
Как сделать шаг обрешетки под профнастил, крепление и устройство контробрешетки под металлопрофиль, фотопримеры и видео
- Главная
- ›
- Профнастил, профлист
Содержание статьи:
1. Установка обрешетки
2. Крепление профнастила к обрешетке
3. Параметры профиля профлиста
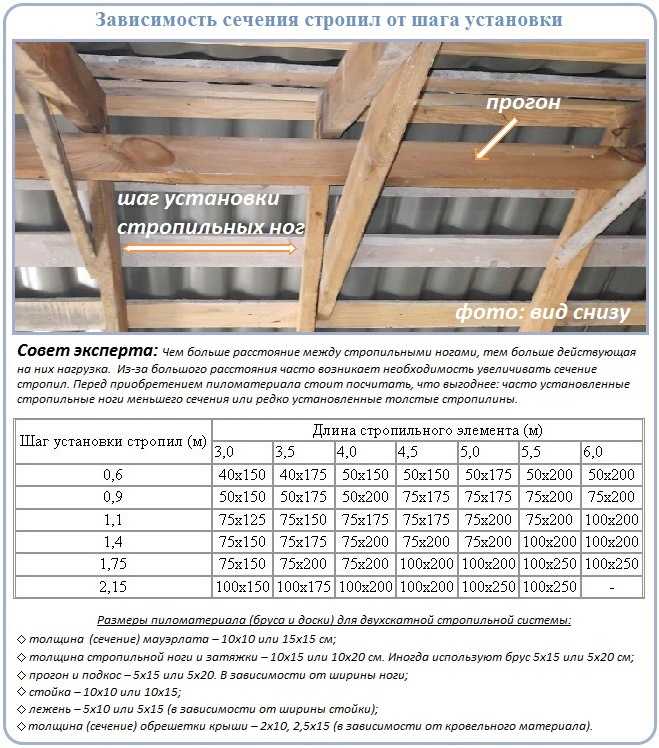
Одним из самых ответственных моментов при установке профлиста является создание каркаса, на который кровля будет стелиться. Для того чтобы обрешетка смогла выдерживать значительные нагрузки и правильно распределять вес кровли, она должна быть достаточно крепкой, как и вся стропильная система (прочитайте также: «Шаг стропил под профнастил»). Обрешетка под профлист выполняется путем установки брусьев или досок на опору с дальнейшим монтажом на них кровельного материала. Обрешетка под металлопрофиль позволяет ускорить процесс монтажа листов, так как значительно упрощается крепление кровли. Также обрешетка позволяет организовать правильную систему вентиляции в подкровельном пространстве.
Устройство обрешетки под профнастил можно проводить с использованием разных материалов. Для частных домов наиболее распространенна обрешетка из дерева, в случае с промышленными зданиями гораздо эффективнее использовать металлический каркас для крыши. Это позволяет выдерживать большие по сравнению с частным домом нагрузки на систему обрешетки.
Толщина досок или брусьев зависит от того, какой шаг обрешетки под профнастил был выбран. Он в свою очередь зависит от типа металлопрофиля.
Установка обрешетки
Рассмотрим как сделать обрешетку под профнастил. Основную доску обрешетки, которая будет проходить вдоль карниза, всегда берут толще остальных. В местах, где планируется установить выход вентиляции, дымохода или пожарного люка устанавливают дополнительные доски. Обрешетка крыши под профнастил устанавливается поверх слоя гидро- и теплоизоляции. Также важно вывести вентиляцию.
Шаг обрешетки под металлопрофиль не должен быть меньше 50 см, так это влечет за собой неоправданные затраты материалов.
Определившись с основным назначением кровли и рассчитав возможные нагрузи, приступают к выбору кровельного материала и расчету обрешетки. Правильный выбор профнастила и оптимально подобранный шаг обрешетки для профнастила являются залогом длительного срока эксплуатации кровли.
Крепление профнастила к обрешетке
Профнастил крепят к обрешетке специальными саморезами для металлопрофиля, которые имеют уплотнительную шайбу. Закручивание саморезов необходимо проводить в нижней части листа.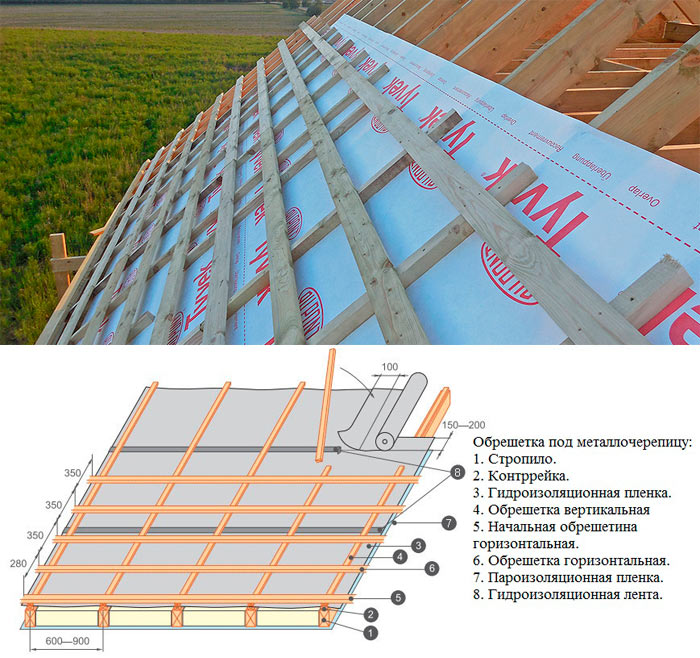 При этом, на 1 квадратный метр профлиста уходит примерно 7-8 саморезов. Между собой профилированные листы скрепляются либо заклепками, либо короткими кровельными саморезами.
При этом, на 1 квадратный метр профлиста уходит примерно 7-8 саморезов. Между собой профилированные листы скрепляются либо заклепками, либо короткими кровельными саморезами.
Если обрешетка была установлена правильно, то вес металлопрофиля равномерно распределится по конструкции, что позволяет кровле выдерживать тяжелые снежные массы и не прогибаться под их действием.
Параметры профиля профлиста
При выборе материала следует помнить, что чем большая у профиля высота, тем выше нагрузка, которую выдержит профлист.
В частном строительстве распространено применение профлиста с высотой гофры 35 мм и толщиной основания 0,6-0,7 мм. Профиль подобного рода позволяет организовать обрешетку с шагом до 150 см, при этом предельная нагрузка на 1 кв.м материала составляет 600 кг. Столь высокая прочность материала позволяет вполне безбоязненно передвигаться по нему строителям (прочтите статью: «Параметры и виды металлопрофиля»).
При выборе профнастила с низкой высотой гофры (до 21 мм), то есть применяя «плоский» металлопрофиль, обрешетка делается с минимально возможным шагом или вообще сплошной (детальнее: «Сплошная обрешетка кровли: устройство и монтаж»). Такие листы не рассчитаны на значительные нагрузки, а поэтому прочность конструкции будет гораздо ниже. Хотя подобный «плоский» профнастил позволяет собрать кровлю за очень короткий срок (читайте ещё: «Как рассчитать профнастил крышу»).
Монтаж обрешетки, подробно на видео:
Профиль с высотой более 44 мм применяют в промышленном строительстве, в котором обрешетка и контробрешетка под профнастил не всегда обязательны.
Шаг обрешетки под профнастил — узнайте какой нужен!
Последним и завершающим этапом строительства дома является перекрытие крыши, то есть постройка обрешетки и укладка специальных покрытий сверху. На данном уровне развития строительной индустрии основную роль в покрытии дома играет такой материал как профнастил. Он удобен, прочен, эффективен, обладает всеми основными свойствами для хорошей защитной функции крыши.
Шаг обрешетки под профнастил
Одним из важнейших этапов при установке профнастила является предварительная обрешётка, которая должна иметь правильную структуру и стабильно выполнять свою главную функцию – прочно закрепить материал, которым будет покрываться крыша. Обрешетка составляется из досок или брусков, устанавливаемых на прочную опору, затем эффективно скрепляется скобами. При правильной установке данного каркаса обрешетка будет прочной и мало подверженной влиянию плесневых процессов.
Основными материалами для обрешётки служат дерево и металлические каркасы.
Дерево применяется для постройки крыш в частных домах. Металлический каркас, в свою очередь, используется для промышленных сооружений. Структура и материал обрешетки варьируются в зависимости от предполагаемой нагрузки на крышу, а так же от специфических особенностей постройки.
Варианты крепления обрешетки
Существуют два варианта кровель при укладке профнастила:
- Первый – это односкатные крыши, которые в основном применяются для постройки хозяйственных сооружений.
- Второй тип – двускатные, ими преимущественно покрывают жилые дома. Наклон крыши при различных видах построек изменяется от 0 до 60 градусов. Схема конструкции должна быть хорошо продумана и рассчитана.
Главными составляющими элементами обрешетки являются деревянные брусья, укладываемые перпендикулярными стропами с определенным шагом. Закрепляются преимущественно гвоздями. При правильно выполненной конструкции крыша будет прочна и нагрузку будет распределять равномерно.
Основную доску в обрешётке располагают вдоль по карнизу, ее толщина должна быть толще других досок.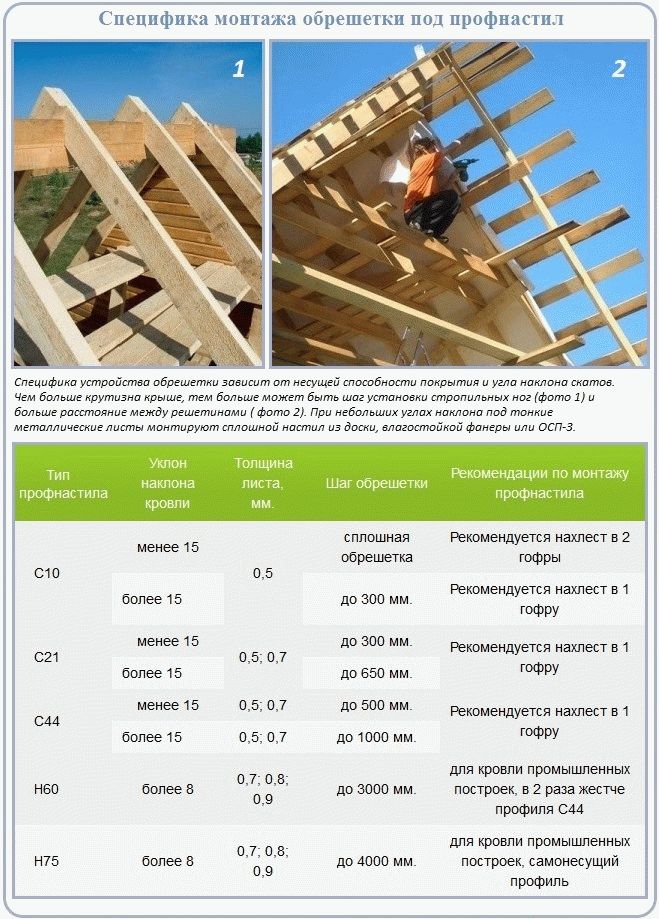 Помимо этого, туда, где будут выведены дополнительные элементы крыши, такие как дымоходы, вентиляция и пожарный люк, требуется прикрепить дополнительные доски. Сама же обрешетка крепится уже после того, как под профнастил был постелен изоляционный слой и выведена вентиляция. Расчет толщины проводится с оглядкой на высоту профлистов и длину крепежных элементов, удерживающих профиль снаружи.
Помимо этого, туда, где будут выведены дополнительные элементы крыши, такие как дымоходы, вентиляция и пожарный люк, требуется прикрепить дополнительные доски. Сама же обрешетка крепится уже после того, как под профнастил был постелен изоляционный слой и выведена вентиляция. Расчет толщины проводится с оглядкой на высоту профлистов и длину крепежных элементов, удерживающих профиль снаружи.
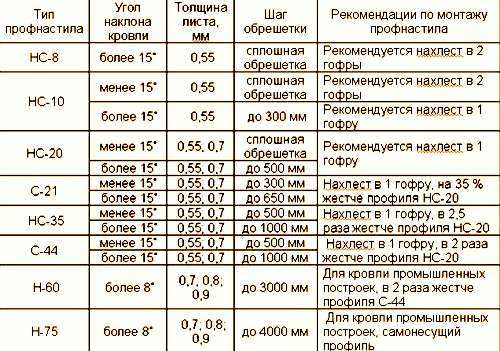
Обрешетку рекомендовано делать с шагом тридцать сантиметров и менее, для правильного расчета шага нельзя забыть о сечении профиля и толщине материала, при уменьшении угла кровли расстояние между досками обрешётки должно также уменьшаться.
Таблица шага монтажа обрешетки в зависимости от угла кровли и толщины листа профнастила
В торцах с обеих сторон требуется установить ветровые доски, предполагается их расположение выше основной обрешетки ровно на такое значение, на какое поднимется профнастил. Помимо вышеперечисленных факторов, на длину шага влияют климатические условия региона, подразумевающие определенные нагрузки от снега и града, а так же выбранный вами уклон крыши. Отдельно следует сказать о создании возможного зазора, направленного на борьбу с ветром. Выдерживаемая нагрузка прямо зависима от высоты профиля: чем более высота, тем большую нагрузку конструкция сможет выдержать.
Отдельно следует сказать о создании возможного зазора, направленного на борьбу с ветром. Выдерживаемая нагрузка прямо зависима от высоты профиля: чем более высота, тем большую нагрузку конструкция сможет выдержать.
Схема укладки материала
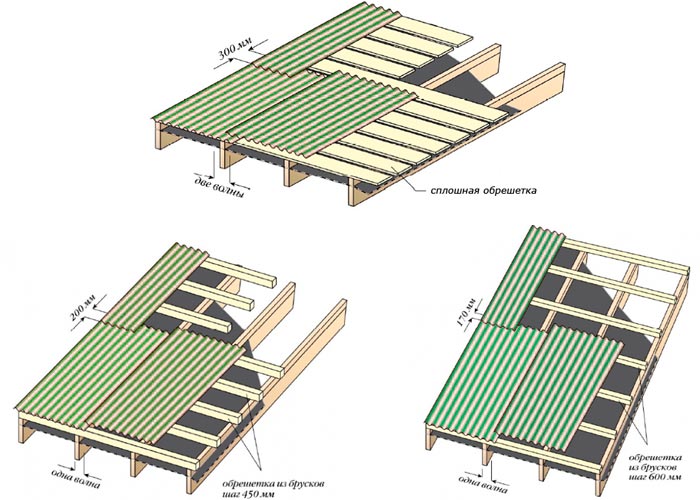
Если угол наклона крыши до пятнадцати градусов, обычно устанавливают профнастил типа С20, при этом используется сплошная обрешётка, а сами профильные листы кладутся внахлест, в две волны. При применении профилированного листа типа С35 обрешетка будет конструироваться с шагом в тридцать сантиметров и нахлестом в одну волну. Иногда возможен шаг в шестьдесят пять сантиметров, но при этом значительно снижается величина допустимой нагрузки. Шаг пятьдесят сантиметров используется для профнастила типа С44 или выше.
Для профилактики и сохранности деревянных элементов обрешетки доски следует обработать специализироваными антисептическими составами. Этот шаг сбережет древесину от распространения плесневого грибка, а также сохранит от насекомых и вредителей.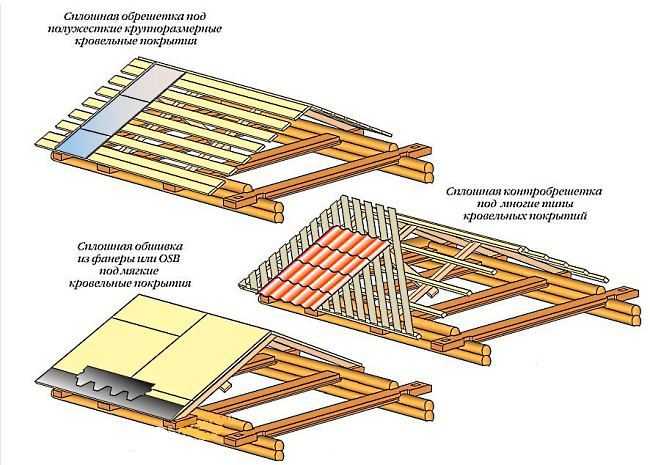 Данное действие необязательно, но если вы хотите, чтобы ваша крыша служила дольше, рекомендовано использовать этот совет.
Данное действие необязательно, но если вы хотите, чтобы ваша крыша служила дольше, рекомендовано использовать этот совет.
Основным крепежным материалом для закрепления профнастила на крыше является специально разработанный для данной цели саморез. Он представляет собой своеобразные болты со сверлом в конце, а так же обладает специальной резиновой прокладкой возле шляпки. Для поддержания стиля вашей крыши, шляпки на саморезах имеют цвета, сходные с цветами профнастила.
Крепление профнастила к обрешетке
Саморезы прикрепляют профнастил к обрешетке только в нижней части волны.Так же в качестве креплений возможно использовать кровельные гвозди и v-образные крепления. У каждого из способов есть свои преимущества и недостатки. Следует отметить, что гвозди хорошо исполняют свою функцию при креплении профнастила в качестве защитных щитов, а также для облицовки стен. V-образные крепления применяются для закрепления профильных листов в качестве потолка.
Схема монтажа обрешетки
Профильные листы укладываются по направлению от нижнего ряда к верхнему. Нужно помнить, что первый ряд листов должен выступать на восемь – пятнадцать сантиметров от стены, дабы защитить ее от нежелательного влияния влаги.
Нужно помнить, что первый ряд листов должен выступать на восемь – пятнадцать сантиметров от стены, дабы защитить ее от нежелательного влияния влаги.
Видео – монтаж обрешетки под профнастил размер шага
Обрешетка под профнастил металлическая. Виды материалов для обрешетки под профнастил
Содержание
- Обрешетка под профнастил металлическая. Виды материалов для обрешетки под профнастил
- Обрешетка под профнастил стеновой. Популярные виды профнастила
- Шаг металлических прогонов под профнастил. Через какое расстояние делают обрешетку под профнастил, шаг прогонов под профлист
- Как правильно сделать обрешетку под профнастил, шаг, крепление
- Преимущества материала
- Виды материалов для обрешетки под профнастил
- Металлическая обрешетка под металлочерепицу. Материал для обрешетки
- Металлический каркас под профнастил.
 Устройство кровли из профлиста по деревянной обрешетке: как правильно класть профнастил?
Устройство кровли из профлиста по деревянной обрешетке: как правильно класть профнастил?- Монтаж профлиста на крышу по деревянной обрешетке и подробная технология устройства кровли
- Подготовка к монтажу покрытия
- Способы создания кровельного пирога
- Обрешетка под профнастил из профильной трубы. Шаг обрешетки под профнастил — параметры профиля
- Установка обрешетки
- Крепление профнастила к обрешетке
- Параметры профиля профлиста
Обрешетка под профнастил металлическая. Виды материалов для обрешетки под профнастил
Под обрешеткой принято понимать основание под кровельный материал, выполненное из металлического профиля или деревянных реек, укладка которых выполнена в перпендикулярном направлении относительно стропил.
Обрешетка крыши под профнастил принимает на себя нагрузку от кровельного покрытия, распределяя ее между стропилами, что помогает избежать преждевременной деформации крыши. Монтаж профлистов может выполняться на сплошную обрешетку или выполненную с определенным шагом в зависимости от технических характеристик материала.
В качестве материала для изготовления обрешетки может использоваться следующее:
- Древесина . Это самый распространенный вариант для изготовления обрешетки под профнастил. Легкость и прочность натурального дерева способствуют созданию прочных и надежных конструкций. Такое основание изготовляют из досок с обрезанной или необрезанной кромкой. Доска на обрешетку под профнастил может иметь ширину 15 см, а толщину 4-5 см. Недостатком деревянных изделий считается легкая возгораемость и плохая устойчивость к воздействию воды, что является причиной быстрой потери прочности. Решить проблему помогает обработка материала гидроизоляционными средствами и антипиренами.
- Металл . При строительстве производственных помещений чаще всего используют металлический профиль. Такие элементы не имеют ограничений по длине и отличаются повышенной прочностью при незначительном весе. Металлическая обрешетка под профнастил может устанавливаться с шагом до 1,5 метров. Несмотря на то, что воздействие воды может вызвать появление коррозии на металлических изделиях, эксплуатационный период у них все-таки больше по сравнению с деревянными конструкциями.
Обрешетка под профнастил стеновой. Популярные виды профнастила
Востребованность профнастила не зависит от высоты гофры, размеров или толщины листа, ведь каждый вид продукции имеет свое особое назначение. Наиболее популярными считаются 3 марки профилированных листов из металла.
1. Профнастил Н75 – это лист для несущих конструкций с высотой гофры в 75 мм. Как правило, он имеет трапециевидную волну и способен обеспечить отменную несущую способность. Часто используется для обустройства кровель. Обрешетка крыши под профнастил может быть из досок либо металла и монтироваться с шагом до 4 м, а использовать изделие можно на кровлях с углом наклона от 8 градусов.
2. Профнастил НС35 – универсальное изделие, широко используемое для монтажа кровель и стеновых конструкций. Имеет волну трапециевидной формы с высотой гофры в 35 мм. Особенность продукции в том, что на каждой волне имеются дополнительные канавки, глубина которых равна 7 мм. Такие бороздки выступают в роли ребер жесткости, что придает конструкциям из данного материла дополнительную прочность. Такой материал можно монтировать на кровли с углом наклона как до 15 градусов, так и более 15 градусов. При этом в первом случае при монтаже требуется устройство обрешетки под профнастил с шагом в 50 см, а во втором допускается обрешетка с шагом до 1 м.
Такой материал можно монтировать на кровли с углом наклона как до 15 градусов, так и более 15 градусов. При этом в первом случае при монтаже требуется устройство обрешетки под профнастил с шагом в 50 см, а во втором допускается обрешетка с шагом до 1 м.
3. Профнастил С8 – это изделие, применяемое в качестве материала для отделки фасадов и устройства стеновых перегородок. Высота волны составляет всего 8 мм, но при этом ширина трапециевидной гофры равна 5 см. Благодаря таким параметрам листы имеют декоративный внешний облик, что делает их востребованными при монтаже ненагруженных кровельных систем. При этом обрешетка под профнастил из досок делается сплошной, а угол наклона кровли должен быть более 15 градусов.
Разумеется, это далеко не все возможные варианты, которые допускается применять для покрытия кровельных систем. Также популярные виды профлиста и его основные характеристики отражены в таблице.
| Маркировка | Угол наклона кровли | Максимальный шаг обрешетки | Особенности изделия |
| С-8 | от 15 градусов | Сплошная | Толщина 0,55 мм; стеновой профнастил из оцинкованной стали; применяется для облицовки стен, потолочных подвесных конструкций, для крыш мансард и павильонов, для ограждающих конструкций и стеновых перегородок.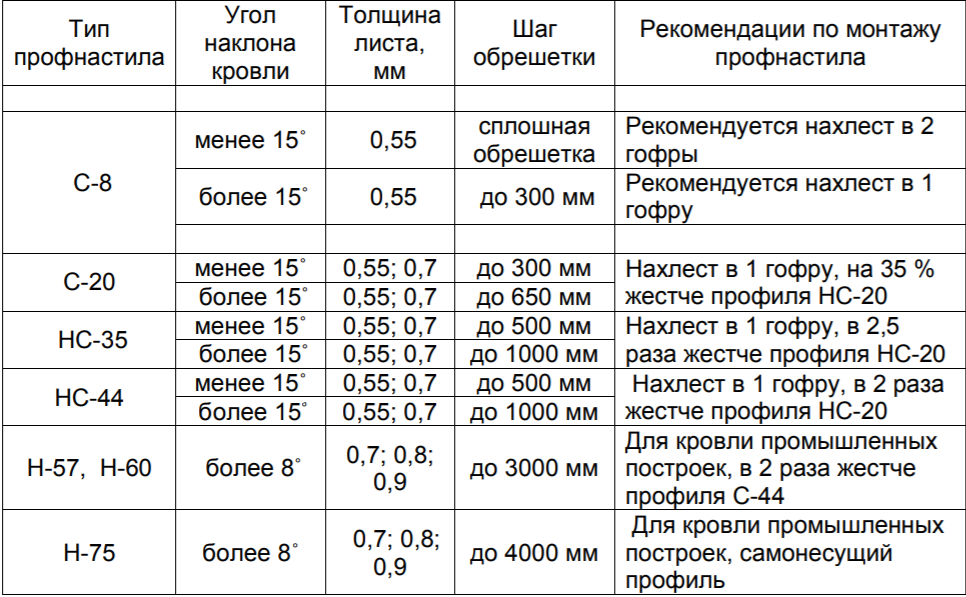 |
| С-10 | до 15 градусов | Сплошная | |
| более 15 градусов | 30 см | ||
| С-20 | до 15 градусов | Сплошная | Толщина 0,5-0,7 мм; стеновой профнастил, который также может использоваться в качестве кровельного покрытия; изделия имеют небольшую высоту волны, но при этом отличаются достаточной прочностью и жесткостью. |
| более 15 градусов | 50 см | ||
| С-21 | до 15 градусов | 30 см | |
| более 15 градусов | 65 см | ||
| С-44 | до 15 градусов | 50 см | |
| более 15 градусов | 100 см | ||
| Н-60 | от 8 градусов | 3 м | Толщина 0,7-0,9 мм; несущий профнастил с высокими прочностными характеристиками; профиль позволяет создавать влагостойкие кровли без дополнительной системы герметизации; гофра снабжена ребрами жесткости; используется для кровель жилых и промышленных объектов, односкатных крыш, обладает отменной устойчивостью к снеговым и ветровым нагрузкам, также применяется для возведения каркасных конструкций, для перекрытий, ограждений или для несъемной опалубки. |
| Н-75 | от 8 градусов | 4 м | |
| НС-35 | до 15 градусов | 50 см | Толщина 0,55 мм; универсальный профнастил из оцинкованной стали, с полимерным декоративным покрытием, широко применяется для обустройства кровельных систем, для монтажа арочных конструкций, отделки фасадов, при возведении временных каркасных построек, обустройстве ограждений, для несъемной опалубки и так далее. |
Шаг металлических прогонов под профнастил. Через какое расстояние делают обрешетку под профнастил, шаг прогонов под профлист
Как правильно сделать обрешетку под профнастил, шаг, крепление
Выбирая кровельные материалы, большинство потребителей отдает предпочтение профлисту. С помощью этого практичного и функционального материала можно обновить крышу за небольшой промежуток времени. Благодаря высокой механической прочности, а также устойчивости к коррозии профлисты занимают лидирующие позиции в строительстве малоэтажных жилых и производственных зданий.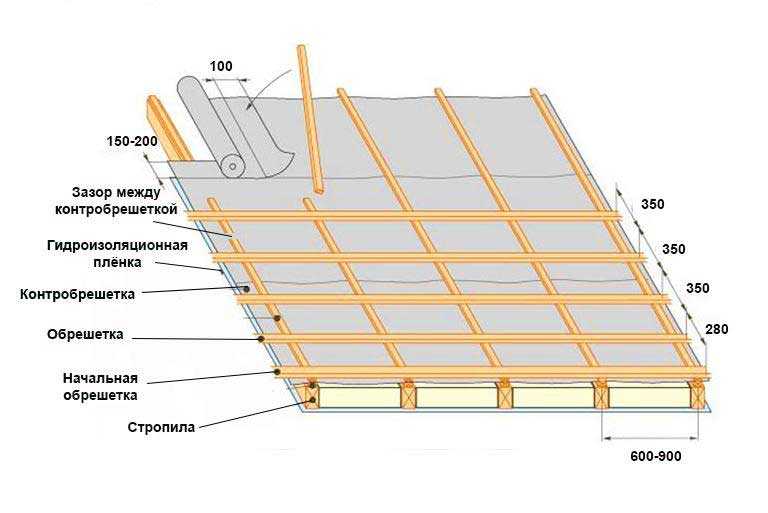
Преимущества материала
Простой монтаж материала позволяет использовать его при самостоятельном сооружении крыши дома. При правильном обустройстве основания под покрытие процесс его монтажа не вызовет никаких трудностей. Главное — правильно сделать обрешетку, рассчитать промежуток между элементами и подобрать качественный материал.
Виды материалов для обрешетки под профнастил
Под обрешеткой принято понимать основание под кровельный материал, выполненное из металлического профиля или деревянных реек, укладка которых выполнена в перпендикулярном направлении относительно стропил.
Обрешетка крыши под профнастил принимает на себя нагрузку от кровельного покрытия, распределяя ее между стропилами, что помогает избежать преждевременной деформации крыши. Монтаж профлистов может выполняться на сплошную обрешетку или выполненную с определенным шагом в зависимости от технических характеристик материала.
В качестве материала для изготовления обрешетки может использоваться следующее:
- Древесина .
 Это самый распространенный вариант для изготовления обрешетки под профнастил. Легкость и прочность натурального дерева способствуют созданию прочных и надежных конструкций. Такое основание изготовляют из досок с обрезанной или необрезанной кромкой. Доска на обрешетку под профнастил может иметь ширину 15 см, а толщину 4-5 см. Недостатком деревянных изделий считается легкая возгораемость и плохая устойчивость к воздействию воды, что является причиной быстрой потери прочности. Решить проблему помогает обработка материала гидроизоляционными средствами и антипиренами.
Это самый распространенный вариант для изготовления обрешетки под профнастил. Легкость и прочность натурального дерева способствуют созданию прочных и надежных конструкций. Такое основание изготовляют из досок с обрезанной или необрезанной кромкой. Доска на обрешетку под профнастил может иметь ширину 15 см, а толщину 4-5 см. Недостатком деревянных изделий считается легкая возгораемость и плохая устойчивость к воздействию воды, что является причиной быстрой потери прочности. Решить проблему помогает обработка материала гидроизоляционными средствами и антипиренами. - Металл . При строительстве производственных помещений чаще всего используют металлический профиль. Такие элементы не имеют ограничений по длине и отличаются повышенной прочностью при незначительном весе. Металлическая обрешетка под профнастил может устанавливаться с шагом до 1,5 метров. Несмотря на то, что воздействие воды может вызвать появление коррозии на металлических изделиях, эксплуатационный период у них все-таки больше по сравнению с деревянными конструкциями.
Металлическая обрешетка под металлочерепицу. Материал для обрешетки
Наиболее распространенный материал для обрешетки — обрезная доска из сосны (допускается ель, пихта и лиственные породы). При сплошной обрешетке могут использоваться листы ОСП, фанеры или обыкновенная доска, закрепленная с шагом 10 — 15 мм.
При выборе пиломатериалов не стоит пренебрегать их качеством. Доска должна иметь минимум дефектов () и быть хорошо просушенной (остаточная влажность не должна превышать 22%). Последствия при использовании сырых досок — кручение и иные деформации. Трудно предугадать, как это скажется на конечном результате. Поэтому, единственное верное решение — тщательный выбор у надежного изготовителя.
Рекомендуется приобретать пиломатериалы, обработанные специальными составами. При желании, такую обработку можно произвести самостоятельно. Используя антисептические составы , вы защитите древесину от биологического разложения, грибка и поражения насекомыми.
На что еще следует обратить внимание при выборе доски для обрешетки? На толщину. Приобретая одну партию у поставщика, вы вряд ли столкнетесь с разбежкой данного параметра. В противном случае тщательно отбирайте доски и следите чтобы их толщина минимально варьировала в пределах нужного размера. Разница в толщине приведет к перепадам и снизит качество кровельных работ.
Приобретая одну партию у поставщика, вы вряд ли столкнетесь с разбежкой данного параметра. В противном случае тщательно отбирайте доски и следите чтобы их толщина минимально варьировала в пределах нужного размера. Разница в толщине приведет к перепадам и снизит качество кровельных работ.
Оптимальный размер доски (бруса) в зависимости от конструкции кровли:
Помимо дерева, в качестве обрешетки может использоваться стальной шляпный профиль. В этом случае и всю стропильную систему целесообразно выполнить из профиля.
Металлическая кровельная обрешетка монтируется саморезами за оба фланца (края) к стропилам или контробрешетке. Под металлочерепицу с шагом волны 350 мм профили укладываются с шагом 350 мм. С таким же шагом можно укладывать обрешетку для покрытия с волной 175 мм . При использоваться металлочерепицы с маленькой волной 145 мм рекомендуемый шаг профиля — 145 мм или 290 мм.
Металлическая обрешетка
Металлическая обрешетка менее распространена, но имеет ряд преимуществ:
- В сравнении с доской, при использовании металлической обрешетки за счет перфорации профиля значительно улучшается естественная вентиляция подкровельного пространства и отвод конденсата.

- Геометрия у металлической обрешетки идеальная.
- Стальной профиль не боится влаги. Он имеет цинковый защитный слой.
- Срок службы может достигать 100 лет.
- При использовании профиля не требуется окраска или специальное обслуживание.
- Данная обрешетка имеет высокую прочность за счет специальной формы сечения и наличия нескольких ребер жесткости.
- В отличие от дерева оцинкованная сталь является негорючим материалом.
Металлический каркас под профнастил. Устройство кровли из профлиста по деревянной обрешетке: как правильно класть профнастил?
Монтаж профлиста на крышу по деревянной обрешетке и подробная технология устройства кровли
Чтобы защитить дом от осадков и негативного влияния внешних факторов, важной составляющей всего процесса строительства является установка крыши. Материал из которого она сделана обязательно должен быть качественным и прочным. При его выборе хорошим вариантом будет именно профлист.
Его преимущество заключается в том, что такой материал можно использовать для покрытия любых сооружений: дачных домов, особняков или же каких-либо хозяйственных построек.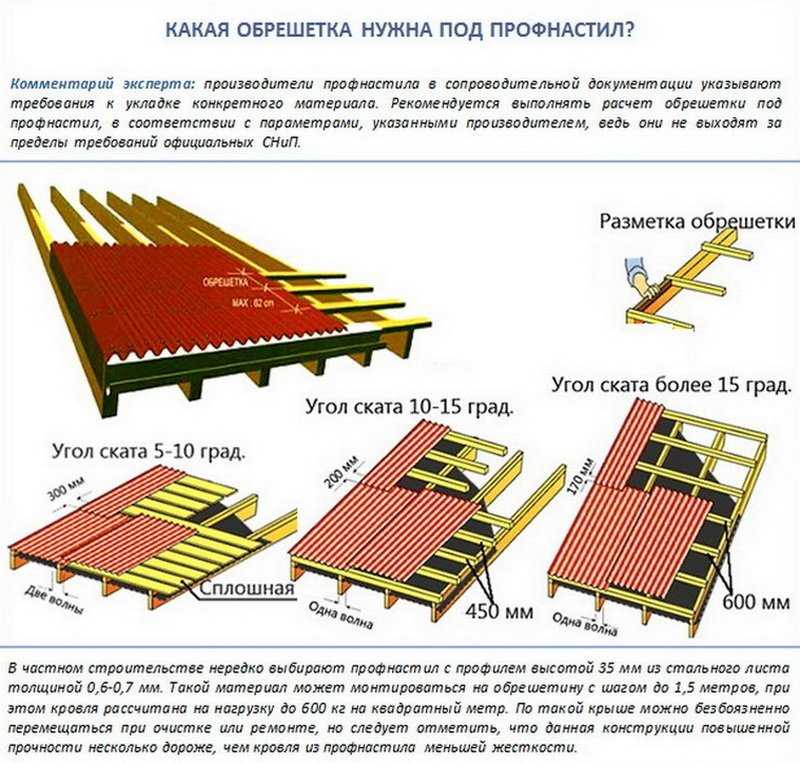
Он характеризуется долговечностью и способен выдержать сильные физические или погодные воздействия.
Профлист имеет привлекательный внешний вид и большой выбор цветовой палитры при покупке, может принимать различные конфигурации и формы крыши, менее требовательный в уходе по сравнению с другими материалами, а также его можно самостоятельно прикрепить без помощи специалистов.
В этой статье мы подробно рассмотрим, как покрыть крышу профлистом и разберем устройство кровельного пирога.
Подготовка к монтажу покрытия
Установка гидроизоляции. Металлические доски из профлиста по частям возводят на заранее установленные стропила крыши при расстоянии 1,2 -1,5 м. Для создания гидроизоляционного слоя под кровлей нужно разместить пленку из адсорбирующим слоем. Провис пленки должен быть не больше чем 20 мм. С целью удобной укладки на ее края наносят маркированные пометки чтобы обозначить размер нахлеста.
Используя степлер при помощи оцинкованных скобок или гвоздей гидроизоляционную пленку нужно прикрепить к поверхности стропил. Крепление проводиться от самого низа кверху закрепляя ее возле окантовки и постепенно поднимаясь к коньку крыши. На этом гидроизоляционные работы по обделке крыши закончены.
Крепление проводиться от самого низа кверху закрепляя ее возле окантовки и постепенно поднимаясь к коньку крыши. На этом гидроизоляционные работы по обделке крыши закончены.
Возведение на крышу обрешетки. Обрешетка — деревянная конструкция в виде решетки, что устанавливается при возведении крыши. Для предотвращения гниения деревянных досок, их заранее обрабатывают антисептиком и затем размещают над гидроизоляционной пленкой через бруски в 50 мм.
Способы создания кровельного пирога
Кровельный пирог состоит из кровельного покрытия, обрешетки, контробрешетки, материалов для гидроизоляции и теплоизоляции, пароизоляции, стропила, рейки потолка и самого потолка.
- В данном случае зазор вентиляции должен быть от 50 мл, толщинаутеплителя — 150 мл. Также следует определить размеры стропильной системы. Пленку для гидроизоляции применять не нужно.
- Второй вариант наиболее популярный в применении. Следуя ему на поверхность дома устанавливается 150 миллиметровая стропила.
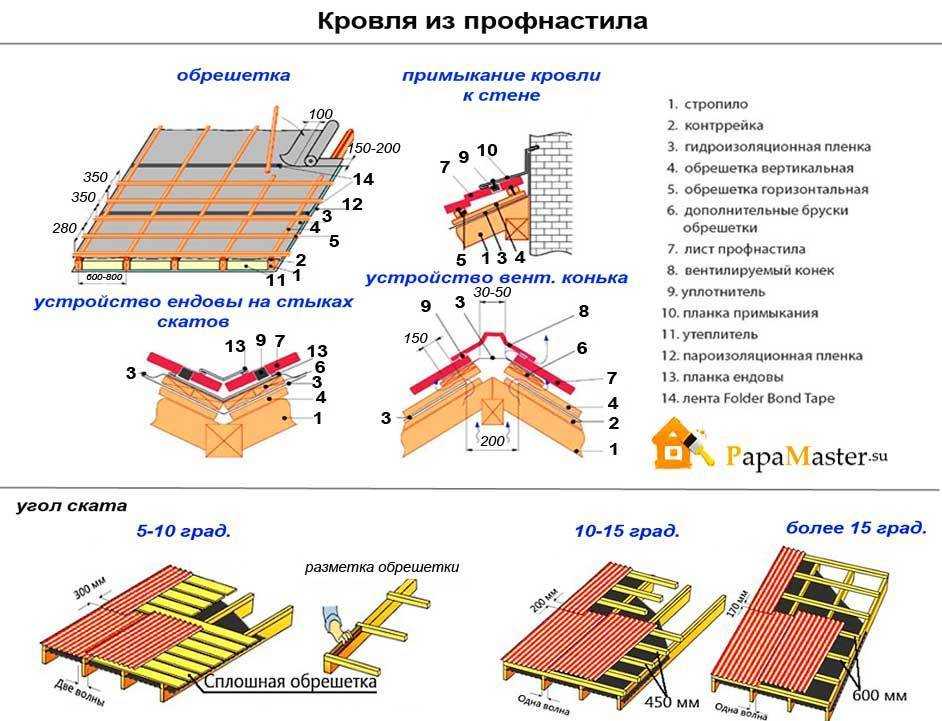 Под ней раскладывают пленку для пароизоляции и далее все накрывается ветроизоляционной пленкой. Стропила покрывают смонтированной контробрешетка. Такой монтаж будет правильно сделан только тогда, если в результате его проведения сформировался вентиляционный канал. Контробрешетку размещают под обрешеткой и под конец делается укладка основания кровли.
Под ней раскладывают пленку для пароизоляции и далее все накрывается ветроизоляционной пленкой. Стропила покрывают смонтированной контробрешетка. Такой монтаж будет правильно сделан только тогда, если в результате его проведения сформировался вентиляционный канал. Контробрешетку размещают под обрешеткой и под конец делается укладка основания кровли. - Если следовать этому способу, то на четвертом этапе возведения кровельного пирога делается укладка крыши утеплителем. Благодаря ему можно значительно сэкономить деньги, если необходимо утеплить дом. Желательно для утепления использовать такой материал как базальт. Он наилучшим образом сможет уберечь дом от возможных сквозняков и холода. На поверхности утеплителя располагают гидроизоляционную пленку. Ее наличие способствует общему уменьшению толщины кровельного пирога, утеплитель может »дышать» и на случай проникновения влаги в пленку она выветривается.
Обрешетка под профнастил из профильной трубы. Шаг обрешетки под профнастил — параметры профиля
Одним из самых ответственных моментов при установке профлиста является создание каркаса, на который кровля будет стелиться. Для того, чтобы обрешетка смогла выдерживать значительные нагрузки и правильно распределять вес кровли, она должна быть достаточно крепкой, как и вся стропильная система (прочитайте также: «»). Обрешетка под профлист выполняется путем установки брусьев или досок на опору с дальнейшим монтажом на них кровельного материала. Обрешетка под металлопрофиль позволяет ускорить процесс монтажа листов, так как значительно упрощается крепление кровли. Также обрешетка позволяет организовать правильную систему вентиляции в подкровельном пространстве.
Для того, чтобы обрешетка смогла выдерживать значительные нагрузки и правильно распределять вес кровли, она должна быть достаточно крепкой, как и вся стропильная система (прочитайте также: «»). Обрешетка под профлист выполняется путем установки брусьев или досок на опору с дальнейшим монтажом на них кровельного материала. Обрешетка под металлопрофиль позволяет ускорить процесс монтажа листов, так как значительно упрощается крепление кровли. Также обрешетка позволяет организовать правильную систему вентиляции в подкровельном пространстве.
Устройство обрешетки под профнастил можно проводить с использованием разных материалов. Для частных домов наиболее распространенна обрешетка из дерева, в случае с промышленными зданиями гораздо эффективнее использовать. Это позволяет выдерживать большие по сравнению с частным домом нагрузки на систему обрешетки.
Толщина досок или брусьев зависит от того, какой шаг обрешетки под профнастил был выбран. Он в свою очередь зависит от типа металлопрофиля.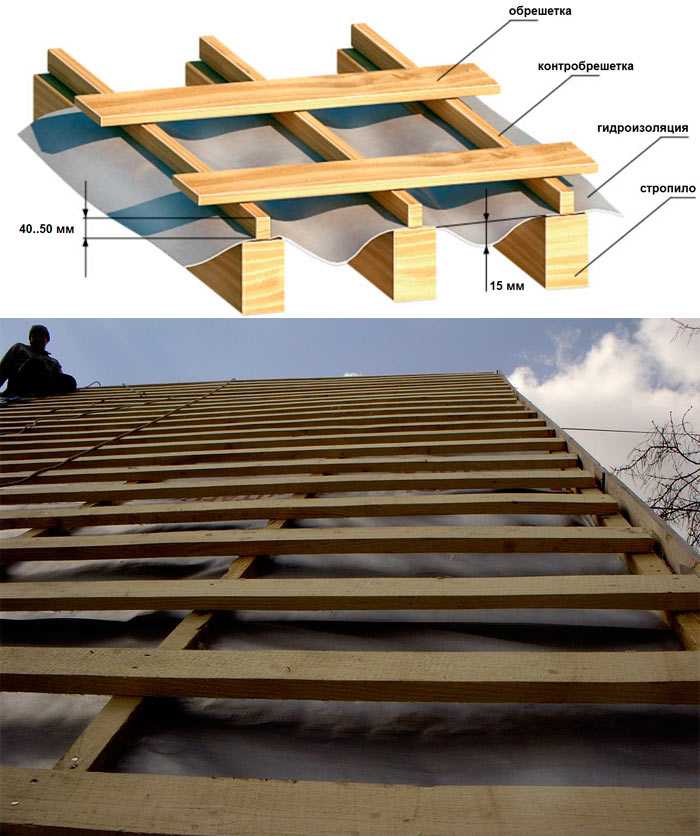
Установка обрешетки
Рассмотрим как сделать обрешетку под профнастил. Основную доску обрешетки, которая будет проходить вдоль карниза, всегда берут толще остальных. В местах, где планируется установить выход вентиляции, дымохода или пожарного люка устанавливают дополнительные доски.устанавливается поверх слоя гидро- и теплоизоляции. Также важно вывести вентиляцию.
Шаг обрешетки под металлопрофиль не должен быть меньше 50 см, так это влечет за собой неоправданные затраты материалов. Размер шага зависит от типа металлопрофиля и его толщины. В торцах крыши устанавливают ветровые доски, которые должны защищать металлопрофиль от порывов ветра. Эти доски должны устанавливаться выше обрешетки на величину высоты профиля профнастила. На шаг обрешетки также влияют предполагаемые статические и динамические нагрузки в виде снега и ветра. Читайте также: «».
Определившись с основным назначением кровли и рассчитав возможные нагрузи, приступают к выбору кровельного материала и расчету обрешетки. Правильный выбор профнастила и оптимально подобранный шаг обрешетки для профнастила являются залогом длительного срока эксплуатации кровли.
Правильный выбор профнастила и оптимально подобранный шаг обрешетки для профнастила являются залогом длительного срока эксплуатации кровли.
Крепление профнастила к обрешетке
Профнастил крепят к обрешетке специальными саморезами для металлопрофиля , которые имеют уплотнительную шайбу. Закручивание саморезов необходимо проводить в нижней части листа. При этом, на 1 квадратный метр профлиста уходит примерно 7-8 саморезов. Между собой профилированные листы скрепляются либо заклепками, либо короткими кровельными саморезами (читайте: » Крепление профлиста саморезами «).
Если обрешетка была установлена правильно, то вес металлопрофиля равномерно распределится по конструкции, что позволяет кровле выдерживать тяжелые снежные массы и не прогибаться под их действием. Читайте также: » Устройство односкатной крыши из профнастила «.
Параметры профиля профлиста
При выборе материала следует помнить, что чем большая у профиля высота, тем выше нагрузка, которую выдержит профлист.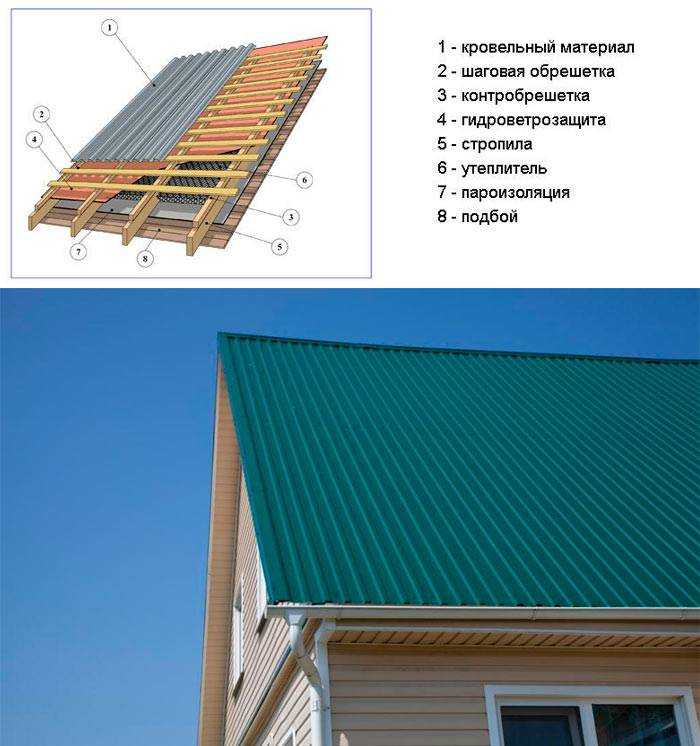
В частном строительстве распространено применение профлиста с высотой гофры 35 мм и толщиной основания 0,6-0,7 мм. Профиль подобного рода позволяет организовать обрешетку с шагом до 150 см, при этом предельная нагрузка на 1 кв.м материала составляет 600 кг. Столь высокая прочность материала позволяет вполне безбоязненно передвигаться по нему строителям (прочтите статью: » Параметры и виды металлопрофиля «).
При выборе профнастила с низкой высотой гофры (до 21 мм), то есть применяя «плоский» металлопрофиль, обрешетка делается с минимально возможным шагом или вообще сплошной (детальнее: » Сплошная обрешетка кровли: устройство и монтаж «). Такие листы не рассчитаны на значительные нагрузки, а поэтому прочность конструкции будет гораздо ниже. Хотя подобный «плоский» профнастил позволяет собрать кровлю за очень короткий срок (читайте ещё: » Как рассчитать профнастил крышу «).
Монтаж обрешетки, подробно на
Профиль с высотой более 44 мм применяют в промышленном строительстве, в котором обрешетка и контробрешетка под профнастил не всегда обязательны.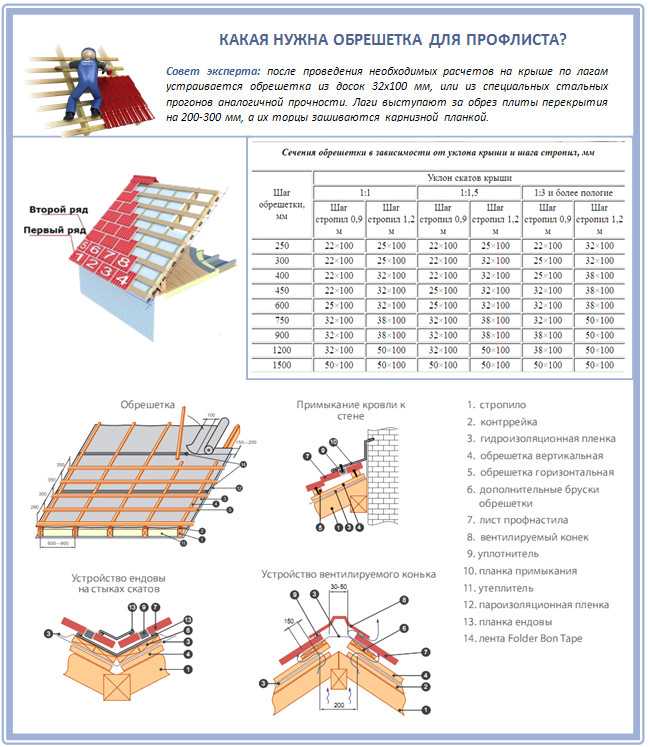 Читайте также: » Гараж из профнастила «.
Читайте также: » Гараж из профнастила «.
Источник: https://interer-stil.ru-land.com/stati/obreshetka-dlya-navesa-iz-profnastila-harakteristiki-profilirovannogo-krovelnogo-lista
Токарные операции
Токарные операции Ваш номер посетителя с 30.03.02 Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить Токарная обработка – удаление металла с наружного диаметра
вращающаяся цилиндрическая заготовка.
 Токарная обработка применяется для уменьшения диаметра заготовки,
обычно до определенного размера и для получения гладкой поверхности металла. Часто
заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Токарная обработка применяется для уменьшения диаметра заготовки,
обычно до определенного размера и для получения гладкой поверхности металла. Часто
заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061 алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без поддерживая свободный конец произведения.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло.
свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких
опора, сила инструмента на заготовке заставит ее отклониться от инструмента,
производя результат странной формы. Существует также вероятность того, что работа может быть
вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.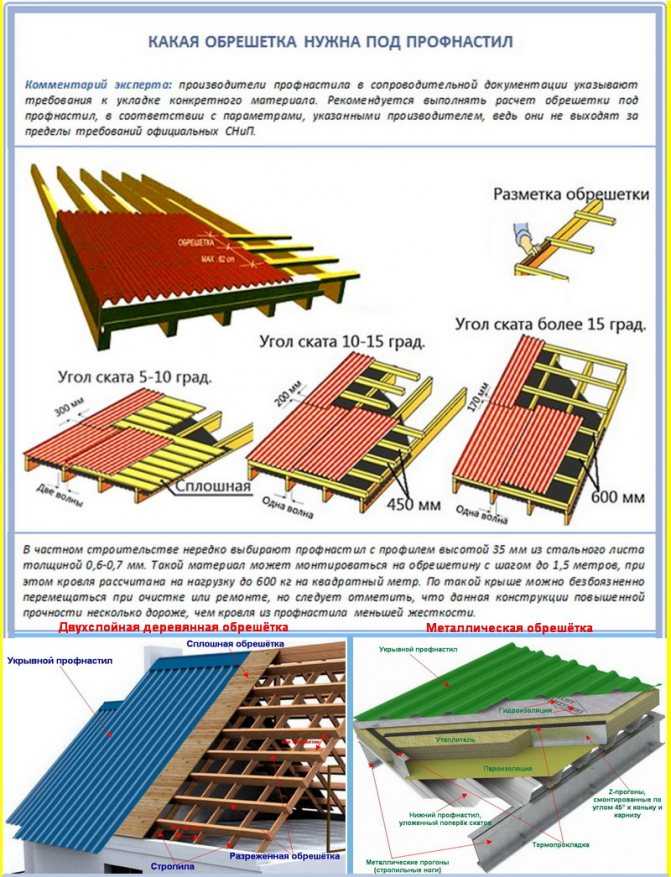
Вставьте заготовку в 3-х кулачковый патрон и затяните губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента Выберите насадку со слегка закругленным кончиком, как у
описано выше в разделе заточки инструментов. Этот тип инструмента должен производить хороший
гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла,
может выбрать инструмент с более острым наконечником.
Отрегулируйте угол держателя так, чтобы инструмент примерно перпендикулярно стороне заготовки. Поскольку передний край инструмент заточен под углом, левая сторона острия должна задействовать работу, а не всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление. по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен, и, если у вас есть
один, что замок каретки не затянут. При необходимости отведите поперечный суппорт
пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до
кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок
пока кончик инструмента не коснется края изделия. Переместите тележку в
до тех пор, пока кончик инструмента не окажется за свободным концом изделия.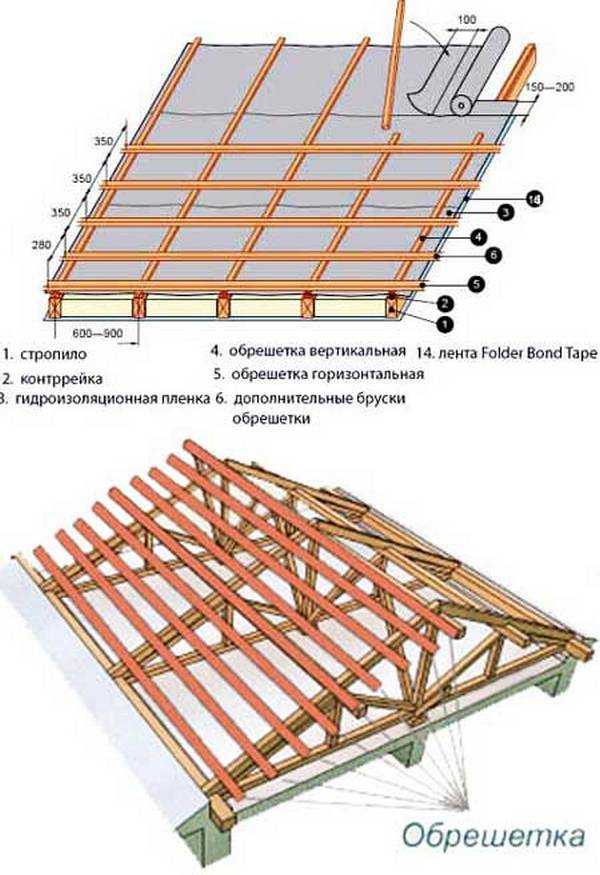
Если вы прочитаете много книг по механообработке, вы найдете много информация о правильной скорости резания для движения режущего инструмента в отношение к заготовке. Необходимо учитывать скорость вращения заготовки и движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая с 7×10 для хобби вы быстро почувствуете, как быстро вы должны идти.
 Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка,
не режет.
Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка,
не режет.
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка. переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей Как всегда, наденьте защитные очки и держите лицо подальше
от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.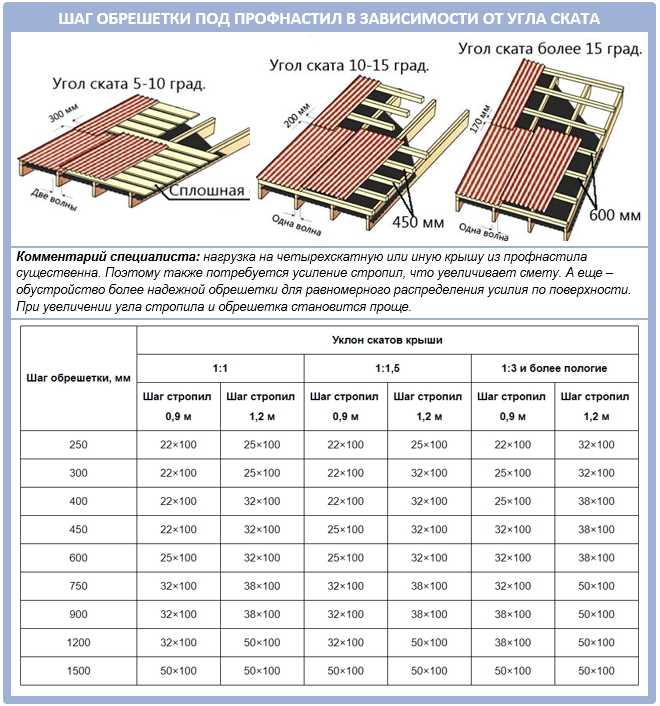
Теперь переместите рукоятку поперечных салазок примерно на 10 делений или 0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез. Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните
Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу заготовки. Ты
заметит, что инструмент снимает небольшое количество металла на обратном проходе.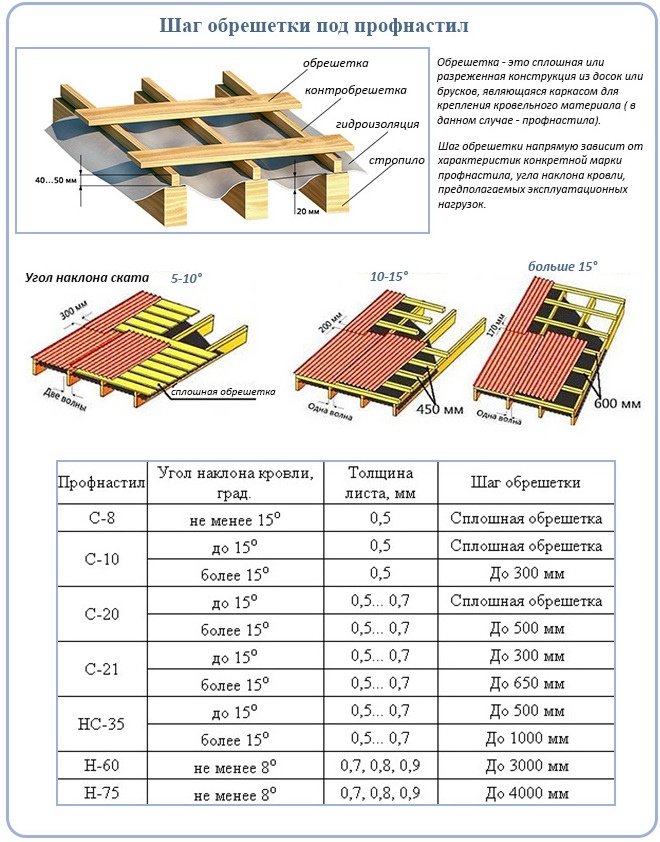 продвигать
перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться
продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы.
маховик каретки, когда вы делаете более глубокий рез.
продвигать
перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться
продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы.
маховик каретки, когда вы делаете более глубокий рез.
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче. Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой
на задней части головного убора. Чтобы изменить положение рычага, вы должны потянуть его назад.
накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг
вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении
ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт
вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении
ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете
обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и
отпустите втулку, чтобы зафиксировать стопорный штифт.
Чтобы изменить положение рычага, вы должны потянуть его назад.
накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг
вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении
ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт
вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении
ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете
обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и
отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками
разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении
(верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки. Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы
привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит
шум.
Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы
привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит
шум.
С инструментом, расположенным сразу за концом заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку.
вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно
режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки.
Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на
поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки. чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте
вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите
процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте
вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите
процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами (.001-.002) чистовая обработка резов. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не
вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но
это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там
также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому
обратите особое внимание и держите руку наготове на рычаге полугайки.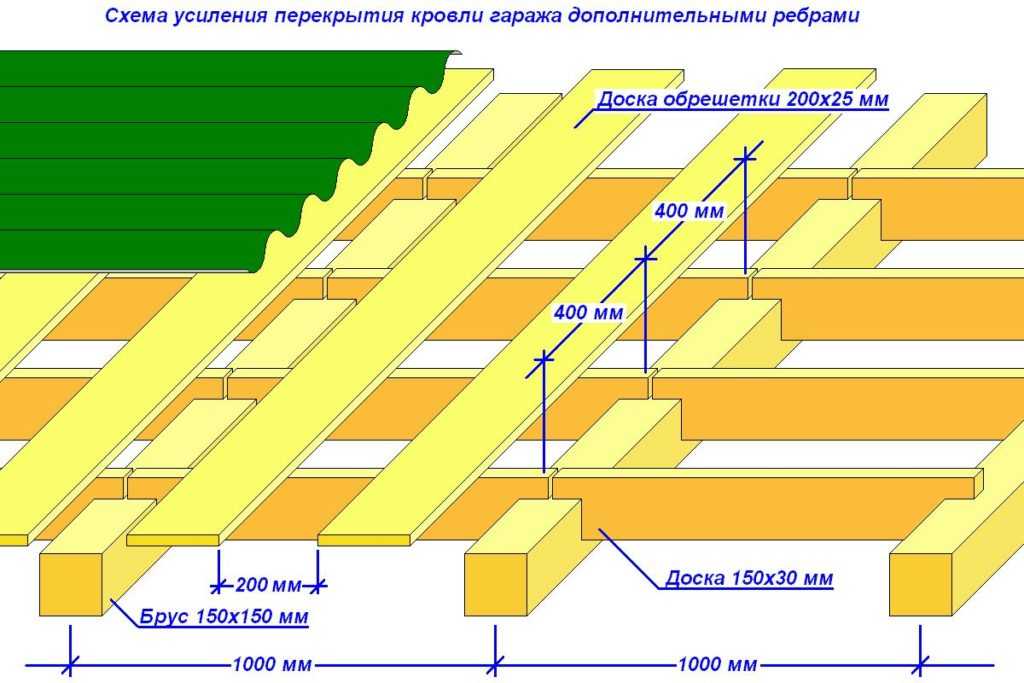
В большинстве случаев токарная операция используется для уменьшения заготовки до заданного диаметра. Важно понимать, что при повороте операции, каждый проход удаляет два раза количество металла, указанное деления поперечной подачи. Это потому, что вы уменьшаете радиус заготовки на указанную величину, что уменьшает диаметр в два раза. Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на 0,020″.
Диаметр заготовки определяют штангенциркулем или
микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист
штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и
требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат
штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение.
К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов.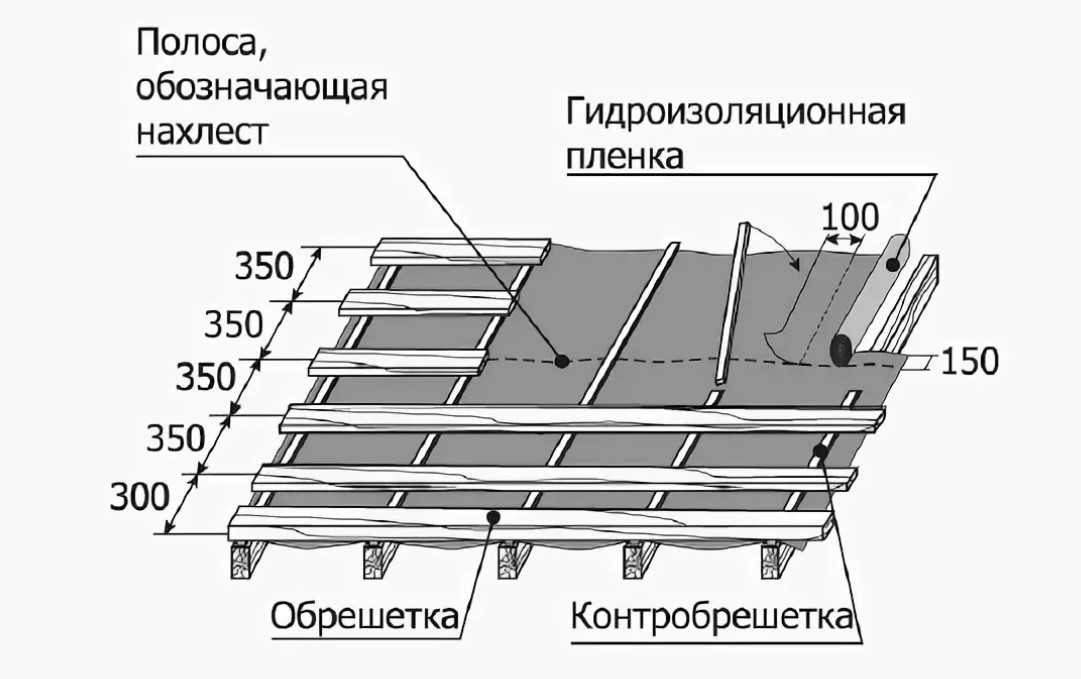 от таких поставщиков, как Enco или J&L.
от таких поставщиков, как Enco или J&L.
Должно быть само собой разумеющимся, что вы не должны никогда попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить каверномер.
Рекомендуется провести как минимум два отдельных измерения
просто чтобы убедиться, что вы поняли это правильно.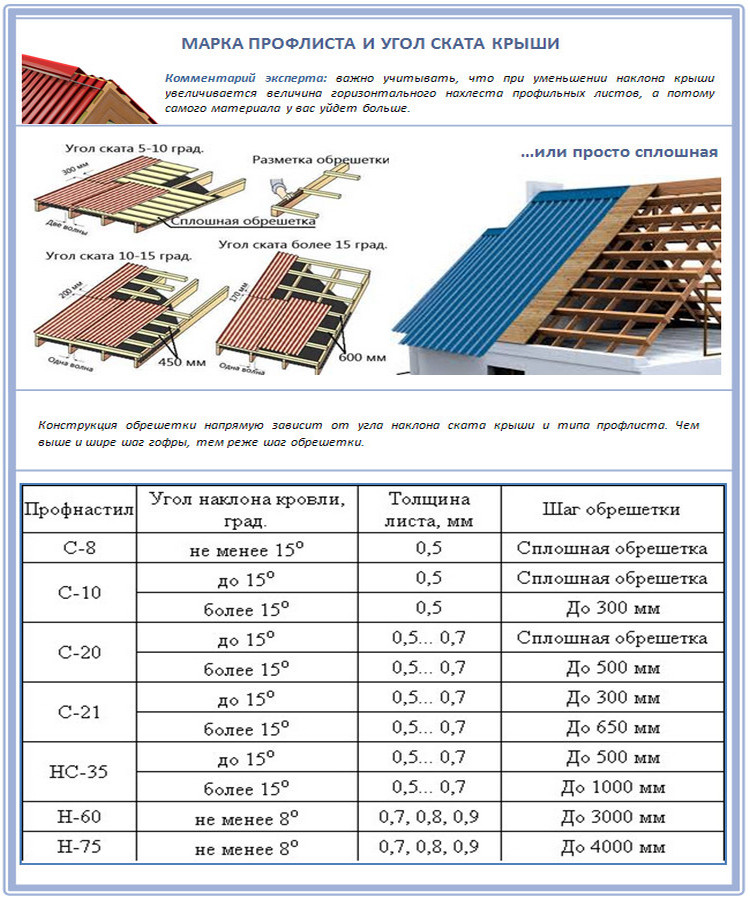 Как оказалось (без каламбура) гораздо проще удалить металл, чем поставить обратно 😉
Как оказалось (без каламбура) гораздо проще удалить металл, чем поставить обратно 😉
Уступ — это точка, в которой диаметр заготовки меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов. лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем буртик на нашей заготовке, уменьшив диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу для отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз. раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с
острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в
угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку. врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте полуорех.
Чтобы получить красивое квадратное лицо на плече, вам нужно сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности. финиш.
Если вы еще не сделали каретный замок, вам понадобится
использовать полугайку, чтобы зафиксировать каретку на месте для торцовки.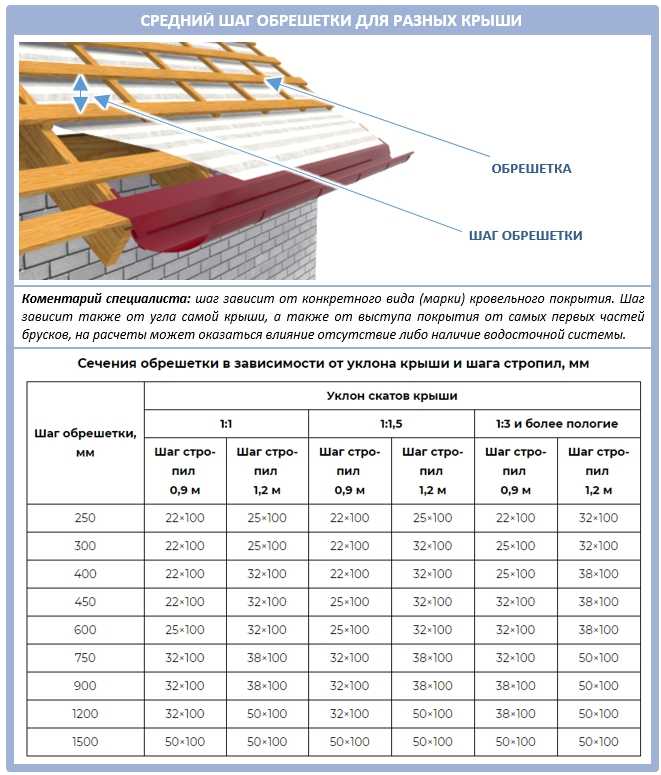 Конечно, вы должны
сначала отсоедините ходовой винт, прежде чем делать это!
Конечно, вы должны
сначала отсоедините ходовой винт, прежде чем делать это!
Наконец, вы можете использовать файл, как описано в лицевой срез, чтобы сделать красивый скошенный край на внешнем крае плеча и на конце заготовки.
Мини-токарный станок Мини-завод Ленточнопильный станок Анодирование притирка Ссылки Проекты Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение Начато Глоссарий Введение Материалы Модификации Мой магазин Эксплуатация Отзывы Зиг Заводская заточка инструмента Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка Накатка Нарезание резьбы Резьба Токарная обработка
10 токарных операций, которые необходимо знать — специалисты Swiss-Turning
На токарных станках изготавливаются сложные детали для медицинских, военных, электронных, автомобильных и аэрокосмических приложений. Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Токарный станок способен выполнять множество операций механической обработки для получения деталей с желаемыми характеристиками. Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Изменение концов инструмента и кинематическая связь между инструментом и заготовкой приводят к различным операциям на токарном станке. Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки предназначена для обработки детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Различные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
Ступенчатая токарная обработка
Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
Коническое точение
Коническое точение создает наклонный переход между двумя поверхностями с разными диаметрами из-за углового движения между заготовкой и режущим инструментом.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход в остальном квадратной кромки между двумя поверхностями с разными диаметрами токарной обработки.
Точение по контуру
При точении по контуру режущий инструмент в осевом направлении следует траектории с заданной геометрией. Для создания желаемых контуров на заготовке необходимо несколько проходов контурного инструмента. Однако инструменты формы могут создавать ту же форму контура за один проход.
Во время обработки длина заготовок несколько больше, чем должна быть конечная деталь. Торцевание — это операция обработки торца заготовки, перпендикулярного оси вращения. Во время торцевания инструмент перемещается по радиусу заготовки, чтобы получить нужную длину детали и гладкую поверхность торца за счет удаления тонкого слоя материала.
Нарезание канавок — это токарная операция, при которой на заготовке создается узкий разрез, «канавка».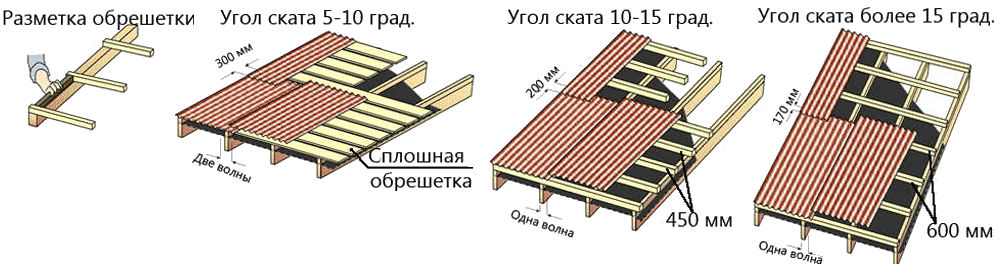 Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки. После того, как край режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
Нарезание резьбы — это токарная операция, при которой инструмент перемещается вдоль боковой поверхности заготовки, нарезая резьбу на внешней поверхности.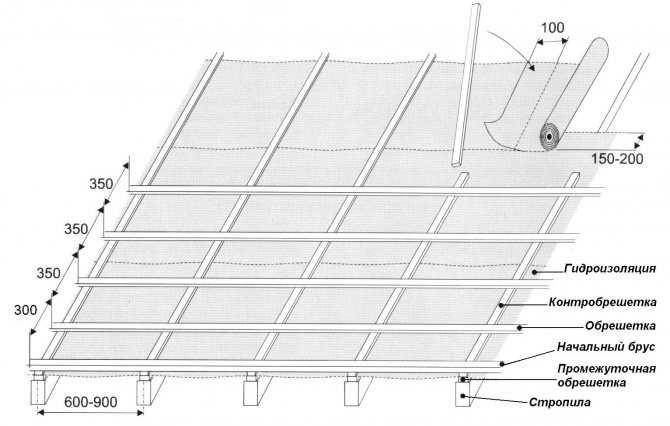 Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Операция накатки создает зазубренные узоры на поверхности детали. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Операция сверления удаляет материал изнутри заготовки. В результате сверления получается отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на держателе инструмента токарного станка.
Развёртывание — это размерная операция, которая увеличивает отверстие в заготовке. При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При растачивании инструмент входит в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
Нарезание резьбы — это процесс, при котором инструмент для нарезания резьбы входит в заготовку в осевом направлении и нарезает резьбу в существующем отверстии. Отверстие соответствует соответствующему размеру биты, которая может вместить нужный инструмент для нарезания резьбы. Нарезание резьбы также используется для нарезания резьбы на гайках.
Токарные станки предназначены для обработки деталей сложной формы. Окончательные элементы детали получаются за счет использования различных инструментов и изменения кинематической связи между фрезой и заготовкой. В этой статье мы объяснили десять различных операций токарного станка.
Компания Turntech Precision поставляет детали высочайшего качества, изготовленные на токарных станках швейцарского типа с использованием операций токарной обработки, торцовки, нарезания канавок, нарезания резьбы, накатки, растачивания и нарезания резьбы. Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Различные типы инструментов для токарных станков, которые можно использовать при токарной обработке с ЧПУ
Режущие инструменты для токарных станков — это инструменты, которые можно использовать с токарным станком для изготовления токарных деталей и придания материалам желаемой формы. Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Таким образом, в этой статье мы подробно остановимся на различных типах токарных инструментов, применяемых при токарной обработке с ЧПУ. Из этого руководства вы также можете узнать, как выбрать правильные типы режущих инструментов, что такое токарный станок и различные операции по резке на токарном станке. Давайте начнем.
Что такое токарный станок?Токарный станок — это обрабатывающий инструмент, который может вращать металл или дерево до нужной формы. Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Стандартные операции по резке токарных станков В зависимости от токарного станка существуют различные операции по резке, которые можно выполнить, чтобы получить желаемую форму. Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
·
ТорцовкаТорцовка является первым этапом большинства токарных операций. Он включает в себя резку металла с конца, чтобы он подходил под прямым углом к оси.
·
СужениеКонусообразование включает резку металла до формы конуса с помощью составного суппорта. В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельное точениеПараллельное точение предполагает резку материала параллельно оси. Это важная операция, используемая для уменьшения диаметра материала.
·
Разделение Разделение — это удаление детали так, чтобы она была обращена к концу. Это включает в себя использование инструмента разделения, который мы представим позже. Вы можете сделать разрез глубже, вытащив инструмент для разделения и перенеся его на сторону разреза.
Существуют три основные категории классификации режущих инструментов для токарных станков: материал, использование и способ подачи. Ниже приводится подробное введение в три различные классификации и распространенные типы режущих инструментов.
Классификация по материалу·
Инструмент из быстрорежущей сталиКак звучит его название, токарные станки изготовлены из быстрорежущей стали (HSS), которая может сохранять твердость даже при эксплуатации температура до 1000°F (588°C). Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструментРежущая кромка твердосплавного инструмента изготовлена из карбида. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный диск Алмаз — очень твердый и износостойкий материал. Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
·
Другие материалыРежущая кромка этих типов токарных станков изготовлена из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованию·
Токарный инструментСуществует два основных типа токарных режущих инструментов с точки зрения их использования: инструменты для черновой обработки и инструменты для чистовой обработки.
Инструменты для чернового точения
Инструменты для чернового точения используются для удаления больших частей заготовки за очень короткое время. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Инструменты для чистовой токарной обработки
Инструменты для чистовой обработки — это типы токарных станков, используемые для удаления мелких деталей заготовки. Уголок шлифуется и, судя по его названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточной инструментРасточный инструмент — это тип токарного инструмента, используемый для увеличения отверстия. Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для расширения диаметра отверстия.
·
Инструмент для снятия фаскиИнструмент для снятия фаски — это режущий инструмент для токарной обработки, используемый для создания борозды на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Накатной инструмент Накатной инструмент — это тип токарного инструмента, с помощью которого можно производить токарные детали с накаткой путем создания определенного шаблона в круглом сечении. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
·
Отрезной инструментОтрезной инструмент — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и популярных применений, что указывает на то, что он работает как токарный и режущий инструмент.
·
Инструмент для нарезания резьбыИнструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Существуют две основные формы: нарезание внутренней и наружной резьбы. Нарезание наружной резьбы заключается в том, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
·
Торцовочный инструмент Торцовочный инструмент — это тип токарного станка, используемый для обработки плоской поверхности, перпендикулярной оси вращения заготовки. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
·
Правосторонний инструментПравосторонний инструмент снимает материал при движении справа налево (только вид сверху с сохранением передней поверхности вверху) . Название инструмента для правой руки было использовано на основе аналогии с человеческой рукой. Используя правую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
·
Левосторонний инструмент В отличие от правостороннего инструмента, левосторонний режущий инструмент удаляет материал при движении слева направо (вид сверху с видимой передней поверхностью). Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
·
Инструмент с круглым концомТокарный инструмент с круглым концом не имеет заднего или бокового угла. Таким образом, инструмент подается слева направо или справа на левый конец станины токарного станка. Однако в некоторых случаях инструмент с круглым наконечником может иметь небольшой задний угол. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами для чистовой токарной обработки.
Как выбрать токарные станкиВыбор режущего инструмента для токарного станка зависит от определенных факторов, касающихся оборудования, и ниже приведены очень важные факторы, которые необходимо учитывать.
Тип материала Тип материала, который вы режете на станке с ЧПУ, является одним из важных факторов, поскольку он определяет тип токарного инструмента, который вы можете использовать. Важные свойства, на которые следует обратить внимание перед выбором токарного станка, включают твердость, износостойкость, ударную вязкость и жесткость. Эти свойства могут определять тип режущего инструмента, используемого в токарных станках. Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструмента также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Желаемая форма Все типы токарных инструментов, перечисленные в классификации по использованию, могут привести к заданной форме. Следовательно, вы должны интегрировать желаемую форму в необходимые токарные станки. Из-за сложности большинства изделий с ЧПУ вам может потребоваться выбрать несколько режущих инструментов.
Выбор правильных типов инструментов, используемых на токарных станках, может быть немного проблематичным, если вы новичок в процессах токарной обработки с ЧПУ. Однако вместо того, чтобы беспокоиться о том, как много вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect работают инженеры с многолетним опытом работы с ЧПУ, которые разбираются в различных типах режущих инструментов токарных станков и их применении. Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Заключение Режущие инструменты токарного станка являются важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора.