
Электродный котел своими руками: изготовление и монтаж
Электродный котёл можно изготовить самостоятельно.
Особенности конструкции
Наиболее простой катодный котел включает в себя:
- Корпус, сделанный из трубы, которая может иметь диаметр 50-200 мм.
- Две футорки или 1 футорка и заглушка. Они закреплены на резьбе, нарезанной на обоих концах трубы.
- Электрод. Фиксируется в одной из футорок. Он зафиксирован на материале, который не способен проводить электрический ток. Этот электрод находится внутри трубы. Один его конец подключен к контакту, который выходит наружу через футорку.
- Два патрубка. Через один вода поступает в отопительную сеть, через другой она возвращается из системы, которая может включать котел индукционного типа.
- Нулевой контакт, прикрепленный к корпусу.
- Заземляющий контакт.
Электродный котел подключен к электросети следующим образом:
- К контакту электрода подсоединен фазный провод.
- К двум контактам, размещенным на трубе, подключены нейтральный и заземляющий кабели.
Принцип работы
- В котел подается вода с определенной концентрацией солей.
- Электрический ток движется к электроду.
- На электроде возникает положительный заряд, а на корпусе отрицательный. Поэтому ионы, которые являются заряженными частицами солей, начинают двигаться к корпусу. Поскольку частота тока в электросети равна 50 Гц, то направление движения этих частиц меняется 50 раз в секунду.
- Наличие заряженных частиц соли в воде приводит к уменьшению ее сопротивления электрическому току и увеличению силы тока. Сила тока растет настолько, что вода не успевает проводить через себя ток и начинает нагреваться. Уровень нагрева зависит от того, насколько большая концентрация солей в воде, и какой является сила тока.

Плюсы и минусы
Электродные котлы имеют такие плюсы:
- Простая конструкционная схема.
- Малые размеры.
- Легкость установки.
- Пожаробезопасность.
- Бесшумность работы.
- Небольшая цена комплектующих.
- Малый расход материалов для самостоятельного изготовления.
- Возможность подключения к одно- и трехфазной электросети.
Минусы ионных котлов:
- Чтобы включить устройство, нужно подать большой электрический ток. Для этого следует применять магнитный пускатель или аналогичные ему приборы.
- Нужно использовать теплоноситель с правильной концентрацией солей. Если она будет слишком малой, сила тока будет недостаточной, и нагрев будет слабым.
- Если электрический отопительный котел создаётся своими руками, нужно потратить немало времени для определения правильной концентрации солей.
- Кроме воды другие теплоносители использовать нельзя.
 Сама вода должна иметь надлежащее состояние. Желательно использовать техническую жидкость без наличия каких-либо примесей металла.
Сама вода должна иметь надлежащее состояние. Желательно использовать техническую жидкость без наличия каких-либо примесей металла. - Большой расход электрической энергии.
Материалы
Чтобы изготовить электродный котел, нужно подготовить такие материалы:
- Железную бесшовную трубу. Диаметр 57 мм. Длина 30 см.
- Термостойкую краску.
- Грунтовку.
- Трубу с диаметром 32 мм.
- Металлические заглушки или футорки. 2 шт. Их альтернативой может быть металлический лист. Его придется приваривать, а не закручивать как заглушки.
- Электрод. Диаметр 25 мм.
- Клеммы, которые имеют резьбу М6. 2 шт.
- Паронитовые или резиновые прокладки. 2 шт.
- Фторопластовую втулку или стеклотекстолит.
Изготовление
Электродные котлы отопления изготавливают в такой последовательности:
- Рисуют схему или чертеж электрического котла. Ее можно сделать в двух вариантах. Первый вариант схемы предусматривает полностью заглушенные концы трубы-корпуса и размещенные возле них боковые патрубки для подачи воды в отопительную сеть и возврата теплоносителя из радиаторов отопления.
 Второй вариант схемы предусматривает размещение одного патрубка на противоположном от электрода конце корпуса. Другой патрубок размещают возле главного элемента котла электродного типа.
Второй вариант схемы предусматривает размещение одного патрубка на противоположном от электрода конце корпуса. Другой патрубок размещают возле главного элемента котла электродного типа. - Отрезают от трубы для патрубков две недлинные части.
- На одном из концов каждого патрубка делают две выборки со сферической формой. Для этого нужно взять болгарку и вырезать выборки.
- В трубе с диаметром 57 мм вырезают два отверстия для патрубков. Они должны находиться возле противоположных концов трубы одного диаметра.
- На патрубках и трубе нарезают резьбу. На первых она должна быть внешней. Ее делают на необработанных концах. На корпусе резьба должна быть внутренней, ее делают на обоих концах трубы. Для нарезки резьбы нужно иметь необходимый инструмент и метчики.
- Вытачивают или находят заглушки с нужным диаметром. То же самое делают с фторопластовой втулкой.
- Приваривают к корпусу патрубки.
- Приваривают клеммы для подключения нулевого и заземляющего проводов.

- Фиксируют в футорке фторопластовую втулку и электрод.
- На заглушку и футорку надевают прокладки и вкручивают элементы в трубу.
- Очищают изделие от пыли и ржавчины, обезжиривают, грунтуют и наносят слой термостойкой краски. Последняя должна выдерживать температуру 120 °С.
- Проверяют электродные котлы на герметичность. Для этого наливают внутрь воду, смазывают швы мыльной пеной, подключают компрессор и поднимают давление до 3 бар. Если со сварочного шва не идут пузырьки, все работы выполнены хорошо. Если же пузырьки появились, то нужно заваривать дырочки. Таким же образом проверяют и самодельный индукционный котел, имеющий малый расход электричества.
В схему электрического котла следует включить термодатчик (устанавливается на патрубке подачи воды) и терморегулятор. Эти элементы являются стандартными для всех типов котлов, включая трехфазные устройства индукционного типа.
Настройка работы котла
Она заключается в подборе правильной концентрации солей. В качестве солей будет использоваться обычная сода.
Порядок действий таков:
- Подключают амперметр к проводам питания.
- Включают в электросеть подсоединенное к системе отопления устройство.
- Добавляют в систему раствор соды. Доля соды в растворе должна составлять 10%. Этот раствор заливают в открытый расширительный бачок.
- Ожидают некоторое время. После смотрят на амперметр. Сила тока должна составлять 18 А. Мощность должна быть равной 4 кВт/ч. Число на приборе будет меньше 18.
- Доливают раствор в систему отопления. Расход должен быть небольшим.
- Снова ждут и смотрят на амперметр. Если он показал 16-17 А, то доливку следует прекратить. Если сила тока меньше, то процедуру повторяют. Ее выполняют до тех пор, пока аппарат не покажет 16-17 А. После доливку прекращают, поскольку в противном случае будет слишком большая концентрация, и электродный котел вскипятит воду.
 Из-за этого вырастет давление, и в лучшем случае произойдет выброс пара. В худшем могут лопнуть пластиковые трубы, если из них создавалась отопительная сеть.
Из-за этого вырастет давление, и в лучшем случае произойдет выброс пара. В худшем могут лопнуть пластиковые трубы, если из них создавалась отопительная сеть.
Электродный котел своими руками — инструкция по сборке
Электрический ионный или электродный котёл предназначен для обустройства автономной отопительной системы.Простота конструкции и низкая стоимость основных комплектующих элементов позволяет достаточно легко выполнить электродный котел своими руками.
Устройство и принцип действия
Все котлы электродного типа являются современной разновидностью традиционного электрического котла и широко применяются в отоплении частных домовладений или загородных дач. Главным отличием такого оборудования является замена классических ТЭНов блоком электродов, являющихся нагревательными элементами, что обеспечивает очень высокие показатели эффективности и долговечность устройства.
Конструкция любого электродного прибора представлена цельнометаллической трубой, которая покрыта полиамидным внутренним изолирующим слоем. Внутрь такой трубы ввариваются входные и выходные патрубки для теплового носителя, а также питающие клеммы и заземление.
Одна сторона трубы герметично запаивается, а другая сторона должна быть обеспечена электродным блоком с изоляторами в виде полиамидных гаек. Дорогостоящее современное оборудование оснащается автоматическими устройствами, а также дистанционной системой управления и GSМ-модулем.
Устройство электродного котла
Стандартные электродные котлы заводского изготовления, как правило, имеют длину не более 60см при диаметре 32см. Средние показатели мощности подобного устройства варьируются в пределах 2-50 кВт, что позволяет выполнить полноценный обогрев помещения с объёмом до 80-1600м³. Следует помнить, что однофазные модели с мощностью в пределах 2-6кВт пригодны только для обустройства отопительной системы частного домовладения. Любое трехфазное оборудование с показателями мощности в пределах 9-50кВт востребовано при необходимости обеспечить качественное отопление большой промышленной площади.
Любое трехфазное оборудование с показателями мощности в пределах 9-50кВт востребовано при необходимости обеспечить качественное отопление большой промышленной площади.
Важно отметить, что потребление электрической энергии любыми ионными котлами является оптимальным только при температуре теплового носителя внутри системы на уровне 75°С.
Электродный котел своими руками – чертежи
Чтобы правильно определиться с чертежами при самостоятельном изготовлении электродного котла, необходимо учесть все основные конструктивные особенности такого отопительного оборудования:
- схема использования электродов была предложена Н.Тесла и основана на нагреве благодаря электрическому сопротивлению теплового носителя;
- эффективность эксплуатации обуславливается конструктивной особенностью и минимизирует необходимость осуществлять техническое обслуживание;
- в традиционных электрических котлах нагревательные элементы располагаются в донной части конструкции и обеспечивают постепенный прогрев теплового носителя снизу вверх, а принцип функционирования ионного оборудования предполагает наличие нагревательного элемента в виде самого теплоносителя;
- внутри накопителя размещаются электроды, пропускающие незначительное количество электрического тока, в результате чего осуществляется нагрев системы до определенного коэффициента полезного действия.

При выполнении чертежей нужно обязательно учитывать, что показатели мощности ионного устройства обладают прямой пропорциональностью к уровню сопротивления теплового носителя.
Чертеж электродного котла
Одноконтурная конструкция с электродным котлом применяется исключительно для отопления домовладения, а двухконтурная – позволяет отапливать помещение и обслуживать систему ГВС.
Создание грамотных чертежей самостоятельной отопительной системы предполагает указание всех элементов и количества контуров, которое может быть представлено двухконтурными и одноконтурными вариациями.
Порядок выполнения работ по изготовлению нагревателя
Легче всего выполнить нагреватель из стальной трубы, которая послужит будущим корпусом ионного котла. На один торец насаживается муфта, а с другой стороны устанавливается стандартный тройник. Такие элементы должны максимально плотно и герметично прилегать к корпусу. Именно посредством тройника поток теплового носителя поступает к нагревателю, после чего перемещается в систему отопления.
На следующем этапе самостоятельного изготовления электрод устанавливается в корпус ионного котла со стороны тройника, после чего фиксируется в неподвижном положении посредством изолятора. Хороший результат даёт изоляция электрода от стенок корпуса при помощи обычной заглушки с радиатора биметаллического типа.
Установка электродного котла в систему отопления
В такой заглушке просверливается отверстие, а фиксация осуществляется стандартной гайкой. Прежде чем приступить к завариванию готовой конструкции, внутрь корпуса заливается примерно 700 мл жидкости.
Заключительный этап изготовления нагревателя предполагает приваривание к трубе корпуса пары стальных болтов «М-8» или «М-10». Такая конструкция позволит беспроблемно закреплять провода на «Заземление» и «Ноль». Участки контактов требуют обязательной качественной изоляции.
Полностью готовую, собранную конструкцию электродного котла следует подвергнуть внимательному визуальному осмотру, чтобы исключить наличие погрешностей сборки.
Инструкция по сборке
Собрать и установить электродный котёл самостоятельно не сложно, но такой процесс предполагает строгое соблюдение основных рекомендаций.
Категорически запрещается применять УЗО в процессе монтажа электродного котла, поэтому полная безопасность эксплуатации может быть обеспечена установкой элементов, представленных:
- автоматическими клапанами, посредством которых удаляется воздух;
- предохранительным клапаном;
- манометром, контролирующим показатели мощности всего устройства и подключаемым к отопительной системе посредством трехходового крана;
- расширительным ёмкостным баком;
- основной запорной арматурой.
Установка собранного электродного котла осуществляется только в вертикальном положении, что обусловлено конструктивными особенностями устройства. Чтобы обеспечить безопасную работу, фиксация прибора производится на стене, поверхность которой выполнена из металлического листа. С целью заземления рекомендуется применять медные провода диаметром 0,4мм. Провода на сопротивление должны иметь показатели в 4 Ом, и подключаются на нулевую клемму.
С целью заземления рекомендуется применять медные провода диаметром 0,4мм. Провода на сопротивление должны иметь показатели в 4 Ом, и подключаются на нулевую клемму.
- однофазный или трехфазный вариант подключения для использования котла в качестве единственного источника теплоснабжения;
- установка для одновременной эксплуатации с другим отопительным оборудованием, включая твёрдотопливные котлы.
Наибольшей популярностью пользуется установка в качестве отопительного оборудования и проточного водонагревателя.
В этом случае обязательным условием является монтаж основных узлов для обеспечения автоматического контроля.
Вывод нагревателя в рабочий режим
Показатели мощности самостоятельно собранного электродного котла напрямую зависят от количества солей в тепловом носителе, поэтому необходимо грамотно осуществить вывод нагревательного устройства в режим работы.
Если в вашем доме стоит газовая колонка, необходимо следить за ее работоспособностью, ведь неожиданное отсутствие горячей воды вызывает немало дискомфорта. Почему тухнет газовая колонка? Рассмотрим, как решить эту распространенную проблему.
Обзор вариантов котлов для водяного теплого пола представлен в этой статье.
Учитывая ориентировочную мощность ионного котла, амперметр присоединяется к проводам, а в отдельной ёмкости смешивается раствор на основе одной части соды и десяти частей отстоянной или дистиллированной воды.
Посредством шприца водно-содовая смесь заливается в котел, после чего осуществляется плавный разогрев системы и вывод её на полный рабочий уровень. Правильность наладки работы оборудования отслеживается по показателям амперметра, а оптимальным является уровень в 16-17А.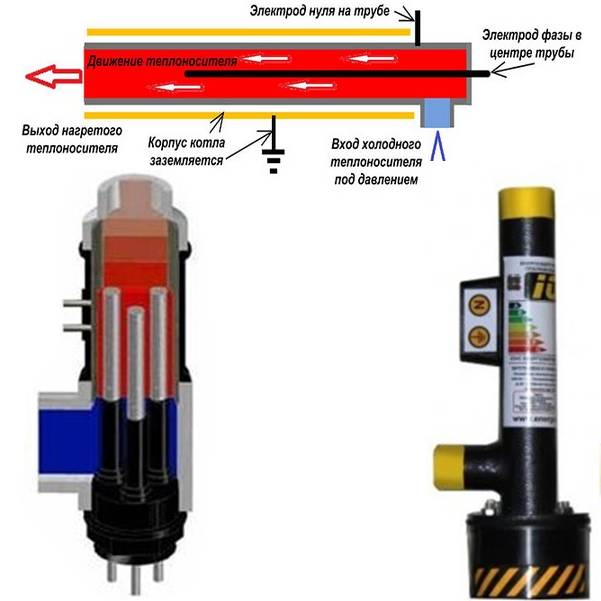
Видео на тему
Как самому сделать электродный котел
С наступлением холодов каждый владелец частного дома задумывается о способе обогрева своего жилища. Современные отопительные устройства могут быть разных размеров и использовать различные виды топлива.
Среди нагревателей, работающих на электричестве, наиболее востребованным является электродный котел. Его конструкция проста в исполнении, и его легко изготовить самостоятельно.
Преимущества
Система отопления дома с электродным котлом обладает следующими достоинствами:
- возможность использования в любое удобное время, независимо от централизованного отопления;
- электродные котлы обладают самым высоким КПД, в отличие от других обогревательных устройств;
- на разогрев теплоносителя требуется минимальное время;
- электродный котел обладает малыми габаритами, что не требует для его размещения отдельного помещения, такие устройства можно разместить прямо в ванной комнате;
- изготовление котла и его обслуживание не требует больших финансовых затрат.

Электродный котел может успешно функционировать параллельно с другими нагревательными устройствами.
Устройство и принцип работы
Электродный котел работает за счет того, что электрический ток пропускается через воду. В результате происходит колебание ионов жидкости, которое и приводит к повышению температуры.
Устройство такого нагревателя довольно простое:
- корпус, для его изготовления необходима стальная труба;
- патрубки, для подачи и вывода теплоносителя;
- клеммы для подачи электричества, а также заземления устройства;
- электрод.
При изготовлении электродного котла необходимо особое внимание уделить защите от утечки тока, места разъема должны быть дополнительно изолированы резиновыми прокладками.
Отопительная система с электродным котлом является довольно простой в исполнении и может функционировать долгие годы без смены электродов.
Техника безопасности
Несмотря на простоту и надежность конструкции, данную схему отопления рекомендуется оборудовать системой безопасности, которая может включать в себя воздухоотводчик автоматический, манометр и обратно-предохранительный клапан. Также необходим монтаж расширительного бочка. Место его установки может быть разным, в зависимости от типа отопительной системы.
Также необходим монтаж расширительного бочка. Место его установки может быть разным, в зависимости от типа отопительной системы.
Особое внимание следует обратить на обустройство заземления котла, в случае утечки тока оно поможет избежать негативных воздействий на организм человека.
Для сокращения расходов электричества все трубы отопления должны быть хорошо промыты или заменены. Поскольку налет и отложения солей в старой системе могут повлиять на работу электродного котла.
Смотрите также:
Как выбрать пистолет для монтажной пены http://domkrat.org/kak-vyibrat-pistolet-dlya-montazhnoy-penyi/.
Интересное по теме: Как облицевать ступеньки керамогранитом
Советы в статье «Как избавиться от тараканов раз и навсегда» здесь.
Как сделать электродный котел своими руками смотрим в видео:
TweetЭлектродный котел своими руками
Электродные котлы при своей весьма простой конструкции имеют высокие показатели КПД. Это оборудование относится к агрегатам прямого действия. Это значит, что нагрев воды происходит во время ее движения через теплоноситель, работающий от электротока. Большая часть моделей электродных котлов, как уже упоминалось выше, по своей конструкции не так уж и сложна. Это делает самостоятельное изготовление доступным практически любому желающему. Но, как и в любом деле, прежде чем начинать работу, необходимо узнать основы, такие как: общее устройство, принцип работы и т.д.
Что внутри?
Данное устройство работает напрямую, то есть для выполнения своих функций не требует участия посторонних приборов. Вода нагревается благодаря тому, что ток, находящийся в теплоносителе, ионизируется. Достаточно быстрый рост температуры обеспечивают ионы теплоносителя, которые беспорядочно передвигаясь, переходят от анода к катоду со скоростью 50 колебаний каждую секунду, что равносильно частоте 50 Гц (для тех, кто не до конца понял). Именно сопротивление электротока играет главную роль в нагреве воды. Катод и анод меняют друг друга, со скоростью электрической сети. В результате электролиз — процесс известный как распад воды под действием постоянного электрического тока на составляющие (водород и кислород) – не происходит. В результате мощность электродного котла (5 кВт) при температуре теплоносителя 18 градусов позволяет потреблять 2,66 кВт, а при 45 градусах – 3,42 кВт. (См. также: Как эффективно использовать отопительный котел?)
Катод и анод меняют друг друга, со скоростью электрической сети. В результате электролиз — процесс известный как распад воды под действием постоянного электрического тока на составляющие (водород и кислород) – не происходит. В результате мощность электродного котла (5 кВт) при температуре теплоносителя 18 градусов позволяет потреблять 2,66 кВт, а при 45 градусах – 3,42 кВт. (См. также: Как эффективно использовать отопительный котел?)
Особенности электродных котлов
- Электродные котлы имеют высокий показатель КПД – 96-98%. Эти цифры являются практически идеальными. Минимальные тепловые потери объясняются простотой конструкции и принципа нагрева теплоносителя – безусловно, положительное свойство устройства;
- Еще одна особенность, которой обладают электродные котлы отопления – это полное отсутствие так называемого «сухого хода». Это объясняется тем, что теплоноситель является полноценной составляющей электрической цепи. Важный момент при этом – в случае протекания, аварийная ситуация предотвращается сама по себе.
 Ведь благодаря своей конструкции, вода, которая по какой-то причине вышла из котла, попросту разомкнет электрическую цепь, становясь абсолютно безопасной;
Ведь благодаря своей конструкции, вода, которая по какой-то причине вышла из котла, попросту разомкнет электрическую цепь, становясь абсолютно безопасной; - Электродный котел – достаточно экономное устройство. Количество потребляемой энергии напрямую зависит от температуры в теплоносителе. Низкие температурные режимы приводят к минимальным затратам энергии. Лишь при температуре воды внутри системы в 75 градусов, уровень потребления электричества становится номинальным;
- Поскольку нагрев электродных котлов происходит довольно быстро, достичь необходимых температурных показателей можно за весьма короткое время. Это позволяет эффективно пользоваться автоматикой управления;
- Интересно то, что электродный котел не остановится в случае перепадов электрического напряжения, лишь мощность котла подвергнется изменениям;
- Возможно главная особенность электродного котла, определяющая выбор многих – его малые габариты.
 В сумме с небольшой ценой и простым устройством, это оборудование становится действительно одним из лучших приборов подобного назначения. Кроме того, упомянутое выше простое устройство, позволяет с легкостью сделать электродный котел своими руками.
В сумме с небольшой ценой и простым устройством, это оборудование становится действительно одним из лучших приборов подобного назначения. Кроме того, упомянутое выше простое устройство, позволяет с легкостью сделать электродный котел своими руками.
(См. также: Электрические котлы отопления для дачи)
(См. также: Электрический котел)
Важно помнить!
- Рабочая температура теплоносителя не должна превышать 75 градусов. Несоблюдение этого правила приведет к тому, что мощность самого котла возрастет, и, как результат, нагрузка на электрическую сеть тоже;
- При самостоятельной сборке важно помнить, что эффективность работы электродного котла в первую очередь зависит от качества теплоносителя примененного для него.
Хочу сам!
Как понятно из выше сказанного, создать электродный котел своими руками не так уж и сложно. Далее будет показано руководство по созданию одной из наиболее компактных и простых конструкций. Для этого достаточно ознакомиться с основными моментами производства и приобрести все необходимые составляющие.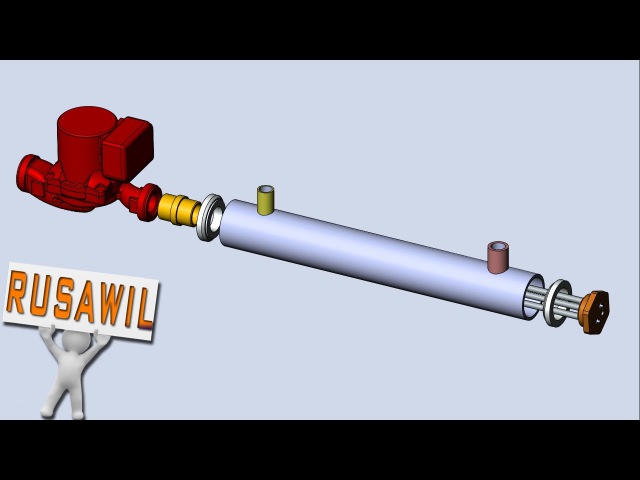 Перед описанием самой процедуры, необходимо запомнить следующие моменты, которые для максимальной безопасности обязательны к соблюдению: (См. также: Газогенераторная печь своими руками)
Перед описанием самой процедуры, необходимо запомнить следующие моменты, которые для максимальной безопасности обязательны к соблюдению: (См. также: Газогенераторная печь своими руками)
Обратите внимание:
- Труба изделия должна быть обязательно заземлена;
- На наружную трубу можно подавать из розетки исключительно нулевой провод;
- Фаза должна подаваться на электрод.
Основа устройства, то есть его корпус, создается из трубы дюймового размера. Ее достаточная длина равна 250 мм. На каждом конце трубы должна находиться резьба по семь ниток. По центру следует приварить винт с резьбой М8. Длину необходимо подбирать самостоятельно, поскольку она полностью зависит от толщины клеммы для нулевого провода, который будет применяться в работе и от заземления. Не лишним будет приварить два винта – это даст дополнительную страховку. В результате получится электродный котел с внешней оболочкой, которая будет иметь несколько не презентабельный вид. Если вдруг декоративность устройства не на подходящем для вас уровне – никто не запрещает скрыть места сварки декоративными деталями.
Непосредственно в конструкции устройства применяют муфту из цветного металла (возможны варианты из стали или чугуна) и тройник. Для большего удобства в обслуживании электродные котлы отопления оснащают соединениями типа «американка».
Изолятор электрода может быть выполнен из любого подходящего под конструкцию и режим работы термостойкого пластмасса. Кроме того, эту деталь можно заказать в токарной мастерской. Важно ограничить свободный доступ к контакту, так как на его месте происходит подключение напряжения в 220 В. В целом, мощность электродного котла представляет достаточно высокую опасность, так что ограничение доступа ко всем опасным деталям – первостепенная задача «самоделкина». К сожалению, в тексте все моменты передать не возможно. Так или иначе, что-то может быть упущено. (См. также: Какие электрические котлы лучше предпочесть?)
Предназначение электродных котлов
- В первую очередь данное устройство применяют при отоплении помещений любого типа (жилые, складские, производственные и т.
 д.). Кроме того, электродные котлы хорошо проявят себя на даче, в гараже, теплице, заправочной станции и во многих других местах;
д.). Кроме того, электродные котлы хорошо проявят себя на даче, в гараже, теплице, заправочной станции и во многих других местах; - Данные устройства эффективно работают в системах отопления, циркуляция в которых может быть как естественная, так и принудительная;
- При помощи бойлера косвенного нагрева, электродные котлы могут подготавливать горячую воду;
- Данная технология может являться составной частью конструкции тепловой завесы или «теплых полов». Кроме того, электродными котлами можно проводить сушку леса.
Электродный котел своими руками — Электрокотлы — Котлы
Нашел в сети довольно компактную и простую конструкцию электродного котла. Принцип работы его основан за счет пробоя диэлектрика (воды) переменным напряжением 220 В.1.Хочу обратить ваше внимание на то, что трубу нужно обязательно заземлять!
2. На наружную трубу из розетки подается только нулевой провод!
3. Фаза подается на электрод!
В общем система не совсем безопасная, но рабочая.

Теперь о конструкции:
http://derkachweb.ru/ne-interesnoe/chertezhi-elektrodnogo-kotla/
Ссылка не грузится. Прийдется переписать.
Конструкция одна из самых простых сделанная на колене из подручных материалов, которые можно без особого труда найти в сантехнических магазинах или на рынках.
Корпус электродного котла сделан из трубы дюймового размера, длинной 250 мм и с резьбой на каждом конце трубы по семь ниток. По центру трубы приварен винт резьба М8,
длину подбирайте в зависимости от толщины клеммы которую будете применять для нулевого провода и заземления или приварите два винта для страховки и надежности.
Так это выглядит в собранном виде, если внешний вид для Вас не важен то декоративную деталь, закрывающую место сварки делать не обязательно.
В конструкции электродного котла применяется тройник, и муфта из цветного металла, а также могут быть из стали или чугуна. Можно применить разборные соединения типа «американки» для удобства в техническом обслуживании котла.
Изолятор электрода его придется заказа в токарной мастерской, или подберите что-то подходящее из термостойкой пластмассы. Не забывайте, что здесь будут подключение напряжения 220В, поэтому контакт должен быть закрыт от свободного доступа.
Электрод также придется заказать, сделан он из прутка 18мм и длинной 200мм с одной стороны нарезана резьба М8 для крепления клеммы с управляющим напряжением в 220В.
Все детали электродного котла собранные в одно целое, будут работать сразу после подключения. Не забывайте, что все резьбовые соединения необходимо герметизировать.
Соблюдайте технику безопасности!
особенности выбора, плюсы и минусы, отзывы
Подбирая оборудование для обогрева своего частного дома, каждый ищет производительный и, одновременно, простой в обслуживании вариант, который не будет вызывать хлопот в повседневном использовании. Но совместимы ли эти факторы? Как показывает практика, вполне – их воплощением является современный электродный котел. Конечно же, данного факта еще недостаточно, чтобы тотчас отправиться за покупкой – дабы сделать успешное приобретение, следует для начала разобраться в особенностях электродного котла отопления. Что он собой представляет, каковы его плюсы и минусы, какие факторы учитывать при выборе, есть ли особые требования к эксплуатации, о чем говорят отзывы владельцев – обо всем это и поговорим далее.
Конечно же, данного факта еще недостаточно, чтобы тотчас отправиться за покупкой – дабы сделать успешное приобретение, следует для начала разобраться в особенностях электродного котла отопления. Что он собой представляет, каковы его плюсы и минусы, какие факторы учитывать при выборе, есть ли особые требования к эксплуатации, о чем говорят отзывы владельцев – обо всем это и поговорим далее.Принципы работы
Как и понятно из названия, электродный прибор работает на электричестве, но принцип его функционирования немного отличается от стандартного электрокотла. Дело в том, что электродный агрегат относится к категории отопительных устройств прямого нагрева: тепло здесь передается напрямую энергоносителю без каких-либо элементов-посредников.
Нагрев теплоносителя осуществляется благодаря электродам, которые погружены с ним в одну емкость: сначала электроток с частотой 50 Герц проходит через теплоноситель, затем возникает сопротивление, которое и обуславливает нагрев. Вся процедура выполняется моментально.
Спустя определенное время нагревающие электроды полностью растворяются – это естественная процедура, скорость которой определяется интенсивностью эксплуатации конкретной системы отопления.
Принцип работы электродного котлаЭлектродные агрегаты не работают с простой водопроводной водой – они очень чувствительны к ее компонентам, поэтому перед использованием теплоноситель должен подвергнуться специальной водоподготовке.
Совет. Специалисты утверждают, что идеальный теплоноситель для электродного котла – антифризовый состав, который рекомендуется непосредственно производителем для определенного прибора.
Плюсы электродных котлов
Очевидные достоинства электродных агрегатов перед другими приборами отопления:
- Высокая производительность – КПД электродных котлов составляет 96%.
- Экономия электроэнергии – для обогрева дома оборудование затрачивает на 40% меньше электроэнергии, нежели другие электрические агрегаты.
- Безопасность – прибор сконструирован таким образом, что полностью исключается малейший риск утечки электричества.
 Тут невозможны искрения и прочие негативные явления, поэтому домочадцы защищены от пожарных ситуаций.
Тут невозможны искрения и прочие негативные явления, поэтому домочадцы защищены от пожарных ситуаций. - Оперативность нагрева – благодаря высокой мощности агрегата, обеспечивающейся за счет отсутствия каких-либо барьеров в процессе перемещения тепла к энергоносителю, система отопления нагревается за короткий временной промежуток.
- Отсутствие накипи – ток проходит через носитель с частотой 50 Герц, поэтому электролиз здесь невозможен, что и уберегает внутренние стенки котла от накипи.
- Легкость установки – электродные модели отличаются компактными габаритами и не требуют дымохода или котельной, поэтому их монтаж можно выполнить своими руками.
- Удобство эксплуатации – прибор работает бесшумно и без образования каких-либо загрязнений: будь-то копоти или золы.
Минусы электродных котлов
Говоря о минусах электродных агрегатов, следует, прежде всего, отметить, что они работают исключительно при стабильном функционировании сети и при наличии в доме надежной электропроводки. Если в вашей местности наблюдаются регулярные отключения электроэнергии и сильные перепады напряжения, придется потратиться на источник бесперебойного питания – он будет аккумулировать электроэнергию, поэтому, в случае непредвиденной ситуации, вы сможете несколько часов поддерживать работу электродного котла в нормальном режиме.
Если в вашей местности наблюдаются регулярные отключения электроэнергии и сильные перепады напряжения, придется потратиться на источник бесперебойного питания – он будет аккумулировать электроэнергию, поэтому, в случае непредвиденной ситуации, вы сможете несколько часов поддерживать работу электродного котла в нормальном режиме.
Совет. Лучше всего использовать аккумулирующее оборудование со встроенным стабилизатором – он защитит электродный котел от резких скачков напряжения.
Среди других неприятных моментов эксплуатации электродных котлов:
- Высокая цена электроэнергии – далеко не везде электроэнергия является финансово доступным благом, поэтому обогрев большого дома может потребовать серьезных затрат.
- Необходимость постоянного сопротивления – для обеспечения эффективной работы котла важно поддерживать сопротивление на заданном уровне с помощью разного рода специальных добавок.
- Избирательная совместимость – электродные агрегаты не работают в системах с металлопластиковыми трубами и чугунными батареями.

Особенности выбора
При выборе электродного котла следует обращать внимание на четыре основных факторов.
Первый – соотношение мощности агрегата и отапливаемой площади дома. Если вы хотите иметь в своем жилище стабильную температуру, рассчитывайте требуемую мощность по формуле: 1 кВт на 20 кв. м. Учтите, что формула актуальна для утепленных помещений с высотой потолка до 3,5 м.
Мощность устройства выбирайте в зависимости от площади домаВторой – комплектация оборудования. Желательно, чтобы помимо основных рабочих элементов, в комплектацию агрегата входили дополнительные системы обслуживания и защиты: очистной фильтр для теплоносителя, устройства для переключения котла в летний и зимний режимы функционирования, прибор против замерзания.
Третий – вариант управления уровнем температуры. Для регулировки может использоваться как традиционный термостат, так и микропроцессорный блок. Первый вариант дешевле, но второй гарантирует более точное управление температурным режимом.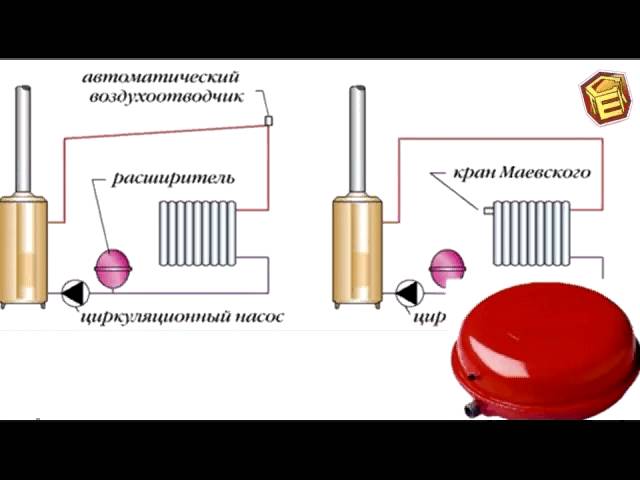
Четвертый – возможности подключения допоборудования. Оценивая котел, выясните, какие приборы к нему можно подключать: только отопительные радиаторы или еще и теплые полы, и агрегаты обеспечения горячей воды.
Монтаж и эксплуатация
Чтобы электродный котел функционировал безопасно и эффективно, важно придерживаться определенных правил монтажа и последующей эксплуатации оборудования:
- Перед подключением котла отопительную систему необходимо промыть водой с использованием очистных средств.
- Котел устанавливается только в вертикальном положении.
- Первые 120 см длины отводящей трубы отопления должны быть выполнены из металла.
- Система отопления, к которой подключается котел, должна иметь воздухоотводчик и предохранительный клапан.
- Котел следует размещать в отдельном техническом помещении.
Монтаж электродного котла
- Уровень влажности воздуха в зоне монтажа агрегата должен составлять не более 75%. Допустимый температурный диапазон – от 10 до 40 градусов.

- Соединение электродного агрегата с отопительной системой должно выполняться с креплением на стене.
- Монтаж оборудования производится только при наличии заземления.
Совет. Если дом двухэтажный, желательно использовать два электродных котла – по одному на каждую группу батарей.
Таким образом, электродный котел – действительно достойный вариант для отопления частного дома. Но помните, что он привнесет в ваше жилище тепло и уют только при одном условии – если вы правильно выберите прибор для своей системы и в последующем будете придерживаться правил эксплуатации оборудования. Так что сначала все хорошенько изучите и оцените, а уже потом отправляйтесь за покупкой.
Работа электродного котла: видео
Электродный котел: фото
Как сделать электрокотел своими руками?
Отопление является одной из важнейших систем, которые предусмотрены в доме. Особенно если в нем постоянно проживают люди. Многие для создания комфортных условий ставят автономное отопление. Чтобы сэкономить на приобретении агрегата можно сделать твердотопливный или электрокотел своими руками. В последнее время все чаще владельцы домов и квартир выбирают установки именно на токе. Это связано с массой достоинств оборудования.
Особенности
Все больше людей стремится покинуть крупные города и жить за чертой в частном доме. При этом в таких помещениях обязательно должны быть основные системы. Одной из которых является отопление. При этом заводить централизованное – нет смысла, так как автономное в любом случае будет выходить дешевле во время эксплуатации. Единственное – первоначальное оборудование обойдется в определенную сумму.
Многие специалисты считают, что одними из самых экономичных устройств считаются газовые котлы. Но это возможно только, когда недалеко от строения идет газовая магистраль. При этом важно отметить, что использование сжиженного энергоносителя в баллонах значительно снижает безопасность и ту же экономичность.
Подключение твердотопливных установок для отопления частного дома также имеет, как плюсы, так и минусы.
Одним из основных плюсов, которым обладают электрические агрегаты – доступность энергоносителя. Ток сегодня есть практически в любом загородном поселке. К тому же его подвести к своему участку гораздо легче, нежели газовую трубу. А потому этот вид обогрева для многих является очевидным выбором.
Сегодня на рынке можно найти любой подходящий электрокотел для отопления дома, ведь существует масса моделей. Но иногда встречаются ситуации, когда есть необходимость экономии средств. При этом речь идет не об операционных расходах, а разовых, которые нужны в момент покупки.
Чтобы сохранить деньги электрический котел отопления можно сделать самостоятельно. Конечно же для этого необходимо иметь некоторые знания в области сборки электрических приборов. С покупкой всех отдельных компонентов проблем не будет – все можно найти в специализированных маркетах.
Виды
*
Электрокотлы делятся на несколько видов. Нам интересно самостоятельное создание, а потому говорить мы будем только о двух, так как их создать проще остальных. Итак, самодельные установки бывают ТЭНовыми и электродными.
ТЭНовые
Они представляются собой агрегат, состоящий из множества элементов, одним из которых является соответствующий нагреватель. Именно с помощью него и происходит преобразование электроэнергии в тепло. Элемент помещается в специальный корпус. При этом подсоединяется к регуляторам, датчикам и другим компонентам, которые необходимы для правильного функционирования обогрева.
Если при создании отопления своими руками были установлены трубы с толстыми стенками – есть вариант размещения ТЭНа непосредственно на них. Такая конструкция обладает рядом недостатков. Часто нагревательный элемент устанавливается в виде запасного варианта отопления в случае, когда основной по каким-то причинам перестал работать. Такой самодельный электрокотел для отопления может просто поддерживать минимальную температуру теплоносителя. Или же установка будет работать в полную силу, обогревая все помещение.
Еще один вариант – электродный котел своими руками со съемной трубой. По большому варианту этот механизм имеет такую же конструкцию. При этом позволяет быстро снять и поменять нагревательный элемент в случае его поломки. Такой механизм считается сложным, но более универсальным.
Схема электрического ТЭНового агрегата выглядит так:
- Труба для выхода жидкости.
- Каркас.
- Нагреватель.
- Труба для входа воды.
- Фланец с прокладкой.
- Поддон.
- Фланец нижний.
- Нижняя часть поддона.
- Крышка корпуса.
- Подключение провода.
- Прокладка.
*
Электродные
Самодельный электродный котел, как и предыдущий вариант имеет плюсы и минусы. Так, например, размеры позволяют установить его практически в любой точке системы. Устройство схематически выглядит так:
Для начала выполнения работ, нужно детально изучить схему агрегата:
где:
- Труба из железа без шва, диаметр которой составляет 57 мм.
- Покрытие краской, выдерживающее сильные и резкие перепады температуры.
- Патрубки на вход и выход. Диаметр 32 мм.
- Заглушки
- Электрод с диаметром в 25 мм.
- Клеммы с резьбой М6.
- Резиновая прокладка.
Сборка
После того, как появилось общее понимание, электродный котел можно собирать своими руками. Для этого нужно все делать по инструкции:
- Разметить трубы для патрубков и корпуса. Сделать все необходимые разрезы. При помощи пилы произвести сферические выборки. Это обеспечит хорошее прилегание к поверхности корпуса. В местах приварки патрубков нужно сделать отверстия.
- Во время создания электрического котла отопления далее нужно нарезать все необходимые резьбы при помощи соответствующего оборудования. Или просто обратиться в мастерскую. Здесь же можно сделать втулку, заглушки и электрод.
- Далее при создании котла отопления своими руками необходимо качественно приварить патрубки и клеммы, которые нужны для проводов.
- Установить электрод. Закрутить и затем затянуть две заглушки.
- Далее электродный котел своими руками можно покрыть эмалью, которая выдерживает температуру до 120 градусов.
- После этого проверяются все сварные швы.
Что ж, электрический агрегат, несмотря на свою непростую конструкцию, можно собрать дома своими руками. Для этого необходимо обладать определенным оборудование и навыками работы с металлом. Важно подчеркнуть, что сегодня такие установки стоят сравнительно небольших финансовых средств. При покупке готового изделия можно быть уверенным, что продавец предоставит гарантии. Также нередко установка электрического котла осуществляется возможностями магазина. Это исключит вариант совершения ошибки со стороны владельца, приводящей к поломке.
Сварочный стержень DIY | Марка:
В Maker ether есть множество статей и руководств для самодельных сварщиков, от сверхпростых, глупых и чрезвычайно эффективных (три автомобильные батареи, соединенные последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники). Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа.Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там сделал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочного металлического соединения вы получаете хрупкую пену. Удаление кислорода обычно достигается заполнением зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой и сварочной сварке. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно найти везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая сверхъестественными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс изготовления вещи также описывается, защищая права изобретателя как на средства, так и на цели. Это сохраняет работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды высыхают (я использовал тостер — стержневую печь, или некоторое время на солнце тоже должно помочь).
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия выбрасывает защитный газ при сгорании и обеспечивает путь плазмы для направления дуги.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученное с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно найти в доме.
4 способа эффективного хранения сварочных стержней и защиты от влаги — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка — увлекательное хобби, а также впечатляющая профессия для тех, кто стремится к творчеству. Но после того, как искры исчезнут и сварка будет завершена, сварочные стержни, также известные как электроды, необходимо правильно сложить и убрать.Но что нужно для хранения этих теплосодержащих металлов?
Как вы храните сварочные стержни? Сварочные стержни необходимо хранить в сухом месте с постоянно высокой температурой. Тип хранимого вами электрода и его производитель определяют, насколько горячей должна быть температура в хранилище, а также сколько влажности он может выдержать, прежде чем станет непригодным для использования.
Сварочные прутки имеют очень специфические потребности, когда дело доходит до хранения, и их структура имеет прямое отношение к этому.В этой статье мы обсудим, как факторы температуры и влажности вступают в игру при хранении стержней, а также расскажем о неправильных способах хранения этих чувствительных элементов оборудования.
Варианты храненияРекламные ссылки Для правильного хранения сварочных стержней потребуется контейнер, который управляет теплом, поступающим на электроды, и количеством влаги, которое может контактировать со сварочными стержнями. Тепло должно предохранять электроды от поглощения слишком большого количества влаги из воздуха.
* Если сварочные стержни еще не открыты, их не нужно хранить, потому что они уже защищены от влаги.
Мы провели обширные исследования и испытания, чтобы найти наилучшие варианты хранения самых разных удилищ. Ознакомьтесь с нашими рекомендуемыми вариантами хранения здесь.
Стержневые печиСтержневые печи идеально подходят для хранения большого количества сварочных стержней. Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи духовки влияет на температуру внутри духовки.Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, которое стоит от 100 до 10 000 долларов.
Существует множество различных типов стержневых печей, которые могут удовлетворить все потребности ваших электродов и условия хранения:
- Портативные печи для сварочных электродов — относятся к более дешевому сегменту, по цене от 100 до 2000 долларов. Их размер идеально подходит для тех, кто часто путешествует и хочет брать с собой сварочные инструменты.Он также идеально подходит для тех, кому нужно профессиональное хранилище, но при этом не нужно слишком много места.
- Настольные электродные печи — намного больше, чем портативные электродные печи, но они не огромны. Они размером с мини-холодильник и стоят около 1000 долларов. Их пространство предназначено для среднего инвентаря, и они являются более постоянным элементом мастерской.
- Сварочные печи для флюса — самые большие и самые большие из сварочных печей.Они созданы по последнему слову техники и, несомненно, сохранят ваши сварочные стержни в идеальном состоянии. Их цена может варьироваться от 1000 до 10000 долларов. Это довольно удобный вариант, идеально подходящий для крупных предприятий и мастерских, и они могут вместить невероятное количество сварочных стержней.
При хранении сварочных стержней в печи для электродов важно как можно быстрее вставлять и выгружать сварочные прутки. Чем дольше открыты дверцы, тем больше вероятность повреждения сварочных стержней из-за влаги. Горячий воздух выйдет наружу, а влажность ворвется внутрь, поэтому каждое взаимодействие со стержневой печью должно происходить быстро.
Стержневые печи созданы для тех, кто придерживается определенных правил, например, в профессиональных отраслях и на предприятиях. Они подходят не всем и, конечно же, не требуются для продолжения сварки; они просто способствуют длительному хранению и обеспечивают высокое качество сварных швов. Духовки помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травмы вас или окружающих) (что, в свою очередь, может помочь предотвратить травмы вам или другим людям).
Закрытые герметичные контейнеры LincolnЭти контейнеры подходят для хранения небольшого количества сварочных стержней.Они защищают от влаги и немного лучше по цене, но после открытия их необходимо хранить в шкафу с температурой от 250 до 300 градусов по Фаренгейту.
Сухие боксы для нечувствительных сварочных стержней
Сварочные стержни могут быть весьма чувствительными, когда речь идет о влажности воздуха и воде в целом; однако есть несколько сварочных стержней, которые можно хранить в герметичных сухих контейнерах при комнатной температуре из-за их нечувствительности к влаге.Они не прослужат так долго, как в духовке, но прослужат недолго.
Нечувствительные сварочные стержни можно хранить практически в любом герметичном и сухом месте. Например, закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не сломается. Не рекомендую, но в крайнем случае сработает.
Рекламные ссылкиE-XX10, E-XX11, E-XX12 и E-XX13 можно хранить в сухих ящиках, но подробнее об этом ниже.
Blue Demon RST-36-MULTI5 Трубка для хранения стержней, Multi- Инвентаризация и организация присадочного металла должным образом
- 1/8 (3.3 мм) Номинальная толщина стенки для превосходной прочности и долговечности. Неопреновое уплотнение для защиты стержней от воздуха и воды. Доступны с внутренним диаметром 14 (355,6 мм) и 36 (914,4 мм).
- Каждый RST поставляется с пластиковым ярлыком для идентификации содержимого, емкостью 10 фунтов (4,54 КБ). Изготовлен из ударопрочного полиэтилена
Чтобы сварочные стержни не повредились во время хранения, старайтесь размещать их в вертикальном положении или в один ряд, чтобы не допустить повреждения стержней. от ударов друг о друга и причинения трещин, потертостей, изгибов, разрывов и других возможных контактных повреждений.(Это особенно важно для печей с выдвижным стержнем и методов хранения в плотно закрытых контейнерах).
Факторы при храненииПри хранении сварочных стержней действуют различные факторы, которые могут повлиять на эффективность и срок службы сварочного стержня. Когда элементы выходят из равновесия, а сварочный стержень остается незащищенным, от повреждения может не вернуться.
Сварочные стержни и влажностьСварочные стержни не выдерживают влажности.Как правило, они не будут хорошо работать, если будут мокрыми. Мокрые сварочные стержни могут вызвать растрескивание на поверхности сварочного стержня и большую текучесть шлака в самом сварном шве, что сложно устранить. Часто продукт мокрого сварочного прутка представляет собой шероховатую поверхность шва или поверхность с трещинами.
Влажные стержни больше не могут эффективно сваривать, поскольку они вызывают водородное охрупчивание сварного шва. Водородное охрупчивание вызовет растрескивание сварного шва, особенно если давление составляет 80 000 фунтов на квадратный дюйм или выше.Более твердые металлы в целом более хрупкие, и когда влажный сварочный пруток соприкасается с этим металлом, он становится еще более хрупким, вызывая легкое растрескивание.
В более тщательных сценариях сварки, в которых используются сварочные стержни с низким содержанием водорода, мастерские предоставят только то количество сварочного стержня, которое необходимо для завершения сварки, чтобы предотвратить отходы. Идея заключается в том, что если стержень должен впитывать влагу и в конечном итоге становится неэффективным, то после завершения процесса сварки должно оставаться как можно меньше.
Сварочные прутки с низким содержанием водорода, в частности, должны храниться сухими и вдали от влажного воздуха. Сварочный пруток 7018 является одним из прутков с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень, чтобы предотвратить попадание воды во время его изготовления, является причиной того, что он принимает так много воды, когда вынимается из упаковки.
Сварочные прутки с низким содержанием водорода идеально подходят для технических и структурных сварочных работ и содержат наименьшее количество водорода в покрытии, что позволяет выполнять плавные и долговечные сварные швы.Есть способ подготовить их перед использованием, чтобы свести к минимуму количество водорода, поглощаемого сварочным стержнем, путем покрытия его слоем диоксида титана.
Сварочные стержни и температураТемпература области вокруг сварочного стержня может сильно повлиять на его пригодность. Окружение сварочных стержней должно быть горячим, чтобы влага из воздуха испарялась. Более низкие температуры в воздухе могут вызвать сырость, а это увеличивает вероятность повреждения сварочных стержней водой.
Каждому типу сварочного прутка требуется поддерживать собственную температуру, которая определяется его структурой и влагопоглощением. Обычно стержни, которые наиболее подвержены водопоглощению, хранятся при самых высоких температурах, чтобы влага в воздухе более агрессивно удерживалась в страхе.
Типы сварочных стержнейТипы сварочных стержней зависят от кода, иначе известного как классификационный код AWS (Американского общества сварки). На самом фундаментальном уровне это 4-значный код на каждом сварочном стержне, указывающий на его покрытие, структуру и угол, под которым он лучше всего сваривается.
Обычно перед цифрами стоит буква «E», что просто означает, что сварочный стержень является «электродом, на котором в данный момент находится электрод».
Первые две цифры кода обозначают предел прочности на разрыв. Например, если код E-6010, соответствующая прочность на разрыв будет минимум 60 000 фунтов на квадратный дюйм.
Третья цифра показывает, в каком положении можно сваривать с данным сварочным стержнем:
- Стенды для всех углов и положений подходят для сварки с
- Стенды только для плоского и горизонтального положений будут работать при сварке
- Стенды всего за плоские положения будут работать при сварке
Четвертая цифра может иметь много разных значений.Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
- Означает, что покрытие и ток обозначаются третьей цифрой
- Представляет покрытие из целлюлозы и калия и сварочный ток AC, DCRP и DCSP
- Представляет покрытие из двуокиси титана и сварочный ток переменного и DCSP
- Представляет покрытие двуокиси титана и калия и сварочный ток AC, DCRP и DCSP
- Представляет покрытие из железного порошка диоксида титана и сварочный ток AC, DCRP и DCSP
- Представляет покрытие с низким содержанием водорода и натрия и сварочный ток только DCRP
- Представляет покрытие с низким содержанием водорода и калия и сварочный ток AC и DCRP
- Представляет собой покрытие из железного порошка из диоксида железа и сварочный ток AC и DCSP.
- Представляет собой покрытие из железного порошка с низким содержанием водорода и сварочный ток AC, DC. RP и DCSP
* Сварочные прутки с двумя последними цифрами 10, 11, 12 и 13 могут выдерживать хранение в герметичном сухом контейнере при комнатной температуре.
Поскольку вода является проблемой для сварочных стержней, существует несколько типов стержней, которые имеют классификационный код AWS, оканчивающийся на суффикс «R». Буква «R» указывает на то, что на электроде есть покрытие, которое снижает количество воды, поглощаемой сварочным стержнем. Сварочные стержни с водостойким покрытием можно не хранить на срок до девяти часов.
* Если на сварочном стержне с низким содержанием водорода стоит суффикс «R», вам все равно следует поместить его на хранение сразу после использования, поскольку он все еще очень подвержен повреждению из-за влажности независимо от покрытия.Они не могут пролежать девять часов, как сварочные прутки без содержания водорода; в противном случае они пострадают.
Важно обратить внимание на классификационный код AWS, потому что он может определять, насколько строго вы храните свои стержни и как долго они могут прослужить вне хранилища. Код указывает на чувствительность стержня.
Расходные материалы и неплавящиеся сварочные стержниЕще одна категория, на которую можно разделить сварочные стержни, — это расходные и неплавящиеся сварочные стержни.
Расходуемые сварочные стержни плавятся во время процесса сварки или просто ломаются, в результате чего сам стержень съедается до тех пор, пока не кончится стержень для сварки. Эти сварочные стержни требуют более частой замены, поскольку стержень обычно сам используется в качестве связующего или сгорает.
Нерасходуемые сварочные стержни не сгорают и не соединяются со сварным швом; вместо этого они нагревают два соединяемых материала до тех пор, пока материалы не начнут плавиться и смешиваться друг с другом, что в конечном итоге приводит к их соединению.Пруток остается полностью неповрежденным после процесса сварки и может быть сохранен и использован для другого сварного шва в будущем.
Признаки влаги и поврежденийПри контакте сварочных стержней с водой они могут стать пористыми как внутри, так и снаружи. Невозможно обнаружить пористость сварочного прутка без помощи рентгеновского снимка, но признаки повреждения проявятся в сварке.
Сварка, которую вы выполняете, часто дает трещины в результате повреждения сварочного стержня, и сварной шов будет выглядеть хаотично, непоследовательно или неправильно.
Единственный случай, когда на электроде появится пористость, видимая невооруженным глазом, — это внешняя пористость. Внешняя пористость также указывает на внутреннюю пористость, а внешняя пористость появляется только тогда, когда сварочный пруток (обычно с низким содержанием водорода) подвергается воздействию большого количества воды.
Влага — не единственная угроза для сварочных стержней. Тепло также может возникать из-за перегрева и постоянного повторного нагрева. Не рекомендуется повторно сушить сварочный стержень более трех раз, поскольку слишком сильное тепловое воздействие может вызвать «выгорание» покрытия, которое проявится в виде сколов, трещин и хрупкости сварочного стержня.
Повторная сушка сварочных стержнейИногда воздействие влаги на сварочные стержни неизбежно, но есть способ спасти свое оборудование. Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водянистых могил. Это процесс, при котором для удаления воды из сварочного стержня используется тепло до того, как произойдет какое-либо повреждение клемм.
ОбогревЛучший способ удалить воду из сварочного прутка — испарить ее. Тем не менее, есть два разных метода сделать это: один предназначен для контакта с большим количеством воды, а другой — для менее серьезного воздействия воды (например, оставить ее в воздухе на некоторое время).Электроды с низким и не с низким содержанием водорода также сохнут при разных температурах и в течение разных периодов времени:
Для сварочных стержней с низким содержанием водорода, если они вступили в прямой контакт с водой или подверглись воздействию воздуха с высокой влажностью, применяется метод, называемый предварительная сушка в порядке. Стержни следует поместить в печь для стержней при температуре 180–220 градусов по Фаренгейту на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.
Для сварочных стержней с низким содержанием водорода, которые просто слишком долго оставались на воздухе, вы можете просто пропустить метод предварительной сушки и нагреть стержни в течение одного часа при температуре, указанной производителем.
Для сварочных стержней, не относящихся к группе с низким содержанием водорода, предварительную сушку сварочных стержней следует установить при температуре 200-230 (по Фаренгейту) в течение 30-45 минут, если они соприкасаются с большое количество воды. Затем вы можете сушить их в течение часа при обычной температуре.
Если сварочные стержни не с низким содержанием водорода использовались слишком долго, их можно сушить при обычной температуре.
- Предварительная сушка — это метод, который может предотвратить растрескивание или отслаивание покрытия в результате окисления сплавов.Слишком долгая предварительная сушка также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
- Сушка любого сварочного стержня при температуре, превышающей предполагаемую, может привести к поломке сварочных стержней во время сварки, а также к разрушению покрытия и образованию остатков.
- При предварительной сушке и повторной сушке лучше всего укладывать сварочные стержни в один слой. Убедившись, что ни один из сварочных стержней не покрыт другими сварочными стержнями, вы обеспечите полное высыхание и тем самым идеальное восстановление стержня и его будущих сварных швов.
Рассматривая повторную сушку сварочных стержней, у вас может возникнуть желание воткнуть их в кухонную духовку и «испечь» из них воду. Сопротивляйтесь желанию. Температура, которая должна быть достигнута для правильного испарения всей воды из сварочных стержней, будет слишком высокой для вашей духовки. Ваша кухня наверняка загорится.
Слишком далеко зашелИногда нет ничего, что можно сделать, чтобы вернуть сварочному стержню былую славу.Когда стержни израсходованы, их невозможно вернуть, и лучше всего их просто заменить. Некоторые индикаторы могут сказать вам, пришло ли время безопасно утилизировать сварочный стержень:
- Если сварочный стержень треснул, это явный признак того, что сварочный стержень не работает должным образом, и повреждение невозможно устранить. .
- Если флюс крошится или отслаивается от сварочного стержня, сварочные возможности стержня будут серьезно нарушены и даже могут полностью выйти из строя.
- Если сварочный процесс очень шумный и есть много брызг, то повторная сушка сварочного прутка не требуется (обычно это происходит с электродами с не низким содержанием водорода).
- Если на сварочном стержне есть ржавчина, лучше всего заменить стержень, потому что маловероятно, что он вообще будет работать.
- Если на покрытии есть пузыри или заметные дефекты, значит, сварочный стержень не будет правильно свариваться, и эту проблему нельзя исправить.
Сварные швы часто имеют большое значение, но если вы хотите, чтобы сварной шов получился особенно безупречным, лучше начать с чистого, свежего прутка, а не со старого, который потенциально получил некоторые косвенные повреждения.
Если вы определили, что сварочный стержень прошел точку невозврата, и вы хотите его выбросить, вы можете выбросить его в красный контейнер, чтобы предотвратить случайные травмы, и выбросить использованные сварочные стержни в металлолом. металлический двор и / или переработать его за быстрые деньги.
Неправильные методы храненияЧтобы сократить расходы, до вас могут доходить слухи о взломах холодильника и духовки, но эти методы хранения не являются устойчивыми и могут иметь опасные последствия.
Лампочка и холодильникЭтот широко распространенный метод хранения сварочных стержней на первый взгляд может показаться удобным, но профессионалы в области сварки от него предостерегают. Идея состоит в том, что можно взять старый холодильник (изотермический контейнер) и установить в него лампочку мощностью 100-150 ватт. Благодаря изоляции и теплу лампочки он звучит как идеальный контейнер для сварочных стержней.
Как оказалось, 100-ваттная лампочка не может генерировать достаточно тепла, чтобы поддерживать достаточно горячую среду для ваших сварочных стержней.Кроме того, нагрев в холодильнике может быть неравномерным во всем помещении, что приведет к повреждению нескольких сварочных стержней из-за влажности.
(Также есть вероятность, что кому-то, в основном ребенку, удастся застрять в холодильнике, если он заползет внутрь, поэтому держать в нейтральном пространстве может быть опасно).
Бытовые печиНа первый взгляд печь может показаться идеальным местом для хранения сварочных стержней. Он может удерживать тепло при постоянной температуре, он хорошо изолирован и может с уверенностью достигать более высоких температур.Но это небезопасно.
Если бы кухонная печь работала как стержневая печь, она, как правило, должна была бы работать при температуре около 400 градусов (некоторые сварочные стержни даже нуждаются в температуре выдержки 750 градусов) и в течение длительных периодов времени. Это катастрофа, которая может произойти, поскольку может произойти взрыв или пожар, потому что печи не были построены для выдерживания чрезвычайно высоких температур в течение нескольких часов подряд.
МорозильникСчитается, что вы можете защитить сварочные стержни от влаги, если завернуть их в полиэтиленовый пакет и хранить в морозильной камере.Предполагается, что мешок не пропускает воду, а холодный воздух предотвращает попадание влаги. Но происходит обратное.
Когда пакет помещается в морозильную камеру, холодный воздух, достигающий более высокой температуры пакета, вызывает конденсацию внутри пакета. AKA, на ваши сварочные стержни будет дождь. Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, ржавыми, в зависимости от того, как долго вы оставите их в морозильной камере.
Самодельные методы хранения, которые работают, могут сработатьЕсли вы занимаетесь сваркой для себя и не особо озабочены тем, чтобы соответствовать требованиям, то, скорее всего, вы не будете беспокоиться о мелочах.
Стержневые печи и герметичные контейнеры Lincoln подходят для профессиональных малых и крупных предприятий, так как стоимость хранения соответствует требованиям места, необходимого для всех электродов, и ожиданиям от идеально сваренных материалов.
Чтобы создать контейнер для хранения, обеспечивающий надлежащую опору для сварочных стержней, вам необходимо убедиться, что он обладает всеми необходимыми качествами, такими как:
- Постоянная и регулируемая температура, которая может безопасно достигать 800 градусов
- Хорошая изоляция
- Способность поддерживать постоянную температуру по всему компоненту
- Вентиляция — для выхода влаги
Хотя нет гарантии, что проект сохранит ваши сварочные стержни на 100% сухими, как в печи для электродов. как можно точнее, может в конечном итоге сработать в ваших интересах, но с меньшими затратами.Все, что вам нужно сделать, это убедиться, что все пункты выше продуманы.
Также может помочь испытание вашего творения перед тем, как поместить все сварочные стержни в недавно изобретенную печь. Посмотрите, как стержни отреагируют в течение нескольких дней, и, основываясь на этих результатах, примите меры.
Хранение и повторная сушка электродов
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы.Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварных швов или ухудшились характеристики дуги стержневого электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
стержневые электроды с низким содержанием водорода должны быть сухими для правильной работы. Невскрытые герметичные контейнеры Lincoln обеспечивают отличную защиту в хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к образованию водородных трещин, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют индекс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры прокалываются или открываются, электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгенологического исследования или разрушающего контроля. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность сварного шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, большой пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов наплавлять качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны соблюдению указанных требований.
Электродам класса прочности E8018 и более высоких следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, так как каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Конечная температура сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые контактировали с водой или подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха на электроды из открытых контейнеров может накапливаться достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Электродная группа | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность указывается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | от 400 до 500 ° F (от 200 до 260 ° C) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Об избыточной влажности свидетельствует шумная дуга или «копающая» дуга, большое количество брызг, плотный шлак или поднутрение. Предварительно просушите необычно влажные электроды в течение 30 — 45 минут при температуре 90 — 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия | От 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Руководство от А до Я по печи для сварочной проволоки [Советы, часто задаваемые вопросы и лучший выбор]
Мы получаем множество запросов читателей, которые спрашивают нас о различных продуктах — хороших, плохих и уродливых.Недавно Джо написал нам, чтобы узнать, какую печь для сварки прутков мы могли бы порекомендовать. У нас уже было несколько неплохих отрывков, но я подумал, что стоит потратить время на изучение последних и лучших и сделать рецензию для всех, кто заинтересован.
Итак, Джо — и кому еще интересно! — прежде чем вы потратите впустую свои кровно заработанные деньги, вот наша подборка 5 лучших печей для сварки прутков.
Вопрос Джо
Прежде всего — что такое печь для сварочного прутка?
Многие из вас, вероятно, уже знают, но мы обнаруживаем, что некоторые люди никогда официально не знакомы с этой концепцией.Джо недавно спросил нас:
Я занимаюсь сваркой для хобби, однако мои коллеги постоянно спрашивают меня о хранении моих сварочных стержней. Лично я никогда об этом не думал, потому что не знаю, критично это или нет. Томми, пожалуйста, помогите мне с этим.
Сварочные электроды имеют флюсовое покрытие. При контакте с воздухом это покрытие может начать поглощать воду из окружающего воздуха (поэтому они поставляются в герметичных упаковках). Эта влага может проникнуть в сварной шов и ослабить его, что приведет к образованию холодных трещин.
Кроме того, электроды Lo-Hy (с низким содержанием водорода) предназначены для предотвращения попадания водорода в сварной шов. Стержни Lo-Hy, которые поглощают водород — через воздух, влагу и т. Д. — перестают быть Lo-Hy и больше не подходят для использования.
Поэтому используются печи для сварки прутков. Они выпекают влагу из стержня и позволяют хранить стержень для использования без накопления влаги. Это поддерживает их в отличном состоянии для достижения наилучших результатов.
Примечание. Если вы сварщик-любитель, вам не обязательно использовать печь для сварки прутков.Герметичный изотермический ящик подходит для большинства хобби. Сварочные печи для прутков предназначены для профессионалов или любителей, которые хотят работать по самым высоким стандартам. Мы всегда рекомендуем его приобрести, но не переживайте, если вы только начинаете и пока не можете себе это позволить. Сохраните и используйте это руководство в будущем!
Итак, чтобы ответить на вопрос Джо, я потратил несколько часов (я перестал считать на 10), чтобы найти лучшие печи для сварки прутков на рынке. Конечно, были и хорошие, но в итоге я сократил список примерно на 80% до пятерки лучших.
Как я выбрал эти продукты?
При выборе этих печей для сварочного прутка у меня было пять критериев:
БРЕНД: Да, есть клише — платить огромные расходы за торговую марку, но это неискренне. Известные крупные бренды обычно проходят более строгие проверки качества, чем их аналоги; они более прочны и обычно служат дольше.
Вы можете пойти и найти многие из них китайские небрендовые товары. Они могут быть даже с одной фабрики.Но они не прошли все проверки QC, необходимые для обеспечения функциональности и безопасности. Вот почему я придерживаюсь авторитетных брендов с хорошей репутацией.
НАДЕЖНОСТЬ: Эти печи не обязательно дешевы. К тому же они не слишком дорогие, но они представляют собой вложение и требуют значительных денежных затрат. Вы не хотите заменять его каждые несколько месяцев или лет, поэтому чем дольше и надежнее, тем лучше.
ЦЕНА: Как я уже сказал — не дешево, но и не ужасно дорого.Вы в основном получаете то, за что платите. Попытка сэкономить на печи для сварочного прутка часто приводит к нарушению двух вышеуказанных пунктов. Это также означает, что вы часто рискуете получить менее безопасный продукт, который никому не нужен. Цель состояла в том, чтобы потратить соответствующую сумму денег, не обязательно разбивая банк.
РАЗМЕР: Я хотел убедиться, что существует хороший разброс размеров для сварщиков любого уровня подготовки и сварщиков. Нет смысла создавать список лучших материалов только одного размера.Цель — попасть в пятерку лучших, а не из пяти одинаковых!
Наконец, было серьезно задумано убедиться, что печи для сварки прутков подходят для всех уровней квалификации, от любителей до профессионалов. На каком бы этапе сварки вы ни находились, в приведенном ниже списке вы найдете печь для сварочного прутка, которая соответствует вашим потребностям.
Список пяти стержневых печей, которые я предлагаю
Портативная сварочная печь Keen KT-15
Вы можете найти ее на Amazon US и аналогичную на Amazon UK.значок-тахометр Вес: 13 фунтов.
значок-архив Хранение: 15 фунтов.
icon-dollar Mid Range
Эта удобная переносная печь для сварочных прутков вмещает до 15 фунтов 18-дюймовых электродов. Эта печь идеально подходит для сварочных электродов Lo-Hy, которые необходимо защитить от влаги и накопления водорода для оптимальной работы.
Будучи портативным, это устройство можно легко взять с собой в поле, где бы оно вам ни понадобилось. Keen LT-15 отправится туда, где вам нужно, от строительных площадок в глуши до места для хобби на заднем дворе.
Сам предмет весит всего 13 фунтов, что дает ему полную массу 25 фунтов. Даже на полной мощности переместить агрегат не составит труда. Большое квадратное основание обеспечит стабильность во время использования и хранения.
В качестве портативного устройства более длинный кабель питания, возможно, был бы хорош — всего 8 футов в длину, вам определенно понадобится удлинительный кабель в полевых условиях.
СОВЕТ: Крышка Keen KT-15 имеет защелку только на крышке. Чтобы крышка оставалась закрытой при хранении стержней, возьмите небольшой навесной замок, чтобы защелка не открывалась.Меньше всего вам нужно, чтобы крышка открывалась, когда вы пытаетесь запечь электроды.
Lincoln Electric Hydroguard Portable Electrode Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 10,5 фунта.
значок-архив Хранение: 10 фунтов.
icon-dollar Mid Range
Еще один отличный портативный вариант. Переносная электродная печь Lincoln Electric Hydroguard имеет меньшую вместимость, чем Keen KT-15, описанная выше, всего 10 фунтов по сравнению с 15.Однако в целом устройство меньше и легче и является идеальным дополнением к любому сварочному комплекту.
Подъемная конструкция отсека для хранения удочек позволяет легко извлекать обожженные удилища. Когда вы поднимаете ручку, стержни расходятся наружу из камеры, что позволяет удобно выбирать один или несколько стержней.
Изготовленная из стали толщиной 10 и нагретая до 300 ° F, Lincoln Electric представляет собой небольшую удобную электродную печь, которую вы так долго искали.
СОВЕТ. Небольшой профиль этой переносной печи делает ее идеальной для установки в углу мастерской, прежде чем бросить ее на кузов грузовика и отвезти на место работы.
Переносная печь для сварки прутков Keen K-10L с защелкой крышки
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 11,3 фунта.
значок-архив Хранение: 10 фунтов.
icon-dollar Mid Range
Keen K-10L — это немного меньшая модель, чем Keen KT-15. Он вмещает только 10 фунтов 14-дюймовых стержней вместо 15 фунтов 18-дюймовых стержней. Это делает его идеальным для любителей или тех, кто регулярно использует в работе электроды меньшего размера, и им не нужны большие блоки для хранения.
Сам Keen K-10L весит 10 фунтов, при максимальной загруженной массе 20 фунтов (единица плюс штанги). Он имеет такой же отчетливый синий цвет и имеет плоское квадратное основание для устойчивости.
Эта печь быстрая и энергоэффективная. Он достигнет максимальной рабочей температуры менее чем за 10 секунд, не потребляя для этого много энергии. В качестве портативного устройства это здорово — оно начинает работать быстро и может быть подключено к генератору, не потребляя слишком много энергии.
Возможно, одним из недостатков конструкции является то, что, в отличие от Lincoln Electric, описанного выше, внутренняя камера хранения не выдвигается для удобного извлечения стержня.Когда вы откроете крышку, стержни останутся сгруппированными, поэтому будьте осторожны, извлекая электроды.
СОВЕТ: Если вам нужно работать быстро, не заполняйте агрегат на полную мощность. Это упростит извлечение обожженных электродов, особенно в перчатках.
SÜA — Переносная сушильная печь для электродов
Вы можете найти ее на Amazon US и аналогичный на Amazon UK.Значок-тахометр Вес: 9,5 фунта.
значок-архив Хранение: 11 фунтов.
icon-dollar Low Range
На данный момент это самый дешевый из вариантов, но ни в коем случае не худший.Эта модель легкая и портативная (вы обратили внимание на эту тему?), Вмещает до 11 фунтов 18-дюймовых стержней. Он идеально подходит для любителей, которые хотят приобрести электродную печь, не тратя 200–1000 долларов на другие модели из списка.
В отличие от других перечисленных до сих пор моделей, это устройство имеет регулируемую температуру в зависимости от источника питания, к которому вы подключены. Диапазон составляет от 320F до 570F, если вы подключены к источнику питания 220 В.
При более низком энергопотреблении температура 320F — это все, что доступно, но это то, чего в любом случае достигают большинство этих духовок.Он идеально подходит для использования в полевых условиях на генераторе с тремя вилками.
Как и Lincoln Electric, он оснащен удобной подъемной платформой для хранения стержней, которая подносит стержни к вам, когда вы открываете крышку. Это упрощает извлечение стержней после выпечки.
СОВЕТ. Термометр не совсем точен, поэтому убедитесь, что ваши стержни не требуют абсолютно определенной температуры для правильной выпечки. Считайте термометр приблизительной фигурой.
Keen K-200 Bench Holding Rod Oven
Вы можете найти его на Amazon US и аналогичный на Amazon UK.значок-тахометр Вес: 53 фунта.
значок-архив Хранение: 200 фунтов.
icon-dollar High Range
Завершает список еще одна модель Keen. Эта вещь точно не переносная. Он вмещает до 200 фунтов удилищ и, как следует из названия, полностью предназначен для того, чтобы сидеть на скамейке весь день, каждый день.
Keen K-200 разработан для малых и средних сварочных мастерских — или для любителей со смехотворным бюджетом.Его уникальная система полок для хранения стержней вызывает естественную конвекцию для тщательного нагрева. Даже при полной загрузке вы можете отдыхать спокойно, зная, что каждая из ваших удочек должным образом пропечена.
Несмотря на свой размер и емкость, Keen K-200 является энергоэффективным и не унесет ваших счетов за электроэнергию. Его регулируемая температура колеблется от 150F до 300F — и в отличие от SUA выше, она достаточно точна.
СОВЕТ. Он может быть слишком большим для переноски, но разгруженный блок достаточно легкий, чтобы его мог поднять один человек.
Часто задаваемые вопросы
Насколько горячей должна быть печь для сварочного прутка?
В идеале, вы хотите, чтобы ваши печи для сварки прутков имели температуру 250-350F для оптимальной производительности. Разным удилищам иногда требуется разная температура — например, удилища Lo-Hy 7018 должны быть запечены при температуре около 250 для достижения наилучших результатов.
Слишком горячая печь удалит покрытие флюса, а недостаточно горячая печь не высушит стержни должным образом. Все перечисленные выше духовки настроены на идеальную температуру для выпечки большинства прутьев.
Зачем нужна печь для сварки прутков?
Мы коснулись вопроса «почему» выше в отношении влажности и защиты стержней от водорода. Водород или влага, которые оседают на флюсовом покрытии, переходят в сварочную ванну, что приводит к неоптимальному сварному шву, который может сломаться. Хранение стержней в сухом состоянии предотвращает это, хотя есть и другие методы.
С точки зрения того, зачем нужна именно печь для сварки прутков, несколько причин. Вы можете использовать домашнюю кухонную духовку, но это, конечно, не рекомендуется.Печи для сварки прутков созданы специально для этой задачи. Они делают одно, и только одно — в то время как ваша кухонная духовка не предназначена для сушки сварочных электродов!
Также существует проблема портативности. Вышеупомянутые портативные варианты позволяют работать где угодно — но удачи вам с кухонной духовкой на рабочем месте!
Что такое печь для сварочного прутка?
Печь для сварочного прутка — это устройство для хранения и запекания сварочных электродов. После открытия герметичной упаковки, в которой они входят, сварочные электроды подвергаются воздействию воздуха и могут начать поглощать воду.Печи для сварки прутков предотвращают это и удаляют всю влагу, которую они могут собирать.
Печи для прутковой сварки бывают разных форм и размеров, от небольших переносных устройств до гигантских промышленных размеров. Они имеют разную грузоподъемность и температуру для различных нужд и применений. От энтузиаста-энтузиаста до большой сварочной мастерской — здесь найдется печь для сварки прутков на любой вкус.
Последние мысли
Независимо от того, занимаетесь ли вы сваркой в свободное время или зарабатываете себе на жизнь, я надеюсь, вы согласитесь с приведенными выше вариантами печей для сварки прутков.Я избегал крупных промышленных предприятий в пользу списка, который подходит людям с любым уровнем подготовки и увлеченности. Я надеюсь, что где-то наверху вы найдете печь для сварочного стержня, которую искали, от небольших портативных до немного более крупных стендов.
Испорчены ли сварочные стержни? (Что вам нужно знать)
Если вам нравится сварка, вы цените стабильный и надежный сварочный стержень. В таком случае часто приходится делать выбор. Доступны несколько вариантов сварочных стержней.У вас есть 7018 сварочных стержней , 6013 и 6010 .
Кроме того, каждый из этих сварочных стержней уникален в нескольких отношениях. Часто возникает вопрос о хранении, сроке годности и передовых методах использования этих сварочных стержней. Сварочные стержни выходят из строя? После некоторого исследования по этой теме я могу вам сказать вот что.
Итак, сварочные стержни выходят из строя? Да, сварочный стержень может выйти из строя. Известно, что сварочные стержни 7018 выходят из строя быстрее всех.Это связано с его высокой чувствительностью к влаге. Сварочные стержни 7018 необходимо хранить при высоких температурах. Без надлежащего хранения сварочных стержней 7018 они могут со временем потрескаться или прийти в негодность. Кроме того, сварочные стержни 6013 могут со временем выйти из строя из-за возраста.
В зависимости от типа сварки, которую вы выполняете. (кодовая работа или нет). и то, что вам нужно получить от сварочных стержней, могут представлять различные варианты и передовые методы. Ниже я хочу рассказать о некоторых распространенных практиках, которые люди используют для продления срока службы сварочных стержней .
Кроме того, я хочу затронуть некоторые часто задаваемые вопросы о правильных температурах сварочных стержней и о том, какие другие методы вы можете использовать, чтобы ваши сварочные стержни работали с максимальной производительностью и функциональностью.
Подробнее о хранении сварочных стержней? Есть ли у них срок годности?
Выше мы коснулись нескольких важных моментов, которые необходимо знать о сварочных стержнях и их сроке хранения. Как указывалось ранее, срок годности и возможности использования сварочных стержней будут сильно зависеть от , какой сварочный стержень вы используете.
7018-Сварочный стержень и проблемы с влажностью
Сварочный пруток 7018 — это пруток, с которым чаще всего возникают проблемы. Это происходит из-за его чувствительности к влаге, как мы заявляли ранее. Обычная практика или средство, которое используют люди, — это запекать их, чтобы помочь избавиться от влаги. Многим людям удается использовать этот подход.
Запекание удилищ или поддержание их в тепле позволит им функционировать правильно и удалить влагу. Некоторые люди предпочитают использовать печи для сварки прутков, а некоторые предпочитают нагревать перед использованием. Другие используют полностью нестандартные методы для достижения той же цели в зависимости от того, какой вид сварки выполняется.
Сварочный стержень 6013 может стареть лучше других опций
У сварочного прутка 6013 нет тех же проблем, с которыми вы сталкиваетесь со сварочным прутом 7018. Фактически, большинство согласится с тем, что сварочные прутки 6013 очень хорошо стареют. Некоторые люди заявляют, что воздействие влаги на сварочный стержень 6013 улучшает характеристики и позволяет стержню «работать лучше».”
Признаки того, что сварочный стержень нельзя спасти
Хотя сварочный стержень часто можно вернуть в рабочее состояние после воздействия влаги, также возможно, что ваш сварочный стержень больше не подлежит утилизации. Если на сварочном стержне имеются признаки размягчения флюса или на нем видны порошкообразные остатки , , сварочный стержень следует выбросить.
На этом этапе нагревание сварочного стержня для удаления влаги не приведет к восстановлению рабочего состояния сварочного стержня.Однако, если влага кажется единственной проблемой сварочного стержня, метод запекания все еще может работать нормально, чтобы вернуть сварочный стержень обратно в рабочее состояние.
Когда сварочные стержни выйдут из строя или больше не будут использоваться?
Это полностью зависит от сварочного прутка и условий хранения. Некоторые сварочные стержни могут выйти из строя в течение 6 месяцев, а другие могут прослужить несколько лет. Если ваш сварочный стержень хранится в сухих условиях и вдали от влаги, срок его хранения значительно увеличится.
Однако, если ваш сварочный стержень хранится неправильно, у вас могут возникнуть проблемы гораздо раньше, чем у других людей. Это также зависит от сварочного прутка, о котором мы говорим. Если вы используете сварочный стержень 7018 , срок хранения может сократиться из-за его чувствительности к влаге, о которой говорилось ранее.
7018- Сварочные стержни имеют покрытие, которое разработано и составлено специально, чтобы позволить фабрике выпечь всю влагу перед упаковкой . Вот кикер . Такое же покрытие позволяет сварочному стержню легко впитывать влагу после открытия упаковки.
Другие Сварочные стержни, такого же catch-22 вы не встретите.
Какая печь для сварочной проволоки лучше всего подходит для вас?
Если вас интересует печь для сварочного прутка, у меня есть для вас рекомендация. Я использовал несколько печей на протяжении многих лет, но лучшей из них на данный момент была SÜA — Portable Electrode Drying Oven. Что мне больше всего нравится в нем, так это то, что он такой портативный. Кроме того, по сравнению с другими сушильными шкафами для сварочного прутка, эта очень доступна. Очень рекомендую!
Нужна ли мне печь для сварочных прутков или нагреватель для сварочных прутков?
Сварочный стержень 7018 было предпринято множество различных попыток отдельными людьми, чтобы спасти стержень или продолжить использование стержня, который, возможно, находится на последней стадии эксплуатации. Мы уже знаем, что из-за стержня с низким содержанием водорода он не переносит влагу.
Обжиг сварочного прутка — это обычная практика, помогающая удалить влагу и вернуть пруток в пригодное для использования состояние. Сварочные прутки обычно работают при температуре 250 градусов F. Это считается вашей «температурой хранения» Другие люди будут запекать свои сварочные прутки при более высоких температурах для более короткого разрыва, например, 4 часа при температурах около 700-800 градусов по Фаренгейту.
Это называется повторной подготовкой удилища перед использованием. Часто с кодом работает , это требуется и имеет строгие временные рамки, которых необходимо придерживаться.Некоторые методы даже включают печи с несколькими стержнями, где партия 1 будет использоваться до обеденного перерыва многими сварщиками, а после обеда сварочные стержни будут переключаться и вращаться.
Ранее использованные стержни (помещенные в печь), новые стержни извлечены для использования.
Как долго сварочный стержень 7018- может находиться вне печи?
Сварочный пруток 7018 , который в настоящее время хранится по назначению 250 F в стержневой печи, следует использовать в течение 4 часов после извлечения из печи при этих температурах.
Если стержень не используется в это время или вы опасаетесь, что ваша духовка может быть отключена от сети или не нагревается дольше этого времени, стержень необходимо нагреть до этой температуры и снова поместить в духовку перед использованием.
Если ваш стержень также подвергается слишком долгому воздействию без использования за пределами этих температур, вы также можете использовать метод более высоких температур для восстановления сварочного стержня. Это будет при 700-800 градусах минимум 3 часа и максимум 4 часа.
Должен ли я держать стержни в горячем состоянии, если я не выполняю кодовую работу?
Не обязательно. Если вы не выполняете кодовую работу и не используете их для сварки в «декоративном стиле» , вы можете попытаться сохранить стержни как можно более сухими и не слишком увлекаться деталями.
При таком подходе срок годности сварочных стержней не такой же, но отпадает необходимость их запекания. Другие люди, не выполняющие кодовую работу, также заявили, что использование чего-то вроде резинового контейнера для горничных и керамического нагревателя оказалось достаточным для сохранения пригодности сварочных стержней.
Опять же, он не использовался для выполнения какой-либо работы с кодом, но он действительно выполнял свою работу и оказался успешным. В конце концов, это зависит от того, какой срок годности вам нужен, от того, какую работу вы выполняете, а также от того, какой бюджет и необходимые инструменты у вас есть.
Как долго можно хранить сварочные стержни?
Это полностью зависит от ваших методов хранения. Для правильной работы стержневые электроды не должны содержать влаги. Сохранение прутка сухим сохраняет возможность наплавки качественных сварных швов.При неправильном хранении вы столкнетесь с такими проблемами, как трещины на стержне и пористость.
Еще один совет: никогда не меняйте температуру для достижения более быстрых результатов. Быстрая сушка удилищ, подвергшихся воздействию влаги, не поможет. Например, вы всегда можете хранить свою удочку в шкафах с температурой 250 градусов или в «стержневых печах», или вы можете сделать 3-4 часа сушки при температуре от 700 F до 800 F.
Не пытайтесь сушить в течение более короткого периода, чем 3 часа выше указанных температур.Это может увеличить вероятность окисления некоторых сплавов и повредить другие важные свойства стержня, что сделает его бесполезным.
Давайте вспомним еще раз. Вот вам два варианта.
• 250 F- Хранение в шкафу / стержневой печи, когда не используется
• Время высыхания 180-240 минут (3-4 часа) при температуре от 700 F до 800 F.
Последнее слово, сварочные стержни, несомненно, могут выйти из строя, но правильное хранение может продлить их жизнь
Итак, подведем итоги.Сварочные стержни выходят из строя? Да, 100% . Сварочные стержни не вечны. В зависимости от того, какой сварочный пруток вы используете, и от ваших методов хранения, в конечном итоге будет зависеть, сколько пользы вы можете получить от сварочного прутка.
Уловки, такие как нагрев сварочных стержней для удаления влаги, могут помочь восстановить работоспособность сварочного стержня, но во многих случаях сварочный стержень не подлежит ремонту.
Всегда стремитесь к сухому хранению вдали от влаги, чтобы обеспечить оптимальное использование и долговечность ваших сварочных стержней, и если вы решите нагреть стержни для удаления влаги, обязательно соблюдайте надлежащую температуру, чтобы не повредить стержень. или электроды.
Каковы ваши лучшие практики для более длительного использования сварочных стержней? Обязательно оставьте комментарий ниже.
Наконечники для прихваточной сварки | Сделай сам
Сварочный процесс был разработан в начале 1940-х годов для авиационной промышленности. Сварочный аппарат TIG (TIG означает инертный газ вольфрам) генерирует тепло от электрической дуги между электродом на конце горелки, присадочным стержнем и свариваемой металлической частью.Электрод изготовлен из вольфрама. Вольфрам — тот же материал, что и лампочки, но вместо того, чтобы создавать свет, он создает тепло — достаточно тепла, чтобы расплавить металл.
Сварка — это процесс плавления металла. Также имеется заземляющий кабель, который крепится к самой заготовке или к сварочному столу. Он действует как громоотвод на крыше здания. Он забирает лишнее электричество, проводит его по кабелю к корпусу сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязняющих веществ в металл, пока он находится в жидкой форме, потому что это ослабит сварной шов и со временем вызовет растрескивание. Инертные газы — это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество. Это создает газовый экран вокруг сварного шва, предотвращающий любые загрязнения до тех пор, пока металл не затвердеет.
Стоимость аппаратовTIG варьируется от 1000 до 3500 долларов. Вы можете арендовать его в промышленной аренде примерно за 60 долларов в день, включая оборудование для обеспечения безопасности.
Сварка имеет свои собственные опасности. Вы имеете дело с электрическим током, который мгновенно генерирует 1600 градусов тепла, и вспышкой света, настолько ярким, что он может ослепить вас. Сварочная маска не только защищает глаза от вспышки света, но и закрывает все лицо и часть шеи.Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Защитите свои руки и руки кожаными сварочными перчатками и кожаной сварочной курткой с длинными рукавами.
Некоторые сварочные аппараты имеют дистанционное управление силой тока, которое позволяет регулировать количество тепла при сварке с помощью ножной педали.
Процесс сварки включает прихваточную сварку металлических частей вместе, заполнение сварного шва и, наконец, очистку сварного шва.
Назначение прихваточного шва — временно удерживать части сборки в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы. Хотя размеры прихваточных швов не указаны, они обычно составляют от 1/2 до 3/4 дюйма в длину, но никогда не превышают 1 дюйм. При определении размера и количества прихваточных швов для конкретной работы вы следует учитывать толщину соединяемых металлов и сложность собираемого объекта.
Сделайте небольшие прихваточные швы на одной стороне стыка с помощью присадочного стержня.Когда сварной шов остынет, сварите другую сторону шва. Прихваточная сварка включает сварку двух или более металлических деталей вместе путем простого приложения давления и тепла к свариваемой области. Сварка прихваточным швом соединяет два куска металла с помощью электродов, пропускающих электрический ток через детали. Детали локально нагреваются. Эти небольшие сварные швы предохраняют заготовку от перегрева и деформации до тех пор, пока не будет сделан прочный шов.
Расплавленный металл заполняет пространство между стыками, создавая прочный сварной шов — отсюда и название присадочный стержень.Используемые здесь сварные швы технически называются угловыми сварными швами — металл, сплавленный в угол, образованный двумя кусками металла, сваренные поверхности которых расположены под углом примерно 90 градусов друг к другу. Угловой шов очень распространен в сварной мебели. Он также является одним из самых сложных для стабильной сварки. Угловые швы требуют большого количества тепла. У начинающих сварщиков это может привести к отсутствию дефектов проплавления и / или сварки, которые невозможно обнаружить визуально.
После каждого сварного шва возьмите проволочную щетку и счистите синюю отметку прожога со сварного шва.Это сокращает количество полировок, необходимых для последующего удаления обесцвечивания.
Основы сварочного аппарата TIG | Сделай сам
Электрод сделан из вольфрама, а вольфрам — тот же материал, что и в лампах, но вместо того, чтобы создавать свет, он создает тепло — тепла, достаточного для расплавления металла. Вот и есть сварка — нагрев металла.
Имеется заземляющий кабель, который крепится к самой заготовке или сварочному столу.Он действует как осветительный стержень на крыше сарая. Он забирает лишнее электричество, проводит его по кабелю к корпусу сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязнений в металл, пока он находится в жидкой форме, поскольку это ослабит сварной шов и со временем вызовет растрескивание. Инертные газы — это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество.Это создает газовый экран вокруг сварного шва, предотвращающий любые загрязнения до тех пор, пока металл не затвердеет.
Цена на сварочные аппаратыTIG варьируется от 1000 до 3500 долларов, но вы можете взять их напрокат в компании по аренде промышленного оборудования.
При сварке используется электрический ток, который мгновенно выделяет 1600 градусов тепла, и вспышку света, которая настолько ярка, что может ослепить вас. Сварочная маска защищает глаза от вспышки света и закрывает все лицо и часть шеи.Вам также необходимо защитить свои руки, надев кожаные сварочные перчатки и кожаную сварочную куртку с длинным рукавом. Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Искры в пять раз горячее, чем от режущей пилы.
Металл коробится от сильного нагрева при сварке. Это может вывести вещи из строя, поэтому, чтобы свести деформацию к минимуму и чтобы все детали были идеально выровнены, вы можете построить приспособление, используя металлический уголок.Куски углового железа можно вырезать в соответствии с чертежом, а затем просто приварить к столу. Прихваточный шов — это временный сварной шов, используемый для удержания детали на месте до тех пор, пока не будет получен постоянный сварной шов.
.