
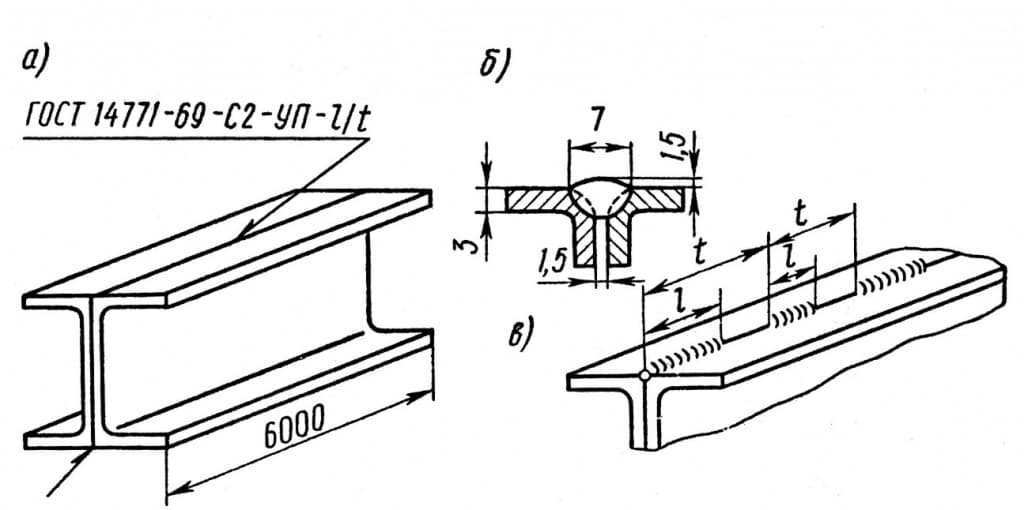
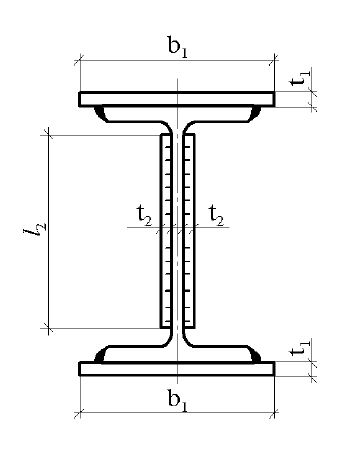
Узел стыковки элементов из двутавров
Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
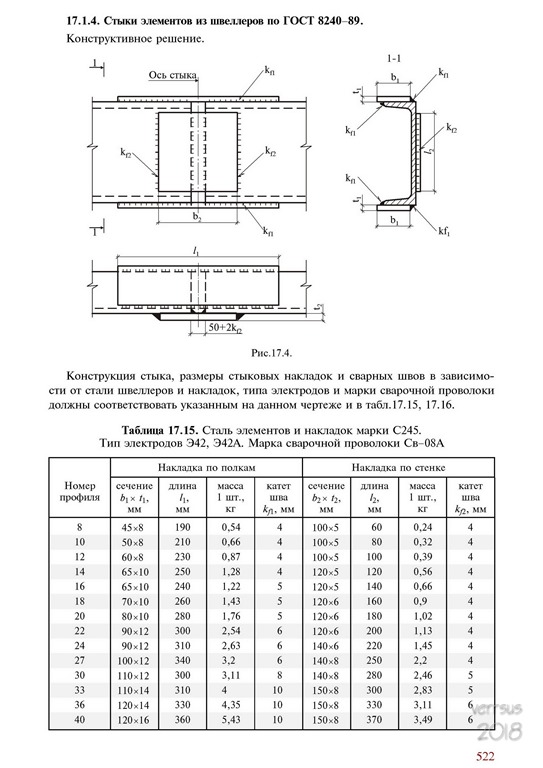
Конструктивное решение.
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 90х8 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 290 | 1,36 | 5 | |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 16,37 | 12 | |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
* Накладки, отмеченные звездочкой, изготовить из стали марки С255. | ||||||||
Смотрите также:
Смотрите также «Справочные данные»:
Пример 3.1. Расчет стыка балки с накладками
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3:
Ry=240 Н/мм2 = 24,0 кН/см2.
Коэффициент условия работы по Приложение 3: γс = 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1 = 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ry γс = 536,5 / 24,0×1,0 =22,35 см2.
Требуемая ширина накладки:
bтр = A / t1 = 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1 = 160 мм.
Толщина полки балки (см. сортамент) : tf =14мм.
Минимальный катет шва по Приложению 41 : kf = 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf = 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf = 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf = 1,0.
Расчетное сопротивление угловых швов срезу по металлу шва по Приложение 7:
Rwf = 180,0 Мпа =18 кН/см2.
Значение βfПриложению 42: βf = 0,7.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,8х18,0х1,0х1,0 = 10,08 кН.
Значение βс по Приложению 42: βс = 1,0.
Временное сопротивление стали разрыву по Приложение 3:
Run = 370 Мпа = 37 кН/см2.
Расчетное сопротивление угловых швов срезу по металлу границы сплавления по Приложение 6:
Rwс = 0,45 Run = 0,45×37 = 16,65 кН/см2.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс
Требуемая суммарная расчетная длина одного фланговогошва с каждой стороны стыка:
lwl = N / βf kf Rwf γwf γс = 536,5 / 2 x 10,08 = 26,6 см.
Конструктивная длина шва равна расчетной длине плюс 1 см.
Конструктивная длина шва: L1 = 27 + 1 = 28 см.
Длина шва больше 5 минимальных толщин и меньше 85 βf kf = 85 x 0,7 x 0,8 = 47,6 см.
Для уменьшения влияния концентрации напряжений необходимо оставлять непроваренной часть стыковой накладки у зазора на длине Δ = 5 см. Необходимая длина каждой накладки с учетом конструтивных требований составляет:
Ll = 2l1 + Δ = 2×28 + 5 = 61 см.
Расчет накладки и сварных швов по стенке балки
Накладки на стенку конструктивно принимают шириной 100 -150 мм. Суммарная толщина накладок (в случае применения двух накладок) должна быть не менее толщины стенки.
Толщина стенки балки (см. сортамент): tw = 9 мм.
сортамент): tw = 9 мм.
Принимаем ширину накладки b2 = 200 мм, толщину t2 = 10 мм и длину L2 = 300 мм.
Площадь сечения накладки: А2 = L2t2 = 30×1,0 = 30 см2.
Расчетное соротивление сдвигу по Приложению 1:
Rs = 0,58Ry = 0,58×24,0 = 13,92 кН/см2
Проверка условия: Q/ А2 Rs γс ≤ 1; 60/30х13,92х1,0 = 0,14 < 1
Условие выполнено, принятое сечение накладки по стенке балки удовлетворяет условию прочности на срез.
Принимаем катет шва kf = 6 мм.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,6х18,0х1,0х1,0 = 7,56 кН.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,6х16,65х1,0х1,0 = 9,99 кН.
Минимальную несущую способность имеет маталл сварного шва; несущая способность 1 см шва.
βf kf Rwf γwf γс = 9,99 кН.
Расчетная длина шва равна длине свариваемого участка ща вычетом 1 см.
Расчетная длина шва: lw2 = L2 – 1 см = 30 – 1 = 29 см.
Усилие, воспринимаемое одним швом расчетной длиной lw2:
N = 7,56х29 = 219,24 кН.
Проверка условия: t = Q/2N < 1; 60/2х219,24 = 0,14 < 1
Условие выполнено.
Примеры:
Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
+ Ответить на тему
03-05-2013 #1
Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Позвольте мне начать с того, что я знаю, что нет способа сварить быстро, если только вы не хотите 18 дюймов подреза .
 .. лол, но на меня постоянно лает мастер по металлу и бригадир на строительной площадке, чтобы просто перевернуть и сжечь, я использую Lincoln classic 300D, с использованием стержня 1/8 дюйма 7018, имеется зазор 3/8 дюйма, который переходит в зазор 3/4 дюйма внизу, фланцы имеют толщину 1 дюйм, перемычка 1/8 дюйма. Присоединение новой структуры к существующей. Я провел последние пару часов сегодня, заполняя зазоры 1/8-дюймовым P5, «6010», должен был закончить нижний фланец утром, видя, как другая сторона балки прикручена болтами, мой план состоял в том, чтобы просто отшлифовать 6010 вниз и накройте его tyin в два переплетения 1/2 дюйма от существующей до новой медали. Это просто для того, чтобы сделать это и предотвратить угрозу замены, я видел, как трое сварщиков катили туда, потому что это занимало много времени. Я пытаюсь узнать мнение другого сварщика о том, достаточно ли проходов для выполнения своей работы. Что касается того, что происходит на платформе, я не уверен, я знаю, что пол будет скрипеть.
.. лол, но на меня постоянно лает мастер по металлу и бригадир на строительной площадке, чтобы просто перевернуть и сжечь, я использую Lincoln classic 300D, с использованием стержня 1/8 дюйма 7018, имеется зазор 3/8 дюйма, который переходит в зазор 3/4 дюйма внизу, фланцы имеют толщину 1 дюйм, перемычка 1/8 дюйма. Присоединение новой структуры к существующей. Я провел последние пару часов сегодня, заполняя зазоры 1/8-дюймовым P5, «6010», должен был закончить нижний фланец утром, видя, как другая сторона балки прикручена болтами, мой план состоял в том, чтобы просто отшлифовать 6010 вниз и накройте его tyin в два переплетения 1/2 дюйма от существующей до новой медали. Это просто для того, чтобы сделать это и предотвратить угрозу замены, я видел, как трое сварщиков катили туда, потому что это занимало много времени. Я пытаюсь узнать мнение другого сварщика о том, достаточно ли проходов для выполнения своей работы. Что касается того, что происходит на платформе, я не уверен, я знаю, что пол будет скрипеть. Если кто-то знает лучший способ, я бы с удовольствием попробовал. сварные швы не просвечиваются но мое сознание начало бы меня баловать если бы я подумал что она треснет под нагрузкой, также это третий лвл конструкции.
Если кто-то знает лучший способ, я бы с удовольствием попробовал. сварные швы не просвечиваются но мое сознание начало бы меня баловать если бы я подумал что она треснет под нагрузкой, также это третий лвл конструкции.
Спасибо..Ответить Ответить с цитатой
03-05-2013 #2
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Скажи им, если они хотят, чтобы это было сделано быстрее, увольняй плохих монтажников.

Ответить Ответить с цитатой
03-05-2013 #3
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Звучит как МиГ, с керамической подложкой
Когда я работал на производителя водонапорных башен, «сустав» (между опорой и чашей) имел толщину 1,25 дюйма, скос под углом 30 градусов с зазором от 0,5 до 0,75.
Мы бы поставить керамический бэкер и около 5 проходов с двойным щитком . 045
045Ответить Ответить с цитатой
03-05-2013 #4
Ответить Ответить с цитатой
03-06-2013 #5
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Взгляните им прямо в глаза и скажите, что вы не собираетесь трахать их наполовину! На каждой работе (особенно в моей сфере деятельности, а именно в строительстве) наступает время, когда вы должны дать понять мужчине, что не боитесь приставать к его заднице, и тогда над вами не будут издеваться.
Ответить Ответить с цитатой
03-06-2013 #6
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Первоначально Послано pat8703
Скажите им, если они хотят, чтобы это было сделано быстрее, уволить плохих монтажников.
Ничего не зная о сварке конструкций, я придержал свое мнение, но это тоже было моей первой мыслью.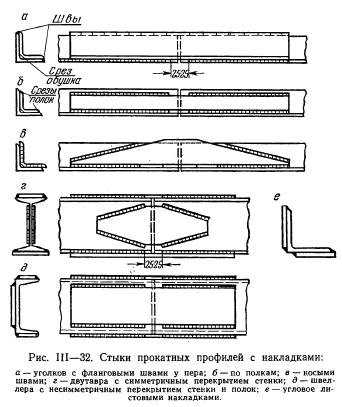 3/8 дюйма звучит как нелепый пробел, который нужно заполнить, а 3/4 дюйма — вдвойне. Я не знаю, какие допуски типичны для сварки конструкций. Это нормально?
3/8 дюйма звучит как нелепый пробел, который нужно заполнить, а 3/4 дюйма — вдвойне. Я не знаю, какие допуски типичны для сварки конструкций. Это нормально?Ответить Ответить с цитатой
03-06-2013 #7
Имейте в виду, что в некоторых проектах есть «бонусы за производительность», которые выплачиваются конкретному подрядчику, если он завершает свою работу досрочно.
 К сожалению, тем из нас, кто в окопах, над головой щелкают кнутом, так что здоровяк в офисе получает премию.
К сожалению, тем из нас, кто в окопах, над головой щелкают кнутом, так что здоровяк в офисе получает премию.Если трое других сварщиков упаковали его из-за слишком долгой работы, то либо они были не в духе, либо начальник не в курсе. Лично я бы сказал начальнику, что буду делать работу правильно или не буду делать ее вообще.
Ответить Ответить с цитатой
03-06-2013 #8
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Купите банку реактивной штанги Excalaber E-7028 1/4″, должна быть БУ-4 скос 45 град.
 1/4 зазор 3/8х1 опорная планка для фланцев с отверстиями. бар тоже Время-деньги!!!
1/4 зазор 3/8х1 опорная планка для фланцев с отверстиями. бар тоже Время-деньги!!!Ответить Ответить с цитатой
03-06-2013 #9
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
вам нужно положить какую-то подложку на этот большой зазор, керамическую ленту или медный стержень
Ответить Ответить с цитатой
03-06-2013 #10
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Файерфорд прав.
 Это не очень хорошая идея — позволять себе запугивать из-за неполной работы. В конце концов, вы должны гордиться тем, что делаете. Если имеется керамическая или медная подложка, рекомендуется использовать ее. У меня были проекты, где подгонка была плохой, и я делал то же, что и вы. Если им нужно, чтобы это было сделано так, пусть структура будет чьей-то неудачей.
Это не очень хорошая идея — позволять себе запугивать из-за неполной работы. В конце концов, вы должны гордиться тем, что делаете. Если имеется керамическая или медная подложка, рекомендуется использовать ее. У меня были проекты, где подгонка была плохой, и я делал то же, что и вы. Если им нужно, чтобы это было сделано так, пусть структура будет чьей-то неудачей.Ответить Ответить с цитатой
03-08-2013 #11
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Прочтите мой пост, правильно подготовьте соединение и сварите БОЛЬШИМИ стержнями, все вы, люди, играющие с 3/32 и 1/8, не сработают для меня.
 Металлурги и строители доков — худшие преступники, чтобы сделать работу последней. Мой друг Чак начал работу и стал сварщиком за 3 дня, выполняя 30 моментных соединений в день !! Ребята сказали ему помедленнее. Он сказал им нет, они идут в зал, он идет на следующую работу. На ступице в ТЦ один стык сварили за 3 месяца.
Металлурги и строители доков — худшие преступники, чтобы сделать работу последней. Мой друг Чак начал работу и стал сварщиком за 3 дня, выполняя 30 моментных соединений в день !! Ребята сказали ему помедленнее. Он сказал им нет, они идут в зал, он идет на следующую работу. На ступице в ТЦ один стык сварили за 3 месяца.Ответить Ответить с цитатой
03-08-2013 #12
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Первоначально Послано Pavinsteelman
Прочтите мой пост, правильно подготовьте соединение и сварите БОЛЬШИМИ стержнями, все вы, люди, играющие с 3/32 и 1/8, не сработают против меня.
Если я правильно прочитал его первоначальный пост, он не тот, кто готовит суставы. Металлурги и строители доков — худшие преступники, чтобы сделать работу последней. Мой друг Чак начал работу и стал сварщиком за 3 дня, выполняя 30 моментных соединений в день !! Ребята сказали ему помедленнее. Он сказал им нет, они идут в зал, он идет на следующую работу. На ступице в ТЦ один стык сварили за 3 месяца.
Металлурги и строители доков — худшие преступники, чтобы сделать работу последней. Мой друг Чак начал работу и стал сварщиком за 3 дня, выполняя 30 моментных соединений в день !! Ребята сказали ему помедленнее. Он сказал им нет, они идут в зал, он идет на следующую работу. На ступице в ТЦ один стык сварили за 3 месяца.Дэйв Дж.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить Ответить с цитатой
03-08-2013 №13
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Первый пост правильный? Толщина фланца 1 дюйм, а стенка 1/8? Этого не может быть.
 ..
..Ответить Ответить с цитатой
03-08-2013 №14
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Веб 3/8 мин, подготовка, как я сказал. С SSFC NR-233 должен быть 2-часовой сварной шов. Еще один рабочий-металлург или строитель доков пытается продлить работу !!!
Ответить Ответить с цитатой
03-08-2013 №15
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Большой стержень, вероятно, находится вне процедуры и/или стержень поставляется магазином.
 Нет смысла предлагать одно и то же 10 раз, потому что это конец, все будет решением, когда, скорее всего, это никоим образом не контролируемый вариант.
Нет смысла предлагать одно и то же 10 раз, потому что это конец, все будет решением, когда, скорее всего, это никоим образом не контролируемый вариант.Ответить Ответить с цитатой
03-08-2013 №16
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Я знаю, что при использовании проволоки и использовании горячих и тяжелых опорных стержней может быть большая помощь для ускорения процесса.
Прикрепленные изображения Вы должны разрезать птице рот в паутине.
Вы должны разрезать птице рот в паутине.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить Ответить с цитатой
03-09-2013 # 17
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Мне нравится твой стиль, Павинстилман.
 Если бы это зависело от мастера из структурной стали и у него была возможность использовать тяжелую штангу и опорные стержни, отличный совет. Если его компания только что вручила ему какое-либо удилище, то я думаю, что это просто момент, когда это работает.
Если бы это зависело от мастера из структурной стали и у него была возможность использовать тяжелую штангу и опорные стержни, отличный совет. Если его компания только что вручила ему какое-либо удилище, то я думаю, что это просто момент, когда это работает.Ответить Ответить с цитатой
03-10-2013 # 18
Re: Самый быстрый способ стыковой сварки 18-дюймовой двутавровой балки??
Я ценю все советы, и кто когда-либо говорил, что «уложитесь в срок, парень в офисном кресле получает бонусный комментарий, это совершенно правильно .
 .. лол», это было объяснено мне вчера. Я не смог использовать опорную планку, мне повезло, что я смог отшлифовать большую часть оцинковки. К счастью, я был в выпивке, и мастер ничего не видел. Причина разрыва из того, что я мог сказать, заключается в том, что новая структура была на дюйм или около того выше, чем существующая. Слесарь снял только верхнее измерение, а не верхнее и нижнее, в чем я не могу его винить, он, вероятно, думал, что все было на низком уровне. . единственные стержни, которые мы получили на рабочей площадке, — это 1/8 и 5/32 7018, и то же самое для 6010, мне сказали сварить его в спешке, поэтому я сделал все, что мог, с тем, что у меня было. Я использовал усилители 1/8 дюйма 6010 и меньше, чтобы заполнить пробел, что само по себе заняло почти 3 часа. Многие сварщики могут не согласиться с этим, но работа была сделана в кратчайшие сроки, и у меня все еще есть работа… лол, что, в конце концов, является прекрасным чувством. Сначала мне это не понравилось, весь процесс включения и прожига, но пока вы можете контролировать свою лужу, ваши сварные швы все равно получаются хорошими.
.. лол», это было объяснено мне вчера. Я не смог использовать опорную планку, мне повезло, что я смог отшлифовать большую часть оцинковки. К счастью, я был в выпивке, и мастер ничего не видел. Причина разрыва из того, что я мог сказать, заключается в том, что новая структура была на дюйм или около того выше, чем существующая. Слесарь снял только верхнее измерение, а не верхнее и нижнее, в чем я не могу его винить, он, вероятно, думал, что все было на низком уровне. . единственные стержни, которые мы получили на рабочей площадке, — это 1/8 и 5/32 7018, и то же самое для 6010, мне сказали сварить его в спешке, поэтому я сделал все, что мог, с тем, что у меня было. Я использовал усилители 1/8 дюйма 6010 и меньше, чтобы заполнить пробел, что само по себе заняло почти 3 часа. Многие сварщики могут не согласиться с этим, но работа была сделана в кратчайшие сроки, и у меня все еще есть работа… лол, что, в конце концов, является прекрасным чувством. Сначала мне это не понравилось, весь процесс включения и прожига, но пока вы можете контролировать свою лужу, ваши сварные швы все равно получаются хорошими. К тому же, это прилив адреналина, когда белые шляпы повсюду лают, рабочие-железщики приспосабливаются и стучат, а вы там просто крутитесь и горите … лол, еще раз спасибо за совет.
К тому же, это прилив адреналина, когда белые шляпы повсюду лают, рабочие-железщики приспосабливаются и стучат, а вы там просто крутитесь и горите … лол, еще раз спасибо за совет.Ответить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как сделать прочные сварные соединения двутавровых балок?
Хотите более прочные сварные соединения двутавровых балок? В этой статье мы объясняем, что необходимо знать термины сварки, необходимые для подготовки под сварку двутавровых балок.
Сварочная терминология
Терминология балочной сварки часто вызывает путаницу. Ниже объясняются некоторые из этих терминов.
Ниже объясняются некоторые из этих терминов.
Геометрия пересечения
Наклон
Острый угол между осями стержня в горизонтальной плоскости.
Уклон
Острый угол между осями стержня в вертикальной плоскости. Также называется «наклон».
Форма
Фактическая геометрия для создания торцевого выреза, выреза или отверстия для правильной посадки.
Подготовка под сварку
Угол канавки φ
Угол между противоположными поверхностями соединяемых деталей, образующий канавку, заполняемую сварочным материалом. Может быть внутренним или внешним углом разделки канавки для подготовки к сварке.
Угол скоса β
Угол, образованный между осевой линией, перпендикулярной стене, и поверхностью среза стены. Равен углу резания и может быть отрицательным или положительным.
- Перпендикулярный разрез имеет β=0°;
- Самая большая β-плазма 45° (- или +).
Двугранный угол ψ
Угол между наружными гранями соединяемых стен. Расчеты оптимальной подготовки сварного шва основаны на ψ.
Корневое отверстие (R)
Разделение на стыке между стенами после укладки. Техника увеличения проникновения в шов для более прочных соединений.
Выемка
Отверстие в стенке прямо под фланцем для обеспечения полного проникновения фланцевого соединения и проведения неразрушающих испытаний. Подробнее о швах
Типы сварных швов
- Угловой шов
- Сварной шов с разделкой кромок
- Сварка встык
Руководство по подготовке под сварку сварных соединений двутавровых балок
Компания HGG разрабатывает станки для резки балок, предназначенные для резки боковых поверхностей и подготовки сварных швов с различными типами фасок.
Резка под углом
Нет
Предпочтительно в случае болтовых соединений или для угловых сварных швов.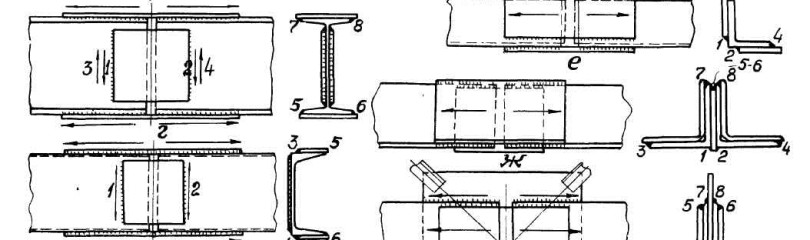
Одинарная разделка
Скошенный срез для сварки разделкой. Подготовка под сварку на верхней или нижней стороне.
Одинарная разделка с носиком
Скошенная кромка для сварки разделкой с широкой корневой поверхностью. Подготовка под сварку на верхней или нижней стороне.
Двойная разделка
X-образный скос для сварных швов с разделкой X или K. Маленькая корневая поверхность может быть нанесена после резки.
Двойная разделка с носиком
Х-образный скос для сварки с разделкой по оси Х или К с широкой корневой поверхностью.
Крысиные норы
Это открытое отверстие в стенке прямо у фланца позволяет выполнять непрерывные сварные швы на фланцевых соединениях поперек стенки с полным проплавлением соединения. Необходимое уменьшение полотна позволяет избежать дефектов, таких как разрывы, включения и неполное прохождение проходов. Крысиные отверстия позволяют проводить неразрушающий контроль всего соединения. В зависимости от контрактных документов и включенных в них правил сварки производитель может отказаться от применения решетчатых отверстий. Это позволяет избежать усадки стенки, но при расчете прочности необходимо учитывать возможные дефекты, которые невозможно проверить.
Крысиные отверстия позволяют проводить неразрушающий контроль всего соединения. В зависимости от контрактных документов и включенных в них правил сварки производитель может отказаться от применения решетчатых отверстий. Это позволяет избежать усадки стенки, но при расчете прочности необходимо учитывать возможные дефекты, которые невозможно проверить.
Нет
Без уменьшения сечения стенки для полной прочности. Неразрушающий контроль швов, расположенных поперек стенки, невозможен.
Тип 1
Традиционная крысиная нора. Требуемое расстояние между горелкой и фланцем для резки полотна требует минимальной шлифовки.
Тип 6
Оптимизированный HGG люк. Шлифовка не требуется.
AWS 6.2
Сварное смотровое отверстие для соединений, рассчитанных на сейсмический момент (только CAD-CAM).
Практический пример
Приведенные ниже примеры помогут вам понять структуру этого документа.