
Металлические сварные балки от компании Stahlberg
Двутавровые сварные балки сегодня – это неотъемлемый элемент каркасного строительства, без которого было бы невозможным построить магазины, дома и фермы, склады и стадионы, огромные здания и даже мосты.
Изготавливаться они могут из различного металла методом сварки нескольких деталей, быть нестандартных размеров и типовых размеров.
Производство Stahlberg имеет собственную линию по изготовлению сварных балок, которые имеют следующие преимущества и параметры:
- перекрывают большие пролеты до 12 метров;
- пропорционально распределяют вертикальную и горизонтальную нагрузку;
- оптимальная эластичность позволяет иметь возможность изгиба
- сталь является пожаростойкой с сохранением несущей способности при нагревании;
- обладают стабильной антикорозийностью и устойчивостью к воздействиям внешней среды;
- позволяют снизить общую массу здания.
Преимущества сварного метода производства балок Stahlberg
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка, как метод, хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 12 метров, а ведь это все невозможно в производственных условиях с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Размеры сварных балок Stahlberg
Вы можете приобрести или заказать у нас сварные двутавровые балки для конструкций с механическими параметрами СТО АСЧМ 20-93 типа Б, Ш, К из горячекатаного проката.
Длина балки: от 3000 мм до 12000 мм
Высота балки: от 200 мм до 1500 мм
Ширина полок: от 200 мм до 800 мм
Толщина стенки и полок: от 6 мм до 40 мм
Виды обработки двутавровых балок
Завод Stahlberg производит сварные балки трех видов обработки: не обработанные (предназначены для дальнейшей приварки дополнительных деталей), грунтованные, крашенные по цвету заказчика РАЛ. По умолчанию цена предоставляется за балки грунтованного типа. Стоимость покраски балок в заводских условиях оговаривается индивидуально.
По умолчанию цена предоставляется за балки грунтованного типа. Стоимость покраски балок в заводских условиях оговаривается индивидуально.
Качество Stahlberg
Для специалистов Stahlberg не существует «несущественных моментов». Каждая деталь, к которым относятся и сварные двутавры, имеет колоссальную роль в безопасной эксплуатации зданий и домов. Производство балок не исключение в жестко установленных стандартах Штальберга «ТРИ «Т» – Точность. Требовательность. Технологии».
- Сварные балки изготавливаются только из высококачественной стали марок Ст3сп-5 или 09Г2С, строго соответствующие проектной документации и расчетным нагрузкам.
- Вся проектная документация и рабочий комплект чертежей при изготовлении сварных балок изготавливается согласно ТУ и ГОСТами стандартизации РФ.
- Сварные соединения выполняются аттестованными сварщиками и соответствует правилам аттестации, утвержденными Госгортехнадзором СССР от 22.06.1971
- После завершения производства балки проверяются внешним осмотром и простукиванием металлическом молотком.

- По желанию заказчика сварная балка может быть дополнительно обработана грунтовочными растворами для защиты от коррозии (Грунт ГФ021)
Сварная балка – производство и технология сварки
- Преимущества сварных двутавровых балок
- Технологический процесс производства сварных балок двутаврового сечения
- Как выполняется сварка балок двутаврового сечения
- Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровкиДля данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операцияНа этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.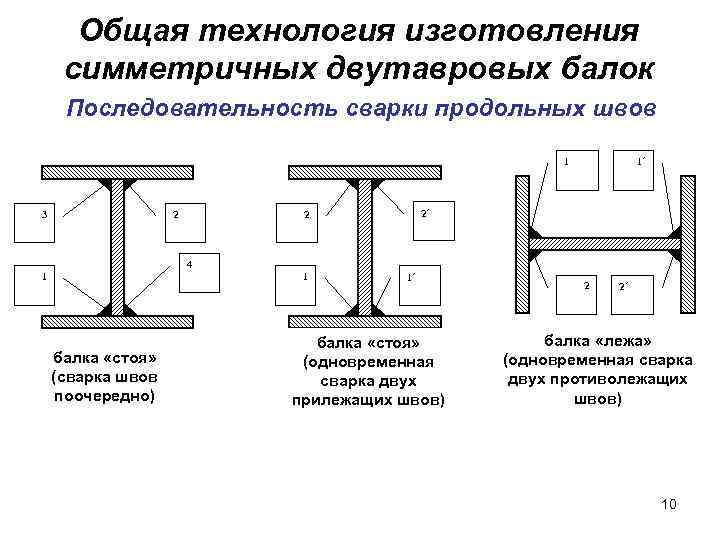
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделияПроизводство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.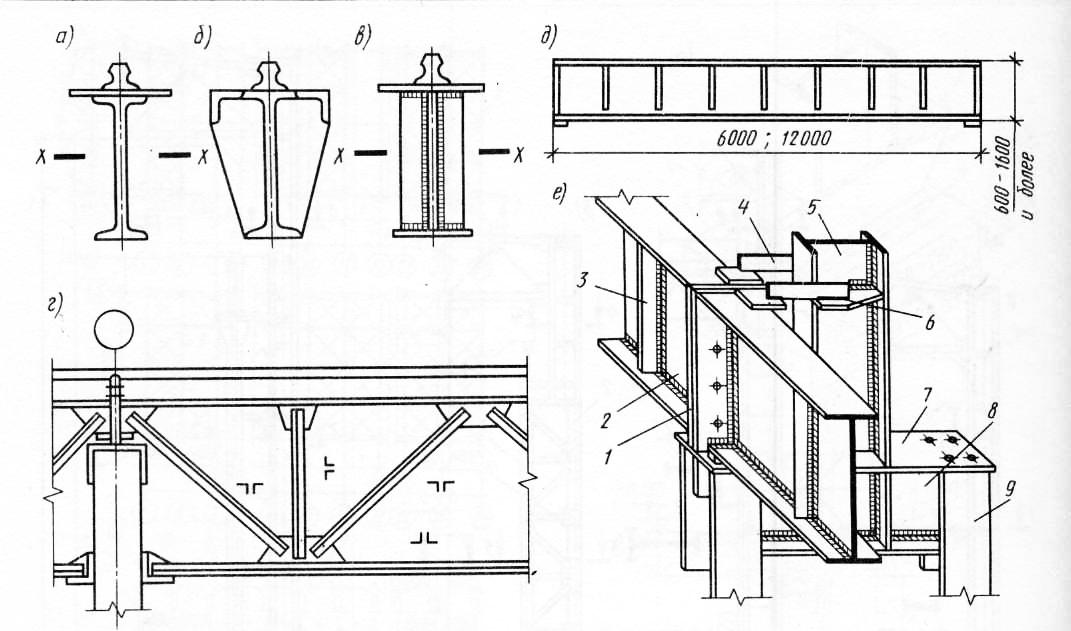
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторыСварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторыНаиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Сварные балки — Метест — Производство Сварных балок, NSC-профилей, Резка стальных листов
Монтаж Готовые сварные балки могут быть доставлены с нашего завода в нужное место.
Некоторые из наших клиентов:
Обзор
Мы специализируемся на производстве сварных стальных балок. Наш поточный производственный процесс позволяет производить все типы сварных балок, которые используются в строительстве или сталелитейной промышленности.
Мы используем полуавтоматические высококачественные сварочные аппараты MIG/MAG для выполнения всех ручных сварных швов в соответствии с конкретными требованиями наших клиентов.
Для более длинных сварных швов у нас есть сварочный портал, способный сваривать непрерывные швы длиной до 18 м с помощью 4 одновременных сварочных головок.
Чтобы обеспечить гибкость нашего ассортимента продукции, у нас также есть оборудование для сварки листов, где мы можем соединять стальные листы, чтобы получить большую длину нашей продукции.
Вот некоторые из типовых сварных балок, производимых на нашем заводе.
- HQ-балка
- HSQ-балка
- Двутавровая балка
- SBS-балка
Чтобы обеспечить устойчивость нашего продукта, мы оснастили нашу производственную линию дробеструйной машиной. Мокрая краска наносится после обработки поверхности, чтобы обеспечить выполнение требований заказчика. Экологический класс C3M может быть достигнут в нашем собственном процессе. Более высокие требования могут быть достигнуты с помощью нашего субподрядчика.
Мы можем предложить следующие решения для обработки поверхности.
- Базовый слой краски
- Базовый слой краски / Заключительный слой краски
- Базовый слой краски / Огнезащитный слой краски / Финишный слой краски
Защита от коррозии является важной частью поставки. Пожалуйста, свяжитесь с нами, чтобы узнать о ваших требованиях.
Пожалуйста, свяжитесь с нами, чтобы узнать о ваших требованиях.
Обзор
Технические характеристики
Чтобы обеспечить наилучший производственный процесс, наши производственные мощности и расширение были спланированы таким образом, чтобы обеспечить наиболее эффективный рабочий процесс для максимальной эффективности, что позволило нам поддерживать высокие стандарты обслуживания и качества
| Максимальная длина балки без соединения пластин | 12 000 мм |
| Максимальная длина балки с соединением пластин | 21 000 мм |
| Максимальная высота балки | 1 000 мм |
| Максимальная ширина луча | 800 мм |
| EN-1090 Класс исполнения | EXC1 — EXC3 |
| Высшая сертифицированная марка стали | с500 |
| Возможность пререйза | Да |
| Возможность соединения стальных пластин | Да |
Testimonials
Можно с уверенностью сказать, что не только услуги по резке и гибке, весь процесс покупки является полным и беспроблемным. Metest должен гордиться своими работниками и управленческой командой. Как покупатель рекомендую их на 100%.
Metest должен гордиться своими работниками и управленческой командой. Как покупатель рекомендую их на 100%.
Мистер М Гуппи Менеджер по продажам, SIA ERCON-RM
Контакты
Производственный процесс и процедура сварки стали H
Перейти к основному содержанию
Сине Син
Сине Син
YiLi Steel Structure & Engineering Co., Ltd — SEO
Опубликовано 2 марта 2021 г.
+ Подписаться
Сталь с двутавровым сечением — это экономичный и высокоэффективный материал с более оптимизированным распределением площади поперечного сечения и более разумным соотношением прочности к весу, так как все уголки стали с двутавровым сечением расположены под прямым углом. Он широко используется в зданиях со стальными конструкциями. Методы производства двутавровой балки в основном включают сварку и горячую сварку. Процесс производства двутавровой балки можно разделить на следующие процедуры: предварительная обработка листа → резка и заготовка-сборка двутавровой балки → сварка → дефектоскопия → исправление → обработка торцевой поверхности → сверление →очистка и покрытие.
Он широко используется в зданиях со стальными конструкциями. Методы производства двутавровой балки в основном включают сварку и горячую сварку. Процесс производства двутавровой балки можно разделить на следующие процедуры: предварительная обработка листа → резка и заготовка-сборка двутавровой балки → сварка → дефектоскопия → исправление → обработка торцевой поверхности → сверление →очистка и покрытие.
Требования к предварительной обработке листового металла
Сталь и сварочные материалы, используемые для производства стали H, должны иметь сертификаты качества. Отбор проб, проверка и приемка должны проводиться в соответствии с требованиями и соответствующими действующими стандартами. Должны быть сделаны записи осмотра, и должны быть проведены эксперименты по механическим характеристикам, если это необходимо.
Резка и вырубка стальных листов
Этот процесс относится к ведущей части перед обработкой деталей, и его качество оказывает непосредственное влияние на последующий процесс и даже приводит к отбраковке всех деталей.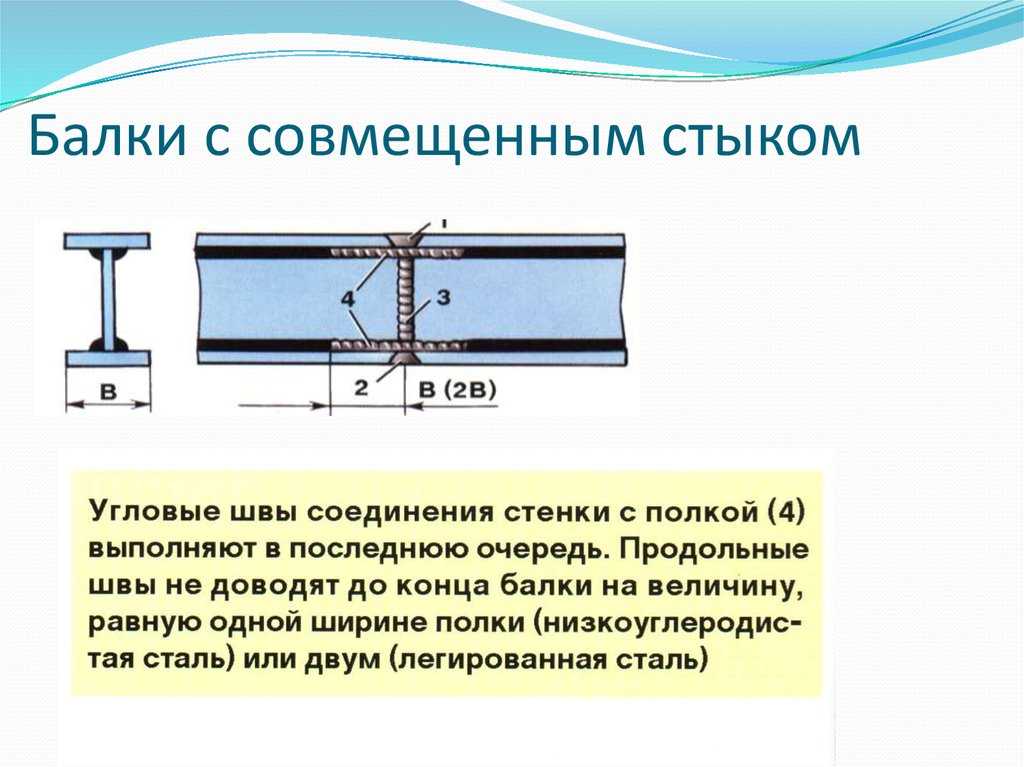 Таким образом, все материалы, используемые для двутавровых балок, представляют собой квалифицированные листы, а резка стальных листов осуществляется на станке с ЧПУ. Листы толщиной менее 12 мм также можно резать гидравлическими маятниковыми ножницами. Перед резкой необходимо очистить стальную пластину от ржавчины, масла и другого мусора. Кромка должна быть срезана примерно на 10-15 мм заусенцев, и в то же время следует предотвратить изгиб стальной пластины. Резка должна производиться в соответствии с требуемыми спецификациями размеров и конструктивными характеристиками компонентов, а также должным образом учитывать припуски на механическую обработку и усадку при сварке.
Таким образом, все материалы, используемые для двутавровых балок, представляют собой квалифицированные листы, а резка стальных листов осуществляется на станке с ЧПУ. Листы толщиной менее 12 мм также можно резать гидравлическими маятниковыми ножницами. Перед резкой необходимо очистить стальную пластину от ржавчины, масла и другого мусора. Кромка должна быть срезана примерно на 10-15 мм заусенцев, и в то же время следует предотвратить изгиб стальной пластины. Резка должна производиться в соответствии с требуемыми спецификациями размеров и конструктивными характеристиками компонентов, а также должным образом учитывать припуски на механическую обработку и усадку при сварке.
Процесс сборки двутавровой балки
Используйте квалифицированные стальные листы. Перед сборкой используйте полировальную машину для удаления ржавчины и полировки области сварки, затем используйте сборочную машину для сборки. Перед запуском сборочной машины оператор должен всесторонне проверить, исправна ли каждая система оборудования, и запустить ее после подтверждения ее работоспособности. Поднимите нижний фланец на платформу сборочной машины, а затем поместите в него стеновую пластину. Автоматическое зажимное устройство используется для обеспечения синхронного продвижения пластины стенки с центральной линией пластины полки. Пластины будут точечно сварены автоматически. Наконец, переверните компонент и поднимите верхний фланец на место для автоматической сборки. (Как показано ниже)
Поднимите нижний фланец на платформу сборочной машины, а затем поместите в него стеновую пластину. Автоматическое зажимное устройство используется для обеспечения синхронного продвижения пластины стенки с центральной линией пластины полки. Пластины будут точечно сварены автоматически. Наконец, переверните компонент и поднимите верхний фланец на место для автоматической сборки. (Как показано ниже)
Сборка двутавровой балки и сварка
После прохождения контроля качества сборка двутавровой балки переходит к процессу сварки. Сварка сборки двутавровой балки относится к сварному шву между стенкой и фланцевой пластиной двутавровой балки. Как правило, применяется полностью автоматическая дуговая сварка под флюсом. Основные рабочие процедуры следующие:
- Подготовка перед сваркой
Перед сваркой удалить оксидную окалину, ржавчину, воду, краску и грязь в пределах 50-100 мм от зоны сварки, необходимо обнажить металлический блеск . На поверхности стали, подлежащей сварке для автоматической дуговой сварки под флюсом, в дополнение к очистке в соответствии с вышеуказанными требованиями, вода, ржавчина, масло и другие загрязнения, которые могут быть смешаны с флюсом в процессе сварки, очищаются. для предотвращения смешивания флюса. Удаление ржавчины в зоне сварки, как правило, должно выполняться перед сборкой. Компоненты должны быть защищены после их сборки. Если компоненты подверглись повторной коррозии или на них попала влага, масло и другие загрязнения, их необходимо снова очистить.
для предотвращения смешивания флюса. Удаление ржавчины в зоне сварки, как правило, должно выполняться перед сборкой. Компоненты должны быть защищены после их сборки. Если компоненты подверглись повторной коррозии или на них попала влага, масло и другие загрязнения, их необходимо снова очистить.
2. Процесс дуговой сварки под флюсом следующий:
Приварка снизу → автоматическая дуговая сварка под флюсом → проверка сварного шва – очистка сварного шва → ремонт некачественного сварного шва → отправка на проверку
3. Очистка готового сварного шва шов
Сварной шов должен быть зачищен после сварки балок сварщиком. После удаления сварочного шлака и сварочных брызг следует тщательно проверить качество внешнего вида шва. Квалифицированные балки должны быть представлены для проверки.
Корректировка двутавровой балки
Сварная двутавровая балка имеет угловую деформацию и локальную деформацию изгиба. Вот метод коррекции. Сначала используйте станок для правки полки двутавровой балки, чтобы исправить угловую деформацию полки (холодная коррекция), а затем выполните регулировку методом коррекции пламенным нагревом. Независимо от того, какой метод используется, принцип заключается в том, чтобы не повредить материал.
Независимо от того, какой метод используется, принцип заключается в том, чтобы не повредить материал.
Обработка торца двутавровой балки
После завершения сварки стальной двутавровой балки необходимо выполнить обработку торца, основное содержание — фаска и замок. Как правило, используется специальный станок для резки со скосом и замковый станок.
Изготовление отверстий для двутавровых балок
Использование трехмерного сверлильного станка с ЧПУ. В процессе изготовления отверстия, когда допустимое отклонение отверстия под болт превышает значение отклонения, стальной лист не должен использоваться для заполнения, а сварочный стержень, соответствующий материалу основного материала, должен использоваться для ремонта и повторного изготовления. дыра.
Конструкция покрытия двутавровой балки
Перед покраской проверьте, подходит ли стальная конструкция. Перед покраской удалите ржавчину, сварочные брызги, масло, пыль и т. д. Для обеспечения качества покраски следует провести удаление ржавчины. После того, как базовый слой подготовлен, смешайте антикоррозийную краску, контролируйте вязкость, консистенцию и тонкость краски и тщательно перемешайте ее при смешивании. При нанесении первого слоя грунтовки направление нанесения должно быть постоянным, а растирание должно быть аккуратным. После высыхания первого слоя нанесите второй слой. Направление распыления второго слоя перпендикулярно направлению первого слоя, так что толщина пленки краски будет одинаковой.
После того, как базовый слой подготовлен, смешайте антикоррозийную краску, контролируйте вязкость, консистенцию и тонкость краски и тщательно перемешайте ее при смешивании. При нанесении первого слоя грунтовки направление нанесения должно быть постоянным, а растирание должно быть аккуратным. После высыхания первого слоя нанесите второй слой. Направление распыления второго слоя перпендикулярно направлению первого слоя, так что толщина пленки краски будет одинаковой.
Это все, чем мы хотим поделиться с вами сегодня. Чтобы задать дополнительные вопросы, вы можете оставить сообщение или связаться с нами по электронной почте: [email protected], спасибо.
с: http://en.qdyili.com/the-production-process-and-procedure-of-welding-h-steel/
Разница между различными соединениями стальных конструкций здания
17 мая 2021 г.

Подробное объяснение обычных промышленных ворот
14 мая 2021 г.
Формы применения металлоконструкций и ключевые моменты контроля качества
10 мая 2021 г.
18 общих замечаний по проектированию стальных конструкций
6 мая 2021 г.
Как выбрать план стальной конструкции, чтобы уменьшить количество используемой стали?
26 апр.
 2021 г.
2021 г.Ключевые моменты проектирования металлоконструкций и контроля качества
23 апр. 2021 г.
Как читать строительные чертежи стальных конструкций?
19 апр. 2021 г.
Советы по обработке кровли из стальной конструкции
16 апр. 2021 г.
Возникновение сварочных трещин стали и меры профилактики
13 апр.
