
время и температура по таблице.
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Содержание статьи:
- 1 Метод стыковки: пайка.
- 2 Типы труб из полипропилена.
- 3 Технологические особенности процесса.
- 4 Температура пайки труб из ПП материала.
- 5 Монтажные работы.
- 6 Процесс нагрева и соединения деталей.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1. с синими полосками для водопровода с холодной водой.
с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.

Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1. стыковой тип.
стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
Технология сварки полипропиленовых труб для пожарного водопровода.
Заказать звонок
- О нас
- Продукция
- Услуги
- Объекты
- Партнерам
- Сертификаты
- Контакты
- Проектировщикам
1. Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
2. Поместить полипропиленовую трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
Выдержать необходимое время нагрева, которое указано в таблице.
3. По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
Полипропиленовые трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и в избежание осевых поворотов.
Время сварки начинается в момент соединения полипропиленовой трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260 °C:
Наружный
диаметр
трубы (мм)Время нагрева
(с)Время сварки
(с)Время охлаждения (мин) 20 6 4 2 25 7 4 3 32 8 4 4 40 12 5 4 50 18 5 5 63 24 6 6 75 30 6 7 90 40 8 8 110 50 10 9
Сервисы
Сделать заявку
Узнать стоимость продукции.
Cоставить спецификацию.
Калькулятор
Гидравлический расчет
трубопроводов АУПТ, ТРВ, ВПВ.
Программа для инженера.
Вопрос-ответ
Ответы на наиболее частые
вопросы наших клиентов
Контроль качества
Проведение входного и
приемо-сдаточного
контроля продукции Fireproff.
Сравнение металла и пластика
Технико-экономическое
обоснование применения
материалов для АУПТ.
Точный расчет!
Лаборатория
Испытания труб
по всем показателям
пожарной безопасности.
О производстве
Высокотехнологичное
производство труб для
водяного пожаротушения.
Экология
Экологическая политика
предприятия.
Вакансии
Актуальные вакансии в компании
ООО «Поток — Трубная компания»
| Монтажникам | Проектировщикам | Заказчикам |
X
Заказать звонок
Как паять медные трубы (Важные советы!!)
Сжечь свой дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может, я один так думаю, лол.
В первый раз мне пришлось паять трубу в пролете балки на нашей кухне.
Наша труба дала точечную течь и медленно превращала потолок в кашу.
Пайка на удивление проста, как только вы изучите все основы.
Прочитав или посмотрев сегодняшнее руководство, держу пари, вы сможете паять медь за 1 час или меньше.
Эти инструменты и расходные материалы значительно облегчают пайку
- Труборез AutoCut или
- Труборез Ridgid № 15
- Проволочная щетка
- Наждачная ткань
- Laco Flux
- Щетка для флюса
- Припой Silvabrite
- MAP- Баллон с газовой горелкой Pro (это лучше, чем пропан)
- Bernzomatic TS4000 Горелка с триггерным пуском
- 1/2″ 90-градусные колена ″ Медная труба
Обучение пайке медных труб начинается с резки и подготовки.
Итак, приступим;D
Резка и подготовка медных труб (это веселее, чем конструктор «Лего») Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid № 15.
Инструменты AutoCut крепятся к трубе, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развертывания.
Ridgid № 15 (который я отдал в другом уроке) режет медную трубу и имеет развертку.
Отлично подходит для труб на открытом пространстве, а инструмент AutoCut отлично подходит для труб в труднодоступных местах.
Всегда рассверливайте внутреннюю часть медной трубы, а затем очищайте ее проволочной щеткой или наждачной бумагой.
Продуйте трубу, чтобы удалить все медные детали.
Никогда не кладите свежеочищенную трубу.
Грязь на трубе будет мешать припою.
Нанесите тонкий слой флюса на наружную поверхность медной трубы.
Я говорю тонкий, потому что вы не хотите, чтобы избыточный флюс попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к точечным утечкам.![]()
Проволочной щеткой очистите внутреннюю часть любого фитинга и продуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы начать пайку.
Ууху, да начнется веселье!!
Медная труба для пайки (играть с огнём всегда весело!)При пайке необходимы огнетушители.
Как бы я ни любил играть с огнем, я все равно не хочу спалить свой дом.
Огнезащитные экраны помогут предотвратить возгорание гипсокартона или стоек, но они могут тлеть.
Если вы видите, что из вашего конезавода идет дым, сбрызните его водой, чтобы предотвратить возгорание.
Безопасность превыше всего!
Пропановые горелки доступны по цене и подходят для любых работ по пайке своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы позади фитинга.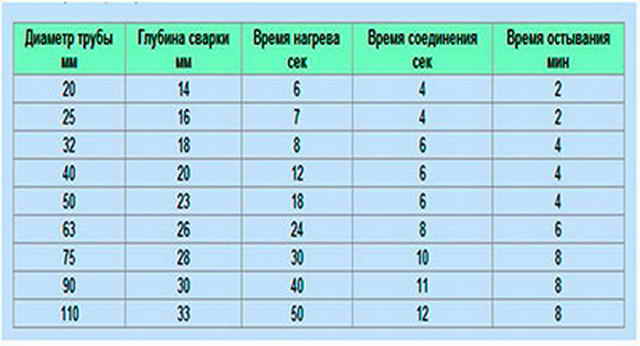 Нагревайте этот участок трубы около 10 секунд.
Нагревайте этот участок трубы около 10 секунд.
Затем расположите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
Пока вы это делаете, постоянно смазывайте переход фитинг/труба припоем.
Сжечь флюс очень легко. D
Нанесение припоя гарантирует использование минимального количества тепла, необходимого для пайки труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы видео было наполнено крутыми советами, поэтому оно немного длинное.
Вы будете паять примерно через 1 час 😀
Что дальшеМой главный совет — практиковаться, практиковаться и еще раз практиковаться. Серьезно, пакет фитингов под углом 90 градусов стоит всего 4 доллара.
Купите отрезок медной трубы длиной 2 фута и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Если вы занимаетесь ремонтом ванной комнаты и вам нужна помощь, присоединяйтесь к одному из наших онлайн-курсов — они сделают ремонт вашей ванной комнаты намного проще!
Дайте мне знать, если у вас возникнут вопросы, и я сделаю все возможное, чтобы помочь.
Как всегда спасибо за чтение, просмотр и участие в нашем замечательном сообществе.
Ура,
Джефф
как паять медную трубу
сантехника — Почему припой не плавится на медной трубе?
спросил
Изменено 2 года, 5 месяцев назад
Просмотрено 7к раз
У меня есть медная труба диаметром 3/4″ снаружи (на заднем дворе, над землей), и я добавляю пару тройников для ответвления в другую область. У меня уйма времени, чтобы расплавить припой. Мой следующий шаг заключается в том, чтобы пропустить припой и использовать укус акулы (дорого). Есть идеи, почему это так сложно? Даже если труба, с которой я работаю, удалена из системы (таким образом, внутри абсолютно нет воды), все равно не повезло.
У меня уйма времени, чтобы расплавить припой. Мой следующий шаг заключается в том, чтобы пропустить припой и использовать укус акулы (дорого). Есть идеи, почему это так сложно? Даже если труба, с которой я работаю, удалена из системы (таким образом, внутри абсолютно нет воды), все равно не повезло.
- Я не знаю возраст трубки.
- я использую
- Бензомат пропан (не мапп).
- Бензоматический бессвинцовый припой для сантехники с серебряным подшипником сплошной проволоки
- Бензоматический водорастворимый флюс для сантехники, не содержащий свинца
- Старые трубы зеленые (окисление), но стыки чищу проволочной щеткой.
- Фитинги абсолютно новые.
Редактировать: Да, я нагреваю соединение трубы и (пытаюсь) нанести припой на противоположную сторону нагрева. Моя первая попытка пайки год назад была успешной, основное отличие заключается в том, что в помещении или на улице.
- сантехника
- наружная
- медь
Труба должна быть очищена до блеска. Проволочная щетка может недостаточно хорошо выполнять эту работу; Я использую наждачную бумагу с тканевой основой (она же наждачная ткань) для работы. Он имеет ширину около 1,5 дюймов и поставляется в рулоне длиной в несколько футов. Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Проволочная щетка может недостаточно хорошо выполнять эту работу; Я использую наждачную бумагу с тканевой основой (она же наждачная ткань) для работы. Он имеет ширину около 1,5 дюймов и поставляется в рулоне длиной в несколько футов. Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Перегрев трубы так же опасен, как и недогрев трубы. Если он перегреется, возможно, вам придется дать ему остыть, затем отшлифовать его и повторить попытку.
Убедитесь, что гнездо фитинга тоже чистое (а также не перегревалось). Их сложнее хорошо чистить!
Откройте газовый клапан на горелке, чтобы было много пламени. Он должен издавать хороший шум и выбрасывать плотный синий конус пламени длиной примерно 3-4 дюйма.
Мне нравится выпрямлять около 4 дюймов припоя из рулона, наносить флюс на обе части соединения, собирать, а затем удерживать пламя на одном конце трубы, время от времени касаясь кончиком припоя противоположного конца.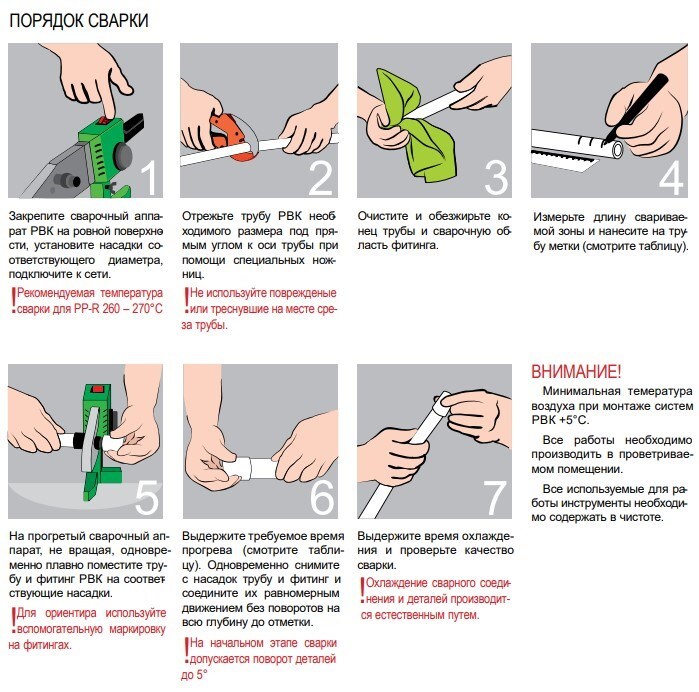 сторона трубы. Другими словами, держите припой подальше от прямого воздействия пламени. Когда труба станет достаточно горячей, чтобы расплавить припой, уберите пламя и продолжайте наносить капли припоя на соединение. Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
сторона трубы. Другими словами, держите припой подальше от прямого воздействия пламени. Когда труба станет достаточно горячей, чтобы расплавить припой, уберите пламя и продолжайте наносить капли припоя на соединение. Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
По правде говоря, я никогда не пользовался MAPP. Пропан мне всегда помогал. Хотя головка горелки может иметь значение. Я использую Victor TurboTorch, как показано ниже. Прошло много времени с тех пор, как я видел, как горит горелка Bernzomatic, но я думаю, что TurboTorch дает более широкое/большее пламя. (Изображение предоставлено производителем, www.esabna.com)
24 совета для успешной пайки.
- Физически чистый — для меди это ярко-блестящий светло-розовый
цвет, достигаемый с помощью абразивных средств. Даже новые фитинги нуждаются в очистке — они не поставляются в кислородонепроницаемой упаковке.

- Химически чистый — флюс.
- Достаточно горячий, чтобы расплавить припой (труба, никогда не подносите пламя непосредственно к припою) — поднесите пламя к стыку и припой к стыку вдали от прямого пламени. Когда он начинает мазать, это близко.
- Но не слишком горячий, иначе вы сожжете флюс и окислите медь, после чего вам нужно разобрать его и начать заново с точки 1.
Теперь вы почти наверняка находитесь в точке 4, если какое-то время безуспешно пытались расплавить припой.
1Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя электронную почту и парольОпубликовать как гость
Электронная почтаТребуется, но никогда не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.