
Сборка стыков труб | Сварка и сварщик
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.
Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке — не более 3 мм.
При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение — не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
последние должны быть смещены один относительно другого. Смещение — не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.
Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца
Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Конструкция стыков трубных элементов по РД 153-34.1-003-01
Подготовленные кромки свариваемых деталей | Способ сварки | Наружный диаметр, мм | Конструктивные размеры | |||
| S, мм | a, мм | b, мм | α, град | |||
Разделка без скоса кромок и без подкладного кольца | РД | ≤ 159 | 2 — 3 | 0,5 — 1,5 | — | — |
РАД | ≤ 100 | 1 — 3 | ≤ 0,3; (0,5 — 1,5) | — | — | |
Г | ≤ 100 | 1 — 3 | 0,5 — 1,5 | — | — | |
ААД | ≤ 159 | ≤ 4 | ≤ 0,3 | — | — | |
АФ | ≥ 200 | 4 — 8 | 1,5 — 2,0 | — | — | |
V-образная разделка без подкладного кольца | РД, МП | любой | 3 — 5 | 1,0 — 1,5 | 0,5 — 1,5 | 30±3; (25 — 45) |
РД, МП | любой | 6 — 14 | 1,0 — 2,0 | 0,5 — 1,5 | 30±3; (25 — 45) | |
АФ | ≥ 200 | 15 — 25 | 2,0 — 2,5 | 0,5 — 1,5 | 30±3; (25 — 45) | |
КСС | ≥ 32 | 4 — 25 | ≤ 0,5;(1 -2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
РАД, АДД | ≤ 630 | 2 — 10 | ≤ 0,5; (1 — 2) | 0,5 — 1,5 | 30±3; (25 — 45) | |
Г | ≤ 159 | 3 — 8 | 1 — 2 | 0,5 — 1,5 | 30±3; (25 — 45) | |
V-образная разделка с подкладным кольцом | РД | >100 | ? 16 | 7 — 9 | — | 15 ±2 |
РД | > 100 | ? 16 | 7 — 9 | — | 7 ±1 | |
РД | >100 | ?5 | 2,5 — 3,5 | — | 30+3; (25 — 45) | |
МП | >100 | >5 | 8 — 9 | — | 30±3; (25 — 45) | |
МП | ≥ 133 | 2 10 . | 8 — 9 | — | 15 ± 2 | |
| АФ | >200 | 4 — 5 | 4 — 5 | — | 15 ± 2 | |
АФ | >200 | >5 | 6 — 7 | — | 15 ± 2 | |
Двухскосная разделка без подкладного кольца | Зазор a без скобок — при выполнении корневого слоя аргонодуговой сваркой без присадочной проволоки, в скобках — с присадочной Углы скоса кромок α в скобках — предельно допустимые | |||||
| МП | ≥ 133 | ≥ 16 | 1,5 — 2,5 | 1,5 — 2,0 | 10 ± 2 | |
| КСС | ≥133 | ≥ 10 | ≤ 0,5; (1 — 2) | 1,5 — 2,0 | 10 ± 2 | |
Чашеобразная разделка без подкладного кольца | КСС | ≥ 108 | ≥5 | ≤ 0,5; (1 -2) | 3 ±0,2 | 15 ± 2 |
РД — ручная дуговая сварка | ||||||

Допустимые смещения (несовпадения) внутренних диаметров стыкуемых трубных элементов по РД 153-34.
 1-003-01
1-003-01| Характер отклонения и эскиз стыкуемых элементов | Толщина стенки, мм | Давление рабочей среды, кгс/см2 (МПа) | Диаметр, мм | Допустимое отклонение, мм |
| S ≤ 4 | Р < 22 (2,2) | Dн>200 | n1≤0,2S | |
| S > 4 | Р < 22 (2,2) | Dн>200 | 0,15S< n1 ≤2 | |
| Не нормирована | Р ≥ 22 (2,2) | Не нормирован | (0,02S+0,4) ≤ n1 ≤ 1 | |
| Не нормирована | Не нормировано | Dp2-Dp1 ≤ 2 | n1 ≤ 1 | |
| Не нормирована | Не нормировано | Не нормирован | При n ≤ 6 фигурное подкладное кольцо размером n1≤1 |
Правила выполнения прихваток
Прихватки ставят всегда только с наружной стороны трубы и тщательно зачищают. Нельзя ставить прихватки в местах пересечения торца трубы и продольных швов. В процессе сварки прихватки нужно полностью переплавить или удалить механическим способом.
Нельзя ставить прихватки в местах пересечения торца трубы и продольных швов. В процессе сварки прихватки нужно полностью переплавить или удалить механическим способом.
Прихватка собранных под сварку элементов трубопровода должна ставиться с использованием тех же сварочных материалов, которые приготовлены и для сварки. Рекомендуется тот же способ сварки, что и для корневого шва. Если для него выбрана автоматическая или механизированная сварка, то прихватки следует ставить ручным дуговым или ручным аргонодуговым способом. Это делает сварщик, допущенный к сварке стыков труб соответствующей марки стали, который и будет сваривать данный стык.
Прихватки располагают равномерно по периметру стыка:
Диаметр труб, мм | Число прихваток | Протяженность прихваток, мм | |
До 50 | 1 -2 | 5-20 | |
Св. 50 до 100 | 1 -3 | 20-30 | |
Св. | 3-4 | 30-40 | |
Св. 400 | Через 300-400 мм | 40-60 |

Высота прихваток
S, мм | Вид ручной сварки | ||
Покрытым электродом | Аргонодуговая | ||
1-3 | h = S | h = S | |
3-10 | h = (0,6-0,7)S | h = b + 0,5 мм | |
Св. 10 | 5-6 мм | h = b + 1,5 мм | |
К качеству прихваток предъявляются те же требования, что и к основному шву. Прихватки с недопустимыми дефектами, обнаруженными визуально, удаляют механическим способом и ставят новые.
Подогреватель стыков труб ПСТ-1220 по цене от 12000 руб
- Каталог
- Справочные материалы
- О компании
- Доставка и оплата
- Контакты
Артикул № ПСТ-1220
Купить
Получить коммерческое предложение
- Описание
- Аналоги
- Расходные материалы и аксессуары
Подогреватель стыков труб ПСТ-1220 предназначен для предварительного подогрева до 350°C неповоротных стыков труб диаметром 1220 мм перед их сваркой на трассе при строительстве трубопроводов и поворотных стыков труб на стеллажах и трубосварочных базах.
Подогреватели ПСТ-1220 состоит из двух полуколец на которых размещены 12 сопел с тепловой мощностью от 52,0 до 173,4 кВт/ч с расходом газа 4,04 — 13,46 л/ч. Полукольца соединяются между собой замком, а для удобства монтажа и эксплуатации в конструкции предусмотрены ручки, по две на каждую половину.
Оптимальное расстояние от горелок ПСТ до поверхности трубопровода обеспечивается опорными пятами. В подогревателе стыков трубопровода имеются два мундштука (по одному на каждую половину) для подключения газовых шлангов. Газ проходит по трубам и выходит через сопла горелок. Поджог осуществляется от внешнего источника.
- Подогреватель стыков труб ПСТ-820 8 750 ₺
- Подогреватель стыков труб ПСТ-273 4 670 ₺
- Подогреватель стыков труб ПСТ-630 7 200 ₺
- Подогреватель стыков труб ПСТ-325 5 220 ₺
- Индукционная система подогрева труб Miller ProHeat 35 Water 3 000 000 ₺
- Подогреватель стыков труб ПСТ-1020 10 100 ₺
- Подогреватель стыков труб ПСТ-219 4 470 ₺
- Подогреватель стыков труб ПСТ-1220 12 000 ₺
- Подогреватель стыков труб ПСТ-720 8 530 ₺
- Подогреватель стыков труб ПСТ-1420 12 910 ₺
- Индукционная система подогрева труб Miller ProHeat 35 Air 1 650 000 ₺
- Подогреватель стыков труб ПСТ-1067 11 300 ₺
- Подогреватель стыков труб ПСТ-426 5 690 ₺
- Подогреватель стыков труб ПСТ-530 6 480 ₺
- Подогреватель стыков труб ПСТ-377 5 450 ₺
- Подогреватель стыков труб ПСТ-920 9 500 ₺
- Центраторы звенные ЦЗН от 4 050 ₺
- Центраторы наружные ЦНЭ от 6 800 ₺
- Центраторы звенные гидравлические ЦЗН-Г от 31 900 ₺
- Центраторы арочные гидравлические ЦАН-Г от 19 646 ₺
- Центраторы наружные гидравлические ЦНГ от 133 100 ₺
Получить подробную информацию по Подогреватель стыков труб ПСТ-1220 и купить по низкой цене Вы можете: позвонив нам по телефону +7 804 333-20-03 Бесплатно по РФ, отправив заявку на электронную почту zakaz@tmh. su либо поместив товар в «Вашу корзину» и оформив заказ.
su либо поместив товар в «Вашу корзину» и оформив заказ.
Подогреватель стыков труб ПСТ-273 по цене от 4670 руб
- Каталог
- Справочные материалы
- О компании
- Доставка и оплата
- Контакты
Артикул № ПСТ-273
Купить
Получить коммерческое предложение
- Описание
- Аналоги
- Расходные материалы и аксессуары
Подогреватель стыков труб ПСТ-273 предназначен для предварительного подогрева до 350°C неповоротных стыков труб диаметром 273 мм перед их сваркой на трассе при строительстве трубопроводов и поворотных стыков труб на стеллажах и трубосварочных базах.
Подогреватели ПСТ-273 состоит из двух полуколец на которых размещены 6 сопел с тепловой мощностью от 26,0 до 86,7 кВт/ч с расходом газа 2,02 — 6,73 л/ч. Полукольца соединяются между собой замком, а для удобства монтажа и эксплуатации в конструкции предусмотрены ручки, по две на каждую половину.
Полукольца соединяются между собой замком, а для удобства монтажа и эксплуатации в конструкции предусмотрены ручки, по две на каждую половину.
Оптимальное расстояние от горелок ПСТ до поверхности трубопровода обеспечивается опорными пятами. В подогревателе стыков трубопровода имеются два мундштука (по одному на каждую половину) для подключения газовых шлангов. Газ проходит по трубам и выходит через сопла горелок. Поджог осуществляется от внешнего источника.
- Индукционная система подогрева труб Miller ProHeat 35 Air 1 650 000 ₺
- Подогреватель стыков труб ПСТ-219 4 470 ₺
- Подогреватель стыков труб ПСТ-630 7 200 ₺
- Подогреватель стыков труб ПСТ-1420 12 910 ₺
- Подогреватель стыков труб ПСТ-377 5 450 ₺
- Подогреватель стыков труб ПСТ-820 8 750 ₺
- Подогреватель стыков труб ПСТ-1220 12 000 ₺
- Подогреватель стыков труб ПСТ-1067 11 300 ₺
- Подогреватель стыков труб ПСТ-1020 10 100 ₺
- Подогреватель стыков труб ПСТ-426 5 690 ₺
- Подогреватель стыков труб ПСТ-920 9 500 ₺
- Подогреватель стыков труб ПСТ-273 4 670 ₺
- Подогреватель стыков труб ПСТ-720 8 530 ₺
- Индукционная система подогрева труб Miller ProHeat 35 Water 3 000 000 ₺
- Подогреватель стыков труб ПСТ-530 6 480 ₺
- Подогреватель стыков труб ПСТ-325 5 220 ₺
- Центраторы звенные ЦЗН от 4 050 ₺
- Центраторы наружные ЦНЭ от 6 800 ₺
- Центраторы звенные гидравлические ЦЗН-Г от 31 900 ₺
- Центраторы арочные гидравлические ЦАН-Г от 19 646 ₺
- Центраторы наружные гидравлические ЦНГ от 133 100 ₺
Получить подробную информацию по Подогреватель стыков труб ПСТ-273 и купить по низкой цене Вы можете: позвонив нам по телефону +7 804 333-20-03 Бесплатно по РФ, отправив заявку на электронную почту zakaz@tmh.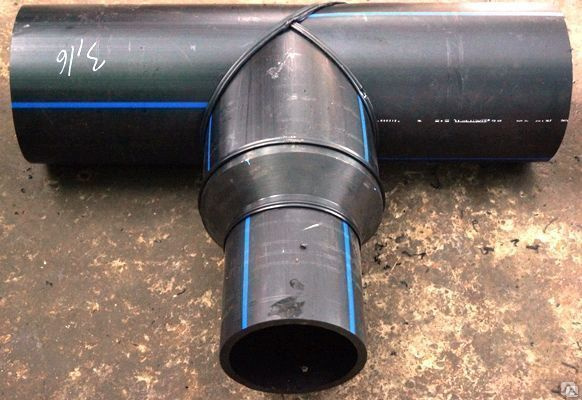 su либо поместив товар в «Вашу корзину» и оформив заказ.
su либо поместив товар в «Вашу корзину» и оформив заказ.
Стык оболочки из ПЭ (полиэтилена) при помощи сварных муфт
Дата публикации: 03.12.2019
Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции стыка! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме не более 500 мм.
Подготовка к работе
Перед началом работ необходимо проверить и зафиксировать выполнение следующих условий:
- Наличие достаточной рабочей зоны вокруг стыка, обеспечивающей свободный доступ персонала к стыку и соблюдение технологических правил производства работ.
- К изоляции стыков приступают после технического освидетельствования сварных швов стальных труб.
- Во время выпадения осадков работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.

При монтаже теплотрассы, оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка, необходимо соединить сигнальные проводники и провести соответствующие измерения сопротивления изоляции и целостности проводников.
Работы производятся при температуре воздуха не ниже -10°С, а также при наличии технологических приямков не менее 1,4 м (0,7 м в каждую сторону от стыка) и глубиной 400 мм.
Во время выпадения осадков работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
Этапы работ по стыку оболочки из ПЭ
Очистить зону стыка от грязи, пыли, влаги. Полиэтиленовая оболочка чистится на расстояние, достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить кордщеткой до металлического блеска.
На торцах труб удалить слой теплоизоляции на глубину 15 – 20 мм. При намокании теплоизоляции на торцах труб, удаляется весь увлажненный пенополиуретан.
При намокании теплоизоляции на торцах труб, удаляется весь увлажненный пенополиуретан.
Полиэтиленовую оболочку, с обеих сторон стыка, на расстояние 150 – 200 мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем.
Муфту освободить от упаковки таким образом, чтобы наружная поверхность упаковочной пленки находилась на полиэтиленовой оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки.
Используя рулетку, отцентровать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 150 – 200 мм с обеих сторон выходить за габариты муфты.
Запрещается использовать для разметки мел.
Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками. Внутренняя поверхность муфты должна быть сухой и чистой. При несоблюдении этого условия места усадки муфты 150 мм с обоих торцов муфты необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.
При несоблюдении этого условия места усадки муфты 150 мм с обоих торцов муфты необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.
На расстоянии 200 мм от торцов муфты просверлить два отверстия Ø 20 мм.
Установить нагревательные элементы, соответствующие Ø муфты. Нагревательные элементы фиксируются между муфтой и полиэтиленовой оболочкой на расстоянии 10 мм от края муфты. Нагревательные элементы устанавливаются с небольшим натягом, следить, чтобы они не провисали.
Муфты центрируются при помощи клиньев, добиваясь равного расстояния между ПЭ оболочкой и муфтой по верхнему и нижнему срезу.
Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки круговыми непрерывными движениями равномерно по окружности муфты. Нагрев проводить до тех пор, пока поверхность края муфты не станет мягкой на ощупь (проверку твердости поверхности края муфты проводить в перчатках). После того как нагреваемый край муфты размягчился (при этом не допускать образования цветов побежалости, то есть перегрева муфты), необходимо приостановить прогрев и перейти к усадке другого края муфты. Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки муфты. Клинья удаляются после усадки нижнего края муфты. После удаления клиньев прогрев муфты продолжается. По завершении усадки края муфты примут форму оболочки. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты.
Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки муфты. Клинья удаляются после усадки нижнего края муфты. После удаления клиньев прогрев муфты продолжается. По завершении усадки края муфты примут форму оболочки. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты.
После усадки края муфты стягивают бандажными ремнями шириной не менее 50 мм, при этом температура муфты должна быть не менее 110°С. После этого муфта должна остыть до 50°С (исключить попадание на муфту прямых солнечных лучей).
После остывания муфты до 30 – 40°C края муфты укрываются термоматами.
Подключить нагревательные элементы к устройству сварки муфт.
Включить сварочный аппарат в сеть 220 вольт. Загорится световая индикация.
Кнопками ДИАМЕТР «+» или «-» выбрать диаметр оболочки трубы. Диаметр высвечивается на 4-х разрядном индикаторе. Кнопкой РЕЖИМ установить режим работы – «1»-сварка одного стыка, «2»-сварка двух стыков одновременно. Режим отображается на одноразрядном индикаторе и дублируется светодиодами для лучшего визуального восприятия.
Режим отображается на одноразрядном индикаторе и дублируется светодиодами для лучшего визуального восприятия.
При выполнении пунктов 4.5.15 и 4.5.16 на индикаторе ТАЙМЕР автоматически устанавливается время выполнения данной операции в зависимости от температуры окружающего воздуха.
Кнопкой «НАГРУЗКА ВКЛ» включить режим сварки. Загорится зеленый светодиод, и таймер начнет обратный отсчет времени. Устройство автоматически поддерживает необходимую мощность нагрева и контролирует ток в цепи. По завершении времени сварки устройство отключает нагрузку и переходит в режим ожидания, о чем оповещает звуковой сигнал.
Обесточить устройство сварки муфт, отсоединить провода от нагревательных элементов. Для завершения процесса сварки дать выдержку 5 минут, после чего снять термоматы, а еще через 5 – 10 минут удалить бандажные ремни.
Края муфты, с обеих сторон стыка, на расстояние 200 мм обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. Прогреть муфту и полиэтиленовую оболочку трубы в месте их стыка мягким пламенем пропановой горелки до температуры 100°С. На теплую поверхность оболочек по периметру наклеить адгезивную ленту, армирующим слоем наружу, с нахлестом в месте стыка 30 – 50 мм. На края муфты с нахлестом 100 мм укладывается термоусаживающаяся лента и осаживается мягким пламенем пропановой горелки.
Прогреть муфту и полиэтиленовую оболочку трубы в месте их стыка мягким пламенем пропановой горелки до температуры 100°С. На теплую поверхность оболочек по периметру наклеить адгезивную ленту, армирующим слоем наружу, с нахлестом в месте стыка 30 – 50 мм. На края муфты с нахлестом 100 мм укладывается термоусаживающаяся лента и осаживается мягким пламенем пропановой горелки.
Контроль герметичности производится опрессовкой воздухом до усадки термоленты после остывания муфты до температуры 50°С.
В просверленные отверстия вставляется специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,3-0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. При удовлетворительном результате испытания из отверстий извлекается устройство для опрессовки, и обкусываются выступающие концы нагревательных элементов. В случае падения давления, по краям муфты при помощи опрыскивателя наносится мыльный раствор. После обнаружения дефекта сварки (по пузырькам мыльного раствора) дать остыть муфте до температуры окружающей среды, после чего произвести сварку еще раз.
В чистую емкость дозировать необходимое по объему заливаемого стыка количество компонентов (А) и (В) в пропорциях согласно технологическим инструкциям фирм-поставщиков. Перемешать компоненты дрелью со специальной насадкой-мешалкой. Через отверстия залить в стык смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.
Заварить отверстия полиэтиленовыми пробками. Для этого нагреть инструмент для заварки пробок до температуры не более 240°С (полиэтилен не должен дымиться). Вставить полиэтиленовую пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на полиэтиленовую пробку, вдавливать инструмент в отверстие муфты.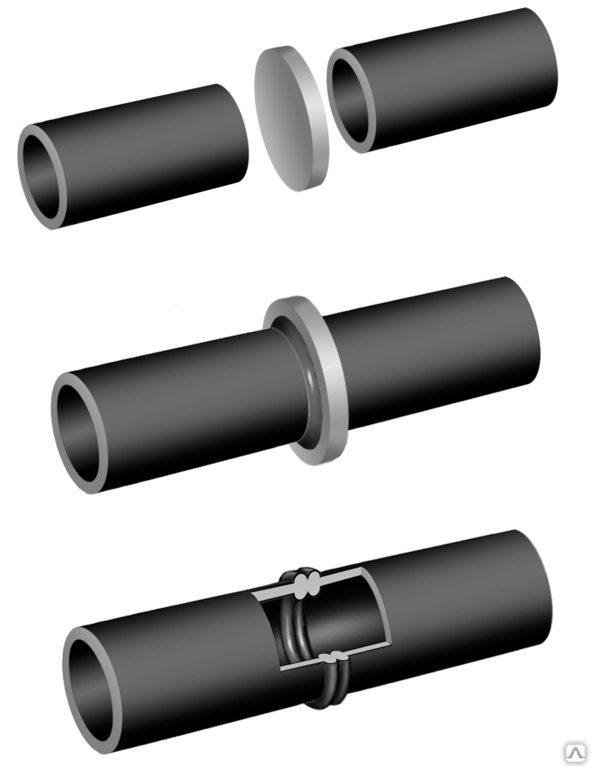 Когда пробка углубится на 2 мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20 сек. Для выравнивания поверхности муфты, после остывания, пробки обрабатываются режущим инструментом.
Когда пробка углубится на 2 мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20 сек. Для выравнивания поверхности муфты, после остывания, пробки обрабатываются режущим инструментом.
Инструкция по изоляции стыков труб ППУ
ГлавнаяИнструкции по монтажуИзоляция стыковых соединений термоусаживающими муфтами
1. Подготовка к работе.
1.1. Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме:
- не более 300мм для труб диаметром 57-219мм по стальной трубе.
- не более 450мм для труб диаметром 273мм и более по стальной трубе.
2. Условия производства работ.
2.1. К изоляции стыков труб ППУ приступают после 100%-го контроля сварных швов соединений неразрушающим методом или после гидравлического испытания трубопровода.
2.2..Работы по изоляции соединений производятся при температуре воздуха не ниже -15 С°, а также при наличии технологических приямков не менее 1,4м (0,7м в каждую сторону от стыка) и глубиной не менее 400мм, согласно ВСН 11-94, ВСН 29-95 и СП 41-105-2002
2.3.Во время выпадения осадков (дождь, снег) работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
2.4. При монтаже теплотрассы оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
2.5. На трубопроводах с диаметром стальной трубы 273 мм и выше работы по термоусадке муфт проводятся с использованием двух газовых горелок одновременно.
3. Производство работ.
3.1. Очистить торцы теплоизоляции, поверхность полиэтиленовой оболочки и металлической трубы от грязи, чтобы муфту можно было перемещать по чистой поверхности.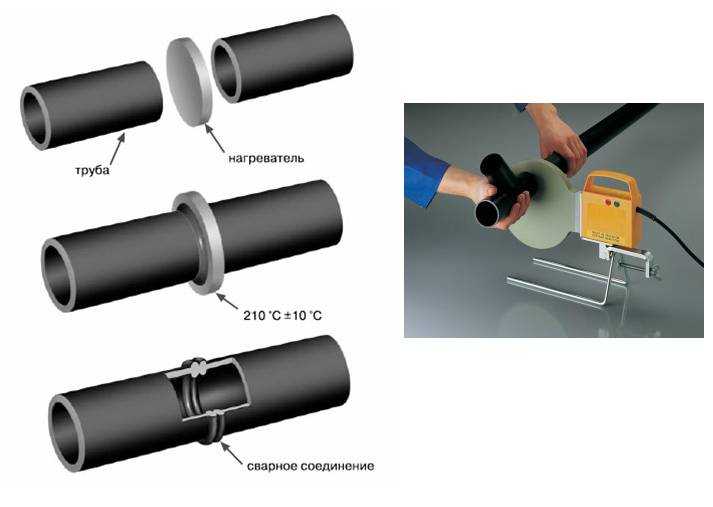 При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.
При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.
3.2.На торцах труб удалить слой теплоизоляции на глубину 15-20мм , соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
3.3. П /Э оболочку, с обеих сторон стыка, на расстоянии 150-200мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. При температуре окружающего воздуха ниже 0°С оболочку необходимо прогреть на расстоянии 30 см по обе стороны от стыка, чтобы она стала горячей на ощупь (30°С-50°С).
3.4. Используя рулетку, отцентрировать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.
При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.
3.5. Распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на П/Э оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки. Внутренняя поверхность муфты должна быть сухой и чистой. В случае загрязнения внутренней поверхности муфты произвести очистку ее от грязи, а внутренние поверхности муфты на глубину ~150мм от торцов необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.
3.6. Сверху муфты просверлить отверстие Д=25мм. на расстоянии 150мм от одного из краёв муфты.
3.7. Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 30°С-50°С. На теплую поверхность оболочек по периметру наклеить адгезивную или мастичную ленту, отступив от рисок 10-15мм. Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.
Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.
3.8. Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками и отверстием вверх.
3.9. Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты. Не допускать усадку пятнами и перегрев ( блеск П/Э) муфты и оболочки. По завершении усадки края муфты плотно обожмут оболочку. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты. После усадки муфта имеет бочкообразную форму.
3.10. Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40°С.
В отверстия, просверленные по п.3.6 вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,4 бар.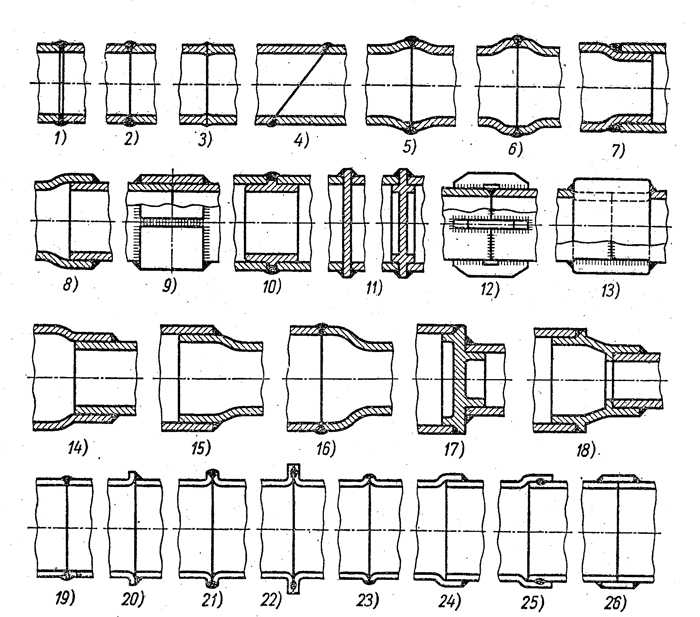 Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
После остывания произвести повторную опрессовку муфты. Дальнейшие работы по теплоизоляции стыка возможны только после получения полной герметичности.
3.11. На расстоянии 150мм от второго торца муфты сверху просверлить второе отверстие Д=25мм.
3.12. Теплоизоляция стыка.
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты. Через отверстия залить смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. Повторно обмылить муфты по всему периметру и проверить на протечки.
Компонент В относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке следует находиться вне зоны возможного выплеска пены.
3.13.После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.
3.14. Заварить отверстия П/Э пробками. Для этого нагреть инструмент для заварки пробок до температуры 240С°. Вставить П/Э пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на П/Э пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20сек
3.15.После заливки стыка следует проверить целостность проводов и сопротивление изоляции системы ОДК заизолированного участка.
3.16.Нанести на смонтированную муфту личное клеймо и дату монтажа.
1420 мм — 100 стыков
ФГИС ЦС
Вход/Регистрация
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г. № 876/пр
Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 1420 мм — 100 стыков
Состав работ:
1. | Очистка торцов изоляции, удаление ППУ по диаметру с двух сторон. |
| 2. | Очистка металлической трубы. |
| 3. | Установка системы ОДК. |
| 4. | Измерение сопротивления проводов ОДК на обрыв. |
| 5. | Установка муфты на нагревательные ленты. |
| 6. | Термоусаживание муфты. |
| 7. | Установка обжимных лент, затяжка стяжной машинкой. |
| 8. | Сварка муфты. |
| 9. | Снятие обжимных лент. |
| 10. | Сверление отверстий. |
| 11. | Опрессовка стыка с обмазкой швов мыльным раствором. |
| 12. | Заливка стыка смесью ППУ с приготовлением. |
| 13. | Приварка пробок. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-49 | Затраты труда рабочих (Средний разряд — 4,9) | 1370. 93 93 | чел.-ч |
| 2 | Затраты труда машинистов | 93.00 | чел.-ч |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т | 7 | маш.-ч |
| 91.17.04-031 | Агрегаты для сварки полиэтиленовых труб | 86 | маш.-ч |
| 91.18.01-011 | Компрессоры передвижные с электродвигателем давление 600 кПа (6 ат), производительность 0,5 м3/мин | 12 | маш.-ч |
| 01.3.02.09-0022 | Пропан-бутан смесь техническая | 17.78 | кг |
| 01.7.03.04-0001 | Электроэнергия | 4.86 | кВт-ч |
| 01.7.17.11-0013 | Шкурка шлифовальная на тканевой основе водостойкая | 89 | м2 |
| 01.7.20.08-0051 | Ветошь | 37.8 | кг |
| 14.5.09.01-0001 | Ацетон технический, сорт I | 0. 25 25 | т |
| 24.1.01.06 | Комплект для изоляции стыка из пенополиуретана (неразъемная муфта и специальная медная лента) | 100 | шт |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 24-01-050. Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ФЕР24-01-050-01 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: до 57 мм — 100 стыков | 82.92 | 0.13 |
| ФЕР24-01-050-02 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 76 мм — 100 стыков | 88. 89 89 | 0.18 |
| ФЕР24-01-050-03 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 89 мм — 100 стыков | 90.95 | 0.19 |
| ФЕР24-01-050-04 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 108 мм — 100 стыков | 95.07 | 0.21 |
| ФЕР24-01-050-05 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 133 мм — 100 стыков | 101.97 | 0.26 |
| ФЕР24-01-050-06 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 159 мм — 100 стыков | 109.18 | 0.40 |
| ФЕР24-01-050-07 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 219 мм — 100 стыков | 122. 57 57 | 0.50 |
| ФЕР24-01-050-08 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 273 мм — 100 стыков | 136.99 | 1.00 |
| ФЕР24-01-050-09 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 325 мм — 100 стыков | 148.32 | 1.10 |
| ФЕР24-01-050-10 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 426 мм — 100 стыков | 393.46 | 40.00 |
| ФЕР24-01-050-11 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 530 мм — 100 стыков | 476.89 | 45.00 |
| ФЕР24-01-050-12 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 630 мм — 100 стыков | 547. 96 96 | 51.00 |
| ФЕР24-01-050-13 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 720 мм — 100 стыков | 632.42 | 60.00 |
| ФЕР24-01-050-14 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 820 мм — 100 стыков | 735.42 | 61.00 |
| ФЕР24-01-050-15 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 920 мм — 100 стыков | 832.24 | 66.00 |
| ФЕР24-01-050-16 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 1020 мм — 100 стыков | 928.03 | 72.00 |
| ФЕР24-01-050-17 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 1220 мм — 100 стыков | 1140. 21 21 | 82.00 |
| ФЕР24-01-050-18 | Изоляция стыков труб, изолированных пенополиуретаном (ППУ), неразъемными муфтами методом заливки, диаметром: 1420 мм — 100 стыков | 1370.93 | 93.00 |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т |
| 91.05.01-017 | Краны башенные, грузоподъемность 8 т |
| 91.01.01-035 | Бульдозеры, мощность 79 кВт (108 л.с.) |
| 91.06.06-048 | Подъемники одномачтовые, грузоподъемность до 500 кг, высота подъема 45 м |
| 01.7.04.01-0001 | Доводчик дверной DS 73 BC «Серия Premium», усилие закрывания EN2-5 |
| 20.3.03.07-0093 | Светильник потолочный GM: A40-16-31-CM-40-V с декоративной накладкой |
| 01.7.03.01-0001 | Вода |
04. 3.01.12-0111 3.01.12-0111 | Раствор готовый отделочный тяжелый, цементно-известковый, состав 1:1:6 |
| 14.5.01.10-0001 | Пена для изоляции № 4 (для изоляции 63-110 мм) |
Тестируем ФСНБ-2022
API расценок ФГИС ЦС
ФСНБ-2020 включая дополнение №9 (приказы Минстроя России от 20.12.2021 № 961/пр, 962/пр) действует с 01.02.2022
Нашли ошибку? Напишите в Техподдержку
Типы соединений труб в водопроводной системе для соединения труб
🕑 Время чтения: 1 минута
Соединения труб в водопроводе являются основными компонентами водопроводной системы, предназначенными для соединения нескольких труб. Существует несколько типов соединений труб, но их выбор зависит от размеров труб, материала, давления потока и т. д. Предусмотренное соединение труб должно выдерживать давление каждой трубы.
Состав:
- Типы трубных соединений в сантехнике
- 1. Резьбовое соединение в трубе
- 2.
 Паяное соединение в трубе
Паяное соединение в трубе - 3. Паяное соединение в трубе
- 4. Сварное соединение встык в трубе
- 5. Сварное соединение враструб в трубе
- 6. Фланцевое соединение в трубе 9000 Соединение в трубе9 7. Сжатие
- 8. Соединение с канавкой в трубе
Различные типы соединений труб, используемых в водопроводной системе, представлены ниже.
- Резьбовое соединение
- Паяное соединение
- Паяное соединение
- Сварное соединение (встык, враструб)
- Фланцевое соединение
- Компрессионное соединение
- Резьбовое соединение
1. Резьбовое соединение в трубе
Резьбовое соединение означает, что трубы соединяются путем свинчивания с помощью резьбы, предусмотренной для каждой трубы. Одна труба с внутренней резьбой, а другая с наружной резьбой. Чугунные трубы, медные трубы, трубы из ПВХ и GI доступны с резьбой.
Резьбовые соединения доступны для труб диаметром от 6 мм до 300 мм. Они предпочтительнее для областей с низкими температурами и потоками с низким давлением. В местах с высокой температурой швы могут расширяться и протечь из-за теплового расширения. Установка резьбового соединения проста, но требует хорошего обслуживания.
Они предпочтительнее для областей с низкими температурами и потоками с низким давлением. В местах с высокой температурой швы могут расширяться и протечь из-за теплового расширения. Установка резьбового соединения проста, но требует хорошего обслуживания.
2. Паяное соединение в трубе
Пайка – это процесс соединения труб с использованием расплавленного наполнителя при температуре выше 840 o C. Пайка обычно используется для соединения медных труб или труб из медного сплава. Материал наполнителя в основном состоит из олова, которое имеет большое сродство к меди. Но из-за своих слабых свойств олово добавляют к другим материалам, таким как никель, висмут, серебро и медь.
Температура плавления основного металла должна быть выше, чем у присадочного металла. Механическая прочность паяного соединения низкая по сравнению с другими соединениями. Этот тип соединения подходит для областей с умеренным диапазоном температур.
Паяное соединение в трубе3.
Паяное соединение в трубеПайка также похожа на пайку, но единственное отличие состоит в том, что в случае пайки присадочный металл плавится при температуре ниже 840 o C. Пайка также используется для соединения меди и медного сплава трубы. Перед тем, как приступить к пайке, на трубы и фитинги наносится флюс, называемый пастой, для предотвращения их окисления от пламени. Здесь также требуются квалифицированные рабочие для монтажа.
Паяные соединения подходят для областей с низкими температурами. Они имеют низкую механическую прочность, как паяные соединения.
Паяное соединение4. Стыковое сварное соединение в трубе
Если трубы имеют одинаковый диаметр, для соединения труб необходимо выполнить стыковую сварку. Это самый распространенный вид сварки. Для установки соединения требуются квалифицированные рабочие. Эти соединения обычно используются для больших коммерческих и промышленных трубопроводных систем.
Сварка встык обеспечивает хорошую прочность соединения и выдерживает высокое давление благодаря гладкой и сплошной поверхности внутри соединения. Сварные соединения встык дороги, поэтому в целях экономии иногда используются внутренние приварные подкладные кольца, которые соединяют трубу с меньшим количеством присадочного материала. Но эти кольца могут выйти из строя при сильном напряжении, и в них появятся трещины.
Соединения зафиксированы и не открываются в целях обслуживания. Внешнее сглаживание сварной части придаст трубопроводной системе хороший внешний вид.
Сварное соединение встык в трубе5. Сварное соединение враструб в трубе
Соединение под сварку внахлест используется везде, где существует высокая вероятность утечки в соединениях. Трубы соединяются, вставляя одну в другую, как показано ниже, и свариваются вокруг стыка. Для этого типа соединения подходят трубы разного диаметра.
Если трубы одинакового диаметра, то используются необходимые фитинги. Стоимость сварки, как правило, ниже, чем сварка встык. Сопротивление усталости сварных соединений в раструб ниже, чем сварных соединений встык. Однако сварное соединение в раструб дает хорошие результаты по сравнению с другими механическими соединениями.
6. Фланцевое соединение в трубе
Фланцевые соединения используются для потоков высокого давления и для труб большого диаметра. Как правило, они используются для труб с гладкими концами или труб с резьбой. Два фланцевых компонента соединены болтами на стыке труб, чтобы предотвратить утечку.
Как правило, они изготавливаются из чугуна, стали и т. д. Они обладают хорошей прочностью и не выходят из строя при высоком давлении. При высоких температурах болты могут выйти из строя при ползучести и потерять сцепление, поэтому при установке необходимо правильно закрепить болты. Они также полезны для ремонта трубопроводов и технического обслуживания.
7. Компрессионное соединение в трубе
Когда трубы имеют гладкие концы, они соединяются путем установки на их концах фитингов, тогда такой тип соединения называется компрессионным соединением. Концы труб будут оснащены резьбовыми фитингами или муфтами, поэтому они соединяются.
Итак, в данном случае мы можем соединять трубы из разных материалов и разных размеров. Но соединения должны быть правильно подогнаны, чтобы противостоять давлению потока, иначе они могут выйти из строя и произойдет утечка. Компрессионные фитинги доступны из различных материалов, и выбор фитингов может зависеть от наших требований.
Компрессионное соединение8. Соединение с канавкой в трубе
В случае соединения с канавкой концы труб состоят из краев с канавками, которые соединяются эластомерным уплотнением, а затем в качестве замка для эластомерного уплотнения используются рифленые муфты из ковкого чугуна. Эти пазовые муфты соединяются болтами. Эти соединения просты в установке и экономичны.
Соединения с канавками обеспечивают хорошую устойчивость к давлению и допускают умеренное осевое смещение из-за теплового расширения. Но в высокотемпературных зонах эластомерное уплотнение может потерять свою прочность, и произойдет разрушение при кручении. Таким образом, они разрешены для умеренных температурных зон.
Соединение с канавкой легко снимается, поэтому для обслуживания труб эти соединения предпочтительнее.
Подробнее:
Как определить подходящие размеры труб для распределения воды в зданиях?
Типы водопроводных труб, используемых в строительстве
Типы трубопроводной арматуры в водопроводных системах различного назначения
Типы водопроводных и дренажных систем в зданиях
Что такое соединение труб? | Типы соединений труб
Важный момент
Что такое соединение труб?
Соединения труб подсоединяются к любой системе трубопроводов, поскольку трубопроводная сеть не может иметь постоянную длину трубы. Эти соединения могут создать или разрушить трубопроводную систему в зависимости от долговечности из-за технологии, используемой для изготовления соединения.
В трубопроводной промышленности используются различные материалы труб в зависимости от требований и типа продуктов, которые будут транспортироваться по трубам.
Также прочтите: Применение шплинтового соединения | Что такое шплинт | Типы шплинтовых соединений | Применение шплинтового соединения
Типы соединений труб:
Трубы обычно соединяются с сосудами, из которых они транспортируют жидкости. Поскольку длина доступных труб ограничена, трубы разной длины должны соответствовать конкретной установке.
На практике используются различные формы соединений труб, но наиболее распространенные из них описаны ниже.
Семь типов соединений труб, используемых в водопроводной системе, следующие.
- Муфта или муфта.
- Ниппельный шарнир.
- Соединение.
- Патрубок и муфта.
- Компенсатор.
- Фланцевое соединение.
- Соединение гидравлической трубы.
№1. Муфта или муфта —
Наиболее распространенный способ соединения с трубой — через муфту или муфту. Муфта представляет собой небольшой кусок трубной резьбы. Он выходит из строя наполовину на резьбовом конце одной трубы и на оставшейся половине раструба на другой трубе.
Во избежание протечек джутовая или пеньковая нить наматывается на конец каждой трубы. Такое соединение в основном используется для водопроводных труб низкого давления и там, где наиболее важны размерные заполнители.
Также прочтите: Допуски на шаблоны при литье | Почему затронуты допуски на модели при литье | Припуск на чистовую обработку или обработку | Пособие на встряхивание или постукивание
#2. Ниппельное соединение —
В этом соединении ниппель представляет собой небольшой кусок трубы, который вкручивается в конец каждой трубы с внутренней резьбой. Недостатком этих соединений является то, что они уменьшают площадь прохода.
Также прочтите: Функция турбины | Турбинная функция ТЭЦ | Что такое функция паровой турбины | Принцип работы паровой турбины
#3.
Муфта-Для разделения труб, присоединяемых к раструбу, необходимо разрезать трубу с одного конца. Иногда это неудобно, когда труба длинная. Муфтовое соединение облегчает разъединение трубы, просто открывая накидную гайку.
№4. Патрубок и муфта —
В основном используется для труб, закопанных в землю. Некоторые трубопроводы поддерживаются как можно более прямыми. Одной из важных особенностей этих швов является их гибкость, поскольку они допускают небольшие изменения уровня из-за осадки земли, вызванной климатическими и другими условиями.
В этом соединении гладкий конец одной трубы входит в раструбный конец другой трубы. Оставшееся пространство между ними заполнено джутовой веревкой и свинцовым кольцом. Когда свинец замерзает, он плотно запаивается.
Также прочтите: Детали и функции газовых турбин | Введение в газотурбинную электростанцию | Основные части газотурбинной электростанции | Газовая турбина | Компрессор газотурбинной электростанции | Термодинамический цикл газотурбинной электростанции
#5.
Компенсатор-Трубы, по которым проходит пар под высоким давлением, обычно соединяются через компенсаторы. Эти соединения используются в паровых трубах для расширения и сжатия трубопроводов из-за изменений температуры. Разрешить изменение длины; паропроводы не закрываются наглухо, а опираются на ролики.
Ролики можно разместить на настенных кронштейнах, вешалках или напольных стойках. Удлинительные изгибы полезны в длинных трубопроводах. Эти изгибы трубы будут течь в любом направлении и легко приспосабливаются к небольшим движениям реальной трубы, к которой они подключены.
#6. Фланцевое соединение-
Это одно из соединений наиболее широко используемых труб. Фланцевая соединительная труба или свободные фланцы могут быть выполнены с цельными фланцами, приваренными или свинченными, — две чугунные трубы с цельными фланцами на концах. Фланцы соединены болтами. Фланцы стандартизированы для давления до 2 н/мм2. Поверхности фланцев обработаны для обеспечения правильного выравнивания трубы.
Соединение можно сделать герметичным, поместив между фланцами прокладку из мягкого материала, резины или брезента. Фланцы делают толще стенок трубы для прочности.
Труба может быть усилена для более высокого давления за счет увеличения толщины трубы для более коротких длин, чем фланец. Для еще более высоких давлений и больших диаметров ребра дополнительно усиливаются ребрами. Ребра размещаются между отверстиями под болты.
Также прочтите: Принцип работы электрофильтра | Что такое электростатический осадитель | эффективность электрофильтра | Строительство и работа электростатического фильтра | Типы электрофильтров
#7. Соединение гидравлической трубы-
Такое соединение состоит из овальных фланцев и крепления двумя болтами. Эллиптические фланцы обычно используются для небольших труб диаметром до 175 мм.
Фланцы обычно встроены в концы трубы. Такие соединения используются для повышения давления жидкости от 5 до 14 н/мм2. Такие высокие давления встречаются в гидравлических устройствах, таких как клепка, прессование, подъемники и т. д. Гидравлические машины, используемые в этих установках, представляют собой насосы, аккумуляторы, усилители и т. д.
Часто задаваемые вопросы (FAQ)
Что такое соединение труб?
Соединения труб представляют собой соединения на концах труб, обеспечивающие возможность соединения двух секций труб друг с другом для прокладки трубопровода любой длины.
Соединения труб
Типы соединений труб в сантехнике
- Резьбовое соединение
- Паяное соединение
- Паяное соединение
- Соединение сварное (встык, враструб).
Типы соединений труб
Семь Различные типы трубных соединений, используемых в водопроводной системе, следующие.
- Муфта или муфта.
- Ниппельный шарнир.
- Юнион Джойнт.
- Втулка и муфта.
- Компенсатор.

- Фланцевое соединение.
- Соединение гидравлической трубы.
Что такое соединения труб? — Определение из Trenchlesspedia
Последнее обновление: 18 июня 2021 г.
Что означает соединение труб?
Соединения труб представляют собой соединения на концах труб, обеспечивающие возможность соединения двух секций труб друг с другом для прокладки трубопровода любой длины. Соединения придают трубопроводу прочность, поскольку более длинные участки трубопровода имеют тенденцию изгибаться. Соединения должны быть соединены друг с другом должным образом, чтобы обеспечить герметичность и предотвратить утечку.
Соединения труб являются неотъемлемой частью любой системы трубопроводов, потому что невозможно иметь непрерывную длину трубы для сети трубопроводов. Эти соединения могут создать или разрушить трубопроводную систему в зависимости от полученной долговечности метода, используемого для формирования соединения. В трубопроводной промышленности используются различные материалы труб в зависимости от потребности и типа продукта, который будет транспортироваться по трубе.
Для соединения труб используются различные методы в зависимости от материала трубы. Резьбовые соединения труб применяются для соединения чугунных (ЧЧ), оцинкованных (ЖИ), поливинилхлоридных (ПВХ), медных труб и т. д. Они соединяются путем навинчивания резьбы, предусмотренной снаружи с одной стороны и внутри с другой стороны в каждой трубка. Такие соединения подходят для условий низкой температуры и низкого расхода.
Пайка и соединение труб из меди или медных сплавов выполняются с использованием расплавленного присадочного материала. Для труб одинакового диаметра для соединения труб используется сварка встык, так как это обеспечивает высокую прочность, чтобы противостоять высокому давлению. Сварные соединения враструб используются для соединения труб разного диаметра и там, где высока вероятность утечки. Фланцевые соединения соединяются с помощью двух фланцев, скрепленных болтами, и применяются для труб большого диаметра с потоками высокого давления. Полиэтиленовые (ПЭ) трубы соединяются друг с другом путем термической сварки или с помощью механических фитингов.
Реклама
Trenchlesspedia объясняет соединения труб
Соединения труб являются очень важным аспектом монтажа или ремонта труб. Трубы следует осмотреть, чтобы убедиться, что концы труб не повреждены, так как это может повлиять на процесс соединения. Неправильно соединенные трубы могут выйти из строя и привести к материальному ущербу, а иногда и к несчастным случаям со смертельным исходом.
Методы соединения труб
Для соединения труб используются три основных метода, а именно сварка встык, сварка в раструб и резьбовые соединения. Другие методы включают паяные и паяные соединения, соединения с канавками, фланцевые соединения и компрессионные соединения. Трубы диаметром более 2 дюймов обычно свариваются встык, так как они очень экономичны и создают герметичные соединения. Болтовые фланцевые соединения используются для соединения трубопроводов большого диаметра с фланцевыми сосудами или оборудованием или там, где необходима периодическая очистка. Трубы меньшего диаметра можно соединить с помощью резьбовых соединений или сварки враструб.
Общие фитинги, используемые для соединения труб
Некоторые типы трубных фитингов, используемых для соединения труб, включают (не ограничиваясь):
· Колена используются для изменения направления трубы на 45 или 90 градусов. Они могут быть короткого или длинного радиуса.
· Переходные колена используются для изменения размера линии вместе с изменением направления.
· Изгибы обратной трубы используются для изменения направления на 180 градусов.
· Переходники используются для изменения размера трубы, например, для соединения большей трубы с меньшей. Они могут быть концентрическими или эксцентрическими.
· Фланцы устанавливаются на концах труб, клапанов и т. д. и соединяются болтами.
· Тройник используется для ответвления под углом 90 градусов от основной трубы. Они могут быть прямыми тройниками и редукционными или неравнополочными.
· Тройник-тройник или боковой тройник имеет отвод под углом 45 градусов или под другим углом, но не под углом 90 градусов. Это позволяет соединить другую трубу под этим углом и помогает уменьшить трение и турбулентность.
· Крестовина представляет собой четырехходовой фитинг с одним входом и тремя выходами или наоборот.
· Заглушки для труб используются для закрытия концов труб.
· Муфты используются в качестве альтернативы фланцам в трубопроводах низкого давления с малым диаметром, где часто производится демонтаж труб.
Связанный вопрос
Какие процедуры бестраншейной реабилитации лучше всего рассмотреть?Реклама
Поделись этим термином
Связанные термины
- Герметизация швов
- Поливинилхлорид
- Цинкование
- Сварка встык
- Ремонт труб
- Обертка для швов
- Соединение с фальцем
- Соединение со стальной лентой
- Эластопластиковое соединение
- Соединение со смещением
Связанное Чтение
- 4 распространенные причины бестраншейной реабилитации в вашем районе
- Взгляд на CIPP и устаревшую инфраструктуру питьевой воды
- Бестраншейная прокладка инженерных сетей и портов доступа в городских районах
- Срок службы стальных, глиняных, пластиковых и композитных труб
- Врезка труб: 5 методов горизонтально-направленного бурения
- Микротоннелирование: ключевые элементы планирования, которые необходимо знать
Теги
Точечный механический ремонтМатериалыОборудованиеМонтажЗаменаБестраншейное строительствоБестраншейная реабилитацияАктуальные статьи
Бестраншейная реабилитация
5 лучших способов соединения труб, на которые всегда можно положиться
Бестраншейное строительство
Понимание 4 этапов исследования места
Бестраншейная реабилитация
Как узнать, есть ли в вашем доме асбестоцементные трубы
Бестраншейное строительство
Все, что вам нужно знать о подъеме труб
Все продукты — Фергюсон
ложь
категория
Нет подходящего результата поиска
Ванная сантехника
(35396)
Отопление и охлаждение
(33981)
Сантехнические детали и расходные материалы
(27332)
Трубная арматура
(27186)
Освещение и вентиляторы
(18849)
Инструменты
(16804)
Клапаны
(12248)
Дворник
(9306)
Насосы
(9123)
Подвески, распорки и крепления
(8978)
- Показать больше
торговая марка
Нет подходящих результатов поиска
КОЛЕР
(6200)
Моэн
(2938)
ПРОФЛО®
(2676)
Джонс Стивенс
(2424)
Американский стандарт
(2325)
- Показать больше
Оборудование для подписи
(11792)
Коробка счетчика Ford
(3404)
Компания Мюллер
(2732)
Victaulic
(2469)
Рим
(2363)
Соединения — Северо-Западная Трубная Компания
Выбор соответствующего соединения имеет решающее значение для любого проекта трубопровода. Компания Northwest Pipe является лидером отрасли в области технологии соединений и научного анализа для создания соединений, которые сохраняют целостность на протяжении всего срока службы вашего проекта. В зависимости от функциональности трубы и условий на площадке ваша команда выберет либо свободное соединение с прокладкой, либо сварное защемленное соединение. Оба предназначены для обеспечения постоянной водонепроницаемости.
Наши лучшие в отрасли соединения труб сводят к минимуму потери воды и обеспечивают высокую несущую способность. Упругий характер стальной трубы также обеспечивает прочность соединения без идеальной планировки траншеи или устойчивости почвы.
Соединения без фиксации
Соединение с уплотнительным кольцом
Обычно используемое соединение с прокладкой, или соединение с уплотнительным кольцом, обеспечивает экономичный, бессварочный метод соединения стальных водопроводных труб без снижения номинальной рабочей нагрузки. давление. Уплотнительное кольцо устанавливается в накатанной канавке, образованной на выступающем конце трубчатого цилиндра. Другой конец трубы расширен в форме колокола для присоединения к трубопроводу. Вставка втулки в раструб сжимает уплотнительное кольцо и образует водонепроницаемое уплотнение.
Соединение VanderSeal
Названное в честь одного из наших инженеров, соединение VanderSeal представляет собой резиновое компрессионное соединение для стальных труб, подходящее как для воды, так и для сточных вод. Раструбный конец трубы имеет формованную выемку для удерживания формованной резиновой прокладки. Когда в раструб вставляется труба с гладким концом, прокладка прижимается к стальным поверхностям, обеспечивая водонепроницаемое уплотнение.
Соединение VanderSeal предотвращает смещение прокладки во время установки на месте и упрощает установку в полевых условиях. Уникальная форма прокладки имеет армирующий шлиц, который обеспечивает надежную фиксацию в холодноформованном раструбе, тем самым предотвращая смещение во время вставки втулки. Прокладка является самоцентрирующейся и не зависит от внутреннего гидростатического давления, что делает ее превосходной в широком диапазоне полевых условий.
При использовании трубы с гладким концом соединение имеет большую гибкость и может выдерживать стандартное натяжение 0,75 дюйма, что позволяет учитывать небольшие углы отклонения и смещения трубы в компоновке трубопровода.
Преимущества незакрепленных соединений
- Экономичный, бессварочный метод соединения подземных стальных водопроводных труб.
- Быстрая установка без затрат времени на сварку.
- Нежесткие соединения компенсируют неравномерную осадку грунта после прокладки трубопровода. Гибкость шарнира
- допускает угловое отклонение для кривых большого радиуса и незначительные изменения выравнивания поля.
- Соединение, выполненное за одно целое с трубным цилиндром, имеет прочность, равную прочности самой трубы.
- Подходит для диаметров до 78 дюймов.
Фиксированные соединения
Раструбное сварное соединение внахлестку
Фиксированные соединения обеспечивают надежное осевое сопротивление для подземных труб с рабочим давлением свыше 40 фунтов на квадратный дюйм. Эти соединения могут выдерживать расчетные или неожиданные скачки давления, связанные с трубопроводами высокого давления. Сочетание натяжения соединения в 2 градуса с 5-градусным косым срезом на раструбном конце обеспечивает отклонение до 7 градусов на каждое соединение, что идеально подходит для устранения колен, укладки стальной трубы по радиусу или регулировки для изменения профиля.
Соединение встык
Соединение встык представляет собой двухкомпонентную гнутую ленту, которая соединяет трубы двумя продольными сварными швами в дополнение к кольцевому угловому сварному шву. Полевые бригады могут сваривать стыки изнутри, снаружи или с обеих сторон.
Стыковое соединение до 10 градусов отклонения путем соединения двух скошенных концов трубы. Для этого типа соединения требуется сварной шов с полным проплавлением.
Закрепленные соединения необходимы для областей, где необходимо преодолевать осевые нагрузки или движения трубы, например, изгибы, переходы, гидрораспределители или клапаны.
Преимущества фиксированных соединений
- Northwest Pipe Сварные соединения доступны для всех диаметров труб
- Труба выдерживает рабочее давление свыше 400 фунтов на кв. дюйм
- Можно приваривать внутренний или наружный диаметр
- Простая сборка и установка в полевых условиях
Другие соединения
Система сейсмостойких соединений InfraShield®
Система сейсмостойких соединений InfraShield® основана на проверенной временем раструбной сварке внахлестку в стальном выступе за счет добавления небольшого стального соединения. стенка трубы, эффективно передающая силы растяжения и сжатия, связанные с сейсмическими явлениями. Он прост по конструкции, но обладает мощными характеристиками. Выступ передает усилие на стенку трубы без чрезмерной нагрузки на сварное соединение внахлестку. Исследуйте Систему.
Соединение Карнеги
Раструбные соединения Карнеги с прокладкой представляют собой экономичный, бессварочный метод соединения напорной бетонной трубы, обернутой стержнями, и стальной водопроводной трубы. Соединения Карнеги с раструбом подходят для различных применений в подземных трубопроводах, а также могут быть сварными. За более чем пять десятилетий использования шарнир Карнеги доказал свою надежность и экономичность при установке в полевых условиях.
Соединение Карнеги, поддающееся проверке
Соединение Карнеги, поддающееся проверке чтобы убедиться, что соединения водонепроницаемы.
Индивидуальные решения и новые инновации
Северо-Западная трубная компания производит полный спектр нестандартных фитингов и нетрадиционных соединений, включая механические муфты и фланцевые соединения.
Oatey® Great White® Соединительный герметик для труб с ПТФЭ
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик для труб с ПТФЭ
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик для труб с ПТФЭ
Oatey® Great White® Соединительный герметик с PTFE представляет собой не затвердевающую, не разделяющую, нетоксичную пасту, которая смазывает и герметизирует все резьбовые соединения. Этот компаунд обеспечивает более плотную сборку с меньшим крутящим моментом для надежной постоянной герметизации всех резьбовых соединений. Позволяет легко разбирать, не срывая и не повреждая резьбу. Продукция Oatey уже более 100 лет пользуется доверием профессионалов в области сантехники.
Доступен в 5 вариантах
Технические ресурсы (9)
| Подача |
| Подача |
| паспорт безопасности |
| Паспорт безопасности Канады английский |
| SDS Канада Французский |
| Паспорт безопасности испанский |
| Часто задаваемые вопросы |
| Зеленый лист LEED |
| Инструкции по продукту |
Основные характеристики
- Смазывает и герметизирует все резьбовые соединения
- Белая, неотверждаемая, неразделяющая, нетоксичная паста
- Для использования с водой, паром, щелочью или линиями разбавленной кислоты
- Выдерживает давление до 3000 фунтов на кв. дюйм для газов от -50°F до 400°F и 10000 фунтов на кв. дюйм для жидкостей от -50°F до 500°F
- Может использоваться с пластиковой и металлической резьбой
Технические характеристики
| Цвет: | Белый |
| Марка: | Оати |
| Совместимость материалов: | АБС |
| Совместимость материалов: | Алюминий |
| Совместимость материалов: | Латунь |
| Совместимость материалов: | ХПВХ |
| Совместимость материалов: | Медь |
| Совместимость материалов: | Пластик |
| Совместимость материалов: | ПВХ |
| Совместимость материалов: | Нержавеющая сталь |
Доступно в 5 вариантах
Фильтр по
0,1 фунта
1,7 фунта
3,3 фунта
0,45 фунта
0,85 фунта.
1 унция
16 унций
32 унции
4 унции
8 унций
Показаны 5 из 5
Посмотреть
Посмотреть
Посмотреть
Посмотреть
Посмотреть
Просмотреть все варианты
Нет доступных результатов
Связанные ресурсы
Следующие продукты Oatey для соединений труб одобрены для использования в этом приложении: Oatey Great Blue, Hercules Block, Hercules Grrip, Hercules Megaloc, Hercules Pipe Joint Compound, Hercules Pro Dope или Hercules Real-Tuff безопасны для этого применения. .
При нормальном давлении герметики для стыков труб не требуют времени отверждения. Если давление в линиях составляет 125 фунтов на квадратный дюйм или выше, рекомендуемое время отверждения составляет 4 часа до подачи давления. В случае сомнений позвоните в службу поддержки клиентов Oatey.
Да. После того, как наружная резьба намотана должным образом, вы можете нанести слой герметика для трубных соединений поверх герметизирующей ленты перед сборкой соединения. Помните, что вы наносите герметик только на наружную резьбу.
Просмотреть больше
Блог Oatey
Как выбрать и нанести герметик для трубной резьбы
Выбор подходящего герметика для резьбы при выполнении сантехнического проекта зависит от ряда факторов. Знание доступных опций, когда их использовать и как…
Подробнее
Видео
Подробнее
Есть вопрос? Спроси Оти!
Oatey® Great White® Соединительный герметик для труб с ПТФЭ
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик с PTFE
Oatey® Great White® Соединительный герметик для труб с ПТФЭ
Oatey® Great White® Соединительный герметик с PTFE
Соединительный герметик Oatey® Great White® с ПТФЭ
Соединительный герметик Oatey® Great White® с PTFE
Предыдущий Следующий
Похоже, вы используете неподдерживаемый браузер.