набор инструментов (паяльник, утюг), температура плавления
Главная » Монтаж и ремонт » Пайка труб
На чтение 6 мин
Пайка пластиковых труб – инструкция этого технологического процесса должна быть под руками у каждого сантехника. Ведь именно пайка является наименее дорогостоящим и наиболее надежным способом монтажа полимерных трубопроводов. И если вы до сих пор не знакомы с технологией пайки, то эта статья поможет вам освоить это незамысловатый и действенный способ монтажа труб из пластичных полимеров.
Содержание
- Технология пайки пластиковых труб
- Инструменты и поэтапное описание процесса
- Этап первый – предварительная подготовка
- Этап второй – сборка участка трубопровода
- Этап третий – монтаж стыков
- Особенности процесса сборки трубопровода с помощью пайки
Технология пайки пластиковых труб
Процесс пайки или диффузионной сварки основан на термической пластичности конструкционных полимеров, применяемых в трубном производстве. Проще говоря: большинство пластмассовых труб можно размягчить нагревом свыше 260 градусов Цельсия и в размягченном состоянии впрессовать в раструб или в муфту.
Проще говоря: большинство пластмассовых труб можно размягчить нагревом свыше 260 градусов Цельсия и в размягченном состоянии впрессовать в раструб или в муфту.
Причем подтаявшая пластмасса присоединяемой трубы вступит в реакцию полимеризации с такой же размягченной пластмассой муфты (или раструба), образуя очень прочный и абсолютно герметичный шов. Ну а после остывания шва пластиковые трубы для пайки соединятся с раструбом или муфтой практически «намертво». И разорвать стыковочный шов не сможет ни высокое внутреннее давление, ни существенная продольная (или поперечная) нагрузка.
Инструменты и поэтапное описание процесса
При всей эффективности процесса пайки пластиковых труб своими руками, этот способ монтажа полимерных трубопроводов отличается от аналогичных методик необычайной простотой сборочной технологии. Причем достаточно качественный инструмент для пайки пластиковых труб может позволить себе не только квалифицированный сборщик трубопроводов, но и любой «домашний мастер». Поэтому данная разновидность монтажных операций востребована и в среде «домашних мастеров», и в сообществах профессиональных сантехников.
Поэтому данная разновидность монтажных операций востребована и в среде «домашних мастеров», и в сообществах профессиональных сантехников.
Ну а сам процесс пайки делится на три этапа: предварительный, сборочный и монтажный.
Этап первый – предварительная подготовка
На данном этапе мы не паяем трубы, а только готовимся к этому процессу. Ведь любую технологическую операцию (или этап такой операции) можно реализовать только при наличии набора инструментов и расходных материалов. И, разумеется, вы должны заготовить и материалы, и инструменты, еще до начала монтажных работ.
Набор инструмента для пайки пластиковых труб состоит из более обширного списка, в который входят:
- Комплект измерительного инструмента (линейка, штангенциркуль, рулетка) и маркер.
- Комплект дополнительного инструмента, состоящий из трубореза, шаблона и калибра для снятия фасок.
- Основной монтажный инструмент — аппарат для пайки пластиковых труб, дополненный комплектом насадок нужного диаметра.

- Силовые кабели, перчатки, защитные очки и прочие мелочи.
Следует отметить, что любой из вышеупомянутых инструментов должен быть приобретен заранее.
Ведь отсутствие того или иного инструмента может привести к простоям в работе. Ну а если цена аппарата для пайки труб покажется вам неуместной, то вы сможете попросту арендовать подобный агрегат.
Этап второй – сборка участка трубопровода
Этот этап отводится под подгонку труб и стыковочных элементов. Ведь перед тем как задействовать паяльник для пайки пластиковых труб вам придется собрать весь стыковочный узел.
Причем сам процесс сборки и подгонки выглядит следующим образом:
На финальном этапе в ваших руках должна находиться ровная труба с перпендикулярными торцами (с которых снята фаска) и муфта (раструбная труба) глубина которой вам известна. И если вы получили желаемое, то вам пора переходить к следующему этапу.
Этап третий – монтаж стыков
На данном этапе вы задействуете прибор для пайки пластиковых труб и выполните запрессовку разогретых изделий друг в друга.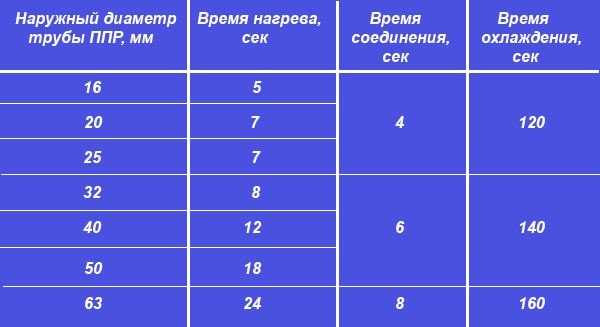 То есть на данном этапе завершится полный цикл монтажа стыков полимерного трубопровода.
То есть на данном этапе завершится полный цикл монтажа стыков полимерного трубопровода.
И для реализации этих намерений вам придется сделать следующее:
- В самом начале вам придется переместить ваш «сварочный аппарат» поближе к месту сборки трубопровода. Для этих целей вы можете использовать тривиальный удлинитель.
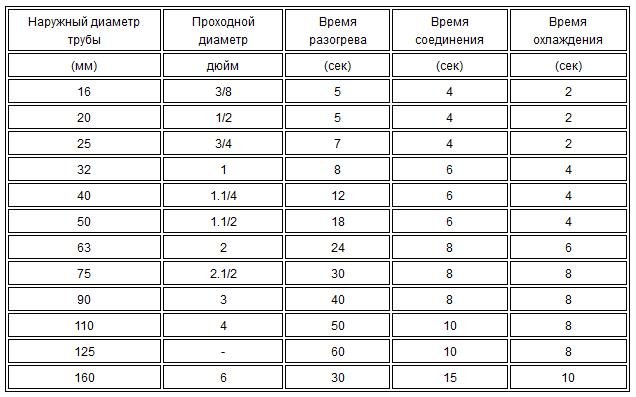
- После установки паяльника вам нужно обмерить габариты ваших труб и фитингов. Причем ключевые параметры замеров это диаметр и толщина стенки. Именно они будут вводиться в управляющий блок паяльника: ведь продолжительность и температура нагрева зависят именно от диаметра и толщины стенки трубы.
- Подготовительные работы, целью которых является настройка паяльника, заканчиваются монтажом цилиндрических насадок, присоединяемых к нагревательному элементу прибора. Причем эти насадки нужно заранее примерить и к трубе, и к муфте.
- Далее можно начинать пайку. Для этого необходимо включить ваш паяльник для пропиленовых труб в электросеть, надеть на насадки трубу и муфту и ввести в управляющий блок геометрические параметры (толщину стенки и диаметр) этих изделий.
 После ввода указанных данных паяльник перейдет в рабочий режим и начнет разогревать внешнюю сторону трубы и внутреннюю сторону муфты. По окончании нагрева вы услышите звуковой сигнал.
После ввода указанных данных паяльник перейдет в рабочий режим и начнет разогревать внешнюю сторону трубы и внутреннюю сторону муфты. По окончании нагрева вы услышите звуковой сигнал. - После сигнала о завершении разогрева деталей соединения и трубу, и муфту снимают с насадок. Руки оператора, при этом, должны быть защищены перчатками. Ведь эти детали только что разогревали до 260 градусов Цельсия.
- После отсоединения трубы и муфты от насадок нужно завершить монтаж путем ввода трубы в муфту. При этом глубина погружения должна контролироваться по маркеру, нанесенному на тело трубы во время этапа сборки. Ведь если вы вдавите трубу чуть глубже отметки, то герметичного соединения у вас уже не получится, а остатки трубы, выглядывающие из среза муфты, усложнят процесс эксплуатации трубопровода.
В итоге, вам останется лишь повторить процедуру стыковке на противоположном торце муфты. Ну а эксплуатацию всего трубопровода можно начинать спустя 30-40 минут от момента пайки последнего стыка.
Особенности процесса сборки трубопровода с помощью пайки
В завершение несколько слов об особенностях монтажа «паяных» трубопроводов:
Сантехника: TechCorner — Пайка и пайка, объяснение
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Обзор
Наиболее распространенным методом соединения медных труб является использование фитинга раструбного типа из меди или медного сплава, в который секции трубы вставляются и крепятся с помощью присадочного металла с использованием процесса пайки или пайки.
Рис. 1. Соединение внахлест — трубчатые детали
Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубы или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Припои для припоя
Основным элементом, используемым в припоях, является олово (Sn), поскольку олово имеет сродство с медью и должно прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды.
Присадочные материалы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Наиболее часто используемые типы припоя, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-cup) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора.
 Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag). - BAg Alloy (произносится «мешок»), где буква B означает «пайка», а Ag — химический символ серебра. Хотя помимо серебра в сплавах BAg присутствуют и другие элементы, содержание серебра в большинстве сплавов BAg может составлять от 24% до 9%.3%.
Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайка или пайка, существуют определенные основные этапы, которые следует выполнять для последовательного получения прочных соединений. Эти основные шаги описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и надлежащего применения нагрева и присадочного металла. Более подробно они объясняются в Справочнике по медным трубам CDA.
Независимо от используемого процесса соединения: пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединения
Глубина перекрытия или глубина раструба в фитингах с соединением внахлестку или с капиллярным соединением указана в производственных стандартах ASME/ANSI B16.18 и B16.22 для фитингов под давлением припоя. Это важный размер, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве так, чтобы он полностью перетекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве нахлестов или заполнений, необходимых для достижения полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое относительно небольшое проникновение наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем сама труба и/или фитинг. Однако, в отличие от паяного соединения, где заглушка или закругление обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубой и фитингом на лицевой стороне фитинга было предусмотрено хорошо развитое закругление или «заглушка» из присадочного металла. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
. Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рис. 3. Объяснение правила AWS 3-T
Помимо прочности присадочного металла в соединении, общая прочность соединения или узла (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе того, следует ли использовать паяные или паяные соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет примерно 840°F/449°C. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоя, то есть от 1150°F/621°C до 1550°F/843°C, в процессе паяного соединения основные металлы отжигаются или размягчаются, что приводит к снижение общей прочности конструкции. В то время как паяное соединение очевидно прочнее паяного соединения, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a–3e).
Справочник по медным трубам, таблицы 3a–3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. В то время как паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. д.), рабочие давления в системе должны соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Справочник по пайке — 3-е издание
- Американское общество сварщиков: Справочник по пайке — 4-е издание
- AWS A5.8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
- ASTM B32-04: Стандартные технические условия для припоя
Узнайте разницу между пайкой и пайкой
- предыдущий пост
- следующий пост
Общая сантехника
К Бенджамин Франклин СантехникПоделиться с:
Пайка является неотъемлемой частью многих ремонтов сантехники своими руками. Когда вы заменяете часть трубы или устанавливаете новое приспособление, вам часто приходится спаивать две металлические части вместе, чтобы обеспечить идеальную посадку и отсутствие утечек. Хотя пайка часто используется как универсальное название для описания процесса соединения труб с использованием расплавленного металла, на самом деле существует похожая, но отличная техника, известная как пайка, которую также можно использовать. Читайте дальше, чтобы узнать о разнице.
Когда вы заменяете часть трубы или устанавливаете новое приспособление, вам часто приходится спаивать две металлические части вместе, чтобы обеспечить идеальную посадку и отсутствие утечек. Хотя пайка часто используется как универсальное название для описания процесса соединения труб с использованием расплавленного металла, на самом деле существует похожая, но отличная техника, известная как пайка, которую также можно использовать. Читайте дальше, чтобы узнать о разнице.
Разница между пайкой и пайкой связана с материалом, который вы используете для соединения двух труб, и с тем, насколько горячим вам нужно нагреть вещество, чтобы расплавить его: до температуры около 360 градусов по Фаренгейту. Иногда температура должна быть выше, и сплав, который плавится при температуре 840 градусов или ниже, считается припоем. Припой обычно состоит в основном из олова, смешанного с другим металлом, например никелем, для дополнительной прочности. Ранее припой изготавливался из смеси олова и свинца, но это вещество было снято с производства, поскольку официальные лица осознали риск для здоровья при контакте с питьевой водой со свинцовыми трубами.
Создание среды без утечек в ваших трубах
Медь плавится при температуре 1981 градус, и вы, очевидно, не можете нагревать припой или сплав до этой точки, иначе вы разрушите свои трубы в процессе. Эта температура кажется абсурдно высокой, но в некоторых работах по пайке действительно используются горелки, которые нагревают сплав до 1550 градусов. Многие паяльные горелки не создают достаточно высоких температур для пайки металлов, поэтому вам необходимо приобрести специальное оборудование.
Помимо типа сплава и температуры горелки процесс пайки и пайки практически одинаков, поэтому сантехники выбирают между ними в зависимости от характера ремонта, который они пытаются выполнить.