствующих в горячей воде-теплоносителе, резким перепадам температур в диапазоне свыше ста градусов, и динамическим нагрузкам, спровоцированными неполадками в гидросистеме.
Естественно, что рано или поздно прочный чугунный радиатор начнет протекать через появившиеся трещины или свищи. Но в самих чугунных радиаторах заложен многократный запас прочности, позволяющий нехитрым ремонтом продлить им срок эксплуатации.
Основные виды ремонтных работ для батарей отопления
Ремонтные работы для чугунных батарей отопления можно классифицировать по двум категориям:
- устранение межстыковых протечек в местах соединения секций между собой либо в точках подсоединения трубопроводов от стояка к патрубкам радиатора. Их можно по-другому назвать как ремонтно-монтажные работы;
- ремонт, реставрация корпусных элементов (деталей) радиатора.
Естественно, что завершающим этапом для обеих категорий работ будет покраска батареи.
Ремонтно-монтажные работы для батарей отопления
Работы, связанные с разборкой, переборкой и последующей сборкой элементов отопительной системы, требуют выполнения сварочных мероприятий, в число которых входит сварка батарей отопления. В настоящее время только сварка является технологическим способом обеспечения герметичных неразъемных стыков, способных выдержать циркуляцию нагретого практически до 100 0 С теплоносителя при давлении порядка 10 атм.
Стыки являются наиболее уязвимым звеном при перегруппировке секций в отдельности либо радиатора полностью, поэтому работу с ними необходимо производить только специалисту. По своей сути, в отопительный период они являются аварийными, ведь не от хорошей жизни хозяин вызывает мастеров для работ, которые стараются делать летом, в межсезонье.
Для чугунного радиатора с малой степенью изношенности стенок в настоящее время существует технология электросварки постоянным током обратной полярности. Материал в зоне трещины или скола, подлежащих заделыванию, необходимо зачистить от краски и ржавчины до металлического блеска. Диаметр электрода необходимо подобрать такого размера, чтобы завершить заварку трещины одним проходом. Оперативно выполненные сварочные работы не только восстанавливают поврежденные батареи, но и предотвращают возможную аварийную ситуацию.
Ремонт корпуса радиатора отопления
Чугунным элементам радиаторов отопления присущи механические дефекты в виде трещин, сколов, свищей, отверстий. Их традиционно заделывают электродуговой или газопламенной способами сварки. Для домохозяина сварочные мероприятия, проводимые вызванными специалистами, являются весьма дискомфортными. Шланги, баллоны с газом или сварочный трансформатор, пусть даже и современный инвертор, доставляют массу неудобств для окружающих, усугубляя всю рабочую суету еще и требованиями к соблюдению правил техники безопасности.
Все это может заменить холодная сварка для батарей отопления. С ее помощью можно успешно своими силами ликвидировать трещины или отверстия на стенках любого элемента радиатора или трубопровода.
Применение холодной сварки для ремонта радиатора отопления
У большинства пользователей понятие «сварка» ассоциируется с горячее-пламенным воздействием на материал с целью неразъемного соединения нескольких частей. Холодная сварка также применяется для соединения изделий, но без предварительного нагрева. По своей сути холодная сварка является склеиванием при помощи специальных адгезивных составов. Чаще всего это эпоксидный клей с упрочняющими добавками. Холодная сварка способна к сохранению своих рабочих свойств и при высоких температурах.
При ремонте чугунного радиатора необходимо заблаговременно подготовить рабочую поверхность изделия в соответствии с инструкцией изготовителя. Главное требование к поверхности, это чтобы она сухой и обезжиренной. Ватным тампоном с нанесенным спиртом это не трудно сделать. Кусочек материала разминается в пальцах, пока не получится небольшой шарик диаметром 15−20 мм. Шарик прижимается к поврежденному месту и придавливается отверткой либо плотной тряпочкой. Несколько минут необходимо удерживать его в таком положении.
Благодаря быстро протекающим процессам полимеризации смесь отвердевает уже через 30 минут. Через 24 часа после использования холодной сварки чугунная батарея будет полностью готова к работе.
Это важно! Отремонтированный при помощи холодной сварки участок трубопровода или секции желательно в межсезонный период все-таки заменить, поскольку с течением времени потоки теплоносителя изнутри будут играть роль абразива и вымывать частички адгезивного полимера.
- Вам необходимо произвести замену батарей отопления? Сделайте это сами!
- Виды и классификация экранов для батарей отопления
- Как выбрать алюминиевые батареи, и какие факторы на это влияют?
- Продувка батарей отопления для улучшения циркуляции теплоносителя
Холодная сварка для соединения труб отопления в своем доме
Трубы из металла можно использовать для внутридомовых водопроводных коммуникаций непродолжительное время. Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Трубы в системе отопления могут быть соединены без применения горячей сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Металлические трубы — наиболее распространенный материал для систем отопления
Прочность труб из металла более чем достаточна для системы подачи воды и для контура отопления. Именно участки соединений, которые приходится реализовывать для того, чтобы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, подробно указано в устаревших учебных материалах и статьях. В современном строительстве чаще применяется метод холодной сварки для труб отопления.
Важно знать! Резьбовые соединения труб из металла используют в тех случаях, когда требуется создать разъемное соединение. Герметичность соединения в этом случае гарантирует уплотнитель, чаще всего пакля.
Как правильно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых необходимо придерживаться:
- Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя некачественные электроды.
- Чтобы варить металл электрическим сварочным аппаратом необходимо использовать метод многослойного расплава металла. Первичная окалина шва удаляется перед следующим слоем сварки.
- Важно правильно выбрать уровень тока – слабый ток не гарантирует прочность сварочного шва. Слишком высокий ток при сварочных работах также неприемлем.
- Если используется метод «сварка встык», в качестве армирующего материала используется металл электрода или расплавленная проволока.
- Варить электросваркой металлические трубопроводы и другие элементы отопительных и водопроводных систем запрещается вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод для создания прочного соединения металлов, соединять можно металлические детали разного размера в любых комбинациях.
Для традиционной сварки нужно иметь специальное оборудование и опыт проведения сварочных работ
Высокая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Требует дорогостоящего оборудования и высококвалифицированных сварщиков.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.
Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
Важно! Для высокотемпературных контуров, в частности отопительных систем, существуют химические составы, эксплуатация которых возможна в условиях более 1000 градусов по шкале Цельсия.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
Как произвести ремонт чугунной батареи: способы устранения течи, материалы для герметизации, холодная сварка
Срок эксплуатации чугунных радиаторов отопления настолько длительный, что жильцы воспринимают их работу, как должное, поэтому в случае появления течи или свища в стенке устройства, не знают, что им делать. Особенно неприятно, если поломка произошла в разгар холодов, но и в межсезонье нельзя оставлять отопительные элементы без внимания. Как правило, профилактические работы, проводимые работниками теплосети, могут выявить наличие загрязнений или протечек в устройстве.
На этот случай есть простые способы, как устранить течь в чугунной батарее отопления.
Устройство чугунных радиаторов
Этот вид отопительных приборов состоит из секций. Модели старого типа даже сегодня выпускаются в виде «гармошек», тогда как новое поколение имеет плоскую внешнюю панель, обеспечивающую лучший прогрев всей ее площади.
При работе эти устройства используют два типа отдачи тепла:
- Излучение, или как его называют профессионалы, радиация составляет до 25-30% тепла. Оно не просто нагревает воздух, а передается ближайшим предметам, обеспечивая более качественный прогрев помещения.
- Конвекция, производимая батареей отопления, обеспечивает постоянное перемещение воздушных масс по комнате, и составляет порядка 75% теплоотдачи.
Устройство чугунной батареи, несмотря на все внешние изменения, осталось прежним. Она состоит из секций, оснащенных:
- заглушками;
- запорными устройствами;
- пробками;
- хвостовиком и терморегулятором;
- контргайками;
- ниппелями и прокладками.
Каким бы ни был чугун крепким, но даже у него есть свои пределы. Как правило, срок службы чугунных радиаторов составляет 25-30 лет, а при должном уходе и оптимальных условиях работы они могут работать без перебоя от 50 до 100 лет.
Этого не скажешь о деталях, которые скрепляют секции друг с другом, например, о прокладках. При частых гидроударах они могут «раскачаться» или потрескаться от времени. В этом случае появляется течь между секциями чугунной батареи, которая, если не устранить ее вовремя, может стать причиной серьезной аварии и угрозой для здоровья и жизни человека.
Чтобы этого избежать, нужно проверять состояние чугунных радиаторов после окончания отопительного сезона. При этом можно обнаружить совершенно разные неполадки в отопительной системе.
Читайте у нас на сайте другую полезную информацию о чугунных батареях:
Самые распространенные неполадки и их признаки
Хотя чугун отлично переносит несовершенство теплоносителя центрального отопления, а батареи из него имеют достаточно широкие каналы, чтобы в них не скапливался мусор, проблемы могут возникнуть даже у них. И это при том, что этому металлу нет износа. Виновниками того, что лопнула чугунная батарея или в ее стенках появился свищ, могут быть следующие факторы:
- Всем известен большой вес радиаторов из этого металла. Если при монтаже конструкции были использованы не достаточно крепкие кронштейны, или их оказалось мало, со временем она может просесть под своим весом и наклониться. Даже незначительное отклонение всего на пару миллиметров снизит эффективность работы устройства, а если перекос не исправить, то спустя несколько лет в месте, где теплоноситель отсутствует, появится коррозия. Вначале она будет выглядеть как небольшое коричневое пятнышко, которое будет расти с каждым отопительным сезоном, пока на его месте не образуется свищ.
- Репутация «долгожителей» свойственна как старым, так и новым моделям чугунных радиаторов, но при условии, что они монтированы в контур многоквартирного здания не выше шести этажей. Если теплосеть надежная и не «грешит» сильными гидроударами, то их можно устанавливать и в девятиэтажных домах. В противном случае, под сильным напором воды чугунная батарея может дать течь на стыках соединений секций. В том случае, если во время отопительного сезона потекла чугунная батарея, чем заделать ее нужно знать заранее. Сегодня существует масса герметиков, которые помогут «продержаться» устройству до теплых дней.
- Внутреннее устройство отечественных батарей таково, что чугун, из которого они выплавлены, имеет шероховатости, которые полностью отсутствуют в импортных аналогах. Именно поэтому на стенках со временем откладывается много мусора, которым наполнена вода в теплосети. Взвеси, частицы ржавчины и металлов, все это оседает и делает широкий канал узким настолько, что он уже не способен пропускать беспрепятственно теплоноситель под большим напором. В этом случае конструкция может лопнуть в любом месте, и тогда придется срочно решать, как устранить течь в чугунной батарее.
- Прокладки и резьба ниппелей – это слабое «звено» отопительных приборов. Если у чугуна нет срока давности, то этого не скажешь про детали, из которых состоит батарея. Чтобы не доводить ситуацию до того, что потребуется ремонт чугунной батареи, места соединений нужно проверять после каждого отопительного сезона и периодически менять на них прокладки.
Как показывает практика, чаще всего о том, что с системой отопления что-то не так становится известно, когда уже требуется ремонт чугунных радиаторов. Чтобы узнать о проблеме заранее, нужно прислушиваться к «сигналам о помощи», которые указывают на наличие дефектов.
Первые признаки неполадок
Есть ряд факторов, которые указывают на то, что с отопительным контуром или батареями что-то не то. К ним относятся:
- Ощущение прохлады в комнате. В этом случае стоит опросить соседей, насколько у них тепло в квартире. Если все в порядке, то можно начинать искать проблемы у себя. Причиной может стать элементарное загрязнение каналов, перекос устройства или наличие свищей. В первом случае достаточно промыть батареи, во втором – закрепить или поменять кронштейны и проверить правильность установки строительным уровнем, а в третьем – оказать «больному» радиатору помощь.
- Если на батарее появился непонятный налет, видимый невооруженным взглядом, то причина этого – изношенные прокладки. Придется отключать систему, демонтировать батареи и ставить новые, например, из паронита.
- Протечка заметна сразу. Если она небольшая, то можно обойтись хомутом или холодной сваркой, в противном случае придется полностью менять устройство.
Следует помнить, что даже маленькие дефекты могут перерасти в большую проблему, если их вовремя не устранить. Не стоит надеяться на временные хомуты и заплаты. Только специалисты теплосети могут определить надежность и герметичность отопительного контура и его элементов.
Ликвидация свища
Для любой поломки есть ряд причин, ей сопутствующих. Свищ на трубах системы обогрева или на радиаторе – не исключение. Если на элементах теплосети появилось небольшое коричневое пятнышко, не следует думать, что это сходит краска. На самом деле, это начало, зачастую необратимого процесса, но зная, как заделать свищ в чугунной батарее, можно остановить разрушение и продлить срок ее эксплуатации. Причины появления коррозии:
- С учетом частых повышений стоимости коммунальных услуг, некоторые умельцы лукавят и ради экономии электроэнергии подключают нулевой кабель к отопительному контуру. Токи, которые начинают свое «путешествие» по трубам посредством теплоносителя, как раз и вызывают образование коррозии. Определить нечестного соседа можно, если свищей несколько, и они появляются с определенной регулярностью. Спасти ситуацию поможет звонок в соответствующую службу с целью выявления нарушителя, и ремонт чугунных батарей своими руками.
- Слишком повышенная кислотность воды способна навредить даже к терпимому к коррозии чугуну.
- Истек срок годности батарей или отложения на их стенках повредили металл. В этом случае, даже небольшой свищ или трещина под воздействием напора воды может привести к тому, что батарея лопнет и из нее потечет поток горячей воды.
Любой из вариантов, требует срочного вмешательства. Если только слегка течет чугунная батарея, то можно обойтись без отключения контура и ее демонтажа. Спасти ситуацию сможет хомут. Если вода лишь капает, то подойдет односторонняя накладка, но если бежит тонкой стрункой, то лучше не рисковать и использовать двухсторонний зажим.
В том случае, если теплоноситель разорвал место, где находился свищ, сразу возникает вопрос, можно ли заварить чугунную батарею. Как правило, экстренной помощью становится холодная сварка, но даже если она восстановила герметичность, необходимо вызвать мастеров из теплосети, чтобы они проверили состояние отопительной системы.
Способы ремонта чугунных радиаторов
Существует несколько методов, которые позволяют батареям продержаться не только до конца отопительного сезона, но и пару лет. К ним относятся:
- Если течь на стыке секций, то ее можно быстро ликвидировать при помощи бинта и эпоксидного клея. Материал пропитывается клеем и наматывается на место протечки. После того, как он схватится, можно закрасить это место в тон батареи, но главное помнить, что подобная «операция» считается временной, и лучше после окончания холодов купить и установить новую секцию.
- В случае обнаружения свища или трещины потребуется хомут. Его можно купить в магазине стройматериалов, а можно сделать самостоятельно из резины или жести.
- Холодная сварка для чугунных батарей – это лучший способ быстрого устранения дефекта. Это специальный герметик, внешне напоминающий детский пластилин. Его нужно тщательно размять и нанести на поврежденное место. Средство быстро схватывается, устойчиво к перепадам температур и вполне годится для быстрого и временного ремонта чугунной батареи.
Зная, как заварить чугунную батарею при помощи сварочного аппарата с инверторной схемой, можно спасти устройство на достаточно долгое время от протечек.
Последовательность работ
В зависимости от того, насколько серьезная поломка, зависят действия по ее устранению. Так, если течь небольшая, то можно обойтись без отключения батареи от контура, и для ремонта потребуется:
- Установить под местом поломки емкость на случай прорыва или клеенку с ветошью для сбора воды.
- Место разрыва или трещины нужно зачистить до основания при помощи троса или наждака. Нужно не просто удалить слой краски, а обнажить сам металл.
- Обезжирить подготовленное место каким-нибудь растворителем.
- Если для ликвидации поломки используется специальный клей или эпоксидная смола, то потребуются полоски плотной ткани или бинты. Нанести на них средство и намотать на место разрыва в несколько слоев.
- В случае использования холодной сварки ткань не нужна.
- На схваченное герметиком место надевается и закручивается хомут, но важно проследить, чтобы его зажимы были с противоположной стороны течи. Например, трещина образовалась на внутренней стороне радиатора, значит, зажимы будут снаружи, и наоборот.
- Если поломка серьезная и горячая вода хлещет из батареи, то нужно вызывать аварийную бригаду, а не пробовать остановить утечку самостоятельно без наличия нужных инструментов.
Даже самый качественный ремонт не гарантирует долгой службы устройства. Восстановленные чугунные радиаторы все равно придется менять, и чем скорее это будет сделано, тем безопаснее будет в квартире.
Заключение
Ремонт чугунных батарей можно произвести самостоятельно при наличии инструментов и необходимых материалов, но только в случае мелких дефектов. Холодная сварка – самый простой и быстрый способ вернуть отопительный прибор «в строй», но даже он не дает гарантии, что в дальнейшем все будет в порядке.
Чтобы убедиться, что отопительный контур и все его элементы прослужат долго и не будут угрозой для жизни людей, нужно либо полностью заменить отремонтированную конструкцию после окончания холодного сезона, либо пригласить специалистов, чтобы они проверили ее надежность.
Полезное видео
Источники: http://santehkrug.ru/sposoby-svarki-batarej-otopleniya.html, http://trubamaster.ru/dlya-otopleniya/holodnaya-svarka-dlya-trub-otopleniya.html, http://netholodu.com/elementy-otopleniya/radiatory/chugunnye/kak-proizvesti-remont.html
Холодная сварка для труб с горячей водой и батарей отопления, сантехники
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
- Abro и HI-Gear — импортные,
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Читайте также: Как отремонтировать очки своими руками. Технология лазерной сварки
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей,
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения,
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами,
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.
 Разновидности клеевых составов холодной сварки
Разновидности клеевых составов холодной сварки
Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Читайте также: Как приварить чугун к металлу электросваркой
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.
 Соединение пластиковых труб холодной сваркой
Соединение пластиковых труб холодной сваркой
Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.
 Ремонт батарей отопления холодной сваркой
Ремонт батарей отопления холодной сваркой
Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
 Загрузка…
Загрузка…Холодная сварка для чугунных батарей отопления mastix и кое что ещё
Что такое холодная сварка и какой она бывает
Холодная сварка — это специальный тип высокопрочного клея, который применяется соединения разных материалов, в том числе и стали. В основу состава входит эпоксидный клей или смола с разными наполнителями, за счет чего и обеспечивается высокая прочность соединения деталей. Только достичь высокого качества соединения удается не всегда, поэтому многие жалуются и отказываются от дальнейшего использования материала. Причиной является вовсе не плохое качество клея или его низкая эффективность, а несоблюдение инструкции по применению состава.
Чтобы холодная сварка обеспечила желаемую надежность соединения, к ее применению нужен соответствующий подход. Перед тем, как пользоваться холодной сваркой, необходимо разобраться с особенностями ее правильного применения. После появления клеящего состава высокой прочности, его начали выпускать разные производители. С целью экономии на производстве, некоторые производители нарушают стандарты изготовления холодной сварки, что отражается в итоге на качестве соединений. Чтобы этого не случилось, надо покупать сварку только с сертификатами качества, которые гарантируют эффективность материала.
Холодная сварка классифицируется на два вида:
- Однокомпонентная
- Двухкомпонентная
И обоих видах клея присутствует эпоксидное вещество, а также наполнители — сера, металлический порошок и другие составы. По типу состава холодная сварка бывает сухой и жидкой.
Сухая сварка из двух компонентов находится в цилиндрической упаковке. Когда необходимо воспользоваться средством, компоненты необходимо перемешать, получив смесь, похожую на пластилин. Работать пластилином очень удобно, поэтому обеспечить соединение холодной сваркой сухого типа можно даже в самых труднодоступных местах. Эффективность материала зависит от качества замешивания состава. Оба компонента необходимо использовать в одинаковом количестве, и тщательно произвести их перемешивание.
Жидкая сварка состоит также из двух компонентов, которыми являются эпоксидное вещество и отвердитель. Эти компоненты также следует соединить вместе перед непосредственным применением. Качество и надежность склеивания зависит от такого фактора, как тщательность смешивание. Чем тщательнее будут смешаны вещества, тем надежней место соединения.
Классифицируют холодную сварку также и по способам применения, что зависит от поставленных технологических задач:
- Шовная — применяется для создания прочного и непроницаемого шва, когда необходимо не только соединить детали, но и обеспечить их герметичность. Шовный состав подходит для случаев, когда надо предотвратить протекание металлических труб и т.п.
- Точечная — такой клей наносится точками, что позволяет достичь высокой надежности, однако герметичность при этом отсутствует. Используется преимущественно в исключительных случаях, когда надо обеспечить соединение двух деталей
- Стыковая — особый вид клея, который используется для соединения металлических деталей путем их стыкования. При использовании стыковой сварки необходимо понимать, что соединить таким клеем можно только тонкий металл
- Тавровая — такой тип клеевого состава используется исключительно в электромонтаже
- Сдвижная или нахлестная сварка — клей, применяющийся для объединения труб разного диаметра. При помощи сдвижного клея можно соединять трубы разных диаметров, но исключительно методом объединения внахлест
Это интересно! В зависимости от материала, который планируется соединить, различают холодную сварку для металла, пластика, линолеума и т.п. Применение такого клея значительно снижает затраты на использовании других методов соеди
Холодная сварка для труб с горячей водой и батарей отопления, сантехники
Что такое холодная сварка и какой она бывает
Холодная сварка — это специальный тип высокопрочного клея, который применяется соединения разных материалов, в том числе и стали. В основу состава входит эпоксидный клей или смола с разными наполнителями, за счет чего и обеспечивается высокая прочность соединения деталей. Только достичь высокого качества соединения удается не всегда, поэтому многие жалуются и отказываются от дальнейшего использования материала. Причиной является вовсе не плохое качество клея или его низкая эффективность, а несоблюдение инструкции по применению состава.

Чтобы холодная сварка обеспечила желаемую надежность соединения, к ее применению нужен соответствующий подход. Перед тем, как пользоваться холодной сваркой, необходимо разобраться с особенностями ее правильного применения. После появления клеящего состава высокой прочности, его начали выпускать разные производители. С целью экономии на производстве, некоторые производители нарушают стандарты изготовления холодной сварки, что отражается в итоге на качестве соединений. Чтобы этого не случилось, надо покупать сварку только с сертификатами качества, которые гарантируют эффективность материала.
Холодная сварка классифицируется на два вида:
- Однокомпонентная
- Двухкомпонентная
И обоих видах клея присутствует эпоксидное вещество, а также наполнители — сера, металлический порошок и другие составы. По типу состава холодная сварка бывает сухой и жидкой.
Сухая сварка из двух компонентов находится в цилиндрической упаковке. Когда необходимо воспользоваться средством, компоненты необходимо перемешать, получив смесь, похожую на пластилин. Работать пластилином очень удобно, поэтому обеспечить соединение холодной сваркой сухого типа можно даже в самых труднодоступных местах. Эффективность материала зависит от качества замешивания состава. Оба компонента необходимо использовать в одинаковом количестве, и тщательно произвести их перемешивание.

Жидкая сварка состоит также из двух компонентов, которыми являются эпоксидное вещество и отвердитель. Эти компоненты также следует соединить вместе перед непосредственным применением. Качество и надежность склеивания зависит от такого фактора, как тщательность смешивание. Чем тщательнее будут смешаны вещества, тем надежней место соединения.
Классифицируют холодную сварку также и по способам применения, что зависит от поставленных технологических задач:
- Шовная — применяется для создания прочного и непроницаемого шва, когда необходимо не только соединить детали, но и обеспечить их герметичность. Шовный состав подходит для случаев, когда надо предотвратить протекание металлических труб и т.п.
- Точечная — такой клей наносится точками, что позволяет достичь высокой надежности, однако герметичность при этом отсутствует. Используется преимущественно в исключительных случаях, когда надо обеспечить соединение двух деталей
- Стыковая — особый вид клея, который используется для соединения металлических деталей путем их стыкования. При использовании стыковой сварки необходимо понимать, что соединить таким клеем можно только тонкий металл
- Тавровая — такой тип клеевого состава используется исключительно в электромонтаже
- Сдвижная или нахлестная сварка — клей, применяющийся для объединения труб разного диаметра. При помощи сдвижного клея можно соединять трубы разных диаметров, но исключительно методом объединения внахлест
Это интересно! В зависимости от материала, который планируется соединить, различают холодную сварку для металла, пластика, линолеума и т.п. Применение такого клея значительно снижает затраты на использовании других методов соединения.
Технические характеристики
Данная продукция имеет ряд характерных особенностей, которые определяются ее характеристиками. Конечно же, у каждой марки могут быть свои особенности, но в большинстве случаев характеристики имеют следующий вид:
| Время первичного высыхания, минуты | Время полного высыхания, часы | Минимальный температурный предел эксплуатации, градусы Цельсия | Максимальный температурный предел эксплуатации, градусы Цельсия | Объем упаковки, граммы |
| 30 | 5 | -40 | +300 | 57/115 |
Если применяется холодная сварка для алюминия высокотемпературная, то ее верхний предел может быть выше 700-100 градусов Цельсия. Некоторые дополнительные вещества, которые вносятся в состав, также могут изменять характеристики, но они зачастую являются узконаправленными и встречаются не так часто.
Выбор холодной сварки
Подбор правильной марки во многом определяет качество последующей операции по ремонту. Для этого нужно обращать внимания на определенные параметры, которые вам важны. Здесь нужно найти баланс между ценой и качеством, так как проверенные производители могут предлагать достаточно дорогостоящую продукцию
В первую очередь нужно обратить внимание на температурный режим, в котором может производиться эксплуатация материала. Он должен совпадать или превышать тот, в котором вы будете вести работу
Далее следует обратить внимание на то, с какими поверхностями может идти взаимодействие. Ведь встречаются составы, предназначенные только для алюминия, но бывают и универсальные
«Обратите внимание! Здесь же не стоит забывать о наличии металлического наполнителя из алюминия. Дело в том, что некоторые уни
Выбор и применение холодной сварки для ремонта радиаторов и труб отопления
О методе холодного сваривания радиаторов знает любой сантехник. Далеко не каждый раз есть возможность применить горячую сварку, зато ремонт при помощи специальных клеевых составов доступен практически всегда. Холодная сварка для труб отопления пригодится при протечке, поможет ликвидировать проблему быстро и своими руками.
Холодная сварка – что это, применение для системы отопления
Технология склеивания металлов использовалась еще в древности, в результате создавались неразъемные соединения без риска окисления деталей. Под холодной сваркой понимают технологический процесс соединения изделий без дополнительного нагрева, в результате чего их поверхности подвергаются пластической деформации. Последняя разрушает пленку окислов, которая не ранее не давала металлам состыковаться. Сварка происходит в короткий промежуток времени в результате схватывания. На вид этот клеящий состав напоминает шпаклевку, производится на основе эпоксидной смолы.
Сейчас холодная сварка широко применяется для соединения таких металлов:
- чугун,
- сталь нержавеющая,
- медь,
- олово,
- алюминий,
- никель,
- свинец.
При помощи сварочного клея можно производить ремонт стальных и алюминиевых батарей, чугунных радиаторов, биметаллических радиаторов. Полимерные изделия для трубопровода тоже допустимо заварить таким способом. Речь идет о пропиленовых трубах, которые применяются для монтажа системы отопления. При точном соблюдении технологии возможно заклеить трубу, стояк, радиатор с любым дефектом, хотя прочность стыка будет несколько уступать таковой после электродуговой сварки.
Состав холодной сварки
Клей для металла и пластика производится из эпоксидной смолы – полимера, имеющего высокие прочностные характеристики. Именно эта смола отвечает за однородность, пластичность массы, способность заделать даже минимальные трещинки и заполнить ямки. Эпоксидка может загустеть только при контакте с отвердителем, который идет в комплекте (в некоторых средствах он находится в твердой форме, активируется после попадания на воздух и перемешивания).
В составе холодной сварки есть различные наполнители, оптимизирующие технические свойства: стальной порошок (упрочняющая добавка), сера, пластификаторы. При ремонте радиаторов нужно обязательно обратить внимание на такие добавки, они обязаны быть в замазке.
Разновидности сварки
Все средства, относящиеся к данному виду, делятся на пластичные и текучие. Последние обязательно являют собой двухкомпонентные смеси – один флакон содержит эпоксидную смолу с добавками, второй – отвердитель. Пластичные массы реализуются в тюбиках, флаконах, баночках, ими можно замазать трубу или радиатор без разведения. Масса на вид напоминает пластилин, состоящий из двух брусочков, которые нужно перемешать между собой путем разминания пальцами. Есть возможность отделить небольшой кусочек массы, а остальную часть сохранить до следующей необходимости.
Способы использования
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной. Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее.
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами,
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового,
- наклеивание на крупный дефект с покрытием металлической заплаткой.
Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.
Температурные показатели смеси
В зависимости от точного состава и конкретного от производителя, температурный диапазон применения сварки может сильно варьироваться. Большинство средств выдерживают замораживание, например, клей Mastix не утратит свойств даже при 60 градусах. Подавляющее количество дешевых эпоксидок работает только до +150 градусов, потому для сварки радиаторов и труб отопления их использовать можно (работа теплосети обычно осуществляется при +95…+110 градусах).
Более качественные средства выдерживают до +260 градусов, но есть и высокотемпературные смеси – их применяют даже в экстремальных условиях (до +1300 градусов). Хотя нет смысла тратиться на приобретение таких средств, можно купить простой низкотемпературный состав.
Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков,
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы,
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов,
- минимум энергозатрат,
- противопожарные, противовзрывные свойства эпоксидки,
- низкая стоимость ремонта,
- доступность холодной сварки – клеи продаются в любом магазине.
Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью. Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта. По сути, такой ремонт считается специалистами временной мерой.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов,
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается,
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.
Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.
Инструкция для холодной сварки труб
Для начала нужно качественно подготовить основание. Для этого все участки, на которые будет наноситься смола, очищаются от ржавчины, грязи, старой краски. Обработать их можно наждачкой, чтобы сразу убрать все загрязнения. Слишком стараться не следует, иначе на поверхности останутся глубокие царапины. Зато мелкие потертости будут кстати – они усилят адгезию. Непосредственно перед свариванием детали надо обезжирить растворителем (обычно ацетоном) или помыть с моющим средством. Если есть возможность, нужно просушить стыки феном для волос – нагрев улучшит сцепление.
Клей готовят в зависимости от инструкции. Для изготовки жидкого клеящего состава в смолу добавляют строго отмеренное количество отвердителя. Время жизни состава также указано в инструкции, далее начинается его полимеризация. Обычно период равен 10-15 минут или чуть больше. Немного продлить это время можно путем охлаждения средства.
Пластилинообразные мастики готовят путем разминания руками, предварительно надев перчатки и намочив их водой. От стержня следует отрезать нужное количество материала, остальную массу убрать. Резать надо только строго поперек, иначе соотношение эпоксидки и отвердителя будет неверным. По мере готовности цвет массы станет равномерным, при этом она нагреется из-за выделения тепла.
Ремонт осуществляют таким образом:
- нанести клей на место будущего стыка, прямо в пробоину, чтобы обеспечить проникновение массы вглубь,
- второй вариант – намотать стеклонить, стеклоткань, покрыть жидким составом, уже начавшим немного густеть,
- разгладить средство снаружи маленьким шпателем или иным плоским приспособлением, немного смочив его в воде,
- в течение нескольких минут можно менять положение смеси,
- если пробоина слишком большая, на нее придется посадить металлическую заплатку (прямо на холодную сварку),
- зафиксировать участок на 15-60 минут в зависимости от указаний инструкции, применяя зажим,
- по возможности, нельзя подвергать соединение интенсивным нагрузкам в течение 1-24 часов, хотя для большинства сварок достаточно 1-1,5 часов.
Если ремонт проводится в помещении с низкой температурой, клей надо скатать в шарик и позволить массе внутри прогреться до +40…+50 градусов. Время выдерживания шарика не должно быть больше времени жизни смеси (обычно его не держат более 4 минут). Для эффективного прогревания шарика его надо делать массой не меньше 50 г. Нужно помнить, что для ремонта сложных соединений и узлов лучше сразу воспользоваться горячей сваркой или заменить детали, холодный стык может оказаться ненадежным.
Меры безопасности
После высыхания материал является безопасным для человека, но при работе с ним надо соблюдать осторожность. Все работы проводят в перчатках, не допуская прямого контакта эпоксидки с кожей. Нельзя пользоваться для резки смолы ножом для пищевых продуктов. При контактировании с массой кожу промывают водой с мылом.
Починка чугунного и других видов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность очищают, обезжиривают. Можно для этой цели применять спирт, нанося его ватным тампоном. Далее берут шарик смолы примерно 2 см диаметром, разминают его, смешивая компоненты. Прижимают смолу к месту повреждения, разглаживают, удерживают ветошью или зажимом.
Обычно на полимеризацию хватает 30-40 минут, но использовать батарею лучше спустя сутки, не раньше. Естественно, подача воды перед ремонтом должна быть отключена. Если требуется удалить свищ, нужно взять стеклоткань и жидкое средство, обмотать участок и надежно проклеить его.
Холодная сварка – отличная временная мера до завершения отопительного сезона. Она поможет устранить течь трубы или радиатора быстро и без хлопот!
Сварщик ребра холоднокатаного листового металладля точечного сварочного аппарата
конвектора радиатораDNW-550MM Аппарат для многоточечной сварки ребер радиатора с соответствующим сварочным столом, который в основном используется для приваривания стальных ребер к панели радиатора, чтобы получить лучший результат излучения.
Эта машина может сваривать ребра из холоднокатаной стали на радиаторе.
функций можно настроить.
Входное напряжение: 220 В / 380 В
Мощность: 200 кВА
Если вы хотите узнать больше о нашей продукции, свяжитесь со мной!
Мобильные, WhatsApp и WeChat : 008613424145656
,Радиатор точечной сварки радиатора радиатора ребра холоднокатаного листового металладелая машину
DNW-550MM Аппарат для многоточечной сварки ребер радиатора с соответствующим сварочным столом, который в основном используется для приваривания стальных ребер к панели радиатора, чтобы получить лучший результат излучения.
Эта машина может сваривать ребра из холоднокатаной стали на радиаторе.
функций можно настроить.
Входное напряжение: 220 В / 380 В
Мощность: 200 кВА
Если вы хотите узнать больше о нашей продукции, свяжитесь со мной!
Мобильный, WhatsApp и WeChat : 008613424146368
Skype : kiaweld
,Завод по сварке радиаторов, производственная компания OEM / ODM для заварки радиаторов на заказ
Всего найдено 472 завода и компании по сварке радиаторов с 1 466 продуктами. Получите высококачественную сварку радиаторов от нашего огромного выбора надежных заводов по производству радиаторной сварки. Золотой член| Тип бизнеса: | Производитель / Factory |
| Основные продукты: | Сварочный аппарат , Медный сплав, Сварщик, Барабанный станок, Барабанный сварщик. |
| Mgmt. Сертификация: | ISO9001: 2008 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Уси, Цзянсу |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Бак, Раковина из нержавеющей стали, Изготовление из металла, Полка для выставки товаров |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | ODM, OEM |
| Расположение: | Цзянмэнь, провинция Гуандун |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | листовой металл |
| Mgmt.Сертификация: | ISO 9001 |
| Расположение: | Фошань, провинция Гуандун |
| Производственные линии: | 3 |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Сварочный аппарат , Машина индукционного нагрева. |
| Mgmt. Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, OEM |
| Расположение: | Гуанчжоу, Гуандун |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основные продукты: | Бессвинцовая печь оплавления, Машина для пайки волной горячего воздуха, Конвейерная машина для поверхностного монтажа, Автоматическая высокоскоростная дозирующая машина, Машина для захвата и размещения |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Шэньчжэнь, Гуандун |
| Тип бизнеса: | Производитель / Factory |
| Основные продукты: | Зажим для регулировки углов установки колес, Зажим для регулировки углов установки колес, Адаптер регулировки углов установки колес, Штамповка деталей, Штамповка металлов |
| Mgmt.Сертификация: | ISO 9001, ISO 14000 |
| Собственность завода: | Частный собственник |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Дунгуань, Гуандун |
| Тип бизнеса: | Производитель / Factory |
| Основные продукты: | Радиатор, Тепловая труба, Проектирование системы охлаждения, Система охлаждения, Обработка с ЧПУ |
| Mgmt.Сертификация: | ISO 9001, ISO 14001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Дунгуань, Гуандун |
Сварочный аппарат холодного сварочного аппарата Сдхб-2 для лазерного аппарата
нержавеющей сталиLSDHB-2 Аппарат для холодной сварки Сварочный аппарат для лазерной сварки нержавеющей стали
Описание продукта
SDHB-2 Параметр
| Модель аппарата | SDHB-2 |
| Входная мощность | AC220V 50 / 60HZ |
| Мощность | 0-4000 Вт |
| Макс Pw | 40 кВт |
| Мощность | 1-200A |
| Частота | 1-10 Гц |
| Сварочная модель | Точечная сварка / непрерывная сварка / дуговая сварка |
| Ассортимент сварочной проволоки | 0.3-2,0 мм |
| Вес | 9 кг |
| Размер | 360 * 155 * 320 мм |
1. С хорошим электрическим вентилятором охлаждения и двигателем
2. Может сваривайте любые виды металлической проволоки
Преимущества
Традиционные аппараты для аргонно-дуговой сварки неизбежно будут иметь проблемы обесцвечивания и деформации.
Но с нашим аппаратом для холодной сварки серии SDHB решить эту проблему слишком просто.
Наплавленный валик белого цвета, а процесс сварки прост и удобен.
Применение и образцы
Превосходный контроль нагрева, отсутствие повреждений заготовки.
Полное металлургическое предприятие, позднее подвергшееся различной обработке.
Может использоваться со всеми типами наполнителей диаметром 0,2–1,6 мм.
Применяется для всех видов пресс-форм, штампов, штампов, нержавеющих деталей, деталей из чугуна, алюминиевых деталей, деталей из меди / латуни / бронзы.
Рекомендуемые продукты
| Модель машины | SDHB-3 | SDHB-5 | ||
| Входная мощность | AC220V 50 Гц | AC220V 50 Гц014 | Мощность0 | |
| Макс.мощность | 40 кВт | > 40 кВт | ||
| Выход | 1-200A | 1-500A | ||
| Частота | 1-10 Гц | 1-5 Гц | ||
| Режим сварки | Точечная / непрерывная / дуговая сварка | Точечная / непрерывная / резистивная сварка | ||
| Диапазон сварочной проволоки | 0.3-2,0 мм | 0,1-2,0 мм | ||
| Вес | 9 кг | 15,75 кг | ||
| Размер | 370 * 155 * 320 мм | 185 * 440 * 320 мм | ||
| Характеристика | Прецизионная сварка , ремонт деталей | Сварка цветных пластин без изменения цвета на обратной стороне |
Введение в компанию
———————— НАША КОМПАНИЯ— —————-
Мы являемся производителем электроэрозионного оборудования и имеем 15-летний опыт производства.
У нас есть собственная бригада по установке и обслуживанию, которая может обеспечить лучший сервис.
————————- СЕРТИФИКАТ —————- ——
————————— ВЫСТАВКА ————— ———
FAQ
1. Что у вас MOQ?
Наши MOQ — 1 комплект для каждой машины.
2. Можем ли мы использовать нашу собственную торговую марку на вашей машине?
Да, мы хотели бы принять.
3.Могут ли ваши инженеры поехать на наш завод, чтобы установить машину и обучить наших рабочих?
Да, наши инженеры могут прийти к вам на завод и помочь вам.
4. Каково ваше быстрое время доставки?
В зависимости от станка срок изготовления от 7 до 30 дней, некоторые станки есть в наличии.
5. Могу я посетить ваш завод?
Да, конечно, добро пожаловать.
OEM Service
1. Гарантия составляет один год, и если какие-либо детали сломаны в течение одного года (расходные материалы не включены и при правильной эксплуатации),
мы отправим вам новую экспресс-почтой для внесения изменений.
2. На ваши проблемы ответят в течение 24 часов, а решения предоставят в течение 3 рабочих дней.
3. Бесплатные инструкции по установке и другие советы наших инженеров.
4. Бесплатное обучающее видео для вас.
Техническая поддержка
1. Обеспечьте необходимое профессиональное обучение на заводе.
2. Всесторонняя техническая поддержка обеспечивает предпродажное и послепродажное обслуживание.
3.Презентация и продвижение новых инновационных продуктов и технологий