
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
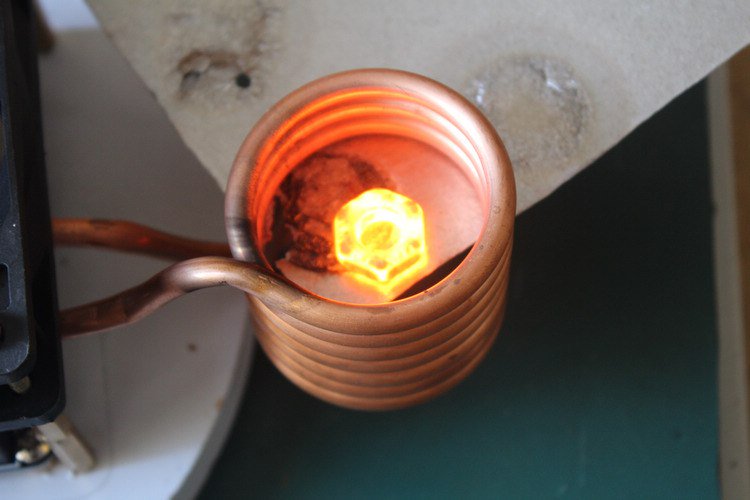
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC.
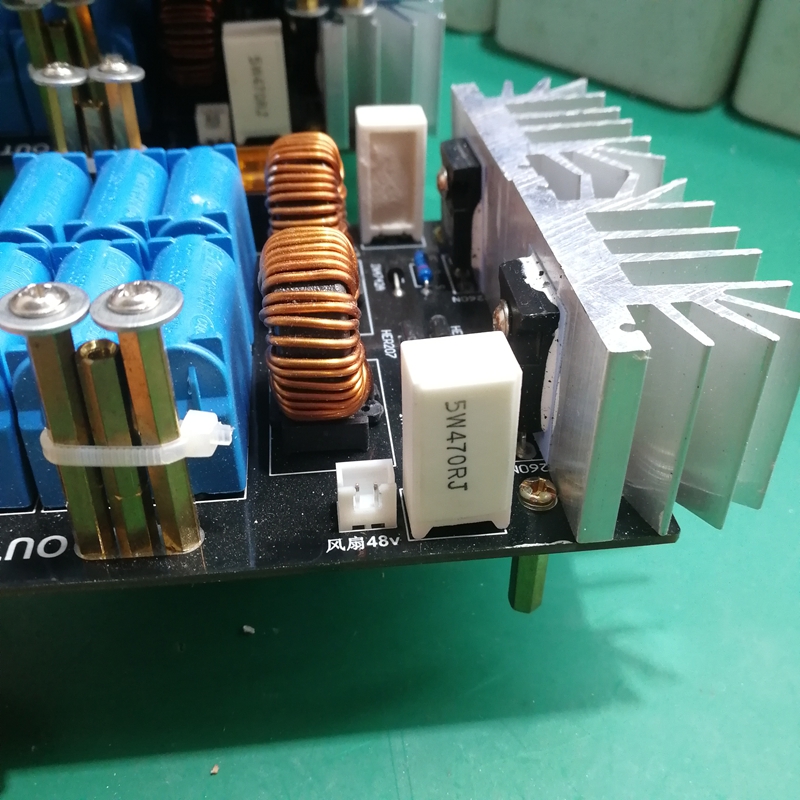
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.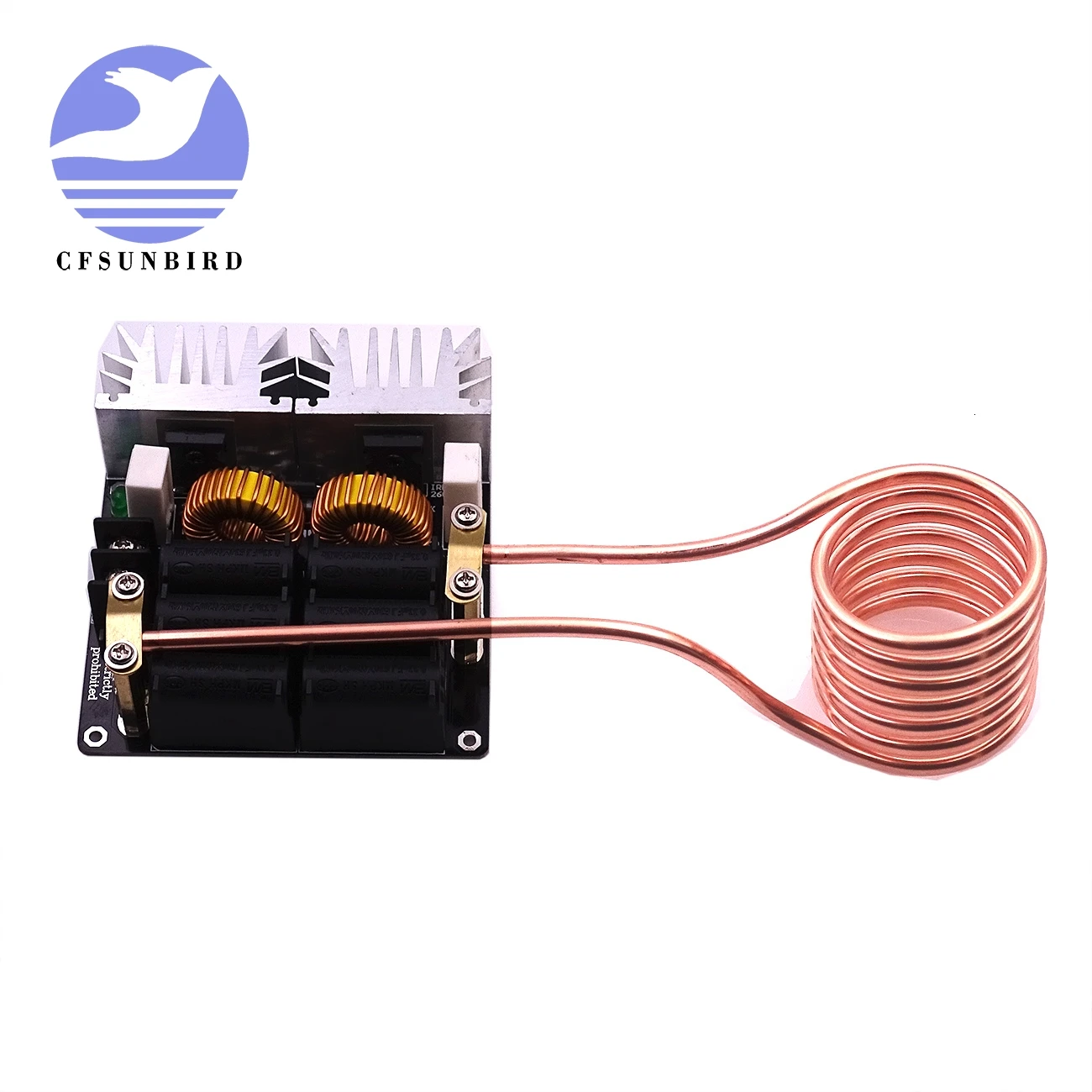
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал.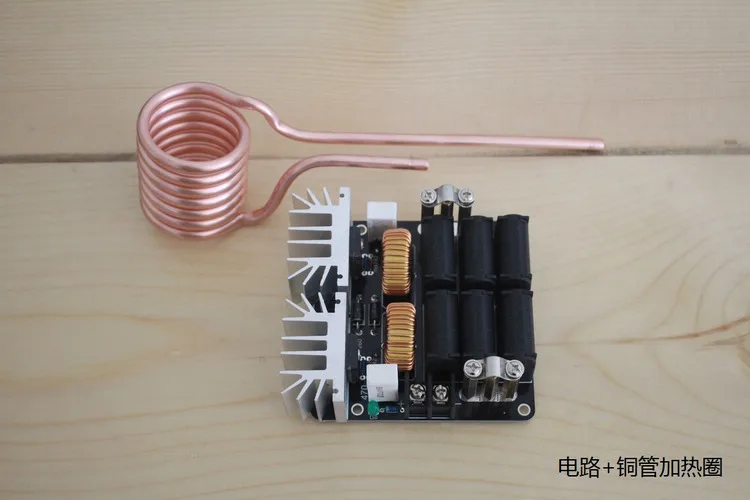 Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям.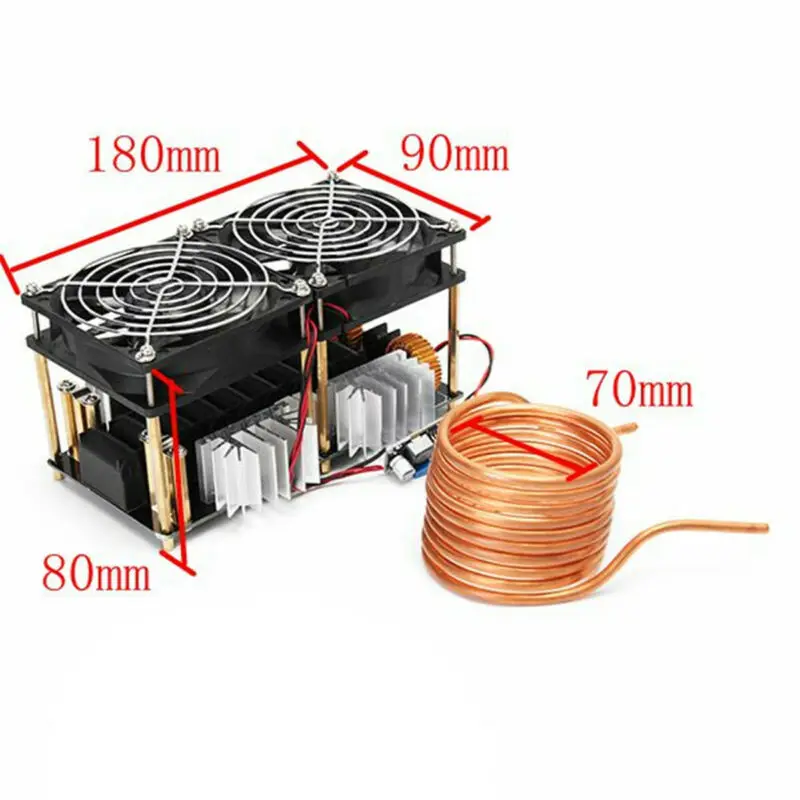 Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать.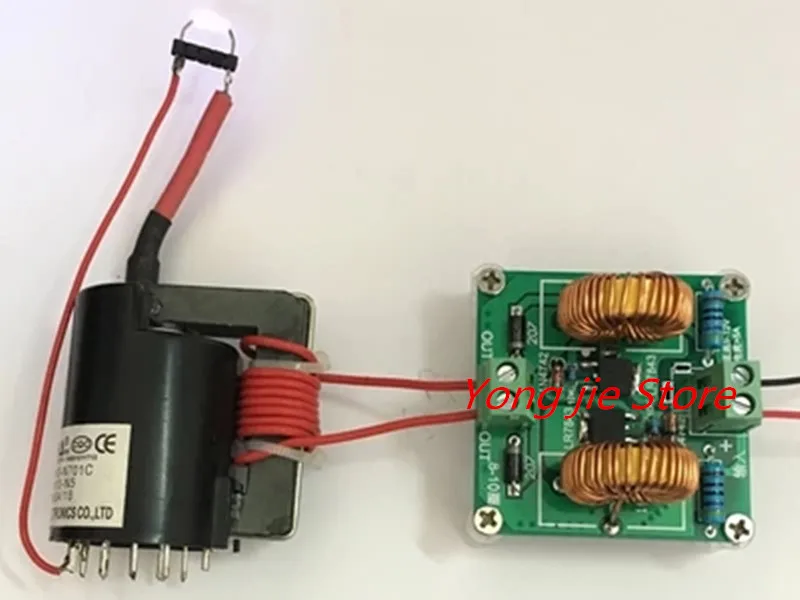 Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора.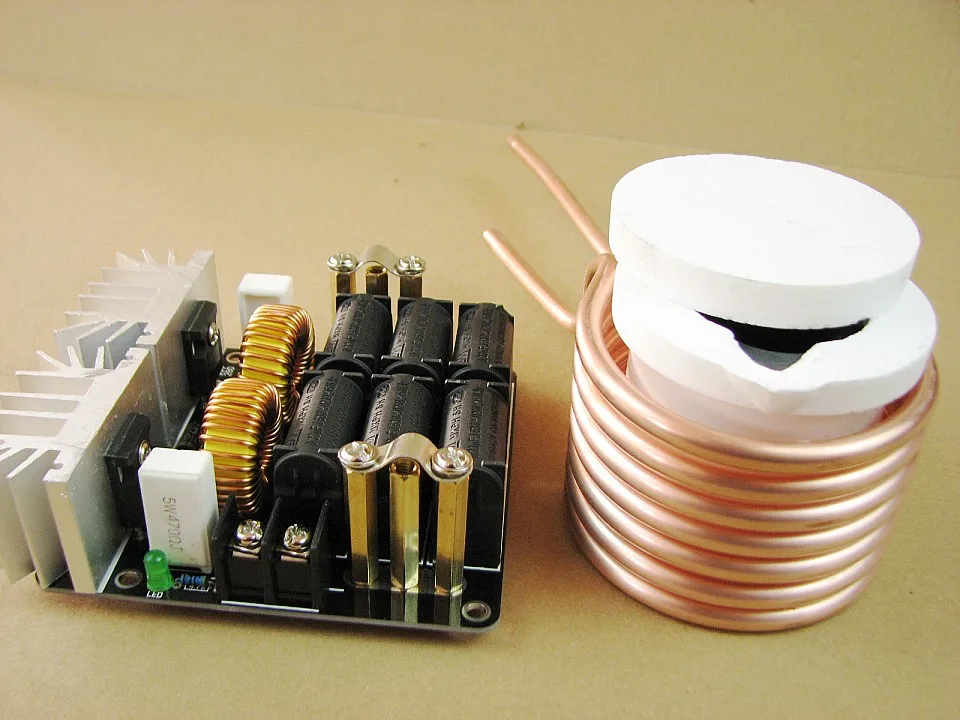 Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Высокочастотный индукционный нагреватель TMBh2
Портативный нагреватель весом всего 4,5 кг
Портативный нагреватель SKF TMBH 1- компактный и легкий прибор для нагревания подшипников с внутренним диаметром от 20 до 100 мм и весом доЭтот уникальный прибор использует патентованный импульсный метод нагрева — данный метод обеспечивает бесшумную работу и не требует размагничивания деталей. Основу нагревателя составляет высокочастотный трансформатор, работающий аналогично импульсным блокам питания электронной техники, например телевизоров, компьютеров и отличается очень малым потреблением энергии.
Основу нагревателя составляет высокочастотный трансформатор, работающий аналогично импульсным блокам питания электронной техники, например телевизоров, компьютеров и отличается очень малым потреблением энергии.
| Технические характеристики | ||
|---|---|---|
| Обозначение | TMBH 1 | |
| Питание: | ||
| — напряжение | 100 — 240 В, 50 — 60 Гц | |
| — потребляемая мощность | 350 Вт | |
| — косинус | > 0,95 | |
| Нагреваемая деталь: | ||
| — внутренний диаметр | 20 … 100 мм | |
| — ширина | < 50 мм | |
| — вес | до 5 кг | |
| Управление: | ||
| — по времени | 0 — 60 минут | |
| — по температуре | 0 — 200° C | |
| — погрешность температуры | 3° C | |
| — максимальная температура | 200° C | |
| Размеры: | ||
| — блок управления | 150 x 330 x 105 мм | |
| — магнитовод | 114 x 114 мм | |
| — рабочая зона магнитовода | 52 x 52 мм | |
| — прибор в футляре | 370 x 240 x 130 мм | |
| Длина кабеля магнитовода | 75 см | |
| Длина кабеля питания | 2 м | |
| Длина кабеля датчика | 100 см | |
| Вес всего комплекта | 4,5 кг | |
высокочастотный индукционный нагреватель DW-HF-15kw-HLQ индукционный производитель
Описание
Высокочастотный индукционный нагреватель DW-HF-15KW
Основные характеристики:
- IGBT-модуль и инвертирующие технологии, лучшая производительность, высокая надежность и низкие затраты на обслуживание;
- 100% рабочий цикл, допускается непрерывная работа при максимальной выходной мощности;
- постоянный ток или состояние постоянной мощности могут быть выбраны соответственно для достижения более высокой эффективности нагрева;
- отображение мощности нагрева, тока нагрева и частоты колебаний;
- мультидисплейные функции, с дисплеями перенапряжения, перенапряжения, сбоя воды, обрыва фазы и неисправности и т.
 д., машина может быть защищена от разрушений, и машины легко ремонтируются.
д., машина может быть защищена от разрушений, и машины легко ремонтируются. - прост в установке, установка может быть выполнена непрофессионалом очень легко, подключение воды и энергии может быть завершено за несколько минут.
- легкий вес, маленький размер.
- различные формы и размеры индукционной катушки могут быть легко изменены для нагрева различных частей.
- Преимущества модели с таймером: мощность и время работы периода нагрева и периода выдержки могут быть предварительно установлены соответственно, чтобы реализовать простую кривую нагрева, эту модель предлагается использовать для серийного производства для улучшения воспроизводимости.
- Отдельные модели предназначены для использования в грязной среде, генератор может быть помещен в чистое место для повышения надежности; Благодаря небольшим размерам и небольшому весу разделенного трансформатора его удобно использовать на производственной линии и легко монтировать внутри оборудования или перемещаемого механизма.

| Модель | DW-HF-15kw индукционный нагреватель |
| Рабочая мощность | однофазный 220V / 50-60Hz |
| Рабочее напряжение (AC) | 180V-250V |
| Максимум. выходная мощность | 15 KW (мощность можно регулировать 3-15KW) |
| Частота колебаний | 10-80 кГц |
| Максимум. выходной ток | 42A |
| Эффективность | 90% |
| Непрерывная скорость загрузки | 100% |
| Расход охлаждающей воды | 5L / мин (0.1mpa) |
| Давление охлаждающей воды | > 0.2 МПа |
| Размер Длина * Ширина * Высота | 500 * 240 * 450mm |
| Защита от температуры воды | <40 ° С |
| Размер упаковки | 610 * 620 * 340mm, 0.13CBM |
| Вес брутто | 40kgs |
| Пакеты | один деревянный ящик (фанера) |
| Транспортный метод | по воздуху, по DHL или по морю |
Основные области применения:
- термообработка редуктора и вала
- пайка алмазного инструмента
- пайка дна электрочайника
- нагрев трубы для нанесения покрытия
- подогрев сосуда из нержавеющей стали для отжига
- пайка обрабатывающих инструментов
- плавка всех видов металлов
- пайка медных и латунных трубок и соединителей на заводах по производству кондиционеров и т.
 д.
д. - подогрев прутков для ковки
- закалка деталей. И т.п.
712/5000 3-фазный 380v 25kw высокочастотный индукционный нагреватель для сварки железных труб, нагревательная машина для алмазного сегмента, машина для индукционной сварки для сегмента бурового долота
What are the effects of stone processing?
What products can stone be processed into? Stone can be made of a wide range of products, as long as wood can be made, stone can also be made, and the…
Какова толщина основания ультратонкого пильного диска?
Ультратонкий алмазный пильный диск относится к высокоточному специализированному алмазному режущему лезвию. Согласно различным связующим агентам, производство делится на металлические связующие, смоляные связующие и алмазные алмазные лезвия.
Как правильно использовать гофрированный керамический пильный диск?
Ceramic Blade Disc — это особо стабильный и зрелый алмазный пильный диск, особенно подходящий для резки керамики, фарфора.
Как защитить себя от эпидемии?
Boreway будет и впредь предоставлять клиентам комфортные услуги, высококачественные малые пильные полотна, многорезные пильные полотна, шлифовальный диск Litchi для шлифования бетона и других продуктов.
Что должны знать алмазные инструменты?
Алмазный инструмент номинально является инструментом для изготовления алмазов, а затем инструментом для объединения алмаза со связующим, имеющим определенную форму, структуру и размер, является алмазный инструмент.
Среди них распространенными алмазными инструментами являются обычные алмазные абразивные пасты, пилы для прокатной пилы, холоднодеформированные волочильные матрицы для алмазной проволоки, холоднодеформированные алмазные инструменты, паяные алмазные композитные инструменты и т.д.
В чем разница между мокрой и сухой резкой алмазных пил?
В последние годы с увеличением диапазона применения алмазные дисковые пилыалмаз…
Каковы ключевые технологии для производства алмазного инструмента?
Из-за твердости алмазный инструмент Высокая, хорошая износостойкостьВысокая теп. ..
..
Какие методы шлифовки есть у абразивных фрез?
Полировка при обработке пластиковых форм сильно отличается от полировки поверхн…
Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: История развития индукционного нагрева :: Заказ по телефону +7-499-6413840
Статья подготовлена с использованием материалов международной конференции APIH-05 Actual probIems of induction heating (research and applications), в частности статьи А. Мюльбауэр, А. Васильев, «Краткая история техники индукционного нагрева и плавки»
1. Обстоятельства предопределившие появление индукционного нагреваК обстоятельствам предопределившим появление индукционного нагрева относятся великие открытия в области электротехники это, во — первых, открытие М. Фарадеем (1791 — 1867 г.) электромагнитной индукции. «При движении проводника в поле магнита в нем наводится ЭДС, или что тоже при движении магнита вокруг проводящего контура». Этот ток называется индуцированным. Причем, если магнит вносится в контур — то в нем индуцируется ток одного направления, а если магнит выносится, то возникает ток другого направления. Открытие Фарадея подтолкнуло к новым научным результатам в области электротехники. Окончательное теоретическое обоснование взаимодействия электромагнитного поля со средой дал Джеймс Керк Максвелл (1831 — 1879 г.). Именно Максвелл положил начало современной электродинамике. Идеи Максвелла и Фарадея были подтверждены трудами Г. Эрстеда, который в 1820 г. обнаружил вокруг проводника с током магнитное поле и А. Ампером который открыл эффект механического притяжения и отталкивания у проводников, по которым протекают токи. Ом дал описание связи электрического тока с сопротивлением проводника, получив всем известные соотношения. Математическую связь между силой тока, сопротивлением проводника сформулировал Джеймс Джоуль (1818 — 1889 г.) в 1840 г. (Закон Джоуля). Опираясь на эти законы В. Симене в 1866 г. обосновал принцип электрического генератора и двигателя, положив начало электромашиностроению.
Этот ток называется индуцированным. Причем, если магнит вносится в контур — то в нем индуцируется ток одного направления, а если магнит выносится, то возникает ток другого направления. Открытие Фарадея подтолкнуло к новым научным результатам в области электротехники. Окончательное теоретическое обоснование взаимодействия электромагнитного поля со средой дал Джеймс Керк Максвелл (1831 — 1879 г.). Именно Максвелл положил начало современной электродинамике. Идеи Максвелла и Фарадея были подтверждены трудами Г. Эрстеда, который в 1820 г. обнаружил вокруг проводника с током магнитное поле и А. Ампером который открыл эффект механического притяжения и отталкивания у проводников, по которым протекают токи. Ом дал описание связи электрического тока с сопротивлением проводника, получив всем известные соотношения. Математическую связь между силой тока, сопротивлением проводника сформулировал Джеймс Джоуль (1818 — 1889 г.) в 1840 г. (Закон Джоуля). Опираясь на эти законы В. Симене в 1866 г. обосновал принцип электрического генератора и двигателя, положив начало электромашиностроению.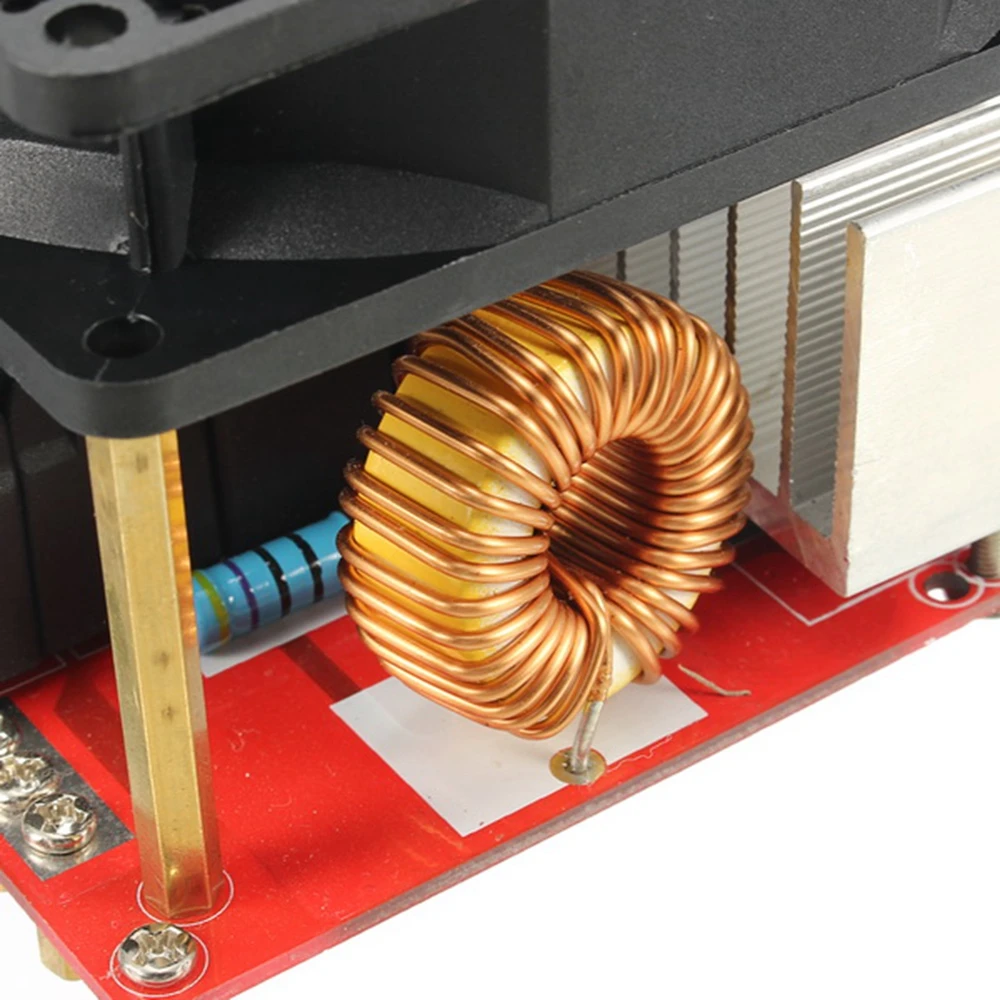 Несколько позже Н. Тесла (1856 — 1943 г.) открыл явления бегущего вращающегося электромагнитного поля и создал в 1880 г. первый генератор двухфазного тока, он вплотную подошел к конструкциям многофазного переменного тока, разработал первый трансформатор и получил высоковольтный источник напряжения на высокой частоте, что в дальнейшем привело к появлению мощных генераторов переменного тока и обеспечило развитие электронагрева. Ч. Стейнметц (1856 — 1923 г.) осуществил практические рекомендации, использующие принцип индуцирования тока в проводящей среде обмотками (катушками), питаемыми от источника переменного тока.
Несколько позже Н. Тесла (1856 — 1943 г.) открыл явления бегущего вращающегося электромагнитного поля и создал в 1880 г. первый генератор двухфазного тока, он вплотную подошел к конструкциям многофазного переменного тока, разработал первый трансформатор и получил высоковольтный источник напряжения на высокой частоте, что в дальнейшем привело к появлению мощных генераторов переменного тока и обеспечило развитие электронагрева. Ч. Стейнметц (1856 — 1923 г.) осуществил практические рекомендации, использующие принцип индуцирования тока в проводящей среде обмотками (катушками), питаемыми от источника переменного тока.
До индукционных систем появились электронагревательные устройства, осуществляющие контактный нагрев на частотах 50 — 60 Гц. На этих же частотах появились первые канальные печи для плавки металлов. Вслед за открытием радио были созданы первые источники тока высокой частоты. Осуществились идеи, выдвинутые ранее и связанные с нагревом металла внутри соленоида.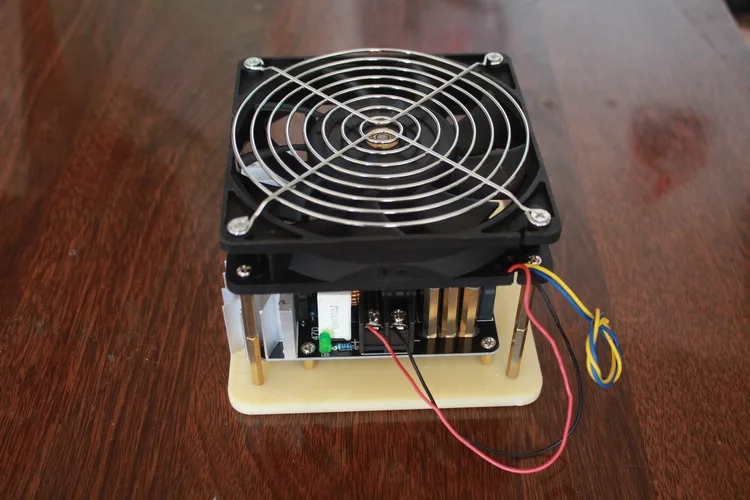 Дальнейшее улучшение источников тока высокой частоты привело к эффективному внедрению индукционных тигельных печей и средств высокочастотной обработки.
Дальнейшее улучшение источников тока высокой частоты привело к эффективному внедрению индукционных тигельных печей и средств высокочастотной обработки.
2.1. Как все начиналось
В 1887 г. С. Ферранти предложил первую конструкцию индукционной тигельной печи. Плавка осуществлялась в тигле в виде кольца, металл, находящийся в тигле представлял вторичную обмотку трансформатора, питающегося током 50 — 60 Гц. Первые опыты по использованию тока высокой частоты были сделаны Е. Колби в США, но частота тока была низкой, а мощность небольшой и опыты окончились неудачно. Можно сказать, что первую успешно работающую печь для плавки стали, построил в Швеции F. А. Kjellin (рис.1.) в 1900 г. на фирме Benedicks Bultfabrik.
Рис.1. Первая канальная печь построенная Kjellin
Она питалась от однофазного трансформатора, емкость печи составляла 50 кг. стали и потребляемая энергия 7 кВт час/тонн. Именно Kjellin можно считать отцом открытых промышленных канальных печей для плавки цветных металлов и стали.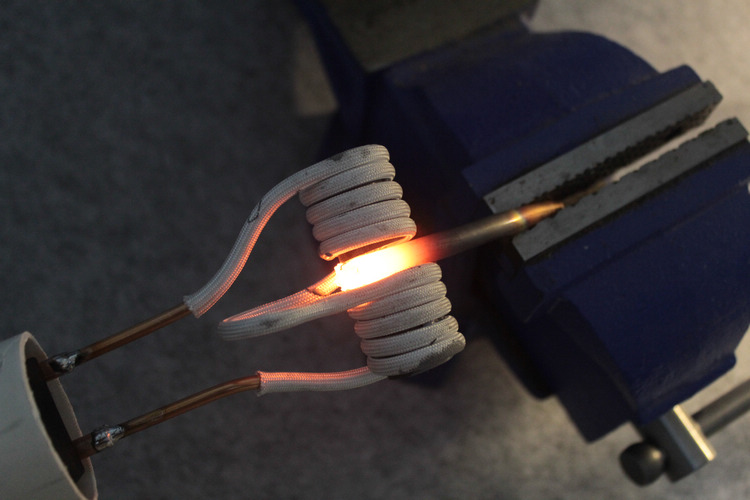 Попытки сделать индукционные тигельные печи промышленного типа до ХХ века не увенчались успехом из-за отсутствия источников тока. Можно назвать инженера Саладина — фирма Societe Schneider Cie. Creusot (Франция), получившего патент на высокочастотную печь в 1905 г.
Попытки сделать индукционные тигельные печи промышленного типа до ХХ века не увенчались успехом из-за отсутствия источников тока. Можно назвать инженера Саладина — фирма Societe Schneider Cie. Creusot (Франция), получившего патент на высокочастотную печь в 1905 г.
В Германии А. Debuch использовал импульсный дуговой генератор для питания тигля небольшого размера, он расплавил 20 грамм олова в тигле в течении 2 минут однако все исследования были прерваны войной 1914 г.
Одновременно с работами по проектированию печей для плавки металла начиная с 1900 г. появляются интенсивные исследования в области применения электронагрева для термообработки стали. Особенно уже в то время стоял вопрос упрочнения автомобильных деталей и в первую очередь коленчатых валов, их упрочнение проводилось термохимическим способом, что часто оказывалось не совсем эффективным. Идея применения электронагрева высказывалась неоднократно, но успеха не имела из-за отсутствия в первую очередь источников тока высокой частоты и необходимой теории. Однако в США интенсивно работал в 1920 г. Dr. Е. Northrup над проблемой применения термообработки стальных изделий в машиностроении. В том же 1920 г. он получил патент на использование так называемого фокус — индуктора. Интенсивное развитие автомобилестроения в США и Германии привело к необходимости новых методов упрочнения коленчатых и распределительных валов. Вперед вырвалась фирма ТОССО (штат Огайо), Кливленд и в Германии AJAX ELECTROTCHERМIC CORPORAТION. Большие работы велись также в Трентоне, Нью — Джерси США. В 1930 г. аналогичные работы начались в СССР в Ленинграде. Первые опыты по высокочастотной закалке в СССР начал проф. Вологдин ВЛ. Еще в 1925 г. он провел первые эксперименты по высокочастотной закалке стали, но они оказались неудачными, не было получено равномерности нагрева и особенно не были изучены свойства сталей при нагреве и охлаждении. Однако через 9 лет ВЛ. Вологдин вместе с инженером В.И. Романовым провели успешные опыты по высокочастотной закалке деталей автомашин.
Однако в США интенсивно работал в 1920 г. Dr. Е. Northrup над проблемой применения термообработки стальных изделий в машиностроении. В том же 1920 г. он получил патент на использование так называемого фокус — индуктора. Интенсивное развитие автомобилестроения в США и Германии привело к необходимости новых методов упрочнения коленчатых и распределительных валов. Вперед вырвалась фирма ТОССО (штат Огайо), Кливленд и в Германии AJAX ELECTROTCHERМIC CORPORAТION. Большие работы велись также в Трентоне, Нью — Джерси США. В 1930 г. аналогичные работы начались в СССР в Ленинграде. Первые опыты по высокочастотной закалке в СССР начал проф. Вологдин ВЛ. Еще в 1925 г. он провел первые эксперименты по высокочастотной закалке стали, но они оказались неудачными, не было получено равномерности нагрева и особенно не были изучены свойства сталей при нагреве и охлаждении. Однако через 9 лет ВЛ. Вологдин вместе с инженером В.И. Романовым провели успешные опыты по высокочастотной закалке деталей автомашин.
Время от 1900 по 1945 гг.
Переход от канальных печей к современным в.ч. тигельным печам длился с 1900 — 1940 гг. В начале начинают развиваться канальные печи с закрытым каналом (рис.2.). Еще в 1905г. была создана печь для плавки стали в Volklingen (Германия) с двойным ярмом магнитопровода (фирма Rochling — Rodenhauser). Увеличение мощности в канальных печах привело к появлению эффекта бурного перемешивания, т.к. сочетания низкой частоты и больших токов содействовало росту электродинамических усилий и появлению пинч эффекта. Эти явления были изучены Р. Вагу (Франция), Е. Nortlllup и С. Hering в США. Решение проблем нашел J. Wyatt, работающий в Ajax Metal Corporation, который в 1915 году предложил заостренный в виде буквы «V» канал, расположенный ниже пода печи (рис.3). Это сделало возможным борьбу против пинч эффекта за счет гидростатического давления расплава. Однако надо заметить что печи, предложенные Kjellin явились базой для последующего усовершенствования канальных печей. В 1916 г. фирма Ajax Electric Furnace основала производство и продажу канальных индуктивных печей для плавки латуни и бронзы и их сплавов.
В 1916 г. фирма Ajax Electric Furnace основала производство и продажу канальных индуктивных печей для плавки латуни и бронзы и их сплавов.
В 1928 г. Е. Russ начал эксплуатировать канальные печи плавки чугуна, используя duplex process. Однако, несмотря на внедрение канальных печей, процесс требовал применения новых по тому времени типов печей и ими оказались тигельные высокочастотные печи. В США Е. Northrup профессор физики Принстонского Университета в 1916 г. спроектировал и запустил в Палмеровской лаборатории первую высокочастотную тигельную печь, получающую питание от искрового генератора 20 КГц первый грант за этот тип печи он получил в 1918 г. В этой же лаборатории проф. Northrup создал также целый ряд изобретений в области электронагрева, который широко известен, как, например Ajax — Northrup — HF fumaces (рис.4.) плавильная установка 20 кВт, однофазная и 60 кВт, трехфазная.
Рис. 2. Печь фирмы фирмы Rochling Rodenhauser
Рис.3. Среднечастотная печь фирмы Ajax — Wyatt с каналом V – образной формы
Рис. 4. Ранний вариант высокочастотной печи Northrup
4. Ранний вариант высокочастотной печи Northrup
Northrup публикует работы посвященные решению проблем индукционного нагрева на высоких частотах в 1919,1920 и 1921 гг., а особенно обращает внимание на бессердечниковые индукционные печи. Эти работы показывают на большой прогресс в области высокочастотного нагрева и излагают основы теории и применения метода индукционных нагревательных систем. В 1920 г. организуется Ajax Electrothermic Corporation. Эта фирма становится ведущей в области бессердечниковых индукционных печей. Профессор Northrup остается работать в Принстоне и целиком переходит на руководство компанией (A.E.C.), где работал долгие годы с большим успехом. Активность (A.E.C.) приводит к появлению предприятий за пределами СIПА (Образуется Ливанская Сталеплавильная компания в 1930 г.). Во Франции в 1920 г. М. Ribaud начал независимо от Northrup руководит выпуском печей и искровых генераторов на частоты тока от 50 кГц до 100 кГц для плавки нескольких кг. металла. В Европе первые высокочастотные плавильные системы, снабженные вращающимися машинными генераторами (конверторами) появились в 1925 г. Институте Кайзера Вильгельма в Дюссельдорфе — Германия (KWI). Исследователи KWI, начали работы по освоению новых методов плавки и пришли к выводу, что преимущество электрических печей будет только тогда когда ненадежный искровой генератор будет заменен более экономичным машинным генератором незатухающих колебаний. В 1926 г. F. Wever и Wilhelm Fischer опубликовали глубокое исследование работы бессердечниковых печей и результаты расчетов, подтвержденные экспериментами и компания Hirsch — Kupfer and Messingwerke смонтировала первую плавильную установку с вращающимся генератором 100 кВт для плавки никеля и бронзы. В 1926 г. появилась первая сталеплавильная тигельная печь на 300 кг., питаемая от машинного генератора 2000 Гц и 150 кВА на сталеплавильном заводе Dorrenberg Company Runderoth. Новым направлением явилось появление индукционной вакуумной печи в Германии. Надо отметить, что Е. Northrup в США создал прототип вакуумной индукционной печи в 1920 г. С другой стороны W. Rоhn запустил это направление в Германии, что позволило основать фирму Heraeus Vacuum melting facility в 1923 г.
Институте Кайзера Вильгельма в Дюссельдорфе — Германия (KWI). Исследователи KWI, начали работы по освоению новых методов плавки и пришли к выводу, что преимущество электрических печей будет только тогда когда ненадежный искровой генератор будет заменен более экономичным машинным генератором незатухающих колебаний. В 1926 г. F. Wever и Wilhelm Fischer опубликовали глубокое исследование работы бессердечниковых печей и результаты расчетов, подтвержденные экспериментами и компания Hirsch — Kupfer and Messingwerke смонтировала первую плавильную установку с вращающимся генератором 100 кВт для плавки никеля и бронзы. В 1926 г. появилась первая сталеплавильная тигельная печь на 300 кг., питаемая от машинного генератора 2000 Гц и 150 кВА на сталеплавильном заводе Dorrenberg Company Runderoth. Новым направлением явилось появление индукционной вакуумной печи в Германии. Надо отметить, что Е. Northrup в США создал прототип вакуумной индукционной печи в 1920 г. С другой стороны W. Rоhn запустил это направление в Германии, что позволило основать фирму Heraeus Vacuum melting facility в 1923 г.
В тридцатых годах признание преимущества применения металлургических печей индукционного типа стало очевидным. Большие работы были развернуты на фирме ASEA в Швеции и Германии, к этим работам присоединились компании Otto Junker и Вrown Boveri.
До настоящего времени ничего не говорил ось о работах в этой области русских ученых. Здесь необходимо упомянуть имя Валентина Петровича Вологдина, который создал целую серию электромашинных высокочастотных преобразователей от 10 — 100кВт в диапазоне частот 2 — 20 кГц. Подробно о вкладе русских ученых мы остановимся во второй части доклада.
Итак, в середине 30 годов теоретические основы электромагнитных индукционных систем, подкрепленные экспериментами, сформировали основные знания в этой области. Позже увеличиваются размеры плавильных и нагревательных устройств, совершенствуются способы футеровки, увеличивается мощность в единице объема и емкость печей. Усовершенствуются методы расчета печей, которые позволили говорить об индустрии печестроения. Были сформулированы фундаментальные принципы работы, конструирования и эксплуатации. В эти же годы (около 1930 г.) фирма Ajax — Wyatt применяла канальные индукционные печи для получения алюминиевых сплавов при консультации М. Тата, сначала в Европе. Затем Тата покидает Европу и переносит свою деятельность в США (1940 г.). Он вступает в Ajax — Tata — Wyatt, начиная играть большую роль в металлургии. Фирма преобразуется в объединение Ajax Engineering Corporation были основаны в 1941 г. во главе с М. Тата. Тата продолжает исследования в области перемешивания металла в канальных печах, это приводит к изобретению индукторов с однонаправленными токами. Первый большой заказ из 30 печей для плавки алюминия, был отправлен в Россию.
Были сформулированы фундаментальные принципы работы, конструирования и эксплуатации. В эти же годы (около 1930 г.) фирма Ajax — Wyatt применяла канальные индукционные печи для получения алюминиевых сплавов при консультации М. Тата, сначала в Европе. Затем Тата покидает Европу и переносит свою деятельность в США (1940 г.). Он вступает в Ajax — Tata — Wyatt, начиная играть большую роль в металлургии. Фирма преобразуется в объединение Ajax Engineering Corporation были основаны в 1941 г. во главе с М. Тата. Тата продолжает исследования в области перемешивания металла в канальных печах, это приводит к изобретению индукторов с однонаправленными токами. Первый большой заказ из 30 печей для плавки алюминия, был отправлен в Россию.
Этот период знаменуется переходом автомобильной промышленности к использованию алюминия и отказом от применения цинка. Литейный завод Hirsch — Kupfer und Messingwerke в Finow (Германия) был полностью переведен на электрические печи. В нем насчитывалось 27 Ajax — Wyatt печей и 4 высокочастотные безсердечниковые печи в действии. В том же году Russ Company (Германии) начала эксплуатацию канальных печей с вертикальными каналами для Франции для поставки высококачественной стали. Там же в 1932 г. была испытана индукционная тигельная печь Dоrrеnberg — Company и годом позже Siemens и Halske демонстрируют 4 тонную тигельную печь на высокой частоте на выставке Heat exhibition в Essen. Другая 4 тонная печь была введена в действие в 1934 г. у Krupp AG и в Deutsche Edelstahlwerke в Богемии и работала очень хорошо. Таким образом, в тридцатые годы были фактически завершены первые исследования по бессердечниковым тигельным печам. В 1934 г. в Швеции L. Dreyfus сконструировал бессердечниковую печь с применением двух частот в которой однофазный ток средней частоты был для плавления а многофазный для перемешивания и внесения прибавок с использованием того же индуктора.
В том же году Russ Company (Германии) начала эксплуатацию канальных печей с вертикальными каналами для Франции для поставки высококачественной стали. Там же в 1932 г. была испытана индукционная тигельная печь Dоrrеnberg — Company и годом позже Siemens и Halske демонстрируют 4 тонную тигельную печь на высокой частоте на выставке Heat exhibition в Essen. Другая 4 тонная печь была введена в действие в 1934 г. у Krupp AG и в Deutsche Edelstahlwerke в Богемии и работала очень хорошо. Таким образом, в тридцатые годы были фактически завершены первые исследования по бессердечниковым тигельным печам. В 1934 г. в Швеции L. Dreyfus сконструировал бессердечниковую печь с применением двух частот в которой однофазный ток средней частоты был для плавления а многофазный для перемешивания и внесения прибавок с использованием того же индуктора.
Поскольку Швеция в годы войны испытывала трудности в высококачественном угле, то ASE увеличила производство электропечей, в 1944 г. фирма строит 8 тонную печь средней частоты 1700 кВт 725 Гц для собственных нужд. Это продвинуло вперед работы по освоению серий электропечей и сделало ASEA ведущей в области рассмотренного типа печей. Содружество с фирмой М. Тата позволило расширить производство тигельных печей в США, все эти фирмы совместно с фирмой Otto Junker (Германия) можно считать пионерами в области этого типа печей.
Это продвинуло вперед работы по освоению серий электропечей и сделало ASEA ведущей в области рассмотренного типа печей. Содружество с фирмой М. Тата позволило расширить производство тигельных печей в США, все эти фирмы совместно с фирмой Otto Junker (Германия) можно считать пионерами в области этого типа печей.
Время после 1945 г.
В это время ASEA является также лидирующей фирмой в области индукционных канальных печей особенно после хороших усовершенствований в 1959 г. их конструкции и методов управления плавкой.
Рис. 5. Цилиндрическая канальная индукционная печь фирмы ASEA
Около 60 индукторов с мощностью 1100 кВт были использованы, а для двух канальных печей применив еще большие мощности. В 1965 г. ASE достигает уровня 125 тонной канальной печи для Chrysler в США оборудованной 4 сдвоенными единицами 1100 кВт в индукторе для плавки и выдержки железа. В конце 60 годов появляются новые цилиндрические печи для выдержки, имеющие уменьшенные тепловые потери. Это позволило улучшить эксплуатационные свойства и увеличить срок службы футеровки. В 1981 — 84 был сделан большой шаг в конструкции индукторов для печей с сдвоенным каналом который свободен от засорения, имеет меньшие потери. В 1985 г. была сделана печь на 32 тонны с 4 индукторами для плавки алюминия для пивных канистр (фирма Granges Aluminium Швеция). В 1988 году компания ASEA и ВВС сливаются и образуют компанию АВВ, которая начинает выпуск нового поколения печей. Специальные тиристорные преобразователи обеспечивают контроль мощности. Ясно, что с точки зрения экономики выгодно увеличивать мощность и производительность печи в единице. В Германии линия по производству частотных печей достигают 120 т. чугуна при уровне мощностей достигает 3000 кВт.
Это позволило улучшить эксплуатационные свойства и увеличить срок службы футеровки. В 1981 — 84 был сделан большой шаг в конструкции индукторов для печей с сдвоенным каналом который свободен от засорения, имеет меньшие потери. В 1985 г. была сделана печь на 32 тонны с 4 индукторами для плавки алюминия для пивных канистр (фирма Granges Aluminium Швеция). В 1988 году компания ASEA и ВВС сливаются и образуют компанию АВВ, которая начинает выпуск нового поколения печей. Специальные тиристорные преобразователи обеспечивают контроль мощности. Ясно, что с точки зрения экономики выгодно увеличивать мощность и производительность печи в единице. В Германии линия по производству частотных печей достигают 120 т. чугуна при уровне мощностей достигает 3000 кВт.
В США после 1945 г. главным образом две компании определяли развитие индукционных плавильных печей. Это Ajax Magnethermic Сотрогапоп и начиная с середины 1950 г. Inductotherm Corporation.
В 1959 г. Ajax Electric Furnace Company и Ajax Engineering Company были объединены с Magnethermic Corporation и 2002 г. становятся Ajax Magnethermic Corporation и основываются Ajax ТОССО Magnethermic. Эти объединения становятся главными поставщиками индукционных нагревателей и плавильного оборудования, в основном, больших мощностей, в том числе канальных индукционных печей с «Jet Flow» индукторами. Эти плавильные печи делают удобным литье металла вместе с отходами.
становятся Ajax Magnethermic Corporation и основываются Ajax ТОССО Magnethermic. Эти объединения становятся главными поставщиками индукционных нагревателей и плавильного оборудования, в основном, больших мощностей, в том числе канальных индукционных печей с «Jet Flow» индукторами. Эти плавильные печи делают удобным литье металла вместе с отходами.
Наконец компания TOCCO Ajax переходит барьер мощности 8000 кВт и является лидером по производству самых больших канальных печей. В Германии после войны компания Otto Junker и Brown Bowery (ВВС) начинают успешное освоение индукционных тигельных печей на 50 — 60 кг. Эти печи первоначально использовали для плавки чугуна, но затем для стали и цветных металлов. Начиная с 1950 г. темп производства шаг за шагом увеличивается, увеличивается мощность, плотность энергии и К.П.Д. В 1964 г. ВВС получает заказ из США для самой большой тигельной печи для плавки чугуна с возможностью выдержки металла при мощности 21000 кВт (рис.6) с емкостью от 60 тонн и выше. Автомобильная промышленность нуждается в высококачественном железе. Этот тип печей оказался наиболее выгодным, чем другие типы по своей простоте и эффективности. Установленная плотность энергии была самая высокая, эти цифры колеблются от 250 кВт/т до 350 к8т/т. В 1977 г. пускается завод с двумя 30 — тонными печами на 8000 кВт, включая устройство для предварительного разогрева, транспортных средств, тиристорные преобразователи.
Автомобильная промышленность нуждается в высококачественном железе. Этот тип печей оказался наиболее выгодным, чем другие типы по своей простоте и эффективности. Установленная плотность энергии была самая высокая, эти цифры колеблются от 250 кВт/т до 350 к8т/т. В 1977 г. пускается завод с двумя 30 — тонными печами на 8000 кВт, включая устройство для предварительного разогрева, транспортных средств, тиристорные преобразователи.
Рис.6. Среднечастотная тигельная печь емкостью 60 т. мощностью 21000 кВт
В то время тиристоры становятся дешевыми и именно в эти годы применение инверторов позволило выбирать частоты тока согласно размеров печей. Так для больших печей удобная частота была 250 Гц, а для малых печей частота была гораздо больше. Правильный выбор частоты позволял быстро и эффективно вести плавку. В 80- х годах увеличивается высота печи, т. к. увеличивается частота от 50 до 250 Гц, при этом удается поддерживать движение ванны в печи таким же, как и при 50 Гц. Плотность мощности в расплаве доходит до 2. 24х350 кВт/т = 787кВт/т. Согласно соотношению между движением расплава и частотой тока возможно доведение удельной мощности до 1000 кВт/т и такие печи могли бы быть построены в это время. В Германии в конце 80-х годов в ВВС созданы печи для серого железа один экземпляр 6 тонн и мощность 6 МВт другая 12 тонн 9.3 МВт на частоте 250 Гц. Высокие печи требуют четкого управления процессом и высокой точности. В тот же самый период ASEA в Швеции активно развивает производство печей. В 1956 г. компания поставила 2 вакуумные печи емкостью 2 тонны для компании Utica Drop и Forge Corp. в США. Эти печи для плавки использовали ток с частотой 890 Гц, а для перемешивания 30 Гц. Вместе с тем увеличивается потребность в сплавах содержащих алюминий, и это при водит К увеличению температур и к вакуумным плавкам. В 1961 г. ASEA представил 5.5 т. с частотой 600 Гц и 3400 кВт, плотность мощности достигла 618 кВт/т. Годом позже в 1965 г.ASEA демонстрирует 20 т. печь 4400 кВт. Это была самая большая печь того времени.
24х350 кВт/т = 787кВт/т. Согласно соотношению между движением расплава и частотой тока возможно доведение удельной мощности до 1000 кВт/т и такие печи могли бы быть построены в это время. В Германии в конце 80-х годов в ВВС созданы печи для серого железа один экземпляр 6 тонн и мощность 6 МВт другая 12 тонн 9.3 МВт на частоте 250 Гц. Высокие печи требуют четкого управления процессом и высокой точности. В тот же самый период ASEA в Швеции активно развивает производство печей. В 1956 г. компания поставила 2 вакуумные печи емкостью 2 тонны для компании Utica Drop и Forge Corp. в США. Эти печи для плавки использовали ток с частотой 890 Гц, а для перемешивания 30 Гц. Вместе с тем увеличивается потребность в сплавах содержащих алюминий, и это при водит К увеличению температур и к вакуумным плавкам. В 1961 г. ASEA представил 5.5 т. с частотой 600 Гц и 3400 кВт, плотность мощности достигла 618 кВт/т. Годом позже в 1965 г.ASEA демонстрирует 20 т. печь 4400 кВт. Это была самая большая печь того времени. Все время идет наращивание мощности и емкости печей, увеличивается к.п.д. и мощность инверторов средней частоты с возможностью выбора частоты привела к полному отказу от машинных генераторов. В это же время была изготовлена самая большая печь на 18000 кВт для плавки карбида железа емкостью 63 тонны на промышленной частоте. В 1992 г. АВВ сделают мощную печь, практически избавленную от шума, 2 печи по 12 тонн 9.5 МВт и 250 Гц каждая имеют плотность энергии 790 кВт для Daimler Benz в Мангейне Германия.
Все время идет наращивание мощности и емкости печей, увеличивается к.п.д. и мощность инверторов средней частоты с возможностью выбора частоты привела к полному отказу от машинных генераторов. В это же время была изготовлена самая большая печь на 18000 кВт для плавки карбида железа емкостью 63 тонны на промышленной частоте. В 1992 г. АВВ сделают мощную печь, практически избавленную от шума, 2 печи по 12 тонн 9.5 МВт и 250 Гц каждая имеют плотность энергии 790 кВт для Daimler Benz в Мангейне Германия.
В 1992 г. в АВВ создана двойная печь с питанием от одного источника и в то же время с возможностью контроля каждой печи. Начиная с 1953 г. Henry М. Rowan создает Inductortherm company и становится в США лидером по выпуску печей от 15 кВт и выше (тигельные) до 42000 кВт (канальная). Уделяется большое внимание автоматике и системам контроля.
Современные плавильные установки представляют собой системы, встраиваемые на металлургические заводы в автоматические линии с контролем всех процессов от загрузки до разлива (рис. 7).
7).
Рис. 7. Схема управления процессом плавки тигельной печи фирмы АВВ
2.3.Индукционный нагрев для термообработки
Фактически индукционные системы для термообработки привлекли внимание ученых и инженеров с 1930 — х годов. Для этого необходимо было иметь источники питания высокой частоты тока и разработанную теорию поведения металла в электромагнитном поле, с учетом изменения параметра металла, (удельного сопротивления, магнитной проницаемости) и подойти к вопросу выбора частоты. Как уже упоминалось, первые теоретические положения были полностью сформулированы для случая металлических образцов, помещенные в соленоид питаемых переменным током. Это было сделано в 1918 г. Е. F. Northrup. Это были первые шаги в индукционном нагреве для термообработки. Развитие автомобилестроения подтолкнуло развитие этого типа термообработки. Особенно узким участком было производство коленчатого вала автомобиля.
Рис. 8. Индуктор фирмы ТОССО для закалки шеек коленчатого вала: А — деталь подвергающаяся закалке, В — две полу -цилиндрические части индуктора, С — камера закалочного душа, D — подводящие охлаждение штуцера
В США (ТОККО) Ohio Crankshaft Corporation сконцентрировало свои усилия на проблеме технологии в.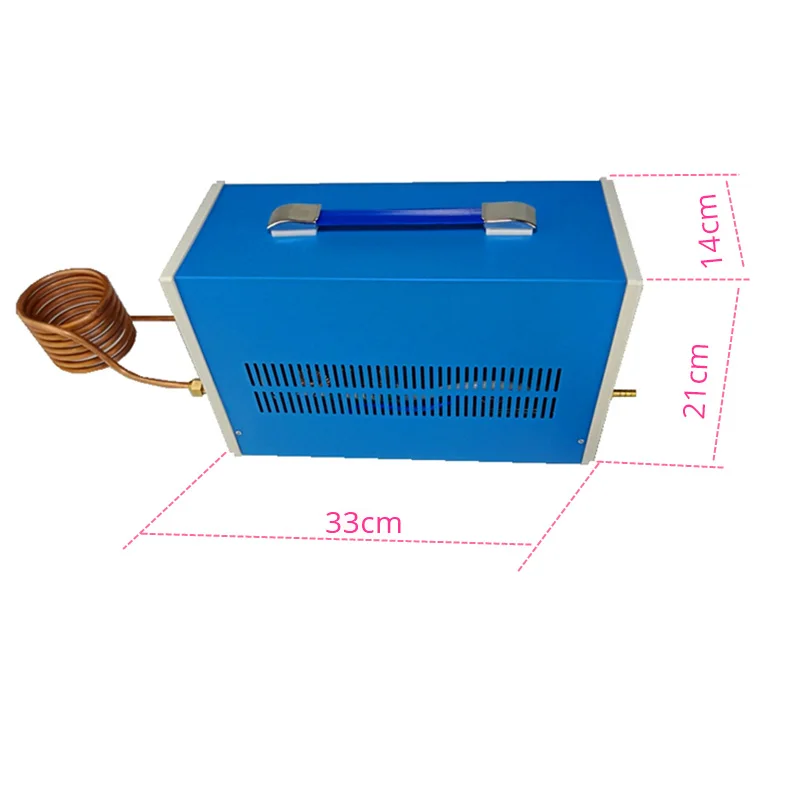 ч. индукционной закалки подшипников и шейки коленчатых валов и его щек. Эти проекты начались в 1930 г. при индукционной закалке основным компонентов является индуктор. РИС.8 показывает основные КОНСТРУКЦИЙ Тоссо (авторы Deneen и Dunn) на рис. 9 и рис. 10 представлены усовершенствованные варианты систем, позволяющих избежать ненадежного токового разъема частей индуктора.
ч. индукционной закалки подшипников и шейки коленчатых валов и его щек. Эти проекты начались в 1930 г. при индукционной закалке основным компонентов является индуктор. РИС.8 показывает основные КОНСТРУКЦИЙ Тоссо (авторы Deneen и Dunn) на рис. 9 и рис. 10 представлены усовершенствованные варианты систем, позволяющих избежать ненадежного токового разъема частей индуктора.
Рис. 9. Индуктор фирмы ТОССО с водоохлаждаемым спреером
Рис. 10. Первый экспериментальный индуктор фирмы Elotherm
Основной трудностью конструкции индукторов для закалки коленчатого и распределительного валов двигателей было получение равномерной структуры после термообработки в следствии невозможности вращательного движения в индукторе шеек коленчатого вала и несимметричной формы кулачков распределительного вала. Эти работы велись в США, Германии и России. Они предусматривали разные варианты петлевого индуктора с перемещением индуктора вместе с вращением вала, и, наконец, с вариантами бестоковой связи двух петель (верхний и нижний) с введением электромагнитной связи между ними.
3. Развитие высокочастотной техники в России
Рис. 11. Первый электротехнический ВУЗ ЛЭТИ
Можно сказать, что электрические цепи и электромагнитные поля в конце XIX в. стали предметом пристально го внимания русских инженеров. Этому способствовал широкий обмен мнений между интеллигентными слоями русского общества и соответствующими слоями Англии, Франции, Германии, Италии и других стран. Особенно большим событием в жизни России явилось изобретение радио А.С. Поповым. Вокруг изобретения А.С. Попова образовалась группа ученых энтузиастов, среди них особенно выделялся молодой инженер ВЛ. Вологдин.
Именно использование электромагнитного излучения для передачи информации послужило мощным толчком для прикладных направлений в науке и производстве. Вологдин окончил очень престижный в это время Технологический институт в Петербурге по направлению механические системы, но еще в студенческие годы увлекся электротехникой и даже вместе с профессором Боргманом (автор известных во всем мире учебников по физике) создал в Технологическом институте электротехнологическую лабораторию.
В России уже в 1900 г. были сконструированы линии беспроволочного телеграфа между островами Готланд и Кутсоа в Балтийском море. Создание этой станции позволило эффективно спасти броненосец «Генерал — адмирал Апраксин», а затем ледокол «Ермак» спас финских рыбаков, унесенных на льдине, а радиотелеграф помог разыскать их. Все эти события привели к тому, что В.П. Вологдин получил задание на оснащение русского флота радиопередающими устройствами. Именно в эти годы ВЛ. Вологдин сконструировал серийный машинный генератор 1000 Гц 2кВт для питания радиостанций флота. Конструкция индукторного генератора с безобмоточным ротором и разнесенными полюсами оказалась самой надежной в этом классе электрических машин.
В дальнейшем ВЛ. Вологдин сосредоточил свои работы в области радиотехники. Он сконструировал серию умножителей частоты, целую серию электромашинных генераторов высокой частоты. К 1913 ВЛ. Вологдин уже запустил производство генераторов с частотой до 20 кГц и мощностью до 10 кВт. Интересно, что работа ВЛ. Вологдина была высоко оценена известным американским автором электромашинных генераторов Александерсеном, который признал, что генераторы ВЛ. Вологдина лучше предложенных им. Широкую известность получила деятельность после революции В.Л. Вологдина в Нижегородской лаборатории, этой лаборатории был поручен весь цикл работ в области радиопередающих устройств. Дальнейшие работы привели Вологдина к комплексным системам электромашинный генератор — умножитель частоты, что позволило получить частоты до 120 кГц. Будучи энтузиастом электромашинной техники, В.П. Вологдин также внимательно следил за развитием электронных ламп.
Интересно, что работа ВЛ. Вологдина была высоко оценена известным американским автором электромашинных генераторов Александерсеном, который признал, что генераторы ВЛ. Вологдина лучше предложенных им. Широкую известность получила деятельность после революции В.Л. Вологдина в Нижегородской лаборатории, этой лаборатории был поручен весь цикл работ в области радиопередающих устройств. Дальнейшие работы привели Вологдина к комплексным системам электромашинный генератор — умножитель частоты, что позволило получить частоты до 120 кГц. Будучи энтузиастом электромашинной техники, В.П. Вологдин также внимательно следил за развитием электронных ламп.
Расцвет электронной техники привел В. П. Вологдина к работе в области выпрямителей. До сих пор во всех монографиях мира приводится каскадная схема выпрямления В. П. Вологдина. Тем не менее, В. П. Вологдин ищет новые пути применения высоких частот, генерируемых машинными генераторами. В период с 1925-1935г. В. П. Вологдин проводит активные работы в области индукционных печей для плавки цветных металлов. И когда на главном автомобильном гиганте СССР (ЗИС) встал вопрос о термообработке шеек коленчатого вала и кулачкового распределительного вала Вологдин предложил применить индукционный нагрев.
И когда на главном автомобильном гиганте СССР (ЗИС) встал вопрос о термообработке шеек коленчатого вала и кулачкового распределительного вала Вологдин предложил применить индукционный нагрев.
Исторический прием в 1936 г. В. П. Вологдина у главы тяжелой промышленности г. Орджоникидзе привел к необыкновенному размаху работ в области поверхностной индукционной закалки токами высокой частоты. В 1935 г. деятельность В. П. Вологдина прочно связывается с Электротехническим институтом в Ленинграде. С этих лет в ЛЭТИ возникает школа высокочастотной электротермии, функционирующая до сих пор.
Работы в области воздействия высокочастотных электромагнитных полей на металлы и диэлектрики, начиная с середины 30-х годов, распространились на громадное число заводов. В первую очередь это были автомобильные, авиационные, судостроительные и военные заводы. Большую роль сыграла монография В. П. Вологдина, вышедшая в 1939 г. «Поверхностная закалка индукционным методом». Заметную роль сыграли заводские лаборатории, в первую очередь лаборатория ЗИЛ — руководитель профессор К. З. Шепеляковский, предложивший использовать специальные сорта стали с быстрой прокаливаемостью. Была также создана лаборатория ТВЧ на Горьковском автомобильном заводе (инженеры Натанзон и Положинцев), одновременно с вопросами индукционного нагрева занялись профессор Г.И.. Бабат (Москва) известный своими обширными изобретениями, и М. Г. Лозинский, работающий в институте Машиноведения АНСССР.
З. Шепеляковский, предложивший использовать специальные сорта стали с быстрой прокаливаемостью. Была также создана лаборатория ТВЧ на Горьковском автомобильном заводе (инженеры Натанзон и Положинцев), одновременно с вопросами индукционного нагрева занялись профессор Г.И.. Бабат (Москва) известный своими обширными изобретениями, и М. Г. Лозинский, работающий в институте Машиноведения АНСССР.
В годы войны расширился круг людей, занимающихся высокочастотной закалкой. Этому способствовало перебазирование ведущих заводов центра СССР на восток и слияние их с уже существующими на этих местах заводами. Ярким примером является работа эвакуированной из Ленинграда лаборатории ВЛ. Вологдина в Челябинск, где работали коллективы Челябинского тракторного, Кировского (Путиловского), ленинградского заводов. Десятки танков были выпущены только в Челябинске с применением термообработки т.в.ч. деталей танка. Аналогичная картина была на авиационных заводах (Саратов, Ташкент и Омск). В 1943 г. вышло постановление о при суждении престижной Сталинской премии в области науки и техники в СССР. Эта высокая премия была вручена В.П. Вологдину, Г.И. Бабату (1911-1961 гг.), М.Г. Лозинскому (1909-1970 гг.) и инженеру Б.Н.Романову. Последние три работали на оборонных заводах СССР. По поводу этой премии, врученной в тяжелые годы войны необходимо остановиться особо. Во-первых, это было официальное признание значения направления — индукционный высокочастотный нагрев с целью упрочнения стали, во-вторых, в числе авторов были названы специалисты, имеющие разный подход и к теории и к практике индукционного нагрева. Это привело к серьезному конфликту между учеными, но, тем не менее, способствовало развитию индукционного нагрева. Как пример можно привести точку зрения на выбор частоты тока. Г.И. Бабат и М. Г. Лозинский были сторонниками применения очень высоких частот тока требующих высоковольтных ламповых генераторов. В.П. Вологдин, опираясь на труды металловедов и математиков, и учитывая марки сталей, применяемых в то время, пришел к противоположному выводу для определения частот для закалки крупных деталей.
Эта высокая премия была вручена В.П. Вологдину, Г.И. Бабату (1911-1961 гг.), М.Г. Лозинскому (1909-1970 гг.) и инженеру Б.Н.Романову. Последние три работали на оборонных заводах СССР. По поводу этой премии, врученной в тяжелые годы войны необходимо остановиться особо. Во-первых, это было официальное признание значения направления — индукционный высокочастотный нагрев с целью упрочнения стали, во-вторых, в числе авторов были названы специалисты, имеющие разный подход и к теории и к практике индукционного нагрева. Это привело к серьезному конфликту между учеными, но, тем не менее, способствовало развитию индукционного нагрева. Как пример можно привести точку зрения на выбор частоты тока. Г.И. Бабат и М. Г. Лозинский были сторонниками применения очень высоких частот тока требующих высоковольтных ламповых генераторов. В.П. Вологдин, опираясь на труды металловедов и математиков, и учитывая марки сталей, применяемых в то время, пришел к противоположному выводу для определения частот для закалки крупных деталей. Эти частоты тока могли быть генерированы за счет индукторных генераторов.
Эти частоты тока могли быть генерированы за счет индукторных генераторов.
Точка зрения В.П.Вологдина оказалась в то время правильной. Необходимо отметить и профессор Г.И.Бабат и профессор М.Г. Лозинский явились авторами крупных монографий посвященных теоретическим вопросам индукционного нагрева это «Индукционный нагрев и его промышленное применение» Москва 1965 г. автор Г.И. Бабат ., «Промышленное применение индукционного нагрева» Москва 1957 г. автор М. Г.Лозинский, посвященная памяти ВЛ. Вологдина. Вместе с этим упомянем монографию ВЛ. Вологдина «Поверхностная индукционная закалка» 1947 г. Рукопись этой книги была во время войны в Минске захвачена фашистскими войсками в 1941 г. и была рассмотрена в управлении Геринга с резолюцией последнего о срочном переводе.
После войны лаборатория ТВЧ возвращается в Ленинград в Ленинградский Электротехнический Институт им. В.И. Ульянова (Ленина). Все усилия страны были направлены на возрождении разрушенного войной народного хозяйства.
Именно в эти годы ВЛ. Вологдин добивается преобразования лаборатории ЛЭТИ в самостоятельный институт. Приказом И.В. Сталина в 1947 г. был открыт существующий до сих пор институт токов высокой частоты, носящий после смерти его создателя его имя. В эти же годы ВП. Вологдин получает первым золотую медаль имени А.С. Попова за заслуги в области радиотехники. Вместе с ним этой награды были удостоены академик А.И. Берг академик А.П. Минц профессор Б.А. Введенский.
В 1947 г. в ЛЭТИ была создана кафедра высокочастотной техники, выпустившая за все годы своего существования более 1500 инженеров в области высокочастотной электротермии, 20 докторов и более 150 кандидатов технических наук. Открытия ВНИИТВЧ способствовали развитию науки в областях высокочастотной обработки металлов, диэлектриков и полупроводников, созданию теоретических основ высокочастотной электротермии. В 1952 г. за успешное внедрение индукционного нагрева в кузнечное производство коллективу ученых ЛЭТИ в ВНИИТВЧ (В. П. Вологдин, А. Н. Шамов, В. Н. Богданов, С. Н. Перовский) была при суждена вторая Сталинская премия.
П. Вологдин, А. Н. Шамов, В. Н. Богданов, С. Н. Перовский) была при суждена вторая Сталинская премия.
Благодаря ВНИИТВЧ и ЛЭТИ возникли научные центры по подготовке специалистов в области высокочастотного нагрева в Свердловске (Уральский Политехнический Институт), Самаре (Самарский Технический Университет), Новосибирске (Новосибирский Технический Университет), Красноярске (Красноярский Технический Университет). Создание этих кафедр связано (в Свердловске) с именем проф. Н. М. Родигина — автора теории нагрева металлов индукционным методом на низких частотах, проф. Э. Я. Раппопорта (в Самаре) известного работами в области автоматизации систем индукционного нагрева, проф. Чередниченко В. С. (в Новосибирске), имеющего большой опыт в создании специальных индукционных печей. Отдельно развивалась кафедра электротермических установок в МЭИ (Москва). Ее организатор — Свенчанский А.Д. специалист в области печей сопротивления. В настоящее время перечисленные кафедры вместе с ВНИИТВЧ создали крупные направления в области индукционного нагрева.
IHG06A3 Компактный высокочастотный индукционный нагреватель с таймерами 100-500 кГц 6,6 кВт
Примечание. Эта модель доступна только с однофазным напряжением 220 В.
Серия IHG Высокочастотные индукционные нагреватели от 100 кГц до 1100 кГц являются одними из последних продуктов, разработанных Across International. Они могут быстро нагревать большинство металлов, которые другие частоты не могут эффективно нагревать, например алюминий и металлические порошки. И однозначно они могут нагревать детали на расстоянии. Эти нагреватели являются идеальными инструментами для отжига тонкой стальной проволоки (например, используемой в стоматологии), закалки малых валов, пайки твердосплавных пильных полотен и плавления металлических порошков.
Индукционный нагрев заключается не во внешнем приложении тепла, а во внутреннем выделении тепла в самой заготовке. Этот процесс позволяет отказаться от длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, тем самым достигая высокой степени эффективности и максимального использования энергии. По сравнению с обычными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
По сравнению с обычными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время упор на бережливое производство и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой точно контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания передает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагреть косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса.Во время процесса индукционного нагрева магниты, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩАЯ ИЛИ ТОЛЩАЯ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно внутри индукционной катушки создается переменное магнитное поле, необходимое для индукционного нагрева, через поток переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; более крупные медные змеевики в сборе предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 2 МПа (29 фунтов / кв. Дюйм)
2 МПа (29 фунтов / кв. Дюйм) Уменьшите размер выборки, чтобы нагреватель работал ниже максимальной мощности
Уменьшите размер выборки, чтобы нагреватель работал ниже максимальной мощности
Оборудование для высокочастотного индукционного нагрева
Что такое индукционный нагрев?
Индукционный нагрев — это новая технология нагрева. Таким образом, металлические предметы мгновенно нагреваются до необходимой температуры, включая температуру плавления. В отличие от других методов нагрева,
Таким образом, металлические предметы мгновенно нагреваются до необходимой температуры, включая температуру плавления. В отличие от других методов нагрева,
может производить высокие температуры без контакта с металлическими предметами. Такой метод может непосредственно генерировать высокие температуры внутри металлических предметов. Он не только нагревает металлический объект в целом, но и выборочно нагревает каждую часть локально.
Оборудование для высокочастотного индукционного нагрева имеет не только технические преимущества, но и революцию в методах нагрева.Это также нагрев электроэнергии, который может сэкономить 40% электроэнергии по сравнению с традиционными печами, электрическими печами и т. Д. Как высокочастотные, так и среднечастотные машины имеют широкий спектр применения:
Термическая обработка
Местная или полная закалка, отжиг, отпуск и теплопроводность различных металлов.
Горячее формование
Цельная штамповка, частичная штамповка, горячая высадка, горячая прокатка.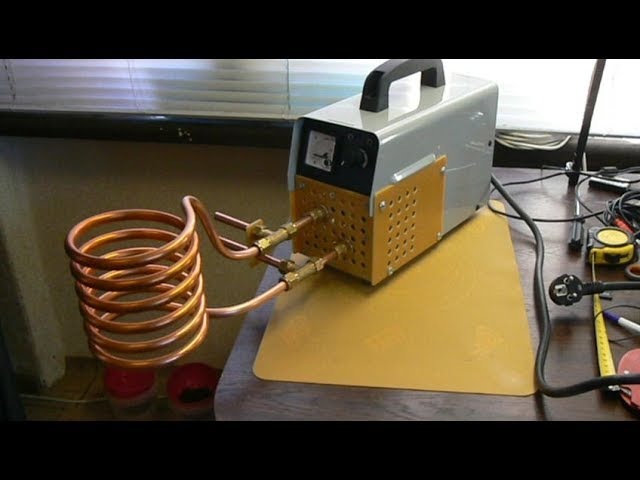
Сварка
Пайка различных металлических изделий, сварка различных лезвий для инструментов, зубчатых пильных полотен, сварка стальных труб, медных труб и сварка различных металлов.
Плавка металлов
Плавка золота, серебра, меди, железа, алюминия и других металлов (вакуум), литье и нанесение покрытий методом испарения.
Существует также несколько специальных применений высокочастотной нагревательной машины: выращивание полупроводниковых монокристаллов, термическая координация, термосварка бутылок, термосварка кожи зубной пастой, порошковое покрытие, пластмассовые металлические имплантаты и т. Д.
Преимущества индукционного нагрева
Высокая эффективность и энергосбережение. Он может сэкономить 2/3 энергии, чем высокая частота электронной лампы.
Низкие затраты на обслуживание. Никаких хрупких и дорогих трубок.
Особая безопасность: Отсутствие высокого напряжения, что исключает опасность поражения электрическим током высокого напряжения.
Простота установки: Просто подключите электропитание и водопровод, установка займет 10 минут. Простое управление: пользователь может научиться за несколько минут.
Индукционная технология используется не только при плавке и литье металлов в жидкости, но также имеет уникальные преимущества при сварке.Например, сварка алмазной режущей головкой, сварка сплавов, сварка традиционным механическим инструментом из сплава, горные инструменты, сварка деревообрабатывающим инструментом и т. Д.
KEXIN предлагает портативные машины индукционного нагрева мощностью 18 кВт, 25 кВт, 45 кВт, 50 кВт, 80 кВт, 100 кВт, 120 кВт, 160 кВт для высокочастотного индукционного нагрева. Для получения дополнительной информации вы можете связаться с нами по телефону или электронной почте в удобное для вас время.
Высокочастотный индукционный нагрев
Высокочастотный индукционный нагревВведение
Индукционный нагрев — это процесс бесконтактного нагрева. Он использует высокочастотное электричество для нагрева материалов, которые являются электропроводными. Поскольку это бесконтактный процесс, процесс нагрева не загрязняет нагреваемый материал. Это также очень эффективно, поскольку тепло фактически генерируется внутри детали. Это можно противопоставить другим методам нагрева, где тепло генерируется в пламени или нагревательном элементе, который затем прикладывается к заготовке. По этим причинам индукционный нагрев находит свое уникальное применение в промышленности.
Он использует высокочастотное электричество для нагрева материалов, которые являются электропроводными. Поскольку это бесконтактный процесс, процесс нагрева не загрязняет нагреваемый материал. Это также очень эффективно, поскольку тепло фактически генерируется внутри детали. Это можно противопоставить другим методам нагрева, где тепло генерируется в пламени или нагревательном элементе, который затем прикладывается к заготовке. По этим причинам индукционный нагрев находит свое уникальное применение в промышленности.
Как работает индукционный нагрев?
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку.Эта катушка известна как рабочая катушка. Смотрите картинку напротив. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Нагреваемая деталь помещается в это интенсивное переменное магнитное поле. В зависимости от материала заготовки происходит ряд вещей … | |
Переменное магнитное поле индуцирует ток в проводящей детали.Расположение рабочей катушки и заготовки можно рассматривать как электрический трансформатор. Рабочая катушка похожа на первичную обмотку, на которую подается электрическая энергия, а заготовка похожа на однооборотную вторичную обмотку, которая замкнута накоротко. Это вызывает протекание огромных токов через заготовку. Они известны как вихревые токи. В дополнение к этому высокая частота, используемая в приложениях индукционного нагрева, вызывает явление, называемое скин-эффектом. Этот скин-эффект заставляет переменный ток тонким слоем течь к поверхности заготовки.Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Следовательно, он значительно увеличивает эффект нагрева, вызванный током, наведенным в заготовке. |

(Хотя в данном случае желателен нагрев за счет вихревых токов, интересно отметить, что производители трансформаторов делают все возможное, чтобы избежать этого явления в своих трансформаторах.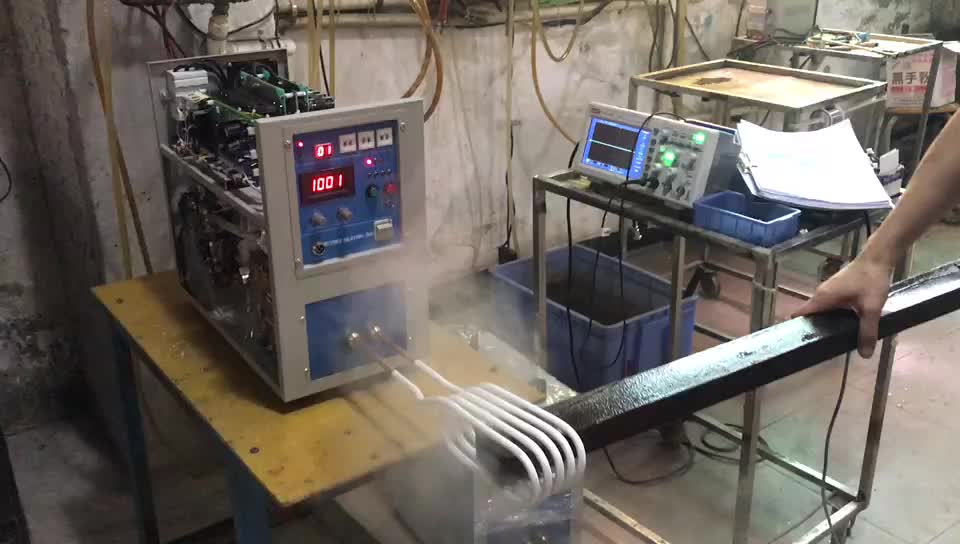 Используются ламинированные сердечники трансформаторов, сердечники из порошкового железа и ферриты. для предотвращения протекания вихревых токов внутри сердечников трансформатора.Внутри трансформатора прохождение вихревых токов крайне нежелательно, поскольку оно вызывает нагрев магнитопровода и представляет собой потерянную мощность.)
Используются ламинированные сердечники трансформаторов, сердечники из порошкового железа и ферриты. для предотвращения протекания вихревых токов внутри сердечников трансформатора.Внутри трансформатора прохождение вихревых токов крайне нежелательно, поскольку оно вызывает нагрев магнитопровода и представляет собой потерянную мощность.)
А для черных металлов?
Для черных металлов, таких как железо и некоторые виды стали, существует дополнительный механизм нагрева, который происходит одновременно с вихревыми токами, упомянутыми выше. Интенсивное переменное магнитное поле внутри рабочей катушки многократно намагничивает и демагнетизирует кристаллы железа.Это быстрое переключение магнитных доменов вызывает значительное трение и нагрев внутри материала. Нагрев из-за этого механизма известен как потеря гистерезиса и является наибольшим для материалов, которые имеют большую площадь внутри их кривой B-H. Это может быть большим фактором, способствующим выделению тепла во время индукционного нагрева, но происходит только внутри черных металлов. По этой причине материалы из черных металлов легче поддаются индукционному нагреву, чем материалы из цветных металлов.
По этой причине материалы из черных металлов легче поддаются индукционному нагреву, чем материалы из цветных металлов.
Интересно отметить, что сталь теряет свои магнитные свойства при нагревании выше примерно 700 ° C.Эта температура известна как температура Кюри. Это означает, что выше 700 ° C не может быть нагрева материала из-за гистерезисных потерь. Дальнейший нагрев материала должен происходить только за счет наведенных вихревых токов. Это делает нагрев стали выше 700 ° C более сложной задачей для систем индукционного нагрева. Тот факт, что медь и алюминий являются немагнитными и очень хорошими электрическими проводниками, также может затруднить эффективное нагревание этих материалов. (Мы увидим, что для этих материалов лучше всего увеличить частоту, чтобы преувеличить потери из-за скин-эффекта.)
Для чего используется индукционный нагрев?
Индукционный нагрев может использоваться для любого применения, где мы хотим нагревать электропроводящий материал чистым, эффективным и контролируемым образом.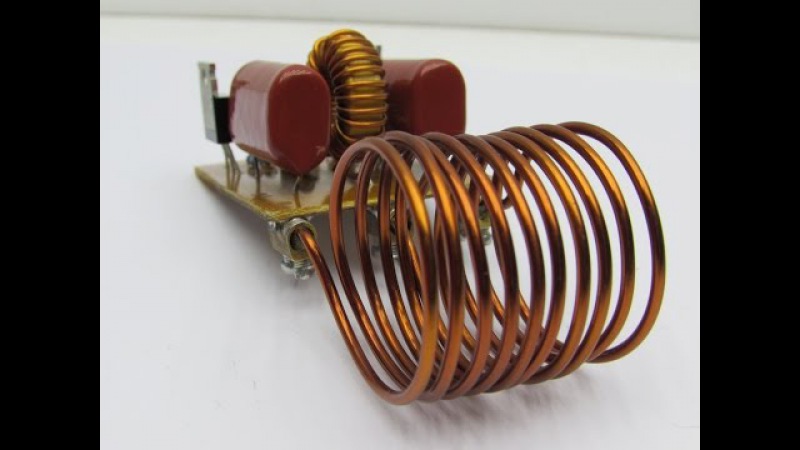
Одно из наиболее распространенных применений — запечатывание защитных пломб, приклеенных к верхней части бутылок с лекарствами и напитками. Пленка из фольги, покрытая «термоклеем», вставляется в пластиковую крышку и навинчивается на верхнюю часть каждой бутылки во время производства.Эти уплотнения из фольги затем быстро нагреваются, когда бутылки проходят под индукционным нагревателем на производственной линии. Вырабатываемое тепло расплавляет клей и герметизирует фольгу на крышке бутылки. Когда крышка снята, фольга остается герметичной и предотвращает любое вмешательство или загрязнение содержимого бутылки до тех пор, пока покупатель не проткнет фольгу.
Еще одно распространенное применение — «запуск геттера» для удаления загрязнений из вакуумированных трубок, таких как телевизионные кинескопы, вакуумные лампы и различные газоразрядные лампы.Кольцо из проводящего материала, называемое «геттером», помещается в вакуумированный стеклянный сосуд. Поскольку индукционный нагрев является бесконтактным процессом, его можно использовать для нагрева газопоглотителя, который уже запечатан внутри емкости. Индукционная рабочая катушка расположена рядом с геттером снаружи вакуумной лампы, и источник переменного тока включен. В течение нескольких секунд после запуска индукционного нагревателя газопоглотитель нагревается добела, и химические вещества в его покрытии вступают в реакцию с любыми газами в вакууме. В результате геттер поглощает любые последние оставшиеся следы газа внутри вакуумной трубки и увеличивает чистоту вакуума.
Индукционная рабочая катушка расположена рядом с геттером снаружи вакуумной лампы, и источник переменного тока включен. В течение нескольких секунд после запуска индукционного нагревателя газопоглотитель нагревается добела, и химические вещества в его покрытии вступают в реакцию с любыми газами в вакууме. В результате геттер поглощает любые последние оставшиеся следы газа внутри вакуумной трубки и увеличивает чистоту вакуума.
Еще одним распространенным применением индукционного нагрева является процесс, называемый зонной очисткой, используемый в промышленности по производству полупроводников. Это процесс, в котором кремний очищается с помощью движущейся зоны расплавленного материала. Поиск в Интернете обязательно найдет более подробную информацию об этом процессе, о котором я мало знаю.
Другие области применения включают плавку, сварку и пайку металлов. Индукционные варочные панели и рисоварки. Закалка металла боеприпасов, зубьев шестерен, пильных полотен, приводных валов и т. Д. Также является обычным применением, поскольку в процессе индукции поверхность металла нагревается очень быстро.Поэтому его можно использовать для поверхностного упрочнения и упрочнения локализованных участков металлических деталей за счет «опережения» теплопроводности тепла вглубь детали или окружающих областей. Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще запечатаны в известной стерильной среде, чтобы убить микробы.
Д. Также является обычным применением, поскольку в процессе индукции поверхность металла нагревается очень быстро.Поэтому его можно использовать для поверхностного упрочнения и упрочнения локализованных участков металлических деталей за счет «опережения» теплопроводности тепла вглубь детали или окружающих областей. Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще запечатаны в известной стерильной среде, чтобы убить микробы.
Что требуется для индукционного нагрева?
Теоретически для реализации индукционного нагрева необходимы только 3 вещи:
- Источник высокочастотной электроэнергии,
- Рабочая катушка для создания переменного магнитного поля,
- Нагреваемая электрически проводящая деталь,
С учетом вышесказанного, практические системы индукционного нагрева обычно немного сложнее. Например, между высокочастотным источником и рабочей катушкой часто требуется цепь согласования импеданса, чтобы обеспечить хорошую передачу мощности.Системы водяного охлаждения также распространены в индукционных нагревателях высокой мощности для отвода тепла от рабочей катушки, ее согласующей сети и силовой электроники. Наконец, некоторая управляющая электроника обычно используется для управления интенсивностью нагрева и времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждений в результате ряда неблагоприятных условий эксплуатации. Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.
Например, между высокочастотным источником и рабочей катушкой часто требуется цепь согласования импеданса, чтобы обеспечить хорошую передачу мощности.Системы водяного охлаждения также распространены в индукционных нагревателях высокой мощности для отвода тепла от рабочей катушки, ее согласующей сети и силовой электроники. Наконец, некоторая управляющая электроника обычно используется для управления интенсивностью нагрева и времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждений в результате ряда неблагоприятных условий эксплуатации. Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.
Практическая реализация
На практике рабочая катушка обычно включается в резонансный контур резервуара. Это дает ряд преимуществ. Во-первых, это делает форму волны тока или напряжения синусоидальной. Это сводит к минимуму потери в инверторе, позволяя ему использовать переключение при нулевом напряжении или при нулевом токе, в зависимости от точного выбранного расположения. Синусоидальная форма волны на рабочей катушке также представляет более чистый сигнал и вызывает меньшие радиочастотные помехи для ближайшего оборудования.Этот более поздний момент становится очень важным в мощных системах. Мы увидим, что существует ряд резонансных схем, которые разработчик индукционного нагревателя может выбрать для рабочей катушки:
Синусоидальная форма волны на рабочей катушке также представляет более чистый сигнал и вызывает меньшие радиочастотные помехи для ближайшего оборудования.Этот более поздний момент становится очень важным в мощных системах. Мы увидим, что существует ряд резонансных схем, которые разработчик индукционного нагревателя может выбрать для рабочей катушки:
Последовательный резонансный контур резервуара
Рабочая катушка резонирует на заданной рабочей частоте с помощью конденсатора, включенного последовательно с ней. Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Последовательный резонанс также увеличивает напряжение на рабочей катушке, намного превышающее выходное напряжение только инвертора.Инвертор видит синусоидальный ток нагрузки, но он должен нести полный ток, протекающий в рабочей катушке. По этой причине рабочая катушка часто состоит из множества витков провода, через которые протекают всего несколько ампер или десятки ампер. Значительная мощность нагрева достигается за счет резонансного повышения напряжения на рабочей катушке в последовательно-резонансном расположении при сохранении тока через катушку (и инвертор) на разумном уровне.
Такое расположение обычно используется в рисоварках, где уровень мощности низкий, а инвертор расположен рядом с нагреваемым объектом.Основные недостатки последовательного резонансного устройства заключаются в том, что инвертор должен пропускать тот же ток, который течет в рабочей катушке. В дополнение к этому повышение напряжения из-за последовательного резонанса может стать очень заметным, если в рабочей катушке нет заготовки значительного размера, которая могла бы демпфировать цепь. Это не проблема для таких приложений, как рисоварки, где заготовкой всегда является одна и та же варочная емкость, и ее свойства хорошо известны на момент разработки системы.
Накопительный конденсатор обычно рассчитан на высокое напряжение из-за повышения резонансного напряжения в последовательно настроенном резонансном контуре.Он также должен пропускать полный ток, переносимый рабочей катушкой, хотя обычно это не проблема в приложениях с низким энергопотреблением.
Параллельный резонансный контур резервуара
Рабочая катушка резонирует на заданной рабочей частоте с помощью конденсатора, размещенного параллельно ей. Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий допустимый выходной ток только инвертора.Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен проводить только ту часть тока нагрузки, которая действительно работает. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в приложениях индукционного нагрева обычно низкие. Это свойство параллельного резонансного контура может в десять раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой.Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочую катушку можно разместить в месте, удаленном от инвертора, без значительных потерь в питающих проводах.
Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий допустимый выходной ток только инвертора.Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен проводить только ту часть тока нагрузки, которая действительно работает. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в приложениях индукционного нагрева обычно низкие. Это свойство параллельного резонансного контура может в десять раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой.Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочую катушку можно разместить в месте, удаленном от инвертора, без значительных потерь в питающих проводах.
Рабочие катушки, использующие эту технику, часто состоят только из нескольких витков толстого медного проводника, но протекают большие токи, составляющие многие сотни или тысячи ампер.(Это необходимо для получения необходимого количества витков в Амперах для индукционного нагрева.) Водяное охлаждение является общим для всех систем, кроме самых маленьких. Это необходимо для удаления избыточного тепла, генерируемого прохождением большого высокочастотного тока через рабочую катушку и связанный с ней емкостной конденсатор.
В схеме параллельного резонансного резервуара рабочую катушку можно рассматривать как индуктивную нагрузку с подключенным к ней конденсатором «коррекции коэффициента мощности». Конденсатор PFC обеспечивает прохождение реактивного тока, равного и противоположного значительному индуктивному току, потребляемому рабочей катушкой.Ключевой момент, о котором следует помнить, заключается в том, что этот огромный ток локализован в рабочей катушке и ее конденсаторе и просто представляет собой колебание реактивной мощности между ними. Следовательно, единственный реальный ток, протекающий от инвертора, — это относительно небольшая величина, необходимая для преодоления потерь в конденсаторе «PFC» и рабочей катушке. В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающего резистивные потери в конденсаторе и рабочей катушке. Поэтому от инвертора всегда поступает небольшой ток, даже при отсутствии детали.Когда деталь с потерями вставляется в рабочую катушку, это гасит параллельный резонансный контур, вводя дополнительные потери в систему. Следовательно, ток, потребляемый параллельным резонансным контуром резервуара, увеличивается, когда деталь входит в катушку.
Следовательно, единственный реальный ток, протекающий от инвертора, — это относительно небольшая величина, необходимая для преодоления потерь в конденсаторе «PFC» и рабочей катушке. В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающего резистивные потери в конденсаторе и рабочей катушке. Поэтому от инвертора всегда поступает небольшой ток, даже при отсутствии детали.Когда деталь с потерями вставляется в рабочую катушку, это гасит параллельный резонансный контур, вводя дополнительные потери в систему. Следовательно, ток, потребляемый параллельным резонансным контуром резервуара, увеличивается, когда деталь входит в катушку.
Согласование импеданса
Или просто «Соответствие». Это относится к электронике, которая находится между источником высокочастотной энергии и рабочей катушкой, которую мы используем для нагрева. Для того, чтобы нагреть твердый кусок металла с помощью индукционного нагрева, нам нужно вызвать УДИВИТЕЛЬНЫЙ ток, протекающий по поверхности металла. Однако это можно отличить от инвертора, который генерирует высокочастотную энергию. Инвертор обычно работает лучше (и его конструкция несколько проще), если он работает при достаточно высоком напряжении, но при низком токе. (Обычно проблемы возникают в силовой электронике, когда мы пытаемся включить и выключить большие токи за очень короткое время.) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы с общим переключателем (или быстрые IGBT). Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности.Задача согласующей цепи и самой рабочей катушки — преобразовывать высокое напряжение / слабый ток от инвертора в низковольтное / сильноточное, необходимое для эффективного нагрева заготовки.
Однако это можно отличить от инвертора, который генерирует высокочастотную энергию. Инвертор обычно работает лучше (и его конструкция несколько проще), если он работает при достаточно высоком напряжении, но при низком токе. (Обычно проблемы возникают в силовой электронике, когда мы пытаемся включить и выключить большие токи за очень короткое время.) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы с общим переключателем (или быстрые IGBT). Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности.Задача согласующей цепи и самой рабочей катушки — преобразовывать высокое напряжение / слабый ток от инвертора в низковольтное / сильноточное, необходимое для эффективного нагрева заготовки.
Мы можем представить себе контур резервуара, включающий рабочую катушку (Lw) и ее конденсатор (Cw), как параллельный резонансный контур. Он имеет сопротивление (R) из-за того, что деталь с потерями, подключенная к рабочей катушке, из-за магнитной связи между двумя проводниками. См. Схему напротив. | |
На практике сопротивление рабочей катушки, сопротивление емкостного конденсатора и отраженное сопротивление заготовки — все это вносит потери в контур емкости и гасит резонанс. Поэтому полезно объединить все эти потери в одно «сопротивление потерь». В случае параллельного резонансного контура это сопротивление потерь проявляется непосредственно в контуре резервуара в нашей модели.Это сопротивление представляет собой единственный компонент, который может потреблять реальную мощность, и поэтому мы можем рассматривать это сопротивление потерь как нагрузку, на которую мы пытаемся эффективно направить мощность. |

При резонансном возбуждении ток, потребляемый емкостным конденсатором и рабочей катушкой, равны по величине и противоположны по фазе и, следовательно, нейтрализуют друг друга в отношении источника энергии. Это означает, что единственная нагрузка, которую видит источник питания на резонансной частоте, — это сопротивление потерь в контуре резервуара. (Обратите внимание, что при возбуждении по обе стороны от резонансной частоты существует дополнительная «противофазная» составляющая к току, вызванная неполным устранением тока рабочей катушки и тока конденсатора резервуара. Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не способствует полезному нагреву детали.)
Это означает, что единственная нагрузка, которую видит источник питания на резонансной частоте, — это сопротивление потерь в контуре резервуара. (Обратите внимание, что при возбуждении по обе стороны от резонансной частоты существует дополнительная «противофазная» составляющая к току, вызванная неполным устранением тока рабочей катушки и тока конденсатора резервуара. Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не способствует полезному нагреву детали.)
Задача согласующей цепи — просто преобразовать это относительно большое сопротивление потерь в контуре резервуара до более низкого значения, которое лучше подходит инвертору, пытающемуся его управлять.Существует множество различных способов достижения этого преобразования импеданса, включая отвод рабочей катушки, использование ферритового трансформатора, емкостного делителя вместо емкостного конденсатора или согласующей цепи, такой как L-образная цепь.
В случае сети L-match он может преобразовать относительно высокое сопротивление нагрузки цепи резервуара до примерно 10 Ом, что лучше подходит для инвертора. Сеть L-соответствия состоит из компонентов Lm и Cm, показанных напротив. |
 Эта цифра типична для того, чтобы инвертор мог работать от нескольких сотен вольт, сохраняя при этом токи на среднем уровне, так что для выполнения операции переключения можно использовать стандартные переключаемые полевые МОП-транзисторы.
Эта цифра типична для того, чтобы инвертор мог работать от нескольких сотен вольт, сохраняя при этом токи на среднем уровне, так что для выполнения операции переключения можно использовать стандартные переключаемые полевые МОП-транзисторы.Сеть L-match имеет несколько очень желаемых свойств в этом приложении. Катушка индуктивности на входе в L-образную цепь представляет постепенно возрастающее индуктивное сопротивление на всех частотах, превышающих резонансную частоту контура резервуара. Это очень важно, когда рабочая катушка должна питаться от инвертора источника напряжения, который генерирует выходное напряжение прямоугольной формы.Вот объяснение, почему это так.
Напряжение прямоугольной формы, генерируемое большинством полумостовых и полномостовых схем, богато высокочастотными гармониками, а также необходимой основной частотой. Прямое подключение такого источника напряжения к параллельному резонансному контуру приведет к протеканию чрезмерных токов на всех гармониках частоты привода! Это связано с тем, что емкостный конденсатор в параллельном резонансном контуре будет иметь все более низкое емкостное сопротивление к возрастающим частотам.Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим скачкам тока при переключениях, поскольку инвертор пытается быстро зарядить и разрядить резервуарный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение L-образной цепи между инвертором и контуром резервуара устраняет эту проблему. Теперь на выходе инвертора сначала отображается индуктивное реактивное сопротивление Lm в согласующей цепи, а все гармоники формы волны возбуждения видят постепенно возрастающее индуктивное сопротивление.Это означает, что максимальный ток протекает только на заданной частоте, а гармонический ток незначительный, что делает ток нагрузки инвертора плавным.
Прямое подключение такого источника напряжения к параллельному резонансному контуру приведет к протеканию чрезмерных токов на всех гармониках частоты привода! Это связано с тем, что емкостный конденсатор в параллельном резонансном контуре будет иметь все более низкое емкостное сопротивление к возрастающим частотам.Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим скачкам тока при переключениях, поскольку инвертор пытается быстро зарядить и разрядить резервуарный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение L-образной цепи между инвертором и контуром резервуара устраняет эту проблему. Теперь на выходе инвертора сначала отображается индуктивное реактивное сопротивление Lm в согласующей цепи, а все гармоники формы волны возбуждения видят постепенно возрастающее индуктивное сопротивление.Это означает, что максимальный ток протекает только на заданной частоте, а гармонический ток незначительный, что делает ток нагрузки инвертора плавным.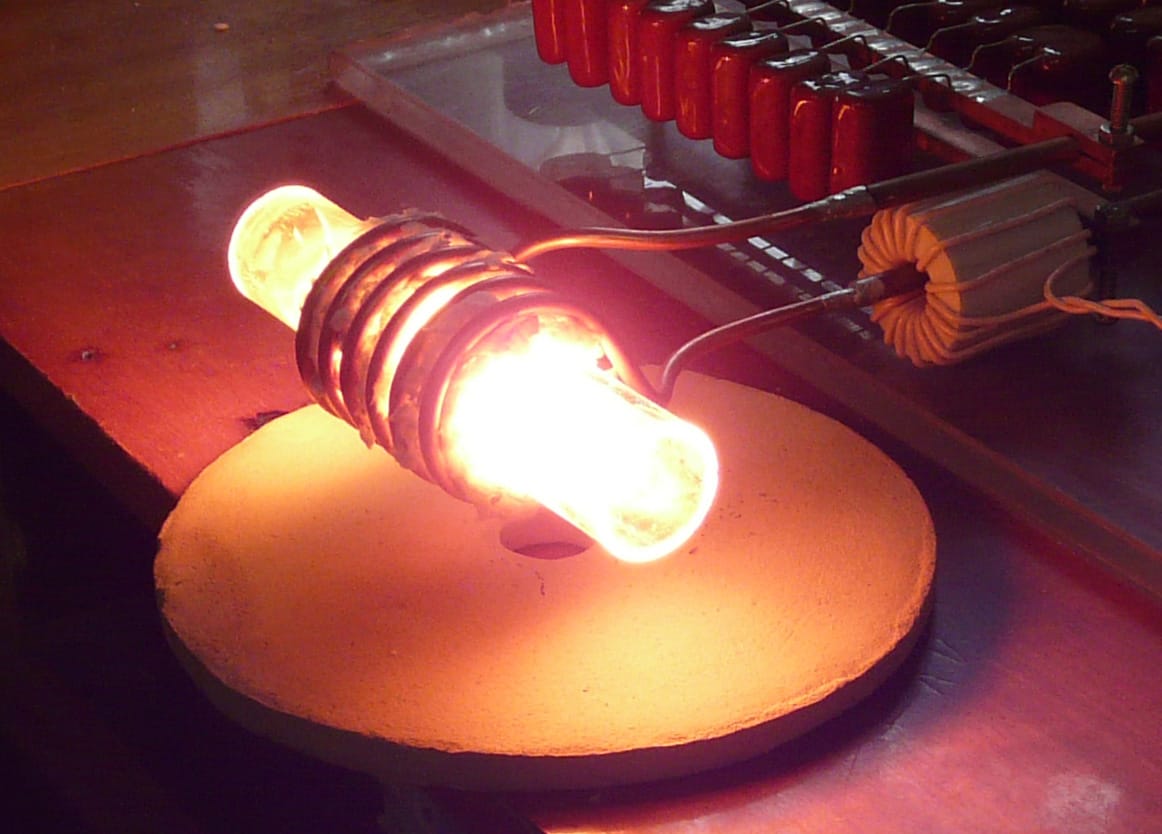
Наконец, при правильной настройке сеть L-match может обеспечивать небольшую индуктивную нагрузку на инвертор. Этот слегка отстающий ток нагрузки инвертора может облегчить переключение при нулевом напряжении (ZVS) полевых МОП-транзисторов в мосту инвертора. Это значительно снижает потери переключения при включении из-за выходной емкости в полевых МОП-транзисторах, работающих при высоких напряжениях.Общий результат — меньший нагрев полупроводников и увеличение срока службы.
Таким образом, включение цепи L-соответствия между инвертором и параллельным резонансным контуром резервуара позволяет добиться двух вещей.
- Согласование импеданса, чтобы необходимое количество энергии могло подаваться от инвертора к заготовке,
- Показано возрастающее индуктивное сопротивление к высокочастотным гармоникам, чтобы инвертор оставался безопасным и счастливым.
Глядя на предыдущую схему выше, мы видим, что конденсатор в согласующей цепи (Cm) и резервуарный конденсатор (Cw) подключены параллельно. |
 На практике обе эти функции обычно выполняются с помощью специального силового конденсатора. Большую часть его емкости можно представить как находящуюся в параллельном резонансе с рабочей катушкой, при этом небольшая величина обеспечивает действие согласования импеданса с согласующей катушкой индуктивности (Lm). Объединение этих двух емкостей в одну приводит нас к модели LCLR для устройство рабочей катушки, которое обычно используется в промышленности для индукционного нагрева.
На практике обе эти функции обычно выполняются с помощью специального силового конденсатора. Большую часть его емкости можно представить как находящуюся в параллельном резонансе с рабочей катушкой, при этом небольшая величина обеспечивает действие согласования импеданса с согласующей катушкой индуктивности (Lm). Объединение этих двух емкостей в одну приводит нас к модели LCLR для устройство рабочей катушки, которое обычно используется в промышленности для индукционного нагрева.Рабочая катушка LCLR
Эта схема включает рабочую катушку в параллельный резонансный контур и использует схему L-соответствия между контуром резервуара и инвертором.Согласующая цепь используется для того, чтобы контур резервуара выглядел как более подходящая нагрузка для инвертора, и ее происхождение обсуждается в разделе выше.
Рабочая катушка LCLR имеет ряд желаемых свойств:
- В рабочей катушке течет большой ток, но инвертор должен подавать только слабый ток.
 Большой циркулирующий ток ограничен рабочей катушкой и ее параллельным конденсатором, которые обычно расположены очень близко друг к другу.
Большой циркулирующий ток ограничен рабочей катушкой и ее параллельным конденсатором, которые обычно расположены очень близко друг к другу. - По линии передачи от инвертора к контуру бака течет сравнительно небольшой ток, поэтому для этого можно использовать более легкий кабель.
- Любая паразитная индуктивность линии передачи просто становится частью соответствующей индуктивности сети (Лм). Следовательно, тепловая станция может быть расположена вдали от инвертора.
- Инвертор видит синусоидальный ток нагрузки, поэтому он может использовать ZCS или ZVS для снижения коммутационных потерь и, следовательно, охлаждения.
- Последовательный согласующий индуктор может быть изменен в соответствии с различными нагрузками, размещенными внутри рабочей катушки.
- Цепь резервуара может питаться через несколько согласующих катушек индуктивности от многих инверторов, чтобы достичь уровней мощности выше тех, которые достигаются с помощью одного инвертора.
 Соответствующие катушки индуктивности обеспечивают внутреннее разделение тока нагрузки между инверторами, а также делают систему устойчивой к некоторому рассогласованию моментов переключения параллельно включенных инверторов.
Соответствующие катушки индуктивности обеспечивают внутреннее разделение тока нагрузки между инверторами, а также делают систему устойчивой к некоторому рассогласованию моментов переключения параллельно включенных инверторов.
Для получения дополнительной информации о поведении резонансной сети LCLR см. Новый раздел ниже, озаглавленный «Частотная характеристика сети LCLR».
Еще одним преимуществом компоновки рабочей катушки LCLR является то, что она не требует высокочастотного трансформатора для обеспечения функции согласования импеданса.Ферритовые трансформаторы, выдерживающие несколько киловатт, большие, тяжелые и довольно дорогие. В дополнение к этому трансформатор необходимо охладить, чтобы отвести избыточное тепло, выделяемое высокими токами, протекающими в его проводниках. Включение схемы L-соответствия в устройство рабочей катушки LCLR устраняет необходимость в трансформаторе для согласования инвертора с рабочей катушкой, что снижает затраты и упрощает конструкцию. Однако разработчик должен понимать, что между инвертором и входом рабочей катушки LCLR может потребоваться разделительный трансформатор 1: 1, если необходима электрическая изоляция от сети.Это зависит от того, важна ли изоляция и обеспечивает ли уже основной блок питания индукционного нагревателя достаточную электрическую изоляцию для удовлетворения этих требований безопасности.
Однако разработчик должен понимать, что между инвертором и входом рабочей катушки LCLR может потребоваться разделительный трансформатор 1: 1, если необходима электрическая изоляция от сети.Это зависит от того, важна ли изоляция и обеспечивает ли уже основной блок питания индукционного нагревателя достаточную электрическую изоляцию для удовлетворения этих требований безопасности.
Принципиальная схема
На приведенной ниже схеме системы показан простейший инвертор, приводящий в действие его рабочую катушку LCLR.
Обратите внимание, что эта схема НЕ ПОКАЗЫВАЕТ схему управления затвором и управляющую электронику полевого МОП-транзистора! Инвертор в этом демонстрационном прототипе представлял собой простой полумост, состоящий из двух полевых МОП-транзисторов MTW14N50, изготовленных мной On-semiconductor (ранее Motorola.) Он питается от сглаженного источника постоянного тока с разделительным конденсатором по шинам для поддержки требований инвертора по переменному току. Однако следует понимать, что качество и регулировка источника питания для приложений индукционного нагрева не критичны. Двухполупериодная выпрямленная (но несглаженная) сеть может работать так же, как и сглаженный и регулируемый постоянный ток, когда дело доходит до нагрева металла, но пиковые токи выше при той же средней мощности нагрева. Существует множество аргументов в пользу того, чтобы уменьшить размер конденсатора шины постоянного тока до минимума.В частности, он улучшает коэффициент мощности тока, потребляемого от сети через выпрямитель, а также минимизирует запасенную энергию в случае неисправности инвертора.
Однако следует понимать, что качество и регулировка источника питания для приложений индукционного нагрева не критичны. Двухполупериодная выпрямленная (но несглаженная) сеть может работать так же, как и сглаженный и регулируемый постоянный ток, когда дело доходит до нагрева металла, но пиковые токи выше при той же средней мощности нагрева. Существует множество аргументов в пользу того, чтобы уменьшить размер конденсатора шины постоянного тока до минимума.В частности, он улучшает коэффициент мощности тока, потребляемого от сети через выпрямитель, а также минимизирует запасенную энергию в случае неисправности инвертора.
Конденсатор блокировки постоянного тока используется только для того, чтобы не дать выходному сигналу постоянного тока полумостового инвертора вызвать протекание тока через рабочую катушку. Его размер достаточно велик, чтобы он не участвовал в согласовании импеданса и не влиял отрицательно на работу устройства рабочей катушки LCLR.
В схемах с высокой мощностью обычно используется полный мост (H-мост) из 4 или более переключающих устройств. В таких конструкциях согласующая индуктивность обычно делится поровну между двумя ветвями моста, так что формы волны напряжения возбуждения сбалансированы относительно земли. Конденсатор блокировки постоянного тока также может быть исключен, если используется управление режимом тока, чтобы гарантировать, что чистый постоянный ток не протекает между ветвями моста. (Если обе ветви H-моста могут управляться независимо, тогда есть возможность для управления пропускной способностью с помощью управления фазовым сдвигом.Подробнее см. Пункт 6 в разделе «Методы управления мощностью» ниже.)
В таких конструкциях согласующая индуктивность обычно делится поровну между двумя ветвями моста, так что формы волны напряжения возбуждения сбалансированы относительно земли. Конденсатор блокировки постоянного тока также может быть исключен, если используется управление режимом тока, чтобы гарантировать, что чистый постоянный ток не протекает между ветвями моста. (Если обе ветви H-моста могут управляться независимо, тогда есть возможность для управления пропускной способностью с помощью управления фазовым сдвигом.Подробнее см. Пункт 6 в разделе «Методы управления мощностью» ниже.)
При еще более высоких мощностях можно использовать несколько отдельных инверторов, эффективно соединенных параллельно, чтобы удовлетворить высокие требования к току нагрузки. Однако отдельные инверторы не подключаются напрямую параллельно к выходным клеммам их H-мостов. Каждый из распределенных инверторов подключен к удаленной рабочей катушке через свою собственную пару согласующих катушек индуктивности, которые обеспечивают равномерное распределение общей нагрузки между всеми инверторами.
Эти согласующие катушки индуктивности также обеспечивают ряд дополнительных преимуществ при параллельном подключении инверторов таким образом. Во-первых, полное сопротивление МЕЖДУ любыми двумя выходами инвертора в два раза больше соответствующей индуктивности. Этот индуктивный импеданс ограничивает ток «пробега между», который протекает между параллельно включенными инверторами, если их моменты переключения не идеально синхронизированы. Во-вторых, это же индуктивное реактивное сопротивление между инверторами ограничивает скорость нарастания тока короткого замыкания, если один из инверторов обнаруживает отказ устройства, что потенциально исключает отказ других устройств.Наконец, поскольку все распределенные инверторы уже подключены через катушки индуктивности, любая дополнительная индуктивность между инверторами просто добавляет к этому импедансу и лишь немного ухудшает распределение тока. Следовательно, распределенные инверторы для индукционного нагрева не обязательно должны располагаться физически близко друг к другу. Если в конструкции включены изолирующие трансформаторы, им даже не нужно питаться от одного источника!
Если в конструкции включены изолирующие трансформаторы, им даже не нужно питаться от одного источника!
Отказоустойчивость
Устройство рабочей катушки LCLR очень хорошо ведет себя при различных возможных неисправностях.
- Обрыв цепи рабочей катушки.
- Короткое замыкание рабочей катушки (или емкостного конденсатора).
- Короткое замыкание в рабочей катушке.
- Бачок конденсатора обрыва цепи.
Все эти отказы приводят к увеличению импеданса, подаваемого на инвертор, и, следовательно, к соответствующему падению тока, потребляемого инвертором. Автор лично использовал отвертку для короткого замыкания между витками рабочей катушки на несколько сотен ампер. Несмотря на искры, летящие в месте короткого замыкания, нагрузка на инвертор снижается, и система с легкостью выдерживает это воздействие.
Худшее, что может случиться, — это то, что контур резервуара расстроится так, что его собственная резонансная частота будет чуть выше рабочей частоты инвертора. Поскольку частота возбуждения все еще близка к резонансной, из инвертора все еще течет значительный ток. Но коэффициент мощности уменьшается из-за расстройки, и ток нагрузки инвертора начинает опережать напряжение. Эта ситуация нежелательна, потому что ток нагрузки, воспринимаемый инвертором, меняет направление до изменения приложенного напряжения.Результатом этого является то, что ток принудительно коммутируется между диодами свободного хода и противоположным MOSFET каждый раз, когда MOSFET включается. Это вызывает принудительное обратное восстановление диодов свободного хода, когда они уже несут значительный прямой ток. Это приводит к сильному скачку тока через диод и противоположный MOSFET, который включается.
Поскольку частота возбуждения все еще близка к резонансной, из инвертора все еще течет значительный ток. Но коэффициент мощности уменьшается из-за расстройки, и ток нагрузки инвертора начинает опережать напряжение. Эта ситуация нежелательна, потому что ток нагрузки, воспринимаемый инвертором, меняет направление до изменения приложенного напряжения.Результатом этого является то, что ток принудительно коммутируется между диодами свободного хода и противоположным MOSFET каждый раз, когда MOSFET включается. Это вызывает принудительное обратное восстановление диодов свободного хода, когда они уже несут значительный прямой ток. Это приводит к сильному скачку тока через диод и противоположный MOSFET, который включается.
Хотя это не проблема для специальных выпрямителей с быстрым восстановлением, это принудительное восстановление может вызвать проблемы, если внутренние диоды полевых МОП-транзисторов используются для обеспечения функции диодов свободного хода.Эти большие всплески тока по-прежнему представляют собой значительную потерю мощности и угрозу для надежности. Однако следует понимать, что надлежащий контроль рабочей частоты инвертора должен гарантировать, что он отслеживает резонансную частоту контура резервуара. Следовательно, условие опережающего коэффициента мощности в идеале не должно возникать и, конечно, не должно сохраняться в течение какого-либо периода времени. Резонансную частоту следует отслеживать до ее предела, а затем отключать систему, если она выходит за пределы допустимого диапазона частот.
Однако следует понимать, что надлежащий контроль рабочей частоты инвертора должен гарантировать, что он отслеживает резонансную частоту контура резервуара. Следовательно, условие опережающего коэффициента мощности в идеале не должно возникать и, конечно, не должно сохраняться в течение какого-либо периода времени. Резонансную частоту следует отслеживать до ее предела, а затем отключать систему, если она выходит за пределы допустимого диапазона частот.
Методы регулирования мощности
Часто желательно контролировать количество энергии, обрабатываемой индукционным нагревателем. Это определяет скорость, с которой тепловая энергия передается заготовке. Установкой мощности индукционного нагревателя этого типа можно управлять несколькими способами:
1. Изменение напряжения промежуточного контура.
Мощность, обрабатываемая инвертором, может быть уменьшена путем уменьшения напряжения питания инвертора.Это можно сделать, запустив инвертор от источника постоянного тока с переменным напряжением, такого как управляемый выпрямитель, использующий тиристоры для изменения напряжения постоянного тока, получаемого от сети. Импеданс, подаваемый на инвертор, в значительной степени постоянен при изменении уровня мощности, поэтому пропускная способность инвертора примерно пропорциональна квадрату напряжения питания. Изменение напряжения промежуточного контура позволяет полностью контролировать мощность от 0% до 100%.
Импеданс, подаваемый на инвертор, в значительной степени постоянен при изменении уровня мощности, поэтому пропускная способность инвертора примерно пропорциональна квадрату напряжения питания. Изменение напряжения промежуточного контура позволяет полностью контролировать мощность от 0% до 100%.
Следует отметить, однако, что точная пропускная способность мощности в киловаттах зависит не только от напряжения питания постоянного тока на инвертор, но также от нагрузки, которую рабочая катушка представляет инвертору через согласующую сеть.Поэтому, если требуется точное регулирование мощности, необходимо измерить фактическую мощность индукционного нагрева, сравнить с запрошенной «настройкой мощности» от оператора и вернуть сигнал ошибки, чтобы непрерывно регулировать напряжение промежуточного контура в замкнутом контуре, чтобы минимизировать ошибку. . Это необходимо для поддержания постоянной мощности, поскольку сопротивление детали значительно изменяется при нагревании. (Этот аргумент для управления мощностью с обратной связью также применим ко всем методам, которые следуют ниже. )
)
2.Изменение продолжительности включения устройств в инверторе.
Мощность, обрабатываемая инвертором, может быть уменьшена за счет сокращения времени включения переключателей в инверторе. Электропитание поступает на рабочую катушку только тогда, когда устройства включены. Затем ток нагрузки свободно проходит через диоды корпуса устройства в течение мертвого времени, когда оба устройства выключены. Изменение продолжительности включения переключателей позволяет полностью контролировать мощность от 0% до 100%. Однако существенным недостатком этого метода является коммутация больших токов между активными устройствами и их свободными диодами.Принудительное обратное восстановление диодов свободного хода, которое может произойти при значительном уменьшении продолжительности включения. По этой причине регулирование продолжительности включения обычно не используется в инверторах с индукционным нагревом большой мощности.
3. Изменение рабочей частоты инвертора.
Мощность, подаваемая инвертором на рабочую катушку, может быть уменьшена путем отстройки инвертора от собственной резонансной частоты контура резервуара, включающего рабочую катушку. Поскольку рабочая частота инвертора отодвигается от резонансной частоты контура резервуара, резонансный рост в контуре резервуара уменьшается, и ток в рабочей катушке уменьшается.Следовательно, меньше циркулирующего тока индуцируется в заготовке и уменьшается эффект нагрева.
Для уменьшения пропускной способности инвертор обычно расстраивается на стороне высокого напряжения собственной резонансной частоты контуров резервуара. Это приводит к тому, что индуктивное реактивное сопротивление на входе согласующей цепи становится все более доминирующим с увеличением частоты. Поэтому ток, потребляемый от инвертора согласующей цепью, начинает отставать по фазе и уменьшаться по амплитуде.Оба эти фактора способствуют снижению реальной пропускной способности. В дополнение к этому запаздывающий коэффициент мощности гарантирует, что устройства в инверторе все еще включаются с нулевым напряжением на них, и нет проблем с восстановлением свободного хода диода. (Это можно контрастировать с ситуацией, которая могла бы возникнуть, если бы инвертор был отстроен на низкую сторону резонансной частоты рабочей катушки. ZVS теряется, и диоды свободного хода видят принудительное обратное восстановление при значительном токе нагрузки.)
(Это можно контрастировать с ситуацией, которая могла бы возникнуть, если бы инвертор был отстроен на низкую сторону резонансной частоты рабочей катушки. ZVS теряется, и диоды свободного хода видят принудительное обратное восстановление при значительном токе нагрузки.)
Этот метод управления уровнем мощности путем отстройки очень прост, поскольку большинство индукционных нагревателей уже контролируют рабочую частоту инвертора, чтобы обслуживать различные детали и рабочие катушки. Обратной стороной является то, что он обеспечивает только ограниченный диапазон управления, так как существует предел скорости переключения силовых полупроводников. Это особенно верно в приложениях с высоким энергопотреблением, где устройства уже могут работать со скоростью, близкой к максимальной.Системы большой мощности, использующие этот метод управления мощностью, требуют подробного теплового анализа результатов коммутационных потерь на разных уровнях мощности, чтобы гарантировать, что температура устройств всегда находится в допустимых пределах.
Для получения более подробной информации об управлении мощностью с помощью расстройки см. Новый раздел ниже, озаглавленный «Частотная характеристика сети LCLR».
4. Изменение значения индуктивности в согласующей цепи.
Мощность, подаваемая инвертором на рабочую катушку, может быть изменена путем изменения значения соответствующих компонентов сети.Схема L-соответствия между инвертором и цепью резервуара технически состоит из индуктивной и емкостной частей. Но емкостная часть параллельна собственному емкостному конденсатору рабочей катушки, и на практике это обычно одна и та же часть. Поэтому единственная часть согласующей цепи, которую можно настроить, — это индуктор.
Согласующая цепь отвечает за преобразование импеданса нагрузки рабочей катушки до подходящего импеданса нагрузки, приводимого в действие инвертором.Изменение индуктивности соответствующей катушки индуктивности регулирует значение, на которое переводится импеданс нагрузки. Как правило, уменьшение индуктивности согласующей катушки индуктивности вызывает преобразование полного сопротивления рабочей катушки в сторону более низкого импеданса. Это более низкое сопротивление нагрузки, передаваемое инвертору, приводит к тому, что инвертор получает больше энергии. И наоборот, увеличение индуктивности согласующей катушки индуктивности вызывает более высокое сопротивление нагрузки, передаваемое инвертору. Эта более легкая нагрузка приводит к более низкому потоку мощности от инвертора к рабочей катушке.
Как правило, уменьшение индуктивности согласующей катушки индуктивности вызывает преобразование полного сопротивления рабочей катушки в сторону более низкого импеданса. Это более низкое сопротивление нагрузки, передаваемое инвертору, приводит к тому, что инвертор получает больше энергии. И наоборот, увеличение индуктивности согласующей катушки индуктивности вызывает более высокое сопротивление нагрузки, передаваемое инвертору. Эта более легкая нагрузка приводит к более низкому потоку мощности от инвертора к рабочей катушке.
Степень регулирования мощности, достижимая путем изменения согласующей катушки индуктивности, умеренная. Также наблюдается сдвиг резонансной частоты всей системы — это цена, которую нужно заплатить за объединение емкости L-согласования и емкости резервуара в одну единицу. Схема L-согласования по существу заимствует часть емкости у емкостного конденсатора для выполнения операции согласования, тем самым оставляя баковый контур резонировать на более высокой частоте. По этой причине соответствующий индуктор обычно фиксируется или регулируется грубыми шагами в соответствии с предназначенной нагреваемой заготовкой, а не предоставляет пользователю полностью регулируемую настройку мощности.
По этой причине соответствующий индуктор обычно фиксируется или регулируется грубыми шагами в соответствии с предназначенной нагреваемой заготовкой, а не предоставляет пользователю полностью регулируемую настройку мощности.
5. Трансформатор согласования импеданса.
Мощность, подаваемая инвертором на рабочую катушку, может изменяться грубыми шагами с помощью силового ВЧ трансформатора с ответвлениями для преобразования импеданса. Хотя большая часть преимуществ конструкции LCLR заключается в отсутствии громоздкого и дорогостоящего ферритового силового трансформатора, она может учитывать большие изменения в параметрах системы, не зависящие от частоты. Ферритовый силовой трансформатор может также обеспечивать гальваническую развязку, а также выполнять функцию преобразования импеданса для установки пропускной способности.
Кроме того, если ферритовый силовой трансформатор расположен между выходом инвертора и входом в схему L-согласования, его конструктивные ограничения во многих отношениях ослабляются. Во-первых, размещение трансформатора в этом положении означает, что импедансы обеих обмоток относительно высоки. то есть напряжения высокие, а токи сравнительно небольшие. Для этих условий проще сконструировать обычный ферритовый силовой трансформатор. Сильный циркулирующий ток в рабочей катушке не попадает в ферритовый трансформатор, что значительно снижает проблемы с охлаждением.Во-вторых, хотя трансформатор воспринимает прямоугольное выходное напряжение инвертора, по его обмоткам проходят токи синусоидальной формы. Отсутствие высокочастотных гармоник снижает нагрев трансформатора из-за скин-эффекта и эффекта близости проводников.
Во-первых, размещение трансформатора в этом положении означает, что импедансы обеих обмоток относительно высоки. то есть напряжения высокие, а токи сравнительно небольшие. Для этих условий проще сконструировать обычный ферритовый силовой трансформатор. Сильный циркулирующий ток в рабочей катушке не попадает в ферритовый трансформатор, что значительно снижает проблемы с охлаждением.Во-вторых, хотя трансформатор воспринимает прямоугольное выходное напряжение инвертора, по его обмоткам проходят токи синусоидальной формы. Отсутствие высокочастотных гармоник снижает нагрев трансформатора из-за скин-эффекта и эффекта близости проводников.
Наконец, конструкция трансформатора должна быть оптимизирована для обеспечения минимальной межобмоточной емкости и хорошей изоляции за счет увеличения индуктивности рассеяния. Причина этого в том, что любая индуктивность рассеяния трансформатора, расположенного в этом положении, просто добавляет к согласующей индуктивности на входе в L-образную схему. Следовательно, индуктивность рассеяния в трансформаторе не так вредна для рабочих характеристик, как межобмоточная емкость.
Следовательно, индуктивность рассеяния в трансформаторе не так вредна для рабочих характеристик, как межобмоточная емкость.
6. Управление фазовым сдвигом H-моста.
Когда рабочая катушка приводится в действие полномостовым (Н-мостовым) инвертором с питанием по напряжению, существует еще один метод управления мощностью. Если моментом переключения обеих ветвей моста можно управлять независимо, это открывает возможность управления пропускной способностью за счет регулировки фазового сдвига между двумя ветвями моста.
Когда обе ветви моста переключаются точно по фазе, они обе выдают одинаковое напряжение. Это означает, что напряжение на рабочей катушке отсутствует, и ток не течет через рабочую катушку. И наоборот, когда оба плеча моста переключаются в противофазе, через рабочую катушку протекает максимальный ток и достигается максимальный нагрев. Уровни мощности от 0% до 100% могут быть достигнуты путем изменения фазового сдвига привода одной половины моста от 0 градусов до 180 градусов по сравнению с приводом другой ветви моста.
Этот метод очень эффективен, поскольку управление мощностью может быть достигнуто на стороне управления меньшей мощностью. Коэффициент мощности, наблюдаемый инвертором, всегда остается хорошим, потому что инвертор не отстроен от резонансной частоты рабочей катушки, поэтому протекание реактивного тока через свободные диоды сводится к минимуму.
Конденсаторы индукционного нагрева
Требования к конденсаторам, используемым для индукционного нагрева большой мощности, пожалуй, самые высокие из всех типов конденсаторов.Конденсаторная батарея, используемая в цепи резервуара индукционного нагревателя, должна пропускать полный ток, протекающий в рабочей катушке в течение продолжительных периодов времени. Этот ток обычно составляет многие сотни ампер при многих десятках или сотнях килогерц. Они также подвергаются повторному 100% -ному изменению напряжения на той же частоте.
и посмотрите полное напряжение на рабочей катушке. Высокая рабочая частота вызывает значительные потери из-за нагрева диэлектрика и скин-эффекта в проводниках. Наконец, паразитная индуктивность должна быть сведена к абсолютному минимуму, чтобы конденсатор выглядел как элемент схемы с сосредоточенными параметрами по сравнению с достаточно низкой индуктивностью рабочей катушки, к которой он подключен.
Наконец, паразитная индуктивность должна быть сведена к абсолютному минимуму, чтобы конденсатор выглядел как элемент схемы с сосредоточенными параметрами по сравнению с достаточно низкой индуктивностью рабочей катушки, к которой он подключен.
Правильный выбор диэлектриков и использование расширенных методов изготовления фольги позволяют минимизировать количество выделяемого тепла и свести к минимуму эффективную последовательную индуктивность. Однако даже при использовании этих технологий конденсаторы индукционного нагрева по-прежнему демонстрируют значительное рассеивание мощности из-за огромных высокочастотных токов, которые они должны нести. Поэтому важным фактором в их конструкции является возможность эффективного отвода тепла из конденсатора для продления срока службы диэлектрика.
Следующие производители производят специальные компоненты:
High Energy Corp.(Дистрибьютором в Великобритании является AMS Technologies.)
Компоненты Vishay.
Силовые конденсаторы Celem. базируется в Израиле.
базируется в Израиле.
Диапазон мощных конденсаторов индукционного нагрева от High Energy Corp.
Слюдяные конденсаторы высокой мощности с кондуктивным охлаждением от Celem Power Capacitors. Celem
(изображения любезно предоставлены Стивом Коннером)
Обратите внимание на большую площадь поверхности соединительных пластин на компонентах Celem с кондуктивным охлаждением и номинальную реактивную мощность (KVAR), указанную на паспортной табличке.Изображенные выше силовые агрегаты в алюминиевых корпусах имеют соединения для шлангов водяного охлаждения для отвода тепла, генерируемого внутри.
Частотная характеристика сети LCLR
Сеть LCLR представляет собой резонансную систему 3-го порядка, состоящую из двух катушек индуктивности, одного конденсатора и одного резистора. График Боде ниже показывает, каким образом некоторые напряжения и токи в сети изменяются при изменении частоты привода. ЗЕЛЕНЫЕ кривые представляют ток, проходящий через согласующую катушку индуктивности, и, следовательно, ток нагрузки, воспринимаемый инвертором.КРАСНЫЕ линии представляют собой напряжение на баке конденсатора, которое совпадает с напряжением на рабочей катушке индукционного нагрева. На верхнем графике показаны значения этих двух величин переменного тока, а на нижнем графике показана относительная фаза сигналов относительно выходного переменного напряжения инвертора.
ЗЕЛЕНЫЕ кривые представляют ток, проходящий через согласующую катушку индуктивности, и, следовательно, ток нагрузки, воспринимаемый инвертором.КРАСНЫЕ линии представляют собой напряжение на баке конденсатора, которое совпадает с напряжением на рабочей катушке индукционного нагрева. На верхнем графике показаны значения этих двух величин переменного тока, а на нижнем графике показана относительная фаза сигналов относительно выходного переменного напряжения инвертора.
Из амплитудной части графика Боде можно увидеть, что максимальное напряжение возникает на рабочей катушке (верхняя красная кривая) только на одной частоте. На этой частоте ток через рабочую катушку также максимален, и наибольший эффект нагрева проявляется на этой частоте.Можно видеть, что эта частота соответствует максимальному току нагрузки, потребляемому от инвертора (верхняя зеленая кривая). Стоит отметить, что величина тока нагрузки инвертора имеет нулевое значение на частоте, лишь немного меньшей, чем та, которая дает максимальный нагрев. . Этот график показывает важность точной настройки для индукционного нагрева. Для системы с высокой добротностью эти две частоты очень близки друг к другу. Разница между максимальной мощностью и минимальной мощностью может составлять всего несколько килогерц.
. Этот график показывает важность точной настройки для индукционного нагрева. Для системы с высокой добротностью эти две частоты очень близки друг к другу. Разница между максимальной мощностью и минимальной мощностью может составлять всего несколько килогерц.
На нижнем графике видно, что для частот ниже точки максимальной мощности напряжение рабочей катушки (зеленый) синфазно с выходным напряжением инвертора. По мере увеличения рабочей частоты фазовый угол напряжения рабочей катушки резко изменяется на 180 градусов (инверсия фазы) прямо в точке, где обрабатывается максимальная мощность. При этом фазовый угол напряжения рабочей катушки остается смещенным на 180 градусов от выходного напряжения инвертора для всех частот выше точки максимальной мощности.
Из нижнего графика мы также можем видеть, что ток нагрузки от инвертора демонстрирует не одно, а два резких изменения фазы по мере постепенного увеличения рабочей частоты. Изначально ток нагрузки инвертора отстает от выходного напряжения инвертора на 90 градусов на низких частотах. Ток нагрузки резко изменяется на 180 градусов до опережения фазы 90 градусов, когда рабочая частота проходит через «нулевую частоту» сети. Инверторный ток остается опережающим на 90 градусов, пока не будет достигнута точка максимальной мощности, где он снова резко поворачивается на 180 градусов и снова возвращается к фазе запаздывания на 90 градусов.
Ток нагрузки резко изменяется на 180 градусов до опережения фазы 90 градусов, когда рабочая частота проходит через «нулевую частоту» сети. Инверторный ток остается опережающим на 90 градусов, пока не будет достигнута точка максимальной мощности, где он снова резко поворачивается на 180 градусов и снова возвращается к фазе запаздывания на 90 градусов.
Если учесть, что только ток на выходе инвертора, который синфазен с выходным напряжением, способствует передаче реальной мощности, мы можем видеть, что эти резкие переходы от -90 градусов до +90 градусов явно нуждаются в более подробном рассмотрении.
График Боде выше более подробно показывает интересующую область вокруг нулевой частоты и точки максимальной мощности. Он также показывает семейство кривых, изображающих поведение контура индукционного нагревателя с различными присутствующими деталями.Это позволяет нам понять, как сеть ведет себя с большой заготовкой с потерями, при отсутствии заготовки вообще и со всеми нагрузками между ними.
Из этих графиков мы можем вывести некоторые значения для любой системы управления, которая должна отслеживать резонансную частоту расположения LCLR и управлять пропускной способностью мощности. Во-первых, при отсутствии заготовки в сети LCLR возникает на более резонансный подъем. Следовательно, ток, подаваемый от инвертора, должен быть уменьшен, чтобы предотвратить резкое увеличение токов рабочей катушки и резервуарного конденсатора при отсутствии каких-либо значительных потерь в системе. Во-вторых, ток нагрузки инвертора без нагрузки должен отслеживаться очень точно, если инвертор не должен видеть ни опережающий, ни запаздывающий ток нагрузки, потому что он так быстро нарастает на ноль градусов.
Во-вторых, ток нагрузки инвертора без нагрузки должен отслеживаться очень точно, если инвертор не должен видеть ни опережающий, ни запаздывающий ток нагрузки, потому что он так быстро нарастает на ноль градусов.
И наоборот, мы можем сказать, что с большой заготовкой с потерями будет меньше резонансного подъема, присущего схеме LCLR, и инвертор должен будет подавать больший ток нагрузки, чтобы достичь необходимого уровня тока в рабочей катушке. Однако управляющей электронике теперь не нужно так точно отслеживать резонансную частоту, поскольку уменьшенная добротность дает ток нагрузки, который смещает фазу более неторопливо.
Наконец, при рассмотрении стратегии автоматического управления для отслеживания резонансной частоты индукционного нагревателя LCLR следует рассмотреть ряд моментов, которые следует учитывать на приведенном выше графике. Для материалов с очень большими потерями (или больших объемов металла, которые приводят к значительным общим потерям) мы можем видеть, что фаза тока нагрузки инвертора (нижний зеленый график) иногда не может перейти через ноль градусов к опережающей фазе. Это означает, что ток нагрузки инвертора при больших нагрузках не может быть синфазным и всегда на определенную величину отстает.Кроме того, ток нагрузки инвертора не является монотонным при качании частоты. Поэтому прямая обратная связь от трансформатора тока (ТТ) на выходе инвертора не является жизнеспособным вариантом. Хотя может показаться, что он работает нормально без установленной детали или с умеренными нагревательными нагрузками, он не отслеживает правильно резонансную частоту и не сможет работать удовлетворительно при увеличении рабочей нагрузки и падении Q сети! (Прямая обратная связь от выходного тока инвертора с использованием трансформатора тока для формирования автономного генератора мощности приводит к конструкции, которая колеблется при низкой нагрузке, но выходит из автоколебания при увеличении рабочей нагрузки.)
Напротив, мы можем видеть, что фаза напряжения рабочей катушки (и напряжения конденсатора емкости) (нижний красный график) монотонна с увеличением частоты. Кроме того, он постоянно проходит через точку запаздывания фазы -90 градусов точно на той частоте, которая дает максимальную мощность, независимо от того, насколько сильно загружена рабочая катушка. Эти два достоинства делают форму волны напряжения емкостного конденсатора отличной регулируемой переменной. В заключение, частота инвертора должна контролироваться так, чтобы обеспечить постоянное запаздывание в 90 градусов между напряжением емкостного конденсатора и выходным напряжением инвертора для достижения максимальной пропускной способности. Теперь мы можем обозначить некоторые интересующие области на диаграмме Боде ниже.
Кроме того, он постоянно проходит через точку запаздывания фазы -90 градусов точно на той частоте, которая дает максимальную мощность, независимо от того, насколько сильно загружена рабочая катушка. Эти два достоинства делают форму волны напряжения емкостного конденсатора отличной регулируемой переменной. В заключение, частота инвертора должна контролироваться так, чтобы обеспечить постоянное запаздывание в 90 градусов между напряжением емкостного конденсатора и выходным напряжением инвертора для достижения максимальной пропускной способности. Теперь мы можем обозначить некоторые интересующие области на диаграмме Боде ниже.
Белая вертикальная линия указывает частоту, при которой напряжение на баке конденсатора (а также напряжение рабочей катушки) отстает от выходного напряжения инвертора на 90 градусов. Это также точка, где максимальное напряжение развивается на рабочей катушке и через нее протекает максимальный ток. Белая линия — это то место, где вы хотите достичь максимально возможного теплового эффекта в заготовке. Если мы посмотрим на фазу тока нагрузки инвертора (нижний зеленый график), мы увидим, что она всегда находится в диапазоне от 0 градусов до -90 градусов, когда он пересекает белую линию, независимо от того, насколько резко или медленно он поворачивается.Это означает, что инвертор всегда видит ток нагрузки, который либо синфазен, либо, в худшем случае, немного отстает по коэффициенту мощности. Такая ситуация идеальна для поддержки мягкого переключения ZVS в инверторе и предотвращения проблем с обратным восстановлением свободного диода.
Если мы посмотрим на фазу тока нагрузки инвертора (нижний зеленый график), мы увидим, что она всегда находится в диапазоне от 0 градусов до -90 градусов, когда он пересекает белую линию, независимо от того, насколько резко или медленно он поворачивается.Это означает, что инвертор всегда видит ток нагрузки, который либо синфазен, либо, в худшем случае, немного отстает по коэффициенту мощности. Такая ситуация идеальна для поддержки мягкого переключения ZVS в инверторе и предотвращения проблем с обратным восстановлением свободного диода.
Справа от белой линии мы видим область, заштрихованную синим цветом, с надписью «Область индуктивной нагрузки». Когда рабочая частота увеличивается выше точки максимальной мощности, напряжение на рабочей катушке уменьшается, и в детали создается меньший эффект нагрева.Ток нагрузки инвертора также падает и начинает отставать по фазе относительно выходного напряжения инвертора. Эти свойства делают область, заштрихованную синим цветом, идеальным местом для работы с целью достижения контроля над мощностью индукционного нагрева. Путем отстройки частоты привода инвертора на сторону высокого значения точки максимальной мощности можно снизить пропускную способность, и инвертор всегда видит запаздывающий коэффициент мощности.
Путем отстройки частоты привода инвертора на сторону высокого значения точки максимальной мощности можно снизить пропускную способность, и инвертор всегда видит запаздывающий коэффициент мощности.
И наоборот, слева от белой линии у нас есть полоса частот, обозначенная как «Область емкостной нагрузки».«По мере того, как рабочая частота снижается ниже точки максимальной мощности, напряжение рабочей катушки также падает и имеет место меньший эффект нагрева. Однако это сопровождается тем, что ток нагрузки инвертора, возможно, переходит в опережающий фазовый угол, когда потери в заготовке низкие. и высокий коэффициент Q. Это нежелательно для многих твердотельных инверторов, так как ведущий ток нагрузки вызывает потерю ZVS и приводит к принудительному обратному восстановлению безынерционных диодов, вызывая повышенные коммутационные потери и выбросы напряжения.Поэтому область емкостной нагрузки не рекомендуется для управления пропускной способностью.
Вертикальной фиолетовой линией отмечен другой конец области емкостной нагрузки, где ток нагрузки инвертора снова переходит в отстающий «индуктивный» ток нагрузки.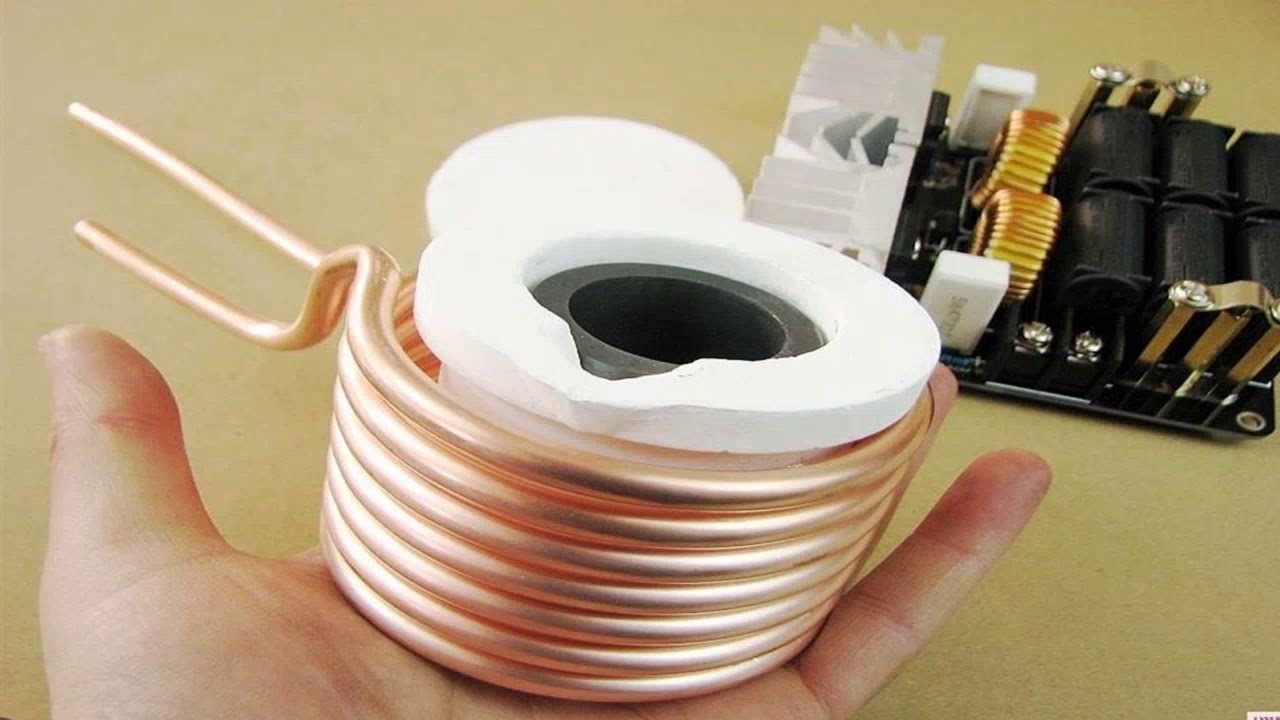 Эта вторая индуктивная область не представляет особого интереса, поскольку она не обеспечивает значительную пропускную способность по мощности и в любом случае не может быть достигнута без прохождения через потенциально опасную область емкостной нагрузки. Когда сеть LCLR приводится в действие напряжением прямоугольного инвертора, существует также риск значительного протекания тока на гармонике частоты привода.Здесь он отмечен на схеме только для полноты картины.
Эта вторая индуктивная область не представляет особого интереса, поскольку она не обеспечивает значительную пропускную способность по мощности и в любом случае не может быть достигнута без прохождения через потенциально опасную область емкостной нагрузки. Когда сеть LCLR приводится в действие напряжением прямоугольного инвертора, существует также риск значительного протекания тока на гармонике частоты привода.Здесь он отмечен на схеме только для полноты картины.
Требования к охлаждению
# Добавить сюда отзыв про водяное охлаждение #
Нагревательные картинки
Формы сигналов
Это показывает форму выходного тока инвертора при возбуждении рабочей катушки LCLR близко к его резонансной частоте. Эта точка соответствует максимальной мощности и, следовательно, максимальному тепловому эффекту. Обратите внимание, что ток нагрузки инвертора представляет собой почти чистую синусоиду.
Эта точка соответствует максимальной мощности и, следовательно, максимальному тепловому эффекту. Обратите внимание, что ток нагрузки инвертора представляет собой почти чистую синусоиду.
Здесь показана форма выходного тока инвертора при возбуждении рабочей катушки LCLR, значительно превышающей ее собственную резонансную частоту. Эта рабочая точка снижает мощность и тепловой эффект. На частотах выше собственной резонансной частоты рабочей катушки LCLR преобладает индуктивное реактивное сопротивление согласующей цепи, и ток нагрузки инвертора отстает от приложенного напряжения.Обратите внимание на треугольный ток нагрузки, вызванный индуктивной нагрузкой, интегрирующей выходное прямоугольное напряжение инвертора с течением времени.
Показывает напряжение на рабочей катушке при нормальной работе при приближении к резонансу. Обратите внимание, что форма волны напряжения представляет собой чистую синусоиду. Это также верно для формы волны тока и сводит к минимуму гармоническое излучение и радиочастотные помехи. В этом случае напряжение на рабочей катушке также выше, чем напряжение шины постоянного тока, подаваемое на инвертор.Оба эти свойства объясняются высокой добротностью контура индукционного нагревателя.
В этом случае напряжение на рабочей катушке также выше, чем напряжение шины постоянного тока, подаваемое на инвертор.Оба эти свойства объясняются высокой добротностью контура индукционного нагревателя.
Показывает выходное напряжение инвертора, когда он неправильно настроен на частоту ниже собственной резонансной частоты рабочей катушки. Обратите внимание на очень быстрое время нарастания и спада прямоугольной волны, сопровождающееся чрезмерным выбросом напряжения и звоном. Все это связано с принудительным обратным восстановлением корпусных диодов полевого МОП-транзистора при сохранении этого нежелательного режима работы.(Выбросы и звонки возникают из-за всплесков тока обратного восстановления, возбуждающих ударную паразитную индуктивность в схеме инвертора в паразитные колебания).
Показывает выходное напряжение инвертора, когда он настроен немного выше собственной резонансной частоты рабочей катушки. Обратите внимание на то, что времена нарастания и спада прямоугольной волны более контролируемы, а выбросы или звонки сравнительно небольшие. Это связано с переключением нулевого напряжения (ZVS), которое происходит, когда инвертор работает в этом благоприятном рабочем режиме.
Это связано с переключением нулевого напряжения (ZVS), которое происходит, когда инвертор работает в этом благоприятном рабочем режиме.
Показывает выходное напряжение инвертора, когда он точно настроен на резонансную частоту рабочей катушки. Хотя в этой ситуации действительно достигается максимальная пропускная способность, она не совсем обеспечивает переключение при нулевом напряжении полевых МОП-транзисторов. Обратите внимание на маленькие выемки на переднем и заднем фронтах сигнала напряжения. Это происходит из-за того, что средняя точка опоры моста не была полностью переключена на противоположную шину питания в течение мертвого времени перед включением следующего полевого МОП-транзистора.На практике небольшое индуктивное реактивное сопротивление инвертора помогает обеспечить требуемый коммутирующий ток и достичь ZVS. По этой причине ситуация, описанная для предыдущей фотографии, предпочтительнее точной настройки.
Вернуться на главную
Индукционный нагрев: что это и как работает?
Что такое индукционный нагрев?
Индукционный нагрев — это процесс нагрева металлов и других электропроводящих материалов, который является точным, повторяемым и безопасным бесконтактным методом. Он включает сложную комбинацию электромагнитной энергии и теплопередачи, которая проходит через индукционную катушку, создавая электромагнитное поле внутри катушки для металлических материалов. Такие материалы, как сталь, медь, латунь, графит, золото, серебро, алюминий и карбид, могут быть нагреты для различных применений, включая различные виды термообработки, такие как закалка, отжиг, отпуск, пайка, пайка, термоусадочная муфта, нагрев. стекинг, склеивание, отверждение, плавление и многое другое.
Он включает сложную комбинацию электромагнитной энергии и теплопередачи, которая проходит через индукционную катушку, создавая электромагнитное поле внутри катушки для металлических материалов. Такие материалы, как сталь, медь, латунь, графит, золото, серебро, алюминий и карбид, могут быть нагреты для различных применений, включая различные виды термообработки, такие как закалка, отжиг, отпуск, пайка, пайка, термоусадочная муфта, нагрев. стекинг, склеивание, отверждение, плавление и многое другое.
Чтобы понять основы индукционного нагрева, необходимо изучить два ключевых явления; Закон индукции и скин-эффекта Фарадея.
Закон индукции Фарадея
Когда электропроводящий материал (например, металл) помещается в изменяющееся во времени магнитное поле, электрический ток (называемый «вихревым током») индуцируется в части, создающей второе магнитное поле, которое противодействует приложенному полю (рисунок ниже). Причина этого явления заключается в том, что изменяющееся во времени магнитное поле нарушает расслабленное состояние окружающей среды для электропроводящего материала.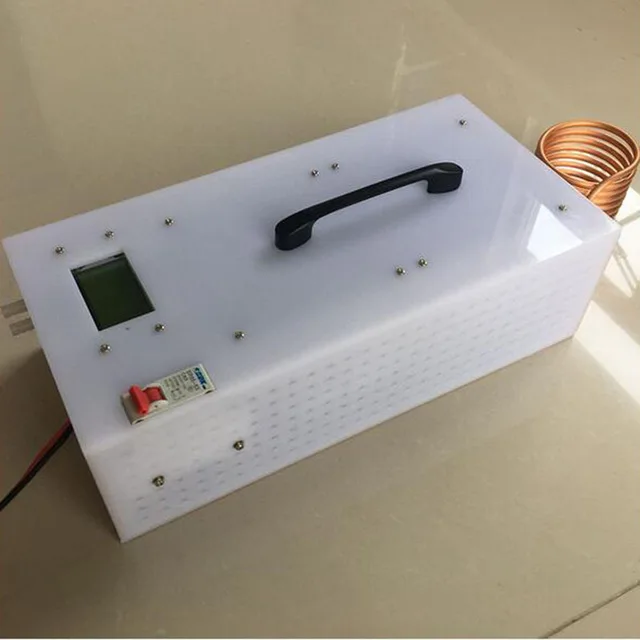 В свою очередь, материал пытается противодействовать этому изменению, создавая другое магнитное поле, чтобы отменить наложенное поле.
В свою очередь, материал пытается противодействовать этому изменению, создавая другое магнитное поле, чтобы отменить наложенное поле.
Как работает индукционный нагрев?
Явление индукции имеет два важных последствия:
и. Вынужденная сила . На рисунке ниже показан пример, где постоянный магнит помещен в медную трубку. Индуцированная сила согласно закону Фарадея пытается остановить движение магнита внутри трубки.
ii. Индуцированное тепло. Когда электропроводящий материал подвергается воздействию переменного магнитного поля, в зависимости от материала, тепло индуцируется двумя механизмами; Джоулев нагрев и магнитный гистерезис. Последнее происходит в магнитных металлах (таких как углеродистая сталь ниже температуры Кюри), в которых вращение соседних магнитных диполей из-за изменения направления наложенного магнитного поля приведет к трению и нагреву. Этот эффект усиливается при увеличении частоты наложенного магнитного поля. 2, где R — электрическое сопротивление пути тока. Сопротивление пути тока обратно пропорционально площади поперечного сечения, по которой течет ток.
2, где R — электрическое сопротивление пути тока. Сопротивление пути тока обратно пропорционально площади поперечного сечения, по которой течет ток.
Как генерируется индуцированное тепло?
Если электропроводящий материал подвергается воздействию магнитного поля, в материале индуцируются вихревые токи. Особые характеристики таких токов приводят к явлению, которое мы называем «индукционным нагревом». Вихревые токи концентрируются на поверхности материала.Причина в том, что на высокой частоте наложенное магнитное поле очень быстро меняет свое направление. Следовательно, индуцированные токи в одном направлении не успевают проникнуть в глубину металла, прежде чем их время истечет. Толщина проникновения тока в материал называется «глубиной скин-слоя». Глубина скин-слоя зависит от электромагнитных свойств материала, а также обратно пропорциональна частоте. На рисунке ниже показана зависимость глубины скин-слоя от частоты.2. Следовательно, происходит преобразование высокой энергии из электрической в тепловую.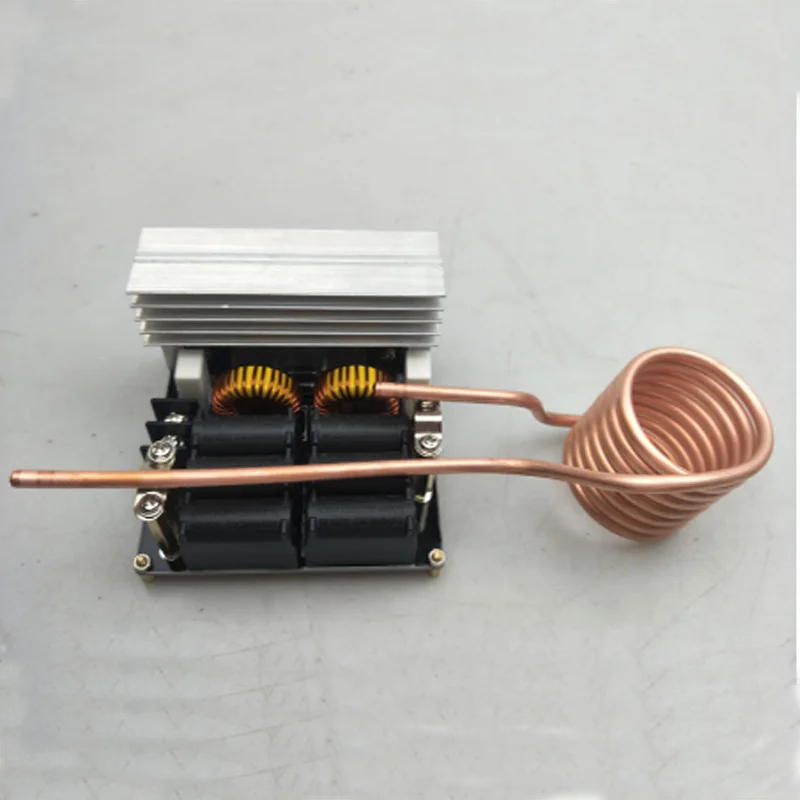
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Видео предоставлено: https://www.youtube.com/watch?v=5BeFoz3Ypo4
высокочастотная печь индукционного нагревателя 15кв 110в 2 л / мин 30-100 кГц — Вевор США
Характеристики и подробности
- [РАСШИРЕННАЯ ТЕХНОЛОГИЯ] — в комплекте индукционного нагревателя используются новейшие полевые МОП-транзисторы, блоки питания IGBT и методы управления преобразованием частоты с высокой эффективностью, низким энергопотреблением и более высокой выходной мощностью.

- [БЫСТРЫЙ НАГРЕВ] — Благодаря функции постоянного тока и постоянной мощности нагреватель на 15 кВт значительно оптимизирует процесс нагрева металла, реализует эффективный и быстрый нагрев и дает полную реализацию преимуществ продукта.
- [АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ] — При 100% нагрузке индукционная кузница может работать без остановки в течение 24 часов. Инфракрасный датчик температуры может быть оборудован для реализации автоматического контроля температуры, улучшения качества нагрева и упрощения ручного управления.
- [ПРОСТОТА В ИСПОЛЬЗОВАНИИ] — При настройке трехступенчатой функции нагревание-изоляция-охлаждение необходимое время нагрева и изоляции может быть адаптировано к ситуациям периодического и повторяющегося нагрева.
- [ЗАЩИТА БЕЗОПАСНОСТИ] — с несколькими дисплеями состояния перелива, перенапряжения, низкого уровня воды, обрыва фазы и неисправности нагрузки, что обеспечивает более высокую надежность и устойчивость.
Модуль IGBT
В индукционной печи используются импортированные из Германии модули IGBT, которые имеют стабильную работу, высокую эффективность, низкое потребление энергии и стабильную мощность.
Цифровая панель управления
Панель управления проста и удобна в эксплуатации, основные функции понятны с первого взгляда, а работа более безопасна.
Функция защиты
Функция идеальная, с ручной / автоматической произвольной настройкой. Если какой-либо из параметров перегрузки по току, перенапряжения, перегрева, нехватки воды и обрыва фазы не соответствует требованиям, машина автоматически защитит.Безопасно и надежно.
Индукционная катушка высокого качества
Высокочастотный индукционный нагреватель с индукционной катушкой высокого качества, простой в эксплуатации, быстрый нагрев.
Портативная ручка
Переносная ручка удобна для транспортировки, установки и использования. Компактный корпус экономит вам много места.
Широкое применение
Индукционный змеевиковый нагреватель широко используется в металлообработке, производстве оборудования, бытовой техники, автомобилестроении и других отраслях, где требуется оборудование для источников тепла, например, термоформование, сварка, закалка, плавка, отжиг, согласование тепла и другие процессы.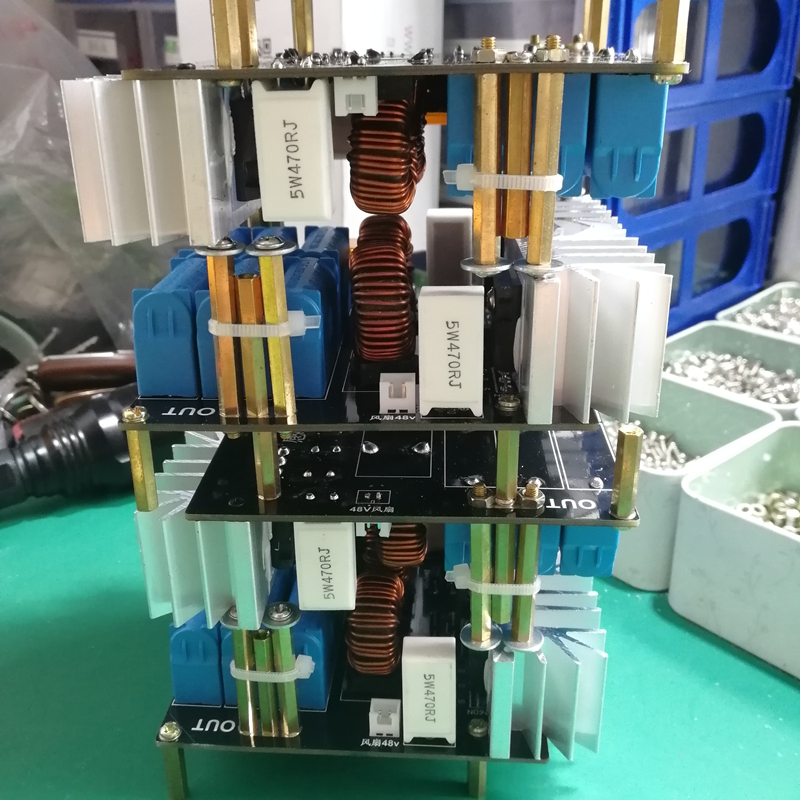
Печь с высокочастотным индукционным нагревателем
В высокочастотном индукционном нагревателе мощностью 15 кВт используются передовые технологии, он прост и удобен в эксплуатации, имеет высокую эффективность, низкое энергопотребление и высокую выходную мощность. Он выбирает источник питания в зависимости от мощности и частоты. Чем выше частота, тем меньше глубина нагрева и чем ниже частота, тем лучше теплопроницаемость. Широко используется при пайке, сварке серебром, горячей ковке, плавлении, закалке и т. Д.
- Продвинутые технологии
- Нагрев быстро
- Автоматический контроль
- Безопасность Защита
Содержимое упаковки:
Спецификация
- Выходная мощность: 15 кВт
- Выходной ток: 200-600 А
- Частота колебаний: 30-100 кГц
- Время нагрева: 1-99 с (авто)
- Входное напряжение: однофазное 110 В, 60 Гц
- Расход охлаждающей воды: 0.
 2 МПа, 2 л / мин
2 МПа, 2 л / мин - Температура воды. точка защиты: 40 ℃ (104 ℉)
- Максимум. температура нагрева: 2200 ℃ (3992 ℉)
- Продолжительность нагрузки: 100%
- Охлаждение: водяное охлаждение
- Размер: 55 х 22 х 47 см (22 х 9 х 19 дюймов)
- Вес: 18 кг (40 фунтов)
Содержимое упаковки
- 1 печь с высокочастотным индукционным нагревателем мощностью 15 кВт
- 1 х нагревательная катушка
- 1 х ножной переключатель
- 1 х английское руководство
Характеристики и подробности
- [РАСШИРЕННАЯ ТЕХНОЛОГИЯ] — в комплекте индукционного нагревателя используются новейшие полевые МОП-транзисторы, блоки питания IGBT и методы управления преобразованием частоты с высокой эффективностью, низким энергопотреблением и более высокой выходной мощностью.

- [БЫСТРЫЙ НАГРЕВ] — Благодаря функции постоянного тока и постоянной мощности нагреватель на 15 кВт значительно оптимизирует процесс нагрева металла, реализует эффективный и быстрый нагрев и дает полную реализацию преимуществ продукта.
- [АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ] — При 100% нагрузке индукционная кузница может работать без остановки в течение 24 часов. Инфракрасный датчик температуры может быть оборудован для реализации автоматического контроля температуры, улучшения качества нагрева и упрощения ручного управления.
- [ПРОСТОТА В ИСПОЛЬЗОВАНИИ] — При настройке трехступенчатой функции нагревание-изоляция-охлаждение необходимое время нагрева и изоляции может быть адаптировано к ситуациям периодического и повторяющегося нагрева.
- [ЗАЩИТА БЕЗОПАСНОСТИ] — с несколькими дисплеями состояния перелива, перенапряжения, низкого уровня воды, обрыва фазы и неисправности нагрузки, что обеспечивает более высокую надежность и устойчивость.
Модуль IGBT
В индукционной печи используются импортированные из Германии модули IGBT, которые имеют стабильную работу, высокую эффективность, низкое потребление энергии и стабильную мощность.
Цифровая панель управления
Панель управления проста и удобна в эксплуатации, основные функции понятны с первого взгляда, а работа более безопасна.
Функция защиты
Функция идеальная, с ручной / автоматической произвольной настройкой. Если какой-либо из параметров перегрузки по току, перенапряжения, перегрева, нехватки воды и обрыва фазы не соответствует требованиям, машина автоматически защитит.Безопасно и надежно.
Индукционная катушка высокого качества
Высокочастотный индукционный нагреватель с индукционной катушкой высокого качества, простой в эксплуатации, быстрый нагрев.
Портативная ручка
Переносная ручка удобна для транспортировки, установки и использования. Компактный корпус экономит вам много места.
Широкое применение
Индукционный змеевиковый нагреватель широко используется в металлообработке, производстве оборудования, бытовой техники, автомобилестроении и других отраслях, где требуется оборудование для источников тепла, например, термоформование, сварка, закалка, плавка, отжиг, согласование тепла и другие процессы.
Печь с высокочастотным индукционным нагревателем
В высокочастотном индукционном нагревателе мощностью 15 кВт используются передовые технологии, он прост и удобен в эксплуатации, имеет высокую эффективность, низкое энергопотребление и высокую выходную мощность. Он выбирает источник питания в зависимости от мощности и частоты. Чем выше частота, тем меньше глубина нагрева и чем ниже частота, тем лучше теплопроницаемость. Широко используется при пайке, сварке серебром, горячей ковке, плавлении, закалке и т. Д.
- Продвинутые технологии
- Нагрев быстро
- Автоматический контроль
- Безопасность Защита
Спецификация
- Выходная мощность: 15 кВт
- Выходной ток: 200-600 А
- Частота колебаний: 30-100 кГц
- Время нагрева: 1-99 с (авто)
- Входное напряжение: однофазное 110 В, 60 Гц
- Расход охлаждающей воды: 0.
 2 МПа, 2 л / мин
2 МПа, 2 л / мин - Температура воды. точка защиты: 40 ℃ (104 ℉)
- Максимум. температура нагрева: 2200 ℃ (3992 ℉)
- Продолжительность нагрузки: 100%
- Охлаждение: водяное охлаждение
- Размер: 55 х 22 х 47 см (22 х 9 х 19 дюймов)
- Вес: 18 кг (40 фунтов)
Содержимое упаковки
- 1 печь с высокочастотным индукционным нагревателем мощностью 15 кВт
- 1 х нагревательная катушка
- 1 х ножной переключатель
- 1 х английское руководство
Политика доставки
Стоимость доставки Все продукты сейчас доставляются бесплатно, часть AK, HI, PW, MH, FM, VI, MP, AS, PR, GU Государства, где удаленное место требует дополнительных сборов за доставку, без таможенных сборов.
Примечание: на время доставки влияет COVID-19, время доставки груза переносится на 3 дня! Для больших грузов (пожалуйста, обратите внимание на описание размера или фотографии размеров, на которых односторонняя длина более 108 дюймов, периметр более 165 дюймов) требуется задержка на 12 дней.
Сроки доставки
Мы применяем FedEx Ground, UPS Ground, SAIA, RRTS, RLCARRIERS, отправляем заказы только в пределах США, другие страны не открыты на этом сайте, вы можете перейти в магазин на нашем сайте в другой стране.
- Дни ПОСТАВКИ: 1-4 рабочих дня
- Время обработки: 3 рабочих дня
- СУДНО СО СКЛАДА CA & TX & KY & NJ
О модификации
Как только ваш платеж будет завершен, пожалуйста, сообщите по телефону или электронной почте, если требуются какие-либо изменения, прежде чем мы отправим вашу посылку.
Клиент будет нести ответственность за все дополнительные сборы, вызванные изменением адреса, если контакт будет установлен после отправки товара.
Международный Покупка
Ввозные пошлины, налоги и сборы не включены в цену товара или стоимость доставки. Покупатель должен нести ответственность за эти расходы.
Политика возврата
На каждый продукт предоставляется 12-месячная гарантия и 30-дневная политика возврата с даты покупки.Особые обстоятельства будут четко указаны в списке.
Если вам нужно вернуть товар и получить возмещение, свяжитесь с нами, чтобы получить этикетку для бесплатной доставки и отправить его нам.
Удовлетворительная гарантия на каждую покупку
Уважаемый покупатель, пожалуйста, свяжитесь с нами, если вы не удовлетворены товаром, прежде чем подавать заявку на возврат или возврат. Оперативный обмен должен быть произведен в течение 30 дней с момента доставки в оригинальной упаковке и с подтверждением покупки у Vevor.
Оперативный обмен должен быть произведен в течение 30 дней с момента доставки в оригинальной упаковке и с подтверждением покупки у Vevor.
Пожалуйста, внимательно проверьте все после получения посылки, любые повреждения, кроме DOA (Dead-On-Arrival), не будут покрываться, если они связаны с повреждениями, нанесенными руками человека. Если ваш товар был поврежден при транспортировке или вышел из строя в течение гарантийного срока, отправьте нам электронное письмо с фотографиями или видео, чтобы показать проблему.
- Все возвраты должны быть предварительно одобрены. Несанкционированные возвращения не будут приняты.
- Проверьте дважды, чтобы подтвердить, что товар не работает, и свяжитесь с нашим представителем службы поддержки клиентов, сообщите нам подробную проблему и отправьте нам несколько фотографий для подтверждения.
- На замененные товары предоставляется такая же гарантия, что и на возвращенные.
Если вы отправляете товар
- Тщательно упакуйте товар (ы) в оригинальную упаковку.

- Наклейте предложенную нами транспортную этикетку на внешний корпус .
- Возврат будет обработан после того, как товар будет получен нашим складским персоналом, который будет подтвержден как неоткрытый и в хорошем состоянии.
- Для получения помощи по возврату, пожалуйста, напишите Vevor Facebook или отправьте сообщение по адресу: support @ vevor.com.
Основные сведения о высокочастотном индукционном нагреве — United Induction Heating Machine Limited, Китай
Введение
Индукционный нагрев — это процесс бесконтактного нагрева. Он использует высокочастотное электричество для нагрева материалов, которые являются электропроводными. Поскольку это бесконтактный процесс, процесс нагрева не загрязняет нагреваемый материал.Это также очень эффективно, поскольку тепло фактически генерируется внутри детали. Это можно противопоставить другим методам нагрева, где тепло генерируется в пламени или нагревательном элементе, который затем прикладывается к заготовке. По этим причинам индукционный нагрев находит свое уникальное применение в промышленности.
Это можно противопоставить другим методам нагрева, где тепло генерируется в пламени или нагревательном элементе, который затем прикладывается к заготовке. По этим причинам индукционный нагрев находит свое уникальное применение в промышленности.
Как работает индукционный нагрев?
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку.Эта катушка известна как рабочая катушка. Смотрите картинку напротив. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Нагреваемая деталь помещается в это интенсивное переменное магнитное поле. В зависимости от материала заготовки происходит ряд вещей … | |
Переменное магнитное поле индуцирует ток в проводящей заготовке.Расположение рабочей катушки и заготовки можно рассматривать как электрический трансформатор. Рабочая катушка похожа на первичную обмотку, на которую подается электрическая энергия, а заготовка похожа на однооборотную вторичную обмотку, которая замкнута накоротко. Это вызывает протекание огромных токов через заготовку. Они известны как вихревые токи. В дополнение к этому, высокая частота, используемая в приложениях индукционного нагрева, вызывает явление, называемое скин-эффектом. Этот скин-эффект заставляет переменный ток тонким слоем течь к поверхности заготовки.Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Следовательно, он значительно увеличивает эффект нагрева, вызванный током, наведенным в заготовке. |
(Хотя нагрев из-за вихревых токов желателен в этом приложении, интересно отметить, что производители трансформаторов делают все возможное, чтобы избежать этого явления в своих трансформаторах. Ламинированные сердечники трансформаторов, сердечники из порошкового железа и ферриты используются для предотвращения протекания вихревых токов внутри сердечников трансформатора.Внутри трансформатора прохождение вихревых токов крайне нежелательно, поскольку оно вызывает нагрев магнитопровода и представляет собой потерянную мощность.)
А для черных металлов?
Для черных металлов, таких как железо и некоторые виды стали, существует дополнительный механизм нагрева, который происходит одновременно с вихревыми токами, упомянутыми выше. Интенсивное переменное магнитное поле внутри рабочей катушки многократно намагничивает и демагнетизирует кристаллы железа.Это быстрое переключение магнитных доменов вызывает значительное трение и нагрев внутри материала. Нагрев из-за этого механизма известен как потеря гистерезиса и является наибольшим для материалов, которые имеют большую площадь внутри их кривой B-H. Это может быть большим фактором, способствующим выделению тепла во время индукционного нагрева, но происходит только внутри черных металлов. По этой причине материалы из черных металлов легче поддаются индукционному нагреву, чем материалы из цветных металлов.
Интересно отметить, что сталь теряет свои магнитные свойства при нагревании выше примерно 700 ° C.Эта температура известна как температура Кюри. Это означает, что при температуре выше 700 ° C нагрев материала невозможен из-за гистерезисных потерь. Дальнейший нагрев материала должен происходить только за счет наведенных вихревых токов. Это делает нагрев стали выше 700 ° C более сложной задачей для систем индукционного нагрева. Тот факт, что медь и алюминий являются немагнитными и очень хорошими электрическими проводниками, также может затруднить эффективное нагревание этих материалов. (Мы увидим, что для этих материалов лучше всего увеличить частоту, чтобы преувеличить потери из-за скин-эффекта.)
Для чего используется индукционный нагрев?
Индукционный нагрев может использоваться для любого применения, где мы хотим нагревать электропроводящий материал чистым, эффективным и контролируемым образом.
Одно из наиболее распространенных применений — герметизация защитных пломб, приклеенных к верхней части бутылок с лекарствами и напитками. Пленка из фольги, покрытая «термоклеем», вставляется в пластиковую крышку и навинчивается на верхнюю часть каждой бутылки во время производства.Эти уплотнения из фольги затем быстро нагреваются, когда бутылки проходят под индукционным нагревателем на производственной линии. Вырабатываемое тепло расплавляет клей и герметизирует фольгу на крышке бутылки. Когда крышка снята, фольга остается герметичной и предотвращает любое вмешательство или загрязнение содержимого бутылки до тех пор, пока покупатель не проткнет фольгу.
Еще одно распространенное применение — это «геттерное зажигание» для удаления загрязнений из вакуумированных трубок, таких как телевизионные кинескопы, вакуумные лампы и различные газоразрядные лампы.Кольцо из проводящего материала, называемое «геттером», помещается в вакуумированный стеклянный сосуд. Поскольку индукционный нагрев является бесконтактным процессом, его можно использовать для нагрева газопоглотителя, который уже запечатан внутри емкости. Индукционная рабочая катушка расположена рядом с геттером снаружи вакуумной лампы, и источник переменного тока включен. В течение нескольких секунд после запуска индукционного нагревателя газопоглотитель нагревается добела, и химические вещества в его покрытии вступают в реакцию с любыми газами в вакууме. В результате геттер поглощает любые последние оставшиеся следы газа внутри вакуумной трубки и увеличивает чистоту вакуума.
Еще одним распространенным применением индукционного нагрева является процесс, называемый зонной очисткой, который используется в промышленности по производству полупроводников. Это процесс, в котором кремний очищается с помощью движущейся зоны расплавленного материала. Поиск в Интернете обязательно найдет более подробную информацию об этом процессе, о котором я мало знаю.
Другие области применения включают плавку, сварку и пайку металлов. Индукционные варочные панели и рисоварки. Закалка металла боеприпасов, зубьев шестерен, пильных полотен, приводных валов и т. Д. Также является обычным применением, поскольку в процессе индукции поверхность металла нагревается очень быстро.Поэтому его можно использовать для поверхностного упрочнения и упрочнения локализованных участков металлических деталей за счет «опережения» теплопроводности тепла вглубь детали или окружающих областей. Бесконтактный характер индукционного нагрева также означает, что его можно использовать для нагрева материалов в аналитических целях без риска загрязнения образца. Точно так же металлические медицинские инструменты можно стерилизовать, нагревая их до высоких температур, пока они все еще запечатаны в известной стерильной среде, чтобы убить микробы.
Что требуется для индукционного нагрева?
Теоретически для реализации индукционного нагрева необходимы только 3 вещи:
- Источник высокочастотной электроэнергии,
- Рабочая катушка для генерации переменного магнитного поля,
- Электропроводящая деталь для нагрева,
При этом на практике системы индукционного нагрева обычно немного сложнее.Например, между высокочастотным источником и рабочей катушкой часто требуется цепь согласования импеданса, чтобы обеспечить хорошую передачу мощности. Системы водяного охлаждения также распространены в индукционных нагревателях высокой мощности для отвода тепла от рабочей катушки, ее согласующей сети и силовой электроники. Наконец, некоторая управляющая электроника обычно используется для управления интенсивностью нагрева и времени цикла нагрева для обеспечения стабильных результатов. Управляющая электроника также защищает систему от повреждений в результате ряда неблагоприятных условий эксплуатации.Однако основной принцип работы любого индукционного нагревателя остается таким же, как описано ранее.
Практическая реализация
На практике рабочая катушка обычно включается в резонансный контур резервуара. Это дает ряд преимуществ. Во-первых, это делает форму волны тока или напряжения синусоидальной. Это сводит к минимуму потери в инверторе, позволяя ему использовать переключение при нулевом напряжении или при нулевом токе, в зависимости от точного выбранного расположения.Синусоидальная форма волны на рабочей катушке также представляет более чистый сигнал и вызывает меньшие радиочастотные помехи для ближайшего оборудования. Этот более поздний момент становится очень важным в мощных системах. Мы увидим, что существует ряд резонансных схем, которые разработчик индукционного нагревателя может выбрать для рабочей катушки:
Последовательный резонансный контур резервуара
Рабочая катушка заставлена резонировать на предполагаемой рабочей частоте с помощью посредством конденсатора, помещенного последовательно с ним.Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Последовательный резонанс также увеличивает напряжение на рабочей катушке, намного превышающее выходное напряжение только инвертора. Инвертор видит синусоидальный ток нагрузки, но он должен нести полный ток, протекающий в рабочей катушке. По этой причине рабочая катушка часто состоит из множества витков провода, через которые протекают всего несколько ампер или десятки ампер. Значительная мощность нагрева достигается за счет резонансного повышения напряжения на рабочей катушке в последовательно-резонансном расположении при сохранении тока через катушку (и инвертор) на разумном уровне.
Такое расположение обычно используется в рисоварках, где уровень мощности низкий, а инвертор расположен рядом с нагреваемым объектом. Основные недостатки последовательного резонансного устройства заключаются в том, что инвертор должен пропускать тот же ток, который течет в рабочей катушке. В дополнение к этому повышение напряжения из-за последовательного резонанса может стать очень заметным, если в рабочей катушке нет заготовки значительного размера, которая могла бы демпфировать цепь. Это не проблема для таких приложений, как рисоварки, где заготовкой всегда является одна и та же варочная емкость, и ее свойства хорошо известны на момент разработки системы.
Резервуарный конденсатор обычно рассчитан на высокое напряжение из-за увеличения резонансного напряжения в последовательно настроенном резонансном контуре. Он также должен пропускать полный ток, переносимый рабочей катушкой, хотя обычно это не проблема в приложениях с низким энергопотреблением.
Параллельный резонансный контур резервуара
Рабочая катушка резонирует на заданной рабочей частоте с помощью конденсатора, размещенного параллельно ей.Это приводит к тому, что ток через рабочую катушку становится синусоидальным. Параллельный резонанс также увеличивает ток через рабочую катушку, намного превышающий допустимый выходной ток только инвертора. Инвертор видит синусоидальный ток нагрузки. Однако в этом случае он должен проводить только ту часть тока нагрузки, которая действительно работает. Инвертор не должен проводить полный циркулирующий ток в рабочей катушке. Это очень важно, поскольку коэффициенты мощности в приложениях индукционного нагрева обычно низкие.Это свойство параллельного резонансного контура может в десять раз уменьшить ток, который должен поддерживаться инвертором и проводами, соединяющими его с рабочей катушкой. Потери проводимости обычно пропорциональны квадрату тока, поэтому десятикратное снижение тока нагрузки представляет собой значительную экономию потерь проводимости в инверторе и связанной с ним проводке. Это означает, что рабочую катушку можно разместить в месте, удаленном от инвертора, без значительных потерь в питающих проводах.
Рабочие катушки, использующие эту технику, часто состоят из нескольких витков толстого медного проводника, но протекают большие токи в несколько сотен или тысяч ампер. (Это необходимо для получения необходимого количества витков в Амперах для индукционного нагрева.) Водяное охлаждение является общим для всех систем, кроме самых маленьких. Это необходимо для удаления избыточного тепла, генерируемого прохождением большого высокочастотного тока через рабочую катушку и связанный с ней емкостной конденсатор.
В параллельной резонансной цепи резервуара рабочую катушку можно рассматривать как индуктивную нагрузку с подключенным к ней конденсатором «коррекции коэффициента мощности».Конденсатор PFC обеспечивает прохождение реактивного тока, равного и противоположного значительному индуктивному току, потребляемому рабочей катушкой. Ключевой момент, о котором следует помнить, заключается в том, что этот огромный ток локализован в рабочей катушке и ее конденсаторе и просто представляет собой колебание реактивной мощности между ними. Следовательно, единственный реальный ток, протекающий от инвертора, — это относительно небольшая величина, необходимая для преодоления потерь в конденсаторе «PFC» и рабочей катушке. В этой цепи резервуара всегда есть некоторые потери из-за диэлектрических потерь в конденсаторе и скин-эффекта, вызывающего резистивные потери в конденсаторе и рабочей катушке.Поэтому от инвертора всегда поступает небольшой ток, даже при отсутствии детали. Когда деталь с потерями вставляется в рабочую катушку, это гасит параллельный резонансный контур, вводя дополнительные потери в систему. Следовательно, ток, потребляемый параллельным резонансным контуром резервуара, увеличивается, когда деталь входит в катушку.
Согласование импеданса
Или просто «Согласование». Это относится к электронике, которая находится между источником высокочастотной энергии и рабочей катушкой, которую мы используем для нагрева.Для того, чтобы нагреть твердый кусок металла с помощью индукционного нагрева, нам нужно вызвать УДИВИТЕЛЬНЫЙ ток, протекающий по поверхности металла. Однако это можно отличить от инвертора, который генерирует высокочастотную энергию. Инвертор обычно работает лучше (и его конструкция несколько проще), если он работает при достаточно высоком напряжении, но при низком токе. (Обычно проблемы возникают в силовой электронике, когда мы пытаемся включить и выключить большие токи за очень короткое время.) Увеличение напряжения и уменьшение тока позволяет использовать полевые МОП-транзисторы с общим переключателем (или быстрые IGBT).Сравнительно низкие токи делают инвертор менее чувствительным к проблемам компоновки и паразитной индуктивности. Задача согласующей цепи и самой рабочей катушки — преобразовывать высокое напряжение / слабый ток от инвертора в низковольтное / сильноточное, необходимое для эффективного нагрева заготовки.
Мы можем представить себе контур резервуара, включающий рабочую катушку (Lw) и ее конденсатор (Cw), как параллельный резонансный контур. Имеет сопротивление (R) из-за того, что деталь с потерями соединена с рабочей катушкой из-за магнитной связи между двумя проводниками. См. Схему напротив. | |
На практике сопротивление рабочей катушки, сопротивление емкостного конденсатора и отраженное сопротивление заготовки — все это вносит потери в контур емкости и гасит резонанс. Поэтому полезно объединить все эти потери в одно «сопротивление потерь». В случае параллельного резонансного контура это сопротивление потерь проявляется непосредственно в контуре резервуара в нашей модели.Это сопротивление представляет собой единственный компонент, который может потреблять реальную мощность, и поэтому мы можем рассматривать это сопротивление потерь как нагрузку, на которую мы пытаемся эффективно направить мощность. |
При резонансном возбуждении ток, потребляемый емкостным конденсатором и рабочей катушкой, равны по величине и противоположны по фазе и, следовательно, компенсируют друг друга в отношении источника энергии. Это означает, что единственная нагрузка, которую видит источник питания на резонансной частоте, — это сопротивление потерь в контуре резервуара. (Обратите внимание, что при возбуждении по обе стороны от резонансной частоты существует дополнительная «противофазная» составляющая к току, вызванная неполным нейтрализацией тока рабочей катушки и тока конденсатора резервуара. Этот реактивный ток увеличивает общая величина тока, потребляемого от источника, но не вносящего никакого вклада в полезный нагрев детали.)
Задача согласующей цепи — просто преобразовать это относительно большое сопротивление потерь в цепи резервуара до меньшее значение, которое лучше подходит инвертору, пытающемуся им управлять.Существует множество различных способов достижения этого преобразования импеданса, включая отвод рабочей катушки, использование ферритового трансформатора, емкостного делителя вместо емкостного конденсатора или согласующей цепи, такой как L-образная цепь.
В случае сети L-match она может преобразовать относительно высокое сопротивление нагрузки цепи резервуара до значения около 10 Ом, что лучше подходит для инвертора. Эта цифра типична для того, чтобы инвертор мог работать от нескольких сотен вольт, сохраняя при этом токи на среднем уровне, так что для выполнения операции переключения можно использовать стандартные переключаемые полевые МОП-транзисторы. Сеть L-соответствия состоит из компонентов Lm и Cm, показанных напротив. |
Сеть L-match имеет несколько очень желаемых свойств в этом приложении. Катушка индуктивности на входе в L-образную цепь представляет постепенно возрастающее индуктивное сопротивление на всех частотах, превышающих резонансную частоту контура резервуара. Это очень важно, когда рабочая катушка должна питаться от инвертора источника напряжения, который генерирует выходное напряжение прямоугольной формы.Вот объяснение того, почему это так…
Напряжение прямоугольной формы, генерируемое большинством полумостовых и полномостовых схем, богато высокочастотными гармониками, а также желаемой основной частотой. Прямое подключение такого источника напряжения к параллельному резонансному контуру приведет к протеканию чрезмерных токов на всех гармониках частоты привода! Это связано с тем, что емкостный конденсатор в параллельном резонансном контуре будет иметь все более низкое емкостное сопротивление к возрастающим частотам.Это потенциально очень опасно для инвертора источника напряжения. Это приводит к большим скачкам тока при переключениях, поскольку инвертор пытается быстро зарядить и разрядить резервуарный конденсатор на нарастающих и спадающих фронтах прямоугольной волны. Включение L-образной цепи между инвертором и контуром резервуара устраняет эту проблему. Теперь на выходе инвертора сначала отображается индуктивное реактивное сопротивление Lm в согласующей цепи, а все гармоники формы волны возбуждения видят постепенно возрастающее индуктивное сопротивление.Это означает, что максимальный ток протекает только на заданной частоте, а гармонический ток незначительный, что делает ток нагрузки инвертора плавным.
Наконец, при правильной настройке сеть L-match может обеспечивать небольшую индуктивную нагрузку на инвертор. Этот слегка отстающий ток нагрузки инвертора может облегчить переключение при нулевом напряжении (ZVS) полевых МОП-транзисторов в мосту инвертора. Это значительно снижает потери переключения при включении из-за выходной емкости в полевых МОП-транзисторах, работающих при высоких напряжениях.Общий результат — меньший нагрев полупроводников и увеличение срока службы.
Таким образом, включение схемы L-соответствия между инвертором и параллельной резонансной схемой резервуара позволяет добиться двух вещей.
- Согласование импеданса, позволяющее подавать необходимое количество энергии от инвертора к заготовке,
- Представление возрастающего индуктивного сопротивления к высокочастотным гармоникам, чтобы инвертор оставался безопасным и надежным.
Глядя на предыдущую схему выше, мы видим, что конденсатор в согласующей цепи (Cm) и бак-конденсатор (Cw) подключены параллельно.На практике обе эти функции обычно выполняются с помощью специального силового конденсатора. Большую часть его емкости можно представить как находящуюся в параллельном резонансе с рабочей катушкой, при этом небольшая величина обеспечивает действие согласования импеданса с согласующей катушкой индуктивности (Lm). Объединение этих двух емкостей в одну приводит нас к модели LCLR для устройство рабочей катушки, которое обычно используется в промышленности для индукционного нагрева. |
Рабочая катушка LCLR
Эта схема включает рабочую катушку в параллельный резонансный контур и использует L-образную цепь между контуром резервуара и инвертором.Согласующая цепь используется для того, чтобы контур резервуара выглядел как более подходящая нагрузка для инвертора, и ее происхождение обсуждается в разделе выше.
Рабочая катушка LCLR имеет ряд желательных свойств:
- В рабочей катушке течет большой ток, но инвертор должен только подавать слабый ток. Большой циркулирующий ток ограничен рабочей катушкой и ее параллельным конденсатором, которые обычно расположены очень близко друг к другу.
- По линии передачи от инвертора к контуру резервуара протекает только сравнительно небольшой ток, поэтому можно использовать более легкий кабель.
- Любая паразитная индуктивность линии передачи просто становится частью соответствующей индуктивности сети (Лм). Таким образом, тепловая станция может быть расположена вдали от инвертора.
- Инвертор видит синусоидальный ток нагрузки, поэтому он может использовать ZCS или ZVS для уменьшения коммутационных потерь и, следовательно, охлаждения.
- Последовательный индуктор согласования может быть изменен для обслуживания различных нагрузок, размещенных внутри рабочей катушки.
- Цепь резервуара может питаться через несколько согласующих катушек индуктивности от многих инверторов для достижения уровней мощности выше тех, которые достигаются с помощью одного инвертора.Соответствующие катушки индуктивности обеспечивают внутреннее разделение тока нагрузки между инверторами, а также делают систему устойчивой к некоторому рассогласованию моментов переключения параллельно включенных инверторов.
Для получения дополнительной информации о поведении резонансной сети LCLR см. Новый раздел ниже, озаглавленный «Частотная характеристика сети LCLR».
Еще одно преимущество конструкции рабочей катушки LCLR состоит в том, что не требуется высокочастотный трансформатор для обеспечения функции согласования импеданса.Ферритовые трансформаторы, выдерживающие несколько киловатт, большие, тяжелые и довольно дорогие. В дополнение к этому трансформатор необходимо охладить, чтобы отвести избыточное тепло, выделяемое высокими токами, протекающими в его проводниках. Включение схемы L-соответствия в устройство рабочей катушки LCLR устраняет необходимость в трансформаторе для согласования инвертора с рабочей катушкой, что снижает затраты и упрощает конструкцию. Однако разработчик должен понимать, что между инвертором и входом рабочей катушки LCLR может потребоваться разделительный трансформатор 1: 1, если необходима электрическая изоляция от сети.Это зависит от того, важна ли изоляция и обеспечивает ли уже основной блок питания индукционного нагревателя достаточную электрическую изоляцию для удовлетворения этих требований безопасности.
Концептуальная схема
На схеме ниже показан простейший инвертор, приводящий в действие его рабочую катушку LCLR.
Обратите внимание, что эта схема НЕ ПОКАЗЫВАЕТ схему управления затвором и управляющую электронику полевого МОП-транзистора!Инвертор в этом демонстрационном прототипе представлял собой простой полумост, состоящий из двух полевых МОП-транзисторов MTW14N50, изготовленных мной On-semiconductor (ранее Motorola.) Он питается от сглаженного источника постоянного тока с разделительным конденсатором по шинам для поддержки требований инвертора по переменному току. Однако следует понимать, что качество и регулировка источника питания для приложений индукционного нагрева не критичны. Двухполупериодная выпрямленная (но несглаженная) сеть может работать так же, как и сглаженный и регулируемый постоянный ток, когда дело доходит до нагрева металла, но пиковые токи выше при той же средней мощности нагрева. Существует множество аргументов в пользу того, чтобы уменьшить размер конденсатора шины постоянного тока до минимума.В частности, он улучшает коэффициент мощности тока, потребляемого от сети через выпрямитель, а также минимизирует запасенную энергию в случае неисправности инвертора.
Конденсатор блокировки постоянного тока используется только для того, чтобы не дать выходному сигналу постоянного тока полумостового инвертора вызвать протекание тока через рабочую катушку. Его размер достаточно велик, чтобы он не участвовал в согласовании импеданса и не влиял отрицательно на работу устройства рабочей катушки LCLR.
В мощных схемах обычно используется полный мост (H-мост) из 4 или более коммутационных устройств. В таких конструкциях согласующая индуктивность обычно делится поровну между двумя ветвями моста, так что формы волны напряжения возбуждения сбалансированы относительно земли. Конденсатор блокировки постоянного тока также может быть исключен, если используется управление режимом тока, чтобы гарантировать, что чистый постоянный ток не протекает между ветвями моста. (Если обе ветви H-моста могут управляться независимо, тогда есть возможность для управления пропускной способностью с помощью управления фазовым сдвигом.Подробнее см. Пункт 6 в разделе «Методы управления мощностью» ниже.)
При еще более высоких мощностях можно использовать несколько отдельных инверторов, эффективно подключенных параллельно, для удовлетворения высоких требований по току нагрузки. Однако отдельные инверторы не подключаются напрямую параллельно к выходным клеммам их H-мостов. Каждый из распределенных инверторов подключен к удаленной рабочей катушке через свою собственную пару согласующих катушек индуктивности, которые обеспечивают равномерное распределение общей нагрузки между всеми инверторами.
Эти согласованные катушки индуктивности также обеспечивают ряд дополнительных преимуществ при параллельном подключении инверторов таким образом. Во-первых, полное сопротивление МЕЖДУ любыми двумя выходами инвертора в два раза больше соответствующей индуктивности. Этот индуктивный импеданс ограничивает ток «пробега между», который протекает между параллельно включенными инверторами, если их моменты переключения не идеально синхронизированы. Во-вторых, это же индуктивное реактивное сопротивление между инверторами ограничивает скорость нарастания тока короткого замыкания, если один из инверторов обнаруживает отказ устройства, что потенциально исключает отказ других устройств.Наконец, поскольку все распределенные инверторы уже подключены через катушки индуктивности, любая дополнительная индуктивность между инверторами просто добавляет к этому импедансу и лишь немного ухудшает распределение тока. Следовательно, распределенные инверторы для индукционного нагрева не обязательно должны располагаться физически близко друг к другу. Если в конструкции включены изолирующие трансформаторы, им даже не нужно питаться от одного источника!
Устойчивость к отказу
Компоновка рабочей катушки LCLR очень хорошо себя ведет при различных возможных неисправностях.
- Обрыв цепи рабочего змеевика.
- Короткое замыкание рабочей катушки (или емкостного конденсатора).
- Короткое замыкание в рабочей катушке.
- Бачок конденсатора обрыва цепи.
Все эти отказы приводят к увеличению импеданса, передаваемого инвертору, и, следовательно, к соответствующему падению тока, потребляемого инвертором. Автор лично использовал отвертку для короткого замыкания между витками рабочей катушки на несколько сотен ампер.Несмотря на искры, летящие в месте короткого замыкания, нагрузка на инвертор снижается, и система с легкостью выдерживает это воздействие.
Худшее, что может случиться, — это то, что контур резервуара будет расстроен так, что его собственная резонансная частота будет чуть выше рабочей частоты инвертора. Поскольку частота возбуждения все еще близка к резонансной, из инвертора все еще течет значительный ток. Но коэффициент мощности уменьшается из-за расстройки, и ток нагрузки инвертора начинает опережать напряжение.Эта ситуация нежелательна, потому что ток нагрузки, воспринимаемый инвертором, меняет направление до изменения приложенного напряжения. Результатом этого является то, что ток принудительно коммутируется между диодами свободного хода и противоположным MOSFET каждый раз, когда MOSFET включается. Это вызывает принудительное обратное восстановление диодов свободного хода, когда они уже несут значительный прямой ток. Это приводит к сильному скачку тока через диод и противоположный MOSFET, который включается.
Хотя это не проблема для специальных выпрямителей с быстрым восстановлением, это принудительное восстановление может вызвать проблемы, если внутренние диоды полевых МОП-транзисторов используются для обеспечения функции диодов свободного хода. Эти большие всплески тока по-прежнему представляют собой значительную потерю мощности и угрозу для надежности. Однако следует понимать, что надлежащий контроль рабочей частоты инвертора должен гарантировать, что он отслеживает резонансную частоту контура резервуара. Следовательно, условие опережающего коэффициента мощности в идеале не должно возникать и, конечно, не должно сохраняться в течение какого-либо периода времени.Резонансную частоту следует отслеживать до ее предела, а затем отключать систему, если она выходит за пределы допустимого диапазона частот.
Методы управления мощностью
Часто желательно контролировать количество энергии, обрабатываемой индукционным нагревателем. Это определяет скорость, с которой тепловая энергия передается заготовке. Установкой мощности индукционного нагревателя этого типа можно управлять несколькими способами:
1.Изменение напряжения промежуточного контура.
Мощность, обрабатываемая инвертором, может быть уменьшена путем уменьшения напряжения питания инвертора. Это можно сделать, запустив инвертор от источника постоянного тока с переменным напряжением, такого как управляемый выпрямитель, использующий тиристоры для изменения напряжения постоянного тока, получаемого от сети. Импеданс, подаваемый на инвертор, в значительной степени постоянен при изменении уровня мощности, поэтому пропускная способность инвертора примерно пропорциональна квадрату напряжения питания.Изменение напряжения промежуточного контура позволяет полностью контролировать мощность от 0% до 100%.
Однако следует отметить, что точная пропускная способность мощности в киловаттах зависит не только от напряжения постоянного тока, подаваемого на инвертор, но также от нагрузки, которую рабочая катушка представляет инвертору через согласующую сеть. Поэтому, если требуется точное регулирование мощности, необходимо измерить фактическую мощность индукционного нагрева, сравнить с запрошенной «настройкой мощности» от оператора и вернуть сигнал ошибки, чтобы непрерывно регулировать напряжение промежуточного контура в замкнутом контуре, чтобы минимизировать ошибку. .Это необходимо для поддержания постоянной мощности, поскольку сопротивление детали значительно изменяется при нагревании. (Этот аргумент для управления мощностью с обратной связью также применим ко всем методам, которые следуют ниже.)
2. Изменение продолжительности включения устройств в инверторе.
Мощность, обрабатываемая инвертором, может быть уменьшена за счет уменьшения времени включения переключателей в инверторе. Электропитание поступает на рабочую катушку только тогда, когда устройства включены.Затем ток нагрузки свободно проходит через диоды корпуса устройства в течение мертвого времени, когда оба устройства выключены. Изменение продолжительности включения переключателей позволяет полностью контролировать мощность от 0% до 100%. Однако существенным недостатком этого метода является коммутация больших токов между активными устройствами и их свободными диодами. Принудительное обратное восстановление диодов свободного хода, которое может произойти при значительном уменьшении продолжительности включения. По этой причине регулирование продолжительности включения обычно не используется в инверторах с индукционным нагревом большой мощности.
3. Изменение рабочей частоты инвертора.
Мощность, подаваемая инвертором на рабочую катушку, может быть уменьшена путем отстройки инвертора от собственной резонансной частоты контура резервуара, включающего рабочую катушку. Поскольку рабочая частота инвертора отодвигается от резонансной частоты контура резервуара, резонансный рост в контуре резервуара уменьшается, и ток в рабочей катушке уменьшается. Следовательно, меньше циркулирующего тока индуцируется в заготовке и уменьшается эффект нагрева.
Для уменьшения пропускной способности инвертор обычно расстраивается на высокой стороне собственной резонансной частоты контуров резервуара. Это приводит к тому, что индуктивное реактивное сопротивление на входе согласующей цепи становится все более доминирующим с увеличением частоты. Поэтому ток, потребляемый от инвертора согласующей цепью, начинает отставать по фазе и уменьшаться по амплитуде. Оба эти фактора способствуют снижению реальной пропускной способности. В дополнение к этому запаздывающий коэффициент мощности гарантирует, что устройства в инверторе все еще включаются с нулевым напряжением на них, и нет проблем с восстановлением свободного хода диода.(Это можно сравнить с ситуацией, которая могла бы возникнуть, если бы инвертор был расстроен на нижней стороне резонансной частоты рабочей катушки. ZVS теряется, и диоды свободного хода видят принудительное обратное восстановление при значительном токе нагрузки.)
Этот метод управления уровнем мощности путем отстройки очень прост, поскольку большинство индукционных нагревателей уже контролируют рабочую частоту инвертора, чтобы обслуживать различные детали и рабочие катушки. Обратной стороной является то, что он обеспечивает только ограниченный диапазон управления, так как существует предел скорости переключения силовых полупроводников.Это особенно верно в приложениях с высоким энергопотреблением, где устройства уже могут работать со скоростью, близкой к максимальной. Системы большой мощности, использующие этот метод управления мощностью, требуют подробного теплового анализа результатов коммутационных потерь на разных уровнях мощности, чтобы гарантировать, что температура устройств всегда находится в допустимых пределах.
Для получения более подробной информации об управлении мощностью с помощью расстройки см. Новый раздел ниже, озаглавленный «Частотная характеристика сети LCLR».
4.Изменение значения индуктивности в согласующей сети.
Мощность, подаваемая инвертором на рабочую катушку, может быть изменена путем изменения значения соответствующих компонентов сети. Схема L-соответствия между инвертором и цепью резервуара технически состоит из индуктивной и емкостной частей. Но емкостная часть параллельна собственному емкостному конденсатору рабочей катушки, и на практике это обычно одна и та же часть. Поэтому единственная часть согласующей цепи, которую можно настроить, — это индуктор.
Согласующая цепь отвечает за преобразование импеданса нагрузки рабочей катушки до подходящего импеданса нагрузки, который будет приводиться в действие инвертором. Изменение индуктивности соответствующей катушки индуктивности регулирует значение, на которое переводится импеданс нагрузки. Как правило, уменьшение индуктивности согласующей катушки индуктивности вызывает преобразование полного сопротивления рабочей катушки в сторону более низкого импеданса. Это более низкое сопротивление нагрузки, передаваемое инвертору, приводит к тому, что инвертор получает больше энергии.И наоборот, увеличение индуктивности согласующей катушки индуктивности вызывает более высокое сопротивление нагрузки, передаваемое инвертору. Эта более легкая нагрузка приводит к более низкому потоку мощности от инвертора к рабочей катушке.
Степень регулирования мощности, достижимая путем изменения согласующей катушки индуктивности, умеренная. Также наблюдается сдвиг резонансной частоты всей системы — это цена, которую нужно заплатить за объединение емкости L-согласования и емкости резервуара в одну единицу. Схема L-согласования по существу заимствует часть емкости у емкостного конденсатора для выполнения операции согласования, тем самым оставляя баковый контур резонировать на более высокой частоте.По этой причине соответствующий индуктор обычно фиксируется или регулируется грубыми шагами в соответствии с предназначенной нагреваемой заготовкой, а не предоставляет пользователю полностью регулируемую настройку мощности.
5. Трансформатор согласования импеданса.
Мощность, подаваемая инвертором на рабочую катушку, может быть изменена грубыми шагами с помощью ВЧ силового трансформатора с ответвлениями для преобразования импеданса. Хотя большая часть преимуществ конструкции LCLR заключается в отсутствии громоздкого и дорогостоящего ферритового силового трансформатора, она может учитывать большие изменения в параметрах системы, не зависящие от частоты.Ферритовый силовой трансформатор может также обеспечивать гальваническую развязку, а также выполнять функцию преобразования импеданса для установки пропускной способности.
Кроме того, если ферритовый силовой трансформатор расположен между выходом инвертора и входом в схему L-согласования, его конструктивные ограничения во многих отношениях ослабляются. Во-первых, размещение трансформатора в этом положении означает, что импедансы обеих обмоток относительно высоки. то есть напряжения высокие, а токи сравнительно небольшие.Для этих условий проще сконструировать обычный ферритовый силовой трансформатор. Сильный циркулирующий ток в рабочей катушке не попадает в ферритовый трансформатор, что значительно снижает проблемы с охлаждением. Во-вторых, хотя трансформатор воспринимает прямоугольное выходное напряжение инвертора, по его обмоткам проходят токи синусоидальной формы. Отсутствие высокочастотных гармоник снижает нагрев трансформатора из-за скин-эффекта и эффекта близости проводников.
Наконец, конструкция трансформатора должна быть оптимизирована для обеспечения минимальной межобмоточной емкости и хорошей изоляции за счет увеличения индуктивности рассеяния.Причина этого в том, что любая индуктивность рассеяния трансформатора, расположенного в этом положении, просто добавляет к согласующей индуктивности на входе в L-образную схему.