
Сварка профильной трубы своими руками: виды сварок, техники выполнения
В бытовом и промышленном строительстве сейчас широко используются металлические профильные трубы. И выбирают потому, что каркасы из таких изделий очень легкие и прочные, они отлично выдерживают динамические нагрузки. Как правило, соединение отдельных элементов осуществляется при помощи сварки. Стоит отметить, что многие профильные трубы производятся с использованием метода сварки.
Поэтому-то и необходимо более подробно остановиться на том, как сваривают профильные трубы, какое оборудование используется для сварки, в каких условиях необходимо осуществлять сварочные работы.
Нужно отметить, что профильная труба – это не всегда изделие квадратной формы. Она может иметь прямоугольное сечение, овальное и многогранное. Очевидно преимущество профильной трубы перед уголком. Трубы используются в конструкциях, которые подвержены вибрации. Профильная труба, как уже было отмечено, способна выдерживать колоссальные нагрузки.
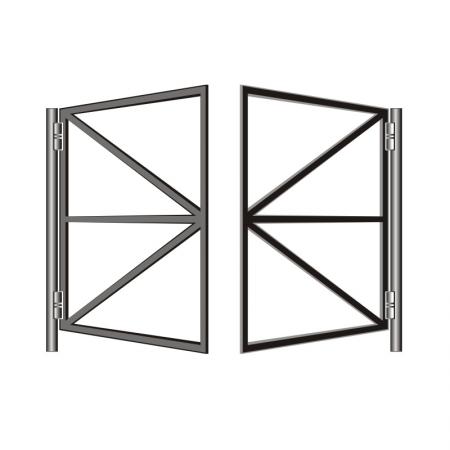
- заборы;
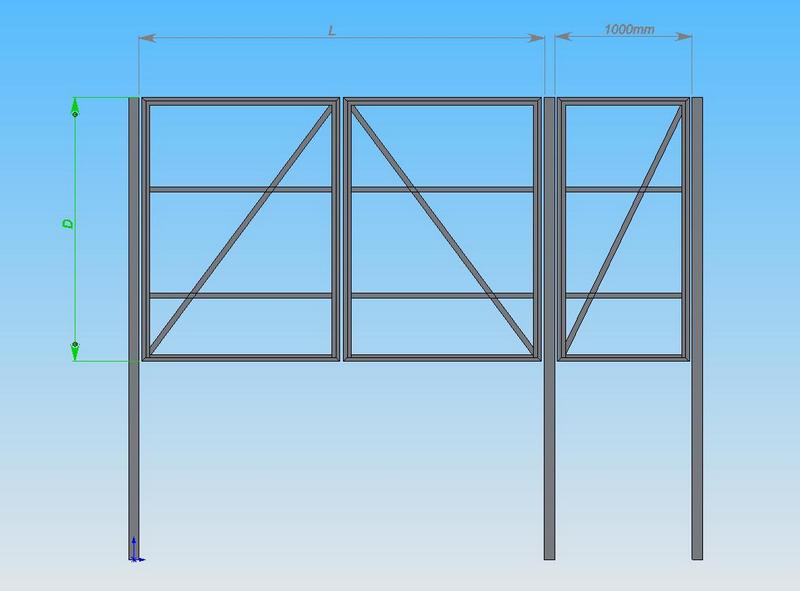
- каркасы рекламных щитов и др.;
Что касается материала, из которого изготавливают трубы, то можно говорить о стали различных марок:
- низколегированная;
- обогащенная углеродом;
- нержавеющая.
Чтобы сварить конструкцию из профильных труб, используют различные виды сварки. Выделить можно следующие:
- контактная;
- полуавтоматическая;
- газовая.
Каждый из видов сварки, для лучшего понимания, необходимо изучить подробно.
Газовая сварка
Бытует мнение, что газом можно эффективно лишь резать металл, для его последующей переработки. Это не так. Опытный специалист, имея под рукой газовое оборудование, вполне может соединить в профильные трубы или две части трубы в одну.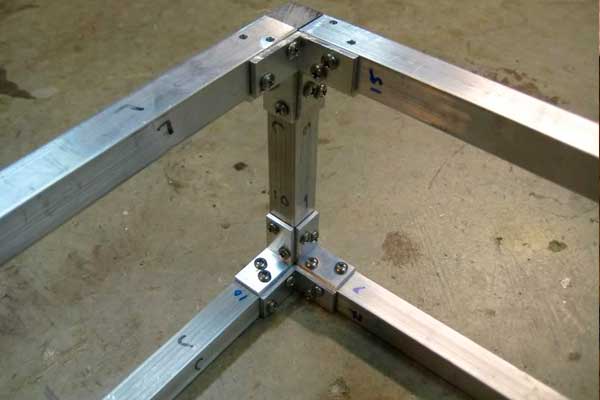 Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Кромки металла предварительно нагреваются, а зазор между ними заполняется расплавленной сталью. Сталь остывает, и образуется достаточно прочный шов. Однако такое соединение получается не всегда достаточно надежным. Чтобы его усилить, применяется сварочная проволока. Кромки металла покрываются дополнительно специальными порошками, чтобы удалить лишний воздух.
Технология сварки газом
Первоначально, необходимо зачистить кромки от грязи. Если металл имеют большую толщину, то кромки еще немного срезаются под углом – образуется скос.
Если металл тонкий, то перед горелкой выносится присадка, а движения горелкой осуществляются справа налево.
Если же толщина металла более 5 мм, то действуют несколько иначе: движения горелкой осуществляются слева направо, присадка располагается за пламенем.
Дуговая сварка
Часто каркасы из профильных труб имеют самую причудливую форму.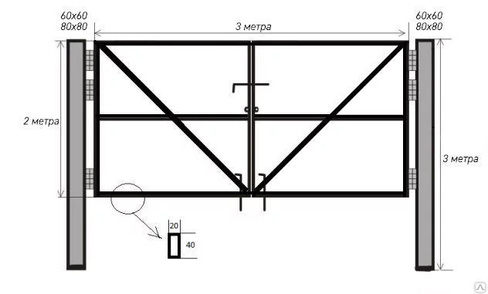 Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Если металл толстый, то кромки его требуют дополнительной подготовки:
- зачистки;
- срезки.
Один из самых актуальных вопросов: какие электроды использовать? Так, если металл тонкий, то рекомендуется использовать тонкие электроды – не толще 2 мм. Очень важно выставить правильную силу тока. Если она будет большой, то металл будет прожигаться, а не свариваться.
Вообще, режимы описываемого вида сварки зависят от следующих параметров:
- сила тока. Очевидно, чем она больше, тем выше температура в свариваемой области. Для сварки толстого металла нужна большая сила тока.

- диаметр электрода. При работе с тонким металлом нужны тонкие электроды. Сваривать толстый металл можно толстыми электродами. Очень важно и то, с какой скорость электрод перемещается по шву;
- тип тока. Выделяют постоянный ток и ток переменный;
- напряжение;
- полярность. Тонкие трубы сваривают при обратной полярности.
Стоит отметить, что электрод нужно перемещать равномерно по свариваемой поверхности. Таким образом, чтобы все кромки успели оплавиться, но чтобы не проседал металл.
Контактная сварка
Способ, которым владеют в полной мере только специалисты самого высокого уровня. Он используется в тех районах, которые характеризуются сложными климатическими условиями.
Присадки при данном способе не используются. Металл нагревается под давлением током. В результате, в зоне шва происходит деформация, благодаря которой части металла соединяются друг с другом.
Таким образом, сваривать профильные металлические трубы и элементы труб между собой можно различными способами. Выбор способа сварки зависит от того, какого уровня специалисты занимаются данным делом, какое оборудование имеется под рукой, а также от ряда иных факторов: особенности конструкции, особенности климатических условий и прочее. Чтобы получить надежный качественный шов, необходимо неукоснительно следовать технологии подготовки металла к сварке, а также технологию самой сварки. Рекомендации, указанные в данной статье, безусловно смогут помочь в достижении положительного результата при сварке профильной трубы самого разного сечения.
Сварка профильной трубы: виды и особенности выполнения
В металлопрокате используются детали не только круглой формы. Широко применяются также современные изделия квадратных, прямоугольных, овальных форм. Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
- Приемлемая стоимость. Разумеется, цена на профильные трубы будет выше, чем на аналоги из полипропилена или ПНД. Но разница небольшая.
- Они практически не подвержены деформации.
- Эти детали не намного тяжелее пластиковых.
- Сварка квадратных труб в результате даёт наилучший результат и является гарантом долговечности конструкции.
- В процессе сварки профильных труб вы можете смонтировать такую систему, которая необходима лично вам. Несмотря на то, насколько она сложна и необычна.
Содержание
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные.
 Это трубы, которые после электросварки подверглись холодному деформированию.
Это трубы, которые после электросварки подверглись холодному деформированию. - Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.
Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.
Электродуговой метод: какими электродами лучше варить профильную трубу?
Стальной профиль можно «варить» под углом, который вам необходим. Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Главные показатели режима сварочного процесса:
- Напряжение
- Скорость движения сварочного электрода
- Полярность при использовании постоянного тока
- Сила тока
Последний показатель имеет очень важное значение. Сварка квадратных труб должна осуществляться при максимально допустимом значении силы тока. Только в этом случае изделие получится наиболее прочным и качественным.
В каждой конкретной ситуации сварщик должен уметь определить это максимально допустимое значение, и ни в коем случае не превысить его. В противном случае, качество шва будет ухудшаться.
Большинство начинающих специалистов задаются вопросами о том, каким электродом варить профильную трубу 20х40 и какие электроды для сварки профильной трубы инвертором лучше покупать: высокой стоимости или подешевле? Все электроды подразделяются на плавящиеся и неплавящиеся. Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Следует знать, что диаметр необходимого электрода зависит от толщины металла свариваемой детали. Сварка тонкостенных труб, например, 1,5 мм толщиной, выполняется электродами диаметром до 2 мм. Не забудьте откорректировать силу сварочного тока: она не должна быть слишком высокой, чтобы не сжечь сталь. Сварка тонкостенных труб выполняется при обратной полярности. Это связано с тем, что существует вероятность прожечь тонкий материал.
Кромки толстостенного изделия (более 4 мм) требуют обязательной тщательной подготовки перед соединением.
Нержавеющую сталь для изготовления профильных труб используют очень редко. Специально для этого вида материала, используются специальные электроды.
Как осуществляется сварка каркаса из профильной трубы представлено на видео ниже.
https://youtu.be/PWKCPIWNYPo
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево.
 Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Контактный метод
Этот вид соединения выполняется только высококвалифицированными специалистами, имеющими определенный уровень опыта и подготовки. Осуществить своими руками ее практически невозможно. Основной принцип этого вида соединения заключается в том, что профильные элементы нагреваются электрическим током без использования каких-либо специальных присадочных материалов.
Таким образом, сварка профильной трубы – это довольно несложный процесс, который можно осуществить даже самостоятельно, если соблюдать определенные правила, порядок действий, а также следовать советам, указанным в настоящей статье. Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Как вам статья?
Pipe Laser, Profiles 2020 — Vertex G4 2020 Документация
Плавник: Putkilaser, Profiilit 2020
Изготовление профильных конструкций методом гибки появился новый способ изготовления профильных рамок.
- В старом способе профили сначала разрезаются, а затем свариваются на приспособлении.
- Теперь есть метод лазерной резки профиля до нужной формы. Обработанный профиль сгибается в каркас, который затем сваривается.
Этот новый метод обеспечивает аккуратную форму внешнего угла конструкции (без сварного шва) и более высокую точность изготовления без сварочных приспособлений.
Экспорт сборки профиля в лазерный станок для труб в файле Step
Большинство станков для лазерной резки труб считывают файлы в формате Step напрямую, поэтому мы решили реализовать эту функцию путем прямого создания файлов Step из структуры профиля в нужную папку.
- Выберите один профиль из кадра.
- Выберите контекстную функцию: Другое Экспорт > Профили в файл stp .
- Выберите папку для хранения и примите или введите имя файла.
Профили сборки показаны отдельно в списке деталей.
- В списке деталей не учитывается деталь, созданная на шаге экспорта.
- Это необходимо учитывать вручную, например, для систем ERP.
Требования
Для работы функции необходимо следующее:
- Профили обрезаются до библиотечной детали (детали моделируются по определенным правилам).
- Библиотека: system/g4proftrimlibrary/Pipelaser .
.jpg)
- Библиотека: system/g4proftrimlibrary/Pipelaser .
- Доступен переводчик формата Step.
- Профиль не круглый.
Если вы хотите изготовить монорамную трубу (в формате пошагового файла) из профильных трубных рам, используйте только следующие два инструмента или пользовательские инструменты на их основе.
- PipeLaser1 … 3 предназначены для закрытых рамок в месте соединения труб.
- Pipelaser1_End … 3_End предназначены для закрытых рам, где концы трубы монорамы.
Используйте показанные ниже старые инструменты, если профили разрезаются на отдельные части, которые затем свариваются вместе.
Примеры
Профили находятся в одной плоскости. Обработка производится двумя разными инструментами.
Профили не лежат в одной плоскости.
Инструменты для обрезки
Вы также можете смоделировать инструменты, необходимые для обрезки углов профилей.
- Это уже старая функция, но основные моменты приведены ниже.
Перетащите или импортируйте файл.
Используйте проводник Windows:
- Создайте папку g4proftrimlibrary в папке vxg4(_srv)/shared .
- Скопируйте часть библиотеки в эту папку.
Поиск инструментов для обрезки проще, чем раньше
По-старому:
- Выберите два профиля.
- Контекстное меню: Профили обрезки> К библиотечному элементу.
- Выберите инструмент.
- Введите значения в таблицу измерений.

Обрезка профиля шиповым соединением с лицевой стороной другого профиля
Эта функция использовалась в течение многих лет, но теперь к ней добавлено несколько новых инструментов.
- Обратите внимание на порядок выбора профилей.
Вы также найдете инструменты на панели инструментов
Используйте функцию на панели инструментов ленты.
- Выберите два профиля. (Это активирует функцию Часть библиотеки .)
- Выберите функцию: Часть библиотеки.
- Выберите инструмент.
- Введите значения в таблицу измерений.
Доступ к инструменту через обычный браузер
В обычном браузере (ключ B ) теперь также есть Библиотеки > Детали обрезки профиля , где можно выбрать инструмент обрезки.
- Выберите инструмент.
- Выберите два профиля.
- Введите значения в таблицу измерений.
От полосовой стали до стальных труб
Производственный процесс
от полосовой стали до стальных трубКак производятся стальные трубы?
Мы повсюду находим стальные трубы. Только подумайте о выхлопе автомобиля, трубе центрального отопления, садовых стульях, каркасе палатки, строительных лесах и ограждении. Все это делается из стальных труб. И мы даже не упомянули все трубы, которых не видно, например трубы под землей, по которым транспортируются газ, вода и другие среды. Вопрос только в том, как производятся эти трубы?
Производство стальных труб
Сырье для изготовления стальных труб состоит из рулонов полосовой стали, поступающих с сталелитейных заводов. Для производственных труб рулоны разворачиваются один за другим и свариваются на концах. Это создает одну бесконечную полосу полосовой стали. Затем сварной шов повторно шлифуют, чтобы получить максимально гладкую поверхность, чтобы не нарушать процесс окончательной формовки.
Ролики формовочных секций
На формовочной секции производственной линии полосовая сталь подается через складскую петлю. Мы работаем с несколькими прокатными станами с горизонтальными и вертикальными валками. Плоская стальная полоса постепенно превращается между этими валками в круглую трубу. На этом этапе у них все еще есть открытый шов, но позже он закрывается на сварочной пластине. Края полосы здесь нагреваются до температуры сварки 1500°С с помощью высокочастотных электрических токов.
Сварка встык
Плотно прижимая стороны друг к другу с помощью прижимных роликов и без дополнительного материала, создается «стыковой шов». Во время стыковой сварки любые загрязнения в материале выталкиваются наружу, в результате чего получается хороший, чистый сварной шов.
Строгание
Материал, выдавленный наружу, образует сварной шов как внутри, так и снаружи трубы, который сразу же строгается снаружи. В некоторых случаях это делается и с внутренней стороны, например для труб, предназначенных для транспортировки газа.
Калибровочные ролики
После строгания стальные трубы проходят мимо калибровочных роликов. Там трубы доводят до нужного диаметра. Сталь также протягивается из полосы в трубу через участки формовки и сварки.
Контроль качества
После калибровочного участка сварной шов проверяется на наличие дефектов сварного шва с помощью специально разработанного прибора. Эти неисправности отображаются на экране. Это устройство также проверяет прочность движущейся трубы. Участок трубы, не соответствующий требованиям контроля, автоматически выбрасывается из производственной линии. Электронное устройство управления называется «дискоконтроллер».
Желаемый стальной профиль
Не всегда требуется изготовление идеально круглой трубы. Также возможно изготовление труб с другим поперечным сечением. В профилирующей установке изготовленная круглая труба затем придается желаемому профилю с помощью наборов роликов. Это может быть, например, квадратное или прямоугольное, плоское или эллиптически-овальное, туннельное или трапециевидное сечение.
После сварки получается бесконечная круглая или профильная труба. Это может быть сокращено до желаемой длины для клиента. Для этого используется летающая пила. Это прицепная пила, которая получает команду «резать», когда ее отправляет оборудование. Длина может варьироваться от 5 до 12 метров. Отрезанные трубы механически удаляются из линии сварочного аппарата выталкивателем, который электронно связан с контроллером диско. Затем диско-контроллер выбирает трубы по качеству и выбрасывает их туда, где это необходимо.
Сталь в печи для отжига
Часть изготовленной трубы еще должна пройти процесс отжига для компенсации напряжений. Таким образом, выходящая труба скользит кусками по 12 метров в 60-метровую печь для отжига. Здесь трубы нагревают до температуры 960°C. В проходной отжиговой печи имеется 35 круглых камер, расположенных последовательно. В каждой камере имеется 280 горелок, работающих на природном газе, каждая из которых может сжигать около 7 м³ газа в час. Предпринимается попытка уменьшить этот расход газа за счет предварительного нагрева воздуха для горения теплом уже присутствующих дымовых газов. Обычно они покидают камеру, но во многих случаях их можно использовать. После проточной печи отжига труба доводится до нужного диаметра в редукционном ролике. После охлаждения на почти бесконечно прохладном станине производится резка на торговые длины 6 метров.
Предпринимается попытка уменьшить этот расход газа за счет предварительного нагрева воздуха для горения теплом уже присутствующих дымовых газов. Обычно они покидают камеру, но во многих случаях их можно использовать. После проточной печи отжига труба доводится до нужного диаметра в редукционном ролике. После охлаждения на почти бесконечно прохладном станине производится резка на торговые длины 6 метров.
Проверка стальных труб
На эжекторе к услугам производителя образцов холодная пила и пресс для образцов. С их помощью трубы из контрольного бункера проверяются на качество. После проверки официальным инспекционным органом (TUV) трубы могут поставляться с очень высокими требованиями к качеству. Речь идет о трубах с коэффициентом сварного шва 0,9 или 1. Это означает, что труба имеет от 90 до 100% прочности бесшовной трубы. Для этого необходимо осмотреть каждую десятую трубу (а иногда и каждую трубу).
Solines также поставляет трубы без знака качества, которые одинаково хороши по качеству, но стоят намного дешевле, чем трубы со знаком качества
Трубы для выпрямления профиля
Одобренные трубы, полученные от производства, должны быть изготовлены прямо для продажи . Это делается на правильном станке, который подходит для любой длины. Правильная машина имеет шесть роликов, которые выполняют холодную правку труб. Делается это по тому же принципу, что и на профилеправильном станке. Для дальнейшей отделки длинные трубы транспортируются на линию отделки. Далее следуют различные отделочные процессы, которым должны подвергаться длинные трубы при поперечной транспортировке.
Это делается на правильном станке, который подходит для любой длины. Правильная машина имеет шесть роликов, которые выполняют холодную правку труб. Делается это по тому же принципу, что и на профилеправильном станке. Для дальнейшей отделки длинные трубы транспортируются на линию отделки. Далее следуют различные отделочные процессы, которым должны подвергаться длинные трубы при поперечной транспортировке.
В этом процессе трубы сначала проходят (снова) через холодную пилу и пресс для образцов. Трубы можно еще осмотреть, если это еще не сделано на эжекторе сварочного аппарата.
После осмотра трубы рихтуются на линии наплавки. Там трубы зачищают от заусенцев (которые образуются при распиловке) и делают прямыми. По желанию заказчика трубы могут иметь один раструб. При раструбовке конец трубы нагревается и расширяется с помощью оправки.
После линии наплавки и раструбовки трубы поступают на испытательный пресс. Там они опрессовываются жидкостью под давлением до 700 бар. В испытательном прессе внутреннюю стружку также удаляют промывкой.
В испытательном прессе внутреннюю стружку также удаляют промывкой.
Линия наплавки, испытательный пресс и секция ополаскивания могут быть перемещены в одну сторону. Это делает их подходящими для отделки труб от 7 до 14 метров.
Отбракованные трубы попадают в мусорный бак. Одобренные трубы сначала транспортируются роликовым транспортером мимо штамповочного станка, а затем в инспекционный бункер. Отдел качества также может провести ультразвуковой контроль в месте расположения штамповочного устройства.
Отделка труб длиной прибл. 7 метров делается на других установках и после рихтовки тоже состоит из наплавки и опрессовки до давления 100 бар. Кроме того, на концах трубы можно сделать резьбу. Существуют разные способы защиты труб. Может быть нанесен слой цинка или трубы могут быть покрыты слоем полиэтилена.
Цинкование стальных труб
Перед цинкованием трубы сначала протравливают в кислотной ванне для удаления образовавшихся оксидов железа. Оксиды железа связываются с соляной кислотой с образованием FeCl2 (FeCl₂). Ингибитор или ингибитор травления в соляной кислоте предотвращает выделение газообразного водорода. После травильной ванны трубы промывают теплой водой, а затем сушат в сушильной печи. После сушильной печи трубы поступают во флюсовую ванну. На стальной поверхности должен быть слой флюса, потому что в противном случае реакция цинка с железом не может протекать должным образом. Флюс состоит из водного раствора двойной соли в воде. Двойная соль представляет собой смешанный кристалл одной части ZnCl2 и двух частей Nh5Cl2, отсюда и название двойной соли. Две соли могут кристаллизоваться друг с другом почти во всех соотношениях.
Ингибитор или ингибитор травления в соляной кислоте предотвращает выделение газообразного водорода. После травильной ванны трубы промывают теплой водой, а затем сушат в сушильной печи. После сушильной печи трубы поступают во флюсовую ванну. На стальной поверхности должен быть слой флюса, потому что в противном случае реакция цинка с железом не может протекать должным образом. Флюс состоит из водного раствора двойной соли в воде. Двойная соль представляет собой смешанный кристалл одной части ZnCl2 и двух частей Nh5Cl2, отсюда и название двойной соли. Две соли могут кристаллизоваться друг с другом почти во всех соотношениях.
Цинкование производится в жидком цинке при температуре около 450°C; то есть при температуре, которая примерно на 30°С выше, чем точка плавления цинка. Когда стальной предмет погружают в этот жидкий цинк, на поверхности стали происходят различные реакции.
При сухом цинковании относительно холодный стальной объект погружается непосредственно в жидкий цинк.