
Планка торцевая: цена, характеристики
Если Вы установили металлочерепицу или кровлю из профнастила, то Вам необходимо обезопасить ваше покрытие от проникновения нежелательных осадков под крышу. Представляем один из необходимых элементов – оцинкованную ветровую планку для кровли, которую многие строители чаще называют торцевой.
Кроме технологической, эта деталь несет и важную эстетическую функцию, красиво обрамляя окончание кровельного покрытия. В связи с этим, очень важно, чтобы это изделие было и высокого качества и эстетически красиво.
Зачем нужны торцевые планки?
Назначение торцевой планки для крыши — закрыть щели при строительстве кровельного покрытия и препятствовать ветру сорвать крышу с её торцевой стороны. Это свойство изделия препятствует гниению стропильной системы и разрушению всех деревянных элементов каркаса. Широкий вариант этого элемента, закрывающий торец кровельного пирога, существенно улучшает дизайн здания.
Размеры торцевой планки
Торцевая (ветровая) планка – это дополнительный кровельный элемент, поэтому заказывают ее отдельно. При расчете необходимого количества учитывают параметры кровли.
При расчете необходимого количества учитывают параметры кровли.
Стандарт размера торцевой планки для профнастила:
- длина — 2 м (эффективная – 1,9 м),
- ширина – 90 х 150 и 40 х 60 мм.
Но каждый заказчик может заказать размеры и цвет торца по параметрам своего проекта.
Назначение торцевой планки
- Становится невозможным попадание брызг от дождя и мокрого снега в косом направлении.
- Изделие выступает декоративным элементом, скрывает шероховатости и неровности торца крыши.
- Её обычно делают из стали с оцинковыванием и покрывают качественным полимером разных цветов.
- Это изделие устойчиво к разным разрушительным влияниям, таким как сильный ветер и другим погодным неприятностям. Она удерживает кровлю от срыва со стропильной системы.
Материал для ветровой планки
Торцевую планку обычно производят из того же материала, что и металлочерепицу. Это может быть:
Это может быть:
- тонколистовая сталь. Это самый доступный кровельный материал из металла. По сравнению с керамическими и шиферными аналогами отличается легкостью, простотой монтажа, широкой палитрой цветов. Гарантийный срок службы — 10-15 лет;
- алюминий. Металл подвержен коррозии меньше, чем тонколистовая сталь. Лист того же размера, что из стали, весит в 3 раза меньше. Алюминиевые изделия хорошо переносят температурные перепады, сильные морозы. Стоимость алюминиевого листа сравнима с качественной тонколистовой сталью или немного дороже;
- медь — самый дорогой кровельный материал, который может служить столетиями. Металл не восприимчив к атмосферным осадкам благодаря оксидированному покрытию, которое естественным образом возникает на поверхности медного листа. Медь не нуждается в дополнительном уходе, поэтому такая кровля дешевле в обслуживании.
Медь используется в чистом виде. Тонколистовую сталь и алюминий сверху покрывают защитно-декоративным покрытием, которое препятствует корродированию вследствие воздействия влаги.
Тонколистовую сталь и алюминий сверху покрывают защитно-декоративным покрытием, которое препятствует корродированию вследствие воздействия влаги.
Для этого используют такие полимерные материалы:
- полиэстер;
- полиуретан;
- поливинденфторид;
- акрилат;
- полиэфир;
- пластизол.
Слой полимеров может наноситься как с одной, так и с обеих сторон. Во втором случае материал лучше защищен от неблагоприятного воздействия окружающей среды. Полимерное покрытие дало возможность производителям значительно расширить цветовую гамму планок.
Прежде чем приступать к креплению ветровой планки профнастила, делают все необходимые расчеты. Здесь учитывают тип кровли. Например, для плоских крыш складов, где покрытие листовое, лучше использовать узкую ветровую планку. Для металлочерепицы и профнастила требования другие – используют широкую рельефную торцевую отделку.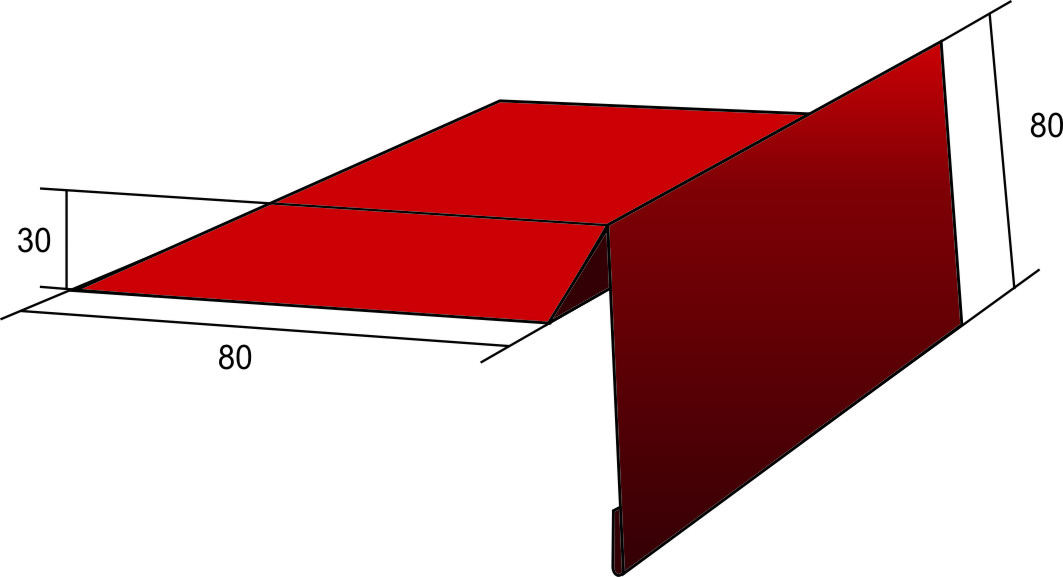 Также играет роль правильный выбор и установка обрешетки. В зависимости от вида материала кровли рассчитывают шаг укладки брусков.
Также играет роль правильный выбор и установка обрешетки. В зависимости от вида материала кровли рассчитывают шаг укладки брусков.
Установка торцевой планки
Ветровую планку устанавливают, когда все остальные работы по монтажу кровли завершены — закреплены карнизы, водостоки. Однако ее монтируют до того, как установлен конек.
Для планки используют саморезы по дереву со специальной уплотнительной резинкой. Чтобы крепежи дольше прослужили и не испортили материал, рекомендуется использовать изделия из оцинкованного металла. Можно использовать нержавеющие или оцинкованные гвозди. Тут мнения относительно крепежей разошлись. Одни специалисты считают, что такие крепежи не обеспечат достаточной прочности. Другие уверяют, что они лучше держат планку.
Длину саморезов подбирают так, чтобы она была на 30% больше, чем толщина обрешетки, стропил, торцевой доски в целом.
Торцевую планку начинают устанавливать, двигаясь от низа кровли к коньку.
1. Планку прикладывают к кровле. Верхнюю часть плотно прижимают к кровле, фронтальную — к лобовой доске. Надо убедиться, что верхняя часть полностью накрывает верхнюю волну, а отлив заходит на нижнюю. Свес доборного элемента должен закрыть лобовую доску.
Верхнюю часть плотно прижимают к кровле, фронтальную — к лобовой доске. Надо убедиться, что верхняя часть полностью накрывает верхнюю волну, а отлив заходит на нижнюю. Свес доборного элемента должен закрыть лобовую доску.
2. Закрепляют обе части планки. В процессе полки следят за тем, чтобы саморезы входили в верхнюю волну (гребень). Между крепежными элементами расстояние не должно превышать 50 см. Если ветровая планка испытывает серьезные нагрузки, то шаг сокращают до 40 и даже 30 см. Аналогично крепят остальные детали. На местах стыков делают нахлест не менее 10 см
3. В верхней части края планки заводят под конек
4. Проводят изоляцию мест, где торцевая планка соприкасается с кровлей, используя саморасширяющуюся ленту или герметик. Это не допустит попадания насекомых и пыли в подкровельное пространство.
5. Устанавливают заглушки по краям, используя по четыре самореза для каждого такого элемента.
По окончанию монтажа планки все места креплений, реза обрабатывают препаратами, красками, предотвращающими появления коррозии. Швы обрабатывают герметичными мастиками, покрывают лакокрасочными материалами для наружных работ.
Швы обрабатывают герметичными мастиками, покрывают лакокрасочными материалами для наружных работ.
В нижней части ветровая планка должна идти внахлест шириной не менее 50 мм с капельником. Карнизная планка должна быть снизу. Узел скрепляют одним саморезом.
Если во время крепления саморез или гвоздь установлены неправильно, их лучше не вытаскивать. На том месте останется дыра, через которую под кровельный материал будет просачиваться вода. Это правило особенно критично, когда работают с горизонтальной частью планки.
Внимание! Осуществляя монтаж, сразу проверяют плотность прилегания материала. Если останутся зазоры, то при сильных порывах ветра будет раздаваться дребезжание.
Часто при строительстве кровли домашние мастера стараются сэкономить на элементах кровли. Но это нельзя делать. Ведь такая экономия может потом обернуться сокращением срока службы всей кровельной системы. Ремонт и замена части элементов обойдется значительно дороже, чем установка торцевой планки еще на этапе строительства. Особенно это касается регионов, где часто бывают ураганы и штормы.
Особенно это касается регионов, где часто бывают ураганы и штормы.
Наша компания занимается производством кровельных и стеновых сэндвич-панелей, профилированных листов, металлочерепиц и доборных элементов для обустройства крыш и стен различных типов. Полностью готовый к монтажу материал предлагается нами на выгодных условиях.
Мы готовы предложить вам большой выбор цветовых решений палитры RAL, так же и порезку металлов под индивидуальный заказ. На сайте можно сразу заказать крепеж, аксессуары и элементы, необходимые для работы. Мы обеспечим вам наличие сертификатов, соответствие ГОСТам , бесплатную консультацию 8 (812) 603-49-30, качество и оригинальность продукции, оперативность поставок. Мы располагаем собственным автопарком грузового транспорта. Наша компания осуществляет доставку по Москве, Санкт Петербургу и по другим городам России. Стоимость доставки определяется в зависимости от географии и объема продаж.
Палитра RAL:
Картон — Cargo Handbook — крупнейший в мире веб-сайт с инструкциями по грузовым перевозкам
| Информационный блок на картоне | |
|---|---|
| Пример картона | |
| Факты | |
| Происхождение | — |
| Коэффициент загрузки (в м 3 /т) | 2,26/2,41 (уп) |
| Влажность / влажность |
|
| Вентиляция | См. текст текст |
| Факторы риска | См. текст |
Содержимое
- 1 Картон
- 1.1 Описание/применение
- 1.2 Транспортировка/хранение
- 1.3 Факторы риска
Описание/применение
Гофрокартон представляет собой материал на бумажной основе, состоящий из рифленого гофрированного листа и одного или двух плоских вкладышей. Он широко используется в производстве гофроящиков и транспортных контейнеров.
Гофрокартон и облицовочный картон изготавливаются из тарного картона, материала, похожего на бумагу, обычно толщиной более 0,01 дюйма (0,25 мм). Гофрированный картон иногда называют гофрированным картоном, хотя картоном может быть любой плотный картон на основе бумажной массы.
Гофрированный картон производится на больших линиях высокоточного оборудования, называемых гофроагрегатами, которые обычно работают со скоростью около 500 футов в минуту (2,5 м/с) или выше. Эти машины со временем стали очень сложными, чтобы избежать некоторых распространенных проблем в производстве гофрированного картона, таких как коробление и стирание.
Эти машины со временем стали очень сложными, чтобы избежать некоторых распространенных проблем в производстве гофрированного картона, таких как коробление и стирание.
Основным сырьем для гофрирования является бумага, различных сортов для каждого слоя, из которого состоит гофроящик. Из-за соображений цепочки поставок и масштаба бумага производится на отдельных заводах, называемых бумажными фабриками. На большинстве заводов по производству гофрированного картона имеется запас рулонов бумаги.
В классическом гофроагрегате бумага размягчается паром высокого давления. После того, как доска сформирована, ее сушат в так называемой сухой части. Здесь новообразованный гофрокартон нагревается снизу горячими плитами. Сверху система нагрузки прикладывает к ленте различные давления.
Плотность гофрированного материала в США часто составляет 0,026 фунта на квадратный фут (0,13 кг/м²); в Великобритании распространена бумага для гофрокартона плотностью 90 граммов на квадратный метр (0,018 фунта / квадратный фут).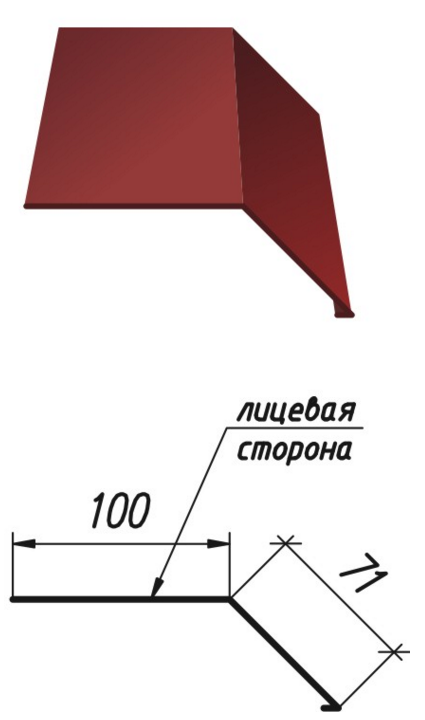 На одностороннем он нагревается, увлажняется и формируется в рифленый узор на зубчатых колесах. Он соединяется с плоской облицовочной плитой с помощью клея на основе крахмала, образуя одностороннюю плиту. На двойной подложке к другой стороне рифленого наполнителя приклеен второй плоский лайнер для образования одностенного гофрированного картона. Линейные картоны представляют собой тестовые вкладыши (бумага из вторсырья) или крафт-картон (различных сортов). Подкладка может быть отбеленной до белого, пятнисто-белой, цветной или предварительно напечатанной.
На одностороннем он нагревается, увлажняется и формируется в рифленый узор на зубчатых колесах. Он соединяется с плоской облицовочной плитой с помощью клея на основе крахмала, образуя одностороннюю плиту. На двойной подложке к другой стороне рифленого наполнителя приклеен второй плоский лайнер для образования одностенного гофрированного картона. Линейные картоны представляют собой тестовые вкладыши (бумага из вторсырья) или крафт-картон (различных сортов). Подкладка может быть отбеленной до белого, пятнисто-белой, цветной или предварительно напечатанной.
Стандартные размеры канавок: «A», «B», «C», «E» и «F» или микроканавки. Буквенное обозначение относится к порядку изобретения флейт, а не к относительным размерам. Размер канавки относится к количеству канавок на погонный фут, хотя фактические размеры канавки у разных производителей гофроагрегатов могут незначительно отличаться. Измерение количества канавок на погонный фут является более надежным методом определения размера канавки, чем измерение толщины доски, которая может варьироваться в зависимости от условий производства.
Стандартные гофрированные канавки США
| | | | | |
Гофрированный картон может быть определен по конструкции (однослойный, одностенный, двустенный и т. д.), размеру канавки, прочности на разрыв, прочности на раздавливание краев, плоскостному сжатию, базовой массе компонентов (фунты на тысячу квадратных футов, граммы). на квадратный метр и т. д.), обработка поверхности и покрытия и т. д. Методы испытаний TAPPI и ASTM для них стандартизированы.
Выбор гофрокартона, размера гофрокартона, комбинированного клея и подкладочного картона может варьироваться, чтобы получить гофрированный картон с особыми свойствами, подходящими для широкого круга потенциальных применений. Также производится двух- и трехслойный гофрокартон, обладающий высокой прочностью при штабелировании и стойкостью к проколам.
Большинство гофроагрегатов представляют собой двухножевые гофроагрегаты, что означает, что они могут одновременно производить два листа разной длины. Это приводит к проблеме оптимизации, известной как проблема раскроя.
Инженеры-упаковщики разрабатывают коробки из гофрированного картона с учетом конкретных потребностей отправляемого продукта, опасностей транспортной среды (удары, вибрация, сжатие, влажность и т. д.), а также потребностей розничных продавцов и потребителей.
Самый распространенный тип коробки — стандартный контейнер с прорезями (RSC). Все закрылки имеют одинаковую длину от надреза до края. Как правило, большие лоскуты встречаются посередине, а второстепенные — нет.
Производственный стык чаще всего соединяется клеем, но также может быть заклеен лентой или сшит. Коробка отправляется в разобранном виде упаковщику, который устанавливает коробку, наполняет ее и закрывает для отправки. Коробка закрывается лентой, клеем, скобами, обвязкой и т. д.
Размер коробки может быть измерен либо по внутреннему (для соответствия продукту), либо по внешнему (для погрузочно-разгрузочных работ или укладки на поддоны) размеров. Ящики обычно указываются и заказываются по внутренним размерам.
Типы коробок в Европе обычно определяются 4-значным кодом, указанным FEFCO: например, обычный контейнер с прорезями (RSC) имеет код 0201. Типы FEFCO обычно являются основой для более сложных специальных конструкций, которые включают, например, фиксирующие выступы или внутренние фитинги.
Коробки могут быть изготовлены на том же заводе, что и гофроагрегат. Часть биговки и резки происходит на гофроагрегате. В качестве альтернативы листы гофрированного картона могут быть отправлены на другое производственное предприятие для изготовления коробок; их иногда называют «листовыми растениями».
Гофрокартон фальцуется или надрезается для обеспечения контролируемого изгиба картона. Чаще всего вырезают прорези, чтобы на коробке были клапаны. Надрезы и прорези также могут быть выполнены высечкой.
Широкие категории упаковочных материалов на бумажной основе:
- Бумага представляет собой тонкий материал, используемый в основном для письма, печати или упаковки. Его получают путем прессования влажных волокон, обычно целлюлозы, полученной из древесины, тряпок или травы, и высушивания их в гибкие листы.
- Картон, иногда называемый картоном, обычно толще (обычно более 0,25 мм или 10 пунктов), чем бумага. В соответствии со стандартами ISO картон — это бумага с удельным весом (граммом) выше 224 г/м², но есть и исключения.

Гофрокартон, иногда называемый гофрированным картоном или гофрокартоном, представляет собой комбинированный материал на бумажной основе, состоящий из рифленого гофрированного наполнителя и одного или двух плоских вкладышей.
Контейнеры также имеют несколько названий:
- Транспортную тару из гофрированного картона иногда называют «картонной коробкой», «картоном» или «футляром».
- Складную коробку из картона иногда называют «картонной коробкой».
- Установочная коробка изготовлена из негнущегося картона и иногда называется «картонной коробкой».
- Коробки для напитков, изготовленные из многослойного картона, иногда называют «картонными коробками», а иногда «картонными коробками» или «коробками».
Картон и другие материалы на бумажной основе (картон, гофрокартон и т. д.) могут иметь вторичную жизнь в качестве дешевого материала для строительства ряда проектов, среди которых научные эксперименты, детские игрушки, костюмы и теплоизоляционная подкладка.
Старые гофрированные контейнеры — отличный источник волокна для вторичной переработки. Они могут быть сжаты и упакованы в тюки для экономичной транспортировки. Спрессованные коробки помещаются в гидроразбиватель, который представляет собой большой чан с теплой водой для очистки и обработки. Суспензия целлюлозы затем используется для производства новых изделий из бумаги и волокна.
Мельничный и гофроагрегатный лом или крошка является самым чистым источником вторичной переработки. Высокие показатели вторичной переработки отходов отражают эффективность перерабатывающих заводов по очистке и обработке поступающих материалов. Существует несколько технологий сортировки, просеивания, фильтрации и химической обработки переработанной бумаги.
Многие посторонние материалы легко удаляются. Шпагат, обвязка и т.п. удаляются из гидроразбивателя «трещоткой». Металлические хомуты и скобы можно отсеивать или снимать с помощью магнита. Лента, чувствительная к давлению, на подложке из пленки остается неповрежденной: клей PSA и подложка удаляются вместе.
Материалы, которые труднее удалить, включают восковые покрытия на коробках из гофрированного картона и «липкие» частицы, мягкие каучуковые частицы, которые могут засорить бумагоделательную машину и загрязнить переработанную бумагу. Липучки могут быть получены из переплетов книг, клеев-расплавов, самоклеящихся клеев из бумажных этикеток, клеев для ламинирования армированных гуммированных лент и т. д.
В настоящее время доступны измельчители гофрированного картона, которые превращают гофрокартон, вышедший из употребления, в упаковочные/амортизирующие материалы с помощью специального процесса измельчения.
Переработка гофрированного картона помогает странам, не имеющим устойчивых древесных ресурсов, создавать местную бумажную и упаковочную промышленность.
Транспортировка/хранение
Изделия из картона транспортируют в пачках (без упаковки, обвязанных пластиковой лентой), кипах, пакетах или картонных коробках и в рулонах.
Неправильное обращение при погрузке-разгрузке и хранении влечет за собой риск повреждения. Как следствие, в случае валков слои приходят в негодность по глубине коряги. Затем их можно просто оторвать (разобрать) и использовать в качестве макулатуры. Упаковки и тюки нельзя поднимать за обвязку, так как она может порваться.
Неправильное обращение с грузом может привести к деформации бумажных рулонов (овализации). Рулоны с ярко выраженной овальностью больше нельзя использовать для печати, и их необходимо перематывать.
Наиболее благоприятный диапазон температур для путешествий: 0–25°C.
При погрузочно-разгрузочных работах также кратковременно допускается температура ниже 0°C. Изделие должно быть защищено от источников тепла и интенсивного солнечного излучения во избежание ломкости, пожелтения, коробления и повышенной пожароопасности.
При содержании воды < 5% возникает ломкость и усадка волокон. Поскольку уложенные листы не могут вступить в свободный обмен влагой с окружающим воздухом, это выравнивание ограничивается кромками, контактирующими с воздухом. Это вызывает вздутие краев и нежелательное коробление доски, чему способствует, в частности, интенсивное солнечное излучение.
Картон, поврежденный влагой или сыростью, изнашивается из-за линейной деформации, явлений кручения, изменения гладкости и цвета, снижения механической прочности на растяжение и волнистости. При укладке избыточная влага приводит к набуханию волокон по периферии, края становятся волнистыми. Это повреждение необратимо, так как сушка приводит к короблению из-за внутренних напряжений, возникающих в результате неравномерного распределения влаги внутри листа, и к образованию пятен (сухие кольца).
Выпотевание груза особенно вероятно во время рейсов из холодного климата в жаркий или при разгрузке в тропических портах, если грузы не были достаточно прогреты во время рейса и подвергались воздействию горячего окружающего воздуха при открытии крышек люков или дверей контейнеров .
Рекомендуемые условия вентиляции: скорость воздухообмена 6 смен/час (проветривание), если точка росы наружного воздуха ниже точки росы воздуха в помещении.
В рейсах из холодного в жаркий климат (Скандинавские порты, Континентальные порты — тропические порты разгрузки в Африке, Азии) необходимо использовать все возможные возможности для прогрева бумаги во избежание запотевания груза.
Картонные изделия являются горючими и поэтому должны быть защищены от летящих искр. Курение должно быть строго запрещено. При штабелировании имеет склонность к самовозгоранию под воздействием тепла.
Подставка для чашек должна содержаться в абсолютной чистоте, так как она используется в пищевой промышленности. Должна быть обеспечена его физиологическая пригодность для употребления в пищу.
Изделия из картона очень чувствительны к механическим воздействиям, таким как давление, удар и трение. Риск повреждения наиболее высок во время погрузочно-разгрузочных работ.
Овализация валков, возникающая в результате избыточного давления штабеля при горизонтальной укладке валков, поскольку силы воспринимаются исключительно линейной опорной поверхностью. В случае с газетной бумагой повреждение внутреннего сердечника приводит к перебоям в производстве или проблемам при обращении, поскольку рулоны больше не могут правильно подниматься. Небольшое искажение сердечника можно исправить. Очень овальные бумажные рулоны больше не подходят для печати и отбраковываются получателем, что обычно влечет за собой полную потерю, или их приходится перематывать, что влечет за собой затраты на перемотку и потерю времени.
Телескопирование валков вызвано пневматическим погрузочно-разгрузочным оборудованием, валки выдвигаются наподобие телескопа, что всегда приводит к полной потере валков.
Вмятины возникают как на боках рулонов при горизонтальной укладке, так и на торцах при вертикальной укладке и, как правило, вызваны остатками грязи от предыдущих грузов, неровными поверхностями укладки и прижатием к конструкционным частям средства транспорта, а также материалами для крепления груза.
Повреждение краев возникает при укладке вертикальных рулонов или установке горизонтальных рулонов, укладке рулонов разного диаметра друг на друга или при недостаточной поддержке свисающих концов рулонов, а также в результате толчков или ударов, возникающих при погрузочно-разгрузочных работах.
Повреждение от разрыва: зацепившиеся слои приводят к значительным потерям бумаги, так как рулоны приходят в негодность на всю глубину зацепа.
Рулоны не должны тереться друг о друга или о другие предметы; точки риска должны быть закрыты бумажными мешками, воздушными подушками и т.п.
Процент потерь, вызванных заеданием валков, можно рассчитать по следующей формуле:
S = потери в %
T = глубина повреждения
D = диаметр рулона
d = диаметр сердцевины
Факторы риска
- Повреждение от влаги
- Механическое повреждение
- Запах
- Загрязнение/осквернение
Box Basics — Boxmaster
История коробок из гофрокартона
Чем больше люди узнают о гофроящиках, тем больше понимают, что в них нет ничего «основного». Каждая коробка состоит из трех листов бумаги, поэтому комбинации безграничны. Но не волнуйтесь… для этого мы здесь. Мы постарались сделать эту страницу информативной, добавив легко усваиваемую информацию, которая поможет вам быстро освоить основы работы с гофрокартоном.
Типы картонных коробок
Обычные контейнеры с прорезями
Это наиболее распространенный вид коробок. Все закрылки имеют одинаковую длину от надреза до края. Идеально подходит для: перевозки небольших отдельных предметов, таких как чашки и кружки, книги.
Лотки из гофрированного картона
Лотки из гофрированного картона — это в основном лотки для хранения других предметов. Они выгодны, когда видимость продукта и простота в обращении имеют первостепенное значение. Идеально подходит для продуктов пищевой промышленности и производства напитков, таких как вода в бутылках, безалкогольные напитки, закуски и переработанные пищевые продукты в оптовых упаковках.
Контейнеры с половинной прорезью
Контейнеры с половинной прорезью аналогичны обычным контейнерам с прорезью, за исключением того, что они имеют только один набор клапанов. Противоположная сторона коробки открыта, что позволяет ей скользить по предмету. Идеально подходит для: больших и тяжелых предметов, таких как холодильники и стиральные машины.
Высечка по индивидуальному заказу
Это специальные коробки из гофрокартона, разработанные по точным спецификациям в зависимости от требований заказчика. Boxmaster может изготовить коробки на заказ с ПОЛНЫМ цветом, доступным во всех стилях и размерах. Идеально подходит для: уникальных продуктов с особыми требованиями, таких как коробки для косметических продуктов, коробки для игрушек, коробки для подарочных продуктов.
Полный перехлест
Внешние клапаны перекрывают коробку по всей ширине, что делает ее особенно устойчивой к грубому обращению. Все створки имеют одинаковую глубину, а их глубина равна ширине коробки. Идеально подходит для: тяжелых предметов, требующих дополнительной поддержки, таких как холодильники и стиральные машины.
Верхний защип на торце
Это простые неклееные коробки, которые необходимо складывать при сборке. Они отлично подходят для перевозки узких предметов. Идеально подходит для: упаковки витаминов, розничной упаковки, упаковки кофе, упаковки чая.
Типы методов печати
Метод печати
Описание
Преимущества
Флексографская линия
Самый простой вид печати на гофрокартоне.
Позволяет добавлять информацию о компании или упаковке на поверхность коробки по относительно низкой цене. Графика, как правило, представляет собой базовый штриховой рисунок и текст с использованием от 1 до 3 цветов.
Флексографский процесс
Используется для графики более высокого уровня с использованием 4 рабочих цветов. Это обеспечивает более сильное визуальное воздействие и позволяет использовать изображения фотографического качества.
Поскольку требуются 4-цветные печатные формы, общие затраты на печатные формы, как правило, выше, чем у Flexo Line. Минимальное количество тиражей, как правило, намного выше, чем у линии Flexo.
Заливное покрытие
Позволяет использовать сплошное 100% покрытие цвета. Чаще всего используется с дисплеями POP и упаковкой для розничной торговли.
Заливные покрытия можно наносить с помощью стандартных печатных форм, поэтому затраты на штамп не являются расходами для клиента.
Этикетка ламинированная
Достигается приклеиванием печатных листов к внешней поверхности гофрированного материала. Позволяет наносить глянцевое изображение триадного цвета (фотографического качества) и является разумным вариантом по цене для малых и средних тиражей. Размер этикетки ограничен максимальным размером листа большинства коммерческих печатных машин (28 x 40 дюймов).
Он обеспечивает чистый профессиональный внешний вид, который выглядит сравнимым с высококачественной упаковкой, подобной той, которая используется для программного обеспечения и электроники. Этикетки можно наносить со 100-процентным покрытием или в качестве точечной этикетки в сочетании с другой линейной флексографской печатью.
Трафаретная печать
Еще один способ нанесения графических интенсивных изображений непосредственно на внешнюю поверхность гофропакета.
Этот процесс чаще всего используется для дисплеев POP и упаковки для розничной торговли и может быть более рентабельным при небольших тиражах. Ограничения по размеру больше, чем у ламината для этикеток, и возможны комбинации цветов более 4.
Литографический ламинат
Обеспечивает такой же конечный продукт, как и ламинирование этикеток, но требует гораздо более высоких минимальных тиражей (обычно 10–20 тыс.).
Печатная поверхность фактически является частью упаковочного материала, в отличие от этикеточного ламината, который добавляется вручную.
Препринт
Предоставляя готовый продукт, аналогичный флексографскому процессу, этот процесс включает в себя покупку клиентом предварительно напечатанных рулонов бумаги, которые используются при производстве облицовочного картона.
Это требует очень больших тиражей и значительных первоначальных инвестиций со стороны клиента, но может быть экономически эффективным способом применения эффектной графики в таких количествах. Чаще всего используется в пищевой промышленности и производстве напитков, например, в ящиках для пива и коробках с мандаринами.
Прочность гофрированного картона
Прочность картона — это все факторы, которые определяют, насколько прочной должна быть коробка. Есть ряд вопросов, которые вы должны задать себе, прежде чем сможете точно оценить, насколько прочной должна быть изготовлена конкретная коробка, например:
- Характер упаковываемых продуктов
- Общий вес ящика
- Размер коробки
- Как картонная коробка будет складываться, храниться и транспортироваться.
Boxmaster предоставляет два различных уровня параметров настройки при выборе прочности коробки. Первый — это тип каннелюры, а второй — с использованием теста на раздавливание краев.
Типы канавок для коробок из гофрированного картона
Гофрированные каннелюры представляют собой S-образные волны/арки гофрированной коробки, из которых состоит картон. Это называется гофрирование досок. Флейты — это, по сути, арматура, из которой состоит доска. Они проходят параллельно глубине контейнера и придают ему жесткость и прочность на раздавливание/укладывание. Помимо обеспечения прочности при штабелировании, гофры также обеспечивают изоляцию, защищающую продукты от резких перепадов температуры. Вообще говоря, большие канавки, такие как профили A и B, обеспечивают большую прочность и амортизацию, в то время как меньшие профили канавок, такие как D и E, обеспечивают лучшую пригодность для печати и возможность складывания. 9Канавки 0336 B имеют 42-50 канавок на фут и толщину 1/8″. Они обеспечивают второй по величине размер арки. Канавки
B обеспечивают хорошую прочность при штабелировании и устойчивость к раздавливанию. Идеально подходит для консервов и дисплеев. Канавки
C имеют 39-43 канавки на фут и толщину 11/64″. Они представляют собой нечто среднее между флейтой A и флейтой B и очень распространены. Канавки
C обеспечивают хорошие свойства амортизации, укладки и печати. Идеально подходит для стекла, мебели и молочных продуктов. Канавки
E имеют 94 канавки на фут и толщину 1/16″. Профиль платы очень тонкий, что, в свою очередь, уменьшает размер коробки и экономит место в магазине. 9Канавки 0336 E обеспечивают наибольшую устойчивость к раздавливанию и превосходную поверхность для печати, что делает их отличным выбором для высечки нестандартных коробок.
Конструкция коробки из гофрированного картона
Boxmaster предоставляет вам возможность выбора между картонной конструкцией с одинарными или двойными стенками.
Single Wall — наиболее распространенный материал для гофрирования — он просто состоит из 1 слоя любого типа гофра, который вы выберете. В нормальных условиях одностенной конструкции будет достаточно, поскольку они предлагаются от 23ECT до 44ECT.
Конструкция с двойными стенками, также известная как «сверхмощный» гофрированный материал, используется для тяжелых или крупных объектов. Двойная стенка состоит из 2 слоев канавок, обычно 1 слоя B и 1 слоя C. Они примерно на 35% прочнее, чем обычные одностенные гофры. Boxmaster предлагает картонные коробки с двойными стенками от 44ECT до 61ECT.
Типы канавок
Канавки/нога
Толщина
Преимущества
B Флейта
42 -50
1/8″
Хорошая амортизация, укладка и печать
C Флейта
39-43
11/64″
Хорошая штабелируемость, прочность и устойчивость к раздавливанию
E Флейта
94
1/16″
Максимальная устойчивость к раздавливанию и поверхность для печати
до н. э. Флейта
Двойная стенка
Очень толстый
Вмещает очень большие и тяжелые предметы
Испытание на раздавливание краев
Испытание на раздавливание краев — это просто метод, используемый для определения «укладки» или «раздавливания» куска гофрированного картона. Испытание проводится для определения силы, которая раздавит тарный картон, стоящий на краю. ECT определит возможную прочность на сжатие контейнера, изготовленного из картона.
Типы конструкции
Испытание на сжатие краев
Максимальная рекомендуемая предельная нагрузка (фунты)
Одноместный
23
20
Одноместный
26
35
Одноместный
29
50
Одноместный
32
65
Одноместный
36
75
Одноместный
42
80
Одноместный
44
95
Двойная стенка
48
100
Двойные стенки
51
120
Двойные стенки
61
140
Информация и ресурсы
Можно многое узнать о гофре и картонных коробках.