
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
prominductor.ru
Индукционные нагреватели — варианты конструкций
За последние 10-15 лет индукционные нагреватели на токах промышленной частоты приобрели широкое распространение. Впрочем, заявляемые производителями высокие потребительские качества индукционных нагревателей, такие как надежность, неприхотливость, экономичность находят подтверждение в условиях реальной эксплуатации. Но при этом почти каждый производитель демонстрирует очередной патент и заявляет, что его индукционный нагреватель – «самый индукционный». Давайте попробуем разобраться, что объединяет, а что различает индукционные нагреватели разных производителей.
ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ: ЧТО ОБЩЕГО?
Как бы это банально ни звучало, но общее в индукционных нагревателях – это индукционный способ нагрева. Мы уже рассматривали подробно принцип работы индукционных нагревателей и их отличие от других типов электронагревателей.
Любой индукционный нагреватель будет состоять из первичной обмотки (катушки индуктивности) и вторичной обмотки – теплообменного устройства. Теплообменное устройство представляет собой короткозамкнутый виток, который разогревается под воздействием переменного магнитного поля, индуцируемого катушками индуктивности (отсюда, собственно, само название – «индукционный нагреватель»). В общем виде, принцип можно проиллюстрировать так:

Причем, что интересно, запатентовать этот принцип невозможно – он основан на элементарных физических законах и доступен каждому. Так, например, энергетикам известно такое свойство трансформатора как его разогрев в процессе работы. Только в случае с трансформатором выделение тепла – это головная боль для энергетиков, в конструкции же индукционного нагревателя это свойство возведено в абсолют, и сегодня производители заявляют о достижении ими КПД 98, а то и все 99%. Производители вообще любят показатель КПД, потому что этот показатель – относительный, а следовательно можно заявлять что угодно, и при этом не бояться ответственности: при определенных условиях можно заявить, что КПД вообще 100% — на то он и относительный коэффициент.
Индукционные нагреватели: единство и борьба противоположностей
Так в чем же тогда эти запатентованные различия? Оказывается, главным образом, в конструкции теплообменника. Конечно, есть различия и в конструкции магнитопроводов и в конструкции катушек – они могут быть вытянутыми, сплющенными, могут отличаться материалом провода и количеством витков, однако суть от этого не поменяется. Задача первичной обмотки – генерировать переменное магнитное поле, и в любом нагревателе она с этим справляется. Так что в способе нагрева различий у индукционных нагревателей разных производителей практически нет. Зато существенные различия заключаются в конструкциях теплообменников. Что интересно, общепринятой классификации в настоящее время не существует, поэтому возьмем на себя смелость предложить свою собственную, итак:
- Индукционный нагреватель кожухового типа
- Индукционный нагреватель с трубчатым теплообменником
- Индукционный нагреватель с объемным теплообменником (электронагреватель индуктивно-кондуктивного типа – именно так называет его сам производитель)
Индукционный нагреватель кожухового типа
Начнем с первого – «индукционного нагревателя кожухового типа». Производители таких нагревателей называют их иначе, но в данной статье нам интересны не названия, а принцип нагрева.

Мы назвали этот тип индукционных нагревателей «кожуховым» потому что внешне этот тип отличается от остальных тем, что производители помещают конструкцию нагревателя (т.е. индуктор и теплообменник) внутрь кожуха цилиндрической формы. Внешне он даже чем-то напоминает электродный котел, однако отличается от последнего способом нагрева теплоносителя.
Внутри кожуха размещен вытянутый индуктор, внутри и снаружи которого располагается теплообменник, нагревающийся под воздействием электромагнитного поля. Проходя через теплообменник, вода нагревается и подается в систему отопления.
Преимущества конструкции:
- Более компактен, имеет меньшие габариты и массу чем остальные типы индукционных нагревателей. Есть мнение, что эстетически он также выглядит лучше, но это спорно, во-первых, и не является определяющим для промышленного нагревателя – во-вторых.
- Менее материалоемок (теплообменное устройство состоит из «черного» металла марки Ст3сп) по сравнению с другими представителями класса, а потому у него ниже себестоимость и, соответственно, цена приобретения.
- Может размещаться на стене (другие индукционные нагреватели – только напольного исполнения)
Недостатки конструкции:
- Изготовление теплообменника из обычного металла удешевляет конструкцию, но делает ее элементы более подверженными коррозии, особенно в периоды профилактических работ и слива теплоносителя.
- Конструкция теплообменника такова, что она оказывает повышенное гидродинамическое сопротивление, вследствие чего снижается скорость теплоносителя, при поступлении его внутрь. Это может приводить сразу к двум неприятностям: во-первых, к осаждению загрязнений, имеющихся в теплоносителе, в нижней части нагревателя и, в дальнейшем, еще большему затруднению протока и, во-вторых, к снижению теплосъема с поверхности теплообменника. Вообще, конструкция таких нагревателей предполагает довольно высокую плотность теплового потока – 9-10 Вт/см2 и ухудшение теплопередачи вызовет кипение в пограничном слое теплоносителя. Это чревато ускоренным осаждением накипи в таких местах (по сути – по всей площади теплообменника), а также к дальнейшему снижению теплопередачи и, в конце концов, к перегреву греющего контура.
- Недостаток из предыдущего пункта усугубляется тем, что конструкция неремонтопригодна – стоимость и сроки ремонта будут примерно такими же, как и стоимость, и сроки на приобретение нового нагревателя.
- Также вертикальное расположение теплообменника приводит к тому, что растворенные в теплоносителе газы и воздух, в процессе нагрева, будут собираться в верхней части теплообменника, вытесняя оттуда теплоноситель, что может привести к местному перегреву теплообменника из-за отсутствия необходимого теплосъема, а теплонагруженность нагревателя, как мы указывали выше, достаточно велика.
- Несмотря на то, что одним из главных преимуществ электронагревателей индукционного типа является обеспечение 2-го класса защиты от поражения электрическим током (т.е. практически абсолютная защита даже без заземления), к конструкции этого типа нагревателей эта особенность, увы, не относится, поскольку в случае нарушения изоляции обмоток индуктора, теплоноситель окажется под напряжением – точно так же, как и ТЭНовый котел.
- Индукционные нагреватели кожухового типа ограничены в мощности и температуре нагрева. Мощность единичного нагревателя, как правило, не превышает 70-100 кВт, а максимальная температура теплоносителя – 100-110 °С (впрочем, для обычной системы отопления этого достаточно). Ограничение по мощности приводит к необходимости параллельной установки нескольких нагревателей.
Вывод: конструкция индукционных нагревателей кожухового типа получила достаточно широкое распространение, главным образом, благодаря простоте изготовления, относительно низкой себестоимости (а, следовательно, отпускной цены) и системе распределения через дилеров (маржинальность продукта позволяет делиться ею с посредниками). Однако данный тип нагревателей лишь условно относится к нагревателям «трансформаторного» типа, и не всегда заслуженно использует в своих заявлениях те преимущества, которые присущи этому типу нагревателей.
Индукционный нагреватель с трубчатым теплообменником
Если говорить откровенно, то первый коммерческий успех индукционных электронагревателей истинно трансформаторного типа, сопутствовал именно этой конструкции индукционных нагревателей, которые появились на рынке в середине 90-х годов прошлого века и получили довольно широкое распространение. В чем их особенность:

Во-первых, эти нагреватели уже не прячутся в кожух. Особенной красотой они, конечно, не блещут, но для покупателя важны другие их свойства. Во-вторых, здесь катушка индуктивности (первичная обмотка) полностью отделена от теплообменника (вторичной обмотки) что исключает поражение электрическим током: даже в случае нарушения изоляции обмоток электросеть не может замкнуться на теплоноситель, так что это настоящий 2-ой класс электробезопасности. И, наконец, в третьих, теплообменное устройство здесь представляет собой набор трубок, огибающих катушки индуктора.
В остальном, все так же как у всех остальных индукционных нагревателей – катушки возбуждают магнитное поле, которое, проходя через металл теплообменника, возбуждает в нем вихревые токи, которые его и разогревают, а потом тепло снимается теплоносителем с принудительной циркуляцией.
Преимущества конструкции:
- Конструкция приближена к «сухому» трансформатору, а, следовательно, при должном высоком качестве производства, обладает такими свойствами как долговечность (до 100 000 часов), электрическая безопасность и высокая надежность (во всяком случае, выше чем у «кожуховых нагревателей» и многократно выше, чем у ТЭНовых нагревателей).
- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Аналогично кожуховым индукционным нагревателям, трубчатые индукционные нагреватели также могут устанавливаться в параллель, и тогда необходимая мощность будет ограничиваться только доступностью электроэнергии и потребностью в тепловой энергии.
- Возможность обеспечения высоких температур нагрева (до 250-300 °С), что существенно расширяет области применения нагревателей. Она уже не ограничивается областью отопления и горячего водоснабжения. При помощи высокотемпературного жидкого теплоносителя есть возможность заменять паровые системы нагрева в промышленности (реакторы, пресса и т.д.) на жидкостные, что существенно повышает надежность, безопасность и управляемость процессами нагрева.
- Вообще, если сравнивать с ТЭНами и электродными котлами, преимуществ можно указать множество. Наша же основная задача – сравнить с другими типами конструкций индукционных нагревателей.
Недостатки конструкции:
- Вероятно неравномерное распределение теплового потока по сечению трубы теплообменника. Из-за неравномерного омического сопротивления и поверхностного эффекта наибольшая часть тепловой энергии (рассчетно, до 70%) может выделяться всего в 30% поверхности трубы со стороны обмотки. Плотность теплового потока в этих зонах соизмерима с плотностью теплового потока обычного ТЭНа. Что может привести к локальному перегреву, парообразованию в пограничном слое теплоносителя и отложению солей на стенках трубы, с последующим ухудшением теплопередачи и, как следствие, местным перегревам. Эффект накипеобразования многократно усиливается в местах сварки труб, в связи с высокими значениями плотности тока в этих соединениях.
- Несмотря на заявляемый коэффициент мощности 0,98, эффект повышенного рассеяния магнитных потоков вокруг трубчатых витков, скорее всего, снижает этот коэффициент до 0,9, иначе чем объяснить, что для обеспечения одной и той же тепловой мощности, нагреватели с трубчатым теплообменником имеют боле высокие потребляемые мощности и токи в обмотках? В свою очередь это приводит к повышению затрат у потребителя, поскольку ему приходится использовать провода увеличенного сечения, а также повышает себестоимость производителя (и, следовательно, цену приобретения для покупателя).
- Трубчатый теплообменник оказывает повышенное гидродинамическое сопротивление, что приводит к необходимости установки более мощных (и дорогих) циркуляционных насосов.
- Повышена масса нагревателя, т. к. трубчатая конфигурация теплообменника требует значительного промежутка между стержнями сердечника трансформатора. Это приводит к увеличению ярем магнитопровода трансформатора и удорожанию изделия в целом.
- Катушки индуктора хоть и надежно пропитаны изоляцией, однако же ничем не защищены от случайного или (того хуже) целенаправленного механического воздействия, что, конечно же, не повышает надежность нагревателя.
- Трубчатый теплообменник не ремонтопригоден, и в случае выхода из строя подлежит полной замене на заводе-производителе.
Вывод: индукционные нагреватели с трубчатым теплообменником – это в принципе первые коммерчески успешные индукционные нагреватели, и это действительно шаг вперед по сравнению с ТЭНовыми котлами и нагревателями кожухового типа и сразу два шага вперед по отношению к электродным котлам (за счет факторов безопасности). Применение трубчатого теплообменника изначально было продиктовано технологическими ограничениями и финансовыми вопросами, поскольку трубчатый теплообменник проще в производстве, чем объемный (о котором речь пойдет далее), однако он не лишен недостатков, исправить которые производителям не позволяют рамки патентных правоотношений.
Индукционный нагреватель с объемным теплообменником
Объемный тип теплообменника, в виде опытных образцов, появился даже раньше, чем трубчатый. Однако первые конструкции были не очень удачны – пожалуй, даже нет смысла их описывать, поскольку сейчас они если и выпускаются, то кустарно. Нас будет интересовать последняя итерация конструкции, которую производитель называет также нагревателем индуктивно-кондуктивного типа. Конечно, это лишь способ позиционирования продукта, однако это название очень четко отражает сущность данного нагревателя.
Индукционные нагреватели с объемным теплообменником появились уже в XXI веке и при их создании, несомненно, были учтены недостатки всех прочих конструкций. Что же представляет собой конструкция индуктивно-кондуктивного электронагревателя с объемным теплообменником?

Как видим из рисунка, конструкция довольно сильно напоминает индукционный нагреватель с трубчатым теплообменником, однако вместо трубок здесь используется полый цилиндр, внутри которого находится индуктор. По мнению многих (и автора в том числе) индуктивно-кондуктивные индукционные нагреватели эстетически выглядят лучше, чем нагреватели с трубчатым теплообменником, поскольку объемный теплообменник выполняет и роль кожуха: внешний вид создает ощущение законченности и какой-то защищенности.
Это также полноценный индукционный нагреватель, конструкция которого роднит его с «сухим» трансформатором. И он, конечно, обладает всеми преимуществами, которые из этого вытекают: высокая надежность, долговечность, пожарная и электрическая безопасность, поскольку первичная обмотка, на которую подается напряжение, отделена от теплообменника, что исключает поражение электрическим током: это полноценный 2-ой класс электробезопасности.
Вихревые токи здесь возникают в толще металла, из которого сделан полый цилиндр. Надо сразу отметить, что само конструктивное решение повышает надежность нагревателя и его устойчивость к повреждениям. Судите сами: обмотки катушек индуктивности, которые можно легко повредить у нагревателя с трубчатым теплообменником, здесь надежно закрыты от внешнего воздействия. От упорного вредителя они, конечно, не спасут, а вот случайно повредить индуктор уже значительно сложнее.
Материал теплообменника здесь – нержавеющая сталь марки AISI-304, так что коррозия ей не грозит.
Единственное место, которое можно отнести к узким местам (и о котором любят упоминать конкуренты) – это сварные швы на теплообменнике, ведь отливать полые цилиндры без швов человечество еще, к сожалению, не научилось. Но зато человечество научилось хорошо сваривать детали. Случай с объемными теплообменниками здесь не исключение.
Преимущества конструкции:
- Индуктивно-кондуктивный электронагреватель максимально приближен к конструкции «сухого» трансформатора, а, следовательно, обладает такими свойствами как долговечность (до 100 000 часов или, в пересчете на годы, порядка 30 лет!), электрическая безопасность, высокая надежность и все прочие преимущества по сравнению с ТЭНовыми и электродными котлами.
- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Также существуют модификации высоковольтных индукционных котлов, которые могут обеспечить мощность нагрева свыше 6 МВт. Аналогично прочим индукционным нагревателям, индукционные нагреватели с объемным теплообменником также могут устанавливаться в параллель, и, тем самым, обеспечивать любую мощность нагрева.
- Возможность обеспечения высоких температур нагрева (до 200-250 °С), что существенно расширяет области применения нагревателей. Это немного ниже, чем у трубчатых теплообменников, что обусловлено как раз конструкцией. Трубки обеспечивают лучшую вентиляцию и охлаждение катушек. В индукционных нагревателях с объемным теплообменником катушки закрыты, однако и температур, обеспечиваемых этими нагревателями, достаточно для многих технологических процессов (обогрев реакторов, гальванических ванн, сушильных камер, прессов и т.д.).
- Равномерное распределение теплового потока по более развитой поверхности теплообменника гарантирует отсутствие явлений местного перегрева, отложения накипи и очень небольшой градиент температур между теплоносителем и теплообменником (не более 20 °С) что служит дополнительным аргументом в пользу надежности и пожарной безопасности нагревателя индуктивно-кондуктивного типа.
- «Честный» высокий коэффициент мощности 0,98-0,985 благодаря более равномерному поглощению магнитного поля цилиндрическим теплообменником.
- Более низкая масса нагревателей по сравнению с аналогичными по мощности нагревателями на трубках.
Недостатки:
- Более высокая себестоимость материалов и высокотехнологичность производства: высокое качество и отличные потребительские свойства дешевыми не бывают.
- Низкая маржинальность (наценка) делает продукт не интересным для посредников, поэтому продукцию необходимо заказывать только у производителя.
- Теплообменник в большинстве случаев не ремонтопригоден, однако, риск выхода его из строя самый низкий из всех типов индукционных нагревателей. Кроме того, его замена может быть произведена эксплуатирующей организацией, а не только заводом-изготовителем.
Вывод: если говорить о том, что индукционные нагреватели – это следующий шаг по отношению к ТЭНовым и электродным котлам, то индуктивно-кондуктивные нагреватели с объемным теплообменником – это пример дальнейшего развития конструкции, которая, пожалуй, как никогда близка к ожидаемому идеалу. Главное, при наличии очень хорошей и энергоэффективной конструкции, — это высокая культура и качество производства, которая бы неукоснительно следовала конструкторской документации и исполняла замысел инженеров и ученых, положивших годы в создание такого сложного, но такого простого оборудования, как индукционный электронагреватель.
termanik.ru
Индукционные нагреватели своими руками — как сделать? Простая схема и инструкция
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.

Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи
 Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 1. Электрическая схема индукционного нагревателя Рисунок 2. Устройство.
Рисунок 2. Устройство. Рисунок 3. Схема простого индукционного нагревателя
Рисунок 3. Схема простого индукционного нагревателяДля изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
 Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменника используется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричеством следует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве эксперимента можно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
housetronic.ru
Индукционный нагреватель металла своими руками
Когда перед человеком встает необходимость нагреть металлический объект, ему на ум обязательно приходит огонь. Огонь – старомодный, неэффективный и медленный способ нагреть металл. Он тратит львиную долю энергии на тепло, и от огня всегда идет дым. Как было бы здорово, если бы всех этих проблем можно было избежать.
Сегодня я покажу вам как собрать индукционный нагреватель своими руками с ZVS-драйвером. Это приспособление нагревает большинство металлов с помощью ZVS-драйвера и силы электромагнетизма. Такой нагреватель высокоэффективен, не производит дыма, а нагрев таких небольших металлических изделий, как, допустим, скрепка — вопрос нескольких секунд. Видео демонстрирует нагреватель в действии, но инструкция там представлена другая.
Шаг 1: Принцип работы
Многие из вас сейчас задаются вопросом – что такое этот ZVS-драйвер? Это высокоэффективный трансформатор, способный создавать мощное электромагнитное поле, нагревающее металл, основа нашего нагревателя.
Чтобы стало понятно, как работает наш прибор, я расскажу о ключевых моментах. Первый важный момент — источник питания 24 В. Напряжение должно быть 24В при максимальной силе тока 10А. У меня будут два свинцово-кислотных аккумулятора, соединенных последовательно. Они запитывают плату ZVS-драйвера. Трансформатор дает установившийся ток на спираль, внутрь которой помещается объект, который надо нагреть. Постоянное изменение направления тока создает переменное магнитное поле. Оно создает внутри металла вихревые токи, преимущественно высокой частоты. Из-за этих токов и низкого сопротивления металла выделяется тепло. Согласно закону Ома, сила тока, трансформируемая в тепло, в цепи с активным сопротивлением, будет P=I^2*R.
Очень важен металл, из которого состоит объект, который вы хотите нагреть. У сплавов на основе железа более высокая магнитная проницаемость, они могут использовать больше энергии магнитного поля. Из-за этого они быстрее нагреваются. Алюминий имеет низкую магнитную проницаемость и нагревается, соответственно, дольше. А предметы с высоким сопротивлением и низкой магнитной проницаемостью, например, палец, вообще не нагреются. Сопротивление материала очень важно. Чем выше сопротивление, тем слабее ток пройдет по материалу, и тем, соответственно, меньше выделится тепла. Чем ниже сопротивление, тем сильнее будет ток, и согласно закону Ома, меньше потеря напряжения. Это немного сложно, но из-за связи между сопротивлением и выдачей мощности, максимальная выдача мощности достигается, когда сопротивление равно 0.
Трансформатор ZVS самая сложная часть прибора, я объясню, как он работает. Когда ток включен, он идет через два индукционных дросселя к обоим концам спирали. Дроссели нужны, чтобы убедиться, что устройство не выдаст слишком сильный ток. Далее ток идет через 2 резистора 470 Ом на затворы МДП-транзисторов.
Из-за того, что идеальных компонентов не существует, один транзистор будет включаться раньше, чем другой. Когда это происходит, он принимает на себя весь входящий ток со второго транзистора. Он также будет коротить второй на землю. Из-за этого не только ток потечет через катушку в землю, но и через быстрый диод будет разряжаться затвор второго транзистора, тем самым блокируя его. Из-за того, что параллельно катушке подключен конденсатор, создается колебательный контур. Из-за возникшего резонанса, ток поменяет свое направление, напряжение упадет до 0В. В этот момент затвор первого транзистора разряжается через диод на затвор второго транзистора, блокируя его. Этот цикл повторяется тысячи раз за секунду.
Резистор 10К призван уменьшить избыточный заряд затвора транзистора, действуя как конденсатор, а зенеровский диод должен сохранять напряжение на затворах транзисторов 12В или ниже, чтобы они не взорвались. Этот трансформатор высокочастотный преобразователь напряжения позволяет нагреваться металлическим объектам.
Пришло время собрать нагреватель.
Шаг 2: Материалы
Для сборки нагревателя материалов нужно немного, и большую их часть, к счастью, можно найти бесплатно. Если вы видели где-то валяющуюся просто так электронно-лучевую трубку, сходите и заберите ее. В ней есть большая часть нужных для нагревателя деталей. Если вы хотите более качественных деталей, купите их в магазине электрозапчастей.
Вам понадобятся:
Шаг 3: Инструменты
Для этого проекта вам понадобятся:
Шаг 4: Охлаждение полевых транзисторов

В этом приборе транзисторы выключаются при напряжении 0 В, и нагреваются не очень сильно. Но если вы хотите, чтобы нагреватель работал дольше одной минуты, вам нужно отводить тепло от транзисторов. Я сделал обоим транзисторам один общий поглотитель тепла. Убедитесь, что металлические затворы не касаются поглотителя, иначе МДП-транзисторы закоротит и они взорвутся. Я использовал компьютерный теплоотвод, и на нем уже была полоса силиконового герметика. Чтобы проверить изоляцию, коснитесь мультиметром средней ножки каждого МДП-транзистора (затвора), если мультиметр запищал, то транзисторы не изолированы.
Шаг 5: Конденсаторная батарея

Конденсаторы очень сильно нагреваются из-за тока, постоянно проходящего через них. Нашему нагревателю нужна емкость конденсатора 0,47 мкФ. Поэтому нам нужно объединить все конденсаторы в блок, таким образом, мы получим требуемую емкость, а площадь рассеивания тепла увеличится. Номинальное напряжение конденсаторов должно быть выше 400 В, чтобы учесть пики индуктивного напряжения в резонансном контуре. Я сделал два кольца из медной проволоки, к которым припаял 10 конденсаторов 0,047 мкФ параллельно друг другу. Таким образом, я получил конденсаторную батарею совокупной емкостью 0,47 мкФ с отличным воздушным охлаждением. Я установлю ее параллельно рабочей спирали.
Шаг 6: Рабочая спираль
Это та часть прибора, в которой создается магнитное поле. Спираль сделана из медной проволоки – очень важно, чтобы была использована именно медь. Сначала я использовал для нагревания стальную спираль, и прибор работал не очень хорошо. Без рабочей нагрузки он потреблял 14 А! Для сравнения, после замены спирали на медную, прибор стал потреблять только 3 А. Я думаю, что в стальной спирали возникали вихревые токи из-за содержания железа, и она тоже подвергалась индукционному нагреву. Не уверен, что причина именно в этом, но это объяснение кажется мне наиболее логичным.
Для спирали возьмите медную проволоку большого сечения и сделайте 9 витков на отрезке ПВХ-трубы.
Шаг 7: Сборка цепи
Я сделал очень много проб и совершил много ошибок, пока правильно собрал цепь. Больше всего трудностей было с источником питания и со спиралью. Я взял 55А 12В импульсный блок питания. Я думаю, этот блок питания дал слишком высокий начальный ток на ZVS-драйвер, из-за чего взорвались МДП-транзисторы. Возможно, это исправили бы дополнительные индукторы, но я решил просто заменить блок питания на свинцово-кислотные аккумуляторы.
Потом я мучился с катушкой. Как я уже говорил, стальная катушка не подходила. Из-за высокого потребления тока стальной спиралью взорвались еще несколько транзисторов. В общей сложности у меня взорвались 6 транзисторов. Что ж, на ошибках учатся.
Я переделывал нагреватель множество раз, но здесь я расскажу, как собрал его самую удачную версию.
Шаг 8: Собираем прибор
Чтобы собрать ZVS-драйвер, вам нужно следовать приложенной схеме. Сначала я взял зенеровский диод и соединил с 10К резистором. Эту пару деталей можно сразу припаять между стоком и истоком МДП-транзистора. Убедитесь, что зенеровский диод смотрит на сток. Потом припаяйте МДП-транзисторы к макетной плате с контактными отверстиями. На нижней стороне макетной платы припаяйте два быстрых диода между затвором и стоком каждого из транзисторов.
Убедитесь, что белая линия смотрит на затвор (рис.2). Затем соедините плюс от вашего блока питания со стоками обоих транзисторов через 2 220 Ом резистора. Заземлите оба истока. Припаяйте рабочую спираль и конденсаторную батарею параллельно друг другу, затем припаяйте каждый из концов к разным затворам. Наконец, подведите ток к затворам транзисторов через 2 50 мкгн дросселя. У них может быть тороидальный сердечник с 10 витками проволоки. Теперь ваша схема готова к использованию.
Шаг 9: Установка на основание

Чтобы все части вашего индукционного нагревателя держались вместе, им нужно основание. Я взял для этого деревянный брусок 5*10 см. плата с электросхемой, конденсаторная батарея и рабочая спираль были приклеены на термоклей. Мне кажется, агрегат выглядит круто.
Шаг 10: Проверка работоспособности
Чтобы ваш нагреватель включился, просто подсоедините его к источнику питания. Потом поместите предмет, который вам нужно нагреть, в середину рабочей спирали. Он должен начать нагреваться. Мой нагреватель раскалил скрепку до красного свечения за 10 секунд. Предметы крупнее, как гвозди, нагревались примерно за 30 секунд. В процессе нагревания потребление тока выросло приблизительно на 2 А. Этот нагреватель можно использовать не только для развлечения.
После использования прибора не образуется сажи или дыма, он воздействует даже на изолированные металлические объекты, например, газопоглотители в вакуумных трубках. Также прибор безопасен для человека – с пальцем ничего не случится, если поместить его в центр рабочей спирали. Однако, можно обжечься о предмет, который был нагрет.
Спасибо за чтение!
masterclub.online
применение и изготовление своими руками
Сегодня все большую популярность завоёвывают индукционные обогреватели. Такие устройства имеют ряд преимуществ: они более экономичны, обладают высоким КПД и их даже можно изготовить в домашних условиях. Подобными нагревателями можно отапливать помещение, либо использовать их в качестве проточных водонагревателей.
В последнее время все больше владельцев собственных квадратов отдают предпочтение электрическим обогревателям именно такого типа. Это легко объясняется. В отличие от других видов устройств, они безопасны, не оставляют копоти, сажи и, что весьма удобно, при их эксплуатации отсутствует надобность в приобретении дров. Однако подобное оборудование нельзя назвать экономным.

Что собой представляет
Индукционные вихревые обогреватели подходят для отопления дома, гаража, квартиры, бани, в общем, любых квадратных метров, где тепла недостаточно или оно отсутствует вовсе. Индукционные обогреватели работают за счёт вихревых токов (токи Фуко), создаваемых магнитным полем. Они нагревают окружающее пространство. Для генерации такого поля необходим индуктор, представляющий собой многовитковую катушку в виде цилиндра. Переменный электрический ток, проходя через эту самую катушку, создаёт магнитное поле. Далее вихревые токи преобразуются в тепловую энергию.

Нагрев до высоких температур (70 градусов) с помощью такого устройства происходит довольно быстро, примерно за 5 минут.
Преимущества и недостатки
Анализируя рабочий процесс обогревателя и связанные с ним затраты, хочется отметить несомненные плюсы, которые получает обладатель такого устройства:
- КПД 99%, практически отсутствует потеря тепла.
- При работе системы не образовывается накипь, в отличие от нагревателей, имеющих ТЭН.
- Экологически безопасный обогрев помещения.
- При обогреве можно использовать как воду (чаще всего), так и антифриз, масло.
- Отсутствует надобность в частом профилактическом обслуживании.
- Процесс установки не требует специальных навыков, неприхотливая эксплуатация.
- Высокая пожаро- и электро-безопасность.
- Возможность совмещения с другими системами отопления.
- Работа от сети как переменного тока, так и постоянного.
- Срок службы свыше 20 лет.
Несмотря на все преимущества, которыми обладает прибор, нельзя не отметить существенные минусы:
- высокая стоимость оборудования в магазинах;
- дорогостоящее отопление;
- требуется наличие стабильного электроснабжения;
- большой вес устройства;
- возможность установки только в закрытую систему отопления.
Применение
Отопление, основанное на вихревых токах, созданных электромагнитными полями может найти своё применение при:
- обогреве жилого хозяйства, дома, бани, гаража, промышленного или административного здания;
- в системе горячего водоснабжения;
- обогреве сооружений и конструкций, имеющих определённые требования к источникам тепла (по безопасности).

Индукционный обогреватель своими руками
Из-за дороговизны прибора многие решают изготовить подобный нагреватель самостоятельно. В интернете можно встретить много статей, в которых описывается, как сделать индукционный котел – обогреватель своими руками. Мы опишем принцип изготовления простейшего типа устройства, чтобы с подобной задачей мог справиться любой хозяин.
Перед тем как приступить к работе, подготовьте следующие инструменты: кусачки, паяльник (если вы планируете делать сердечник из металлической трубы), отвертки.
- Нарежьте проволоку из нержавеющей стали диаметром 7 мм на кусочки приблизительно в 5 мм.
- Подготовьте пластиковую или металлическую трубу (сердечник), стенки которой должны быть толщиной не менее 3-5 мм, чтобы она смогла выдерживать высокие температуры.
- Заполните трубу доверху обрезками из проволоки.
- Концы трубы закройте сеткой, чтобы исключить вероятность выпадения из неё обрезков во время работы прибора.
- Далее по всей длине трубы спиралью намотайте медную проволоку, сделав порядка 90 витков.
- Изготовьте котёл, вырезав прямоугольный участок трубы.
- В отверстие котла вставьте изготовленное устройство.
- Концы медной проволоки подключите к инвертору с высокой частотой действия. Купить его можно практически во всех магазинах, имеющих строительное направление.
Перед сборкой оборудования оцените свои силы и возможности. Не беритесь за изготовление нагревательного прибора, если ничего не понимаете в электричестве.
Индукционный обогреватель воды для системы отопления
Обогреватель имеет весьма неприхотливую конструкцию. Он высокоэффективен и надёжен. Используя его при изготовлении котла в системе отопления, можно пренебречь установкой насоса, поскольку вода будет течь по трубам в результате конвекции.
Такое устройство следует снабдить патрубками: для холодной и горячей воды. Сверху через патрубок горячая вода будет подаваться в систему отопления. А снизу на вводной части через него будет пребывать холодная вода
Безопасное использование
Учитывайте, что индукционный обогреватель – это электрическое устройство повышенной опасности. Правила, которые стоит учесть, при изготовлении такого оборудования:
- Оснастите устройство датчиком температуры. В случае перегрева оборудования система должна иметь возможность автоматического отключения.
- Для самодельного оборудования организуйте отдельную линию электропроводки с увеличенным сечением провода.
- Не пренебрегайте изоляцией оголённых участков, обезопасьте своих близких от удара током.
- Перед включением индуктора убедитесь, что труба заполнена водой. При её отсутствии прибор может сгореть, а труба расплавиться.
- Не размещайте оборудование в жилой зоне. Электромагнитные волны оказывают негативное влияние на здоровье людей и животных.
- Прибор следует установить на высоте более чем 80 см от пола, а расстояние от устройства до потолка должно составлять не менее 30 см.
- Заземлите оборудование.
- Установку прибора следует производить через автомат, чтобы в случае аварии, устройство было отключено от питания.
- Для снижения давления в системе не лишним будет установить предохранительный клапан в системе трубопровода.
Если обобщить информацию, то можно сделать вывод:
- Индукционный нагреватель имеет высокий коэффициент полезного действия, у некоторых моделей он достигает 99%.
- Устройство может использоваться как в виде водонагревателя, так и в виде котла в системе отопления.
- Конструкция нагревателя достаточно проста, поэтому её сборка и установка возможна своими силами.
- Использование индукционного водонагревателя на территории РФ не регламентировано.
Несмотря на все плюсы, решение об установки подобного оборудования стоит принимать взвешенно:
- Во-первых, оно потребляет достаточно большое количество электроэнергии.
- Во-вторых, прибор, особенно собранный самостоятельно, нельзя назвать полностью безопасным.
- В-третьих, он оказывает негативное влияние на здоровье людей и животных. Поэтому устанавливать его всё же следует на дачах или в собственных домах.
tehnika.expert
Индукционный нагреватель 500 Ватт своими руками
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
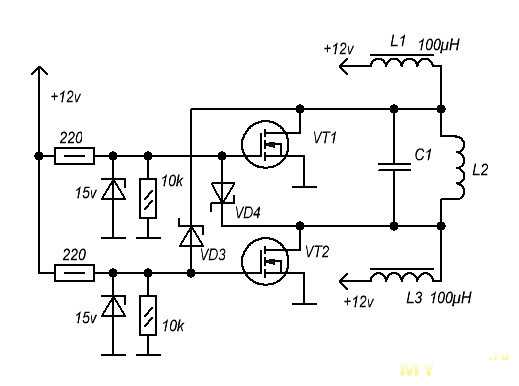
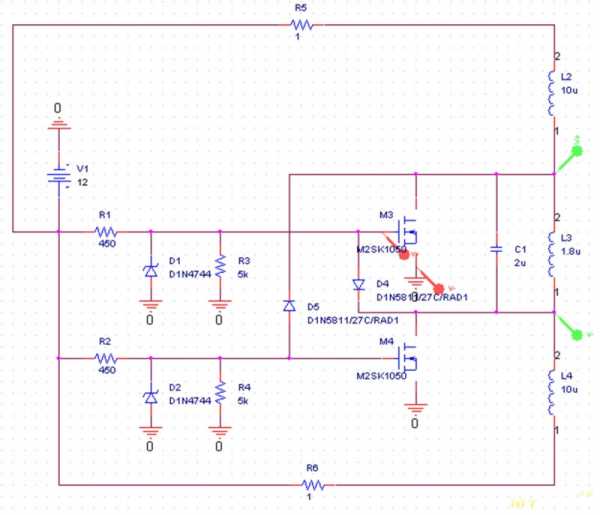
Схема индукционного нагревателя:

Компоненты и катушка:
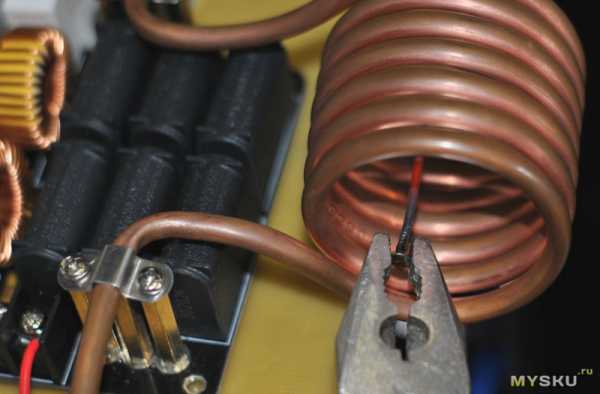
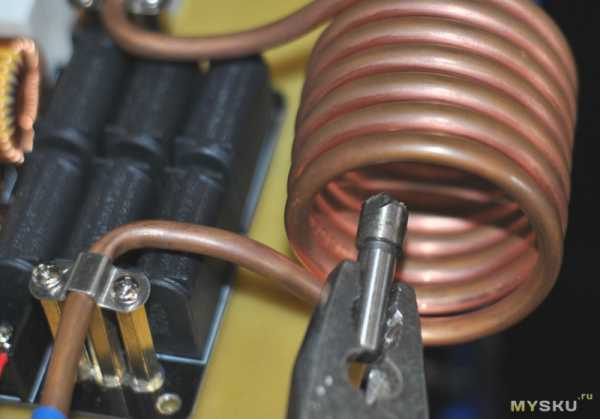
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
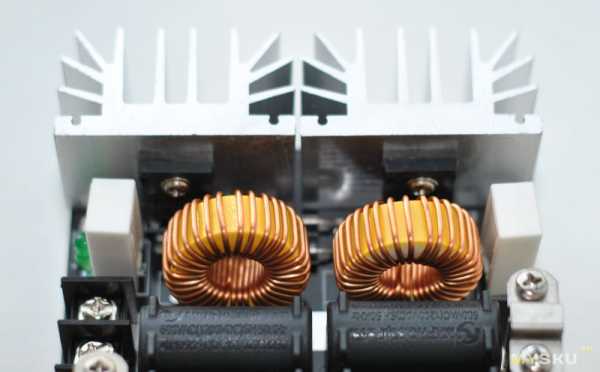
Немного фотографий:

За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
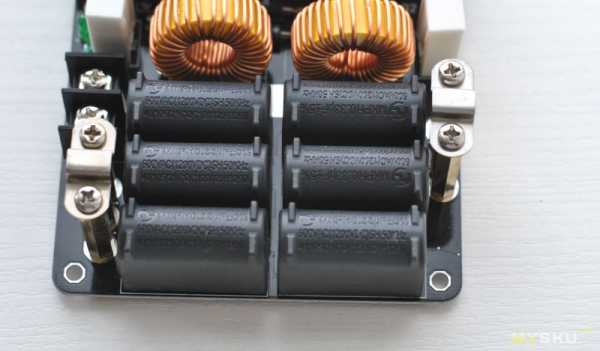
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.

Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Купить детали на Алиэкспресс:
Купить Индукционный нагреватель:
 |
Видео:
Похожее
kavmaster.ru
устройство и принцип работы, схема изготовления своими руками
Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.Индукционный способ нагрева
Индукционный нагрев — это нагрев переменным электромагнитным полем проводника, помещенного в это поле. В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.Тепло во вкладке распределяется неравномерно, а только в поверхностных ее слоях и далее по объему распространяется за счет теплопроводности материала вкладки. Причем с повышением частоты переменного магнитного поля глубина проникновения уменьшается, а интенсивность увеличивается.
Для работы индуктора с частотой большей, чем в сети (50Гц), применяются транзисторные или тиристорные преобразователи частоты. Тиристорные преобразователи позволяют получать частоты до 8 КГц, транзисторные — до 25КГц. Схемы их подключения можно найти легко.
Планируя установку систем отопления в собственном доме или на даче, кроме прочих вариантов на жидком или твердом топливе, необходимо рассмотреть вариант с применением индукционного нагрева котла. С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
Принцип работы индуктора
Основное назначение индуктора — выработка тепловой энергии за счет электрической без использования теплоэлектронагревателей принципиально другим способом.
Типовой индуктор состоит из следующих основных деталей и устройств:
- генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку;
- индуктор — катушка, в которой индуцируется переменное магнитное поле;
- нагревательный элемент — металлический предмет, в котором под воздействием электромагнитного поля возникают вихревые токи, которые и нагревают проводник.
Устройство нагревательного прибора
Основные элементы индукционного нагревателя для отопительной системы.
- Стальная проволока диаметром 5-7 мм.
- Труба из пластика с толстой стенкой. Внутренний диаметр не менее 50 мм и длина подбирается по месту установки.
- Медная эмалированная проволока для катушки. Размеры подбираются в зависимости от мощности устройства.
- Сетка из нержавеющей стали.
- Сварочный инвертор.
Порядок изготовления индукционного котла
Вариант первый
Стальную проволоку порубить на отрезки длиной не более 50 мм. Рубленой проволокой заполнить пластиковую трубу. Торцы заглушить проволочной сеткой для предотвращения высыпания проволоки.На концах трубы установить переходники от пластиковой трубы к размеру трубы в месте подключения нагревателя.
Медным эмалированным проводом намотать обмотку на корпусе нагревателя (пластиковой трубе). Для этого понадобится порядка 17 метров провода: количество витков — 90, наружный диаметр трубы порядка 60 мм: 3,14 х 60 х90 = 17 (метров). Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Пластиковую трубку, а теперь уже индукционный котел, врезать в трубопровод в вертикальном положении.
При проверке работоспособности индукционного нагревателя убедитесь, что в котле присутствует теплоноситель. В противном случае корпус (пластиковая труба) расплавится очень быстро.
Подключить котел к инвертору, необходимо заполнить систему теплоносителем и можно включать.
Вариант второй
Конструкция индукционного нагревателя из сварочного инвертора по этому варианту более сложна, требует определенных навыков и умений работать своими руками, однако, она более эффективна. Принцип тот же — индукционный нагрев теплоносителя.
Для начала нужно изготовить сам индукционный нагреватель — котел. Для этого понадобятся две трубки разного диаметра, которые вставляются одна в другую с зазором между ними порядка 20 мм. Длина трубок от 150 до 500 мм, в зависимости от предполагаемой мощности индукционного нагревателя. Нужно вырезать два кольца соответственно зазору между трубками и приварить их герметично по торцам. Получилась емкость тороидальной формы.
Остается вварить в наружную стенку входную (нижнюю) трубку по касательной к корпусу и верхнюю (выходную) трубку параллельно входной на противоположной стороне тороида. Размер трубок — по размеру труб отопительной системы. Расположение входного и выходного патрубков по касательной, обеспечит циркуляцию теплоносителя по всему объему котла без образования застойных зон.
Второй шаг — создание обмотки. Эмалированный медный провод нужно наматывать вертикально, пропуская его внутрь и поднимая наверх по внешнему контуру корпуса. И так 30-40 витков, образуя тороидальную катушку. В таком варианте нагреваться будет одновременно вся поверхность котла, таким образом, значительно повышая его производительность и эффективность.
Изготовить наружный корпус обогревателя из непроводящих материалов, использовав, например, пластиковую трубу большого диаметра или банальное пластиковое ведро, если будет достаточно его высоты. Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Корпус котла отделить от наружного корпуса теплоизолятором, можно использовать как сыпучий термоизоляционный материал (керамзит), так и плиточный (изовер, минплита и тому подобное). Этим предотвращаются потери тепла в атмосферу от конвекции.
Остается заполнить систему своим теплоносителем и подсоединить индукционный нагреватель из сварочного инвертора.
Такой котел совершенно не требует вмешательства и может работать 25 и более лет без ремонта, поскольку в конструкции отсутствуют движущиеся детали, а в схеме подключения предусмотрено использование автоматического управления.
Вариант третий
Это, наоборот, самый простой вариант обогрева жилища, выполняемый своими руками. На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.Остается только подключить сварочный инвертор и наслаждаться теплом в своем жилище.
Обратите внимание на несколько моментов.
- Нежелательно устанавливать такой обогреватель в жилых комнатах, где чаще всего находятся люди. Дело в том, что электромагнитное поле распространяется не только внутри катушки, но и в окружающем пространстве. Чтобы убедиться в этом, достаточно воспользоваться обыкновенным магнитом. Нужно взять его в руку и подойти к катушке (котлу). Магнит начнет ощутимо вибрировать и тем сильнее, чем ближе катушка. Поэтому лучше использовать котел в нежилой части дома или квартиры.
- Устанавливая катушку на трубе, убедитесь, что на этом участке системы отопления теплоноситель естественным образом течет вверх, чтобы не создавать противотока, иначе система вообще не будет работать.
Можно предложить много вариантов применения индукционного нагрева в жилище. Например, в системе горячего водоснабжения можно вообще отказаться от подачи горячей воды, подогревая ее на выходах из каждого крана. Однако, это тема для отдельного рассмотрения.
Несколько слов о безопасности при использовании индукционных нагревателей со сварочным инвертором:
- для обеспечения электробезопасности необходимо тщательно изолировать токопроводящие элементы конструкций по всей схеме подключения;
- индукционный нагреватель рекомендуется только для закрытых систем отопления, в которых циркуляция обеспечивается водяным насосом;
- рекомендуется размещать индукционную систему на расстоянии не менее 30 см от стен и мебели и в 80 сантиметрах от пола или потолка;
- чтобы обезопасить работу системы нужно оснастить систему манометром, аварийным клапаном и устройством автоматического регулирования.
- установить устройство для стравливания воздуха из системы отопления во избежание образования воздушных пробок.
КПД индукционных котлов и нагревателей близка к 100%, при этом нужно учитывать, что потери электроэнергии в сварочных инверторах и проводке, так или иначе, возвращаются к потребителю в виде тепла.
Прежде чем приступать к изготовлению индукционной системы, посмотрите технические данные промышленных образцов. Это поможет определиться с исходными данными самодельной системы.
Желаем успехов в творчестве и труде на самого себя!
Оцените статью: Поделитесь с друзьями!kotel.guru