Сварка двутавровых балок между собой
Главная
Сварка двутавровых балок между собой
К изготовлению двутавровых балок методом сварки предъявляются строгие требования, готовые изделия должны быть прочными, надежными, качественными и высокой плотности. Одной из главных целей производителя является уменьшение расхода металла и сохранение прочностных характеристик. Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
Двутавровые сварные балки: преимущества применения.
Двутавровые сварные балки
Балка с двутавровым сечением позволяет уменьшить материальные расходы на возведение зданий и сооружений разного назначения, обеспечивая высокую надежность и прочность металлоконструкции. Она может выдержать повышенные нагрузки (статические и динамические), снижая давление на фундамент и несущие элементы металлоконструкций.
Технология производства сварного двутавра экономичная и надежная, поэтому он широко применяется для строительства быстровозводимых сооружений. Используя современные автоматизированные производственные линии, можно уменьшить себестоимость готовых изделий и строго соблюдать условия процесса технологии.
Технология производства сварных балок.
Для изготовления двутавровых балок используется углеродистая сталь, а работы по сварке выполняются под действием флюса при помощи автоматизированного оборудования. Производственный процесс состоит из нескольких этапов, а именно:
- раскрой металлических листов на полосы. Скорость резки зависит от толщины металла, а работы выполняются на промышленной установке по терморезке с ЧПУ, при этом раскрой листов осуществляется сразу несколькими резаками;
- фрезеровка. Фрезерная обработка торцов позволяет улучшить качество шва между стенкой и полкой, работы выполняются на торцефрезерных станках;
- сборка балки с двутавровым сечением.
 В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции;
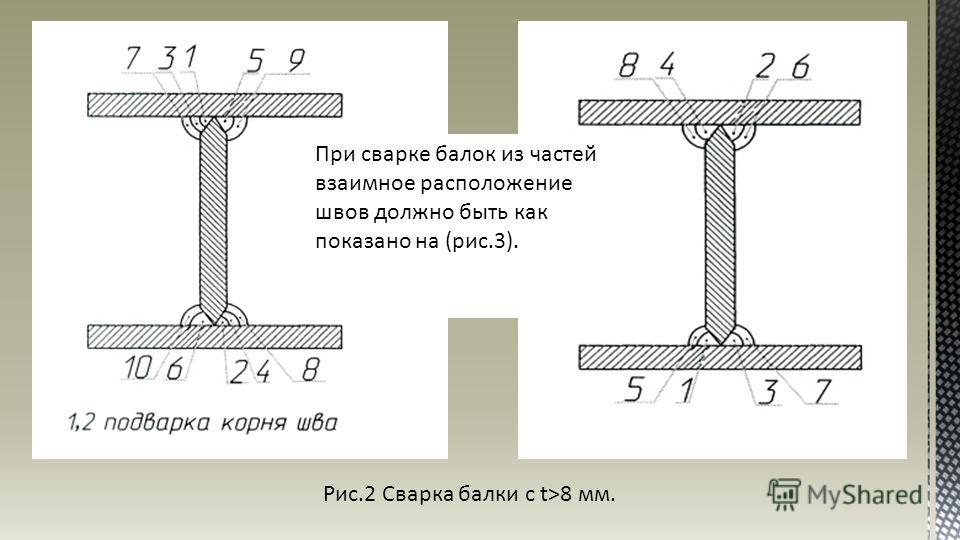
В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции; - сварочные работы. Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
Применение комплексной производственной линии для производства балок двутавровых позволяет снизить время работ без потери качества и эксплуатационных характеристик изделий. Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
Методы сварки балок с двутавровым сечением.
3D сверление
Производители используют несколько методов сварки изделий, выбор которых зависит от оборудования и вида приспособлений. Для получения поясных длинных швов применяется автоматическая сварка под флюсом. В результате швы получаются отличного качества по всей длине балки. Применение жидкого флюса для сварки позволяет снизить себестоимость продукции, расплавленный металл медленнее остывает и минимизируется разбрызгивание металла из рабочей зоны.
Кроме этого метода, возможно использование дуговой (ручной и полуавтоматической) сварки. В этом способе применяются кондукторы в комплексе с зажимами, хомутами или прихватками. К недостаткам этого типа сварки относится большой расход расплавленного металла из-за его угара и разбрызгивания. Для производства балок с сечением в виде двутавра может выполняться сварка «встык», а для этого применяется следующее оборудование: консольное и портальное, сварочные манипуляторы и самоходные тракторы.
К недостаткам этого типа сварки относится большой расход расплавленного металла из-за его угара и разбрызгивания. Для производства балок с сечением в виде двутавра может выполняться сварка «встык», а для этого применяется следующее оборудование: консольное и портальное, сварочные манипуляторы и самоходные тракторы.
Особенностями консольного и портального оборудования является получение шва высокого качества и хорошая провариваемость изделий. Сварочные манипуляторы характеризуются универсальностью и надежностью, а их использование позволяет выполнять различные сварочные работы. Для производства двутавровых балок в небольшом количестве рационально применять специальные сварочные самоходные тракторы, которые характеризуются простой эксплуатацией. Портальная установка подходит для дуговой автоматизированной сварки на стапелях и под действием флюса. Состоит такая установка из портала (главный элемент с высокой жесткостью), сварочной головки, стапеля, рельсового пути и концевых выключателей.
Читайте так же:
14.04.2016 / Строительство торгово-офисно-складского комплекса под ключ
01.10.2019 / Вспомогательные здания из металлоконструкций
14.04.2015 / Строительство быстровозводимого торгово-ярморочного комплекса под ключ
02.08.2018 / Роботы-сварщики на производстве
03.05.2017 / Газокислородная резка металла: этапы и особенности
15.08.2017 / Особенности сверления отверстия в двутавровой балке
11.08.2021 / Цена строительства ангара из металлоконструкций.
13.07.2021 / Строительство и изготовление стальных конструкций цеха ТЭЦ.
27.07.2021 / Возведение большепролетных стальных конструкции автоматизированного логистического комплекса.
31.08.2007 / Токарно-фрезерная металлообработка в промышленности
Возврат к списку
Производство сварной балки, линия FET-CM3030
|
Главная / Строительное оборудование / производство стройматериалов / Линия производства сварной балки (двутавровой), FET-CM3030
Не нашли нужного оборудования? Напишите нам через форму обратной связи или напрямую обратитесь к менеджеру по адресу [email protected]!
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда — Порядок работы * Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь — Информация для клиента * Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел — Отзывы * Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь — Фотогалерея |
Новости 19. Пункт пропуска «Покровка-Жаохэ» готовится к открытию 15.07.2022 С 31.03.2022 совет ЕЭК принял решение повысить лимит беспошленного ввоза товаров для физических лиц до 1000 евро для товаров. 13.07.2022 Китайских шин на рынке РФ все больше. 08.07.2022 Система электронной очереди запущена в работу для пропуска транспорта через российско-китайский мост через реку Амур между Благовещенском (РФ) и Хэйхэ (КНР). 05.07.2022 Белоруссия и Казахстан поставили «НДС-барьеры» перед российскими селлерами. |
 Качество и цена вполне соизмеримы. Что ожидали, то и получили .
Качество и цена вполне соизмеримы. Что ожидали, то и получили .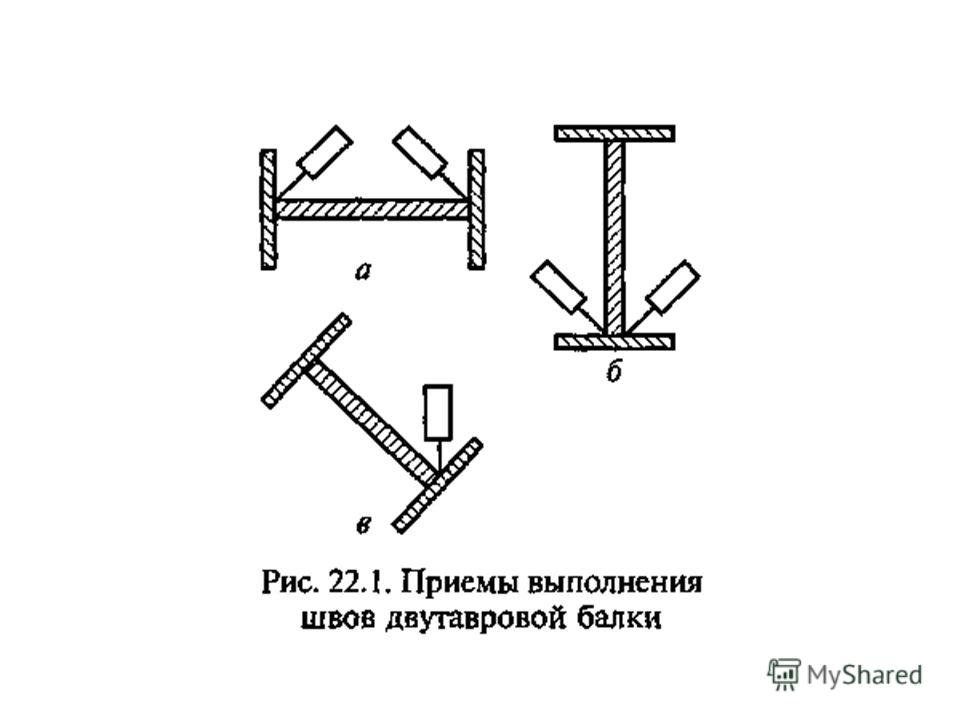



 ru
ru 07.2022
07.2022© 2011 — 2023
Станкикитай.рф — это большой каталог станков и оборудования из Китая. Наша компания поставляет оборудование всех сфер деятельности под индивидуальную потребность клиента: металлообрабатывающее деревообрабатывающее, пищевое, строительное, упаковочное и пр. оборудование от проверенных поставщиков КНР.
Информация о продукции, представленная на сайте, не является товарным предложением, а носит ознакомительный (информативный) характер с целью донести информацию до потенциального потребителя / пользователя о производителе, технических характеристиках, свойствах и назначении того или иного продукта. Информация, содержащаяся на сайте, носит исключительно справочный характер и ни при каких обстоятельствах не является публичной офертой, определяемой положениями статьи 437(2) ГК РФ.
Информация, содержащаяся на сайте, носит исключительно справочный характер и ни при каких обстоятельствах не является публичной офертой, определяемой положениями статьи 437(2) ГК РФ.
создать интернет магазин — megagroup.ru, сайты с CMS
Что такое электронно-лучевая сварка? Определение процесса и преимущества
Электронно-лучевая (ЭЛ) сварка — это процесс сварки плавлением, при котором электроны генерируются электронной пушкой и разгоняются до высоких скоростей с помощью электрических полей. Этот высокоскоростной поток электронов плотно фокусируется с помощью магнитных полей и подается на соединяемые материалы. Пучок электронов создает кинетическую теплоту при столкновении с заготовками, заставляя их плавиться и соединяться друг с другом.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Последние разработки в технологии машин для электронно-лучевой сварки позволили реализовать локальный метод электронно-лучевой сварки, при котором электронно-лучевая пушка помещается в вакуумную камеру на стороне соединяемого материала, а не помещается вся заготовка в вакуум камера.
Каковы преимущества электронно-лучевой сварки?
Процесс электронно-лучевой сварки является очень точным методом, а также очень воспроизводимым из-за необходимости автоматизации. Эта технология сварки также создает прочные и чистые соединения, которые можно использовать в ряде высокотехнологичных приложений для широкого круга отраслей. Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Процесс EB также обеспечивает небольшую зону термического влияния благодаря высокому отношению глубины к ширине, что сводит к минимуму деформацию и усадку материала, а также позволяет выполнять сварку в непосредственной близости от термочувствительных компонентов.
Электронно-лучевая сварка также проявляет высокие прочностные свойства, сохраняя до 95% прочности основных материалов.
Поскольку метод выполняется в вакуумной среде, в процессе не остается никаких примесей. Оксиды и нитриды удаляются, а примеси в самих материалах испаряются.
Сварка электронно-лучевым электродом также является высокоавтоматизированной и, следовательно, управляемой, а также отлично подходит для соединения материалов, таких как тугоплавкие или разнородные металлы, которые не поддаются сварке традиционными способами.
Узнайте больше на нашем записанном вебинаре
Каковы недостатки электронно-лучевой сварки?
Основным недостатком этого процесса является то, что технология электронно-лучевой сварки является дорогостоящей и требует частого обслуживания для обеспечения правильной работы оборудования. В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
Услуги по электронно-лучевой сварке
Компания TWI обладает многолетним опытом разработки электронно-лучевых процессов, включая ряд нововведений в метод. Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Узнайте больше о наших услугах в области электронного луча
Электронно-лучевая обработка
TWI активно занимается разработкой новых возможностей, а также внедрением уже зарекомендовавших себя электронно-лучевых (ЭЛ) процессов и технологий для различных уровней мощности, от высокой мощности до низкой мощности.
Усовершенствованное электронно-лучевое оборудование и решения по обеспечению качества
Опираясь на наши возможности в области сварки и обработки материалов, TWI обладает широким пониманием электронно-лучевого оборудования.
Электронно-лучевое аддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Электронно-лучевое неаддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью высокоинтегрированной структуры.
Внутрикамерная электронно-лучевая сварка
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Внекамерная электронно-лучевая сварка
TWI активно занимается внекамерными разработками, позволяющими экономично сваривать очень большие узлы.
Электронно-лучевая сварка (ЭЛС) Объяснение
Электронно-лучевая сварка — это процесс, в котором используется тепло высокоскоростного электронного луча для формирования сварного шва. Электронная пушка генерирует луч за счет использования магнитных полей. Кинетическая энергия электронов при контакте преобразуется в тепло, таким образом расплавляя заготовку и создавая соединение.
Электронная пушка генерирует луч за счет использования магнитных полей. Кинетическая энергия электронов при контакте преобразуется в тепло, таким образом расплавляя заготовку и создавая соединение.
Давайте рассмотрим некоторые ключевые моменты, которые отличают электронно-лучевую сварку от других методов сварки.
Что такое электронно-лучевая сварка?
Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) использует высокоскоростной пучок электронов для плавления и сплавления металлов. Электронный луч может быть сфокусирован для создания небольшой зоны сварки, что делает его идеальным для сварки деликатных деталей или сложных конструкций. Вдобавок ко всему, ЭЛС работает с высокой скоростью, что делает его одним из самых быстрых процессов в сборочной сварке.
Электронный луч может быть сфокусирован для создания небольшой зоны сварки, что делает его идеальным для сварки деликатных деталей или сложных конструкций. Вдобавок ко всему, ЭЛС работает с высокой скоростью, что делает его одним из самых быстрых процессов в сборочной сварке.
Аппараты для электронно-лучевой сварки довольно сложны, и для достижения оптимальных результатов требуются квалифицированные операторы. С другой стороны, он предлагает широкий диапазон глубины проникновения, как правило, от 0,127 мм до 50 мм/0,005 до 2 дюймов (хотя для некоторых материалов может быть достигнута гораздо большая глубина) при использовании наполнителя с последним, что делает его стойким. по сравнению с обычными методами сварки, такими как MIG, TIG и дуговая сварка. Процесс сварки плавлением ЭЛС, выполняемый за один проход, позволяет создавать соединения с минимальными деформациями и обладает способностью соединять различные металлы.
Процесс электронно-лучевой сварки
Принцип работы электронно-лучевой сварки заключается в испускании сфокусированного пучка высокоскоростных электронов в соединение. Этот процесс обычно выполняется внутри вакуумной камеры для повышения эффективности и предотвращения рассеивания электронного луча.
Этот процесс обычно выполняется внутри вакуумной камеры для повышения эффективности и предотвращения рассеивания электронного луча.
Высокое напряжение подается в электронную пушку, которая выбрасывает высокоскоростной поток электронов с помощью катодов, анодов, фокусирующих катушек и магнитных полей. Интенсивность электронных лучей в 100-1000 раз выше, чем при дуговой сварке, что обеспечивает глубокий провар и узкие зоны термического влияния.
Контроль корня шва ЭЛ – различные профили шва Подобно плазменной сварке, процесс ЭЛС может выполняться в режиме малой мощности, средней мощности и высокой мощности, также известном как режим «замочной скважины». Режим низкой мощности используется для получения очень тонких сварных швов, толщина которых может достигать 20 мкм. Средняя мощность обычно используется для сварки толщиной от 1 мм до 20 мм, все, что выше, относится к области электронно-лучевой сварки высокой мощности. Работа машины в режиме замочной скважины позволяет просверливать до 300 мм стали и, как известно, обеспечивает стабильные высококачественные сварные швы для материалов толщиной более 200 мм.
Недавние достижения в области электронно-лучевой сварки позволяют выполнять локальную сварку с заготовкой, размер которой превышает размер вакуумной камеры, что делает процесс сварки немного более универсальным. Эта технология сварки достигается за счет того, что внутри вакуумной камеры находится только электронно-лучевая пушка, а сама заготовка остается вне вакуумной камеры.
Материалы
Технология электронно-лучевой сварки позволяет сваривать различные металлы, в том числе разнородные металлы, так как она в основном выполняется в вакуумной среде. EBW в основном используется с этими материалами:
Алюминий
Бронза
Сплавы кобальта
Медь
Хасталлой
Инконель
Углеродистая сталь
Магний
Никель
Нержавеющая сталь
Титан
Цинк
Оборудование
Основными компонентами оборудования для электронно-лучевой сварки являются следующие:
Электронная пушка
Основными компонентами электропушки являются катод, анод, сетчатая чашка и блок фокусировки. Существует два типа электронных пушек. самоускоряющихся электронов ускоряются за счет разности потенциалов между катодом и анодом. Ускорение работы электронов ускоряются за счет разности потенциалов между катодом и заготовкой.
Существует два типа электронных пушек. самоускоряющихся электронов ускоряются за счет разности потенциалов между катодом и анодом. Ускорение работы электронов ускоряются за счет разности потенциалов между катодом и заготовкой.
Блок питания
Электропитание постоянного тока используется в методе электронно-лучевой сварки с напряжением 5-30 вольт для небольшого оборудования и 70-150 вольт для крупного оборудования.
Вакуумная камера
Давление для частичного вакуума составляет от 10 -2 до 10 -3 мбар, в то время как для жесткого вакуума используется диапазон от 10 -4 до 10 -5 мбар.
Области применения
Разнообразие сварки электронно-лучевым электродом позволяет сваривать металлы различной толщины, что делает ее гибким вариантом для сварки сложных деталей, таких как узлы трансмиссии или небольшие электронные компоненты. Это также отличный вариант для сварки металлов с разной температурой плавления и теплопроводностью.
Поскольку технология электронно-лучевой сварки является высокоавтоматизированной и обеспечивает чистый результат с воспроизводимой точностью и минимальными искажениями, нет необходимости в обработке после сварки. Некоторые из отраслей, выигравших от этого, включают аэрокосмическую, автомобильную, медицинскую, атомную, нефтяную и газовую.
Электронно-лучевая сварка и лазерная сварка
Несмотря на то, что основной принцип электронно-лучевой и лазерной сварки на первый взгляд похож, существуют некоторые явные различия, которые делают каждую из них уникальной:
Источник теплаВ ЭЛС используется сфокусированный пучок электронов, а в процессе лазерной сварки для выработки тепла используются фотоны.
Вакуумная среда Оба процесса могут выполняться в вакуумной среде, защищая сварочную ванну от загрязнения молекулами воздуха и улучшая качество сварки. Обычная лазерная сварка выполняется в атмосферных условиях с помощью защиты от инертного газа или комбинации газов.
Лазерные лучи требуют высокой скорости сварки, так как они испаряют основные материалы, образуя дым. В процессе электронно-лучевой сварки можно использовать различные скорости сварки, при этом обеспечивая глубокие сварные швы.
Потребляемая мощностьПри электронно-лучевой сварке около 85% потребляемой электроэнергии преобразуется в полезную мощность. Для сравнения, лазерная сварка преобразует в полезную мощность только до 40% электроэнергии, даже при использовании современных инструментов.
Преимущества электронно-лучевой сварки
Может воспроизводить точные сварные швы при высокой скорости сварки.
Узкая зона термического влияния позволяет сваривать деликатные узлы.
Чистые сварные швы, так как ЭЛС выполняется в вакууме.
Способность соединять разнородные металлы.
Высокий диапазон проплавления сварного шва.