
Индукционная печь своими руками — конструкция и параметры, особенности эксплуатации
Индукционная печь может использоваться для плавления небольшого количества металла, разделения и очистки драгоценных металлов, для нагрева металлических изделий с целью их закалки или отпуска.
Кроме того, такие печи предлагается использовать для обогрева жилища. Индукционные печи имеются в продаже, но интересней и дешевле изготовить такую печь своими руками.
Содержание
- 1 Принцип действия
- 2 Конструкции и параметры индукционных печей
- 2.1 Канальная
- 2.2 Тигельная
- 3 Использование для обогрева
- 4 Особенности эксплуатации
- 5 Заключение
- 6 Видео на тему
Принцип действия

Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.[ads-mob-1]
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи.
Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.
Индукционный нагреватель
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.

- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Конструкции и параметры индукционных печей
Канальная
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.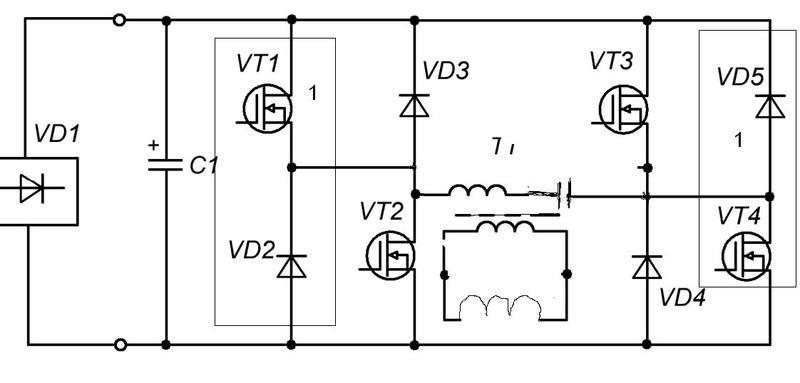
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.
Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув.
Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
Использование для обогрева
Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Одним из вариантов самодельного водогрейного котла индукционного типа является конструкция, нагревающая трубу с протечной водой с помощью индуктора, получающего питание от сети с помощью ВЧ сварочного инвертора.
Однако, как показывает анализ таких систем, из-за больших потерь энергии электромагнитного поля в диэлектрической трубе кпд подобных систем крайне низок.
Из данного раздела можно сделать выводы:
- Наиболее приемлемым вариантом изготовленной своими руками индукционной печи является тигельный вариант с генератором питания на МОП-транзисторах.

- Использование изготовленной своими руками индукционной печи для обогрева дома невыгодно экономически. В этом случае лучше приобрести заводскую систему.
Особенности эксплуатации
[ads-pc-3]Важным вопросом использования печи индукционного типа является безопасность.
Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
При этом, генераторы, изготовленные своими руками, могут излучать паразитные высокочастотные колебания, которые могут принести определенный вред здоровью человека.[ads-mob-2]
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
- Принимать меры для защиты пользователя печью от возможного высокочастотного излучения.

- Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
Заключение
- Для изготовления индукционной печи своими руками лучше выбрать вариант тигельной печи, которая имеет более простую конструкцию, но требует для питания напряжение высокой частоты.
- Из предложенных схем генератора высокой частоты наиболее приемлемой является схема на МОП-транзисторах, обеспечивающая мощность в 1 кВт и позволяющая регулировать частоту генерации.
- При работе с индукционной печью, изготовленной своими руками, необходимо обращать внимание на защиту от паразитного высокочастотного излучения и ожогов индуктором.
- Использование индукционных печей в водогрейных котлах для обогрева дома экономически невыгодно.
Видео на тему
- Предыдущая записьПечи длительного горения своими руками: чертежи, преимущества, принцип работы и виды топлива
- Следующая записьПечь на отработанном масле своими руками: плюсы и минусы использования, изготовление по шагам, правила эксплуатации
Adblock
detector
Принцип работы индукционной печи для плавки металла: описание, характеристики
Содержание
- просроченная закладка/избранное
- поисковый механизм, у которого просрочен список для этого сайта
- пропущен адрес
- у вас нет права доступа на эту страницу
- Запрашиваемый ресурс не найден.
- В процессе обработки вашего запроса произошла ошибка.

Вы не можете посетить текущую страницу по причине:
- просроченная закладка/избранное
- поисковый механизм, у которого просрочен список для этого сайта
- пропущен адрес
- у вас нет права доступа на эту страницу
- Запрашиваемый ресурс не найден.
- В процессе обработки вашего запроса произошла ошибка.
Пожалуйста, перейдите на одну из следующих страниц:
Если проблемы продолжатся, пожалуйста, обратитесь к системному администратору сайта и сообщите об ошибке, описание которой приведено ниже.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Промышленная печь индукционная
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Плавильная индукционная печь:
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду.
Узнать подробнее о конструкции индуктора можно здесь.
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).
Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Эффективность работы данного теплогенератора определяется мощностью и частотой генератора, количеством потерь в вихревых токах, скоростью и количеством потерь тепла в окружающее пространство.
Установки данного типа обладают определёнными преимуществами:
- Благодаря активному перемещению металла расплав обладает однородностью.
- При нагреве сплавов в индукционной печи легирующие элементы не выгорают.
- В таком теплогенераторе возможно фокусирование энергии.
- При изготовлении такой печи можно самостоятельно выбрать способ футеровки, рабочую частоту, ёмкость установки, при работе – точно выбрать температуру расплава.
- Печь очень быстро готовится к работе, а расплавление металла происходит с достаточно высокой скоростью.
Внимание! Важным плюсом индукционных печей является экологичность происходящего в них процесса расплавления металла.
К минусам этого оборудования можно отнести следующие факторы:
- Нагрев шлака в индукционных теплогенераторах происходит за счёт тепла металла. Поэтому шлакам присуща более низкая температура, по сравнению с расплавляемым металлом.
- Из-за вязкости холодных шлаков из металлов затруднено удаление фосфора и серы.
- В пространстве между индуктором и металлом происходит рассеивание магнитного потока, что делает необходимым снижение толщины футеровки тигля. Это приводит к уменьшению эксплуатационного периода футеровочного слоя.
Индукционные плавильные приспособления в основном применяют на литейных производствах больших и средних мощностей. С помощью таких устройств в цехах, где выполняется точное литье, получают стальные отливы максимального качества. Все машино- судостроительные предприятия оснащают свои производственно-ремонтные цеха индукционно плавильным оборудованием для переработки металлов.
Принцип действия индукционной плавильной печи
Стандартная индукционная плавильная печь работает по методу трансформаторного устройства. В роли первоначальной обмотки выступает специальный индуктор, что охлаждается в процессе работы печи холодной водой. Металл, который находится в тигле, является нагрузкой и, параллельно с этим, второй трансформаторной обмоткой.
Индуктор печи создает электромагнитную зону, что своим действием образует протекающий в тигле ток. Электричество, вырабатываемое индукторным магнитным полем протекает через обрабатываемые изделия из металла, вызывая их нагрев до максимально высоких температур. Нагреваясь, металл плавится. Для каждого вида металла задается своя, определенная мощность подаваемого напряжения.
Индукционная печь питается от полупроводникового преобразователя частоты ПЕТРА-0132. Управление режимом плавки осуществляется с пульта управления полупроводникового преобразователя частоты или пульта дистанционного управления. Температура расплава контролируется средствами КИП и А и поддерживается системой управления преобразователя частоты ПЕТРА – автоматически. Установка индукционной печи выполняется по проекту, разрабатываемому для конкретных условий цеха.
Скачать
Индукционная печь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемая катушка – индуктор. Вторичной обмоткой и одновременно нагрузкой является графитовый тигель и находящийся в нём металл. Нагрев и расплавление металла происходит за счёт протекающих в нём вихревых токов, которые возникают под воздействием электромагнитного поля, создаваемого индуктором. В состав индукционной печи ИЦРТ входит следующее оборудование.
Плавильный узел.
Преобразователь частоты.
Индукционная печь питается от полупроводникового преобразователя частоты ПЕТРА-0132. Управление режимом плавки осуществляется с пульта управления полупроводникового преобразователя частоты или пульта дистанционного управления. Температура расплава контролируется средствами КИП и А и поддерживается системой управления преобразователя частоты ПЕТРА – автоматически. Установка индукционной печи выполняется по проекту, разрабатываемому для конкретных условий цеха.
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа. Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемые ламы должны быть защищены от механического воздействия.
Используйте лампы высокой мощности, но не более 4 штук. Питание печи будет происходить от сети 220В с выпрямителем. Если вы будете использовать печь для плавки металла, используйте графитовые щётки, если для обогрева — нихромовую спираль.
Индукционная печь — это словосочетание хорошо знакомо тем, чья профессия косвенно или напрямую связана с металлургией. Ведь именно в таких печах осуществляется процесс плавки металла.
Принцип работы индукционной печи — это процесс получения тепла от электричества, вырабатываемого переменным магнитным полем. В печах индукционного типа происходит преобразование энергии по схеме электромагнитная-электрическая-тепловая.
Индукционные печи подразделяются по видам:
Для канального типа печей характерно расположение индуктора с сердечником внутри металла.
В тигельной — индуктор располагается вокруг металла.
У индукционных печей имеется целый ряд преимуществ по сравнению с другими печками или котлами:
— моментальный разогрев;
— фокусировка энергии;
— безопасность и экологическая чистота устройства;
— отсутствие угара;
— большие возможности в выборе емкости, рабочей частоты.
В промышленности такие печи используют для плавки чугуна и стали, меди и алюминия, а также драгоценных металлов. Эти печи имеют различную емкость и частоту.
Именно принцип работы индукционной печи привел к созданию известной всем нам в быту микроволновой печи.
При наличии специальной электрической схемы для этого устройства, вполне реально сделать ее своими руками. Вам необходим высокочастотный генератор с частотой колебаний 27,12 МГц.
Схема собирается на 4-х электронных лампах(тетрадах), нужна также нелегкая лампа для сигнализации о готовности к началу работы.
Особенностью такой индукционной печи, собранной своими руками по такой схеме, будет то, что ручка конденсатора находится снаружи. А, самое главное, что часть металла, расположенная в катушке, расплавится очень быстро даже в устройстве с малой мощностью.
Индукционная печь своими руками — схема
— от скорости теплопередачи;
— от мощности генератора;
— от вихревых потерь и потерь на гистерезисе;
Используйте лампы высокой мощности, но не более 4 штук. Питание печи будет происходить от сети 220В с выпрямителем. Если вы будете использовать печь для плавки металла, используйте графитовые щётки, если для обогрева — нихромовую спираль.
Собрать индукционную печь своими руками несложно и экономически выгодно. Ее можно применять для обогрева гаража, дачи или как дополнительный источник обогрева своего жилища.
Принцип действия устройства имеет следующие особенности:
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Конструкция индуктора довольно проста. Его центром является графитовая или металлическая электропроводящая заготовка, вокруг которой следует намотать провод. При помощи мощности генератора в индуктор начинают запускать токи разной частоты, создавая вокруг индуктора мощное электромагнитное поле. Благодаря воздействию такого поля на заготовку и создания в ней вихревых токов, графит или металл начинает очень сильно разогреваться и отдавать тепло окружающему воздуху.
Работая с печью, следует опасаться получения термических ожогов. Кроме того, такое устройство имеет высокую пожарную опасность. Во время работы эти агрегаты ни в коем случае нельзя перемещать. Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Переменное электромагнитное поле начинает разогревать окружающее его помещение, и такая особенность находится в прямой зависимости от мощности и частоты излучения устройства. Мощные промышленные печи могут оказывать воздействие на предметы, находящиеся в карманах одежды, на близлежащие детали из металла, на ткани людей.
Источники
Источник — http://xn--h2afsf5c.xn--p1ai/%D1%81%D1%82%D0%B0%D1%82%D1%8C%D0%B8/%D0%BF%D1%80%D0%B8%D0%BD%D1%86%D0%B8%D0%BF-%D1%80%D0%B0%D0%B1%D0%BE%D1%82%D1%8B-%D0%B8%D0%BD%D0%B4%D1%83%D0%BA%D1%86%D0%B8%D0%BE%D0%BD%D0%BD%D0%BE%D0%B9-%D0%BF%D0%B5%D1%87%D0%B8
Источник — http://vakuumtest.ru/indukcionnye-pechi/
Источник — http://inductor.su/tehnicheskaya-biblioteka/printsip-raboty-induktsionnyh-pechej-printsip-induktsionnogo-nagreva/
Источник — http://kotel-otoplenija.ru/indukcionnaya-pech-svoimi-rukami
Источник — http://promplace.ru/induktcionnaya-plavilnaya-pech-672. htm
Источник — http://www.nkvp-petra.ru/melting/indukcionnie-pechi-dly-plavki-tsvetnyh-metallov-v-razdatochnyh-pechah
Источник — http://pechiexpert.ru/induktsionnaya-pech-dlya-plavki-metalla/
Источник — http://tokar.guru/metallicheskie-izdeliya/pechi-i-mangaly/indukcionnaya-pech-dlya-plavki-metalla-svoimi-rukami.html
Источник — http://teplomex.ru/pechi/indukcionnaya-pech-svoimi-rukami-shema.html
Источник — http://stankiexpert.ru/spravochnik/litejjnoe-proizvodstvo/indukcionnaya-plavilnaya-pech.html
Источник — http://kotel.guru/pechi/dlya-doma/osobennosti-izgotovleniya-indukcionnoy-pechi-svoimi-rukami.html
Индукционные печи для плавки чугуна, стали и цветных металлов
Эффективная плавка на постоянной полной мощности
Возможность плавки черных и цветных металлов без перенастройки оборудования
Отсутствие помехи и реактивных токов в сеть при любой глубине регулирования мощности
Область применения
Индукционная тигельная печь ИСТ применяется в литейном производстве для открытой индукционной плавки чёрных и цветных металлов. Открытая индукционная плавка – это плавка металлов и сплавов с нагревом в атмосфере цеха, т.е. без применения защитных газов или вакуума.
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
– В печах ИСТ происходит перемешивание расплава за счёт электродинамических сил, вызванных взаимодействием токов индуктора и садки печи. Благодаря этому при индукционной плавке расплав имеет равномерную температуру и состав по всему объёму печи.
– Плавильные печи ИСТ обеспечивают ведение плавки в любом заданном температурном режиме и обеспечивают высокую производительность.
– Выплавка в индукционных печах характеризуется малым угаром металла.
– В качестве шихты возможно использование стружки без предварительного брикетирования.
– При индукционной плавке обеспечивается улучшение условий труда по сравнению с вагранками и дуговыми печами.
Примеры внедрения оборудования “Петра”
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционная плавильная печь
Индукционная плавильная печь
Индукционная плавильная печь 90 кг
Индукционная плавильная печь 90 кг
Энергокомплект для индукционной плавильной печи ППИ-0,09
Энергокомплект для индукционной плавильной печи ППИ-0,09
Индукционная плавильная установка ИСТ-0,45
Индукционная плавильная установка ИСТ-0,45
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Индукционная плавильная печь ИСТ-0,16 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная печь ИСТ-0,16 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная печь
-
1. Станция теплообменная -
2. Транзисторный преобразователь частоты ПЕТРА-0132 -
3. Батарея компенсирующих конденсаторов -
4. Шинопровод
-
5. Гибкие водоохлаждаемые кабели -
7. Маслостанция -
8. Плавильный узел
Описание
Индукционная печь ИСТ состоит из намотанной медной трубой катушки индуктора, которая установлена на подину из жаропрочного бетона и закреплена внутри каркаса. Каркас печи состоит из непроводящих и немагнитных материалов.
Тигель печи набивается по шаблону внутри индуктора. Набивка производится специальными футеровочными жаропрочными составами. К индуктору печи с выхода полупроводникового преобразователя частоты ПЕТРА-0132 или ПЕТРА-0141 подводится напряжение средней частоты.
Плавка происходит за счёт наведения в садке печи токов, которые возникают под воздействием электромагнитного поля индуктора. Система управления преобразователя частоты автоматически поддерживает выбранный оператором режим плавки индукционной печи.
Индукционная печь ИСТ оснащена системой контроля состояния футеровки, которая позволяет избежать пробоя расплавленного металла на индуктор печи из-за износа футеровки.
Технические характеристики
* Параметры выпускаемого оборудования могут отличаться от табличных. Запрашивайте уточнение при обращении в ООО НКВП «Петра».
| Ёмкость тигля по стали, т | Мощность преобразователя, кВт | Fинд, кГц | Uинд, В | Uпит, В | Скорость расплавления, т/ч | Удельный расход электроэнергии, кВт*ч/т | Расход воды м3/ч |
| 0,06 | 100 | 2,4 | 800 | 380×50 Гц | 0,1 | 1100 | 3,9 |
| 0,16 | 160 | 2,4 | 1000 | 380×50 Гц | 0,18 | 885 | 5,1 |
| 0,25 | 250 | 2,4 | 1600 | 380×50 Гц | 0,32 | 780 | 7,8 |
| 0,4 | 320 | 2,4 | 1600 | 380×50 Гц | 0,5 | 690 | 10,0 |
| 1,0 | 500 | 1,0 | 1600 | 380×50 Гц | 0,84 | 620 | 11,0 |
| 1,0 | 800 | 1,0 | 1600 | 570×50 Гц | 1,3 | 610 | 13,0 |
Схема размещения индукционной плавильной печи
Скачать
IGBT-Преобразователи частоты ПЕТРА для индукционного нагрева
Скачать (PDF)
Индукционная нагревательная установка ПЕТРА-0501
Скачать (PDF)
Индукционные плавильные Печи ИСТ
Скачать (PDF)
Функциональное назначение экранов панели индикации преобразователей частоты ПЕТРА
Скачать (PDF)
Пусконаладочные работы
Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала. Стоимость работ составляет 5…10% от цены поставленного оборудования.
Срок изготовления
Срок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.
Доставка
Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.
Условия оплаты
Как правило, применяется поэтапная оплата по формуле: 50% — аванс, 50% — оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем.
Гарантия
В случае возникновения гарантийного случая в период гарантийного обслуживания работы по ремонту оборудования производятся бесплатно. Срок действия гарантии — 12 месяцев со дня ввода в эксплуатацию. Возможны другие условия гарантии, которые предусматриваются договором поставки.
Схема и принцип работы индукционной печи. Индукционная вакуумная плавильная печь промышленной частоты
Принцип действия индукционных печей основан на токах, возникающих в расплаве с помощью специальных устройств — индукторов. При этом наведенные токи позволяют достигать температуры плавления в металлах, достигается высокая равномерность расплавов за счет перемешивания. Все элементы расплавов подвергаются вихревому воздействию токов, таким образом происходит движение слоев и достигается максимально возможное смешивание различных присадок и металлов. К основным достоинствам индукционных печей следует отнести простейший ремонт, высокий КПД, возможность получения сплавов, обладающих заданными характеристиками и выполнять термообработку в любом режиме.
Навигация:
Индуктор, помимо создания электрического тока в обрабатываемом металле, воспринимает механические вибрационные и температурные нагрузки, поэтому при проектировании предусматривается необходимая прочность и тугоплавкость как токопроводящей, так и изолирующей части. В качестве изоляции может применяться воздушная прослойка, при этом должно быть обеспечено необходимое расстояние между витками и жесткое закрепление проводника.
Также применяют ленточную изоляцию, которая наносится поверх лакового покрытия. Лента должна обладать хорошими диэлектрическими свойствами, обеспечивающими надежную изоляцию витков.
Другим способом обеспечения необходимой диэлектрической изоляции витков индуктора является применение специального прокладочного материала, устанавливаемого между витками. Крепление прокладок осуществляется с помощью специального клея. Такой способ обычно применяется для изоляции индуктора большой мощности.
Компаундирование также служит для обеспечения нужного уровня изоляции. Данный способ не нашел широкого применения, поскольку индуктор в этом случае очень сложно отремонтировать.
Токопроводящая часть индуктора должна обладать хорошей электропроводностью, снижающей потери мощности. Кроме того, материал, используемый в электрической части индуктора должен быть немагнитным. Для того, чтобы обеспечить максимальную площадь со стороны, обращенной к обрабатываемому металлу и меньшую массу, используются различные сечения с внутренними полостями.
Каркас печи должен обеспечить жесткость всей конструкции и исключить поглощение мощности деталями. В промышленных печах обычно применяется цилиндрический каркас из листов стали со специальными технологическими отверстиями, обеспечивающими свободный доступ к индуктору.
Плавка металла в индукционной печи позволяет точно регулировать температурные режимы, поддерживать необходимую температуру в течение определенного времени. КПД индукционных печей очень высокий, поскольку отсутствуют дополнительно нагреваемые элементы, нагревается только обрабатываемый металл. По экологическим характеристикам индукционные печи являются наиболее безопасными, так как отсутствуют продукты сгорания топлива и вредные вещества, выделяющиеся при других способах плавки.
Индукционные печи применяются для выплавки цветных и черных металлов, закалки, отпуска, отжига, нормализации сталей. Конструктивно индукционные печи бывают канального типа и тигельные. Выпускаются печи, позволяющие производить плавку с доступом воздуха, в определенной газовой среде с избыточным давлением или вакууме.
Помимо цветных металлов, индукционные печи используют для плавки драгоценных металлов. При этом обычно требуется более низкая температура, чем для черных металлов. Плавка палладия в индукционной печи требует окислительной атмосферы, в отличие от других драгоценных металлов.
Выплавка стали в индукционных печах позволяет получать высоколегированные сорта, отвечающие самым жестким требованиям. В некоторых случаях применяется плавка стали в определенной газовой среде или вакууме, что позволяет получать дополнительные качества.
Плавка титана в индукционных печах дает возможность получения слитков или заготовок, обладающих равномерным составом по всему объему. Недостатком плавки в индукционных печах является сравнительно высокое содержание углерода в конечной продукции. Для уменьшения воздействия газов, выплавку титана производят в аргоновой среде или вакууме.
Следует учесть, что плавка влажных или содержащих лед металлов очень опасна, поэтому рекомендуется предварительная сушка. Наличие влаги в рабочей камере печи при появлении расплава вызовет разбрызгивание раскаленного металла, что может повлечь за собой травмы и выход из строя оборудования.
Промышленная печь индукционная
Проектирование промышленных печей осуществляется исходя из требований к технологическому процессу. Проект определяет максимально возможную температуру нагрева, возможность создания определенной газовой среды или вакуума, применение тиглей или канальное устройство рабочей части, степень автоматизации. Промышленные печи должны оборудоваться системами, обеспечивающими максимальную безопасность в процессе работы. Кроме того, так печи работают с применением переменного электрического тока, на мощность печи влияет его частота.
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Лабораторная индукционная печь
Исследования, проводимые с различными металлами и сплавами, требуют создания определенных условий в процессе плавки или термообработки. Индукционная печь лабораторная служит для обеспечения заданных условий, поэтому степень автоматизации такого устройства очень высока. В зависимости от того, какие материалы планируется исследовать, лабораторные печи снабжаются дополнительным оборудованием. Некоторые модели предусматривают возможность плавки при избыточном давлении или вакууме.
В лабораторных печах для футеровки, помимо указанных выше материалов, могут применяться более современные теплоизолирующие материалы, такие как:
корунд, выдерживающий до 300 плавок;
различные термостойкие волоконные материалы;
керамические теплоизолирующие пластины.
К лабораторным печам можно отнести также ювелирные печи, служащие для обработки драгоценных металлов и стоматологические, предназначенные для изготовления протезов. Печи такого типа обычно не предназначены для получения высоких температур и обработки больших объемов металла, поэтому мощность их не высока.
Каркас лабораторных печей обычно имеет форму куба или параллелепипеда. Для изготовления ребер применяют различные немагнитные материалы (дюралюминий, специальная сталь, медь). Элементы каркаса закрываются асбоцементными листами, обеспечивающими дополнительную теплоизоляцию. Для уменьшения нагрева элементов каркаса применяют специальные изолирующие прокладки. Также они служат для предотвращения возникновения блуждающих токов. Крепление индуктора в этом случае осуществляется к верхним и нижним плитам.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Наличие необходимого уровня защиты от токов индукции в лабораторных печах является необходимым условием, обеспечивающим безопасность персонала. Для обеспечения нужного уровня безопасности, используются специальные электромагнитные экраны. Обычно они изготавливаются из листового алюминия или меди.
Вакуумные индукционные печи (ВИП) предназначены для плавки и рафинирования высоколегированных сталей, жаропрочных и прецизионных сплавов с низким содержанием углерода с таким расчетом, чтобы во время плавки поддерживалось остаточное давление 10-1—10-2 Па. ВИП работают на отходах собственного металлургического производства и чистых металлических материалах. Крупные ВИП иногда вместо твердой завалки используют жидкий полупродукт, выплавленный в других агрегатах (обычно ДСП). По сравнению с другими плавильными установками специальной электрометаллургии ВИП имеет следующие преимущества:
1) жидкий металл можно длительное время выдерживать в вакууме. Это обеспечивает глубокую дегазацию, раскисление и очищение стали от неметаллических включений и примесей цветных металлов;
2) можно выплавлять любые сложные по химическому составу стали и сплавы, наличие электромагнитного перемешивания металла создает благоприятные условия для быстрого растворения легирующих добавок;
3) простота регулирования мощности и дозировки энергии обеспечивает быстрый перегрев металла до требуемого уровня с высокой точностью.
К недостаткам ВИП относятся: загрязнение металла материалом тигля, холодные шлаки, низкая стойкость тигля (20—50 плавок на промышленных печах).
Электрический КПД вакуумной индукционной печи при плавке сталей составляет з = 0,7ч0,8.
В индукционных тигельных печах, к которым относится ВИП, происходит естественная циркуляция расплавленного металла, обусловленная электродинамическими усилиями. Циркуляция металла возникает при взаимодействии вихревых токов, протекающих в жидком металле, с током индуктора.. Равнодействующая сила, направленная от индуктора на металл, приходится на среднюю часть тигля. Это приводит к возникновению в расплаве так называемой двухконтурной циркуляции, когда расплав в верхней части ванны выдавливается вверх, а в нижней — вниз, образуя самостоятельные контуры движения металла (рис. 55, а). В результате в центре тигля поверхность металла поднимается, образуя выпуклый мениск.
Интенсивное перемешивание металла играет- положительную роль, ускоряя процессы растворения легирующих добавок и выравнивая температуру в объеме ванны. Наличие мениска относится к нежелательным явлениям, так как шлак перемещается к стенкам тигля, способствуя ускоренному разъеданию его футеровки, а в центре металл оголяется, что приводит к увеличению потерь тепла и ухудшению условий протекания реакций между шлаком и металлом. Эффект перемешивания металла возрастает с понижением частоты и снижается при переходе к более высоким частотам.
Электрическое питание вакуумных индукционных печей осуществляется от машинных высокочастотных генераторов,. ти-ристорных преобразователей частоты и ламповых генераторов (применяются на лабораторных печах). КПД машинных генераторов составляет 70-85%, ламповых 50-70%, тиристорных преобразователей 90-95 %.
Особенности конструкции вакуумных индукционных плавильных печей
По Принципу работы вакуумные индукционные печи (ВИП) выполняются двух типов — периодического и полунепрерывного действия.
Печи периодического действия имеют одну вакуум-камеру, где после эвакуации воздуха производится плавка металла с последующей его разливкой в изложницу или форму. После разливки металла печь разгерметизируют для удаления изложницы со слитком, осмотра и ремонта тигля, загрузки шихты. При этом либо отводится в сторону или снимается крышка корпуса, либо отводится корпус вакуумной камеры. После извлечения слитка, чистки тигля и загрузки в тигель новой порции шихты в вакуум-камеру устанавливают порожнюю изложницу, печь закрывают, производят откачку воздуха и начинают очередную плавку.
Печи полунепрерывного действия имеют три вакуум-камеры: плавильную, загрузочную и разливочную. Иногда разливочная камера заменяется камерой изложницы. Тогда металл разливают в плавильной камере. Загрузочная и разливочная камеры (или камеры изложницы) отделены от плавильной камеры шлюзовыми затворами шиберного типа. Это позволяет проводить, в печи без разгерметизации не одну плавку, а серию плавок, количество которых определяется стойкостью футеровки тигля (одной кампании тигля).
В печах полунепрерывного действия благодаря наличию шлюзовых затворов одновременно с плавкой металла в вакууме в плавильной камере в загрузочной камере при атмосферном давлении устанавливается корзина с новой порцией шихты. В разливочной камере в это же время проводятся операции по извлечению изложниц с залитым в них металлом и установкой изложниц под разливку. Загрузочная и разливочная камеры отделены от внешней среды технологическими затворами шиберного типа. После проведения всех необходимых операций загрузочная и разливочная камеры герметизируются с помощью затворов и из них эвакуируется воздух. Печи полунепрерывного действия получили широкое распространение благодаря ряду преимуществ по сравнению с печами периодического действия — более высокой производительности из-за отсутствия откачки воздуха из плавильной камеры перед каждой плавкой, более высокой стойкости тигля вследствие уменьшения периодического охлаждения и нагрева при разгерметизации плавильной камеры, исключения времени на остывание изложниц или форм перед удалением их из плавильной камеры, уменьшения окисления металла и его загрязнения из-за напуска воздуха в плавильную камеру.
Современная индукционная вакуумная печь полунепрерывного действия вместимостью 2,5 т (ИСВ-2. 5-НИ) конструкции ВНИИЭТО показана на рис. 7.
Схема вакуумной индукционной электропечи ИСВ-2.5НИ полунепрерывного действия вместимостью 2,5 т конструкции ВНИИЭТО
Печь состоит из плавильной камеры 1 с цилиндрической частью 8, внутри которой расположен индуктор с тиглем 2 . Наклон печи осуществляется цепным механизмом 3. Загрузочная камера 7 , внутри которой располагается саморазгружающаяся корзина 5 , отделена от плавильной камеры вакуумным затвором 4. Корзина с шихтой 5 перемещается с помощью канатного механизма 6. Печь снабжена восьмисекционным дозатором 9 для загрузки в тигель по ходу плавки раскислителей и легирующих добавок. Для удобства обслуживания печи в верхней части корпуса снаружи установлена площадка 10. Зачистка тигля производится ломиком 11, расположенным на глухой крышке 12. Камера изложниц 13 прямоугольной формы соединена с плавильной камерой через вакуумной затвор. Рядом с камерой изложниц установлен специальный стенд, предназначенный «для установки тележки с изложницами 14 перед их закатыванием в плавильную камеру и после выката их из печи. Печь снабжена самоходной тележкой 15 для отката крышки 16 плавильной камеры 1. Изложницы между плавильной камерой и камерой изложниц перемещаются на тележке с помощью механизма, приводимого в действие от электропривода. Вакуумная система снабжена форвакуумными и бустерными насосами, которые обеспечивают откачку воздуха из плавильной камеры, камеры загрузки, камеры изложниц и дозатора.
Вакуумная печь представляет собой герметичное нагревательное устройство, в полости которого создается разрежение с величиной, определяемой технологическим процессом. Вакуумная (от лат. “vacuus” — “пустой”) печь (от православ. “pektь” — “пеку, печь”) предназначена для плавки или нагрева в вакууме материалов высокого качества и стоимости.
В данной статье мы рассмотрим:
- вакуумные печи сопротивления;
- вакуумно водородная печь;
- камерные вакуумные печи;
- камера вакуумной печи;
- вакуумные трехкамерные печи;
- лабораторные вакуумные печи;
- принцип работы вакуумной печи;
- вакуумные печи спекания;
- электрическая вакуумная печь;
- вега вакуумная печь;
- нпф вакуумные печи;
- вакуумно компрессионная печь;
- вакуумные плавильные печи;
- вакуумная печь для пайки;
- вакуумная индукционная плавильная печь;
- вакуумная печь для отжига;
- вакуумная муфельная печь;
- вакуумная индукционная печь;
- вакуумная печь для термообработки;
- вакуумно водородная печь;
- колпаковая водородная печь;
- печи водородным наполнением;
- водородная печь для спекания;
- водородные печи конструкция.
Навигация по разделу:
Интересна история создания вакуумных печей с электронагревом. Русский физик Василий Владимирович Петров (1761 — 1834), проводя эксперименты по получению белого пламени между кусками древесного угля, в 1802 году открыл явление электрической дуги. Создав крупнейшую для своего времени батарею гальванических элементов, Петров ставил опыты по применению электрической дуги для плавки и сварки металлов, тем самым положив начало современной электрометаллургии.
Впервые электропечь с разрежением воздуха изготовил в 1839 году английский инженер Р. Хар. В своей печи, помещенной в колокол с разрежением, изобретатель произвел разложение элементов путем испарения за счет приложения электроэнергии от гальванической батареи.
Первую камерную термическую электропечь запатентовал в 1853 году французский химик Л.-А. Пишон. Но практического применения эта печь, как и предыдущие, не получила из-за недостаточной мощности источников электроэнергии. Прообразом современных сталеплавильных электропечей является предложенная в 1899 году французским металлургом Поль Луи Туссеном Эру (1863 — 1914) плавильная печь с электродами, установленными вертикально. К концу ХХ столетия началось массовое производство вакуумных печей в передовых странах мира.
Рассмотрим устройство типовой вакуумной печи. Ее главный узел — герметичная термокамера, соединенная с вакуумным насосом, обеспечивающим разрежение от 5 до 10 -5 мм ртутного столба. По конструкции различают два типа вакуумных электропечей:
- в ретортном исполнении, при котором нагреватели размещены снаружи камеры;
- в камерном исполнении, когда нагреватели установлены внутри камеры.
Принцип работы вакуумной печи состоит в следующем. Перед началом термической обработки в вакууме камера вакуумной печи вместе с заготовками герметично закрывается, а вакуум-насос откачивает из нее воздух до требуемого уровня. Заготовки в огнеупорном тигле с помощью высокочастотного индуктора расплавляются или нагреваются до заданной температуры. После выдержки и завершения технологического процесса камера разгерметизируется, открывается, и термообработанные детали выгружаются. Установка готова к следующему циклу работы.
Вакуумная дуговая печь начала использоваться с развитием атомной энергетики, ракетостроения, космических исследований, когда появилась острая потребность в обработке сверхчистых материалов с особыми физико-механическими свойствами.
Преимущества вакуумных дуговых печей состоят в следующем:
- Возможность достижения самых высоких температур до 2000 0 С и больших давлений.
- Однородность и высокая плотность слитков благодаря направленной кристаллизации жидкого металла в вакууме.
- Возможность безокислительного нагрева заготовок, что значительно уменьшает потери металла на угар.
- Получение специальных металлов и сплавов высокой чистоты при отсутствии воздуха.
- Отсутствие окисления электродов, нагревательных элементов и внутренних металлоконструкций в печи.
Вакуум в печах позволяет эффективно выполнять различные технологические процессы, связанные с нагревом материалов: плавку, нагрев, спекание, термообработку, сушку и др.
Сейчас применяются следующие виды промышленных вакуумных печей:
- камерные вакуумные печи;
- трехкамерные вакуумные печи;
- шахтные вакуумные печи;
- вакуумные печи сопротивления;
- вакуумные плавильные печи;
- вакуумные печи для термообработки металла;
- вакуумная печь для закалки деталей;
- вакуумная печь для отжига;
- вакуумно-водородная печь;
- вакуумная печь для азотирования;
- вакуумная печь для цементации;
- вакуумная печь для пайки;
- вакуумная муфельная печь;
- вакуумная компрессионная печь;
- вакуумные печи спекания;
- лабораторные вакуумные печи.
В современной технике наиболее распространены вакуумные печи сопротивления.
Индукционная печь
Вакуумная индукционная плавильная печь содержит высокочастотный индуктор, размещенный внутри камеры, из которой откачивается воздух.
Применяется для плавления и разливки жаропрочных и коррозионностойких материалов, выращивания монокристаллов и зонной очистки. В отличие от электропечи дугового типа, имеет возможность загружать и расплавлять кусковые заготовки (скрап, лом, кусковые отходы, бракованные заготовки). Наиболее распространенным типом является вакуумная индукционная печь с наклоняемым огнеупорным тиглем, установленным внутри стационарного кожуха.
Если вас интересует цена вакуумных индукционных печей, то она зависит от типа печи, фирмы — производителя, создаваемого уровня вакуума, температуры, потребляемой мощности и производительности установки. Обращайтесь, поможем разобраться и выбрать надежную, но недорогую печь.
Термическая вакуумная печь
Термическая вакуумная печь позволяет выполнять в вакууме закалку, отпуск, отжиг, спекание, высокотемпературную пайку, азотирование и цементацию. Достоинством является выполнение термообработки в бескислородной среде и, как следствие, отсутствие следов окислов и обезуглероживания на поверхности изделий
. После выемки заготовок из вакуумной термокамеры на них нет следов коррозии, а механические характеристики, сопротивление коррозии и износу возрастают.
Термические вакуумные печи производятся с различным объемом одной, двух или трех рабочих полостей, разными техническими параметрами и характеристиками, в горизонтальном или вертикальном исполнении. Если вы собрались купить вакуумную печь для термообработки металла, то она может быть изготовлена по типовой схеме и обычной цене или по улучшенной схеме с учетом индивидуальных пожеланий заказчика, но цена будет несколько выше. Подъезжайте, подходите, вместе подумаем и выберем то, что вам подходит больше всего.
Вакуумная водородная печь позволяет выполнять спекание и термообработку деталей в вакууме или восстановительной среде водорода.
Здесь применяется способ косвенного нагрева токами высокой частоты при высоком напряжении и малой величине тока; это позволяет экономить электроэнергию. Конструкция водородной печи отличается взрывозащищенным исполнением корпуса и специальным устройством теплоизоляции, что повышает надежность обслуживания оборудования. Нагрев спекаемых изделий из тугоплавких металлов (титан, вольфрам, молибден) и их сплавов выполняется излучением путем размещения внутри индуктора тигля из термостойкого материала.
Различают следующие конструкции печей с водородным наполнением:
- колпаковая водородная печь;
- камерная водородная печь;
- шахтная водородная печь;
- толкательная водородная печь.
Для того, чтобы подобрать и купить водородную печь обычного исполнения или водородную печь для спекания, звоните нам. Постараемся помочь. В случае отсутствия подходящего оборудования на складе, закажем понравившуюся модель у производителя.
Заключение
С нашей точки зрения, представляют интерес брендовые модели вакуумных печей следующих фирм:
- вакуумные печи SECO/WARWICK;
- вакуумные печи SCHMETZ;
- вакуумные печи IPSEN;
- вакуумные печи ALD;
- вакуумные печи НПФ;
- вакуумная печь СГВ;
- вакуумная печь Вега-5;
- вакуумная печь СЭВ;
- вакуумная печь СНВЭ;
- вакуумная печь А2318;
- печь водородная толкательная ПВТ-6.
Смотрите, выбирайте, свяжитесь и посоветуйтесь с нами. Поможем всем.
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действияРабота индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печейИндукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печиТакая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм 2 , при охлаждении водой допустимый ток 20 ампер на мм 2 . Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печиОсновными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное . В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Свернуть
Индукционная печь — это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора. В поле ее индуктора производится ток, он нагревает металл и доводит его до расплавленного состояния.
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 1 0 С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0 С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Виды и подвиды
Индукционные печи делятся на два основных вида:
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью. Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
| INDUTHERM MU-900 | Печь работает от электропитания в 380 Вт, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2 | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
| ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
| УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
| УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380Вт, максимальная рабочая t – 1850 0С. | 900 тыс. |
| ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
| ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Основные принципы технологии плавки — Inductotherm Group Russia
Д-р Олег Фишман,
Вице-президент, исследовательский департамент
Inductotherm Furnace Group
Rancocas, NJ 08073
Технология плавления металлов с помощью электромагнитных полей стала стандартным методом на многих литейных заводах во всем мире. В последнее десятилетие, технология индукционной плавки на заводах, особенно сталелитейных, перешла с плавки с присутствием «болота» на более эффективную – плавку с полным сливом расплава. Метод плавки с полным сливом расплава подразумевает использование повышенных плотностей мощности и меньшие времена плавления. Это требует пересмотра требований к индукционным источникам питания. Старое поколение систем индукционной плавки с присутствием «болота» работало на промышленной частоте, что ограничивало плотность мощности (кВт/тонн), так как при высокой мощности и малой частоте перемешивание металла в индукционной печи слишком интенсивное и в действительности может привести к выплескиванию расплава из печи. Плавильные печи с полным сливом расплава работают на средних частотах (от 250 до 500 Гц), что позволяет контролировать перемешивание расплава при высоких плотностях мощности (около 1000 кВт/тонн). Были разработаны специальные полупроводниковые инверторы с изменяемой частотой для генерации мощности при плавке с полным сливом расплава. Эти инверторы используют резонансные свойства индуктора печи и конденсаторов источника питания для регулировки мощности, подаваемой на плавку.
В этой статье доступным языком объясняется основы реализации различных схем источников питания, используемых в связке с индукционными печами на современных металлургических заводах. Рассмотрены одно- и трехфазные источники питания промышленной частоты и детально проанализированы принципы работы современных инверторов. Проводится сравнение параллельного инвертора тока и последовательного резонансного инвертора напряжения, результаты которого представлены в простой для понимания таблице. В заключении представлены новейшие направления развития технологии индукционной плавки, такие как питание двух печей одной силовой установкой.
Индукционная плавка
Плавка металлов с применением электромагнитных полей используется в промышленности с тех пор, как на рубеже века был открыт принцип индукционного нагрева. Однако, только после пятидесятых годов прошлого века, экономически привлекательный и не загрязняющий окружающую среду процесс такой, как индукционная плавка начал завоевывать популярность в тяжелой индустрии. В середине семидесятых индукция стала способом плавки номер один на заводах цветных металлов и главным инструментом на сталелитейных заводах. В течение этого времени большинство крупных печей использовали токи промышленной частоты. И только в восьмидесятых, когда инверторы, работающие на повышенных частотах, продемонстрировали высшие эффективность и производительность, было отдано предпочтение индукционному методу плавки.
а) Индукционная печь
Тигельная индукционная печь состоит из медной спиральной обмотки, охлаждаемой водой, и керамического тигля, заполненного шихтой. Переменный ток в катушке генерирует магнитное поле, которое индуцирует ток в шихте. Контур магнитного поля вызывается через внешние магнитные шунты, изготовленные из листов трансформаторного железа. Индукционную печь можно представить в виде свободно связанного трансформатора (см. рис.1), в котором витки первичной обмотки магнитно связанны с витком вторичной, образованного расплавленной шихтой. Таким образом, можно принять, что отношение тока, наведенного в расплаве, к току в обмотке примерно равно числу витков в обмотке. Максимальная плотность тока индуцируется на периметре расплава, экспоненциально уменьшаясь в глубине расплава по направлению к центру.
Величина затухания, определенная как «глубина проникновения» постоянна, что видно из формулы 1:
где: Δm — глубина проникновения тока в расплав;
rm — удельное сопротивление расплавленного металла;
m0mm — абсолютная и относительная проницаемости;
f — частота тока в обмотке.
Индукционные печи обычно проектируются так, чтобы выполнялось условие, описанное формулой 2:
В классической модели индукционной печи форма расплава цилиндрическая. Наибольшее количество тока протекает в слоях расплава, дальних от центра, в толщине, равной глубине проникновения. Сопротивление этих слоев может быть оценено по формуле 3:
Электрические потери, сконцентрированные в этом внешнем слое расплава, производят мощность для плавления
где: N — количество витков в обмотке;
Ic — ток в катушке;
Im — ток в плавильной ванне;
Rm — сопротивление расплава;
rm — радиус расплава;
hm — высота расплава.
Достигнув эффективной и быстрой плавки, промышленность потребовала большей мощности на единицу веса плавящегося материала или повышенной плотности мощности.
где: Gm=smpr2mh 10-3 — вес расплава в тоннах;
Pm — плотность мощности в киловаттах на тонну.
Высокая плотность мощности позволяет лучше использовать оборудование, минимизировать время, необходимое для выполнения плавки. Это, также, позволяет повысить эффективность, так как энергетические потери, расходуемые на тепловые проводимость и излучение, минимизируются, потому что расплавленной металл не содержится долго в печке. Этот метод скоростной плавки с высокой энергонасыщенностью и полным сливом печи стал известен как плавка с полным сливом. Более старая технология, называемая «болотной» плавкой, приводила к тому, что большие печи опустошались только частично, а потом досыпались твердой металлической шихтой. Метод плавки с полным сливом требует использования больших источников питания, работающих на повышенных частотах.
б) Источники питания промышленной частоты
Простейший путь конструирования индукционной плавильной системы — это подать ток в катушку индуктора прямо из электрической сети (см. рис. 2). Большинство крупных индукционных печей вплоть до конца семидесятых годов работали на фиксированных частотах 50 или 60 Герц.
Батарея конденсаторов служит для компенсации низкого мощностного фактора (косинус фи) индукционной катушки. Мощностной фактор может быть скорректирован переключением конденсаторов, и, следовательно, изменением импеданса электрической нагрузки. Мощность регулируется переключением отводов трансформатора и конденсаторов, таким образом изменяя ток в катушке. Наибольшая мощность достигается тогда, когда резонансная частота цепи катушка-конденсатор равна частоте, питающей линии. Коммутация обычно приводит применению электромеханических контакторов и переключателей выводов трансформатора.
Источники питания промышленной частоты ограничивают формирование большой мощностной плотности несколькими путями. Так как частота фиксирована, то глубина проникновения относительно велика (порядка 75 мм для стали),что приводит к малому сопротивлению ванны. Поэтому ток низкой частоты глубоко проникает в плавильную ванну и электромагнитные силы выталкивают большое количество металла, вызывая неблагоприятное перемешивание. Величина тока в катушке тоже ограничена, потому что индукционная печь промышленной частоты по существу является однофазным устройством, вызывающим сильный дисбаланс в питающей линии пока «фазовая балансировка» не установится в источнике питания.(См. рис.2 и3) Электромеханические устройства, такие как контакторы для коммутации конденсаторов и переключатели выводов трансформатора, требуют обслуживания и снижают надежность системы.
в) Мощные полупроводниковые преобразователи
Решение проблем ограничения использования источников питания промышленной частоты в больших плавильных установках стало возможным относительно недавно, с разработкой мощных тиристоров (SCR’s), способных переключать большие токи. С применением этих тиристоров стало возможным сконструировать инверторы с эквивалентной мощностью 10 000 kВт, работающих на выходных частотах в несколько сотен герц. Работа на средних частотах позволяет ограничить перемешивание до величин, требуемых металлургией, несмотря на возросшую плотность мощности и, таким образом, сокращает время плавки. Источники питания, работающие на более высоких частотах, используются в связке с меньшими печами, поддерживая оптимальным соотношение —— и обеспечивая повышенными плотностями мощности, позволяя заменить, таким образом, типичную «слил и заправил» плавку, обычную для источников промышленной частоты, на плавку с полным сливом.
Мощный полупроводниковый стационарный преобразователь решает так же проблему фазовой балансировки. Входное напряжение 3-,6- или 12-фазной линии выпрямляется до того как преобразуется в однофазный среднечастотный электрический ток. Полноволновое выпрямление многофазного линейного напряжения порождает незначительные гармонические искажения в подводящих электрических линиях, устраняя необходимость в фильтрах на линии.
Мощный преобразователь состоит из трех главных частей (см. рис.4):
1. Выпрямитель переменного напряжения с фильтром постоянного тока;
2. Преобразователь постоянного тока в переменный средней частоты;
3.Батарея построечных конденсаторов.
Мощность, подведенная к печи, устанавливается автоматически изменением времени коммутации тиристора инвертора. Это время определяет рабочую частоту, фазу и ток в печи.
По существу, возможны два варианта реализации стационарных мощных полупроводниковых преобразователей:
-инвертор тока с параллельной батареей конденсаторов
-инвертор напряжения с последовательной батареей конденсаторов.
г) Инвертор тока
В инверторе тока (рис.5), батарея конденсаторов, корректирующих коэффициент мощности, обычно подсоединяется к катушке печи параллельно. И батарея конденсаторов и катушка включены в диагональ полномостового инвертора. Такое соединение позволяет реактивной составляющей тока обмотки шунтировать тиристоры инвертора. Тем не менее, на инвертор действует полное напряжение печи.
Величина напряжения на инверторе может повышаться или понижаться в то время как на выпрямителе постоянное напряжение. Следовательно, секции выпрямителя и инвертора должны быть разделены реакторами. Реакторы соединяют инвертор по постоянному току. Они так же выполняют роль фильтра и накопителя энергии. Инвертор преобразует постоянный ток в ток квадратной формы, который подается на параллельный резонансный контур.
Мощность на печи в системах с инвертором тока управляется изменением постоянного напряжения вместе с установкой времени инвертора. Когда напряжение на инверторе падает ниже потенциала выпрямителя постоянного тока, выходная мощность не может управляться только изменением частоты коммутации инвертора. Дополнительное управление добавлением постоянного тока выносится на регулировку угла сдвига фаз тиристоров выпрямителя. Такая регулировка будет вносить помехи в подводящую линию, если не будут использованы фильтры. Главное достоинство параллельного резонансного инвертора состоит в том, что только часть тока обмотки протекает через тиристоры, таким образом, экономя количество полупроводниковых приборов. Инвертор управляет только частью тока обмотки. Это, однако, ограничивает управляемость инвертора. Использование сглаживающих постоянный ток реакторов в качестве временных накопителей энергии является причиной затруднений при пуске инвертора. Энергия в реакторах является кинетической (аналогична энергии маховика)-она появляется только при протекании постоянного тока через реакторы в инвертер. Для аккумулирования необходимой энергии в сглаживающих реакторах применена специальная стартовая цепь. Когда параллельный инвертор останавливается, энергия из этих реакторов расходуется через «закорачивающие» тиристоры инвертора.
Преимущество в понижении тока в тиристорах компенсируется высоким напряжением, действующим на эти тиристоры. Это часто требует последовательных «штабелей» тиристоров, которым в свою очередь нужны специальные делители динамического напряжения.
Фактически, небольшие инверторы тока, подключенные к стандартному низкому напряжению(480 В или550 В) не используют чисто параллельно-резонансную схему. Взамен применяют «последовательно-параллельное» соединение конденсаторов (рис. 6).
д) Последовательный силовой преобразователь напряжения
С точки зрения электротехнической теории последовательный инвертор напряжения по схеме противоположен параллельному инвертору тока (рис. 7).
Сглаживающие постоянный ток в линии реакторы заменены на конденсаторы фильтра постоянного напряжения. Выходная цепь параллельного резонанса заменена на цепь последовательного резонанса. Напряжение на инверторе постоянно и равно выходному напряжению выпрямителя. Полный ток обмотки протекает через тиристоры инвертора и подстраивается батареей конденсаторов. Такая конфигурация обеспечивает отличную управляемость системы. Управляя временами коммутации тиристоров инвертора можно быстро (в течение одного периода колебаний) изменить величину энергии, циркулирующей в резонансном контуре.
Потенциальная электрическая энергия, запасенная в конденсаторе фильтра постоянного тока, может неограниченно долго храниться вне зависимости от состояния инвертора. В течение каждого периода реактивная мощность перетекает или из фильтра в печь через тиристоры, или из печи в фильтр через антипараллельные диоды.
Для обеспечения хорошей управляемости инверторной части не нужно управлять величиной постоянного напряжения. Так как в выпрямителе не используется фазовое управление, то в питающую сеть попадает минимум гармонических искажений. Фильтр для линии переменного тока не требуется.
Последовательный инвертор напряжения может быть легко запущен. Конденсатор фильтра постоянного тока заряжается не вызывая необходимость запуска инвертора. Более того, как только инвертер остановится, энергия запасается в конденсаторе фильтра и готова для немедленного использования. Практическое применение последовательно-резонансных конверторов даже больше упрощается при использовании схемы «полумостового» инвертора (рис. 8).
е) Источники питания с двойными выходами
За последний год новый подход, продолжающий повышение производительности литейных заводов, получил новый толчок. Две печи подсоединяются к одному источнику питания. Электрическая энергия перемещается от одной печи к другой: в одной печи высокая мощность плавки, в то время как во второй печи металл выдерживается для металлургических процессов (рис. 9). В такой установке использование энергетического и плавильного оборудования приближается к ста процентам.
Инверторы напряжения последовательного резонанса хорошо подходят для выполнения этой двойной роли плавка/выдержка. Причина этого заключается в том, что постоянное напряжение на инверторной секции не изменяется и не влияет на уровень выходной мощности. Это позволяет использовать один выпрямитель переменного тока с конденсатором фильтра для двух инверторов с конденсаторами для переменного тока. Понижение выходной мощности осуществлено фазовым управлением входным напряжением. Мощностной фактор (косинус фи) зависит величин переменной и постоянной составляющих тока в сглаживающих реакторах и сильно влияет на уровень выходной мощности. Применение инверторов тока для операции плавка/выдержка гораздо труднее. Это потребует использование двух отдельных источников питания, фактически дублирования оборудования, или последовательно соединить выходы блоков инверторов. Первое решение требует повышенных капитальных вложений (два источника питания)и дорого при использовании, потому что эта схема потребляет много kVA в режиме выдержки.
Вторая схема ограничивает регулировку, т.к. общий выходной ток используется для обоих высокомощных или маломощных плавок. Кроме того, вторая схема требует множество сложных регулировок.
ж) Сравнительные характеристики схем параллельного и последовательного инверторов
Плавка при большой мощности с быстрым расплавом распространилась при помощи среднечастотных инверторов. Плотность мощности в таких плавильных системах превышает 1000кВт/тн, что позволяет тратить на плавку около 30 минут. Источники питания с двойным выходом продолжают улучшать использование оборудования, позволяя поддерживать постоянным потребление электроэнергии. Например, плавильная установка, состоящая из одного источника питания 5000kW ,400Hz с двумя выходами и двух печей по 5000 кг, может производить 40 000тонн расплавленного металла в год.
Оба варианта исполнения инвертора мощности (инвертор тока и инвертор напряжения)используются в сталеплавильной промышленности. Однако, последовательному инвертору напряжения присуща лучшая управляемость, меньший уровень гармоник, наводимых в питающую сеть и лучшие характеристики старт/стоп. Таким образом, неизменное низкое постоянное напряжение на инверторе с тиристорным мостом делает систему надежнее и позволяет ее экономичную реализацию в системе с двойным выходом.
Таблица 1
| ОСОБЕННОСТИ | ИНВЕРТОР ТОКА | ИНВЕРТОР НАПРЯЖЕНИЯ | |
| 1 | Контролируемость | Слабая | Превосходная |
| 2 | Ток инвертора | Низкое | Высокое |
| 3 | Напряжение инвертора | Высокое | Низкое |
| 4 | Накопление постоянного тока | Динамическое | Статическое |
| 5 | Сетевой фильтр | Фильтрация фазы | Полная фильтрация |
| 6 | Сетевые искажения | Высокие | Низкие |
| 7 | Мощностной фактор при малой мощности | Низкий | Высокий |
схема, свойства, принцип работы сталеплавильного оборудования
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта.
Особенности индукционных приборов
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами. Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
- Автор: admin
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Индукционная печь и стали — ISPATGURU
Индукционная печь и стали
- Satyendra
- 26 марта 2013
- 4 Комментарии Индукция канала. , мягкая сталь, производство стали, Перемешивание,
Индукционная печь и производство стали
Индукционная печь — это тип печи для производства стали, в которой для работы используется электрическая энергия. Производство стали в индукционных печах (IF) является одним из двух процессов производства электротехнической стали. В другом процессе электросталеплавильного производства используется электродуговая печь (ЭДП). Несмотря на то, что IF используются уже давно, производство мягкой стали на IF — относительно не очень старое явление.
Принцип плавки в IF заключается в том, что источник высокого напряжения от первичной катушки индуцирует низкое напряжение и большой ток в металле или вторичной обмотке. IF использует тепло, выделяемое вихревыми токами, генерируемыми переменным полем высокой частоты. Переменное магнитное поле, создаваемое током высокой частоты, индуцирует мощные вихревые токи в заряде, что приводит к очень быстрому нагреву.
История
Развитие ПЧ началось с открытия Майклом Фарадеем принципа электромагнитной индукции. Однако только в конце 1870-х годов Де Ферранти в Европе начал эксперименты с индукционными печами. Первый ПЧ для плавки металлов был запатентован Эдвардом Алленом Колби около 1900. Первое практическое использование IF было сделано Кьеллином в Гизинге, Швеция, в 1900 году. Первая сталь была произведена в IF в Соединенных Штатах в 1907 году в печи Колби недалеко от Филадельфии. Первая ПЧ для трехфазного применения была построена в Германии в 1906 году компанией Rochling-Rodenhauser.
Характеристики индукционной печи
В основном существует два типа ПЧ. Это (i) канальная ПЧ и (ii) бессердечниковая ПЧ.
Канал IF состоит из стальной оболочки с огнеупорной футеровкой, в которой находится расплавленный металл. К стальному кожуху прикреплена и соединена горловиной индукционная установка, которая образует плавильную часть печи. Индукционный блок состоит из железного сердечника в виде кольца, вокруг которого намотана первичная индукционная катушка. Эта сборка образует простой трансформатор, в котором петли из расплавленного металла составляют вторичный компонент. Тепло, выделяемое в контуре, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла вызывает полезное перемешивание расплава. Канал IF обычно используется для плавления сплавов с низкой температурой плавления или в качестве блока выдержки и перегрева для сплавов с более высокой температурой плавления, таких как чугун. Печь можно использовать в качестве держателя для металла, выплавляемого вне пиковой нагрузки в тигельном тигельном тигле, тем самым снижая общие затраты на плавку за счет исключения затрат на пиковую нагрузку. Канал IF обычно не используется для производства стали.
IF без сердечника имеет довольно простую конструкцию. В основном он состоит из огнеупорного сосуда и окружающего его змеевика, опирающегося на стальную раму. Когда через катушку протекает переменный ток (AC), он создает электромагнитное поле, которое, в свою очередь, индуцирует вихревые токи в заряженном материале. Этот шихтовый материал нагревается по закону Джоуля и при дальнейшем нагреве шихтовый материал плавится.
Основной компонент тигля без сердечника состоит из тигля, блока питания, состоящего из трансформатора, инвертора и батареи конденсаторов, загрузочного устройства, системы охлаждения блока питания и змеевика печи, системы управления технологическим процессом и системы удаления дыма. оборудование. Принципиальная схема бессердечникового ИФ представлена на рис. 1.9.0021
Рис. 1 Схематическая диаграмма IF без сердечника
В случае IF без сердечника сердцем печи является змеевик, который состоит из полой секции прочной медной трубки с высокой проводимостью, намотанной на в виде спиральной катушки. Форма катушки содержится в стальной оболочке, а магнитное экранирование используется для предотвращения нагрева несущей оболочки. Для защиты от перегрева змеевик охлаждается водой, при этом вода рециркулирует после охлаждения в градирне. Корпус поддерживается цапфами, на которых печь наклоняется для облегчения заливки. Тигель формируется путем набивки гранулированного огнеупора между змеевиком и полым внутренним опалубочным устройством, которое расплавляется при первом нагреве, оставляя спеченную футеровку.
Печь имеет две отдельные электрические системы, одна для системы охлаждения, наклона печи и контрольно-измерительных приборов, а вторая для питания индукционной катушки. Питание индукционной катушки подается от трехфазной линии высокого напряжения и большой силы тока. Блок питания преобразует напряжение и частоту сети в необходимые для электроплавки. Частоты, используемые при индукционной плавке, варьируются от 50 циклов в секунду (сетевая частота) до 10 000 циклов в секунду (высокая частота). Чем выше рабочая частота, тем больше максимальная мощность, которая может быть подведена к печи данной мощности, и тем ниже величина создаваемой турбулентности.
Когда шихтовый материал расплавлен, взаимодействие магнитного поля и электрических токов, протекающих в индукционной катушке, вызывает перемешивание в расплавленном металле (рис. 2). Это перемешивание заставляет расплавленный металл подниматься вверх в центре, вызывая характерный мениск на поверхности металла. На степень перемешивания влияют применяемая мощность и частота, а также размер и форма катушки, а также плотность и вязкость расплавленного металла. Перемешивание в ванне важно, так как оно способствует смешиванию сплавов и плавлению стружки, а также гомогенизации температуры во всей печи. Чрезмерное перемешивание может увеличить газовыделение, износ футеровки и окисление сплавов.
Рис. 2. Перемешивание, создаваемое магнитным полем
IF без сердечника обычно используется для плавки всех сортов железа и стали, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования благодаря высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава. В этой печи, поскольку шихтовый материал плавится сам по себе за счет вырабатываемого тепла, выбросы, создаваемые другими типами сталеплавильных печей, не обнаруживаются. Типовая схема установки индукционной плавильной печи представлена на рис. 3.9.Рис. 3 Типовая схема установки индукционной плавильной печи Эти силы в основном действуют в радиальном направлении к оси печи и отжимают расплав внутрь от стенки печи. Гравитация работает против этих сил, поэтому на поверхности ванны образуется купол (мениск). Дополнительно создается поток ванны в виде двух вихревых тороидов с противоположным направлением витков. Это объясняется тем фактом, что радиальное давление достигает максимума примерно на середине катушки из-за рассеяния поля на конце катушки. Распределение мощности и схема потока показаны на рис. 4.
Рис. 4. Генерация магнитного потока током катушки в среднечастотном тигле
Индуктивное перемешивание ванны, во-первых, приводит к хорошей гомогенизации расплавленного металла по температуре и химическому составу. Он также перемешивает шихтовые материалы и создает оптимальные условия теплопередачи для плавления шихтовых материалов.
Питание на индукционную катушку подается через трансформатор, преобразователь частоты и конденсаторную батарею. Конденсаторная батарея предназначена для компенсации реактивной мощности. Кроме того, поскольку индукционная печь включается через временную рампу, исключаются все типы мерцаний и нагрузка на сеть из-за бросков тока. Ток, подаваемый инвертором, колеблется с резонансной частотой (в пределах от 60 % до 110 % номинальной частоты), что помогает простым способом регулировать постоянную нагрузку.
Потери энергии
Электроэнергия, необходимая для нагрева одной тонны стали до 1500°С, составляет около 396 кВтч. В печи, как правило, происходит большое количество потерь, что увеличивает удельный расход энергии до более чем 500 кВтч на тонну (кВтч/т). Потери в основном представляют собой тепловые потери в печи, потери в змеевике печи, потери в батареях конденсаторов, потери в преобразователе и потери в силовом трансформаторе. Около 20–33 % потерь энергии поглощается охлаждающей водой.
В типичном IF потери энергии в оборудовании составляют от 100 кВтч/т до 130 кВтч/т. КПД печи составляет от 62 % до 75 %. Благодаря новой разработке энергоэффективных змеевиков, новому огнеупорному материалу, снижению потерь в преобразователях и трансформаторах, а также современному печному оборудованию потери энергии снижены до уровня от 60 кВтч/т до 90 кВтч/т. Новые печи имеют КПД в диапазоне от 81 % до 87 %. Обычные потери энергии бессердечникового ПЧ показаны на типичной диаграмме Санки на рис. 5.
Рис. 5 Типовая диаграмма Санки для индукционной печи без тигельного стержня
Работа индукционной печи
Эффективная работа индукционной печи без тигельного стержня зависит в первую очередь от внедрения передовых методов эксплуатации. Этапы производства плавки в ИТ представлены на рис. 6.
Рис. 6 Этапы производства плавки в ИТ
Подготовка и загрузка шихты – Сырье взвешивается и хранится возле печи на шихтовочном поде печи перед началом плавки. Заряд должен быть свободен от всех посторонних материалов, включая песок, грязь и масло/смазку. Ржавый лом не только требует больше времени для плавления, но и содержит меньше металла на одну загрузку. На каждый 1 % шлака, образовавшегося при 1500°С, потери энергии составляют 10 кВтч/т. Лом должен быть чистым. Точный вес ферросплавов следует держать наготове, поскольку ферросплавы очень дороги, а правильное обращение с ними не только снижает потери, но и сокращает время, затрачиваемое на их добавление.
Максимальный размер одного куска металла/лома не должен превышать одной трети диаметра тигля печи. Это позволяет избежать проблемы моста. При этом каждая загрузка должна составлять около 10 % объема тигля. Также не должно быть острых краев, особенно у тяжелого и крупногабаритного лома, так как это может повредить огнеупорную футеровку печи. Кроме того, печь нельзя загружать выше уровня змеевика, т.е. загружать печь на полную мощность. При этом следует понимать, что по мере износа футеровки печи загрузка может несколько увеличиваться.
Необходимо соблюдать правильную последовательность зарядки. Металл большего размера загружается первым, затем загружается меньший размер, а зазоры заполняются токарной обработкой и растачиванием. Использование стального лома в кипах и незакрепленных сверл (стружка для механической обработки) должно контролироваться. Осушители шихты и подогреватели шихты должны использоваться для удаления влаги, предварительного нагрева шихты и удаления любого масла или смазки. Следует избегать введения в расплав влажного или влажного лома, так как это может привести к взрыву.
Плавление и подготовка плавки – Очень важно, чтобы печь всегда работала на полную мощность. Это не только сокращает продолжительность партии, но и повышает энергоэффективность. За счет использования крышки печи можно существенно снизить потери тепла излучением. Следует избегать скопления шлака на стенках печи (рис. 7). Типичное накопление шлака происходит вблизи горловины, выше уровня змеевика, где эффект перемешивания меньше. Большое значение имеет количество флюса, используемого для удаления шлака. Обычно расход флюса составляет менее 1 кг на тонну стали. Для удаления шлака следует использовать соответствующие инструменты. Вместо стержня или стержня для удаления шлака следует использовать инструменты с плоской головкой. Они более эффективны и занимают меньше времени.
Рис. 7 Скопление шлака возле горловины тигля печи
Контроль процесса с помощью процессора расплава приводит к меньшему количеству простоев. Обычно управление технологическим процессом сокращает время простоя на 2-4 минуты. Лаборатория спектральных испытаний должна располагаться рядом со сталеплавильным цехом, чтобы избежать ожидания химического анализа проб плавки и шлака. Следует избегать ненужного перегрева жидкой стали. Перегрев на 50°С может увеличить удельный расход энергии печи на 25 кВтч/т.
Отвод плавки – План установки играет важную роль в определении расстояния, пройденного жидкой сталью в ковше, и перепада температуры. Размер ковша должен быть оптимизирован для минимизации потерь тепла и максимально быстрого опорожнения печи. Плавку необходимо синхронизировать с разливкой жидкой стали. Жидкая сталь не ждет в печи. Во избежание падения температуры следует использовать подогреватель ковша. Использование жидкой стали для предварительного нагрева ковша достаточно энергоемко и дорого. Количество жидкой стали, остающейся в ковше, должно быть как можно меньше. Покрывающий состав ковша должен использоваться для минимизации падения температуры из-за потерь на излучение от верха ковша.
Производство низкоуглеродистой стали в индукционной печи
Большое количество низкоуглеродистой стали производится во всем мире по маршруту IF. При производстве этой стали контролируется химический состав конечного продукта. Необходимо провести химический анализ всех исходных материалов, чтобы принять решение о составе шихты. После завершения 50 % загрузки исходных материалов образец ванны анализируется на химический состав. На основе химического анализа пробы ванны на этом этапе производятся расчеты дальнейших добавок металлов. Если проба ванны на этой стадии показывает высокое процентное содержание углерода, серы и фосфора, то следует увеличить содержание губчатого железа в шихте. Окончательную пробу ванны отбирают после завершения плавления на 80 %. На основании анализа этого образца в заряд вносится еще одна корректировка. Более низкое содержание углерода в образце корректируется увеличением количества передельного/шихтового чугуна в шихте. Кремний и марганец в металле окисляются оксидом железа губчатого железа. Сера и фосфор также разбавляются губчатым железом. Из-за использования губчатого железа микроэлементы в стали, изготовленной в IF, остаются под контролем.
Мониторинг параметров и анализ данных
Мониторинг энергопотребления является первым шагом к достижению энергосбережения. Для печи желательно установить отдельный счетчик электроэнергии. Потребление энергии должно контролироваться на основе теплоты, чтобы можно было анализировать потребление энергии в корреляции с производственными данными, чтобы получить удельное потребление энергии печи на ежедневной основе. Любой пик или впадина в данных должны быть изучены и исследованы в сочетании с температурой выпуска и количеством выпускаемого металла. Необходимо контролировать температуру воды для охлаждения змеевика и панели, а также скорость потока. Панель следует проверять еженедельно, а очистку – ежемесячно. Эффективное хранение сырья важно для оптимальной работы печи. Например, лом, если он хранится на земляном полу, приводит к скоплению пыли и влаги.
Футеровка индукционной печи
Футеровка является важной частью индукционной печи. Производительность печи напрямую связана с производительностью ее футеровки. Хорошо уложенная и стабилизированная футеровка обеспечивает плавную работу печи, оптимальную производительность и хороший контроль металлургических реакций. Практика футеровки, наиболее подходящая для конкретной печи, зависит от мощности и конструкции печи, практики эксплуатации, принятой при производстве плавки, и производительности печи. Для успешной и стабильной работы футеровки важными аспектами являются (i) использование материала футеровки надлежащего сорта и качества, (ii) тщательная и систематическая практика футеровки и (iii) постоянство условий труда.
Обычно выбор огнеупора для футеровки печи основывается на (i) типе и размере печи, (ii) типе выплавляемой стали, (ii) температуре расплавленной стали и (iv ) тип и состав шлака, образующегося при плавке. Для футеровки используются три вида набивных масс. Это (i) кислые, (ii) основные и (iii) нейтральные. Если шлак содержит большое количество кислотных компонентов, то используется футеровка из кремнезема (SiO2). Для шлаков с высоким индексом щелочности оптимальным выбором являются футеровки из магнезита (MgO). Нейтральный огнеупор стал новой тенденцией для футеровки IF. Набивная огнеупорная масса, используемая для нейтральной футеровки в ИФ, состоит из смеси глинозема (Al2O3) и спеченного MgO, смешанного по определенному гранулометрическому составу
Для облицовки IF необходимо выбрать правильный материал облицовки. Толщину футеровки в днище или боковых стенках увеличивать не следует, так как увеличение толщины футеровки означает снижение производительности печи и увеличение потребляемой мощности. Печь не должна остывать очень медленно. Принудительное воздушное охлаждение помогает в развитии трещин меньшей глубины, что способствует более быстрому циклу холодного пуска. Время цикла холодного пуска в идеале должно быть не более 120 % нормального времени цикла. Рулонный цемент должен быть гладким, прямолинейным и иметь толщину от 3 мм до 5 мм. При выполнении работ по футеровке печи необходимо следить за тем, чтобы каждый слой был не более 50 мм. Уплотнение лучше с меньшим слоем.
Сравнение с процессом производства стали в ЭДП
По сравнению с ЭДП, индукционные печи имеют следующие характеристики: (i) высокая и относительно узкая плавильная камера (большое отношение h/d), (ii) малая толщина стенок тигля, (iii) малая температура шлака и (iv) мощное перемешивание в ванне. Сравнение некоторых рабочих параметров ПЧ с параметрами ЭДП в процессе производства стали приведено в Таблице 1.0020
The induction furnace has several technical advantages over ЭДП, которая включает (i) низкие требования к электрической сети, (ii) относительно более чистый процесс и меньшие затраты, связанные с окружающей средой, (ii) более высокую производительность, (iv) более низкое потребление ферросплавов, (v) отсутствие затрат на электроды, (vi) меньшие капитальные затраты, (vii) меньшие требования к пространству, (viii) подходит для загрузки добавок в любое время благодаря характеристикам перемешивания ванны, (ix) имеет низкую нагрузку и отсутствие мерцания, и (x) автоматизированное применение простым способом.
Недостатки ИТ по сравнению с ЭДП: (i) требование минимальной толщины стенки огнеупорной футеровки создает риск образования трещин, приводящих к остановке производства, (ii) индукционные печи предъявляют более жесткие требования к качеству лома, ( iii) обезуглероживание, десульфурация и дефосфорация ограничены из-за износа огнеупоров, (iv) неметаллический компонент шихтовых материалов должен находиться под контролем, чтобы объем шлака оставался ниже предела и не имел неблагоприятное воздействие на футеровку, и (v) по сравнению с ЭДП, печные печи очень высокой производительности в настоящее время недоступны.
Перемешивание металла в тигельных печах
Индукционные печи долгое время пользовались популярностью на предприятиях по производству черных и цветных металлов, а теперь стали получать признание и на сталелитейных заводах. Предпочтительные из-за их чистой работы, эти печи имеют много других преимуществ по сравнению с печами, работающими на топливе, и электродуговыми печами, включая однородную температуру металла, более низкий уровень загрязнения и шума, естественное перемешивание металла и, как правило, более низкие затраты на огнеупоры.
Поскольку физика электромагнитного поля сложна, индукционные печи до сих пор часто понимают неправильно. Хотя точный количественный анализ магнито-гидродинамических моделей, определяющих течение металла в индукционных печах, утомителен, качественное объяснение может быть представлено ясно.
Рисунок 1. |
Перемешивание металла в тигельной индукционной печи было мало изучено до тех пор, пока исследования, проведенные в Inductotherm в середине 1970-х годов, не установили науку, лежащую в основе движущих сил. До этого времени считалось, что индукционное перемешивание в индукционной печи линейно связано с высотой мениска в печи. Эта линейная зависимость показана на рисунке 1.9.0021
Рис. 2. |
Высота мениска прямо пропорциональна киловаттам и обратно пропорциональна квадратному корню из частоты. Однако в реальных операциях плавления стало очевидно, что этот упрощенный подход не является точным показателем перемешивания. Печи, содержащие одно и то же количество одного и того же металла, но работающие на разных частотах, не перемешивали одно и то же, даже если высота мениска была одинаковой.
Рисунок 3. |
Ток течет по поверхности расплава на глубину, определяемую частотой тока, протекающего в индукционной катушке, и типом металла. Это называется «глубиной проникновения» и показано на рисунке 2.
Было обнаружено, что высота мениска обусловлена взаимодействием магнитного поля индукционной катушки и тока, протекающего в
.0021
Рисунок 4. |
расплавленный металл. Эта сила равна векторному произведению плотности магнитного потока на плотность тока расплава (JxB) и приложена к окружности расплава.
Эта сила, действующая по окружности
Рисунок 5. |
расплав сдавливает жидкость, в результате чего часть жидкости отрывается от стенки и поднимается вверх (см. рис. 3). Поскольку J и B пропорциональны току, протекающему через катушку, высота мениска пропорциональна квадрату тока, протекающего через катушку.
Поскольку кВт = I²R, где R — сопротивление змеевика и расплава, высота мениска пропорциональна киловаттам, приложенным к печи, и обратно пропорциональна сопротивлению змеевика печи и расплава.
Рисунок 6. |
Высота мениска (MH) представляет потенциальную энергию расплава таким же образом, как высота воды в резервуаре (WH) представляет собой потенциальную энергию/давление воды в этом резервуаре (см. рис. 4).
В печи течение металла ускоряется только при протекании тока в расплаве. Таким образом, ускоренный поток возникает только в области, определяемой как глубина проникновения тока. Эта глубина проникновения приравнивается к размеру трубы, соединенной с резервуаром. Большая глубина проникновения тока будет большой трубой, а очень маленькая глубина проникновения тока будет очень маленькой трубой (см. рис. 5).
Рис. 7. |
Очевидно, что при одной и той же высоте мениска (располагаемом давлении воды) чем больше глубина проникновения тока (больше диаметр трубы), тем больше будет расход (воды).
Когда вы выполняете математические расчеты этого процесса, вы обнаружите, что перемешивание не является линейно пропорциональным высоте мениска, а гораздо больше зависит от самой частоты. Формула на рис. 6 предсказывает уровень перемешивания в данной системе с использованием факторов, включающих мощность, частоту, размер печи и расплавляемый сплав.
Рис. 8. |
Примеры перемешивания
Чугунолитейным предприятиям обычно требуется среднее перемешивание в ванне для правильного смешивания добавок и получения однородного сплава. Один литейный цех по плавке ковкого чугуна достиг желаемого уровня перемешивания с помощью индукционного плавильного агрегата мощностью 9000 кВт, питающего печь весом 12,5 метрических тонны. Эта система работала при частоте 210 Гц со средним индексом перемешивания 42,3.
Более крупный литейный цех по плавке серого чугуна использует индукционную плавильную систему мощностью 16 500 кВт и массой 20 метрических тонн с частотой 180 Гц для достижения умеренного индекса перемешивания 47,9.
Плавление алюминия требует более интенсивного перемешивания для плавления стружки и тонкого материала. Один производитель алюминиевых сплавов достиг требуемой скорости перемешивания с помощью индукционного источника питания мощностью 300 кВт, работающего в печи весом 0,8 метрической тонны. Работая на частоте 60 Гц, он давал очень надежный индекс перемешивания 117,27.
Рис. 9. |
Производитель алюминиевых сплавов, плавивший UBC, запустил свою систему плавки алюминия мощностью 1500 кВт и массой 7 метрических тонн при частоте 60 Гц и достиг индекса тяжелого перемешивания 75,7.
Сталелитейные заводы обычно обрабатывают свои сплавы при высоких температурах и нуждаются в низком уровне перемешивания, чтобы максимально увеличить срок службы футеровки. Стальной абразивный завод эксплуатировал индукционный источник питания мощностью 1500 кВт и печь весом 2,2 метрических тонны на 590 Гц для достижения легкого индекса перемешивания 22,6.
| %{[ data-embed-type=»image» data-embed-id=»5df2b9fdf6d5f267ee7b2019″ data-embed-element=»aside» data-embed-alt=»Система Uni-Stir с тремя независимыми инверторами . Три катушки могут работать в режиме плавления или перемешивания без использования механических переключателей». data-embed-src=»https://img.foundrymag.com/files/base/ebm/foundrymag/image/2019/03/foundrymag_4547_inducto1118fig10.png?auto=format&fit=max&w=1440″ data-embed-caption=» Система Uni-Stir с тремя независимыми инверторами Три катушки могут работать в режиме плавления или перемешивания без использования механических переключателей. » data-embed-credit=»Inductotherm» ]}% |
Рисунок 10. |
Завод по литью по выплавляемым моделям стали, на котором плавили различные стальные сплавы, использовал индукционную плавильную систему мощностью 175 кВт и массой 75 кг с частотой 2800 Гц для достижения индекса легкого перемешивания 25,7.
Индукционная печь с принудительным перемешиванием металла — Естественное перемешивание металла в индукционной печи может быть достаточным для большинства металлургических производств. Однако в некоторых случаях различные режимы перемешивания в дополнение к обычному перемешиванию «двойным пончиком» могут способствовать процессам плавления, рафинирования или сплавления в индукционных печах. Это усиленное перемешивание может быть осуществлено с помощью перемешивания с частотной модуляцией или многофазного перемешивания с бегущей волной, описанного ниже.
Рисунок 11. |
Перемешивание с частотной модуляцией — При перемешивании с частотной модуляцией мощность и частота в индукционной печи изменяются с низкочастотными интервалами. Изменение тока и частоты изменяет мениск, перемещая его вверх и вниз. Движение мениска посылает в ванну расплава волны давления, которые, отражаясь от дна печи, распространяются обратно к поверхности печи. К
Рисунок 12. |
При правильном выборе частоты модуляции в ванне расплава могут образовываться стоячие волны. Эти волны вызывают значительное движение металла вверх и вниз внутри печи. В сочетании с естественным круговым движением металла этот тип усиленного перемешивания обеспечивает превосходное перемешивание расплавленной ванны.
Перемешивание бегущей электромагнитной волны — Бегущие магнитные волны всегда требуют использования нескольких катушек и фазового сдвига между токами, протекающими в каждой катушке. Подобно асинхронному асинхронному двигателю, многофазная печь заставляет металл
Рис. 13. |
втулка вдоль стенки печи для перемещения в одном направлении, создавая тем самым однонаправленное перемешивание. Изменение последовательности фаз изменяет направление потока расплавленного металла.
Однонаправленное перемешивание реализуется путем подачи двухфазного тока, сдвинутого на 90° для каждой катушки (см. рис. 8). Также возможен трехфазный ток, сдвинутый на 120°, или четырехфазный ток.
Ниже приведены практические электрические схемы для создания однонаправленного перемешивания бегущей волны:
1. Один источник плавления и один трехфазный источник перемешивания могут быть подключены к одной трехсекционной катушке, как показано на рис. 9. В этой схеме используется одна среднечастотный инвертор для нагрева/плавления и трехфазный сетевой трансформатор для перемешивания.
Рис. 14. |
2. Трехфазный инвертор, подключенный к трехсекционной катушке, показан на рисунке 10. Выходы инвертора могут работать с однофазным управлением для плавления или трехфазным для перемешивания. В режиме плавления ток во всех катушках имеет одинаковую фазу. В режиме перемешивания ток в катушках B и C смещен на 120° и 240° соответственно. Эта схема более надежна, чем другие, потому что она не требует переключателей больших токов для переключения с плавления на однонаправленное перемешивание или наоборот.
3. Двухфазный инвертор, показанный на рисунке 11, со сдвигом фаз от 0 до 90° также может производить однонаправленное перемешивание. Хотя интенсивность перемешивания на 25% меньше, чем при трехфазном однонаправленном перемешивании, этого достаточно для создания непрерывного однонаправленного потока. Направление потока может измениться при изменении фазы второго инвертора с +90° на -90°.
Технологии моделирования
Современные компьютерные технологии позволяют моделировать распространение электромагнитных полей и магнитогидродинамические процессы в индукционных печах. Результаты этого моделирования показывают характер движения металла.
На рис. 12 показано типичное компьютерное моделирование перемешивания металла в стандартной индукционной плавильной печи. На рис. 13 показано движение металла в той же печи с двухфазным инвертором, вызывающим однонаправленное перемешивание.
Для многих применений может быть достаточно однофазной индукционной печи с естественным перемешиванием. В таких применениях, как вакуумная очистка, специальное легирование, поздние добавки или трудноплавкий лом, могут потребоваться усовершенствованные методы перемешивания. Двух- или трехфазные инверторы предпочтительнее использовать для однонаправленного перемешивания, поскольку они не требуют высоких затрат на техническое обслуживание выключателей печи. Трехфазные инверторы можно использовать в тех случаях, когда требуется более интенсивное перемешивание.
На рис. 14 показана поверхность металла печи для плавки цинка, работающей в режиме двухфазного обратного перемешивания. На нем ясно видны нити металла, поднимающиеся вверх по стенкам тигля и спускающиеся по центру ванны, образуя воронку. Когда в ванну с расплавом добавляют металлическую стружку из легкого материала, такого как алюминий, она быстро перекачивается в ванну и растворяется.
Применение однонаправленного перемешивания может привести к получению металлов более высокого качества с более жесткими допусками по составу. Детали, изготовленные из металлов такого качества, могут быть меньше и легче при соблюдении необходимых требований к прочности и физическим характеристикам.
Современные технологии предлагают множество вариантов и возможностей перемешивания. Установки для индукционного плавления/перемешивания следует тщательно выбирать для обеспечения наилучшей производительности для пользовательских приложений. Применение и материал определяют размер печи, тип, оптимальную частоту и мощность.
Сатьен Н. Прабху — президент и главный исполнительный директор Inductotherm Corp. Для получения дополнительной информации посетите сайт www.inductotherm.com.
Плавление кремния — Inductotherm Corp.
Резистивные излучающие нагревательные элементы в настоящее время используются во многих процессах производства кремния и ограничивают скорость нагрева/плавления кремния. Индукционные печи, однако, с их способностью доставлять тепло прямо или косвенно в массу кремния, делают их предпочтительным выбором для следующего поколения термического оборудования для производства кремния солнечного качества.
Безтигельные индукционные печи
Безтигельные индукционные печи Inductotherm отличаются превосходными характеристиками и исключительной долговечностью, они более эффективны, производительны, тише и проще в обслуживании, чем печи конкурентов. Они идеально подходят для плавки всех металлов, включая кремний.
- Корпус из толстой стали обеспечивает максимальную жесткость и прочность печи, что обеспечивает длительный срок службы футеровки, низкий уровень шума в печи и минимальное излучение электромагнитных полей.
- Индукционная катушка разделена на две или три секции для создания «бегущей» электромагнитной волны, вызывающей интенсивное перемешивание ванны расплава.
- Электромагнитные шунты покрывают более 50% окружности катушки, перенаправляя электромагнитное поле в расплав.
- Графитовая обшивка токоприемника проводит ток и нагревает металл до того, как расплавленный кремний станет проводящим.
- Дополнительная вакуумная крышка создает контролируемую среду для продувки газа для удаления бора и фосфора из расплавленного кремния.
- Литейный носик заливает кремний в формы или котлы для затвердевания перед дальнейшим рафинированием.
Однонаправленное перемешивание
Производители слитков полагаются на системы Inductotherm, обеспечивающие гибкость расплава и однородность продукта. Для производителей слитков правильное количество индукционного перемешивания является ключевым фактором в производстве слитков, металлургически однородных от начала до конца каждой партии. Наши индукционные плавильные системы предназначены для обеспечения наилучшего уровня перемешивания для каждого применения клиента.
Вакуумные системы и системы с контролируемой атмосферой
Некоторые процессы требуют очистки кремния до высокого уровня чистоты. Это может быть достигнуто в больших количествах с использованием вакуумных систем Inductotherm и систем с контролируемой атмосферой, специально разработанных для удовлетворения требований каждого из технологических потребностей наших клиентов.
Системы индукционного плавления, предназначенные для контролируемой атмосферы
Наши вакуумные колпачковые печи идеально подходят для удаления бора и фосфора из объемного кремния путем продувки газом или вакуумного испарения.
Inductotherm Melt Преимущества:
Системы индукционной плавки, разработанные для вакуумных атмосфер
Наши системы вакуумной индукционной плавки (VIM) являются ведущими системами вакуумной индукционной плавки, используемыми сегодня в производстве. В системах VIM используется индукционная печь, расположенная в камере с вакуумом/инертной атмосферой, для загрузки, плавления, рафинирования и литья кремниевого материала; это позволяет постоянно корректировать химический состав до тех пор, пока не будет достигнута точная чистота. Примеси удаляются химической реакцией, диссоциацией, флотацией и улетучиванием.
Inductotherm Melt Преимущества:
Электромагнитный холодный тигель (EMCC)
Inductotherm производит электромагнитные печи с холодным тиглем для рафинирования металлургического кремния и литья слитков поликристаллического кремния. В нашем инновационном процессе используется сегментированный медный тигель с водяным охлаждением для индукционной плавки без огнеупоров. Мы постоянно совершенствуем, развиваем и совершенствуем технологию EMCC для повышения ее эффективности.
Характеристики наших электромагнитных печей с холодным тиглем:
- Прочный сегментированный медный тигель, изготовленный из цельной поковки
- Индукционные блоки питания EMCC с частотной обработкой
- Перемешивание, присущее рафинированию в EMCC, способствует однородному перемешиванию в расплаве Скорость извлечения
- , контролируемая компьютером, обеспечивает в пять раз большую скорость роста, чем в традиционной мультикристаллической печи направленного отверждения
Источники питания и системные компоненты
Использование нашей индукционной технологии в таких приложениях, как реактор с псевдоожиженным слоем и вытягивание кристаллов, произвело революцию в фотоэлектрической промышленности, позволив использовать энергоэффективную и контролируемую мощность для создания высококачественных слитков поликристаллического и монокристаллического кремния.
Multi-Switch
TM Системы питания для реакторов с псевдоожиженным слоемВ процессе с псевдоожиженным слоем гранулы чистого кремния выращиваются из крошечных зародышей чистого кремния в гранулы поликремния в высокотемпературном реакционном сосуде.
Чтобы значительно увеличить производительность этих высокотемпературных реакционных сосудов, также называемых реакторами с псевдоожиженным слоем, компания Inductotherm разработала специальный многозонный змеевик и запатентовала источник питания Multi-Switch TM . Эта система позволяет распределять мощность от одного инвертора по времени и подавать ее на разные зоны катушки, тем самым обеспечивая переменный и регулируемый поток энергии в различные секции токоприемника.
Комплектные системы для плавки кремния
Больше, чем печи
- Системы водяного охлаждения
- Индукционные источники питания
- Компьютерные системы управления
- Обнаружение утечки на землю
- Роботизированная зашлаковка
Свяжитесь с нами сегодня и узнайте больше.
Наши тигельные печи сочетают в себе высокую производительность с максимальной гибкостью сплавов.
УЗНАТЬ БОЛЬШЕ »
Наши печи с тяжелым стальным кожухом более эффективны, производительны, тише и проще в обслуживании, чем печи конкурентов.
УЗНАТЬ БОЛЬШЕ »
Создание и литье жаропрочных сплавов и других передовых и реактивных металлов требует сложных индукционных систем для систем плавки и переплавки в вакууме и контролируемой атмосфере.
УЗНАТЬ БОЛЬШЕ »
Наше всемирно известное семейство индукционных силовых систем VIP® имеет самую высокую скорость плавки от холодной загрузки до температуры заливки и плавит больше фунтов на кВтч и кВА, что снижает затраты на плавку и повышает производительность.
УЗНАТЬ БОЛЬШЕ »
Водяные системыс промышленными охладителями замкнутого цикла обладают многими преимуществами и идеально подходят для охлаждения в любом климате по целому ряду причин.
УЗНАТЬ БОЛЬШЕ »
Система Inductotherm ARMS® (автоматизированный роботизированный плавильный цех) представляет собой запатентованную концепцию, в которой используется робот для выполнения опасных операций, которые в противном случае выполнял бы оператор печи, что позволяет перевести рабочего плавильного цеха в диспетчерскую.
УЗНАТЬ БОЛЬШЕ »
Возьмите под контроль свой литейный или плавильный цех с помощью наших автоматизированных систем управления плавкой, которые отслеживают и контролируют плавку, диагностируют неисправности, оптимизируют энергопотребление, минимизируют затраты на электроэнергию и выполняют множество задач, чтобы обеспечить больший контроль для полного управления плавильным цехом.
УЗНАТЬ БОЛЬШЕ »
Быстроплавильная и простая в использовании вакуумная индукционная плавильная печь для исследования фазовой диаграммы металла (CY-IM400-L) – Купить Вакуумная индукционная плавильная печь в ru.made-in-china.com исследование фазовой диаграммы металлов (CY-IM400-L)
Вакуумная индукционная плавильная печь CY-IM400-L описание продукта:
Этот продукт представляет собой вакуумную индукционную печь с индукционным нагревом и температурой плавления оборудование может достигать 2000ºC. Индукционная печь оснащена камерой с водяным охлаждением из нержавеющей стали и кварцевым смотровым окном для наблюдения за состоянием плавления образца. Он подходит для плавления образцов и термообработки, исследования фазовых диаграмм. Оборудование оснащено высококачественным высокочастотным индукционным источником питания и поддерживает индивидуальный высокочастотный индукционный источник питания мощностью до 60 кВт. Оборудование оснащено высоковакуумным молекулярным насосом, который может эффективно улучшить степень вакуума подложки и, таким образом, улучшить качество плавления. Оборудование также оснащено подъемной платформой и откидной ручкой, чтобы облегчить оператору выполнение операций литья и отбора проб после плавки.
Оборудование универсальное по функциям, быстрое плавление, простое в использовании, энергосберегающее и экологически безопасное, и очень подходит для лабораторных исследований металлических образцов.
Вакуумная индукционная печь. CY-IM400-L Технические параметры:
| CY-IM40000-LACKUMALTIONNTIONALTIONAINTION | |||||||
| CY-IIM40000-LACKURIONTION MALTIONTIONAINTION | |||||||
| .0172 | High frequency | Power | Customizable, maximum 60KW | ||||
| Vacuum chamber | Chamber material | stainless steel | Cooling system | Water-cooled electrode, water-cooled chamber, water-cooled mold | |||
| Размер камеры | φ400 мм × 400 мм | Смотровое окно | Основное смотровое окно φ120 мм, верхнее смотровое окно φ45 мм | ||||
| 2 | 2 | 0175 Accessories | Infrared temperature measurement window, Vacuum funnel | Lifting platform | 0~40mm lifting range | ||
| Water cooled interface | Φ8mm quick plug interface | ||||||
| Vacuum system | Model | CY-GZK103-A | Интерфейс насоса | CF160 | |||
| Молекулярный насос | CY-600 | Exhaust interface | KF16 | ||||
| Backing pump | Rotary vane pump | Vacuum measurement | Compound vacuum gauge | ||||
| Ultimate vacuum | 1. 0E-5Pa | Power supply | AC 220V 50/60 Гц | ||||
| Скорость откачки | Молекулярный насос: 600 л/с Роторно-пластинчатый насос: 1,1 л/с Общая производительность откачки: вакуум может достигать 1,0E-3 Па за 20 минут. | ||||||
| Crucible | Graphite crucible | Max Φ60mm × 80mm | Alumina crucible | Max Φ120mm× 90mm | |||
| Others | Supply voltage | AC220V 50Hz or three-phase 380V | Overall size | 1550 мм×700 мм×1400 мм | |||
| Общая мощность | См. индукционный блок питания | Общий вес | 900 кг | ||||
at.
A. Мы являемся профессиональными производителями лабораторного оборудования, имеем собственную команду дизайнеров и завод, обладаем солидным техническим опытом и можем гарантировать качество продукции и оптимальную цену.
В. Как работает система послепродажного обслуживания продукции вашей компании?
A. Гарантийный срок на продукт составляет 12 месяцев, мы можем обеспечить пожизненное обслуживание. У нас есть профессиональные предпродажные и послепродажные отделы, которые могут ответить вам в течение 24 часов для решения любых технических проблем.
В. Сколько времени занимает ваша доставка? Если я хочу настроить инструмент, сколько времени это займет?
А. 1. Если товар есть на складе, то 5-10 дней. 2. Мы можем предоставить индивидуальные услуги для наших клиентов. Обычно это занимает 30-60 дней в зависимости от характеристик пользовательского инструмента.
В. Блок питания и вилка в нашей стране отличаются. Как вы это решаете?
A. Мы можем поставить трансформатор и вилку в соответствии с вашими местными требованиями в соответствии с вилкой питания разных стран.
В. Как оплатить?
A. T/T, L/C, D/P и т. д., рекомендуется использовать торговую гарантию Alibaba.
В. Как упаковывается товар? Способы доставки?
A. 1. Стандартный экспортный знак фумигации в деревянной упаковке 2. Экспресс, воздушная, морская доставка в соответствии с требованиями заказчика, найти наиболее подходящий способ.
При возникновении вопросов обращайтесь в службу поддержки клиентов
Что такое индукционная печь? (с изображением)
Индукционная печь представляет собой электрическую печь, используемую для плавки металлов. Он производит тепло за счет использования электромагнитной катушки переменного тока, также известной как электромагнитная индукция. Чаще всего они встречаются в металлоломе.
Индукционная печь была впервые изобретена в 1877 году в Италии. Первое использование печи было в 1927 году в Великобритании. Только во время Второй мировой войны, когда потребность в алюминиевом литье значительно возросла, индукционные печи получили более широкое распространение.
Электромагнитная индукция — это процесс, обеспечивающий работу индукционной печи. Впервые он был обнаружен в 1831 году Майклом Фарадеем. Во время индукции электрический ток проходит через металлическую катушку, которая создает магнитное поле. Когда металл помещается в магнитное поле, электрический ток проходит через металл и вызывает его нагрев. Чаще всего этот процесс используется в домашних условиях в рисоварке. Горшок с рисом помещают на металлическую спираль и, в свою очередь, нагревают.
Существует два типа индукционных печей. Первый бессердечниковый, а второй называется канальным. Оба используются в начале 21 века.
Индукционная печь без тигельного сердечника имеет медные змеевики, защищенные стальным и магнитным экраном и охлаждаемые водой, циркулирующей из специальной градирни. Слой огнеупорного или трудноплавкого материала помещается над змеевиками и нагревается до желаемой температуры. Над огнеупором находится тигель, представляющий собой плавильный котел из жаропрочного материала. Металл, который нужно расплавить, помещается внутрь тигля, и тепло, выделяемое электромагнитным зарядом, плавит лом.
Канальную индукционную печь также можно назвать стержневой индукционной печью. Он работает очень похоже на безтопливную печь, за исключением добавления нагретого стержня. Канальные печи первоначально использовались в качестве держателей расплавленного металла, но оказались полезными для плавки металлов с более низкой температурой расплава.
Оба типа индукционных печей производят естественное перемешивание, когда металл расплавлен. Притяжение магнитных полей и электрических токов заставляет материалы раскачиваться в разных направлениях. Это перемешивание необходимо для поддержания целостности металла. Тигельная печь создает более сильное перемешивание, в то время как известно, что канал имеет меньшую турбулентность на поверхности.
После плавления расплавленный металл заливают в форму. Некоторые методы заливки полностью управляются человеческими руками. Другие механические с участием человека, а третьи полностью автоматизированы. Механические системы более эффективны для крупномасштабных проектов, а ручные методы заливки больше подходят для производственных линий небольшого объема.
Что такое индукция? История, процесс и применение
Компании группы Inductotherm используют электромагнитную индукцию для плавки, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
Для типичного инженера индукция — это увлекательный метод нагрева. Те, кто не знаком с индукционным нагревом, могут удивиться тому, как кусок металла в змеевике за считанные секунды становится вишнево-красным . Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции индукционного нагрева просты для понимания.
Основы
Открытая Майклом Фарадеем индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля совершать работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток частотой 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток частотой 400 кГц заставит магнитное поле переключаться 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в пеленальную магнитное поле (например, поле, создаваемое переменным током), в изделии будет индуцироваться напряжение (закон Фарадея). Наведенное напряжение приведет к потоку электронов: ток! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движению электронов будет оказываться некоторое сопротивление. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла при протекании через них тока, но, безусловно, можно нагреть материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление имеет решающее значение для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Существует несколько способов нагрева объекта без индукции. Некоторые из наиболее распространенных промышленных методов включают газовые печи, электрические печи и соляные ванны. Все эти методы основаны на передаче тепла продукту от источника тепла (горелка, нагревательный элемент, жидкая соль) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не полагаются на конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта потоком тока. Затем тепло от поверхности продукта передается через продукт с теплопроводностью. Глубина, на которую генерируется тепло напрямую с помощью индуцированного тока, зависит от того, что называется электрической эталонной глубиной .
Электрическая эталонная глубина в значительной степени зависит от частоты переменного тока, протекающего через заготовку. Ток с более высокой частотой приведет к меньшей электрической эталонной глубине , а ток с более низкой частотой приведет к более глубокой электрической эталонной глубине . Эта глубина также зависит от электрических и магнитных свойств заготовки.
Компании группы Inductotherm используют преимущества этих физических и электрических явлений для настройки решений по нагреву для конкретных продуктов и областей применения. Тщательный контроль мощности, частоты и геометрии катушки позволяет компаниям группы Inductotherm разрабатывать оборудование с высоким уровнем контроля процесса и надежности независимо от области применения.
Индукционная плавка
Для многих процессов плавка является первым этапом производства полезного продукта; индукционная плавка быстрая и эффективная. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут вмещать загрузку, размер которой варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний. Индукционное оборудование разрабатывается индивидуально для каждого применения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также приводит в движение ванну. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь и способствуя сплавлению. Интенсивность перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом/количеством металла в печи. Величину индукционного перемешивания в любой данной печи можно регулировать для специальных применений, если это необходимо.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с использованием магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки с помощью огнеупора или другого непроводящего материала. Магнитное поле будет проходить через этот материал, вызывая напряжение в нагрузке, содержащейся внутри. Это означает, что загрузку или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно контролируется независимо от размера партии. Изменение тока, напряжения и частоты с помощью индукционной катушки приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как цементация, закалка и отпуск, отжиг и другие формы термообработки. Высокий уровень точности имеет важное значение для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений металлов, таких как титан, драгоценные металлы и современные композиты. Точное управление нагревом, доступное с индукцией, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев можно проводить в атмосфере для непрерывного применения. Например, светлый отжиг труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием тока высокой частоты (ВЧ), возможна даже сварка. В этом приложении очень маленькие электрические эталонные глубины , которые могут быть достигнуты с помощью ВЧ-тока. В этом случае полоса металла формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственной целью которых является сжатие краев сформированной полосы вместе и создание сварного шва. Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз вдоль геометрического «клина», образованного краями полосы, а не только снаружи образовавшегося канала.