
характеристики, отличительные особенности и виды
Медь является хорошим материалом с точки зрения теплофизических характеристик. Так, например, теплопроводность меди в пределах температуры от 0°С до 100°С лежит в пределах 390 Вт/(м*К). Это самый высокий показатель среди сравнительно дешёвых и доступных материалов. Более высокий показатель теплопроводности у серебра, но это дорогой материал. Именно поэтому все теплообменники холодильного контура делаются из медных труб, чтобы процессы теплообмена между различными средами проходили с минимальными потерями. Другим, безусловно, положительным качеством меди является ее хорошая устойчивость перед коррозией. Медь при контакте с атмосферным воздухом со временем достаточно быстро покрывается защитной пленкой из окиси. Именно она позволяет защищать наружную поверхность труб от коррозии при контакте с внешней средой.
Медные трубы максимально пригодны для холодильного контура и их применения не только в качестве теплообменников, но и в качестве соединительных частей между этими элементами.
Все выпускаемые на сегодняшний день медные трубы можно классифицировать по различным типам:
- поставка в бухтах или в отрезках;
- отожженные или не отожженные;
- малого или большого диаметра;
- тонкостенные или толстостенные;
- бесшовные или шовные.
Поставка в бухтах или в отрезках
Медные трубы во многих случаях применяются для прокладки фреоновых трасс при монтаже полупромышленных и промышленных видов кондиционирования. В таких случаях трубопроводы представляют из себя прямые участки и поэтому чаще используются прямые, нарезанные трубы в виде отрезков. Соединяются такие медные трубопроводы с помощью пайки. В качестве соединительных элементов применяются различные фитинги, сделанные из не отожжённой меди. Отрезки медных трубопроводов продаются по 5 метров. Поскольку на складах они хранятся в легкодоступном варианте, то концы труб плотно герметизируются во избежание попадания внутрь трубы различных загрязнений, влаги, пыли и посторонних предметов. Кроме того, при проведении монтажных работ не рекомендуется оставлять отрезки труб с открытыми концами, по тем же причинам.
Кроме того, при проведении монтажных работ не рекомендуется оставлять отрезки труб с открытыми концами, по тем же причинам.
Труба в бухтах продается скрученная и упакованная в полиэтиленовую пленку или в картонную коробку. Размер бухты обычно бывает кратный числу 15 – 15 метров, 30 метров, 45 и 60 метров. Концы труб также плотно закрыты от попадания различных загрязнений. Медная труба в бухтах чаще используется, если фреоновую трассу или соединение между элементами холодильного контура надо прокладывать с несколькими поворотами, изгибами или в местах соединений отдельных кусков труб, если невозможно производить соединения с помощью пайки. Такая труба обычно имеет небольшой диаметр и широко применяется, если необходимо установить бытовой кондиционер.
Отожженные или не отожженные
Отожженные медные трубы почти всегда продаются в бухтах. Такая труба легко гнется и поддается механической обработке: развальцовка, обрезка, разбортовка. Отжигается труба промышленным способом при температуре 700°С, после чего она становится мягкой. Отжечь не отожженную трубу можно самому с помощью горелки, которой паяются межтрубные стыки. Можно смело говорить, что в бухтах медная труба отожженная, а в кусках трубки – не отожженная.
Отжечь не отожженную трубу можно самому с помощью горелки, которой паяются межтрубные стыки. Можно смело говорить, что в бухтах медная труба отожженная, а в кусках трубки – не отожженная.
Отожженная труба имеет лучшие характеристики по разрывным удлинениям (до 60%) и немного хуже – на прочность(до 210000 кПа). Для не отожженной трубы эти показатели составляют до 15%, и до 300000 кПа соответственно.
Другие виды труб
Здесь следует отметить, что одно время на рынке появилась тонкостенная медная труба (производство – Китай) с толщиной стенки 0,25 мм. Такую трубу не следует применять в холодильной технике, если устанавливается кондиционер. Также есть шовная медная труба. Хоть производитель и гарантирует ее герметичность, но при механических работах с ней шов теряет свою герметичность и происходит утечка холодильного агента. Такие трубки тоже не применимы в холодильной технике в кондиционировании.
Монтаж всех видов кондиционера производится с помощью подобных медных трубопроводов, которые соединяют внешний блок с внутренними блоками. После расположения на месте внешнего и внутреннего блока производится прорисовка и замер трассы как будут проходить подводящие и отводящие трубопроводы кондиционера.
После расположения на месте внешнего и внутреннего блока производится прорисовка и замер трассы как будут проходить подводящие и отводящие трубопроводы кондиционера.
К полученному размеру прибавляется от 0,5 до 1 метра трубы, и отрезается. Труба чаще используется отожженная, так как необходимо производить ее прокладку с изгибами. Отрезать и гнуть трубу следует специальными инструментами: труборез и трубогиб. Нельзя отрезать трубу неподходящими подручными средствами. Концы отрезанной трубы должны быть ровные, без задиров и шероховатостей. В случае, если они появились, их необходимо убрать. На сгибе труба не должна быть сплюснута, диаметр должен сохраняться по всей длине. Следует отметить, что диаметры жидкостного и газового трубопровода должны быть разными. Диаметры этих трубопроводов указаны в технической документации для кондиционера.
Отрезанные трубопроводы помещаются в теплоизоляцию. На концы трубопроводов надеваются накидные гайки, предварительно снятые с внутреннего и внешнего блока. Труба развальцовывается, и гайки завинчиваются на соответствующие штуцеры у наружного и внутреннего блока. Никакие прокладки при таком соединении не используются.
Труба развальцовывается, и гайки завинчиваются на соответствующие штуцеры у наружного и внутреннего блока. Никакие прокладки при таком соединении не используются.
Для заполнения системы холодильным агентом систему следует отвакуумировать, и только после этого заполнять холодильным агентом. В случае, если длина трубопроводов превышает рекомендуемые значения для данного кондиционера, производится дозаправка системы.
Трубы медные разных сечений и типоразмеров всегда в наличии
Одним из видов продукции из меди, находящих повсеместное применение, является медная труба. Легкость в монтаже, коррозионная устойчивость, длительный срок службы, безвредность для здоровья человека – по этим основаниям медная труба часто используется при создании технических и санитарных конструкций в жилых и офисных зданиях.
Медные трубы используются для транспортировки различных сред (кроме активных веществ, к примеру, химикатов.) Обусловлено это следующими свойствами меди:
- Высокие пластичность и прочность, возрастающие при воздействии отрицательных температур, позволяют использовать медные трубопроводы для незамерзающих жидкостей в холодный сезон.

- Эти же свойства (пластичность и прочность) позволяют использовать трубы из меди с толщиной стенки в 2-3 раза меньшей, чем у пластика или стали.
- Медные трубы легко гнутся и обрабатываются.
- Стойкость к перепадам температур без ограничений по давлению и времени воздействия позволяют медному трубопроводу без потерь выдерживать воздействие теплоносителя от -200°С до +250°С и давление до 400 атмосфер.
- Малое температурное расширение.
- Невосприимчивость к воздействию хлора, содержащегося в воде. При взаимодействии с медью труб, хлор образует слой оксида меди, который продлевает срок службы трубопровода.
- Медь имеет высокую стойкость к УФ-излучению и коррозии, что позволяет эксплуатировать трубы из нее до 100 лет.
- Способность сдерживать рост бактерий гарантирует более высокую безопасность медного трубопровода, чем систем из других материалов.
- Коэффициент шероховатости у медной трубы меньше, чем у пластмассы, что позволяет использовать медные тубы меньших диаметров для обеспечения той же пропускной способности.

- Возможность повторного использования медных труб после монтажа трубопровода.
- Внешняя привлекательность изделий из меди позволяет использовать их в качестве стильного элемента декора помещений.
Виды медных труб
Трубы из меди можно классифицировать по разным признакам.
По способу изготовления:
- неотожженые; их изготавливают из чистого металла с использованием проката и штамповки; эти изделия обладают высокой прочности на разрыв, достигающей 450 МПа; правда, пластичность трубы при этом немного снижается, что ограничевает ее использование;
- отожженные; для их изготовления используется технология прогрева трубы до +700°С и последующего ее охлаждения; после этого изделие немного теряет прочности, зато обретает повышенную пластичность (такую трубу можно вытянуть без разрыва почти на 50% ее первоначальной длины), это упрощает монтаж трубопроводов сложной конфигурации.

По степени твердости медные трубы бывают:
- твердые (Т или Н) – используются для монтажа трубопроводов с повышенными требованиями прочности; раздача трубы при монтаже возможна только при нагреве; такой трубопровод не может иметь поворотов и многократного изменения направления движения; для сгибания таких труб нужен трубогиб;
- мягкие (М или W) – выдерживают раздачу без разрывов и трещин при увеличении наружного диаметра на 25%; хорошо гнутся без нагрева; такие трубы используются для монтажа систем водоснабжения и топления с лучевым распределением подводки к сантехническим и отопительным приборам, в системах напольного и панельного отопления, а также тепловых насосов.
По форме сечения медные трубы бывают круглые и прямоугольные. Изготовление прямоугольных сложнее, поэтому они дороже. Используются такие трубы для изготовления проводников статорных обмоток электрооборудования.
Изготовление прямоугольных сложнее, поэтому они дороже. Используются такие трубы для изготовления проводников статорных обмоток электрооборудования.
По внешнему диаметру медные трубы делятся на типоразмеры от 12 до 267 мм. И в каждом типоразмере есть изделия с различной толщиной стенки: от 0,6 до 3 мм. В сантехнике в основном используют трубы с толщиной стенки 1,5-2 мм, для монтажа газопроводов – от 1 мм.
Трубы из меди с дополнительной изоляцией широко используют для монтажа систем водоснабжения и отопления. Так, трубы с оболочкой из вспененных материалов из пенополиэтилена, каучука, мягкого пенополиуретана используют для снижения теплопотерь в системах отопления и горячего водоснабжения. Толщина слоя изоляции при этом может превышать 30 мм. Медные трубы с тонкостенной полиэтиленовой оболочкой толщиной 2-2,5 мм обычно имеют диаметр 12-54 мм, а назначение изоляции в этом случае – снижение теплоотдачи системы отопления и защита от конденсата систем холодного водоснабжения. Полиэтиленовая изоляция толщиной 2,5-3 мм используется для труб, которые после монтажа должны быть замоноличены. Внутренняя сторона такой изоляции имеет продольные зубчики, которые образуют воздушные канала, чтобы замоноличенная труба при колебаниях температуры могла свободно расширяться. Также при этом улучшаются и тепловые характеристики трубопровода.
Полиэтиленовая изоляция толщиной 2,5-3 мм используется для труб, которые после монтажа должны быть замоноличены. Внутренняя сторона такой изоляции имеет продольные зубчики, которые образуют воздушные канала, чтобы замоноличенная труба при колебаниях температуры могла свободно расширяться. Также при этом улучшаются и тепловые характеристики трубопровода.
Из недостатков медных труб можно отметить следующие:
- высокая стоимость,
- необходимость использования защитных кожухов при прохождении труб через стены (повышается вероятность коррозии),
- высокая электропроводность может привести к негативному влиянию блуждающих токов на медный трубопровод,
- невозможность использования в одном трубопроводе алюминиевых и медных труб, т.к. это может привести к электрохимической коррозии,
- стальные элементы водопровода по ходу теплоносителя должны располагаться перед медными, иначе также могут подвергнуться быстрой коррозии.

Сферы применения медных труб:
- системы холодного и горячего водоснабжения,
- систем отопления,
- для монтажа систем кондиционирования,
- в качестве фреоновых трубок в холодильном оборудовании,
- в трубопроводах, предназначенных для отвода конденсата,
- гидравлические системы для подачи масла (где возникает большое давление),
- для подачи сжатых газов или воздуха,
- в трубопроводах топливных систем,
- для подключения технологического оборудования.
Предлагаем купить медную трубу различных типоразмеров со склада ООО «ЦветМетСнаб» в Красноярске. Выгодные цены на медные трубы оптом и в розницу. Услуги резки или раскроя продукции из меди, а также доставки продукции на объект. Уточнить условия сотрудничества можно у менеджеров по телефонам (391) 2181-333, (391) 2181-555
Узнать стоимость
Медные трубы для кондиционеров | Статьи
Почему трубы для кондиционеров изготавливаются именно из меди, потому что этот металл обладает хорошими преимуществами. Медь довольно сильно устойчива к коррозии, не повреждается под действием хладагента. При этих преимуществах этот металл очень пластичен, он довольно легко гнется и вальцуется. Медные трубы легки в монтаже, долговечны и надежны – срок службы может достигать ста лет. Главное при монтаже кондиционеров использовать бесшовные медные трубы. Использовать ножовку при резке медных труб запрещается нужно использовать только труборез, что бы стружка не попала в трубопровод. И при прокладке медных труд необходимо использовать трубогиб, во избежание заломов.
Медь довольно сильно устойчива к коррозии, не повреждается под действием хладагента. При этих преимуществах этот металл очень пластичен, он довольно легко гнется и вальцуется. Медные трубы легки в монтаже, долговечны и надежны – срок службы может достигать ста лет. Главное при монтаже кондиционеров использовать бесшовные медные трубы. Использовать ножовку при резке медных труб запрещается нужно использовать только труборез, что бы стружка не попала в трубопровод. И при прокладке медных труд необходимо использовать трубогиб, во избежание заломов.
Медные трубы и фитинги медные являются универсальным конструкционным материалом. Они используются в различных технических установках, таких как системы холодного и горячего водоснабжения, газоснабжения, кондиционирования воздуха и др. Медные трубы и фитинги медные уже нашли очень широкое применение. Они используются в большинстве стран Европы, даже несмотря на конкуренцию пластмассовых трубопроводов. Медные трубы и фитинги медные обладают высокой стойкостью к коррозионному действию воды и гарантируют многолетнюю работу.
Медная труба для кондиционеров — это элемент системы, отвечающий за транспортировку хладагента под давлением из внешнего блока к внутреннему. Медная труба для кондиционеров изготавливается из мягкой отожженной меди и поставляется чаще всего в кольцевых бухтах длиной по 25м. или 50м., так же можно встретить в виде прямых прутков длиной 3м. или 5м. На концах медных труб обязательно должны присутствовать пластиковые заглушки, которые предотвратят попадание на внутреннюю поверхность труб пыли, влаги, грязи и т.д. Медная труба для кондиционеров подлежит обязательной термоизоляции. У медных труб для кондиционеров в качестве теплоизоляционного материала чаще всего используют вспененный полиэтилен или синтетический каучук. Теплоизоляция медной трубы для кондиционера повышает коэффициент полезного действия, а так же для защиты от конденсации влаги на открытых участках трубопровода. Для соединения медных труб для кондиционеров используют фитинги, качество которого гарантирует его герметичность и надежность.
или 50м., так же можно встретить в виде прямых прутков длиной 3м. или 5м. На концах медных труб обязательно должны присутствовать пластиковые заглушки, которые предотвратят попадание на внутреннюю поверхность труб пыли, влаги, грязи и т.д. Медная труба для кондиционеров подлежит обязательной термоизоляции. У медных труб для кондиционеров в качестве теплоизоляционного материала чаще всего используют вспененный полиэтилен или синтетический каучук. Теплоизоляция медной трубы для кондиционера повышает коэффициент полезного действия, а так же для защиты от конденсации влаги на открытых участках трубопровода. Для соединения медных труб для кондиционеров используют фитинги, качество которого гарантирует его герметичность и надежность.
Медные трубы для кондиционеров отличаются необычайно долгим сроком службы. Они не стареют и не портятся. Медные трубы для кондиционеров сохраняют свою первоначальную прочность. Медные трубы для кондиционеров и фитинги медные служат столько же сколько используется сама система кондиционирования. Для производства медных труб для кондиционеров и фитингов медных используется медь марки CU-DPH по DIN 1412. Этот сорт меди обладает повышенными антикоррозийными свойствами. Медные трубы для кондиционеров и фитинги медные легко поддаются пайке и сварке и при длительной эксплуатации не теряют своих физических свойств.
Для производства медных труб для кондиционеров и фитингов медных используется медь марки CU-DPH по DIN 1412. Этот сорт меди обладает повышенными антикоррозийными свойствами. Медные трубы для кондиционеров и фитинги медные легко поддаются пайке и сварке и при длительной эксплуатации не теряют своих физических свойств.
Наши медные трубы для кондиционеров обладают целым рядом преимуществ по сравнению со стальными трубами:
- медные трубы для кондиционеров — легче и удобнее при перевозке;
- медные трубы для кондиционеров — пластичны и стойки к вибрациям;
- медные трубы для кондиционеров — устойчивы к повышенным температурам и высокому давлению;
- медные трубы для кондиционеров — прекрасно подходят под пайку и легко поддаются вальцеванию.
Вся продукция соответствует международным стандартам и сертифицирована для применения в системах кондиционирования воздуха.
Медные трубы размером в дюйм используются в кондиционерах, медные трубы соответвуют всем требованиям и изготавливаются по всем стандартам. Поставка медных труб осуществляется в бухтах и медные трубы в соответствии со спецификациями перевозятся с закругленными концами. Мягкие медные трубы в бухтах поставляются по м, медные трубы равномерно отжигаются и хорошо просушиваются. Отожженные медные трубы хорошо спаивать и медные трубы таким образом хорошо вальцуются. Медные трубы упакованы в полиэтиленовую пленку и сохраняют все параметры до использования. Жесткие медные трубы в отличие от мягких медных труб поставляются в штангах с нанесением маркировки на продукцию. Контроль качества медных труб проводится постоянно на всех этапах производства. Медные трубы изготавливаются по определенной технологии, которая дает гарантию однородной толщины стенок и позволяет достичь отличного качества медных труб, а так в процессе изготовления медных труб увеличивается стабильность параметров.
Поставка медных труб осуществляется в бухтах и медные трубы в соответствии со спецификациями перевозятся с закругленными концами. Мягкие медные трубы в бухтах поставляются по м, медные трубы равномерно отжигаются и хорошо просушиваются. Отожженные медные трубы хорошо спаивать и медные трубы таким образом хорошо вальцуются. Медные трубы упакованы в полиэтиленовую пленку и сохраняют все параметры до использования. Жесткие медные трубы в отличие от мягких медных труб поставляются в штангах с нанесением маркировки на продукцию. Контроль качества медных труб проводится постоянно на всех этапах производства. Медные трубы изготавливаются по определенной технологии, которая дает гарантию однородной толщины стенок и позволяет достичь отличного качества медных труб, а так в процессе изготовления медных труб увеличивается стабильность параметров.
Плюсы:
- Медные трубы можно гнуть прямо на месте монтажа
- Медные трубы довольно просты в соединение.

- Медные трубы тоже подвержены коррозии, но не так сильно и быстро, как обычная сталь.
Минусы:
- Медные трубы не любят крайностей — как слишком мягкой или слишком жесткой воды, так и слишком кислой или слишком щелочной воды.
- Разводка медных труб примерно в 2,5 раза превышает стоимость разводки отопления по полипропилену.
В наличие медные трубы для кондиционеров и магистралей:
| Труба медная неотожженная D 8 х 1,0 | Труба медная неотожженная D 64 х 2,0 |
| Труба медная неотожженная D 10 х 1,0 | Труба медная неотожженная D 76 х 2,0 |
| Труба медная неотожженная D 12 х 1,0 | Труба медная неотожженная D 89 х 2,0 |
| Труба медная неотожженная D 15 х 1,0 | Труба медная неотожженная D 108 х 2,5 |
| Труба медная неотожженная D 18 х 1,0 | Труба медная отожженная D 6 х 1,0 |
| Труба медная неотожженная D 22 х 1,0 | Труба медная отожженная D 8 х 1,0 |
| Труба медная неотожженная D 28 x 1,0 | Труба медная отожженная D 10 х 1,0 |
| Труба медная неотожженная D 35 х 1,0 | Труба медная отожженная D 12 х 1,0 |
| Труба медная неотожженная D 35 х 1,5 | Труба медная отожженная D 15 х 1,0 |
| Труба медная неотожженная D 42 х 1,5 | Труба медная отожженная D 18 х 1,0 |
| Труба медная неотожженная D 54 х 1,5 | Труба медная отожженная D 22 х 1,0 |
Медный трубопровод для жидкостей и газов для промышленных применений
Благодаря использованию современных технологий уникальное сочетание свойств меди и медных сплавов в виде труб и трубных изделий. Решения для трубопроводов из меди и меди для жидкостей или газов являются идеальным материалом. для сантехники, отопления, газа и возобновляемых источников тепла и охлаждения.
Решения для трубопроводов из меди и меди для жидкостей или газов являются идеальным материалом. для сантехники, отопления, газа и возобновляемых источников тепла и охлаждения.
Передовые решения для медных трубопроводов (водопроводные и дренажные) работают в соответствии со стандартами Американского общества инженеров-механиков ASME/ANSI.
Фитинги из кованой и литой меди и медных сплавов доступны для всех стандартных размеров труб до 10 дюймов.
Доступность решения для медных труб удовлетворяет различные потребности, такие как водопровод, отопление, кондиционирование воздуха и спринклерные системы пожаротушения. Наряду с этим передовое решение для трубопроводов находит свое применение в нескольких разговорных средах, таких как трубопроводная инфраструктура для транспортировки питьевой воды и газа.
Усовершенствованное решение для фитингов медных трубопроводов, вероятно, наиболее широко используемый материал для сантехники, обладает следующими преимуществами:
Вероятно, наиболее широко используемый сантехнический материал, усовершенствованное решение для фитингов для медных трубопроводов имеет следующие преимущества:
- Надежность и проверено временем: Из-за чрезмерной приспособляемости к изменчивости температуры, он очень надежен.

- Высокая устойчивость: Он может выдерживать колебания температуры и давления, а также подвергаться воздействию УФ-лучей, температуры и кислорода внешней среды.
- Универсальность: Медная труба используется во многих продуктах и услугах: питьевая вода, домашнее отопление (традиционное и лучистое), газ, медицинские газы, системы солнечной энергии, пожарные спринклеры, системы кондиционирования воздуха.
- Отвечает требованиям безопасности в непревзойденном широком диапазоне температур и давлений.
- Энергосбережение: Благодаря отличной теплопроводности медные трубы являются лучшим материалом для обмена теплом (или холодными жидкостями). Вот почему фитинги из меди являются наиболее эффективными для контуров лучистого отопления.
- Пригоден для вторичной переработки: Существует возможность вторичной переработки в случае неудачного сноса без потери производительности.
 Таким образом, объем отходов на полигоне не увеличивается, а ресурсы шахты не используются.
Таким образом, объем отходов на полигоне не увеличивается, а ресурсы шахты не используются. - Healthy: Кроме того, водопроводная труба изготовлена из 99,90% меди, и ее состав не изменится со временем; внутри него нет добавок, летучих органических соединений или пигментов. Кроме того, это предпочтительный материал для транспортировки медицинских газов, таких как чистый кислород, в больницах.
- Красиво: Медная труба может быть установлена на внешней стороне стены и, благодаря своему привлекательному внешнему виду, даже может быть использована для изготовления красивых аксессуаров для кухни и ванной комнаты, таких как настенные радиаторы.
- Универсальность: Медные трубы и усовершенствованные медные фитинги соответствуют международным стандартам. Они доступны на различных рынках и являются жизненно важным компонентом обширной системы трубопроводов.

Детали решения по установке медного трубопровода Обычно выбор часто определяют прочность, формуемость и другие механические факторы. Сантехнические и механические коды определяют, какие типы могут использоваться.
Из-за своей исключительной пластичности медь может быть изготовлена по желанию на стройплощадке. Медная трубка, согнутая должным образом, не разрушится снаружи изгиба и не выгнется внутри изгиба.
Испытания показывают, что прочность на разрыв изогнутой медной трубки может быть выше, чем до изгиба.
Поскольку медь легко формуется, компенсационные петли и другие изгибы, необходимые в сборке, можно быстро и просто сделать, если использовать надлежащий метод и оборудование.
Поскольку медь легко формуется, компенсационные петли и другие изгибы, необходимые в сборке, можно быстро и просто сделать, если использовать надлежащий метод и оборудование.
Однако медные трубы для подземных водопроводов или других подземных трубопроводов могут быть установлены с использованием различных методов монтажа:
- Ударное формование Ударное формование представляет собой бестраншейный метод прокладки подземных трубопроводов или систем трубопроводов.
 Пневматическая машина, соединенная со стальной пробивной головкой (кротом), подает поток воздуха на крота, который, в свою очередь, прогоняет крота сквозь почву.
Пневматическая машина, соединенная со стальной пробивной головкой (кротом), подает поток воздуха на крота, который, в свою очередь, прогоняет крота сквозь почву. - Открытые траншеи Таким образом, открытые траншеи представляют собой способ прокладки подземных трубопроводов, который на протяжении многих лет является отраслевым стандартом.
- Направленное бурение или бурение Наверху, наклонно-направленное бурение или бурение — это процесс, при котором ствол скважины, как их часто называют, может быть проложен на заданном четко определенном поперечном расстоянии от вертикального или наклонного начального положения.
 Другими словами, этот процесс также известен как горизонтально-направленное бурение и позволяет устанавливать стволы скважин по плавным изгибам, а не прямолинейному бурению/бурению.
Другими словами, этот процесс также известен как горизонтально-направленное бурение и позволяет устанавливать стволы скважин по плавным изгибам, а не прямолинейному бурению/бурению. - Прямая протяжка Это благоприятный метод для мест и сред, где на монтаж водопроводных линий не повлияют низкие температуры (замерзание) и глубина, приемлемым вариантом может быть неглубокая вибрационная прямая протяжка. Кроме того, почвенные условия должны способствовать вибрационной вспашке.
Конечно, размер родинки может варьироваться в зависимости от используемого инструмента, но в большинстве случаев диаметр родинки составляет от 1¾” до 2⅜”.
Таким образом, рытье траншей — это тип прокладки подземных трубопроводов, который на протяжении многих лет является отраслевым стандартом.
Это благоприятный метод для мест и сред, где на установку водопроводных линий не будут влиять низкие температуры (замерзание) и глубина, приемлемым вариантом может быть прямое протягивание с неглубокой вибрацией. Кроме того, почвенные условия должны способствовать вибрационной вспашке.
Этапы монтажа и монтажа медных труб
Этапы монтажа и монтажа медных труб
2021-10-12
- Новости отрасли
- Новости
Обзор процесса
Установка и строительство медных труб должны быть разработаны до начала научного процесса, чтобы обеспечить соответствие процесса строительства стандартам. Поделитесь этапами установки и строительства медных труб, обычно используемых на нашем заводе.
Поделитесь этапами установки и строительства медных труб, обычно используемых на нашем заводе.
Выпрямление медных труб → резка → предварительная сборка труб → установка труб → испытание труб под давлением → изоляция → промывка труб → системная вода
1 Обзор процесса
3 Испытания после строительства
Этапы установки медной трубы подробное объяснение
Выпрямление медных труб
- (1). Выпрямление медного канала следует заполнить песком, а затем выпрямить выпрямителем; заполненную песком медную трубу также можно положить на плоскую плиту или верстак, и постелить на нее деревянный коврик, а затем резиновым молотком, деревянным молотком или бруском по телу трубы аккуратно постучать, расправив участок за участком.
- (2). Будьте осторожны, не прилагайте слишком много усилий в процессе правки и не оставляйте на поверхности трубы следы от молотка, ямки, царапины или шероховатые следы.
 После правки оставшийся песок внутри трубы необходимо очистить.
После правки оставшийся песок внутри трубы необходимо очистить.
Резка медной трубы
- (1). Для резки медных труб можно использовать ножовку, резку дисковой пилой, но нельзя использовать кислородно-ацетиленовую резку пламенем. Резка меди, должна предотвращать неправильную работу и деформацию трубы, торец разреза трубы должен быть перпендикулярен оси трубы, заусенцы на разрезе должны быть очищены.
- (2). Обработка фаски медной трубы с использованием напильника или станка для снятия фаски, но для резки не должно использоваться кислородно-ацетиленовое пламя. Губки зажимных тисков для медных труб с обеих сторон должны быть покрыты деревянным вкладышем, чтобы предотвратить защемление трубы.
Предварительное изготовление труб
- (1). В соответствии с размером таблицы обработки, используемым методом соединения рассчитайте длину отрезка трубы (включая длину вставленных фитингов и длину, занимаемую фитингами), чтобы разрезать материал медной трубы.

- (2). Условия строительства трубопровода для наземного сборного трубопровода, не влияя на помещение установки на месте, насколько это возможно, медная труба, тройник, колено, переходник и другая трубная арматура, предварительно изготовленная в требуемом полном сечении трубы перед установкой; установка компенсатора, целесообразно перед установкой компенсатор соединить с соседним участком сборной трубы трубопровода; должны быть предварительно изготовлены, насколько это возможно, до соответствующей длины секции трубы перед установкой; несколько трубопроводов, проложенных параллельно, должны постараться сделать трубопровод аккуратным и красивым.
Установка кронштейна и трубопровода
(1) В соответствии с направлением трубопровода, длиной, трубными фитингами и расположением компенсационного устройства установите соответствующий фиксированный кронштейн и общий общий кронштейн, модель рамы карты должна соответствовать трубе, чтобы обеспечить плавную установку рамы карты. и твердо, фиксированный кронштейн, положение координат должно быть точным и разумным, чтобы обеспечить эффект компенсации. При использовании стального кронштейна между трубой и кронштейном добавляется мат из асбестовой резины толщиной 3 мкм. Расстояние между подвижными кронштейнами для медных труб показано в следующей таблице.
и твердо, фиксированный кронштейн, положение координат должно быть точным и разумным, чтобы обеспечить эффект компенсации. При использовании стального кронштейна между трубой и кронштейном добавляется мат из асбестовой резины толщиной 3 мкм. Расстояние между подвижными кронштейнами для медных труб показано в следующей таблице.
| Номинальный внутренний диаметр (мм) | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 | 200 | |
| Интервал (м) | Вертикальный трубопровод | 1,8 | 2,4 | 2,4 | 3.0 | 3.0 | 3.0 | 3,5 | 3,5 | 3,5 | 3,5 | 4.0 | 4.0 |
| Горизонтальный трубопровод | 1,2 | 18 | 1,8 | 2,4 | 2,4 | 2,4 | 3. 0 0 | 3.0 | 3.0 | 3.0 | 3,5 | 3,5 | |
(2) Сборные секции труб будут использоваться для соединения трубных фитингов, и посредством выбранного метода установки секции труб будут соединены в полный трубопровод в соответствии с проектными требованиями и закреплены на опоре и подвеске, чтобы стать комплектная трубопроводная система. После установки медной трубы она должна соответствовать конструктивным требованиям и стандартным требованиям строительных спецификаций, а также обеспечивать прямолинейность и горизонтальность трубы.
Основные моменты сварки медных труб
Операционные точки сварки медных труб
Внешняя поверхность медной трубы, сварка фитингов внутри и снаружи поверхности оксидной пленки и масла, мусор чистый. Равномерно нанеся припой на внешнюю поверхность трубы и внутреннюю поверхность фитинга, вставьте медную трубу в фитинг до упора и поверните ее соответствующим образом, чтобы сохранить ровный зазор и удалить избыток припоя. Выберите соответствующую горелку в соответствии со спецификациями фитинга для медных труб. Используйте нейтральное пламя для нагрева раструбной части свариваемого соединения медной трубы. Используйте пламя газовой сварки, чтобы равномерно нагреть соединение до 750-850 ℃, затем соприкоснитесь с нагретым соединением с припоем, расплавьте припой с высокой температурой на стыке трубы, припой быстро плавится и течет по зазору в соединение. , добавляйте припой при нагревании до тех пор, пока шов не будет заполнен. (После зажигания интенсивность пламени регулируется на 30-35 мм от горловины ствола, центр пламени находится примерно в 12-15 мм от раструба свариваемых деталей, и весь раструб равномерно нагревается (раструб был собран ранее) , и примерно через 30-40 секунд цвет поверхности раструба начинает становиться белым, и начинает появляться ощущение «мокрости» вблизи области пламени, а интенсивность пламени регулируется до 25-30 мм от устья ствола пистолета. , Отрегулируйте интенсивность пламени на 25-30 мм от горловины ствола, расплавьте небольшое количество припоя в горловине сварного шва, когда припой в зоне формирования сварного шва быстро распространится в обе стороны, образуя белую и прозрачную расплавленную ванну, быстро совместите припой с зоной сварки, чтобы он плавился и проникал в монтажный зазор, образуя сварной шов (при добавлении припоя горелка должна качаться взад и вперед вокруг расплавленной ванны с припоем, течь и f залить всю зону сварки. ) Не нагревайте припой непосредственно пламенем. После прекращения нагрева дайте соединению остыть и кристаллизоваться в покое. После окончания сварки смойте остатки на стыке горячей водой, а для защиты можно распылить лак.
) Не нагревайте припой непосредственно пламенем. После прекращения нагрева дайте соединению остыть и кристаллизоваться в покое. После окончания сварки смойте остатки на стыке горячей водой, а для защиты можно распылить лак.
- (1). Соединение труб должно быть подтверждено перед соединением труб, соответствует ли размер трубы и фитингов требованиям к соединению.
- (2). В соответствии с проектными чертежами на месте фактическое измерение длины трубопровода, нижний материал должен быть точным. Резка доступна ротационным труборезом или на сантиметр не менее 13 зубьев ножовкой или бензопилой, вертикальная резка, резка должна удалить заусенцы внутри и снаружи горловины трубы и скруглить.
- (3). Прочность пайки мала, общий рот сварки использует форму внахлестку. Длина нахлеста в 6-8 раз превышает толщину стенки трубы, а длина нахлеста составляет (1,2-1,5)D(мкм), когда внешний диаметр D трубы меньше или равен 28мкм.
- (4). Перед сваркой наружную стенку медной трубы и внутреннюю стенку фитинга следует затереть мелкой наждачной бумагой, стальной щеткой или тканевой наждачной бумагой, содержащей другие абразивы, для удаления поверхностных оксидов.

- (5). Процесс сварки, сварочный пистолет должен быть правильно подобран в соответствии с размером диаметра трубы, соединение раструба и сварочного стержня должно нагреваться равномерно. Сварка, не должно быть перегрева, утечка сварочного материала, полная сварочного шва, должна немедленно прекратить нагрев и оставаться неподвижным, естественное охлаждение.
- (6). При сварке между медной трубой и фитингами из медного сплава или фитингами из медного сплава и фитингами из медного сплава следует использовать флюс при сварке фитингов из медного сплава, а остаточный флюс на внешней стенке трубы следует удалить после завершения сварки.
- (7). При сварке медно-пластиковой трубы длина оголенной медной трубы должна быть не менее 200 мм, оба конца должны быть обернуты влажной тканью, а пластиково-пластиковый слой должен быть восстановлен после завершения сварки.
- (8). После сварки трубопроводная арматура должна быть очищена в течение 8 часов от остатков флюса и шлака.
 Обычно используют раствор кипяченых квасцов, содержащий 10-15%, или раствор лимонной кислоты, содержащий 10%, чтобы почистить сустав, а затем промыть и высушить водой.
Обычно используют раствор кипяченых квасцов, содержащий 10-15%, или раствор лимонной кислоты, содержащий 10%, чтобы почистить сустав, а затем промыть и высушить водой. - (9). Сварочная установка должна стараться избегать перевернутой сварки.
Фланцевое соединение
Используйте свободный фланец при соединении трубы с клапаном и т. д. Уплотнительная прокладка между медным фланцем изготовлена из листа асбестовой резины толщиной 4 мкм.
Испытание под давлением воды
(1). После того, как требования к установке скрытых и заглубленных труб соответствуют правилам установки, можно выполнить испытательное давление.
(2). Испытательное давление в 1,5 раза превышает рабочее давление трубопроводной системы, но не менее 0,6 МПа.
(3). Перед гидравлическим испытанием необходимо принять безопасные и эффективные меры по фиксации и защите испытательной напорной трубы. Соединения для испытаний должны быть открыты.
(4). После прохождения гидравлических испытаний можно приступать к гражданскому строительству.
(5). Гидравлические испытания следует проводить в соответствии со следующими этапами.
- ① Конец секции трубы испытательного давления заблокирован, медленно впрыскивайте воду, процесс впрыска воды, в то время как газ в трубе будет исчерпан.
- ② После заполнения трубопроводной системы водой проверьте ее герметичность.
- ③ Нагнетание давления в системе целесообразно для использования ручных насосов для медленного повышения давления, время нарастания должно быть не менее 10 минут.
- ④ После повышения до указанного испытательного давления прекратите нагнетание давления и наблюдайте в течение 10 минут, давление должно снизиться не более чем на 0,02 МПа.
- ⑤ После снижения рабочего давления для проверки не должно быть просачивания или утечек.
- ⑥ После испытательного давления в системе трубопроводов, если обнаружена утечка воды или падение давления превышает указанное значение, следует проверить трубопровод и исключить причину утечки воды, а затем испытательное давление следует повторно проверить в соответствии с вышеуказанными положениями.
 пока не будет соответствовать требованиям.
пока не будет соответствовать требованиям.
(7) Зимой, когда температура ниже 5 ℃, необходимо принять надежные меры защиты от замерзания при проведении проверки давления воды и проверки пропускной способности воды.
Изоляция труб
Изоляцию проводят после прохождения гидравлическим испытанием трубопроводной системы. Резиновая изоляционная оболочка толщиной 20 мкм используется для трубопровода холодной воды для предотвращения образования конденсата. Толщина изоляции трубопровода горячей воды указана в следующей таблице.
| Номинальный внутренний диаметр (мм) | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 | 200 |
| Толщина изолированных труб (мм) | 25 | 25 | 30 | 30 | 30 | 30 | 35 | 35 | 35 | 35 | 40 | 40 |
Промывка трубопроводной системы
- (1).
 После прохождения трубопроводом испытательного давления его следует промыть чистой водой до полного вымывания грязи. Перед промывкой прибор внутри системы должен быть защищен, а диафрагма, сопло, сетчатый фильтр, дроссельный клапан и обратный клапан и другие детали, мешающие промывке, должны быть удалены и должным образом храниться, а после промывки должны быть возвращены в исходное положение.
После прохождения трубопроводом испытательного давления его следует промыть чистой водой до полного вымывания грязи. Перед промывкой прибор внутри системы должен быть защищен, а диафрагма, сопло, сетчатый фильтр, дроссельный клапан и обратный клапан и другие детали, мешающие промывке, должны быть удалены и должным образом храниться, а после промывки должны быть возвращены в исходное положение. - (2). Трубопровод питьевой воды должен быть продезинфицирован перед использованием, после дезинфекции, а затем промыть трубопровод питьевой водой, а качество воды не загрязнено соответствующими отделами для взятия проб для проверки перед использованием.
Испытания после строительства
Стандарт качества
(1). Гарантия предметов.
① Тип, спецификация и качество труб, компонентов и сварочных материалов должны соответствовать проектным требованиям и спецификациям.
Метод проверки: проверить сертификат соответствия, протоколы приемки или испытаний.
② Технические характеристики клапана, тип и прочность, испытание на герметичность и необходимость разборки клапана должны соответствовать проектным требованиям и спецификациям.
③ Гидравлические испытания и испытания на герметичность в течение указанного времени должны соответствовать проектным требованиям и спецификациям.
Метод проверки: проверьте записи секционных испытаний по системе. Полная проверка системой.
④ Поверхность сварного шва не должна иметь трещин, прожогов, наплывов и серьезных шлаков, пористости и других дефектов. Существуют особые требования к сварке, должны соответствовать положениям.
Метод проверки: осмотр с помощью увеличительного стекла. Сварочные соединения с особыми требованиями, проверьте протоколы испытаний. 10% от количества интерфейсов выборки системы, но не менее 5.
⑤ Поверхность фланца горловины трубы не должна иметь дефектов в виде складок, трещин и царапин.
Метод проверки: наблюдательный осмотр. Проверить 10% от количества сопряжений системой, но не менее 5.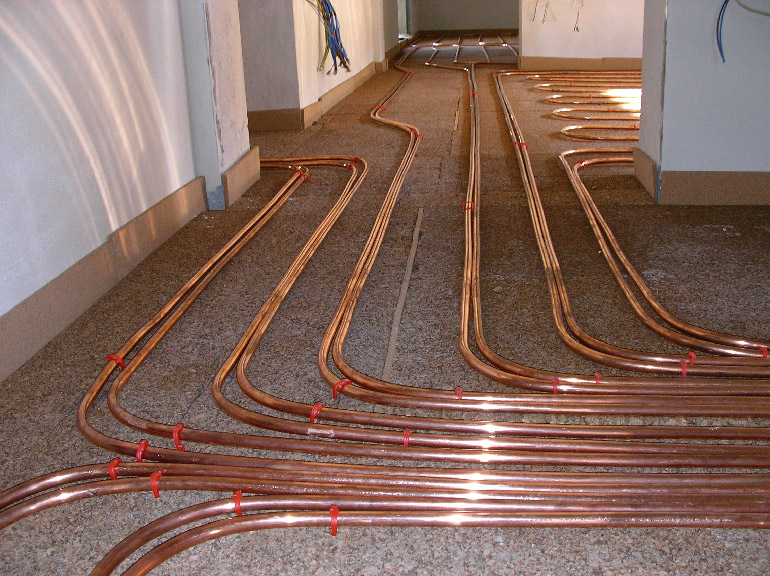
⑥ Поверхность отводов не должна иметь трещин, расслоений, ямок, пережогов и других дефектов.
Метод проверки: 10% выборочная проверка системой, но не менее 3-х штук.
⑦ Механические свойства при проверке сварного шва: механические свойства сварного соединения должны соответствовать положениям Приложения 2.
Метод проверки: Проверить протоколы испытаний.
⑧ Очистка системы трубопроводов должна производиться в соответствии с проектными требованиями и спецификациями.
Метод проверки: проверить записи об очистке. Проверяйте все по системе.
(2). Основные элементы
① Опора, подвешивание, монтажное положение кронштейна правильное, ровное и прочное. Кронштейн должен быть отделен от трубы листом асбеста, прокладкой из мягкого металла или деревянной прокладкой, а контакт должен быть плотным. Подвижная поверхность подвижного кронштейна находится в хорошем контакте с опорной поверхностью и гибко перемещается. Стержень подвеса должен быть вертикальным, а проволочная пряжка должна быть полной. Ржавчина и грязь должны быть удалены, краска должна быть равномерной, без утечек и с хорошей адгезией.
Ржавчина и грязь должны быть удалены, краска должна быть равномерной, без утечек и с хорошей адгезией.
Метод проверки: ручное вытягивание и наблюдение. По количеству штук опор, подвесных кронштейнов в системе 10% контрольный образец, но не менее 3 штук.
② Наклон трубы должен соответствовать проектным требованиям и спецификациям.
Метод проверки: проверка записей измерений или проверка уровнемера (уровня). В соответствии с системой каждые 50 м прямой образец участка трубы проверяется 2, образец менее 50 м проверяет участок. Перегородка может быть разделена перегородкой.
③ Установка компенсатора: два плеча компенсатора типа II должны быть прямыми, не должны быть перекошены, а внешняя дуга должна быть однородной. Горизонтальная установка трубопровода, уклон должен соответствовать трубопроводу. Направление волны и установка наполнителя или компенсатора должны быть правильными.
Метод контроля: наблюдение и осмотр с помощью горизонтальной линейки. Проверяйте все по системе.
④ Положение и направление установки клапана должны быть правильными, а соединение должно быть прочным и плотным. Рабочий механизм гибкий и точный. Клапаны с особыми требованиями должны соответствовать соответствующим положениям.
Методы инспекции: наблюдение и инспекция открытия и закрытия или проверка записей о вводе в эксплуатацию. В зависимости от типа арматуры в системе проверяют 10% каждого образца, но не менее 2-х. Проверяются все арматуры с особыми требованиями.
⑤ Фланцевое соединение: стыковое соединение должно быть герметичным, параллельным, соосным и перпендикулярным центральной линии трубы. Болт должен быть равномерно нагружен, а гайка должна выступать на 2~3 мкм, а прокладка должна быть установлена правильно. Полки незакрепленных фланцев должны иметь закругленные углы в местах отбортовки и изгиба, а поверхность не должна иметь заломов, трещин и царапин.
Метод проверки: проверить гаечным ключом, наблюдать и проверять линейкой. В зависимости от типа фланца в системе выборочно должны быть проверены 10% каждого фланца, но не менее 3-х мест, и должны быть проверены все фланцы с особыми требованиями.
Защита готовой продукции
- (1) Прервать строительство, устье трубы должно быть готово к временным перекрытиям; установка уплотнения, обратите внимание на наличие посторонних предметов в трубе.
- (2) Гибка после обработки резьбы, уплотняющая поверхность резьбы должна принимать защитные меры.
- (3) Установленная в стене бетонная колонна на кронштейне, желательно сотрудничать со строительством строительных работ с зарезервированным отверстием или предварительно закопанным железом, не должно быть произвольного отверстия, чтобы не повредить здание.
- (4) Трубопровод в установке должен предотвращать появление царапин на поверхности трубопровода гравием или другими твердыми предметами.
- (5) Перед приемкой строительная единица должна быть специально организована для защиты готового продукта 24 часа, когда кто-то дежурит. И сохранить здание, где конструкция закрыта и заперта.
- (6) Трубы и фитинги должны правильно храниться в конструкции и не должны быть перепутаны и повреждены.
 Следует избегать контакта с углеродистой сталью.
Следует избегать контакта с углеродистой сталью.
Вопросы качества, на которые следует обратить внимание
- (1) Резка и снятие фаски с медных труб могут выполняться только методом холодной обработки.
- (2) Внутренняя и внешняя поверхность трубы должна быть гладкой и чистой, на ней не должно быть проколов, трещин, морщин, расслоений, шероховатостей, тянущих каналов, шлака, пузырей и других дефектов.
- (3) Эллиптичность медной трубы не должна превышать допустимого отклонения наружного диаметра. Конец трубки должен быть ровным и без заусенцев. Внутренняя и наружная поверхность трубы не должна иметь дефектов в виде локальных ямок, царапин, вдавленных предметов, помятостей и т.п., превышающих допустимое отклонение наружного диаметра и толщины стенки.
Источник: Сетевое соглашение — Китайский производитель медных труб — Yaang Pipe Industry Co., Limited (www.pipelinedubai.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Медная труба для трубопровода медицинского газа
Медные трубки Nippon Med доступны в различных длинах и размеры как типа L, так и типа K. Наши медные трубы для трубопроводов медицинского газа могут выдерживать высокое давление и коррозию. Он долговечен, легко устанавливается и соответствует всем мировым стандартам и требованиям, предъявляемым к трубопроводам для медицинских газов.
Nippon предлагает 100% безопасные и не требующие особого ухода медные трубы, обеспечивающие бесперебойную работу в течение многих лет.
Содержание углерода на внутренней поверхности медных труб и фитингов определяется с помощью анализа меди высокого качества. Они испытываются на прочность при растяжении. Химический состав трубок Nippon: максимум меди и серебра (99,90%) и фосфора (мин. 0,015% – макс. 0,040%) . Наши трубы очищены от заусенцев и проверены на наличие локальных дефектов методом вихретокового контроля.
Они испытываются на прочность при растяжении. Химический состав трубок Nippon: максимум меди и серебра (99,90%) и фосфора (мин. 0,015% – макс. 0,040%) . Наши трубы очищены от заусенцев и проверены на наличие локальных дефектов методом вихретокового контроля.
