Сварка труб — технология, методы, способы
В сварке труб используются промышленные способы для малоуглеродистых и низколегированных сталей: электродуговая, газовая, аргонная или полуавтоматическая. На практике чаще всего применяется ручная дуговая, многие профессионалы советуют именно этот способ, который позволят сделать тройной шов. Но прежде чем приступить к сварочным работам требуется предварительно произвести шлифовку трубы, выровнять стыки, нарезку кромок и прогрев свариваемой поверхности.Особенности сварки труб разного диаметраСварка труб разного диаметра считается одним из сложных видов сварочных работ. Первый этап – подготовительный, кромка очищается от грязи и смазочного материал. Трубы заводского производства изготавливаются под углом в 30 градусов, поэтому если скоса нет, то фаска снимается режущим инструментом. Затем обе кромки совмещаются и привариваются ровным швом длинной не мене 80 м. Если диаметр трубы до 300 мм, то промежутки между прихватами – 300 мм.
Цена сварочных работ рассчитывается индивидуально и зависит от таких факторов как:
- • какой расходный материал (электроды) используется;
- • объем трудозатрат, сюда входит стоимость 1 часа работы конкретного мастера, а также учитывается сложность конструкции и метод сварки;
- • амортизация оборудования;
- • сроки выполнения работ;
- • подготовительные мероприятия: очистка, обезжиривание и прочее.
Из расчета того какой вид энергии используется различают 3 способа сварочных работ:
- • термический. Для нее характерные такие методы сварки – дуговая, газовая, плазменная;
- • термомеханический – контактная и диффузионная сварка;
- • механический – холодная, ультразвуковая и методом взрыва.
 Также методы сварки варьируются по степени механизации – ручная, механизированная, автоматизированная и автоматическая.
Результат любого из перечисленных методов – это сварочный шов, структура и характеристики которого напрямую зависят от того, какой из методов сварки используется. Швы бывают: стыковые, тавровые, внахлест, угловые, потолочные.Сварка стальных труб
Также методы сварки варьируются по степени механизации – ручная, механизированная, автоматизированная и автоматическая.
Результат любого из перечисленных методов – это сварочный шов, структура и характеристики которого напрямую зависят от того, какой из методов сварки используется. Швы бывают: стыковые, тавровые, внахлест, угловые, потолочные.Сварка стальных труб Стальные трубы варят аппаратами MIG/MAG/TIG. Перед началом работ трубы в обязательном порядке предварительно очищают от ржавчины и окисления. Затем с трубы снимается фаска, а сварочный шов заливают расплавленным металлом, чтобы конструкция была прочной и герметичной. Самый востребованный способ соединения стальных труб – ручная дуговая сварка. Ручная сварка практические ничем не уступает электродной. Для сварки стали используют электроды для углеродистой стали, благодаря тому, что большинство металлоконструкций выполнены из углеродистой стали.
Сварка труб большого диаметра: особенности процесса
 Однако такой результат можно получить, только если соблюдать технологию процесса. Поэтому подобная работа – удел профессионалов.
Однако такой результат можно получить, только если соблюдать технологию процесса. Поэтому подобная работа – удел профессионалов.Виды сварки труб
Сварочный процесс разных видов труб подразделяется на два вида: сварка под давлением и сварка методом плавления. В первом случае металлические торцы деталей разогреваются от источника нагрева. Металл плавится по краям соединительных деталей под воздействием сжатого атмосферного давления. При таком действии температура падает, а при плавлении — повышается.
К плавленой ручной сварке относится и газовая. В данной технологии плавки металлических частей применяется газовое пламя, предварительно сжигаемое в горелке. Способ особенно применим в качестве соединения медных изделий и цветных металлов.
Сварка труб отопления подбирается с учетом диаметра трубопровода, плотности свариваемых поверхностей. Данныйручной способ позволит свести к минимуму возможный расход плавленого металла внутри трубы. Во избежание этого и в газовой, и в дуговой сварке, должна быть задействована специальная муфта, которая надевается на участок стыков двух трубопроводов. После этого соединяются не две части труболинии, а один край муфты приваривается к одной трубе, а вторая часть соединяется ко второму краю.
Данныйручной способ позволит свести к минимуму возможный расход плавленого металла внутри трубы. Во избежание этого и в газовой, и в дуговой сварке, должна быть задействована специальная муфта, которая надевается на участок стыков двух трубопроводов. После этого соединяются не две части труболинии, а один край муфты приваривается к одной трубе, а вторая часть соединяется ко второму краю.
Процесс сварки
После того как дуга зажглась, происходит плавка металла (исходного и электродного). Качество шва будет зависеть от диаметра дуги и от мощности, производимой аппаратом.
Подача электродов в дугу должна быть рассчитана, исходя со скорости плавки электродов. Дуга, имеющая 0,7-1,2 мм в диаметре, является стандартной. Чтобы правильно рассчитать расходное количество необходимых электродов, нужно исходить из их марки.
Если дуговой инвертор имеет длинную горелку, то стойкость горения несколько снизится, вследствие чего шов выходит неровный, а глубина расплавки — неточной.
В первую очередь для применения дуговой сварки нужно иметь навыки сварщика, чтобы в итоге получить качественный и прочный шов.
Также профессионально выполненная работа позволит безопасно осуществить монтаж трубопроводной магистралибольшого диаметра. Кроме того, стыковая сварка металлических труб требует подготовки таких аппаратов, как:
болгарка для разрезания труб различного состава;
насадки;
сварочный ручной инвертор;
разного рода марок электродов.
Особенности
С учетом того, из какого материала состоят трубы, соединимые ручной сваркой, применяются различные технологии и способы ее проведения.
Самым главным требованием к процессу дуговой спайки относится то, что итоговый шов обязан быть прочным, без изъянов.
Правила пожарной безопасности должны быть включены в процесс.
На территории проводимых работ должен располагаться чан с водой, которая поможет устранить случайное воспламенение. Сварщик должен быть оснащен огнеупорным костюмом, сварочной маской и перчатками.
Учитывая диаметр соединения трубопровода, могут быть задействованы различные способы дуговой электросварки. Часто применимым является соединение методом дуговой спайки. При этом свободное пространство между трубами должно иметь 4 мм в диаметре.
Это позволит не использовать способ полного расплавления металла, из которого состоит труба, а только благодаря плавлению проволоки замостить деформируемый участок. Процесс носит название «стыковая технология».
Процесс носит название «стыковая технология».
Способы соединения труб
При ручной сварке разного рода трубопроводов используется индивидуальная сварочная технология, благодаря которой можно получить ровный и долговечный шов. Для оцинкованных изделий применяется флюсовый порошок, который служит защитным материалом от выгорания цинкового покрытия. Флюсовый порошок под действием силового импульса имеет способность к расплавке и преобразованию в жидкое вязкое состояние, полноценно заполняющее все деформированные участки труболиний большого диаметра.
Данный материал-заполни Сварка оцинкованных труб требует соблюдения безопасности. Для этого сварочный участок должен быть снабжен вентиляторной установкой, в худшем случае можно получить отравление оцинкованным паром в момент разогрева металла.
Сварка оцинкованных труб требует соблюдения безопасности. Для этого сварочный участок должен быть снабжен вентиляторной установкой, в худшем случае можно получить отравление оцинкованным паром в момент разогрева металла.
Сварка труб отопления под давлением наделена сложностями из-за неудобного месторасположени
Стыковая спайка вертикальных швов может зависеть от расположения горелки. Она должна быть направлена к верху под углом. Вертикальные швы можно создавать, используя точечный способ. После первичного создания шва стоит проварить участок повторно для стабильной прочности. Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Для профессионалов это действие может быть пропущено, так как благодаря навыкам можно на глаз определить прочность соединения свариваемых деталей.
Электромуфтовая сварка полиэтиленовых труб ПНД
Электромуфтовая сварка – один из основных видов соединения полиэтиленовых труб (ПНД), особенностью которого является использование специального нагревательного элемента – электромуфты. Данный метод сварки обходится дороже, чем применения сварки встык, но иногда без этого способа не обойтись. В этой статье мы рассмотрим, в каких именно случаях применяется электромуфтовая сварка и каков принцип ее работы.
Сегодня электромуфтовую сварку ПНД используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов. При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
Как правило, электромуфтовая сварка полиэтиленовых труб проводится с помощью специального оборудования, оснащённого микропроцессорным управлением. Благодаря этому, муфтовая сварка обеспечивает контроль параметров процесса, автоматическое регулирование времени сварки, которое зависит от параметров фасонного элемента и температуры воздуха.
Технология муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб с помощью такого метода сварки предъявляет особые требования к проведению работ. Перед началом сварки необходимо зачистить поверхности, подлежащие свариванию, следя за тем, чтобы не оставалось никакой грязи или окисной плёнки. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Когда проводится электромуфтовая сварка, труба и фасонный элемент должны оставаться абсолютными неподвижными, причём не только во время соединения, но и в процессе остывания.
Процесс сварки труб с помощью закладных электромуфт производится в следующей последовательности:
- концы соединяемых полиэтиленовых труб должны быть очищены от загрязнений и обезжирены.

- электромуфта надевается на торец одной из труб, до совмещения торца муфты и ПНД трубы. При необходимости труба зажимается в позиционере. Вторая труба совмещается с первой «торец в торец», после чего муфта надвигается в обратную сторону на 1/2 длины муфты.
- провода от сварочного аппарата подключаются к клеммам электромуфты.
- запускается процесс нагрева электромуфты в режиме «автоматический». Сварка труб завершена, когда расплавленный полиэтилен выступил из контрольных отверстий фитинга.
- последний этап процесса — естественное охлаждение свариваемого узла до полной неподвижности.
Основные преимущества электромуфтовой сварки:
- Универсальное применение в отношении полиэтилена и толщины его стенки. Свойства расплавленного полиэтилена дают возможность использовать данный метод для соединения труб с разным диаметром.
- Практичность и удобство при монтаже. Для сварки ПНД данным методом достаточно просто свести вместе концы труб и соединить их нагревательным элементом, после чего нагреть их, просто подав электрический ток на выводы муфты.
 После этого процесс будет происходить в автономном режиме.
После этого процесс будет происходить в автономном режиме. - Надежность. Отличительной особенностью данного метода является надежность и долговечность конечного результата. Материалы в стыках проникают друг в друг, таким образом плотность шва такая же, как и у остальных участков трубы.
- Экономичное и эффективное применение. Аппараты для электромуфтовой сварки отличаются компактным размером, малой массой и сравнительно небольшим энергопотреблением.
Исходя из выше сказанного, можно сделать вывод, что электромуфтовая сварка зарекомендовала себя как надежная, экономичная и удобная технология для соединения трубопроводов в газо- и водоснабжении, а также для канализации. Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты завода «Волжанин» отмечают, что обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений.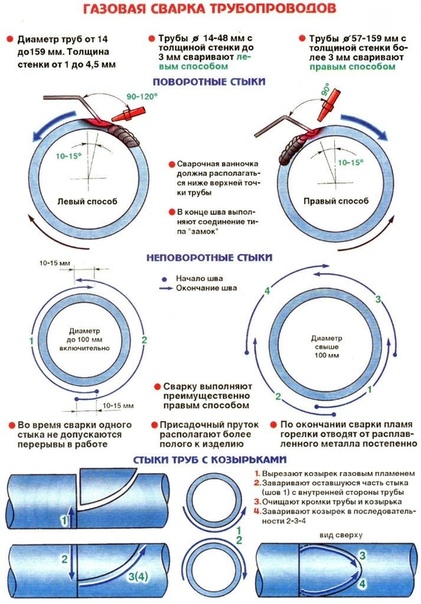 Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Если Вы планируете осуществлять соединение труб аппаратами марки VOLZHANIN и у Вас возникли вопросы в процессе использования оборудования, Вы можете получить круглосуточную техническую поддержку по телефону горячей линии 8-800-200-17-45 (звонок по России бесплатный).
Электромуфтовая сварка — hurner.pro
Электромуфтовая сварка труб
Современные технологии прокладки трубопроводов различного назначения предусматривают использование пластиковых труб, которые отличаются повышенными эксплуатационными характеристиками. Они могут использоваться в коммунальной сфере для подачи питьевой воды и теплоснабжения, а также в промышленности для перемещения разных жидкостей и газов на определенные расстояния.
Соединение полиэтиленовых, пластиковых и полипропиленовых труб может выполняться одним из трех способов: с помощью фитингов, стыковой сваркой, электромуфтовой сваркой. Каждый из указанных способов имеет свою область применения. Однако при прокладке трассы трубопровода большого диаметра наиболее часто используется электромуфтовая сварка, которая позволяет соединять трубы разного диаметра.
Характеристики электромуфтовой сварки
Использование этого вида сварки производится с помощью специального оборудования и позволяет обойти ограничения, которые накладываются при использовании сварки в стык. Так, электромуфтовая сварка полиэтиленовых труб позволяет соединять как трубы с разным диаметром, так и с разной толщиной, а также выполнять трассирование трубопроводов в соответствии с проектной геометрией.
Диапазон диаметров пластиковых труб составляет от 20 до более 2000 миллиметров. А сам процесс сварки обеспечивается благодаря наличию в муфте электрической спирали, которая нагревается под воздействием тока и способствует плавлению полиэтилена. В результате происходит взаимопроникновение материала муфты и трубы, обеспечивая надежное герметичное соединение.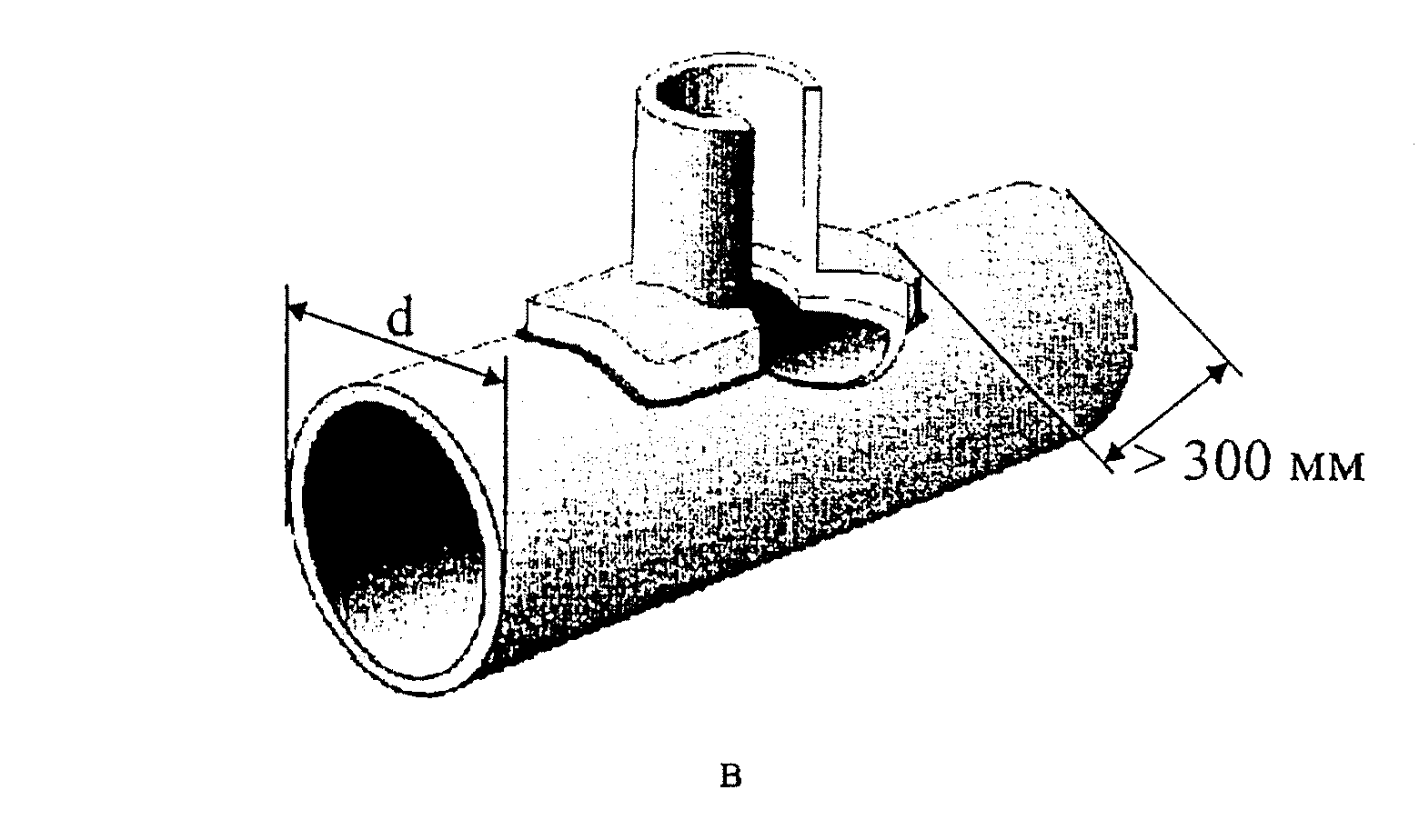
Технология электромуфтовой сварки
Наиболее часто электромуфтовая сварка труб производится при эксплуатации их под высоким давлением с помощью специального аппарата, цена которого в большой степени зависит от его дополнительных функций. Перед выполнением сварочных работ обязательно проводится зачистка и обезжиривание концов труб, затем муфта устанавливается по центру соединения и выполняется ее нагрев с помощью встроенной спирали. Спираль может быть открытой, частично утопленной или открытой. После размягчения материала муфты и труб происходит их взаимопроникновение, которое после остывания образует прочное соединение.
Применяемая электромуфтовая сварка труб ПНД позволяет выполнять самые разные развязки и формировать узлы при строительстве трубопроводов. А в процессе проведения их ремонта такой метод соединения является практически единственным. Использование муфтовых соединений имеет место в водопроводных и тепловых сетях, а также в нефтехимической промышленности для перемещения агрессивных жидкостей.
Аппараты для электромуфтовой сварки
Отличное оборудование для сварки при помощи муфт выпускается компанией HUERNER. Оно предназначено для разного применения. Например, электромуфтовый аппарат HST 300 Print + с протоколированием имеет сканер и позволяет сваривать трубы до диаметра 1200 мм с хранением до 10 тысяч отчетов о проведенных работах.
Новинками являются аппараты HCU300, который имеет протоколирование до 1800 отчетов, более компактен и помещается в пластиковый кейс, а также электромуфтовый аппарат HST 300 Print + GSM2.0 , который оборудован спутниковой навигацией. Имеются также варианты без протоколирования – электромуфтовый аппарат HST 300 Junior Plus. А также электромуфтовые аппараты специального назначения, примером может служить аппарат HST 300 HP, который предназначен для соединения труб большого диаметра более 2500 миллиметров. Для выполнения сварочных работ в коммунальных сетях внутреннего назначения используется специальное оборудование, например, аппарат HST-S-160, который сваривает фитинги в пластиковых безнапорных трубопроводах различных марок.
Сварка вольфрамовым электродом в среде защитного газа, орбитальная сварка, автоматическая сварка, сварка труб
Ваш надежный партнер в области орбитальной и автоматизированной сварки и наплавки вольфрамовым электродом в среде защитного газа… Компания Polysoude известна своим опытом работы в области орбитальной сварки вольфрамовым электродом в среде защитного газа, широким ассортиментом продукции, в который входит высокоэффективное оборудование для механизированной, автоматизированной, роботизированной и автоматической сварки вольфрамовым электродом в среде защитного газа, а также решения для наплавки.
Автоматизированная сварка
Процессы сварки вольфрамовым электродом в среде защитного газа с холодной и горячей проволокой, а также плазменной сварки остаются основной темой нашей работы в отношении орбитальных сварочных аппаратов, а также автоматизированных и роботизированных сварочных решений.
Автоматизация – основа нашего бизнеса и результат нашего мастерства в указанных выше сварочных процессах.
Более 25 экспертов по сварке по всему миру уделяют особое внимание исключительно трудным областям применения сварки.
За более чем 50 лет опыта в области оборудования для орбитальной сварки труб разного диаметра компания Polysoude вышла сектора аэрокосмической, нефтегазовой, пищевой, химической, фармацевтической промышленности, а также в области полупроводников, теплообменников, генерации энергии и многих других.
Наплавка
Основными преимуществами сварки вольфрамовым электродом в среде защитного газа с холодной и горячей проволокой по сравнению с другими процессами является возможность работы в любых положениях, отличное качество поверхности, четкий результат без брызг… нулевые дефект.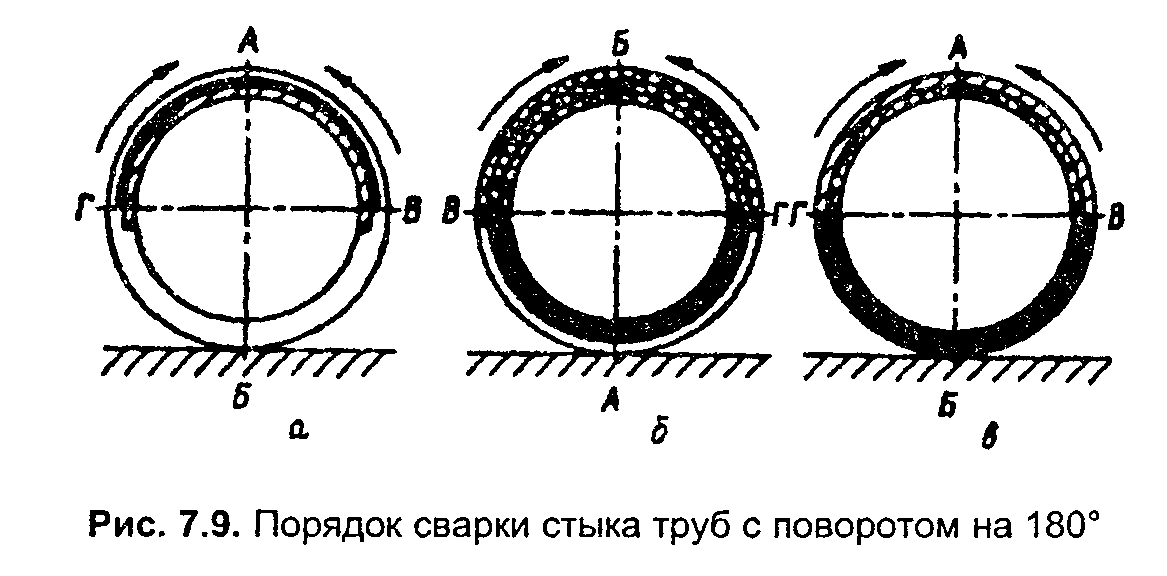
Технологи TIGer – инновация компании Polysoude, основанная на процессе сварки вольфрамовым электродом в среде защитного газа и разработанная, чтобы гарантировать качество, значительно повысить количество наплавляемого материала и уменьшить разбавление.
Все указанные выше процессы могут использоваться на установках RIG для вертикальной и горизонтальной наплавки.
Наши решения в области наплавки применяются, главным образом, в нефтегазовом секторе, а также в области генерации энергии.
Наши 25 специалистов по наплавке к вашим услугам в любой стране мира. Они будут сопровождать ваши проекты.
видео-инструкция по монтажу своими руками, особенности водопроводных изделий, для отопления, разного диаметра, цена, фото
На сегодняшний день сварка труб отопления по-прежнему является широко применяемой технологией стыковки элементов системы. Все дело в том, что современные пластиковые трубы не везде допустимо использовать. Да и часто бывает так, что нужно создать магистраль, которая будет обогревать абсолютно весь внутренний периметр дома, а не только пространство под окнами.
Все дело в том, что современные пластиковые трубы не везде допустимо использовать. Да и часто бывает так, что нужно создать магистраль, которая будет обогревать абсолютно весь внутренний периметр дома, а не только пространство под окнами.
Для решения такой задачи пластик не годится потому, что он сам по себе не прогревается так, как металл. И соответственно точками обогрева в таком случае становятся только радиаторы.
Монтаж стальных труб отопления
Нюанс заключается в том, что сварка водопроводных труб такого типа предполагает следующее:
- Наличие специального оборудования.
- Обязательно должен быть опыт сваривания металла. Да и понимание основных принципов сварки лишним не будет.
То есть получается, что своими руками данную работу сделать достаточно тяжело. Но все-таки при желании вполне реально.
Мастер приваривает трубы
В этой статье мы постараемся раскрыть основные правила монтажа такой системы с помощью сварочного аппарата. Обзор технологии и инструкция сваривания вам пригодится как минимум затем, что вы сможете объективно оценить сможете ли выполнить такую работу или нет.
Обзор технологии и инструкция сваривания вам пригодится как минимум затем, что вы сможете объективно оценить сможете ли выполнить такую работу или нет.
Начнем с самого главного момента.
Принцип технологии и что понадобится для ее реализации
В качестве наглядного примера будем рассматривать самый простой вариант – стыковку с помощью электросварки.
- По сути, это очень надежный способ соединения различных металлических изделий. Физика процесса состоит в том, что берется специальное оборудование для сварки труб, к которому подключаются электроды (это металлические стержни с особым напылением).
- Эти электроды под воздействием электрического тока плавятся, заполняют собой пространство между швами труб, а затем застывают, как бы опять превращаясь в твердый металл.
Принцип работы электрода
Обратите внимание на то, что очень важно использовать в работе качественные электроды – в противном случае можно получить негерметичное и непрочное соединение.
Поэтому не экономьте – лучше приобрести изделие, цена которого высокая, чем всю работу проделать зря, согласитесь.
Давайте рассмотрим в сравнительной таблице, какие вообще бывают электроды в зависимости от покрытия.
| Тип напыления: | Особенности и сфера применения: |
| 1. Основное, базовое покрытие. | Изделия имеют хороший уровень вязкости и вероятность растрескивания шва тут очень низкая. Такие электроды используются для частных несложных задач. |
| 2. Рутилово-целлюлозное. | Отличный вариант для создания сложных швов, в том числе и вертикальных. |
| 3. Рутиловое и рутилово-кислотное. | Материал отличается легкостью «поджигания» и тем, что шлак (лишние наросты на швах) после работ очень просто удаляется. Такие электроды удобно применять для «прихватки» металла и создания угловых соединений. |
| 4. Целлюлозное. | Если выполняется сварка труб большого диаметра, то это оптимальный вариант. С помощью целлюлозных стержней можно делать качественные кольцевые и вертикальные швы. С помощью целлюлозных стержней можно делать качественные кольцевые и вертикальные швы. |
Получается, что для сборки системы отопления в частном доме в принципе подходят стандартные электроды, рутиловые и целлюлозные.
Что же касается диаметра стержней, то тут очень простая «формула» расчета. Для сварки изделий с толщиной металла 2-5 мм оптимально подходят электроды диаметром 3 мм. Большая же толщина стали в системах отопления в частных домах, как правило, не применяется.
Электроды
Ну и несколько слов об оборудовании. Если не углубляться в подробности, то сварочный аппарат представляет собой трансформатор, с помощью которого ток передается на конец электрода. Стоимость такого оборудования в принципе не очень высокая, но стоит ли его покупать для разовой работы? В большинстве случаев проще, надежнее и дешевле доверить сборку отопления профессионалу.
Схема функционирования сварочного аппарата
С принципом технологии разобрались, теперь давайте попробуем реализовать ее пошагово.
Сваривание трубопровода отопления
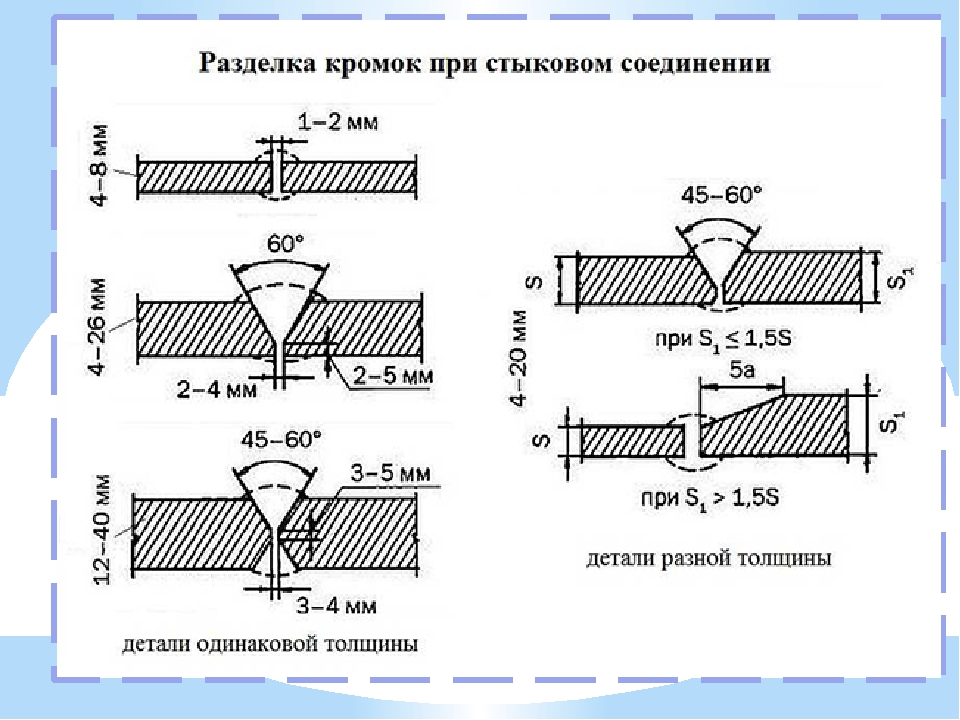
Прежде чем начать стоит отметить, что существует ГОСТ на сварку труб, с помощью которого можно определиться с тем, какую форму шва создавать при той или иной форме кромки.
Пример норм и правил по стыковке металлических труб
Обратите внимание также на то, что трубы бывают разной формы – не только круглые, но и квадратные и даже прямоугольные.
Так сварка квадратных труб по ГОСТу может немного отличаться от правил стыковки круглых изделий.
Учитывайте этот момент и внимательно смотрите, какую именно документацию вы читаете.
Ну а теперь вернемся непосредственно к работе.
Подготовка основания и оборудования
Порядок действий на этом этапе должен быть примерно такой:
- Берем трубы и делаем так, чтобы их края (то есть как бы кольцевые швы) оказались обрезанными под максимально ровным углом по отношению друг к другу.
Пример элементов, которые нужно соединить с помощью сварочного аппарата
- Зачищаем края швов наждачной бумагой с мелкой фракцией.

- Подключаем трансформатор к сети и готовим сварочный аппарат к работе. Если прибор правильно настроен, то звук от соприкосновения электрода и металла будет как бы сухой, потрескивающий.
Проверка электрода
В принципе на этом подготовительные работы закончены, и можно приступать к следующему этапу.
Прихватка
Прихваткой называется предварительное точечное соединение элементов.
- Оно нужно потому, что создать прочный и красивый шов сразу – дело нереальное.
- Проще сначала приварить черновые точки стыковки труб, чтобы изделия были зафиксированы относительно друг друга, а уже потом упрочнять весь кольцевой шов.
Фото точек «прихватки»
Важно!
Помните о том, что очень часто при работе с отопительными системами выполняется сварка труб в неповоротном положении.
То есть, попросту говоря, переворачивать магистраль вокруг своей оси в большинстве случаев не получится.
А это означает, что от сварщика понадобится максимум мастерства, так как нужно будет для каждой точки подобрать оптимальный угол положения электрода.

- Предварительную стыковку следует начинать с нижней точки «кольца», потом нужно сделать боковые прихватки, а потом уже зафиксировать верх. Если сразу зафиксировать верх и низ, то появляется вероятность фиксации элементов под неправильным углом.
- Если говорить о количестве точек, то можно пользоваться очень простой формулой – если диаметр изделий не превышает 30 сантиметров, то вполне достаточно сделать 4 прихватки.
В целом нужно стремиться к созданию точек соединения при перпендикулярном положении электрода по отношению к линии магистрали. Однако такое, конечно, возможно только в том случае, когда элементы можно вращать вокруг оси.
Схема положения электродов при неповоротной сварке
Если черновая стыковка реализована, то можно начинать финишное сваривание.
Создание основного шва и зачистка шлака
Итак, чистовая сварка водопроводных труб выполняется в такой последовательности:
- Труба визуально делится на 4 сектора и в первую очередь сваривают верхнее ее «полушарие».
Деление трубы на рабочие зоны
- Далее обрабатываются нижние сектора.
- На верхнее и нижнее «полушарие» наносится еще один слой шва. Это нужно не только для прочности соединения, но и для получения максимальной герметичности соединения труб.
Шов с наличием шлака
Что же касается ситуации, когда нужно произвести стыковку магистралей разного диаметра, то самый простой вариант – это вложить одно изделие внутрь другого и затем приварить их друг к другу. Если же разница в диаметре очень большая, тогда, конечно, придется использовать переходники. Кстати, переходников может быть несколько и они могут быть соединены между собой по тому же принципу – то есть, как бы вставлены внутрь друг друга.
Когда сварочные работы завершены, то можно зачистить шлак. Это, по сути, обыкновенная шлифовка лишних наростов в месте соединений. Однако тут важно не просто зачистить выступы, а проконтролировать качество в целом. То есть нужно постараться выявить трещины, поры и прожоги.
Фото зачищенного шва
Если внешне все кажется нормальным, то нанесите на швы обычный мыльный раствор и запустите в систему воздух под давлением. Если имеют микротрещины, то в таких местах появятся пузыри.
Вывод
Мы с вами достаточно подробно разобрались в том, что представляет собой технология сваривания металла, как выполняется сварка труб разного диаметра и «под углом» при монтаже системы отопления в частном доме.
Надеемся, что обзор вам пригодился, и вы сможете объективно разобраться в том, стоит ли браться за такое дело самостоятельно. Если же хочется узнать еще больше – тогда просмотрите еще и тематическое видео в этой статье.
Раструбные сварочные аппараты в Москва
Одним из способов стыковки полимерных труб в цельный трубопровод является раструбная сварка. Метод соединения труб, муфт и фитингов в раструб применяется при монтаже внутренних систем отопления, водоснабжения, прокладки труб для полов с подогревом.
Как происходит сварка трубопровода в раструб?
Суть метода состоит в соединении фасонных деталей с использованием сварочного оборудования и специального фитинга (муфты). Свариваемые поверхности — это наружная сторона трубы и внутренний край муфты. Данный метод носит второе название — муфтовая сварка.
Стыковка в раструб имеет ряд преимуществ:
- герметичности системы водоснабжения;
- высокая скорость монтажа трубопровода;
- надежность соединения обеспечивает долгий эксплуатационный срок коммуникаций;
- сварка труб разного диаметра (для соединения нужно подобрать фитинги необходимого размера).
Соединение трубопроводов методом в раструб выполняется как в домашних, так и в промышленных помещениях. Для реализации данного способа пайки применяют следующие виды сварочных устройств:
- механические раструбные сварочные станки;
- ручные паяльники.

Механические раструбные сварочные станки
Механическая сварочная машина предназначена для механизированной сварки враструб труб, тройников, отводов, крестовин и муфт, выполненных из ПП, ПЭ и ПБ, диаметром от 40 до 160 мм. Аппарат относится к категории профессионального оборудования. Конструкция и вес станка позволяют производить сварочные работы в цеху, на строительной площадке, а также в сложных технологических условиях. Благодаря простоте и удобству эксплуатации, для работы сварочного оборудования достаточно одного оператора.
Составные элементы и их предназначение
-
Центратор (станина) с механическим приводом. Прочная металлическая основа обеспечивает устойчивость конструкции. Широкий зажим надежно фиксирует свариваемую деталь с соединительным фитингом, обеспечивая точность соосности.
-
Комплект редукционных вкладышей позволяет изменять диаметр зажимного фиксатора для возможности применения устройства при пайке труб диаметром от 40 до 160 мм.

-
Нагревательный элемент с антипригарным тефлоновым покрытием оснащен электронным терморегулятором.
-
Набор сварочных насадок регулирует диаметр нагревательного элемента.
Сварочная машина фиксирует соосность труб и муфт, используется для создания равномерного усилия при стягивании нагретых элементов, повышает качество стыков, увеличивает производительность.
Ручные паяльники
Самым простым видом сварочного оборудования для труб из ПП и ПЭ является ручной паяльник. Электроинструмент чаще всего используется при проведении домашнего монтажа водопровода, канализационной системы, пайки теплого пола. Сварочный инструмент применяется при муфтовом соединении трубопроводов из полимерных материалов диаметром до 110 мм. Принцип работы такой же как у механической машины. Концы труб нагреваются до температуры плавления, затем происходит их стыковка с помощью соединительного фитинга.
Получить подробную информацию о технических характеристиках и области применения сварочного оборудования можно у наших консультантов. Задайте интересующий вас вопрос, позвонив в нашу компанию, или воспользуйтесь формой обратной связи у нас на сайте. Наши менеджеры помогут выбрать сварочный инструмент, для создания качественной трубопроводной системы, согласно вашим потребностям.
Трубы Общие — Типы Длины и Концы труб
Типы, длины и концы труб
Производство труб — это процесс изготовления отдельных частей трубы на трубном заводе; это не относится к тому, как части соединяются в поле, чтобы сформировать непрерывный трубопровод. Каждый кусок трубы, произведенный на трубном заводе, называется стыком или отрезком (независимо от его измеренной длины). В некоторых случаях труба доставляется на строительную площадку трубопровода в виде «двойных стыков», когда два куска трубы предварительно свариваются друг с другом для экономии времени.Большинство труб, используемых для нефте- и газопроводов, являются бесшовными или прямошовными, хотя спирально-сварные трубы обычно используются для труб большего диаметра.-97.jpg)
Трубы стальные выпускаются в 4-х вариантах
- Пила прямошовная
- Спирально-сварной
- Электросварка сопротивлением (ВПВ)
- Бесшовные
Труба сварная
Сварная труба (труба, изготовленная сварным швом) — это трубчатое изделие, изготовленное из плоских пластин, известных как skelp, которые формуются, сгибаются и подготавливаются к сварке.Самый популярный процесс для труб большого диаметра — это сварка продольным швом.
Спирально-сварная труба — это альтернативный процесс. Спирально-сварная конструкция позволяет изготавливать трубы большого диаметра из более узких пластин или скелпа. Дефекты, которые возникают в спирально сварной трубе, в основном связаны со сварным швом под флюсом и аналогичны по своей природе дефектам для трубы с продольной сваркой под флюсом.
Труба, сваренная сопротивлением (ВПВ) и сваркой с помощью высокочастотной индукции (ВЧИ), первоначально этот тип трубы, которая имеет твердофазный стыковой шов, производилась с использованием нагрева сопротивлением для изготовления продольного шва (ВПВ). Но большинство трубных заводов теперь используют высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Но большинство трубных заводов теперь используют высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Завод по производству бесшовных труб
Этот процесс используется для изготовления бесшовных труб больших размеров, обычно диаметром от 6 до 16 дюймов (от 150 до 400 мм). Слиток стали весом до двух тонн нагревается до 2370 ° F (1300 ° C) и протыкается. Отверстие в полой оболочке увеличивается на роторном удлинителе, в результате получается короткая толстостенная трубка, известная как блюм.
Затем через блюм проталкивается внутренняя пробка примерно того же диаметра, что и конечный диаметр трубы. Затем блюм, содержащий пробку, пропускают между валками пробковой мельницы. Вращение валков уменьшает толщину стенки. Трубка поворачивается на 90 ° при каждом проходе через пробковую фрезу для обеспечения круглости.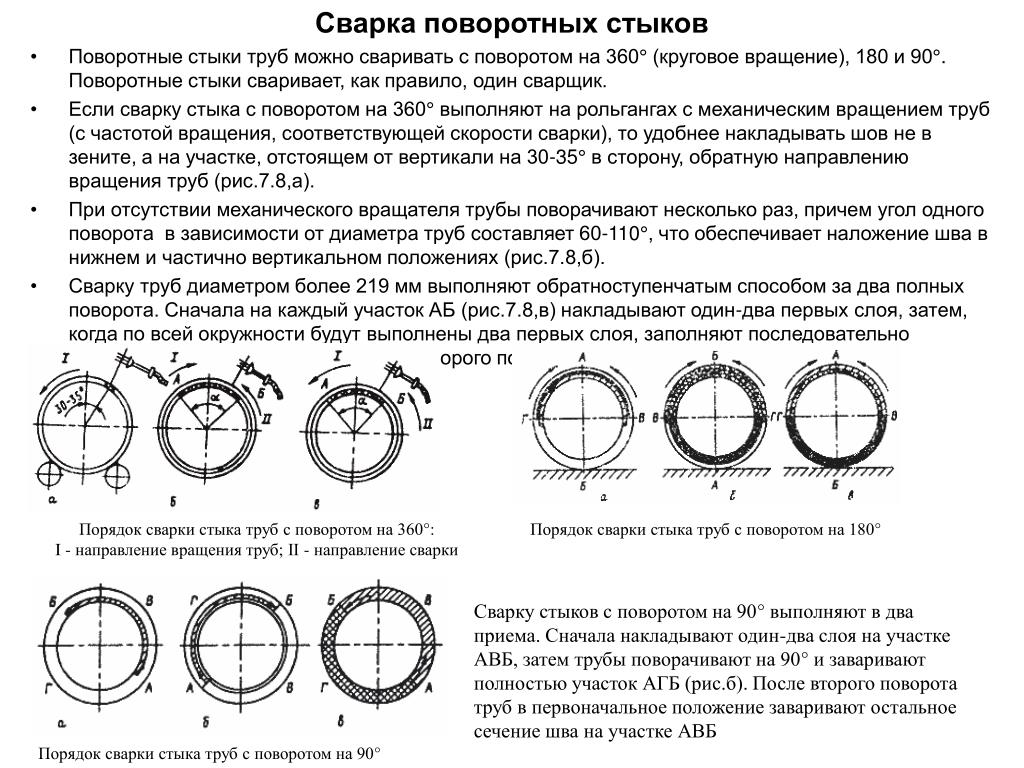 Затем труба проходит через намоточный стан и редукционный стан, чтобы выровнять толщину стенки и получить готовые размеры. Затем труба нарезается по длине перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Затем труба проходит через намоточный стан и редукционный стан, чтобы выровнять толщину стенки и получить готовые размеры. Затем труба нарезается по длине перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Производство бесшовных труб на оправке
Этот процесс используется для изготовления бесшовных труб меньшего размера, обычно диаметром от 1 до 6 дюймов (от 25 до 150 мм). Слиток стали нагревают до 2370 ° F (1300 ° C) и протыкают. Оправка вставляется в трубу, и сборка пропускается через прокатный (оправочный) стан. В отличие от пробкового стана, оправочный стан непрерывно уменьшает толщину стенки с помощью ряда пар изогнутых роликов, установленных под углом 90 ° друг к другу. После повторного нагрева труба пропускается через многоклетьевой редукционный стан для уменьшения диаметра до конечного диаметра.Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Процесс экструзии бесшовных труб
Этот процесс используется только для труб малого диаметра. Пруток разрезается по длине и нагревается до 2280 ° F (1250 ° C) перед калибровкой и удалением окалины. Затем заготовку экструдируют через стальную головку. После экструзии конечные размеры трубы и качество поверхности достигаются на многорядном редукционном стане.
Труба, сваренная сопротивлением (ERW) и высокочастотная индукционная сварка (HFI),
Первоначально этот тип трубы, который содержит твердофазный стыковой шов, производился с использованием нагрева сопротивлением для изготовления продольного шва (ERW), но на большинстве трубных заводов теперь используется высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности.Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Дефекты, которые могут возникнуть в трубах ERW / HFI, связаны с производством полосы, например, расслоение и дефекты на узкой линии сварки. Отсутствие плавления из-за недостаточного нагрева и давления является основным дефектом, хотя трещины в виде крючков также могут образовываться из-за переориентации неметаллических включений на границе сварного шва. Поскольку линия шва не видна после обрезки, а также характер процесса твердофазной сварки, могут быть получены значительные длины сварного шва с плохим сплавлением, если параметры сварки выходят за установленные пределы.Кроме того, первая труба ERW подвергалась реверсированию давления, что приводило к отказу в эксплуатации при более низком напряжении, чем наблюдаемое при испытании под давлением перед эксплуатацией. Эта проблема вызвана ростом трещины во время периода выдержки при испытании под давлением, что в случае ранних труб с ВПВ было связано с сочетанием низкой ударной вязкости линии сварного шва и отсутствием дефектов плавления.
Отсутствие плавления из-за недостаточного нагрева и давления является основным дефектом, хотя трещины в виде крючков также могут образовываться из-за переориентации неметаллических включений на границе сварного шва. Поскольку линия шва не видна после обрезки, а также характер процесса твердофазной сварки, могут быть получены значительные длины сварного шва с плохим сплавлением, если параметры сварки выходят за установленные пределы.Кроме того, первая труба ERW подвергалась реверсированию давления, что приводило к отказу в эксплуатации при более низком напряжении, чем наблюдаемое при испытании под давлением перед эксплуатацией. Эта проблема вызвана ростом трещины во время периода выдержки при испытании под давлением, что в случае ранних труб с ВПВ было связано с сочетанием низкой ударной вязкости линии сварного шва и отсутствием дефектов плавления.
Примечание об отсутствии проплавления в сварном шве ВПВ
В результате этих ранних проблем труба ERW обычно рассматривалась как труба второго сорта, подходящая только для применений с низким давлением. Однако из-за нехватки бесшовных труб и более низкой стоимости труб из ВПВ поставщики и конечные пользователи в 1980-х годах приложили значительные усилия для улучшения качества трубного завода. В частности, было обнаружено, что точное отслеживание линии сварки оборудованием для автоматического ультразвукового контроля имеет решающее значение, поскольку линия сварки может немного поворачиваться, когда труба покидает сварочную станцию. Кроме того, был признан важным стандарт термообработки линии сварки, который необходим для обеспечения хорошей вязкости, и некоторые спецификации требуют локальной термообработки линии сварки с использованием индукционных катушек с последующей нормализацией всего тела всей трубы в печь.В результате этих улучшений современные трубы ERW / HFI имеют гораздо лучшие характеристики, чем традиционный продукт, и были приняты рядом операторов для транспортировки газа под высоким давлением.
Однако из-за нехватки бесшовных труб и более низкой стоимости труб из ВПВ поставщики и конечные пользователи в 1980-х годах приложили значительные усилия для улучшения качества трубного завода. В частности, было обнаружено, что точное отслеживание линии сварки оборудованием для автоматического ультразвукового контроля имеет решающее значение, поскольку линия сварки может немного поворачиваться, когда труба покидает сварочную станцию. Кроме того, был признан важным стандарт термообработки линии сварки, который необходим для обеспечения хорошей вязкости, и некоторые спецификации требуют локальной термообработки линии сварки с использованием индукционных катушек с последующей нормализацией всего тела всей трубы в печь.В результате этих улучшений современные трубы ERW / HFI имеют гораздо лучшие характеристики, чем традиционный продукт, и были приняты рядом операторов для транспортировки газа под высоким давлением.
Тексты о типах сварных и бесшовных труб для этой страницы взяты из: General Electric Company
Длина труб
Трубопроводы с заводской длиной не отрезаны точно по длине, но обычно поставляются как:
- Одна случайная длина имеет длину около 5-7 метров
- Двойная произвольная длина имеет длину около 11-13 метров
Доступны более короткие и более длинные длины, но для расчетов целесообразно использовать эти стандартные длины; другие размеры, вероятно, дороже.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Гладкие концы (PE)
- Концы с резьбой (TE)
- Концы со скошенной кромкой (BE)
Трубы PE обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для приварки враструб.
Реализация TE говорит сама за себя, эта производительность обычно используется для систем труб малого диаметра, а соединения будут выполняться с помощью фланцев с резьбой и резьбовых фитингов.
Реализация BE применяется ко всем диаметрам сварных встык фланцев или фитингов, приваренных встык, и привариваются напрямую (с небольшим зазором 3-4 мм) друг к другу или к трубе. Концы обычно имеют фаску под углом 30 ° (+ 5 ° / -0 °) с поверхностью основания 1,6 мм (± 0,8 мм).
Классификация сварных труб для строительства
Прежде чем приступить к процессу сварки сварных труб, давайте сначала разберемся с классификацией сварных труб. Классифицируемые по использованию, они делятся на сварные трубы общего назначения, оцинкованные сварные трубы, трубы с дутьевой кислородной сваркой, проволочный кожух, метрические сварные трубы, натяжные трубы, трубы для глубинных насосов, автомобильные трубы, трансформаторные трубы, электросварные тонкостенные трубы, электросварочные работы. фасонная труба, строительные леса Труба и спирально-сварная труба.
Классифицируемые по использованию, они делятся на сварные трубы общего назначения, оцинкованные сварные трубы, трубы с дутьевой кислородной сваркой, проволочный кожух, метрические сварные трубы, натяжные трубы, трубы для глубинных насосов, автомобильные трубы, трансформаторные трубы, электросварные тонкостенные трубы, электросварочные работы. фасонная труба, строительные леса Труба и спирально-сварная труба.
Обычная сварная труба используется для транспортировки жидкости под низким давлением. Изготовлен из стали Q195A, Q215A, Q235A. Он также может быть изготовлен из другой низкоуглеродистой стали, которую легко сваривать. Стальная труба подвергается таким экспериментам, как давление воды, изгиб и сплющивание, и предъявляет определенные требования к качеству поверхности. Обычно длина доставки составляет 4-10 м, и для доставки часто требуется фиксированная длина (или двойное правило).
Технические характеристики сварной трубы выражаются номинальным диаметром (мм или дюйм). Номинальный диаметр свариваемой трубы отличается от реального. Сварная труба состоит из двух видов обычной стальной трубы и толстой стальной трубы в соответствии с указанной толщиной стенки.
Номинальный диаметр свариваемой трубы отличается от реального. Сварная труба состоит из двух видов обычной стальной трубы и толстой стальной трубы в соответствии с указанной толщиной стенки.
Стальная труба делится на два типа по форме концов трубы с резьбой и без резьбы.
Стальные оцинкованные трубыДля повышения коррозионной стойкости стальных труб обычные стальные трубы (черные трубы) оцинковываются. Оцинкованные стальные трубы делятся на горячеоцинкованные и электротехнические цинковые.Слой горячего цинкования толстый, а стоимость электроцинкования невысока.
Сварная труба для продувки кислородом, используемая в качестве стальной трубы для продувки кислородом, как правило, со сварной стальной трубой малого диаметра, технические характеристики составляют от 8/8 дюйма до 2 дюймов. Изготовлен из стальной полосы 08, 10, 15, 20 или Q195-Q235. Для защиты от коррозии некоторые из них сделаны из алюминия.
Проволочная втулка Это обычная электросварная стальная труба из углеродистой стали, используемая в бетоне и различных проектах распределения электроэнергии.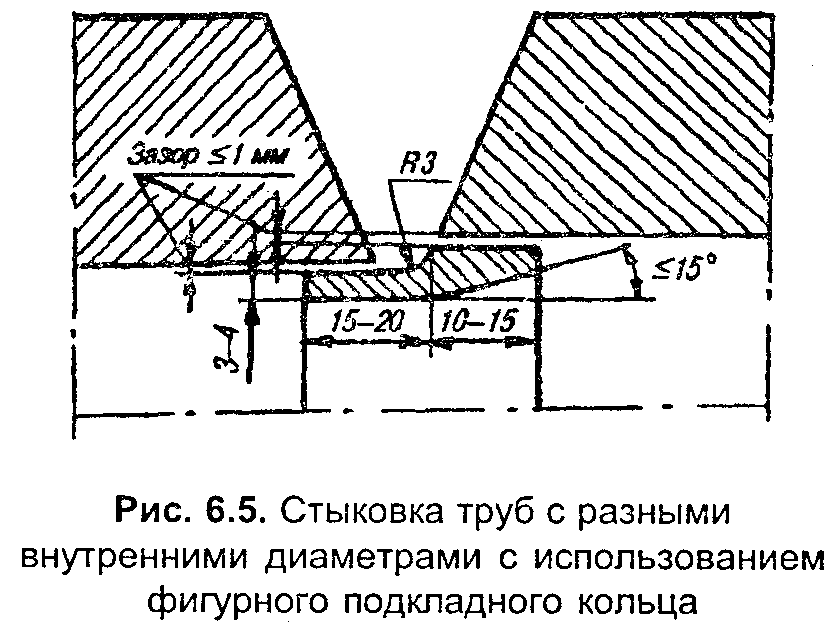 Обычно используемый номинальный диаметр составляет от 13 до 76 мм. Гильза проволочной гильзы тонкая, большая ее часть покрыта или оцинкована, поэтому требуется испытание на холодный изгиб.
Обычно используемый номинальный диаметр составляет от 13 до 76 мм. Гильза проволочной гильзы тонкая, большая ее часть покрыта или оцинкована, поэтому требуется испытание на холодный изгиб.
В спецификации используется стальная бесшовная труба. Сварная стальная труба выражается толщиной стенки внешнего диаметра в миллиметрах. Он сваривается с тропической углеродистой сталью, высококачественной углеродистой сталью или простой низколегированной сталью или после тропической сварки. Это делается методом холодного набора.
Метрические сварные трубы делятся на обычные и тонкостенные, которые обычно используются в качестве конструктивных элементов, таких как валы трансмиссии, или для транспортировки жидкостей. Тонкие стены используются для производства мебели, светильников и т. Д., Чтобы обеспечить испытание на прочность и изгиб стальных труб.
Роликовая труба Роликовая труба используется для электросварки стальных труб ленточных конвейеров, обычно изготавливаемых из стали Q215, Q235A, B и стали 20 диаметром 63,5-219,0 мм. Степень изгиба трубы, торцевая поверхность должна быть перпендикулярна центральной линии, а эллиптичность имеет определенные требования, и обычно проводят испытание на давление воды и сплющивание.
Степень изгиба трубы, торцевая поверхность должна быть перпендикулярна центральной линии, а эллиптичность имеет определенные требования, и обычно проводят испытание на давление воды и сплющивание.
Трубка трансформатора используется для изготовления тепловых труб трансформатора и других теплообменников. Он изготовлен из обычной углеродистой стали и требует сплющивания, развальцовки, изгиба и гидравлических испытаний. Стальные трубы поставляются фиксированной длины или кратной длины, что соответствует определенным требованиям к гибке стальных труб. Профильная труба: квадратная труба, прямоугольная труба, шляпная труба и пустая резиновая стальная дверь и оконная стальная труба, сваренная из обычной углеродистой конструкционной стали и стали 16Mn, в основном используемой в качестве компонентов сельскохозяйственной техники, стальных оконных дверей и т. Д.
Электросварочная тонкостенная трубка Трубка в основном используется для изготовления мебели, игрушек, ламп и т. Д. В последнее время широкое распространение получили тонкостенные трубы из лент из нержавеющей стали, например, в высококачественной мебели, украшениях и заборах.
Д. В последнее время широкое распространение получили тонкостенные трубы из лент из нержавеющей стали, например, в высококачественной мебели, украшениях и заборах.
Спирально-сварная труба: изготавливается путем прокатки низкоуглеродистой конструкционной стали или полосы низколегированной конструкционной стали в трубную заготовку под определенным углом спирали (называемого углом формования), а затем сваркой шва трубы, который можно использовать более узко.Полоса стальная для производства стальных труб большого диаметра. Спирально-сварные трубы в основном используются для трубопроводов транспортировки нефти и природного газа, и их характеристики выражаются толщиной стенки наружного диаметра.
Процесс сварки сварной трубы выглядит следующим образом:
1. Самая жесткая степень сварки стальных труб заключается в том, что прочность сварного шва больше или равна прочности основного металла.
2. Чтобы сварка стальных труб была максимально прочной, сварной шов не должен иметь дефектов, площадь поперечного сечения сварного шва не может быть меньше площади поперечного сечения основного металла. Сварные швы не должны иметь недостатка в мясе или поднутрении. Односторонние сварные швы должны быть выполнены с одной стороны с двух сторон.
Сварные швы не должны иметь недостатка в мясе или поднутрении. Односторонние сварные швы должны быть выполнены с одной стороны с двух сторон.
3. Если материалом трубы является высокопрочная легированная сталь, в том числе трубы из легированной стали с термостойкостью, устойчивостью к давлению, износостойкостью и низкотемпературной стойкостью, необходимо сосредоточить внимание на предотвращении образования трещин из-за мартенситной структуры, вызванной высокотемпературная сварка при сварке. Сведите к минимуму колебания во время процесса сварки и сделайте последний сварной шов так, чтобы он оказывал эффект отжига в зоне термического влияния, насколько это возможно.Медленно после сварки примите меры, например, накройте асбестовой тканью.
4. Общее требование к процессу сварки состоит в том, что сварочный пруток должен быть правильно выбран, запечен и высушен в соответствии с правилами. Сварочный пруток, используемый сварщиком, гарантированно соответствует требованиям. Сварной шов приваривается с двух сторон.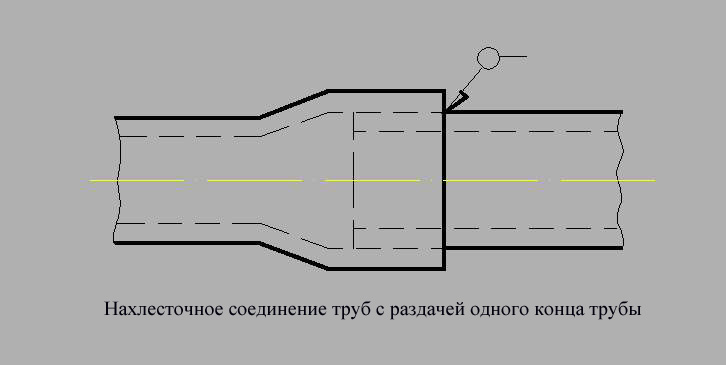 Перед сваркой необходимо удалить масло, удалить воду, удалить ржавчину, удалить мусор, очистить. чистый. Сварочный ток следует выбирать разумно, а работа сварщика должна соответствовать нормативам.
Перед сваркой необходимо удалить масло, удалить воду, удалить ржавчину, удалить мусор, очистить. чистый. Сварочный ток следует выбирать разумно, а работа сварщика должна соответствовать нормативам.
5. Чтобы гарантировать качество сварки трубы, сварщик должен пройти обучение и испытание, иметь квалификацию для работы.
Если это самосварка, то лучше всего дуговая сварка. Если он самый прочный, то это должна быть газовая сварка ацетиленом кислородом. Необходимые инструменты — это сварочные стержни, сварочные пистолеты и достаточно прочные предохранители. Шаги более сложные, в основном выберите точку сварки, подайте питание, используйте наконечник сварочного стержня, чтобы выбить дугу, чтобы флюс в сварочном стержне расплавился, и поверните сварочные клещи влево и вправо, чтобы сварочный сердечник равномерно расплавляется в сварочном положении.
Различия между сварной трубой малого диаметра и трубой из нержавеющей стали
Сварная труба малого диаметра также называется сварной стальной трубой малого диаметра и представляет собой стальную трубу, которая образуется путем сварки стального листа или полосовой стали после обжима. Сварные трубы малого диаметра имеют простой производственный процесс, высокую эффективность производства, множество разновидностей и спецификаций, а также низкое оборудование, но общая прочность ниже, чем у бесшовных стальных труб. С 1930-х годов, с быстрым развитием производства высококачественной непрерывной прокатки полосы и развитием технологий сварки и контроля, качество сварных швов постоянно улучшалось, а технические характеристики сварных труб малого диаметра увеличивались, и они стали более стабильными. были заменены во все большем и большем количестве полей.Труба стальная бесшовная. Сварные стальные трубы делятся на прямошовные и спиральношовные в виде сварных швов.
Сварные трубы малого диаметра имеют простой производственный процесс, высокую эффективность производства, множество разновидностей и спецификаций, а также низкое оборудование, но общая прочность ниже, чем у бесшовных стальных труб. С 1930-х годов, с быстрым развитием производства высококачественной непрерывной прокатки полосы и развитием технологий сварки и контроля, качество сварных швов постоянно улучшалось, а технические характеристики сварных труб малого диаметра увеличивались, и они стали более стабильными. были заменены во все большем и большем количестве полей.Труба стальная бесшовная. Сварные стальные трубы делятся на прямошовные и спиральношовные в виде сварных швов. Используемая заготовка представляет собой стальной лист или полосовую сталь, которая делится на трубы, сваренные в печи, трубы, полученные электросваркой (контактной сваркой), и трубы, полученные автоматической дуговой сваркой, благодаря различным процессам сварки. Из-за различных форм сварки они делятся на трубы с прямым швом и трубы со спиральными сварными швами. По форме они делятся на трубы сварные круглые и трубы особой формы (квадратные, плоские и т. Д.).) сварные трубы.
Сварные трубы малого диаметра отличаются простым производственным процессом, высокой производительностью, низкой стоимостью и быстрым развитием. Прочность спирально-сварной трубы обычно выше, чем у прямошовной трубы. Можно изготавливать сварную трубу большего диаметра, используя узкую заготовку, а также можно изготавливать сварную трубу, имеющую другой диаметр трубы, с заготовкой той же ширины. Однако по сравнению с прямой трубой такой же длины длина сварного шва увеличивается на 30–100%, а скорость производства низкая.Таким образом, большинство сварных труб меньшего диаметра сварены прямым швом, а сварные трубы большого диаметра в основном свариваются по спирали.
Дополнение: Сварная труба малого диаметра сваривается из полосовой стали, поэтому в ее исходном положении нет цельнотянутой стальной трубы.
Разница между сварной трубой малого диаметра и трубой из нержавеющей стали:
1. Первый представляет собой стальную трубу, изготовленную путем сварки стального листа или полосы стали после обжима. Последний получают путем отливки стального слитка или твердой трубной заготовки, а затем путем горячей прокатки, холодной прокатки или холодного волочения.
Первый представляет собой стальную трубу, изготовленную путем сварки стального листа или полосы стали после обжима. Последний получают путем отливки стального слитка или твердой трубной заготовки, а затем путем горячей прокатки, холодной прокатки или холодного волочения.
2. Прочность сварной трубы малого диаметра ниже, чем у трубы из нержавеющей стали. Производственный процесс прост, эффективность производства высока, различные спецификации и спецификации, а стоимость оборудования невелика. Поскольку качество сварного шва постоянно улучшается, разнообразие характеристик сварных труб малого диаметра увеличивается, а трубы из нержавеющей стали заменяются во многих областях.
3. Заготовка, используемая для сварной трубы малого диаметра, представляет собой стальной лист или полосовую сталь, и изготавливается узкая заготовка.
4. Сварные трубы малого диаметра используются в основном для трубопроводов транспортировки нефти и природного газа. Трубка из нержавеющей стали имеет полое сечение и легкая. Это экономичный сортовой прокат, который широко используется в производстве конструкционных и механических деталей, таких как бурильные трубы, приводные валы автомобилей, рамы велосипедов и стальные строительные леса.
Это экономичный сортовой прокат, который широко используется в производстве конструкционных и механических деталей, таких как бурильные трубы, приводные валы автомобилей, рамы велосипедов и стальные строительные леса.
5. Направление прокатки вертикальной бухты сварной трубы малого диаметра не совпадает с направлением вертикальной оси стальной трубы, а направление прокатки трубы из нержавеющей стали перпендикулярно осевому направлению стальной трубы.Трещиностойкость материала сварных труб малого диаметра лучше, чем у труб из нержавеющей стали.
Введение в трубы — технологические трубопроводы
Труба представляет собой трубчатую секцию или полый цилиндр, обычно, но не обязательно, круглого сечения, используемый в основном для транспортировки продуктов из одного места в другое. Продукты должны иметь возможность течь. К ним относятся жидкости и газы (флюиды), суспензии, порошки и массы мелких твердых частиц.
Разница между трубой и трубкой
В обычном употреблении слова труба и труба обычно взаимозаменяемы, но в промышленности и машиностроении эти термины имеют однозначное определение.
Вкратце: Труба измеряется по внешнему диаметру, труба измеряется по номинальному диаметру .
Труба обычно определяется номинальным размером трубы (NPS), указывающим постоянный внешний диаметр (OD), и графиком (SCH), который определяет толщину стенки трубы. Номинальный размер трубы (NPS) и внешний диаметр (OD) не всегда равны.
- Для NPS от до 12 — Значения NPS и OD отличаются.
- Для NPS 14 и выше — Значения NPS и OD равны.
Трубы обычно жесткие и не гибкие.
Трубка чаще всего определяется внешним диаметром (OD) и толщиной стенки, но может задаваться любыми двумя из: Внешний диаметр (OD), Внутренний диаметр (ID) и Толщина стенки (WT). В трубках OD — важное и точное число. Измеренный OD и заявленный OD либо точно такие же, либо находятся в очень близких пределах друг от друга. Трубки обычно дороже труб из-за более жестких допусков на изготовление. Трубка может быть как жесткой, так и гибкой.
Трубка может быть как жесткой, так и гибкой.
подходят для более крупных приложений с размерами от полдюйма до нескольких футов. Трубки обычно используются в приложениях, требующих меньшего диаметра. Хотя 10-дюймовые трубы распространены, вы редко встретите 10-дюймовые трубы. Допуски на различные размеры труб сравнительно менее жесткие по сравнению с допусками на трубы. Здесь под допуском понимается допуск диаметра, допуск толщины стенки, допуск прямолинейности, допуск круглости и т. Д.Кроме того, как правило, внешняя и внутренняя поверхности трубок намного более гладкие, чем у труб. Сборки труб почти всегда конструируются с использованием таких фитингов, как колена, тройники и т. Д., В то время как трубы могут быть сформированы или изогнуты в нестандартные конфигурации.
Материалы труб
Трубы изготавливаются из различных материалов, включая металлы, сплавы, керамику, стекло, стекловолокно, бетон и пластик. В инжиниринговых компаниях есть инженеры по материалам, которые определяют материалы, которые будут использоваться в технологических трубопроводных системах. Выбор материала в основном основан на работе с жидкостью, расчетном давлении, расчетной температуре и стоимости с некоторыми дополнительными соображениями. Согласно материалам, большинство труб, используемых в нефтегазовом секторе, относятся к следующим категориям:
- Трубы из углеродистой стали
- Трубы из нержавеющей стали
- Трубы из легированной стали
- Трубы из оцинкованного железа
Для получения дополнительной информации о стали см. Наиболее распространенные типы стали в промышленности технологических трубопроводов
Помимо вышеупомянутых труб, чугунные трубы, цементные трубы, пластиковые трубы и т. Д. Также используются в некоторых инженерных приложениях, но их объем очень ограничен.
Производство труб
Трубы обычно производятся двумя различными способами, в результате которых получается сварная труба или бесшовная труба. В обоих методах сырье сначала разливается в слитки. Затем из нее делают трубу, вытягивая сталь в бесшовную трубу или сжимая края и герметизируя их сварным швом.
Трубы бесшовные
Бесшовная труба, как следует из названия, представляет собой трубу без шва или сварного соединения. Бесшовная стальная труба изготавливается из твердой круглой стальной «заготовки», которую нагревают, толкают или протягивают по форме до тех пор, пока сталь не превратится в полую трубу.Затем полая труба экструдируется через комбинацию фильеры и оправки для уменьшения внешнего диаметра и увеличения внутреннего диаметра.
Сварные трубы и трубки
Сварные трубы изготавливаются путем прокатки металлического листа с последующей сваркой его в продольном направлении по всей длине. Процесс производства сварных труб начинается с прокатки стального рулона до желаемой толщины с образованием плоской полосы. Плоская полоса разрезается на ширину, соответствующую размеру производимой трубы.Труба формируется путем перемещения нарезанной катушки через ряд роликов, а затем шов трубы сваривается в химически нейтральной среде. В сварной трубе шов или сварной шов — это более слабая часть трубы, ограничивающая прочность трубы до прочности сварного шва.
Разница между бесшовными и сварными трубами и трубами
- Трубы бесшовные не имеют сварного шва. Традиционно шов сварных труб рассматривался как слабое место, уязвимое для разрушения и коррозии.Однако усовершенствования в процессе производства сварных труб повысили прочность и характеристики сварного шва. Тем не менее, бесшовные трубы исключают возможность слабого шва. В целом сварные стальные трубы могут выдерживать на 20% меньше рабочего давления, чем бесшовные.
- Бесшовные трубы имеют более высокое рабочее давление по сравнению со сварными трубами того же материала и того же размера из-за отсутствия сварного шва.
- Бесшовные трубы обеспечивают превосходную коррозионную стойкость, поскольку в них мало потенциальных примесей, дефектов и различий в пластичности, которые могут быть связаны с зоной сварки в сварной трубе.
- Бесшовные трубы не требуют испытаний на целостность сварного шва. Это необходимо для сварных труб.
- Бесшовные трубы твердеют в процессе производства, поэтому термическая обработка после изготовления не требуется.
 Большинство сварных труб после изготовления требуют термической обработки.
Большинство сварных труб после изготовления требуют термической обработки. - Стоимость сварных труб ниже, чем у бесшовных труб, и они легко доступны в виде длинных непрерывных отрезков.
- Бесшовные трубы могут быть заменены сварными трубами, но сварные трубы не всегда могут быть заменены бесшовными трубами из-за сварного шва.
- Толщина стенки сварных труб обычно более стабильна, чем у бесшовных труб. Легче получить плоскую однородную толстую полосу и изготовить сварную трубу, чем вытягивать бесшовную трубу одинаковой толщины путем экструзии. Также качество поверхности сварных труб намного лучше, чем у бесшовных труб.
- Для бесшовных труб требуется больше времени, чем для сварных труб.
Размер и график трубы (номинальный размер и график трубы)
Размеры труб определены рядом национальных и международных стандартов.Существует два распространенных метода определения наружного диаметра трубы (OD). Североамериканский метод называется номинальным диаметром трубы (NPS) и основан на дюймах (также часто называемых номинальным диаметром отверстия (NB)). Европейская версия называется номинальным диаметром (DN) и основана на миллиметрах.
Европейская версия называется номинальным диаметром (DN) и основана на миллиметрах.
Обозначение внешнего диаметра позволяет соединять трубы одинакового размера независимо от толщины стенки. Поскольку внешний диаметр фиксирован для данного размера трубы, внутренний диаметр будет варьироваться в зависимости от толщины стенки трубы.Например, 2-дюймовая труба Schedule 80 имеет более толстые стенки и, следовательно, меньший внутренний диаметр, чем 2-дюймовая труба Schedule 40.
Для получения более подробной информации о размерах труб см. «Номинальный размер трубы и график».
Длина трубы
Длина трубы — это расстояние между двумя концами трубы. Длина трубы может быть измерена в метрах или футах или в любой другой единице измерения расстояния. Наиболее распространенные термины, используемые для обозначения длины труб —
.- Одинарная случайная длина (SRL)
- Двойная случайная длина (ДХО)
- Длина реза
Одинарная случайная длина (SRL)
Длина Single Random Length (SRL) обычно составляет от 5 до 7 метров. Трубы размером менее 2 дюймов обычно изготавливаются одной произвольной длины.
Трубы размером менее 2 дюймов обычно изготавливаются одной произвольной длины.
Двойная случайная длина (ДХО)
Двойная случайная длина (DRL) обычно имеет длину от 11 до 13 метров. Трубы размером более 2 дюймов обычно изготавливаются двойной произвольной длины.
Длина обрезки
Трубы обрезанной длины не имеют определенной определенной длины. Их разрезают на отрезки определенной длины в соответствии с требованиями проекта. Трубы обрезной длины, как правило, дороже, но помогают сократить время резки труб и ресурсы на месте, а также сокращают потери небольшой длины, возникающие после резки труб SRL и DRL до необходимой длины.
Типы концов труб
Концы труб описывают конфигурацию конца участка трубы. Понимание концов труб важно, поскольку было бы неуместно указывать сварное соединение с трубой с резьбой или резьбовое соединение с трубой большого диаметра и т. Д. Существует три основных типа концов труб.
- Гладкие концы (PE)
- Концы с резьбой (TE)
- Концы со скошенной кромкой (BE)
Труба с гладким концом
Труба с гладким концом (PE) — это труба, обрезанная под углом 90 ° перпендикулярно длине участка трубы. Гладкие концы обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для сварки внахлест.
Гладкие концы обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для сварки внахлест.
Концевая труба с резьбой
Труба с резьбовым концом (TE) — это труба с коническими канавками, прорезанными на концах отрезка трубы. Обычно используемые на трубах размером 3 дюйма и меньше, резьбовые трубы и фитинги также называются резьбовыми трубами и фитингами.
Резьбовые трубы и резьбовые фитинги могут быть легко собраны без сварки или других постоянных средств соединения.Резьбовые трубы и фитинги имеют наружную или внутреннюю резьбу. Наружная резьба нарезается на внешней поверхности трубы или фитинга, а внутренняя резьба нарезается на внутренней поверхности фитинга. По мере сборки резьбовой трубы и фитингов две части стягивают вместе. Расстояние, которое стягивается, называется зацеплением резьбы.
Концевая труба со скосом
Труба со скосом (BE) — это труба, обрезанная под углом к длине участка трубы. Фаска — это поверхность, которая не находится под прямым углом (перпендикулярно) к другой поверхности.Стандартный угол наклона трубы составляет 37,5 °, но могут быть изготовлены и другие нестандартные углы. Снятие фаски на трубе или насосно-компрессорной трубе выполняется для подготовки концов к сварке. Скошенные концы применяются ко всем диаметрам фланцев или фитингов под приварку встык и привариваются непосредственно друг к другу или к трубе.
Фаска — это поверхность, которая не находится под прямым углом (перпендикулярно) к другой поверхности.Стандартный угол наклона трубы составляет 37,5 °, но могут быть изготовлены и другие нестандартные углы. Снятие фаски на трубе или насосно-компрессорной трубе выполняется для подготовки концов к сварке. Скошенные концы применяются ко всем диаметрам фланцев или фитингов под приварку встык и привариваются непосредственно друг к другу или к трубе.
Дополнительные сведения о системе трубопроводов см. В разделе «Введение в систему трубопроводов».
Теперь ваша очередь вносить вклад
Что вы думаете об этой статье — информативной или требует доработки? Что еще можно добавить о трубах? У вас возникли вопросы или вопросы о трубе? Поделитесь своими отзывами и опытом в поле для комментариев ниже, чтобы сделать эту статью более содержательной.
база технических знаний для всех профессионалов в области технологических трубопроводов во всем мире…
Поделитесь этой статьей — Знания расширяются за счет обмена, но не за счет сохранения.
 Связанные
Связанные Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и области применения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов.Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки. Изображение предоставлено: Cegli / Shutterstock. com
com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка. Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже.Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение фитингов: материалы для фитингов и производственные процессы
Литой и ковкий чугун
Фитинги для чугунных труб подразделяются на гладкие и раструбные. Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно ленточного зажима из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну.Фитинги с раструбом и втулкой, а иногда и с раструбом, соединяются сегодня в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг. Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
часто используются там, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитингами из ковкого чугуна».«Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно большого диаметра, они, как правило, не используются сегодня, поскольку нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или стыковой сварки.Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка. Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.

Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, в результате чего фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварную шейку, сварку муфтой, кольцевое соединение, резьбовое соединение и накладку. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление. Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере.Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику. Размеры этих фланцев соответствуют ASME B16. 1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Трубные фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки. Фланцы для этих зажимных систем доступны в виде приварных узлов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены как трубопроводы с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или отводы на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура. Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая трубатакже является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительных конструкций, как свариваемых, так и надвижных / зажимных.
Доступны фитинги из красной латуни, такие как ниппели для латунных труб, соответствующие диаметрам труб, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны во множестве стилей, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах.Резиновая прокладка обеспечивает герметичное соединение.
Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах.Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые трубные фитинги доступны как для сварки муфт (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной. Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстро действует. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также с диапазоном размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, штуцеры и крестовины, и это лишь некоторые из них.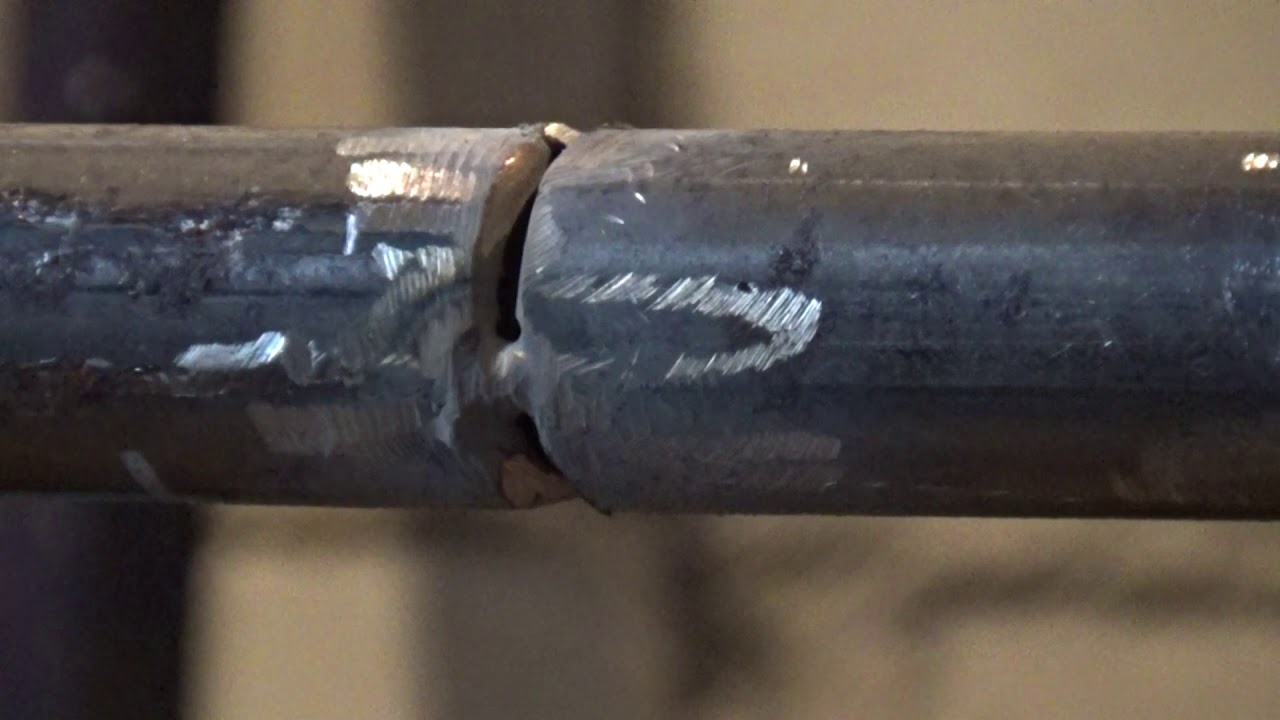 Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
Фитинги CPCV, а также фитинги для труб из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых приложениях, использующих пластиковые трубы, например, в водопроводе для мойки стоков, некоторые трубы светильники, таких как п-ловушки могут быть соединены с резьбовым соединением, используя нейлоновые шайбы и удерживающим или стопорной гайкой. Эта функция облегчает разборку для удаления засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты с сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Керамическая глина
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, соединение с раструбом и втулкой является обычным способом соединения этих фитингов с уплотнительным кольцом или прокладкой, используемым для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, тогда как фитинги с трубной резьбой Британского стандарта (BPST) используют немного меньший угол конуса, равный 55 градусам.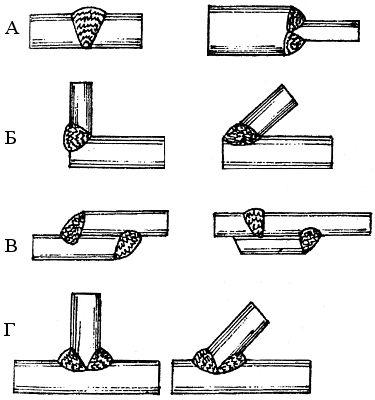 Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно чертежа в одну линию с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов отображалась в одной плоскости.
Велдолеты
Эти небольшие привариваемые ответвления укрепляют трубу в месте отверстия, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.

Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, приваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное особое требование состоит в том, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление секций трубопровода, называемых «катушками», часто выполняется в помещениях, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционно сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.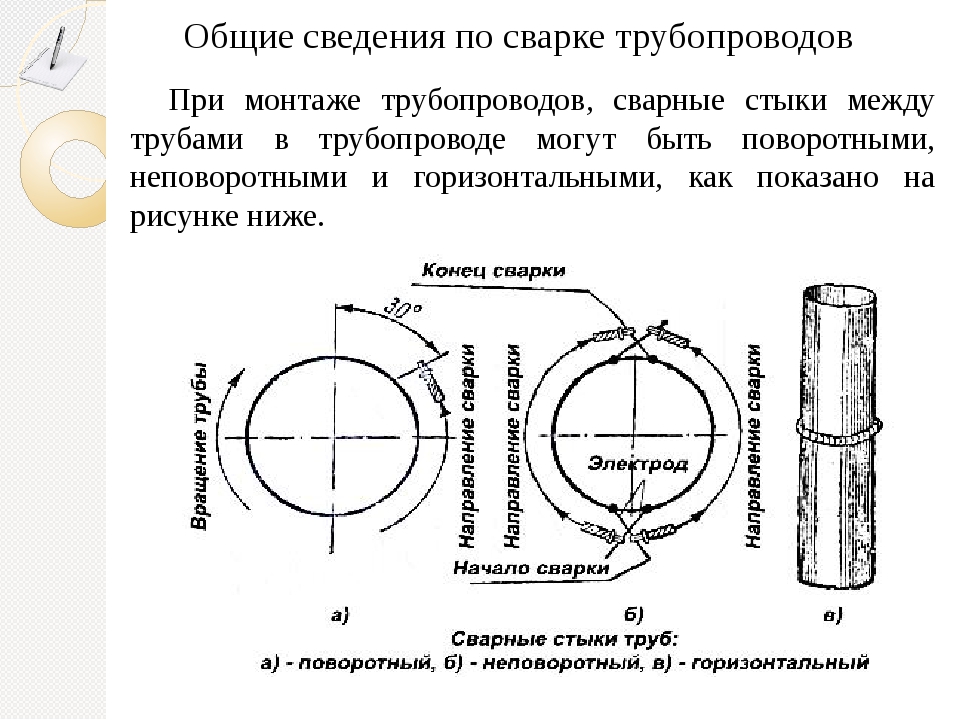 Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочной операции, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочной операции, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Ютана artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- крышек
- заглушки
- соски
- отвод
- тройники
- звезд
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или заглушки можно использовать для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб для облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.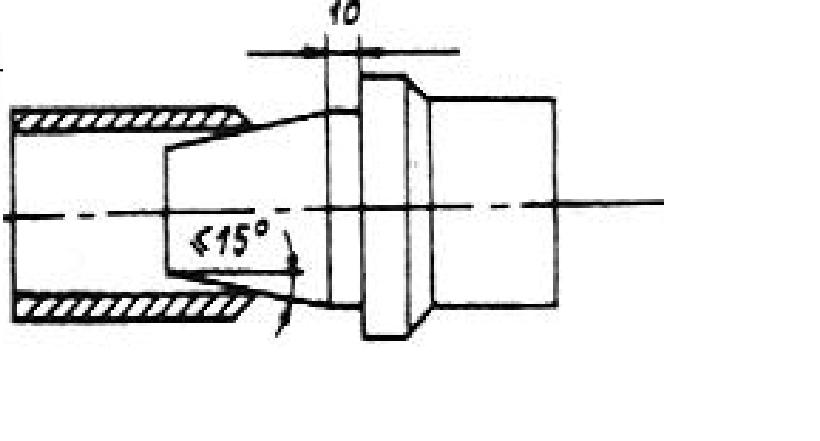
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра. Также указывается угол изгиба.
Также указывается угол изгиба.
Фитинги для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти системы с кольцом и кулачком, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками, как правило, разрешены спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co Обзоры / Атрибуты Падение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями».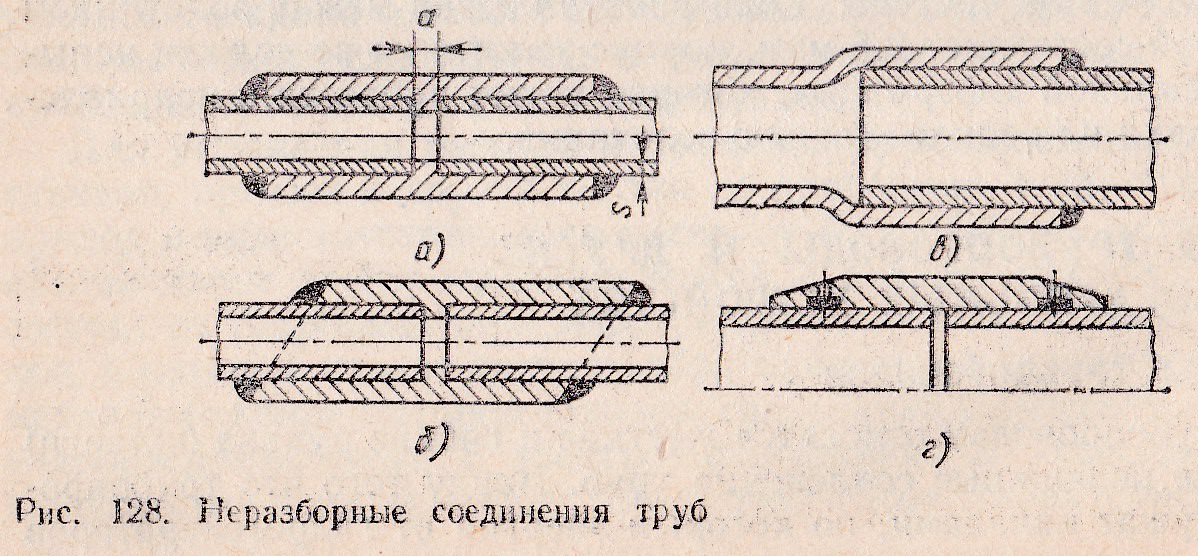 Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Помимо организаций, спонсирующих стандарты для труб и трубопроводов, таких как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специализированных трубах, производстве трубопроводов и т. Д.
Сводка Это руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
- ABS — Акрилонитрил-бутадиен-стирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическое, электрическое и водопроводное оборудование
- NPT — трубная коническая резьба National
- NPS — прямая трубная резьба National; также, Номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартный размерный коэффициент
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Еще из оборудования
Типы нефтегазовых труб: бесшовные, ERW, LSAW
Узнайте о 3 типах стальных труб, используемых в нефтехимической промышленности: бесшовные, ERW (контактная сварка сопротивлением) и LSAW (продольная сварка под флюсом).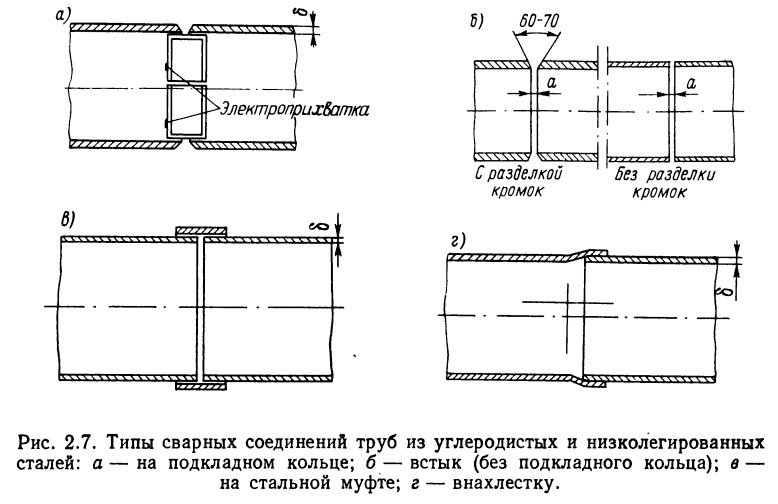 Бесшовная труба изготавливается путем протягивания твердой стальной заготовки через прошивной стержень.Сварные трубы производятся путем резки, гибки, сварки в бухтах (ERW) или стальных листов (LSAW).
Бесшовная труба изготавливается путем протягивания твердой стальной заготовки через прошивной стержень.Сварные трубы производятся путем резки, гибки, сварки в бухтах (ERW) или стальных листов (LSAW).
Бесшовные трубы
Бесшовные трубы производятся из стальных заготовок, которые нагреваются и перфорируются для создания трубного профиля. Слово «бесшовные» означает отсутствие сварных швов.
Бесшовные стальные трубы используются для различных применений в нефтегазовой отрасли:
- операций по добыче (трубы OCTG)
- в середине потока (передача и распределение текучих сред, таких как нефть, газ, пар, кислоты, шламы)
- нисходящий поток (технологические трубопроводы для переработки нефти и газа в производных продуктах)
- трубопроводы общего назначения для коммунальных служб
наиболее распространенных типов труб , используемых в нефтегазовой промышленности (спецификации труб ASTM):
- ASTM A53 , A106, A333 и API 5L (типы труб из углеродистой стали для высоко- и низкотемпературной углеродистой стали)
- ASTM A335 Grades P5 to P91 (трубы из хромомолибденовой легированной стали для высоких температур и давления, для нефтеперерабатывающих заводов и электростанций )
- ASTM A312 серий 300 и 400 (трубы из нержавеющей стали марок 304, 316, 321, 347)
- ASTM A790 / A928 (дуплексные и супердуплексные трубы с двойным ферритным и аустенитная структура)
- Характеристики материалов из различных никелевых сплавов (инконель, хастеллой, мельхиор, монель, никель 200)
- Технические характеристики труб из цветных металлов (алюминий, медь, латунь, медно-никель)
Некоторые спецификации относятся только к бесшовным трубам (пример ASTM A106), другие применяются как к бесшовным, так и к сварным трубам (пример ASTM A53).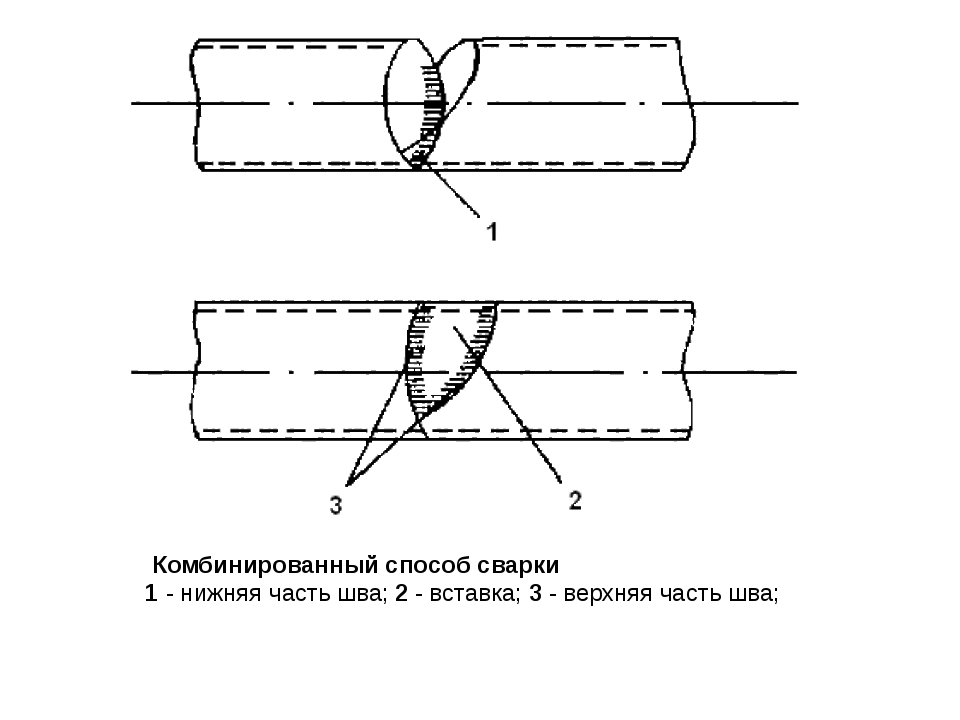
Трубы из углеродистой стали (A53, A333, A106 и API 5L) занимают самую большую долю рынка, поскольку они могут использоваться для большинства применений при высоких и низких температурах; Основное применение труб из нержавеющей стали — в коррозионных средах (и более высокие сорта используются при повышении температуры и давления или когда транспортируемая жидкость становится все более и более агрессивной).
В нефтегазовой отрасли API 5CT является ключевой спецификацией, охватывающей трубы OCTG (трубные изделия для нефтяных стран).
Бесшовные стальные трубы не следует путать с бесшовными трубами .Действительно, между трубками и трубками есть несколько важных различий, которые не только семантические. В общем, слово «труба» применяется к любой трубке, используемой для транспортировки жидкостей, тогда как слово «труба» применяется к трубчатым секциям (различной формы, круглой, овальной, квадратной формы), используемым для структурных / механических применений, измерительных систем и строительство оборудования под давлением, такого как котлы, теплообменники и пароперегреватели.
ЦЕНА БЕСШОВНЫХ ТРУБ
Цена на бесшовные трубы за тонну выше, чем у труб ERW, обычно на 20-30% выше, из-за их довольно сложного производственного процесса (более сложный, чем процесс производства труб ERW и LSAW) и из-за Дело в том, что количество производителей бесшовных труб достаточно ограничено (рынок носит олигополистический характер).
Для конкретных размеров и спецификаций (например, 20-дюймовая труба или труба с большой толщиной стенки из специальных или экзотических материалов, например, трубы ASTM A335 P91), есть несколько мировых поставщиков труб и цены за тонну (или за метр). ), как следствие, подвержены влиянию.
В связи с этим неправильно оценивать цены на трубы, используя стандартную цену за тонну для всех труб из «углеродистой стали» или «нержавеющей стали», независимо от фактического диаметра, толщины стенки и конкретной марки: все эти факторы необходимо принять во внимание, чтобы предотвратить перерасход средств во время выполнения проекта на более позднем этапе.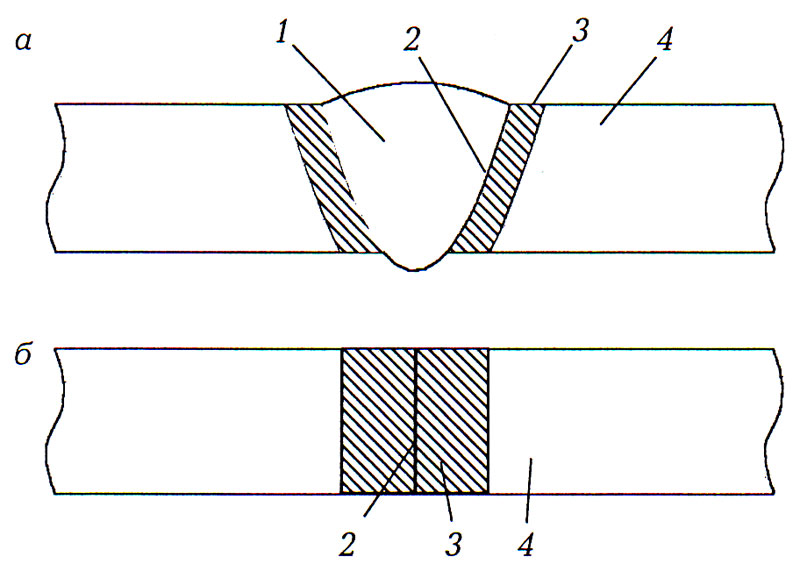 Более того, цены колеблются ежедневно (особенно на легированные трубы, содержащие химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
Более того, цены колеблются ежедневно (особенно на легированные трубы, содержащие химические элементы, такие как молибден, никель, медь, хром, которые ежедневно продаются на Лондонской бирже металлов или на рынках ферросплавов).
РАЗМЕРЫ БЕСШОВНЫХ ТРУБ
Спецификации ASME B36.10 и B36.19 охватывают размеры и вес бесшовных труб для нефтехимической промышленности (спецификации относятся и к сварным трубам):
- Спецификация ASME B36.10 охватывает бесшовные углеродистые и низколегированные трубы размером (размеры и вес) от 1/8 до 24 дюймов.
- Стандарт ASME B36.19 Спецификация , напротив, охватывает размеры и вес бесшовных и сварных труб из нержавеющей стали, дуплексных, никелевых сплавов
Коммерческие бесшовные трубы обозначаются номинальным размером трубы (представляющим приблизительную пропускную способность трубы для жидкости) и «график», который относится к толщине трубы (наиболее распространенными являются сортамент 40, STD, XS, XXS для труб из углерода / сплава и 10S, 40S и 80S для труб из нержавеющей стали и никелевого сплава).
Спецификации размеров трубы ASME можно приобрести в Интернете на веб-сайте ASME или в интернет-магазине IHS.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ
Бесшовные трубы из мягкой стали от 1/8 до 6 дюймов. производятся с использованием так называемого «процесса центробежного фрезерования» или «процесса экструзии» (используется для меньших диаметров), тогда как «процесс фрезерования на оправке» используется для больших диаметров.
Видео о производстве бесшовных стальных труб (источник: Tenaris Youtube Channel)
Труба ERW (электросварка сопротивлением) Трубы ERW производятся с использованием стальных рулонов: рулон сначала разматывается, затем сглаживается, разрезается и, наконец, формируется в форму трубы, электрически соединив два ее конца.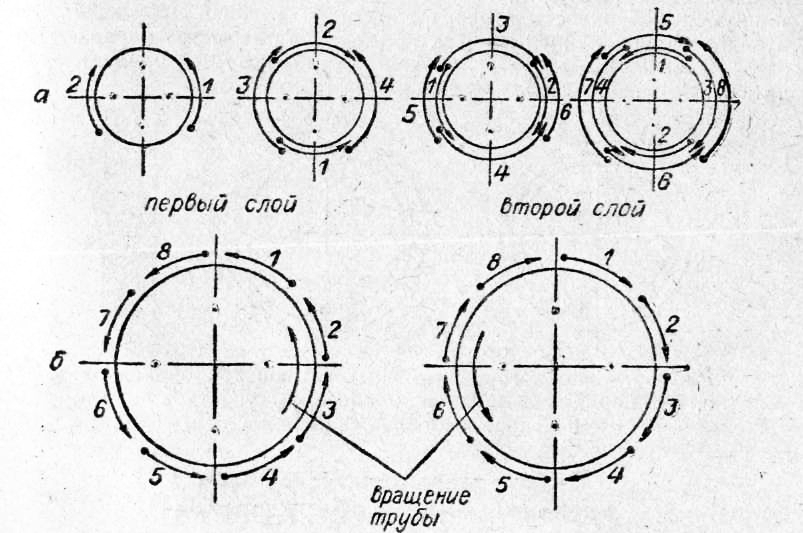
ERW доступны в размерах от 1/2 до 20 дюймов из углеродистой стали (ASTM A53 — наиболее распространенная спецификация) и нержавеющей стали (ASTM A312). Что касается размеров, ASME B36.10 и ASME B36.19 являются ключевыми справочными спецификациями (API 5L для сварных трубопроводов ERW).
Таблицы размеров ASME и API показывают типичные комбинации номинального размера трубы и толщины стенки (обозначенной как «график»), а также показывают вес трубы ERW в кг (или фунтах).
За последние несколько лет трубы ERW стали эффективной альтернативой бесшовным трубам, как с точки зрения цены, так и с точки зрения производительности, благодаря современным технологиям сварки, принятым производителями труб ERW (например, HFI и HFW, высокочастотная сварка). .Эти достижения в технологиях сварки со временем снизили техническое превосходство бесшовных труб по сравнению с трубами из ВПВ, сделав их взаимозаменяемыми, по крайней мере, в некоторых областях применения (при низком / среднем давлении и температуре). Конечно, бесшовные трубы всегда выигрывают от внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.
Конечно, бесшовные трубы всегда выигрывают от внутренней превосходной механической прочности стальных заготовок по сравнению с рулонами и листами.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ ERW
Трубы ERW производятся из рулонов стали, которые сначала разматываются, разрезаются, обрабатываются, свариваются и испытываются, как показано на рисунке ниже.
Наиболее распространенным методом сварки нефтегазовых труб является так называемая «высокочастотная индукционная технология» (ERW-HFI), заключающаяся в приложении индукционного тока на внешней поверхности трубы, способного генерировать сварите прочным швом и очень плотно соедините две стороны стального рулона.
Процесс производства стальных труб ERW (источник: канал Tenaris Youtube)
Труба LSAW (продольная дуговая сварка под флюсом) Труба LSAW («сварка под флюсом») производится путем резки, гибки и сварки стальные пластины (процесс JCOE).
Трубы LSAW конкурируют с бесшовными трубами и трубами ERW в диапазоне размеров от 16 до 24 дюймов, но являются обязательными вариантами для трубопроводов диаметром более 24 дюймов (поскольку 24 дюйма являются максимальным размером для коммерческих бесшовных труб).
Двумя основными типами труб LSAW являются продольные (с одинарным или двойным прямым швом, DSAW) и спиральные (называемые трубами HSAW, SSAW или SAWL). Следовательно, разница между DSAW и LSAW заключается в том, что трубы DSAW имеют сварной шов внутри и снаружи трубы, тогда как трубы LSAW имеют одинарный сварной шов на внешней поверхности.
Разница между трубами LSAW и ERW заключается в том, что трубы LSAW производятся с использованием стальных пластин , трубы ERW производятся, начиная с рулонов стали .
В нефтегазовой промышленности трубы большого диаметра API 5L LSAW используются для эффективной транспортировки углеводородов на большие расстояния.
Спирально-сварные трубы HSAW / SSAW используются для некритических применений, таких как передача и распределение воды (не для нефти и газа).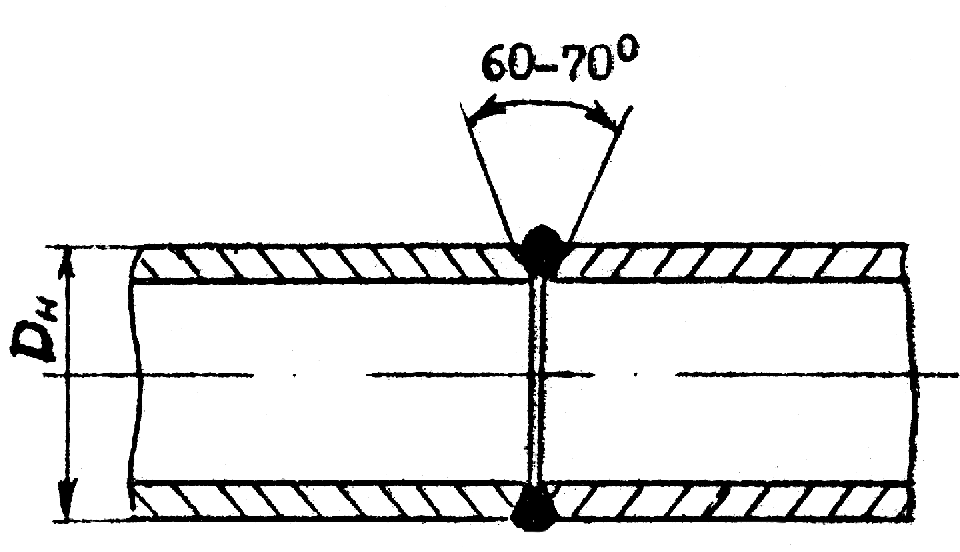
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТРУБ LSAW
Трубы LSAW производятся по так называемому процессу JCOE, начиная со стальных листов, как показано ниже.
Процесс производства стальных труб LSAW (источник: канал YouTube Corinth Pipeworks).
Труба ВПВ VS. Бесшовные
На вопрос «Должен ли я использовать ВПВ или бесшовные трубы для моего проекта?» подходит снова и снова. Каждый из двух вариантов имеет свои преимущества и недостатки, о которых следует подумать, чтобы принять правильное решение:
ЗА И МИНУСЫ БЕСШОВНЫХ ТРУБ
- Бесшовные трубы производятся из цельного стального блока и не имеют сварных швов, которые может представлять собой слабое место (подверженное коррозии, эрозии и общему разрушению).
- Бесшовные трубы имеют более предсказуемые и точные формы с точки зрения округлости и овальности по сравнению со сварными трубами.
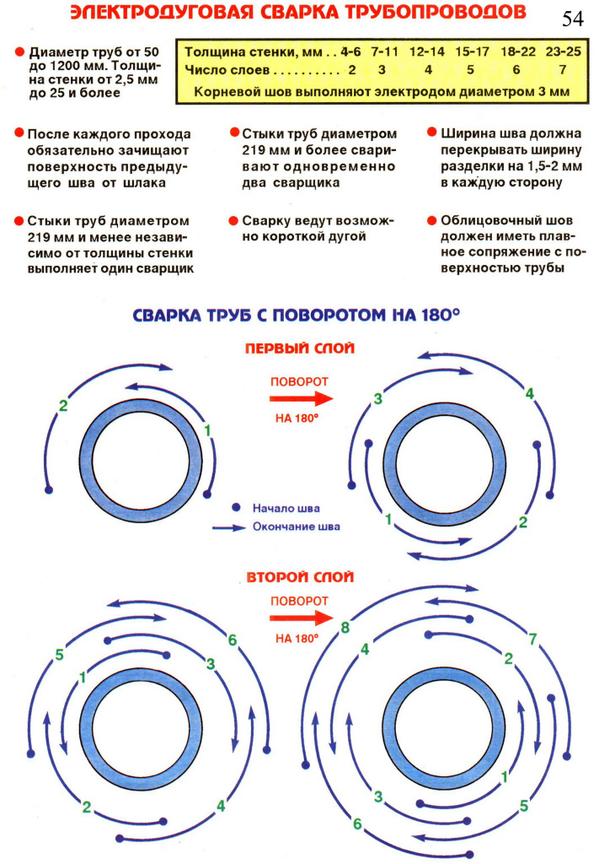
- Основным недостатком бесшовных труб является то, что их стоимость за тонну выше, чем стоимость труб ВПВ того же размера и сорта (бесшовные трубы конкурируют с трубами ВПВ в диапазоне от 2 до 20 дюймов).
- Срок поставки может быть больше, поскольку существует меньше производителей бесшовных труб, чем сварных (для сварных труб существуют более низкие входные барьеры по сравнению с бесшовными трубами)
- Бесшовные трубы могут иметь непостоянную толщину стенки по всей длине, в действительности общий допуск составляет +/- 12.5%
Плюсы и минусы ERW PIPE
- Сварные трубы дешевле бесшовных (типа ERW HFI), так как они производятся с использованием стальных рулонов в качестве сырья на менее сложных производственных предприятиях
- Сварные трубы имеют более короткое время выполнения заказа, чем бесшовные трубы , поскольку производственная база больше
- Сварные трубы имеют постоянную толщину стенки, так как они производятся с использованием бухт (ERW) или пластин (LSAW), и то и другое подлежит строгому контролю допусков.
- Основным «дефектом» сварных труб является что наличие сварного шва является фактором слабости.В то время как это могло быть правдой в прошлом, это становится все менее и менее верным с развитием сварочных технологий за последние десять лет.
Заключение: современные сварные трубы ERW-HFI являются абсолютно действенной альтернативой бесшовным трубам и помогают конечным потребителям снизить цены и время выполнения заказа на 20-25%.
Трубы с клапанами являются наиболее значительным элементом затрат на трубопроводы при строительстве завода (как показывает практический опыт, трубопроводы покрывают 5-7% от общей стоимости завода, а трубы составляют примерно 60-70% этой стоимости, клапаны 15 до 25%).Эти цифры представляют собой средние значения, которые относятся к нефтегазовой отрасли и относятся к материалам из углеродистой стали (вес трубопровода может быть выше для классов трубопроводов из нержавеющей стали, дуплексной стали и никелевых сплавов).
Последний пункт: трубы могут иметь разные цвета (окрашенные на внешней поверхности), чтобы обозначать тип жидкости, которую они переносят.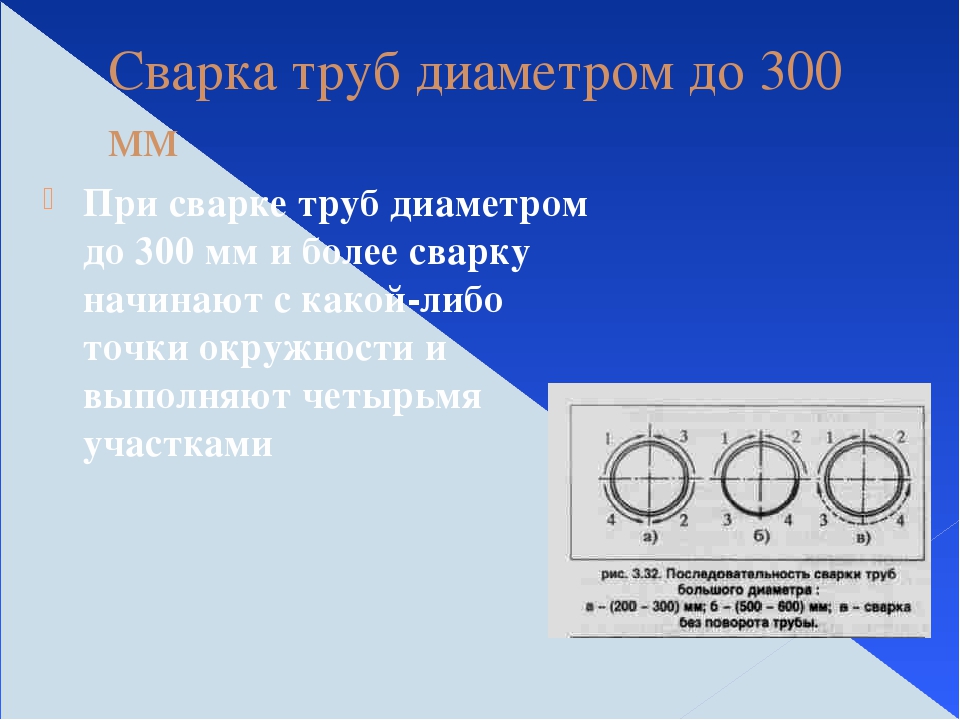
Труба сварная малого диаметра
Сварная труба малого диаметра также называется сварной стальной трубой малого диаметра, которая представляет собой стальную трубу, изготовленную путем сварки стального листа или полосовой стали после обжима.Процесс производства сварных труб малого диаметра прост, эффективность производства высока, существует множество разновидностей и спецификаций, а стоимость оборудования невелика, но общая прочность ниже, чем у бесшовных стальных труб. С 1930-х годов, с быстрым развитием непрерывного производства высококачественной полосовой стали и совершенствованием технологии сварки и контроля, качество сварных швов постоянно улучшалось, а разнообразие и технические характеристики сварных труб малого диаметра увеличивались и все больше и больше заменяется на бесшовные стальные трубы.Сварные стальные трубы подразделяются на прямошовные и спирально-шовные в зависимости от формы сварного шва. Заготовки, используемые для сварных труб малого диаметра, представляют собой стальные пластины или полосы, которые подразделяются на трубы, сваренные в печи, трубы электросварные (сварные сопротивлением) и трубы, сваренные автоматически дуговой сваркой, в связи с различными процессами сварки.