Индукционный нагреватель на 220В мощностью 2000Вт
Выполненная разработка электроники позволила получить надежный индукционный нагреватель с максимальной выходной мощностью 2000Вт, предназначенный для эксплуатации в промышленных условиях. Нагреватель оснащен встроенной схемой сверхбыстрой электронной защиты от превышения питающего напряжения, которая мгновенно отключает всю электронную часть генератора для исключения повреждения силовых транзисторов и электронного блока управления генератором. Таким образом, данный индукционный нагреватель, в нормальном режиме питаясь от сети ~220В, в аварийном режиме может длительно выдерживать напряжение с амплитудой до 1000В (то есть, переменный ток с напряжением до ~700В), совершенно не повреждаясь. Как только восстановится нормальное напряжение питания, индукционный нагреватель подождет 10 секунд, чтобы исключить повторные броски напряжения, и запустит генератор индукционного нагрева.
Для обеспечения долгого срока службы и для защиты от повреждения элементов схемы запуск генератора всегда производится с самой малой мощности, предназначенной только для тестирования системы при старте генератора. Если все датчики показывают допустимые параметры, то мощность плавно поднимается до заданного рабочего уровня. В противном случае индукционный нагреватель выключается, и зажигаются индикаторные светодиоды, соответствующие возникшей проблеме.
Если все датчики показывают допустимые параметры, то мощность плавно поднимается до заданного рабочего уровня. В противном случае индукционный нагреватель выключается, и зажигаются индикаторные светодиоды, соответствующие возникшей проблеме.
Представленный вашему вниманию индукционный нагреватель позволяет плавно изменять мощность нагрева металлического объекта в диапазоне от 150 до 2000Вт при помощи переменного (подстроечного) резистора, который используется лишь для задания уровня напряжения на входе аналого-цифрового преобразователя микроконтроллера. Полученное значение напряжения переводится в нужную рабочую частоту генератора для «накачки» индуктора. В зависимости от частоты «накачки» меняется мощность, отдаваемая индуктором для нагрева объекта. Такой метод иногда называют «жесткой накачкой индуктора», так как она может происходить на частоте, отличающейся от резонансной частоты колебательного контура, образованного катушкой индуктора и конденсаторами генератора. Именно такой метод, в отличие от «мягкой накачки» в резонанс, позволяет в промышленных условиях обеспечить надежную работу индукционного нагревателя, а также плавную регулировку выходной мощности.
Именно такой метод, в отличие от «мягкой накачки» в резонанс, позволяет в промышленных условиях обеспечить надежную работу индукционного нагревателя, а также плавную регулировку выходной мощности.
В составе схемы данного индукционного нагревателя присутствует быстродействующий электронный датчик переменного тока, предназначенный для мгновенного отключения генератора при токовой перегрузке индуктора, чтобы сохранить от повреждения силовые транзисторы и прочие элементы.
Данный индукционный нагреватель осуществляет контроль температуры зоны нагрева с помощью платинового температурного датчика типа. Когда температура нагреваемого объекта поднимется до заданного значения, нагрев выключится и индукционный нагреватель перейдет в режим ожидания, о чем будет сигнализировать соответствующий светодиод. При остывании объекта, если температура упадет ниже заданного значения, нагрев снова будет включен. Для исключения частого включения и выключения силового генератора введен гистерезис по температуре срабатывания датчика в пределах 2-х градусов.
С целью обеспечения долгого срока службы силовых транзисторов и для пожарной безопасности в индукционный нагреватель введен контроль температуры зоны силовых транзисторов. Температурный датчик на основе NTC-термистора при работе генератора постоянно отслеживает температуру в области установки силовых транзисторов. При выходе температуры за максимально допустимое значение, нагреватель переводится в режим ожидания до тех пор, пока не остынет радиатор силовых транзисторов генератора. О такой аварийной остановке будет свидетельствовать зажигание соответствующего индикаторного светодиода. Если часто возникает такая проблема, то следует задуматься о возможном применении следующих мер: использование более мощного радиатора, установка на радиатор вентилятора для активного охлаждения, снижение выходной мощности индукционного нагревателя переменным (подстроечным) резистором, установленным на плате.
Для безопасного использования индукционного нагревателя электронная схема при работе генератора постоянно осуществляет контроль отсутствия нагреваемого объекта. Если нагреваемый объект отсутствует в зоне нагрева при запуске, то генератор нагревателя лишь на мгновение включится для проверки в режиме малой (тестовой) мощности и сразу выключится. Также довольно быстро, но с плавным снижением мощности до минимальной (для защиты компонентов нагревателя), произойдет отключение генератора в случае пропадания нагреваемого объекта в рабочем режиме. Каждые 10 секунд будут проводиться кратчайшие попытки запуска генератора на минимальной мощности. Как только нагреваемый объект появится в зоне нагрева, генератор будет снова запущен, и работа индукционного нагревателя будет полностью восстановлена в рабочем режиме на заданной мощности. Все включения и выключения силового генератора производятся с быстрым, но плавным повышением и понижением мощности. Такой режим позволяет защитить компоненты схемы от ненужных перегрузок, которых вполне можно избежать с целью максимального продления срока службы индукционного нагревателя.
Если нагреваемый объект отсутствует в зоне нагрева при запуске, то генератор нагревателя лишь на мгновение включится для проверки в режиме малой (тестовой) мощности и сразу выключится. Также довольно быстро, но с плавным снижением мощности до минимальной (для защиты компонентов нагревателя), произойдет отключение генератора в случае пропадания нагреваемого объекта в рабочем режиме. Каждые 10 секунд будут проводиться кратчайшие попытки запуска генератора на минимальной мощности. Как только нагреваемый объект появится в зоне нагрева, генератор будет снова запущен, и работа индукционного нагревателя будет полностью восстановлена в рабочем режиме на заданной мощности. Все включения и выключения силового генератора производятся с быстрым, но плавным повышением и понижением мощности. Такой режим позволяет защитить компоненты схемы от ненужных перегрузок, которых вполне можно избежать с целью максимального продления срока службы индукционного нагревателя.
Принципиальная схема индукционного нагревателя на напряжение ~220В
На картинке ниже представлена принципиальная схема индукционного нагревателя на напряжение ~220В с плавной регулировкой мощности от 150 до 2000Вт (со схемой защиты от превышения напряжения).
Разработка электроники для индукционного нагревателя выполнена с использованием микроконтроллера Microchip ATmega16A-AU (Atmel). Для питания электронной схемы управления генератором использована простая схема включения импульсного преобразователя Viper22A. Для управления силовыми транзисторами генератора HGTG20N60A4D используется микросхема драйвера FAN73832MX. Для управления транзистором IRG7Ph52UD в блоке защиты от превышения напряжения применяется микросхема драйвера FAN3100TSX. Также в блоке защиты трудится операционный усилитель LMV321M5 и экономичный стабилизатор напряжения LP2950CDT-5.0. Для работы с датчиками тока и температуры в индукционном нагревателе использована микросхема усилителя LM258D. Входной выпрямитель напряжения построен на мощном диодном мосте GBJ2510-F с рабочим напряжением до 1000В. Синхронизация с полупериодами сети выполнена на микросхеме транзисторной оптической развязки FOD817B.
В нашей компании вы можете заказать разработку и серийное производство любых электронных устройств бытовой техники, приборов контроля и управления, модных гаджетов и электронного оборудования промышленного назначения.
Проект N43. Разработка электроники, то есть вся необходимая проектная документация для производства электронного устройства «индукционный нагреватель», выполнена Александром Петровичем Протопоповым, г. Москва, сайт автора: https://razrabotka.pro.
Индукционный нагреватель МИКРОША-3000 от производителя
Индукционный нагреватель
МИКРОША-3000, разработанный и производимый компанией НАША ЭЛЕКТРОНИКА, является
дальнейшим развитием идеи, заложенной в МИКРОШЕ-2000, т.е. предназначен для
нагрева металлических деталей: гаек, болтов, рычагов, тяг и плоских железных
поверхностей под действием переменного магнитного поля в индукторе, для
ТВЧ нагрева небольших заготовок для закалки, а так же для нагрева и сгибания
металлических прутков. В варианте индукционной мини-печи для плавки золота
МИКРОША-3000 в графитовом тигле позволяет развивать температуру более 1300
град. С. Принцип действия основан на создании вихревых токов в нагреваемой
детали, а так как металл оказывает значительное сопротивление проходящему через
него электрическому току, то и раскаляется, поглощая энергию поля
излучателя. Графит ведет себя аналогично металлу, нагреваясь в поле
индуктора, что позволяет плавить немагнитные металлы в тигле.
Графит ведет себя аналогично металлу, нагреваясь в поле
индуктора, что позволяет плавить немагнитные металлы в тигле.
Опыт производства МИКРОШИ-2000 показал, что для некоторых применений, кроме автосервиса, продолжительности его работы до срабатывания термозащиты недостаточно. Тому яркий пример разгибания «Автореаниматором» жигулевской пружины. Понятно, что при создании МИКРОШИ-2000 мы исходили из главной задачи – минимизация габаритов прибора в наибольшей степени. Даже на такой маленький аппаратик мы получали комментарии в стиле «а как же подлезть в БМВ к выхлопному коллектору?» Тем не менее он со своими задачами справляется прекрасно, гайки греет на «ура», подлезть везде возможно, но вот для конвейерного сгибания прутков и использования в варианте индукционной мини-печки малопригоден, т.к. неизбежно перегревается.
В МИКРОШЕ-3000
установлен более мощный ВЧ трансформатор, первичная обмотка выполнена из
заводского литцендрата ЛЭЛД-155 1075х0,071 (1075 изолированных проводочков
диаметром 0,071мм), вторичная сечением 30 мм кв, выводы на латунные болты М8,
как в МИКРОШЕ-15-8.

Нагреватель имеет регулировку мощности и гнездо для подключения педали управления. По заказу возможно укомплектование кнопкой на ручку. Выводы кнопки подключаются в то же самое гнездо для педали (внешнее управление).
Аппарат
индукционного нагрева МИКРОША-3000 комплектуется одним индуктором из медной
трубки диаметром Ф=6 мм. К нему подходят такие же индукторы, как и для
МИКРОШИ-15-8-ВЧ. Для нагрева заготовок диаметром менее 15 мм индукторы
изготавливаются из трубки Ф=4 мм, выводы индукторов из трубки Ф=6 мм
припаиваются твердым медно-фосфорным припоем к спирали из трубки Ф=4 мм. Изолирующий чулок комбинированный: ШК-4
+ ШК-6. Плоский спиральный индуктор, в
зависимости от необходимой степени концентрации энергии, возможно изготавливать
как из трубки Ф=4 мм, так и из больших диаметров. Спираль из трубки Ф=4 мм без
водяного охлаждения перегорает примерно через 5 сек после подачи тока, т.к.
трубка тонкостенная, в отличие от проволоки. Возможно использование и гибкого
индуктора, как в МИКРОШЕ-2000, только с кабельными наконечниками М8 для
крепления к болтам передней панели. Главное условие при этом – не доводить
перегрев гибкого индуктора и болтов до порчи текстолита панели. Концентрацию
энергии нагревателя можно увеличить, уменьшив площадь нагрева. Например
индуктор из трубки Ф=6 мм с внутренним диаметром Ф=20 мм в стандартном исполнении имеет 8 витков. Общая длина нагреваемой
детали 60 мм. Короче сделать нельзя, т.к. индуктивность будет слишком мала и
отдача прибора по мощности снизится. Для сохранения требуемой величины
диапазона индуктивности и уменьшения длины намотки необходимо наматывать трубку
в 2 слоя: первый слой 3 витка и следующий 2 витка.
Изолирующий чулок комбинированный: ШК-4
+ ШК-6. Плоский спиральный индуктор, в
зависимости от необходимой степени концентрации энергии, возможно изготавливать
как из трубки Ф=4 мм, так и из больших диаметров. Спираль из трубки Ф=4 мм без
водяного охлаждения перегорает примерно через 5 сек после подачи тока, т.к.
трубка тонкостенная, в отличие от проволоки. Возможно использование и гибкого
индуктора, как в МИКРОШЕ-2000, только с кабельными наконечниками М8 для
крепления к болтам передней панели. Главное условие при этом – не доводить
перегрев гибкого индуктора и болтов до порчи текстолита панели. Концентрацию
энергии нагревателя можно увеличить, уменьшив площадь нагрева. Например
индуктор из трубки Ф=6 мм с внутренним диаметром Ф=20 мм в стандартном исполнении имеет 8 витков. Общая длина нагреваемой
детали 60 мм. Короче сделать нельзя, т.к. индуктивность будет слишком мала и
отдача прибора по мощности снизится. Для сохранения требуемой величины
диапазона индуктивности и уменьшения длины намотки необходимо наматывать трубку
в 2 слоя: первый слой 3 витка и следующий 2 витка.
ВО ИЗБЕЖАНИЕ ОШИБКИ ВЫБОРА: МИКРОША-3000 НЕ ПРЕДНАЗНАЧЕН ДЛЯ НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ТОКАРНЫЕ РЕЗЦЫ, ДЛЯ ЭТОГО ЕГО МОЩНОСТИ НЕДОСТАТОЧНО.
Печатная плата
МИКРОШИ-3000 покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68», защищающим плату от пыли и грязи. На индукторы надет
чулок-трубка из керамической жаростойкой нити для изоляции витков между собой и
деталью. В случае истирания нитей и короткого замыкания между витками
индукционному нагревателю ничего не грозит, однако греть не будет. МИКРОША-3000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором как в настольном
варианте, так и в мобильном.
Комплект поставки:
— индукционный нагреватель (аппарат),
— индуктор диаметром 20 мм, либо нужный вам диаметр, указанный вами при оформлении заказа в интернет-магазине,
— паспорт.
Страна производства -
Россия
Производитель — разработано и произведено компанией НАША
ЭЛЕКТРОНИКА
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ
СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО.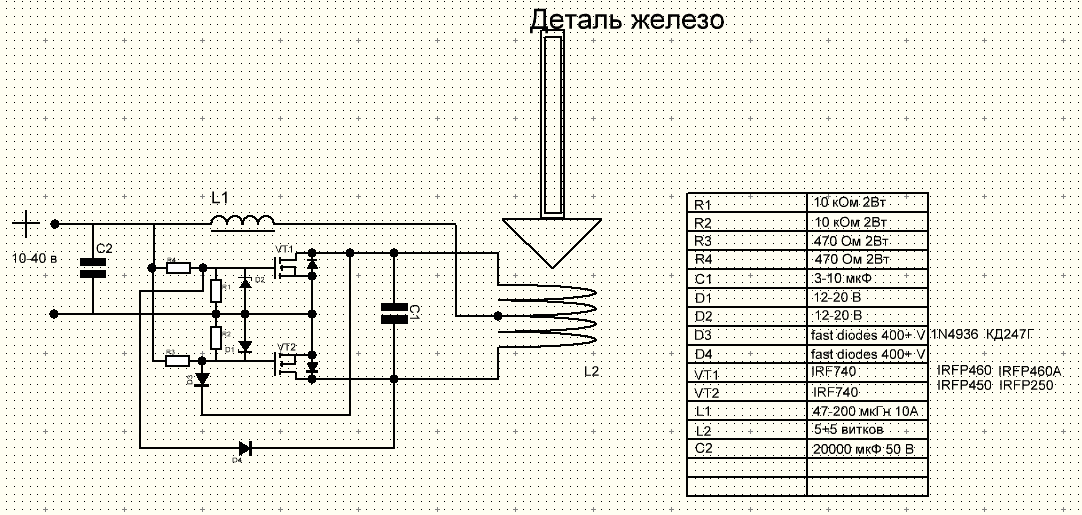 КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ
ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ
ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
diy индукционный нагреватель reddit — Google Поиск
ВсеСкидкиВидеоПокупкиКартыНовостиКупитьТакой вариант
Индукционный нагреватель своими руками? : r/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › diy_indu…
22.03.2021 · Самое сложное, что я нашел, это настроить катушку так, как я хочу: по умолчанию он нагревается так быстро, ах, бьет, но я хотел сильного удара …
Индукционный нагреватель dynavap своими руками — Reddit
www.reddit.com › Dynavap › комментарии › diy_dyn…
13.01.2022 · Я только что понял, что планировал вернуться к спаиванию проводов, но так и не сделал этого. Работает уже несколько лет.
Индукционный нагреватель своими руками, : r/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › diy_indu…
23.12.2022 · 28 голосов, 17 комментариев. Недавно купил dyna m, впервые попробовал вейп, очень нравится, не очень люблю факелы, видел довольно много проблем с некоторыми…
Первый самодельный индукционный нагреватель для моего Dynavap 🙂 : r/vaporents — Reddit
www. reddit.com › steaments › комментарии › first_diy_induction_heater_for…
reddit.com › steaments › комментарии › first_diy_induction_heater_for…
14.11.2019 · Индукционный нагреватель использует вихревые токи через электромагнитный вход дукция чтобы возбудить ферромагнитный металл в катушке, вызывая ее нагрев …
5-минутное руководство по индукционному нагревателю, не требующее навыков, за 15 долларов — Reddit
www.reddit.com › Dynavap › комментарии › the_5_m..
28.08.2018 · В этом уроке я покажу вам, как собрать стационарный индукционный нагреватель своими руками за 5 минут. Это самая базовая версия …
Список лучших руководств по индукционным нагревателям своими руками? : r/Dynavap — Reddit
www.reddit.com › Dynavap › комментарии › dblk93
01.10.2019 · Список лучших руководств по индукционным нагревателям своими руками? … Ознакомьтесь с руководством по r/beasthoss здесь. Это то, что я использовал, чтобы сделать мой. … Как притаился вот этот р/ …
Самый простой способ сделать индукционный нагреватель своими руками? : r/Dynavap — Reddit
www. reddit.com › Dynavap › комментарии › easy_w…
reddit.com › Dynavap › комментарии › easy_w…
29.04.2018 · Я хорошо учусь и мастерю, но не разбираюсь в пайке и электричестве. Я спросил, как проще всего, И мне сказали, что …
Ähnliche Fragen
Как работает индукционная кузница?
Что можно сделать с индукционным нагревателем?
Что такое катушка индукционного нагрева?
Самый практичный индукционный нагреватель, который вы когда-либо видели?
www.reddit.com › Dynavap › комментарии › whats_th…
20.09.2019 · В комментариях есть инструкция по сборке. Самый простой — тот, что посередине DIH-001 (Деревянный ящик). Все эти индукционные нагреватели просты в …
Как я делаю индукционный нагреватель Dynavap — YouTube
www.youtube.com › смотреть
09.03.2022 · Купить здесь: Etsy.com/shop/Chris3DPrintsUS Это видео, показывающее вам всем, как я делаю свои …
Dauer: 7:12
Прислано: 09.03.2022
Создайте свой собственный индукционный нагреватель DynaVap — VapOven
vapoven. com › Создайте свой собственный индукционный нагреватель DynaVap…
com › Создайте свой собственный индукционный нагреватель DynaVap…
Ähnlichesuchanfragen
Индукционный нагреватель dynavap
DynaVap Индукционный нагреватель
Комплект индукционного нагревателя
Индукционный нагреватель с питанием от батареи
Дешевый индукционный нагреватель для DynaVap
Нагревательный элемент для испарителя своими руками
VapOven
VapOven Аккумулятор
Среднечастотный компактный индукционный нагреватель мощностью 15 кВт с таймерами 30-80 кГц R – Scientific Solutions
Отремонтированные единицы включают в себя демонстрационные единицы и единицы, которые были немного использованы или с незначительными повреждениями при транспортировке. Все отремонтированные устройства были очищены и протестированы в соответствии со стандартами Ai перед тем, как покинуть наши двери, и на них распространяется 3-месячная гарантия Ai.
Среднечастотные индукционные нагреватели серии Across International IH предназначены для работы в диапазоне частот от 30 до 80 кГц. Среднечастотные нагреватели отлично подходят для нагрева мелких деталей, резки, пайки алмазным инструментом, пайки медных сантехнических фитингов, термообработки автозапчастей, отжига контейнеров из нержавеющей стали и многого другого.
Среднечастотные индукционные нагреватели являются наиболее простыми по конструкции и исполнению. Благодаря низкой стоимости владения и обслуживания они являются самыми популярными и надежными машинами. Модели мощностью 15 кВт особенно популярны благодаря своей большой мощности и компактным размерам по доступной цене. Это делает их стандартным оборудованием для многих заводов, лабораторий и мастерских, где доступно 230 В переменного тока.
Индукционный нагрев предполагает не внешнее применение тепла, а внутреннее генерирование тепла в самой заготовке. Этот процесс позволяет обойтись без длительных периодов нагрева и обеспечивает ограниченное введение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии.
Основные принципы индукционного нагрева известны и применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время внимание к методам бережливого производства и акцент на улучшенный контроль качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания. Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева факел или открытое пламя воздействуют непосредственно на металлическую деталь. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, в ней будет индуцироваться электрический ток.
В базовой установке индукционного нагрева твердотельный ВЧ источник питания пропускает переменный ток через медную катушку, а нагреваемая деталь помещается внутрь катушки. Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев напрямую работает только с проводящими материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический токоприемник, который передает тепло непроводящему материалу.
МАГНИТНЫЕ ИЛИ НЕМАГНИТНЫЕ
Магнитные материалы легче нагревать. В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса.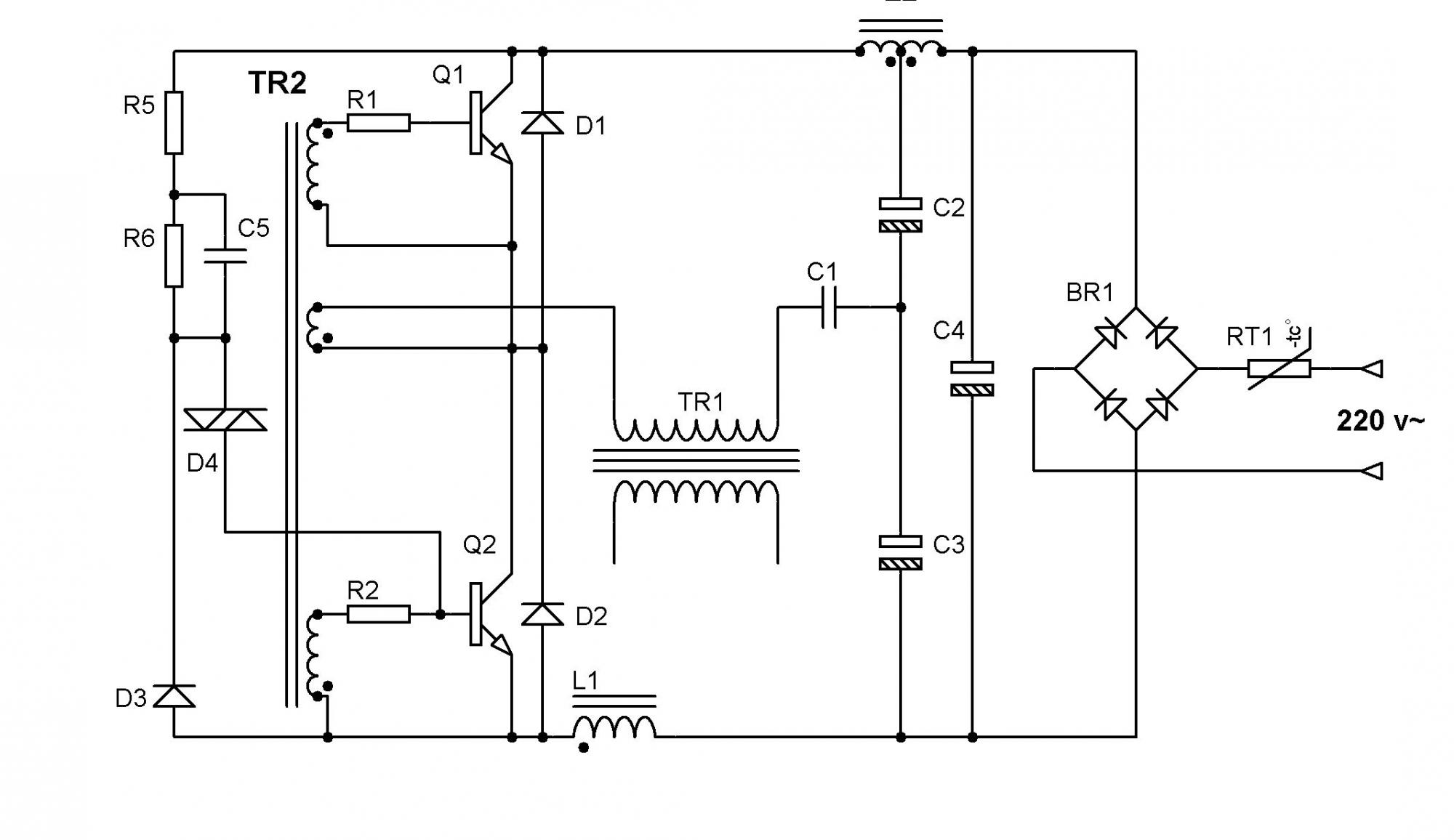 Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТАЯ ИЛИ ТОНКАЯ
При использовании проводящих материалов около 80 % нагрева приходится на поверхность или «кожу» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые детали, особенно если большие детали необходимо прогреть полностью. Исследования показали зависимость между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух одинаковых по размеру кусков стали и меди, результаты будут совершенно разными. Почему? Сталь, наряду с углеродом, оловом и вольфрамом, обладает высоким удельным электрическим сопротивлением. Поскольку эти металлы сильно сопротивляются протеканию тока, тепло накапливается быстро. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с температурой, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Индукционная катушка обычно изготавливается из медных трубок диаметром от 1/8″ до 3/16″, отлично проводящих тепло и электричество; более крупные медные змеевики изготавливаются для таких применений, как нагрев полосового металла и нагрев труб.