размеры листа, ширина и толщина металлопрофиля
Профнастил на сегодняшний день является наиболее распространенным видом кровельных материалов. Профнастил размеры листа зависят от двух параметров: желания заказчика и целей использования. Материал является стальным листом волнообразной формы со специальным полимерным покрытием.
Профнастил размер листа
Материал применяют при возведении кровли, заборов, облицовке стен, создании каркаса для нежилых помещений и т. д. Данный материал используется как для внешней, так и для внутренней облицовки, размеры листа профлиста это позволяют.
Металлопрофиль — размеры и виды листов:
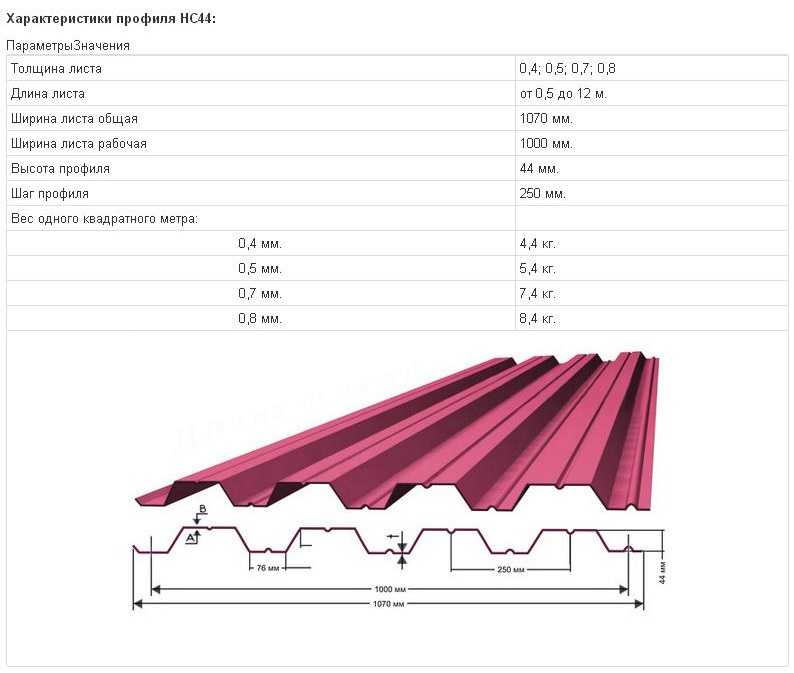
- Н — несущий, кровельный профнастил. Высота гофры листа составляет более 44 мм. Такой профнастил отличается повышенной устойчивостью к механическим воздействиям и жесткостью. Благодаря этому он нашел свое применение при строительстве опорных и несущих конструкций, перекрытий и кровли.
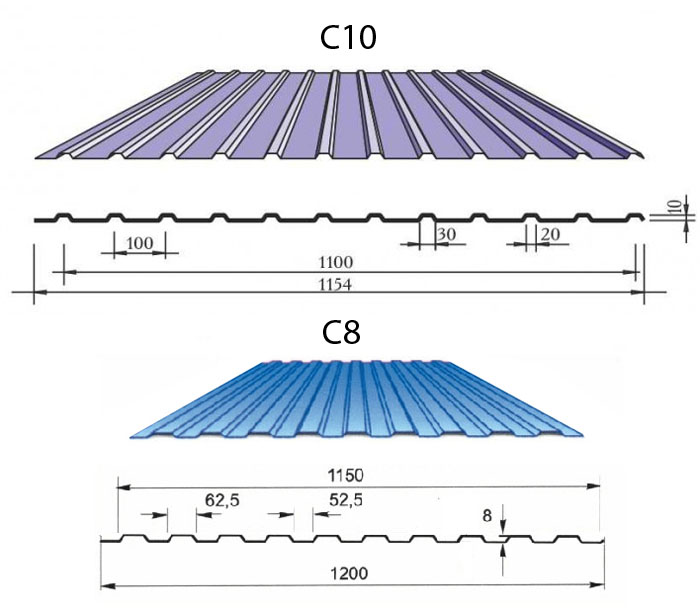
- С — стеновой профнастил.
 Ввиду меньшей высоты гофры (от 8 до 44 мм) имеет не столь высокие показатели жесткости. Поэтому данный тип профлиста используется в качестве облицовочного материала.
Ввиду меньшей высоты гофры (от 8 до 44 мм) имеет не столь высокие показатели жесткости. Поэтому данный тип профлиста используется в качестве облицовочного материала. - НС — несуще-стеновой, универсальный профнастил. Высота гофры составляет 35-44 мм. Имеет хорошие показатели жесткости, а поэтому может эффективно использоваться как для создания стен и заборов, так и для монтажа кровли.
 Ввиду меньшей высоты гофры (от 8 до 44 мм) имеет не столь высокие показатели жесткости. Поэтому данный тип профлиста используется в качестве облицовочного материала.
Ввиду меньшей высоты гофры (от 8 до 44 мм) имеет не столь высокие показатели жесткости. Поэтому данный тип профлиста используется в качестве облицовочного материала.Кровельный профнастил отличается от стенового и универсального большей высотой профиля. Также важно упомянуть что несущий металлопрофиль имеет толщину стального основания большую, чем у двух других типов.
Обычно используется профнастил для крыши — размеры листа у которого не превышают 4 метра. При больших значениях длины с листом становится неудобно работать.
Длина и ширина металлопрофиля
Профнастил длина листа может быть абсолютно разной, так как его изготавливают из рулонной стали. Поэтому этот габарит зависит от потребностей заказчика. При расчете профнастила на крышу учитывают не только длину самого ската крыши, но и свес козырька.
При расчете профнастила на крышу учитывают не только длину самого ската крыши, но и свес козырька.
Обычно используется профнастил ширина листа которого колеблется в диапазоне 980 — 1850 мм. При этом стоит различать полезную и реальную ширину листа. Так, полезная ширина, за счет монтажа профнастила внахлест, всегда на 4-8 см меньше реальной.
Не меньшее значение имеет и назначение материала. Так, металлопрофиль размеры которого составляют 2,4- 12 метров может использоваться для абсолютного числа задач в строительстве. Стандартные размеры металлопрофиля используются для кровель больших зданий — это позволяет уложить профиль в определенном порядке, тем самым достигаются высокие показатели герметичности и отличный внешний вид кровли.
Но, не зависимо от своих размеров, все листы металлопрофиля для крыши обладают высокими показателями прочности и надежности.
Металлопрофиль — толщина и высота
Толщина листов металлопрофиля напрямую влияет на прочность материала — чем она больше, тем большие нагрузки способен выдержать материал. Стандартно толщина профнастила бывает 0,5 и 0,55 мм, также встречаются листы толщиной 0,7, 0,8 и 1 мм. При определении необходимой толщины листа для строительства, следует отталкиваться от площади возводимого объекта и возможных нагрузок.
Стандартно толщина профнастила бывает 0,5 и 0,55 мм, также встречаются листы толщиной 0,7, 0,8 и 1 мм. При определении необходимой толщины листа для строительства, следует отталкиваться от площади возводимого объекта и возможных нагрузок.
Высота профиля материала может быть разной. В случае с профнастилом, высотой называют расстояние между двумя смежными гофрами. Чем больше размер гофры, тем больший объем приобретает покрываемый объект. Обычно высота колеблется в районе 15-130 мм и она зависит от рисунка прогибов. Для ограждения используют листы с невысоким профилем, в то время как объемные листы применяют для возведения кровли и облицовки фасадов.
Таким образом, можно вывести основные параметры, которыми обладает кровельный металлопрофиль: размеры листа, толщина основания, высота профиля, тип защитного покрытия, марка.
Таблица расчета веса профлиста – Первая Металлобаза
Вы находитесь в разделе Справочной информации.
Если вам нужно узнать цену и рассчитать точный вес предполагаемого заказа, перейдите по ссылке в соответствующий раздел: Профлист.
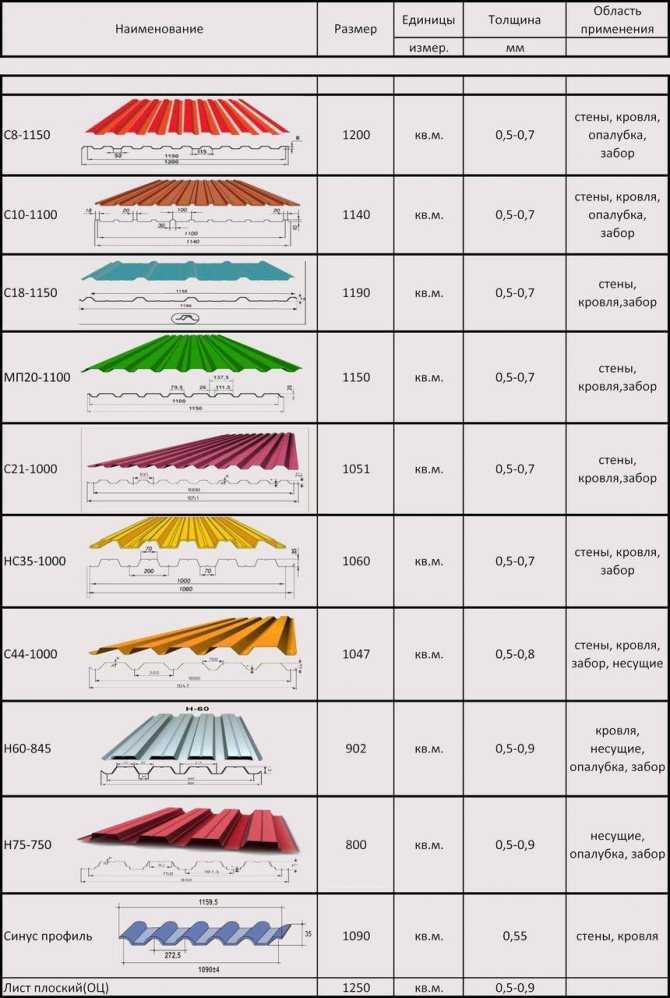
В зависимости от области применения все профлисты делятся на три категории. В первом случае листы применяются только для кровельных покрытий и маркируются буквой «Н». Во втором случае профнастил предназначен для вертикальной установки при возведении заборов и стен – его маркируют буквой «С». Наконец, в третьем случае лист может быть применен и для крыш, и для вертикальных конструкций – его маркируют просто «НС». Кроме того, существует профлист с чередованием широких и узких полос – его маркируют как МП, и он может применяться как в кровельных, так и в стеновых работах.
Таблица основных характеристик стального профнастила | |||
Чертеж | Высота гофра, мм | Толщина металла, мм | Норматив |
С21 стеновой | 21 | 0,5 – 0,8 | ГОСТ 24045-2016 |
НС35 кровельный стеновой | 35 | 0,5 – 0,8 | ГОСТ 24045-2016 |
Н60 кровельный | 60 | 0,7 – 1,0 | ГОСТ 24045-2016 |
Промышленность выпускает профнастил размеров, удовлетворяющих практически любые потребности застройщиков. По длине «Н» профили выпускают от 3 до 12 метров с разницей в 250 мм между видами. «С» профили имеют разницу не более 300 мм при общей длине от 2,4 до 12 метров. При этом допускается, чтобы длина профлиста определялась по договоренности между изготовителем и заказчиком.
По длине «Н» профили выпускают от 3 до 12 метров с разницей в 250 мм между видами. «С» профили имеют разницу не более 300 мм при общей длине от 2,4 до 12 метров. При этом допускается, чтобы длина профлиста определялась по договоренности между изготовителем и заказчиком.
Высота профиля (гофры) указывается в краткой маркировке – обычно после буквы следует цифра в миллиметрах. Соответственно, С21 имеет высоту в 21 мм. Гофры регламентируются для кровельных покрытий по высоте от 15 до 160 мм, а для стеновых от 8 до 44 мм, хотя в последнем случае допускается увеличение по договоренности с заказчиком.
Ширина может колебаться от 1200 мм у С8 до 653 у профлиста Н114. Помимо общей ширины существует рабочая ширина, которая получается в процессе укладки листа на поверхность, когда крайние гофры совпадают, образуя жесткое соединение в замок. Толщина листа больше у типа «Н» – она находится в пределах 0,5 – 0,9 мм. У «НС» и «С» соответственно 0,55 – 0,8 мм и 0,55 – 0,7 мм. Однако, сегодня на рынке появились профлисты типа «С» с толщинами 0,45 и даже 0,4 мм. У Н60 толщина может достигать даже 1,2 мм. Таким образом, размерный ряд во многом зависит от производителя и потребностей крупного заказчика.
У Н60 толщина может достигать даже 1,2 мм. Таким образом, размерный ряд во многом зависит от производителя и потребностей крупного заказчика.
Профнастил может быть защищен специальным полимерным покрытием, имеющим любой цветовой оттенок, а может быть просто оцинкован. Цвет покрытия на разных сторонах листа может быть разным. Производителю рекомендуется производить листы с капиллярной канавкой для отвода ненужной влаги.
Вес профлиста
В процессе выполнения монтажных работ большое значение имеет правильный расчет массы конструкции. Поэтому важно знать, сколько весит лист профнастила определенного вида. Наиболее легкими являются листы типа «С» – от 5,4 до 7,4 килограмма на один квадратный метр. Квадратный метр листа «НС» может весить от 6,3 до 9,4 килограмм. Соответственно, лист «Н» имеет показатель в 7,4 – 11,1 кг на квадратный метр.
Полезной информацией также является вес одного погонного метра наиболее популярных листов профнастила. У С20 и С21, например, вес колеблется от 4 до 7 кг, а у НС44 от 4 до 8 кг.
Таблица веса профнастила из оцинкованной стали (цинковое покрытие Zn 100) | ||||||||||
Толщина, мм | Вес 1 кв.м, кг | Кв. метров в 1 т | Вес 1 кв. метра профнастила по полезной ширине | |||||||
С8 | С10 | С17 | С21 (НС35) | Н57 | Н60 | Н75 | Н114 | |||
0,3 | 2,46 | 407,33 | 2,67 | 2,79 | 2,82 | 3,07 | 3,60 | 3,63 | 4,09 | 5,11 |
0,35 | 2,85 | 351,19 | 3,10 | 3,24 | 3,27 | 3,56 | 4,18 | 4,21 | 4,75 | 5,93 |
0,4 | 3,24 | 308,64 | 3,52 | 3,68 | 3,72 | 4,05 | 4,75 | 4,79 | 5,40 | 6,75 |
0,45 | 3,63 | 275,29 | 3,95 | 4,13 | 4,17 | 4,54 | 5,33 | 5,37 | 6,05 | 7,57 |
0,5 | 4,03 | 248,45 | 4,38 | 4,57 | 4,62 | 5,03 | 5,90 | 5,95 | 6,71 | 8,39 |
0,55 | 4,42 | 226,37 | 4,80 | 5,02 | 5,07 | 5,52 | 6,48 | 6,53 | 7,36 | 9,20 |
0,6 | 4,81 | 207,90 | 5,23 | 5,47 | 5,52 | 6,01 | 7,05 | 7,12 | 8,02 | 10,02 |
0,65 | 5,20 | 192,22 | 5,65 | 5,91 | 5,97 | 6,50 | 7,63 | 7,70 | 8,67 | 10,84 |
0,7 | 5,60 | 178,73 | 6,08 | 6,36 | 6,42 | 6,99 | 8,21 | 8,28 | 9,33 | 11,66 |
0,75 | 5,99 | 167,01 | 6,51 | 6,80 | 6,87 | 7,48 | 8,78 | 8,86 | 9,98 | 12,47 |
0,8 | 6,38 | 156,74 | 6,93 | 7,25 | 7,32 | 7,98 | 9,36 | 9,44 | 10,63 | 13,29 |
0,85 | 6,77 | 147,66 | 7,36 | 7,70 | 7,77 | 8,47 | 9,93 | 10,02 | 11,29 | 14,11 |
0,9 | 7,17 | 139,57 | 7,79 | 8,14 | 8,22 | 8,96 | 10,51 | 10,60 | 11,94 | 14,93 |
0,95 | 7,56 | 132,32 | 8,21 | 8,59 | 8,67 | 9,45 | 11,08 | 11,18 | 12,60 | 15,74 |
1,0 | 7,95 | 125,79 | 8,64 | 9,03 | 9,12 | 9,94 | 11,66 | 11,76 | 13,25 | 16,56 |
1,2 | 9,52 | 105,04 | 10,35 | 10,82 | 10,92 | 11,90 | 13,96 | 14,08 | 15,87 | 19,83 |
1,35 | 10,70 | 93,48 | 11,63 | 12,16 | 12,27 | 13,37 | 15,69 | 15,82 | 17,83 | 22,29 |
1,4 | 11,09 | 90,17 | 12,05 | 12,60 | 12,72 | 13,86 | 16,27 | 16,41 | 18,48 | 23,10 |
1,5 | 11,88 | 84,21 | 12,91 | 13,49 | 13,62 | 14,84 | 17,42 | 17,57 | 19,79 | 24,74 |
1,8 | 14,23 | 70,27 | 15,47 | 16,17 | 16,32 | 17,79 | 20,87 | 21,05 | 23,72 | 29,65 |
2,0 | 15,80 | 63,29 | 17,17 | 17,95 | 18,12 | 19,75 | 23,17 | 23,37 | 26,33 | 32,92 |
2,5 | 19,73 | 50,70 | 21,44 | 22,41 | 22,62 | 24,66 | 28,93 | 29,18 | 32,88 | 41,09 |
3,0 | 23,65 | 42,28 | 25,71 | 26,88 | 27,12 | 29,56 | 34,69 | 34,99 | 39,42 | 49,27 |
Таблица веса профнастила из окрашенной стали (полиэстер) | ||||||||||
Толщина, мм | Вес 1 кв. | Кол-во м2 в 1 т | Вес 1 кв. метра профнастила по полезной ширине | |||||||
С8 | С10 | С17 | С21 (НС35) | Н57 | Н60 | Н75 | Н114 | |||
0,4 | 3,12 | 320,28 | 3,39 | 3,55 | 3,58 | 3,90 | 4,58 | 4,62 | 5,20 | 6,50 |
0,45 | 3,51 | 284,52 | 3,82 | 3,99 | 4,03 | 4,39 | 5,15 | 5,20 | 5,86 | 7,32 |
0,5 | 3,91 | 255,93 | 4,25 | 4,44 | 4,48 | 4,88 | 5,73 | 5,78 | 6,51 | 8,14 |
0,55 | 4,30 | 232,57 | 4,67 | 4,89 | 4,93 | 5,37 | 6,31 | 6,36 | 7,17 | 8,96 |
0,6 | 4,69 | 213,12 | 5,10 | 5,33 | 5,38 | 5,87 | 6,88 | 6,94 | 7,82 | 9,78 |
0,65 | 5,08 | 196,67 | 5,53 | 5,78 | 5,83 | 6,36 | 7,46 | 7,52 | 8,47 | 10,59 |
0,7 | 5,48 | 182,57 | 5,95 | 6,22 | 6,28 | 6,85 | 8,03 | 8,10 | 9,13 | 11,41 |
0,75 | 5,87 | 170,37 | 6,38 | 6,67 | 6,73 | 7,34 | 8,61 | 8,68 | 9,78 | 12,23 |
0,8 | 6,26 | 159,69 | 6,81 | 7,12 | 7,18 | 7,83 | 9,18 | 9,26 | 10,44 | 13,05 |
0,85 | 6,65 | 150,27 | 7,23 | 7,56 | 7,63 | 8,32 | 9,76 | 9,84 | 11,09 | 13,86 |
0,9 | 7,05 | 141,90 | 7,66 | 8,01 | 8,08 | 8,81 | 10,34 | 10,42 | 11,75 | 14,68 |
0,95 | 7,44 | 134,41 | 8,09 | 8,45 | 8,53 | 9,30 | 10,91 | 11,01 | 12,40 | 15,50 |
1,0 | 7,83 | 127,68 | 8,51 | 8,90 | 8,98 | 9,79 | 11,49 | 11,59 | 13,05 | 16,32 |
1,2 | 9,40 | 106,36 | 10,22 | 10,68 | 10,78 | 11,75 | 13,79 | 13,91 | 15,67 | 19,59 |
1,4 | 10,97 | 91,14 | 11,93 | 12,47 | 12,58 | 13,72 | 16,09 | 16,23 | 18,29 | 22,86 |
1,5 | 11,76 | 85,05 | 12,78 | 13,36 | 13,48 | 14,70 | 17,24 | 17,39 | 19,60 | 24,49 |
 м, кг
м, кгПрофлист: ГОСТ
Сегодня выпуск профлистов в России, Белоруссии, Киргизии и Армении подчиняется ГОСТ 24045-2016.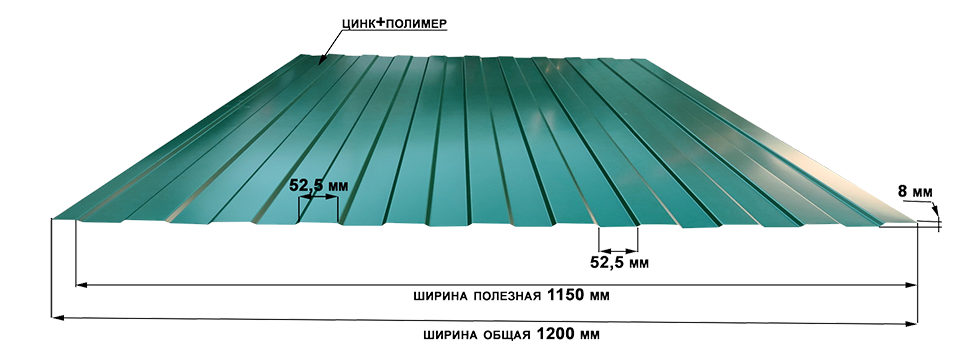 С данным документом непосредственно связаны:
С данным документом непосредственно связаны:
- ГОСТ 9.401-91, регламентирующий защиту от коррозии и способы защитного покрытия.
- ГОСТ 7566-94, регламентирующий условия хранения, перевозки, упаковки и маркировки металлопроката.
- ГОСТ 14918-80, регламентирующий выпуск тонколистовой оцинкованной стали с непрерывными линиями на профиле.
- ГОСТ Р52246-2004, регламентирующий листовой горячеоцинкованный металлопрокат.
- ГОСТ 19904-90, регламентирующий сортамент листового холоднокатанного металлопроката.
- ГОСТ 30246-94, регулирующий условия выпуска тонколистового проката в рулонах с лакокрасочным покрытием защитного и декоративного свойства.
ГОСТ устанавливает наличие предельных отклонений в геометрических размерах профилированного листа. Наибольшая погрешность допускается по ширине для листов с высотой гофры от 75 до 160 мм – 15 миллиметров в любую сторону. Для всех остальных листов отклонение по ширине не должно превышать 8 мм в любую сторону. В первом рассмотренном случае отклонения по высоте гофры (профиля) не должны превышать 2,5 мм в любую сторону. Для высот 60-74 мм допустимо отклонение в 2 мм; от 20 до 59 мм допускается отклонение в 1,5 мм и для высот до 19 мм включительно недопустимо отклонение больше чем на 1 мм в любую сторону.
В первом рассмотренном случае отклонения по высоте гофры (профиля) не должны превышать 2,5 мм в любую сторону. Для высот 60-74 мм допустимо отклонение в 2 мм; от 20 до 59 мм допускается отклонение в 1,5 мм и для высот до 19 мм включительно недопустимо отклонение больше чем на 1 мм в любую сторону.
Сведения о профиле содержатся в маркировке, которая наносится на полный пакет листовой продукции в виде надписи на ярлыке. На ярлык наносятся товарный знак изготовителя, обозначение профиля по ГОСТ, длина и количество листов, масса всех листов, номер партии и конкретной упаковки. Информация заверяется штампом предприятия изготовителя. Обозначение профиля по ГОСТ включает в себя (последовательно) тип профиля, высоту гофры, его общую длину и толщину, а также марку стали, тип покрытия каждой стороны, цвет если применено цветное покрытие и непосредственно номер ГОСТ, который регламентировал выпуск изделия.
Техническая информация о стальном листе.
Руководство по проектированию методом прямого прессования металла — DFM
Содержание статьи
Продуманно спроектированная деталь из штампованного металла будет успешно соответствовать форме, посадке и функциям конечного продукта. Ниже приводится подробное руководство по проектированию для экструзии металла, в котором рассматриваются 5 ключевых переменных проектирования экструзии металла и приводятся советы по проектированию экструзии для производства (DFM) .
Ниже приводится подробное руководство по проектированию для экструзии металла, в котором рассматриваются 5 ключевых переменных проектирования экструзии металла и приводятся советы по проектированию экструзии для производства (DFM) .
Что такое прямое прессование металла?
Прямая экструзия металла — один из 5 основных типов процессов экструзии металла , в котором металлическая заготовка продавливается через неподвижную головку для придания заданной формы.
Этот процесс формовки металла может выполняться как в горячем, так и в холодном состоянии. Но, как правило, заготовки нагревают перед тем, как протолкнуть их через матрицу, чтобы уменьшить трение и необходимое усилие. Размеры прессованной заготовки зависят от экструдированного профиля и количества материала, которое удерживает заготовка. Детали, полученные после выдавливания, называются экструдаты .
Прямая экструзия является наиболее распространенным процессом экструзии, используемым при экструзии профилей, в основном из-за простоты производственной конструкции и гибкости, которую он обеспечивает при производстве профилей.
Объявление
Объявление
Объявление
Объявление
Обычно для экструзии используются сталь, медь и алюминий. Экструзия алюминиевого сплава имеет много преимуществ, таких как легкий вес, высокое соотношение прочности к весу, коррозионная стойкость, теплопроводность, возможность полной переработки, очень жесткие допуски, простота изготовления и экономичность. Следовательно, это один из наиболее часто экструдируемых материалов.
По вышеуказанной причине в этой статье будет сделан упор на экструзии из алюминиевого сплава.
Правильный выбор конструкции даст значительные преимущества с точки зрения экструдируемости, производственных затрат и дизайна. На начальном этапе проектирования детали перед переходом к детальному проектированию следует рассмотреть следующие пять конструктивных параметров экструзии металла.
Сплавы и их сплавы
Чистый алюминий, как и многие другие металлы, имеет свои ограничения, поэтому его сплавляют с такими элементами, как медь, магний и т. д., для получения сплавов с различными свойствами. Различные алюминиевые сплавы имеют разные свойства и характеристики, следовательно, предлагают разные преимущества. В зависимости от требований к дизайну конечного продукта необходимо сделать выбор с точки зрения его механических характеристик, постобработки, качества и стоимости для достижения желаемой функциональной части.
- Механические характеристики
- Свойства продукта – прочность, пластичность
- Обрабатываемость – экструдируемость, выход продукта
- Термообрабатываемые или нетермообрабатываемые
- Термообрабатываемые – 2xxx, 6xxx, 7xxx (HT)
- Термообрабатываемый – 1xxx, 3xxx, 5xxx (NHT)
- Характеристики коррозии
- Состав сплава
- Стоимость
Далее, в зависимости от состава выбранного сплава, его можно упрочнить и упрочнить с использованием различных методов отпуска.
Золотой наконечник – алюминиевые сплавы серии 6000 являются наиболее распространенными и используются почти для 75% алюминиевого профиля. Наиболее часто используются 6063 и 6061.
В этой публикации Совета производителей алюминиевых экструдеров содержится дополнительная информация об алюминиевых сплавах, их свойствах и рабочих параметрах, а также о наиболее часто используемых алюминиевых сплавах для экструзии.
Реклама
Реклама
Реклама
Реклама
Формы (экструзионный профиль)
Конфигурации алюминиевых профилей можно разделить на три категории. Полые, полупустые и сплошные, как показано на рисунке 2.
Рисунок 2. Типы конфигураций формы металлического профиля (Источник: bwcgroup.co.uk)Сплошные профили дешевле в изготовлении, поскольку они наименее сложны. Полупустые профили определяются соотношением шпунта.
При рассмотрении конфигурации формы следует учитывать следующее
- Одинаковая толщина стенки
- Закругленные края
- Ограничения формы
Золотой наконечник – Наименее сложный и простой в экструдировании профиль, дешевле, чем более сложный профиль и более длительный процесс.
Допуски
В большинстве случаев профили экструзии являются частью сборки и требуют тесного взаимодействия с окружающими компонентами, поэтому допуски размеров становятся критически важными. Разработчик продукта должен знать допуски на размеры стандартов ISO, в соответствии с которыми экструзионные детали могут быть изготовлены с минимальными затратами. Они должны охватывать прямолинейность, плоскостность, изгиб, а также толщину, углы, контуры и радиусы углов.
Следующие стандартные таблицы допусков Ассоциации алюминиевых сплавов содержат ключевые допуски размеров алюминиевого профиля:
- Длина, прямолинейность, крутка, плоскостность, шероховатость поверхности – проволока, стержень, стержень и профили
- Круглая труба – диаметр, ширина и глубина квадратной, прямоугольной, шестиугольной и восьмиугольной трубы, толщина стенки
Следующие видеоролики Ассоциации алюминиевых производителей о том, как можно точно измерить допуски на экструзию алюминия, помогут вам понять, что измеряется и как использовать приведенные выше таблицы.
- Как проверить размеры металла и пространства на сплошных профилях
- Как проверить размеры металла и пространства на полых профилях
- Как проверить прямолинейность металлического профиля
- Как проверить скручивание металлического профиля
- Как проверить плоскостность металлического профиля
Поверхностная обработка
Когда алюминий экструдируется, на его поверхности образуется тонкий оксидный слой для защиты от атмосферы. Для увеличения или усиления защиты продукта на нем выполняются различные отделки и обработки поверхности. К ним относятся:
- Порошковое покрытие (использование растворителей)
- Жидкое покрытие (использование красок)
- Анодирование (электрохимический процесс)
- Химическая обработка (например, травление и т. д.)
- Механическая обработка (например, полировка, шлифование и т. д.)
- Предварительная обработка (например, очистка и т.
 д.)
д.)
Диаметр описанной окружности (CCD)
Диаметр описанной окружности является обычным измерением профиля металлического профиля и представляет собой наименьший круг, охватывающий все поперечное сечение профиля. Хотя возможно производить экструзии до 18 дюймов CCD, стоимость увеличивается с увеличением CCD. Следовательно, наиболее распространенные профили имеют диаметр менее 8 дюймов.
Рисунок 3. Диаметр описывающей окружности (Источник: Совет по производству алюминиевых экструдеров (AEC))Золотой наконечник. Сохраните конструкцию таким образом, чтобы ПЗС-профили были меньше 8 дюймов, а соотношение веса и фута составляло 3 фунта или меньше, что улучшит конструкцию. существенно.
Реклама
Реклама
Реклама
Реклама
Рекомендации DFM для металлических профилей
Проектирование для производства заключается в объединении дизайна с практичностью изготовления детали. Цель состоит в том, чтобы спроектировать профиль экструзии, который легко и экономично изготавливается и удовлетворяет требованиям по форме, посадке и функционированию деталей.
Цель состоит в том, чтобы спроектировать профиль экструзии, который легко и экономично изготавливается и удовлетворяет требованиям по форме, посадке и функционированию деталей.
Проектирование с подходящей толщиной стенки
Обычно металл деформируется в процессе экструзии из-за тонкой или несимметричной толщины металла, очень похожего на металл процессы литья , такие как литье в песчаные формы и по выплавляемым моделям. Важно указать подходящую толщину металла, чтобы избежать деформации, в зависимости от конструктивных потребностей, чтобы удовлетворить требования и сделать его экономически эффективным.
Рисунок 5. Соответствующая толщина металлического профиля (Источник: bwcgroup.co.uk)Следующие факторы определяют минимальную толщину стенки (ссылка) и требуют тщательного рассмотрения на этапах проектирования разработки нового продукта .
- Выделение тепла – чем больше толщина экструзии, тем больше тепла выделяется во время процесса, что может исказить профиль
- Допуски
- Выбор сплава
- Сложность поперечного сечения
В следующей справочной таблице показаны минимальные практические значения толщины стенки с точки зрения экструзии на основе диаметра описанной окружности профиля.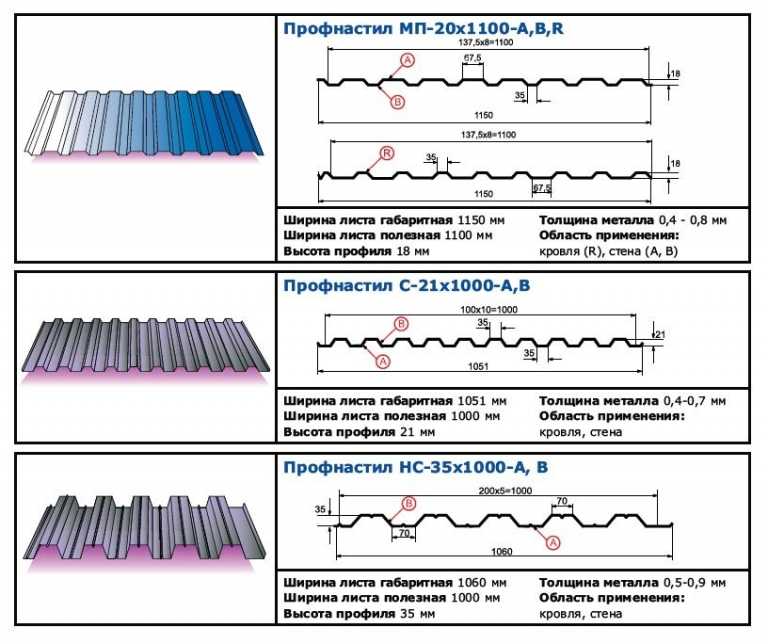
| Описываемая окружность (дюймы) | Класс 1 Твердые и полупустые тела (дюймы) | Класс 2 Пустоты 90 дюймов 902 |
|---|---|---|
| 0,5 ≤ ПЗС | 0,04 | 0,055 |
| 2 ≤ ПЗС | 0,045 | 0,062 |
| 3 ≤ ПЗС | 0,05 | 0,078 |
| 4 ≤ ПЗС | 0,062 | 0,094 |
| 5 ≤ ПЗС | 0,078 | 0,11 |
| 6 ≤ ПЗС | 0,094 | 0,125 |
| 7 ≤ ПЗС | 0,11 | 0,14 |
| 8 ≤ ПЗС | 0,125 | 0,156 |
| 9 ≤ ПЗС | 0,14 | 0,188 |
| 10 ≤ ПЗС | 0,156 | 0,204 |
| 11 ≤ ПЗС | 0,172 | 0,22 |
| 12 ≤ ПЗС | 0,188 | 0,236 |
Конструкция с одинаковой толщиной металла
Одно из преимуществ экструзии заключается в том, что она позволяет добавлять дополнительный материал там, где это необходимо, например, в местах монтажных отверстий, в зонах высокого напряжения и в других местах, вы можете получить более тонкие секции.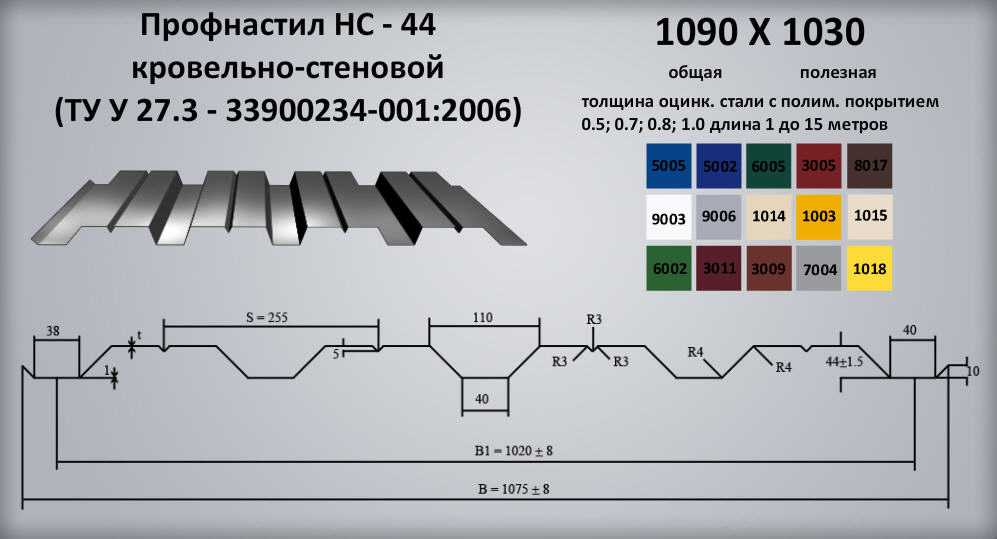 Но изменение толщины прилегающей стенки должно быть меньше 2:1.
Но изменение толщины прилегающей стенки должно быть меньше 2:1.
Большие неравномерные колебания толщины металла могут вызвать проблемы с контролем размеров. Поэтому крайне важно по возможности поддерживать одинаковую толщину металла на протяжении всего процесса, а в случае разницы в толщине обеспечивать обтекаемые переходы в местах резкого изменения толщины.
Рис. 7. Расчет с одинаковой толщиной металлаИспользование размеров металла при определении допусков
Размеры сплошного металлического профиля легче измерить по сравнению с открытыми зазорами, следовательно, легче сделать его с жестким допуском. Они называются «металлическими размерами», и проектировщик должен указать и полагаться на них в максимально возможной степени для более плотного сопряжения секций алюминиевого профиля.
Рис. 8. Допуск на прессование металла (Источник: bwcgroup.co.uk)Золотой наконечник – размер металла может быть выдавлен с жесткими допусками, в то время как размер открытого пространства труднее удерживать с жесткими допусками.

Стандарты допусков DIN ISO 2768-1 могут использоваться для алюминиевого профиля, так как большинство производителей профилей работают в соответствии с этими стандартами.
Обратите внимание на отделку поверхности
Внезапные изменения толщины стенки и внутренних соединений профилей, таких как ребра, полки и ребра, создают видимые полосы на противоположной стороне стены. Их можно сгладить, нанеся на поверхность канавки и зазубрины.
Рис. 9. Отделка экструзионной поверхности (Источник: bwcgroup.co.uk)Добавление соответствующих радиусов углов также минимизирует раковину снаружи.
Реклама
Реклама
Реклама
Реклама
Удалите острые края
Края отверстий профиля должны быть закруглены, чтобы избежать отлома языка штампа. Это также улучшит поток материала и облегчит экструзию.
Рисунок 10. Удаление острых кромок (Источник: bwcgroup.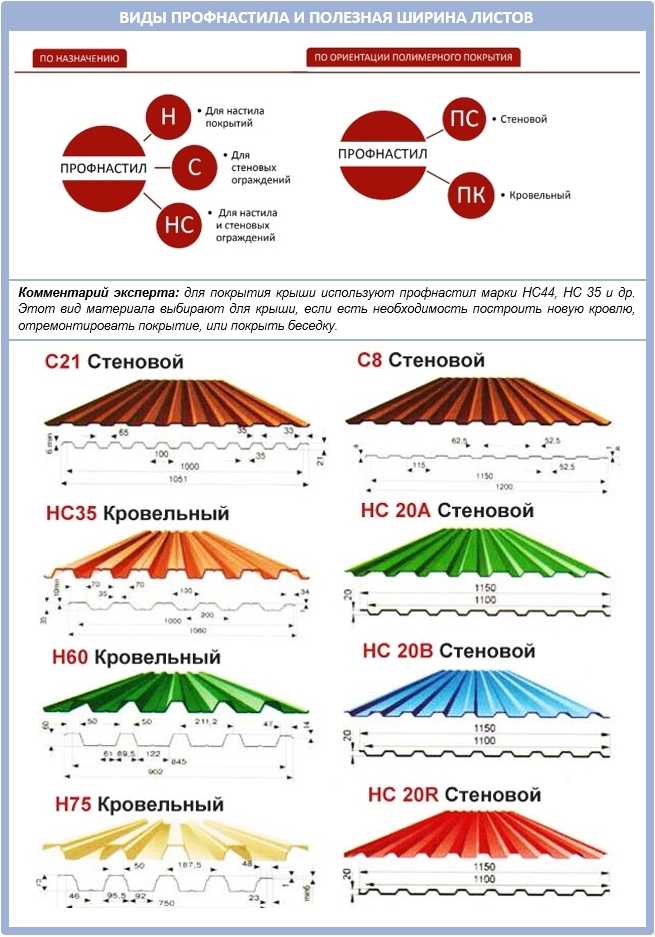 co.uk)
co.uk)Для проектирования углов рекомендуются следующие радиусы углов:
Рисунок 11. Радиусы углов (Источник: изображения Google)| Толщина стенки мм (дюйм) | Рекомендуемый радиус угла мм (дюйм) | ||
|---|---|---|---|
| Свыше | До | R1 | R2 |
| 0 | 2 (0,08 дюйма) | 2 (0,08 дюйма) | 1 (0,04 дюйма) |
| 2 (0,08 дюйма) | 4 (0,16 дюйма) | 2,5 (0,1 дюйма) | 1,6 (0,06 дюйма) |
| 4 (0,16 дюйма) | 6 (0,24 дюйма) | 4 (0,16 дюйма) | 2 (0,08 дюйма) |
| 6 (0,24 дюйма) | 10 (0,39 дюйма) | 6 (0,24 дюйма) | 3 (0,12 дюйма) |
| 10 (0,39 дюйма) | 20 (0,79 дюйма) | 10 (0,39 дюйма) | 5 (0,20 дюйма) |
| 20 (0,79 дюйма) | 35 (1,38 дюйма) | 16 (0,63 дюйма) | 10 (0,39 дюйма) |
| 35 (1,38 дюйма) | 50 (2 дюйма) | 20 (0,79 дюйма) | 16 (0,63 дюйма) |
Источник: Purso
Введение плавных переходов
Как обсуждалось ранее, области, в которых толщина изменяется от толстой к тонкой, должны быть оптимизированы по радиусу кривой с плавными переходами, чтобы избежать проблем, связанных с управлением размерами.
Встроенные перемычки
Полые части конструкции можно легко выдавливать с помощью перемычки, которая без проблем выдавливает тонкостенные секции.
Рис. 12. Металлические прессованные ребра (Источник: bwcgroup.co.uk)Включают ребра
Ребра используются в конструкциях, поскольку они помогают уменьшить скручивание в широких и тонких участках и сделать их плоскими или прямыми.
Рис. 13. Металлические экструзионные ребра (Источник: bwcgroup.co.uk)Включите индексную метку
Внедрение индексных меток может помочь различить внутреннюю и внешнюю поверхности или различить похожие профили. Их также можно использовать в качестве разметочных линий для сверления и нарезания резьбы, линий выравнивания сборки и т. д. во время окончательной сборки.
Рис. 14. Индексные метки металлического профиля (Источник: bwcgroup.co.uk)Рассмотрите возможность постобработки
Когда известны окончательные технические характеристики профиля профиля, убедитесь, что любые детали постобработки учтены или переданы разработчику профиля . Например, очень похоже на конструкцию литья в песчаные формы, где любые обрабатываемые поверхности с близким интерфейсом потребуют дополнительной толщины стенки.
Например, очень похоже на конструкцию литья в песчаные формы, где любые обрабатываемые поверхности с близким интерфейсом потребуют дополнительной толщины стенки.
- Припуски на обработанные поверхности должны быть добавлены и включены в выдавливание
- Определение размеров гнезд для винтов и функциональных зон с учетом допусков профиля
- Интерфейсы между профилями и стандартами обработки
- Обработка поверхности: до/после (например, некоторые элементы, такие как резьба, могут нуждаться в маскировке перед покраской или анодированием)
- Размеры гнутых компонентов не могут полностью соответствовать наиболее распространенным стандартам обработки
Пожалуйста, следуйте и как мы:
Дизайн для соображений экструзии, допусков и обзора
Дизайн для соображений экструзии, допусков и обзора
Алюминиевые измерения. Обзор
Экструзия Дизайн: Экструзия — это процесс, при котором металл проходит через формообразующую головку. Металл пластически деформируется при сжатии в полости штампа. Процессы экструзии могут осуществляться на горячих или холодных материалах. Экструзия отличается от волочения тем, что металл выталкивается, а не вытягивается под напряжением. Обычно стоимость установки для экструзии высока. Это из-за стоимости инструментов и настройки. Фактическая стоимость изготовленных деталей невелика, если они производятся в значительных количествах. Возможны сложные геометрические формы, такие как впадины и поднутрения. Жесткие допуски не характерны для процесса экструзии. Материалы, которые можно экструдировать: медь, латунь, алюминий, сталь, пластик и другие. Алюминий, пластик и медь наиболее подходят для экструзии.
Металл пластически деформируется при сжатии в полости штампа. Процессы экструзии могут осуществляться на горячих или холодных материалах. Экструзия отличается от волочения тем, что металл выталкивается, а не вытягивается под напряжением. Обычно стоимость установки для экструзии высока. Это из-за стоимости инструментов и настройки. Фактическая стоимость изготовленных деталей невелика, если они производятся в значительных количествах. Возможны сложные геометрические формы, такие как впадины и поднутрения. Жесткие допуски не характерны для процесса экструзии. Материалы, которые можно экструдировать: медь, латунь, алюминий, сталь, пластик и другие. Алюминий, пластик и медь наиболее подходят для экструзии.
ДОПУСКИ
Факторы, влияющие на допуски, включают толщину стенки, размер и расположение, тип профиля — сплошной или полый, используемый сплав, поперечное сечение и область применения детали. В то время как стандартные отраслевые допуски обычно обеспечивают достаточную точность для большинства применений, действительно возможны допуски меньше стандартных.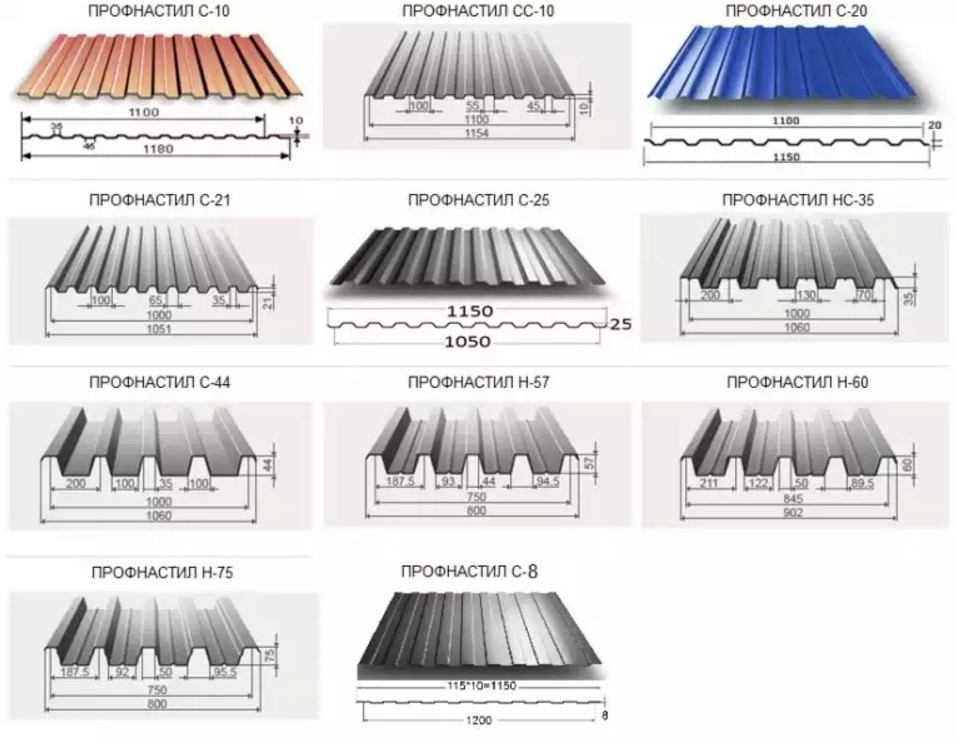 При проектировании экструзии помните, что радиусы противоположны радиусам обработанных компонентов. Радиусы устанавливаются формообразующим штампом. Острые углы не считаются оптимальными, попробуйте использовать радиус (чем больше, тем лучше).
При проектировании экструзии помните, что радиусы противоположны радиусам обработанных компонентов. Радиусы устанавливаются формообразующим штампом. Острые углы не считаются оптимальными, попробуйте использовать радиус (чем больше, тем лучше).
УГЛОВЫЕ РАЗМЕРЫ
Угловые допуски составляют от +/- 1 до 2 градусов, в зависимости от положения размера
.
F LATNENGS
Устойчивость к плоскостности через профиль составляет +/- 0,004 «на дюйм ширины.
Twist
Приблизительный поворот будет составлять 0,5 градуса на фут. быть прямым в пределах 0,0125 дюйма на длину фута.
РАЗМЕР/ПРОИЗВОДСТВЕННЫЕ ОГРАНИЧЕНИЯ
Общий размер поперечного сечения экструдированного компонента определяется диаметром наименьшей описанной окружности, которая может полностью охватывать внутреннее поперечное сечение экструдированной формы. Линейные допуски поперечного сечения составляют примерно +/- 0,008 на дюйм полученного поперечного сечения.
Минимальная толщина стенки, которую можно экструдировать для алюминия, зависит от конкретной формы и наименьшего описанного круга, а также от сплава. Допуски на толщину стенки будут примерно +/- 10%, если толщина стенки. См. таблицу «Круг — толщина стенки» ниже.
КОНСТРУКТИВНЫЕ СООБРАЖЕНИЯ
Ограничьте неровности формы настолько, насколько это позволяет функция детали. Металл менее легко затекает в узкие и неравномерные секции штампа, что повышает вероятность деформации и других проблем с качеством.
Многие цеха экструзии и поставщики металлов предоставляют стандартные формы, которые могут быть полезны дизайнеру. Хорошее эмпирическое правило — всегда использовать стандартные поперечные сечения, когда это возможно.
Рекомендуется, чтобы допуски были достаточно либеральными, чтобы по возможности избежать вторичных операций черчения.
При работе со всеми металлами, особенно со сталью и менее легко экструдируемыми металлами, рекомендуется избегать резких изменений толщины профиля.
Закругление углов на изделии снижает нагрузку на штамп и продлевает срок службы штампа. По возможности используйте размеры металла по металлу при определении размеров профиля, поскольку это позволяет проводить более точную проверку. Сохраняйте профили как можно более однородными при проектировании экструзии Минимизируйте области, которые ослабляют матрицу или препятствуют потоку металла, включая области перехода от тяжелых к тонким сечениям.
РУКОВОДСТВО ПО ВЫБОРУ СПЛАВОВ
ЕСЛИ ИЗДЕЛИЕ Требует повышенной прочности | ТОГДА РАССМОТРИТЕ 6061 или 6005А |
6063 Сплав
Самый популярный универсальный сплав для экструзии.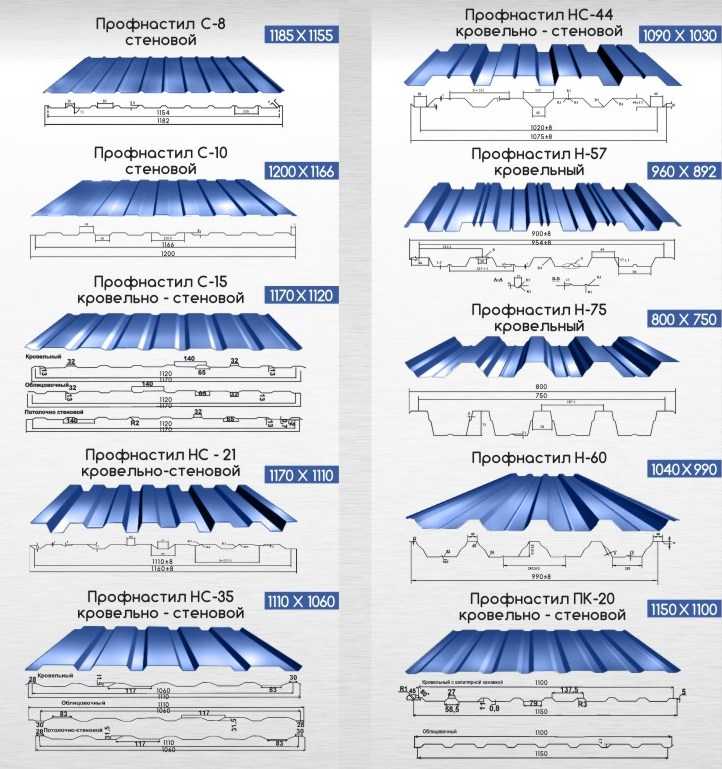 Рекомендуется, когда чистота поверхности имеет решающее значение или когда материал должен быть анодирован. Из этого сплава доступны более сложные формы. Хорошо обрабатывается и формуется.
Рекомендуется, когда чистота поверхности имеет решающее значение или когда материал должен быть анодирован. Из этого сплава доступны более сложные формы. Хорошо обрабатывается и формуется.
6061 Сплав
Полезно, когда требуется дополнительная прочность или лучшая обработка. есть ограничения по конфигурации. 6061 не рекомендуется для критической отделки
6463 Сплав
В основном то же, что и 6063, но с некоторыми изменениями в химическом составе для улучшения реакции на процессы химической полировки.
6063 — Circle Chart
Common Shapes
Click on image below to enlarge
SOLID AND SEMI HOLLOW SHAPES — ALUMINUM
Diameter of Circumscribed Circle | 6061 |