Обрешетка под профнастил — шаг прогонов.
В своей работе мы нередко сталкиваемся с вопросом о допустимом шаге прогонов для профнастила. Ответ на этот вопрос содержится в СНиПе 2.01.01-85.
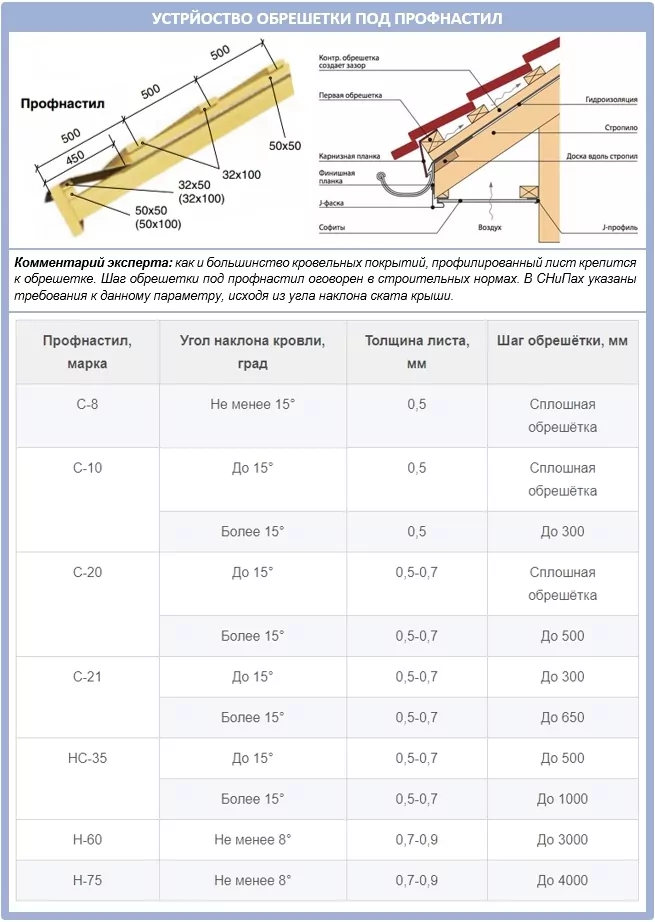
Как вы можете увидеть в приведённой ниже таблице, данный нормативный документ устанавливает зависимость расстояния между прогонами от используемой марки профнастила. Чем толще профнастил и чем он выше, тем больше допустимое расстояние между прогонами.
Значения из этой таблицы основаны, в том числе, на данных о снеговой и ветровой нагрузках Юга России.
Район строительства в соответствии с СНиП 2.01.07-85, Приложение 5 — ЮФО
| Марка профнастила | Толщина | Шаг прогона (м) |
| МП 20 | 0,5 мм | 0,35 м |
| МП 20 | 0,55 мм | 0,35 м |
| МП 20 | 0,7 мм | 0,6 м |
| МП 20 | 0,8 мм | 0,7 м |
| НС 35-1000 | 0,5 мм | 1,5 м |
| НС 35-1000 | 0,55 мм | 1,5 м |
| НС 35-1000 | 0,7 мм | 1,8 м |
| НС 35-1000 | 0,8 мм | 2,0 м |
| НС 35-1000 | 0,9 мм | 2,2 м |
| НС 35-1000 | 1 мм | 2,5 м |
| Н60 — 845 | 0,7 мм | 3,3 м |
| Н60 — 845 | 0,8 мм | 4,0 м |
| Н60 — 845 | 0,9 мм | 4,0 м |
| Н60 — 845 | 1,0 мм | 4,1 м |
| Н60 — 845 | 1,2 мм | 4,2 м |
| Н75 — 750 | 0,7 мм | 4,2 м |
| Н75 — 750 | 0,8 мм | 4,5 м |
| Н75 — 750 | 0,9 мм | 4,9 м |
| Н75 — 750 | 1,0 мм | 5,4 м |
| Н75 — 750 | 1,2 мм | 5,8 м |
| Н114 — 600 | 0,8 мм | 6,0 м |
| Н114 — 600 | 0,9 мм | 6,3 м |
| Н114 — 600 | 1,0 мм | 6,6 м |
под профнастил, шифер, мягкую кровлю- Пошагово +Видео
Строительство дома заканчивается очень важным и ответственным шагом, т. е. постройкой обрешетки и укладкой специальных покрытий кровли. На этом этапе развития в строительстве дома главную роль играет профнастил. По своим характеристикам, профнастил удобен и эффективен, обладает высокими прочностными качествами и всеми главными свойствами для хорошей надежной функции защиты крыши.
е. постройкой обрешетки и укладкой специальных покрытий кровли. На этом этапе развития в строительстве дома главную роль играет профнастил. По своим характеристикам, профнастил удобен и эффективен, обладает высокими прочностными качествами и всеми главными свойствами для хорошей надежной функции защиты крыши.
[contents]
Но, важным и главным этапом при строительстве кровли является предварительная обрешетка под профнастил. Обрешетка должна быть правильной структуры и надежно выполнять свою основную задачу – прочно фиксировать материал, покрывающий крышу вашего дома. Как правило, обрешетку составляют из досок либо брусков, установленных на прочную качественную опору. Только после этого всю конструкцию фиксируют специальными скобами. При правильном монтаже каркаса, установленная обрешетка будет прочной и не подвержена влиянию влаги и плесени.
Основными строительными материалами для обрешётки являются металлические каркасы или древесина.
Дерево используют для постройки кровли в частных загородных домах. А металлический каркас применяют для промышленных предприятий. Материал обрешетки и его структура могут варьироваться в зависимости от внешней нагрузки на кровлю, а так же от характерных особенностей жилой постройки.
А металлический каркас применяют для промышленных предприятий. Материал обрешетки и его структура могут варьироваться в зависимости от внешней нагрузки на кровлю, а так же от характерных особенностей жилой постройки.
Шаг обрешетки и варианты крепления
На сегодняшний день существуют два основных варианта кровель при монтаже профнастила:
1) Односкатные крыши используют в основном для строительства промышленных либо хозяйственных построек.
2) Двускатные крыши используют для строительства жилых домов. При этом наклон кровли при разных типах построек может варьироваться от 0 до 50 градусов. Схема дома должна быть идеально продумана и точно рассчитана.
Основные составляющие элементы обрешетки – это деревянные брусья. Их укладывают перпендикулярно стропам с определенным шагом.
Скрепляют обычно при помощи гвоздей. Правильно выполненная конструкция крыши будет прочной, и нагрузка будет распределяться равномерно.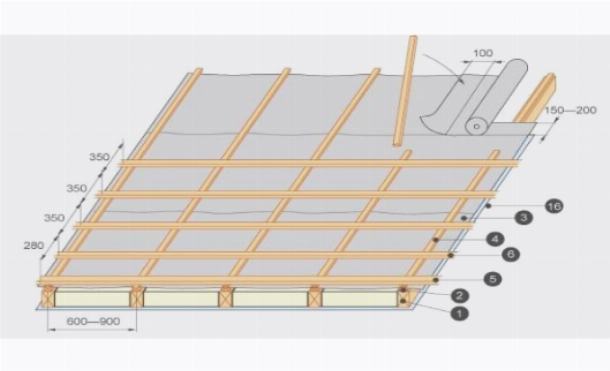
Центральную доску в обрешетке крепят вдоль карниза, при чем, она должна быть шире других досок. В местах, где будут установлены дымоходные трубы, пожарный люк и вентиляция необходимо монтировать дополнительные доски.
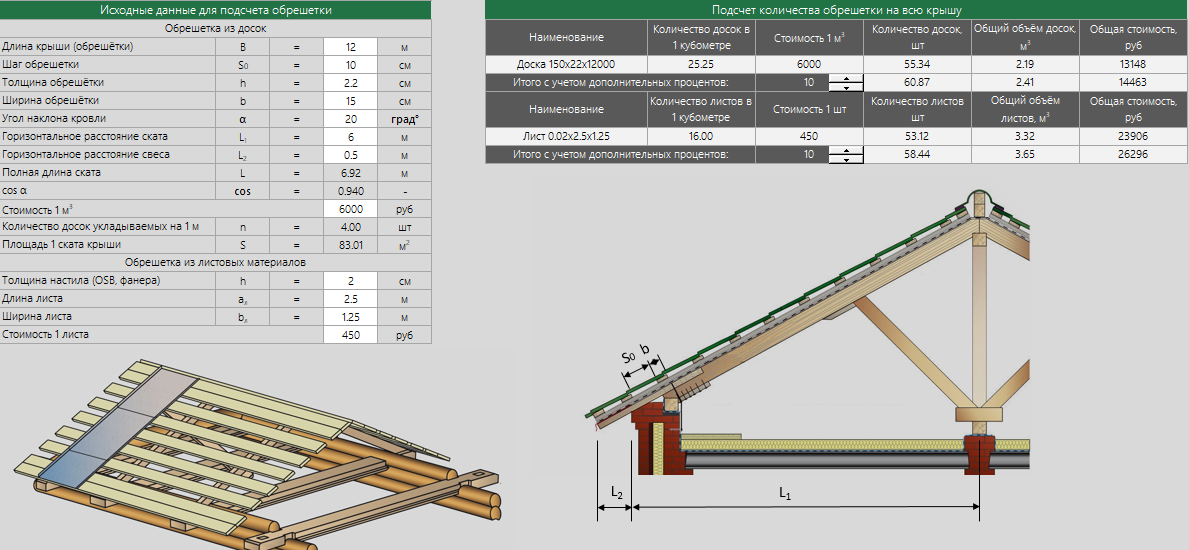
Шаг обрешетки под профнастил выполняют через тридцать сантиметров.
Саму обрешетку крепят уже после того, как был установлен изоляционный слой под профнастил и выведена вентиляционная система. Толщину рассчитывают, опираясь на высоту профлистов и длину элементов и деталей крепежа, которые удерживают профиль с внешней стороны.
Для того, чтобы правильно рассчитать шаг, нужно помнить о сечении профиля и толщине строительного материала. А при снижении угла кровли уменьшается также и расстояние между досками обрешётки.
В торцах крыши с двух сторон устанавливают ветровые доски. Их располагают выше основной обрешетки на такое расстояние, на какое поднимется сам профнастил.
Кроме вышеперечисленных моментов, на длину шага обрешетки могут влиять наклон крыши и климатические условия. Т.е. это определенные внешние нагрузки от ветра, дождя и снега. Можно создать специальный зазор при строительстве кровли для борьбы с ветром. Нагрузка, которую может выдержать кровля, будет зависеть от высоты профиля. Чем выше профиль, тем большую нагрузку выдержит конструкция.
Т.е. это определенные внешние нагрузки от ветра, дождя и снега. Можно создать специальный зазор при строительстве кровли для борьбы с ветром. Нагрузка, которую может выдержать кровля, будет зависеть от высоты профиля. Чем выше профиль, тем большую нагрузку выдержит конструкция.
При угле наклона кровли до пятнадцати градусов, монтируют профнастил С21, при этом используют сплошную обрешётку, а все профильные листы кладут внахлест. При использовании профилированных листов типа С35, шаг обрешетки будет составлять тридцать сантиметров с нахлестом в одну волну.
Шаг обрешетки в шестьдесят пять сантиметров используют значительно реже, так как уменьшается величина внешней нагрузки. При шаге обрешетки крыши в пятьдесят сантиметров применяют профнастил С44 и выше.
Для сохранности и профилактики деревянных деталей обрешетки следует их обработать специальными антисептическими смесями. Данный шаг сбережет дерево от появления влаги и грибка, а также отлично сохранит его от вредителей и насекомых. Такая обработка необязательна, но если вы хотите увеличить срок службы вашей крыши, рекомендуем вам использовать данный совет.
Такая обработка необязательна, но если вы хотите увеличить срок службы вашей крыши, рекомендуем вам использовать данный совет.
Крепежные элементы для обрешетки
Главным крепежным материалом для крепления на крыше профнастила является специальный саморез. Это своеобразный болт с резиновой прокладкой шляпки и со сверлом в конце. Для того, чтобы не было видно саморезов на крыше вашего дома, их шляпки выполняют разных цветов. Таким образом, вы сможете подобрать необходимый цвет саморезов под ваш профнастил.
Саморезы крепят профильные листы к обрешетке только с нижней части волны. В качестве крепления так же используют кровельные гвозди и специальные крепления.
У каждого из выше представленного способа есть свои плюсы и минусы. Например, гвозди отлично исполняют свою главную функцию при креплении профильных листов на крышу, а также для шага обрешетки стен дома. А специальные крепления используют для закрепления профнастила под потолок.
Все профильные листы устанавливают от нижнего ряда к верхнему.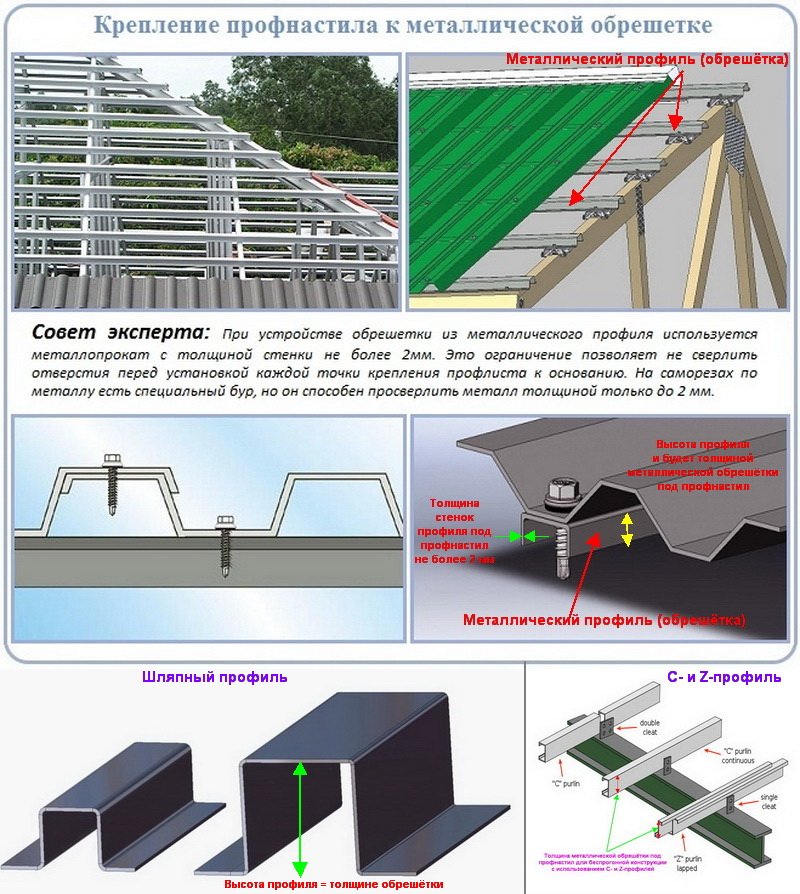 И первый ряд листов необходимо монтировать с выступом на восемь или десять сантиметров от стены, чтобы защитить ее от появления плесневых грибков и влаги.
И первый ряд листов необходимо монтировать с выступом на восемь или десять сантиметров от стены, чтобы защитить ее от появления плесневых грибков и влаги.
Блог CRI — Corrugated Replacements, Inc.
//in CRI News /by Mary Ann Miller«Как только переработанный картон профильтруется на всех заводах, мы получим намного больше требует скоринговых профилей», — в шутку сказал Дон Кемп, ведущий торговый представитель компании Corrugated Replaces, своему коллеге в 1997 году, когда на рынке впервые появился переработанный гофрокартон.
Когда операторы станков начали пропускать переработанный картон через перерабатывающие машины, стало быстро понятно, что методы преобразования картона в коробки должны измениться. Переработанный картон был намного более хрупким, чем картон, изготовленный из непереработанного крафт-лайнера.
Stone Container осознали, что это серьезная проблема, и обратились к Corrugated Replaces для ее решения. Кемп говорит: «Мы увеличили количество очков в наших кольцах, чтобы увеличить количество очков, чтобы коробка запоминала сгиб в секции складывания. В дополнение к этому мы понизили твердость уретана, чтобы уменьшить растрескивание доски». После тестирования на нескольких машинах результаты показали значительное улучшение оценки конвертации коробок. Компания Corrugated Replacments решила пойти еще дальше и задалась вопросом: «Должны ли насечки быть цельнофрезерованными или иметь маленькое кольцо, зажатое на головке насечки?»
Преимущество многослойного надрезного кольца заключалось в цене; было значительно дешевле заменить тонкий кусок металла, чем громоздкое кольцо. Тем не менее, Corrugated Replacements обнаружила в ходе испытаний, что этот тонкий срез металла может слишком легко двигаться во время надрезов. «При использовании надрезного кольца типа «сэндвич» вы получаете неравномерный износ разделительного буртика. У них меняется внешний диаметр только через несколько месяцев», — говорит Кемп. Это привело бы к плохой подсчету очков и увеличению замены очков. Несмотря на то, что за прошедшие годы появилось множество различных конструкций, гофрированные заменители по-прежнему придерживаются этой простой конструкции. «Мы используем эту систему с 1997 и наши клиенты остались довольны. Они должны быть. Это работает хорошо. Я с уверенностью предлагаю его всем своим клиентам».
Тем не менее, Corrugated Replacements обнаружила в ходе испытаний, что этот тонкий срез металла может слишком легко двигаться во время надрезов. «При использовании надрезного кольца типа «сэндвич» вы получаете неравномерный износ разделительного буртика. У них меняется внешний диаметр только через несколько месяцев», — говорит Кемп. Это привело бы к плохой подсчету очков и увеличению замены очков. Несмотря на то, что за прошедшие годы появилось множество различных конструкций, гофрированные заменители по-прежнему придерживаются этой простой конструкции. «Мы используем эту систему с 1997 и наши клиенты остались довольны. Они должны быть. Это работает хорошо. Я с уверенностью предлагаю его всем своим клиентам».
Corrugated Replacements, Inc. , , производитель OEM и прототипов гофрированных деталей, работающий в отрасли более 35 лет, сообщает, что внедрение 5-осевого машинного процесса повысило производительность. 5-осевая обработка позволяет изготавливать детали быстрее и с гораздо большей точностью, сокращая время наладки, используя переносы и изготавливая готовую деталь за одну операцию.
, , производитель OEM и прототипов гофрированных деталей, работающий в отрасли более 35 лет, сообщает, что внедрение 5-осевого машинного процесса повысило производительность. 5-осевая обработка позволяет изготавливать детали быстрее и с гораздо большей точностью, сокращая время наладки, используя переносы и изготавливая готовую деталь за одну операцию.
Головки, изготовленные с использованием 5-осевой обработки
«Мы значительно сократили время выполнения заказов благодаря технологии 5-осевой обработки», – сказал Пол Макбрайд, операционный менеджер. «Благодаря этому процессу заказы, которые выполнялись три недели, теперь выполняются за две недели или меньше».
В 2016 году мы приобрели наш пятый 5-осевой токарный станок с приводными инструментами, DMG Mori NLX 3000 и наш второй системный фрезерный станок Okuma MB-5000 с системой горизонтальной обработки с 6-палетной станцией. Оба этих станка расширяют наши возможности и сокращают время изготовления деталей.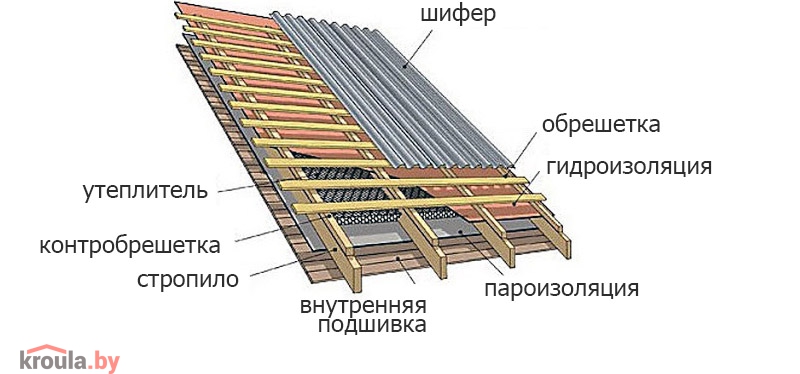
Мы производим запасные части для всех гофромашин, включая Evol, Simon, LMC, Bobst, Tecasa и многие другие. Если необходимой детали нет на складе, наш технический отдел может работать с заказчиком для разработки конкретной необходимой детали. Все наши детали производятся прямо здесь, в Соединенных Штатах
Corrugated Replacements, Inc. продолжает расширяться и предлагает различные процессы ЧПУ, включая гидроабразивную, лазерную резку, термообработку, а также традиционные фрезерные и токарные станки. Мы также предлагаем ремонт всего оборудования с индивидуальным обслуживанием клиентов. *** Надежность и обслуживание клиентов сделали компанию лидером в отрасли. ****
Свяжитесь с отделом замены гофрокартона по телефону 800-969-0881 . Электронная почта: [email protected] и corrugatedparts.com
Мэри Энн Миллер https://corrugatedreplacements.com/wp-content/uploads/2021/03/LOGO-PNG-5-250×115.
Mini Lathe Setup – Mini-lathe.com
7×12 Versus 7×10
Мини-токарный станок Harbour Freight 7×10 у меня уже более двух лет, и я им очень доволен. Я изобретатель и экспериментатор и использую токарный станок в основном для изготовления специальных деталей для приборов, с которыми экспериментирую.
Большинство этих деталей довольно маленькие и короткие, поэтому 7×10 имеет достаточную мощность для большинства моих нужд. Однако из-за короткой станины 7×10 не может просверлить конец заготовки длиной более 4 дюймов, если диаметр больше 3/4 дюйма, и не пройдет через шпиндель. Это было ограничением для нескольких проектов, и это привело меня к переходу на Grizzly 7×12.
Несмотря на обозначение 7×12, 7×12 на самом деле почти на 4″ длиннее, чем 7×10. Это дает дополнительное пространство для перемещения задней бабки, когда она не используется, и позволяет сверлить и обтачивать более длинные заготовки. Кроме того, у Grizzly 7×12 более мощный блок питания, чем у HF 7×10 (или, по крайней мере, у моей старшей модели).
Кроме того, у Grizzly 7×12 более мощный блок питания, чем у HF 7×10 (или, по крайней мере, у моей старшей модели).
7×12 имеет очень низкую скорость с отличным крутящим моментом прямо из коробки, что устраняет необходимость в низкоскоростном моде, который большинство из нас сделало для 7×10. Блок питания также имеет блокировку, которая требует сброса скорости до нуля перед перезапуском, что предотвращает запуск токарного станка на высокой скорости.
Эта функция также предотвращает перегорание предохранителей при случайном переключении с прямого на задний ход во время работы токарного станка. Общая посадка и отделка Grizzly немного лучше, чем у HF 7×10. В остальном токарные станки очень похожи, и большинство деталей и аксессуаров взаимозаменяемы.
Что делать, пока вы ждете
Пока вы ждете свой токарный станок, вам нужно собрать несколько предметов, чтобы быть готовыми к работе, когда он прибудет:
Для очистки и настройки :
- Керосин – продается в банках емкостью 1 галлон в Home Depot и подобных магазинах
- Несколько 2″ и 3″ «чиповых щеток» — дешевые одноразовые щетки с натуральной щетиной
- Газета или картон для токарного станка во время очистки
- Одноразовое пластиковое ведро для очистки деталей в керосине
- Гаечный ключ с открытым зевом на 7 мм и шестигранный ключ на 2 мм для регулировки клиньев — большинство других инструментов входят в комплект поставки токарного станка
- Набор шестигранных ключей с Т-образной рукояткой
- Белая литиевая смазка
Для ваших первых проектов:
- Заготовки для инструментов 5/16
- Настольный шлифовальный станок для формовочных инструментов
- Штангенциркуль
- Защитные очки (я использую тяжелые пластиковые очки для чтения)
- Склад: алюминий, латунь, сталь различных диаметров
- Сверлильный патрон и оправка для задней бабки
- Центровочные сверла
- Живой центр (поставляется с Harbour Freight 7×10, но не с Grizzly 7×12)
- Наборы дюймовых и числовых сверл
- Ассортимент метчиков 4–40, 6–32, 8–32, 10–32, 1/4–20, 3/8–16 и т.
 д.
д.
Если вы не знакомы с операциями на токарном станке, прочтите страницу с советами по безопасности и операциями.
Получение и распаковка 7×12
Я заказал 7×12 на веб-сайте Grizzly 9 сентября./15/01 – последний день летней распродажи. Заказ через Интернет дает вам право на бесплатный подарок в зависимости от суммы вашего заказа в долларах. У Grizzly есть широкий выбор подарков, и некоторые из них довольно приличные, что делает процесс заказа через Интернет удобным способом.
Из-за своего большего размера 7×12 весит больше, чем 7×10, и должен доставляться грузовым транспортом, а не UPS (7×10 просто скрипит при ограничениях требований UPS). Это добавляет немного сложности и времени в процесс доставки, поскольку токарный станок сначала будет отправлен на автовокзал рядом с вашим адресом доставки; затем диспетчер грузоперевозок позвонит вам, чтобы запланировать доставку.
В моем случае были некоторые опасения, что большой грузовик не сможет въехать в мой жилой двор и выехать из него, поэтому мне пришлось запланировать «прямой грузовик», что добавило процессу еще несколько дней. Как оказалось, прибывший грузовик был небольшим полуприцепом и без проблем развернулся в моем дворе.
Как оказалось, прибывший грузовик был небольшим полуприцепом и без проблем развернулся в моем дворе.
Водитель выгрузит токарный станок из грузовика на землю, но, как правило, не будет перемещать его оттуда, поэтому вам понадобится ручная тележка, фургон или сильный друг, чтобы помочь вам перевезти токарный станок в вашу мастерскую.
К счастью, мой магазин находится у меня в гараже, так что до магазина было недалеко добраться, что было довольно легко сделать с помощью дешевой тележки для багажа, на которой я когда-то возил компьютеры. это часть моей работы.
Большим преимуществом мини-станка является то, что его может легко перемещать один человек. Для больших токарных станков обычно требуется вилочный погрузчик, магазинный кран или какое-либо другое средство, а также 2-3 человека для их перемещения. Следующие фотографии иллюстрируют правильную и неправильную технику перемещения тяжелых предметов.
Правильная техникаНеправильная техника!
Когда я получил свой HF 7×10, он был упакован в деревянный ящик и получил незначительные повреждения при транспортировке.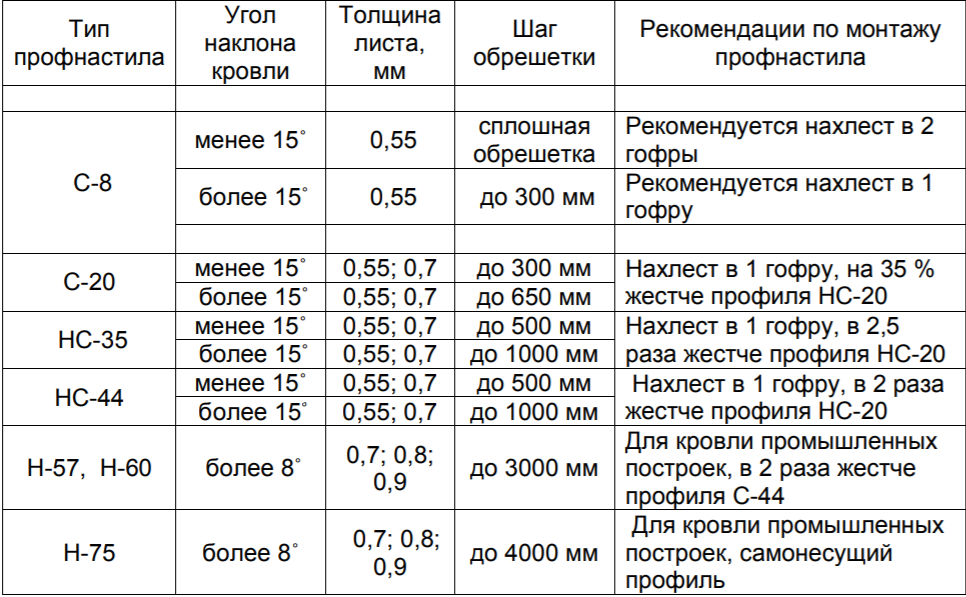 Grizzly 7×12 упакован в формованный корпус из пенопласта внутри картонной коробки. Судя по отчетам, которые я видел в группе по интересам 7×10, этот метод упаковки лучше защищает станок.
Grizzly 7×12 упакован в формованный корпус из пенопласта внутри картонной коробки. Судя по отчетам, которые я видел в группе по интересам 7×10, этот метод упаковки лучше защищает станок.
Тем не менее, один угол лотка для стружки был погнут – частое явление, насколько я слышал. Для меня это не имело большого значения, так как я буду монтировать токарный станок прямо на свой стол и не буду использовать поддон для стружки. Я уверен, что Grizzly заменит его по гарантии, если я попрошу их.
Когда вы открываете коробку, она выглядит так:
Большой круглый предмет — это лицевая панель, покрытая красной упаковочной смазкой и завернутая в пластик. Он переместился из формованного паза в пенопласте влево, но это не вызвало никаких проблем. Другие аксессуары спрятаны в формованных пазах.
Снятие верхнего слоя пенополистирола обнажает (барабанная дробь…) токарный станок.
Как и лицевая панель, токарный станок покрыт красной смазкой и обернут пластиком. Снятие пластикового листа дает лучший обзор токарного станка и смазки.
Снятие пластикового листа дает лучший обзор токарного станка и смазки.
Вот изображение, показывающее поврежденный угол лотка для стружки:
Повреждение не было очевидным при осмотре коробки при доставке, но при внимательном рассмотрении виден смятый угол, похожий на гармошку:
Очистка станка
Керосин — мой любимый растворитель для очистки красной грязи, покрывающей станок. Он отлично справляется с растворением вещества и довольно безопасен для работы в помещении.
Лучше всего работать с ним в хорошо проветриваемом помещении и избегать искр или пламени, в том числе возможных искр от близлежащих двигателей (например, при проверке токарного станка!) или контрольных ламп от печей и т. д. вероятно, будет более чем достаточно, чтобы очистить токарный станок.
Я наливаю около пинты в пластиковое ведро и очищаю мелкие детали прямо в ведре. Я использую 2-дюймовые или 3-дюймовые «щетки для стружки», смоченные в ведре, чтобы покрасить керосином более крупные детали токарного станка, такие как станина и патрон, а затем использую тряпки, чтобы вытереть красную смазку и керосин.
Я использовал несколько старых визитных карточек, чтобы соскоблить толстый слой смазки, прежде чем обработать его керосином.
Используйте карточку, щетку и тряпку, чтобы удалить большую часть смазки с патрона. Чтобы тщательно очистить патрон, снимите его со шпинделя и очистите щеткой в ведре с керосином.
Стопорные гайки на моем патроне были очень тугими, поэтому я вставил ключ патрона и крепко сжал его, чтобы патрон не вращался, пока я нажимал, чтобы ослабить стопорные гайки патрона.
При снятии зажимных гаек держите другую руку под патроном, чтобы патрон не упал на направляющие и не задел их.
В отличие от некоторых дорогих токарных станков, направляющие на этом не закалены. Некоторые владельцы подкладывают на направляющие тряпку, доску или кусок гофрированного картона, чтобы защитить их при снятии патрона.
Вам потребуется очистить спираль и внутренние части патрона, для этого необходимо снять кулачки патрона. Обратите внимание, что губки необходимо переустанавливать в определенной последовательности. Когда вы снимаете их в первый раз, положите их на верстак рядом со слотом, из которого они пришли.
Обратите внимание, что губки необходимо переустанавливать в определенной последовательности. Когда вы снимаете их в первый раз, положите их на верстак рядом со слотом, из которого они пришли.
Теперь обратите внимание, что каждая челюсть пронумерована — 1, 2, 3. Хотя это и не обязательно, рекомендуется пометить прорези, чтобы вы всегда вставляли каждую челюсть в ту же прорезь, в которую она была поставлена на заводе. Это обеспечит согласованность. Я использую кернер, чтобы пробить 1, 2 и 3 точки рядом с прорезями.
С помощью шестигранного ключа на 4 мм отвинтите два винта с головкой под ключ, которые удерживают крышку зубчатой передачи на месте. Затем снимите крышку, чтобы открыть зубчатую передачу для очистки.
Очистите зубчатую передачу с помощью щетки и тряпки. Для более тщательной работы можно снять шестерни и почистить их щеткой в ведре с керосином. После сборки нанесите тонкий слой белой литиевой смазки на зубья шестерни.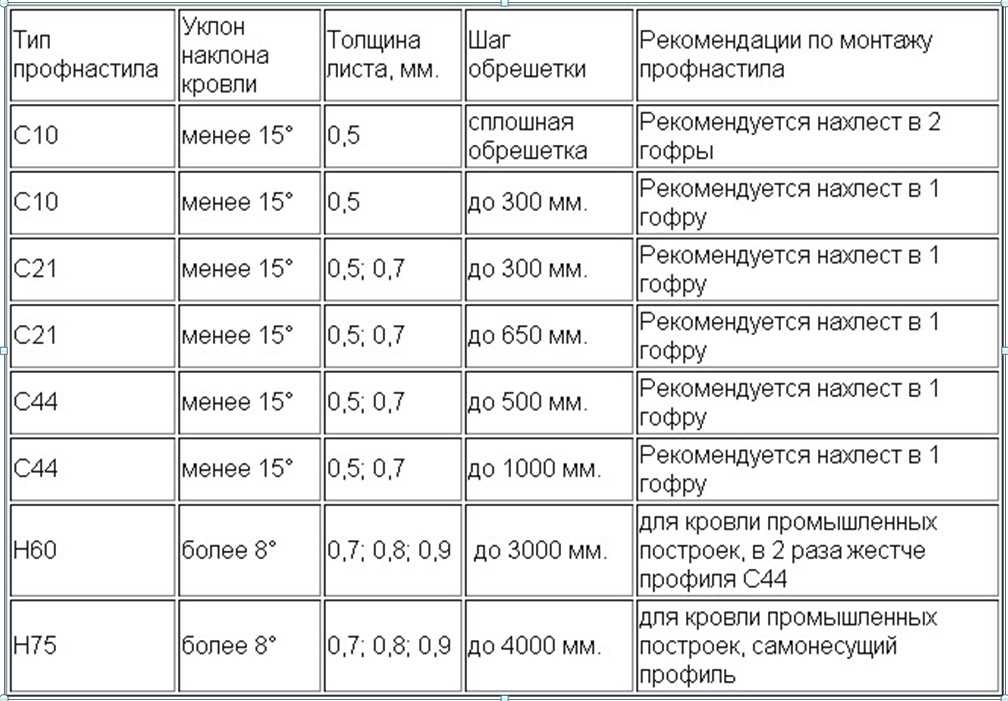 Это обеспечит их плавную работу и сделает их тише при использовании питания.
Это обеспечит их плавную работу и сделает их тише при использовании питания.
Дополнительная очистка
В настоящее время следующий шаг необязателен, особенно если вы хотите опробовать токарный станок в действии, но для тщательной очистки я рекомендую снять седло со станины. Сначала снимите опорный блок с конца ходового винта с помощью шестигранного ключа на 6 мм:
Затем с помощью маховика переместите каретку вправо, пока она не выйдет за край стойки. Крепко возьмитесь за каретку и сдвиньте ее с края кровати — будьте осторожны, она довольно тяжелая.
Теперь вы можете получить лучший доступ к ходовому винту, чтобы очистить резьбу винта от грязи:
Это также позволит вам очистить нижнюю часть узла каретки:
Если вы хотите выполнить действительно тщательную работу, сейчас самое время разобрать компаунд и поперечный салазок, тщательно их очистить, смазать белой литиевой смазкой и отрегулировать клинья.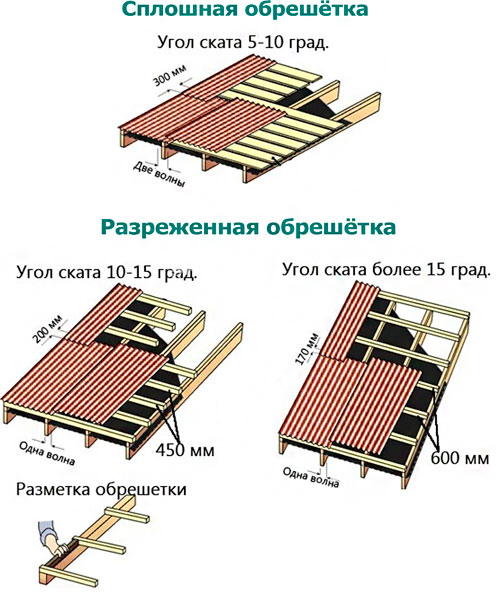 Либо можно оставить это задание на другой день. Но вот шаги, которые необходимо выполнить:
Либо можно оставить это задание на другой день. Но вот шаги, которые необходимо выполнить:
Поверните составной суппорт до упора назад, пока не почувствуете, что он выходит из зацепления с составным ходовым винтом, затем сдвиньте его вручную с конца ласточкина хвоста. Следите за острыми краями ласточкина хвоста — они могут порезать вам пальцы!
Следите за направляющими планками — они удерживаются на месте ласточкиным хвостом и могут выпасть при снятии направляющей. Если они выпадут, просто поместите их на место так, чтобы небольшие углубления совпадали с кончиками регулировочных винтов, и удерживайте их на месте, пока вы надеваете затвор обратно на ласточкин хвост.
Теперь вы можете получить доступ к двум болтам с шестигранной головкой 6 мм, которые фиксируют поперечную направляющую под определенным углом. Удалите эти два винта и снимите составной суппорт с поперечного суппорта.
Теперь поверните рукоятку поперечного салазка, пока поперечный салазок не выйдет из зацепления с ходовым винтом, затем сдвиньте его рукой до конца ласточкина хвоста.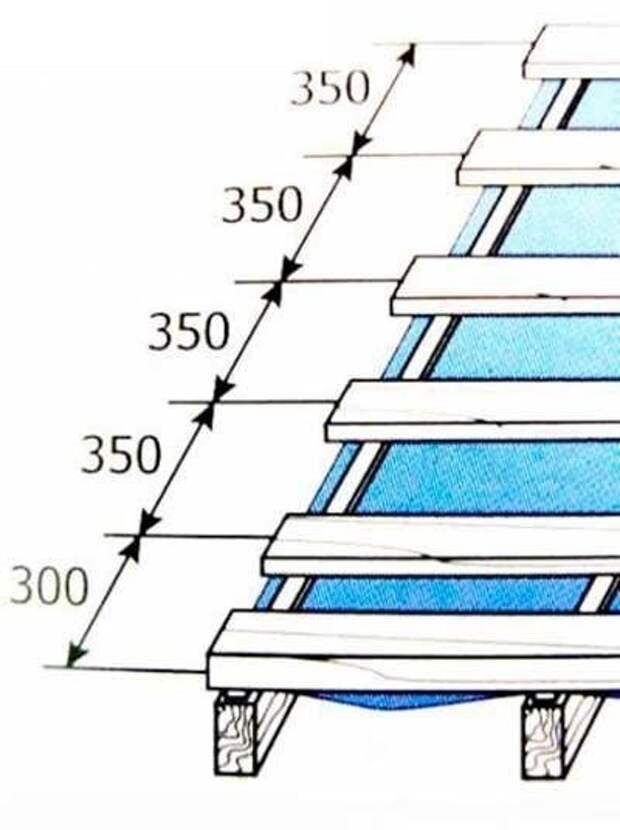
Используйте щетку, тряпку и керосин, чтобы очистить все эти детали
Теперь нанесите обильное покрытие белой литиевой смазкой (доступна в небольших тюбиках в отделе оборудования Sears). и ходовые винты.
Повторная сборка выполняется в обратном порядке. При повторной установке каретки на направляющие убедитесь, что ведущая шестерня сдвинута к передней части фартука, иначе она зависнет на конце направляющих и не позволит каретке вернуться на место.
Сдвиньте каретку влево, пока не почувствуете, что рейка и шестерня вошли в зацепление. Затем установите опорный блок на конец ходового винта, и все готово.
Монтаж на столе
Если вам не нужно часто перемещать токарный станок, я настоятельно рекомендую прикрутить его к прочному рабочему столу. Это предотвратит его блуждание во время тяжелых резов или когда вам действительно нужно повесить ключ патрона. Я считаю, что это также помогает уменьшить вибрацию, делая всю установку более жесткой.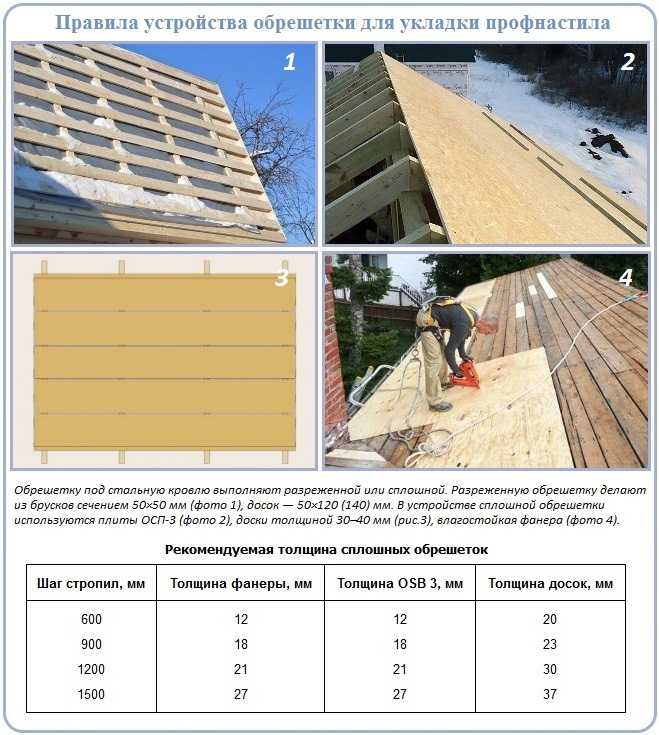
Я установил свой, вырезав отверстия для резиновых ножек в куске 1/2″ МДФ, повторно нарезав отверстия для болтов 1/4-20, а затем прикрутив токарный станок и МДФ к моему столу токарного станка.
МДФ заполняет пространство под токарным станком, которое, как я обнаружил после многих неприятных инцидентов, является идеальным укрытием для метчиков, сверл и других мелких деталей, которые вам крайне необходимы для следующего этапа вашей работы.
Сохранение резиновых ножек может помочь предотвратить легкое скручивание станины, если верхняя часть скамейки (или нижняя часть токарного станка) не идеально выровнена. Я думаю, что это также может помочь немного уменьшить вибрацию и шум. Это мои 2 цента на эту тему — и стоит каждой копейки!
Я купил свой верстак от Sears по распродаже примерно за 110 долларов и дополнил его сборной столешницей из формики от Home Depot и несколькими роликами, чтобы при необходимости можно было его передвигать.