
Индукционная печь — устройство и принципы работы индукционных плавильных печей, изготовление своими руками индукционный печи из сварочного инвертора, фото и видео.
При необходимости расплавить небольшую массу металла в домашних условиях можно использовать индукционную печь. Это несложное устройство, работающее от бытовой сети, доступно для изготовления своими руками. Используется оно для нагрева почти всех металлов, но, чаще всего, для железа и его сплавов.
Принцип работы и устройство индукционных печей
Работу индукционной печи обеспечивают токи, вырабатываемые переменным магнитным полем. Создать плавильную печь своими руками можно, пользуясь проверенной на опыте, рабочей электрической схемой.
Основные элементы конструкции этого теплогенератора:
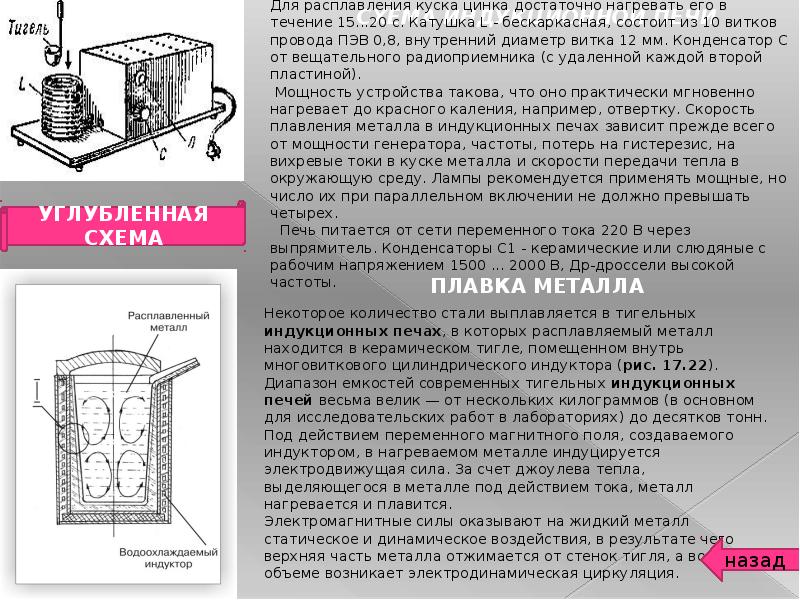
- Тигель – ёмкость, в которой происходит расплавление металла. В самодельных индукционных установках применяют тигли, которые можно извлекать из печи.
- Тигель помещают в индуктор, который представляет собой спираль, состоящую из небольшого числа витков проводника.
- С помощью генератора в индукторе создаются мощные токи, благодаря чему вокруг индукционной катушки возникает электромагнитное поле. Это поле, в свою очередь, создаёт вихревые токи, которые разогревают тигель и помещённый в него металл. Генератор состоит из четырёх, параллельно соединённых, электронных ламп.
Внимание! Для ускорения процесса тигель рекомендуется изготавливать из неметаллических материалов – шамота, кварцита, графита.
- Скорость нагрева регулируют конденсатором переменной ёмкости. Ёмкостью конденсатора управляют с помощью выведенной наружу ручки. При максимальном значении ёмкости металл нагревается до красного цвета за несколько секунд.
Помимо тигельных, существуют канальные индукционные печитеплогенераторы. В таких установках металл помещают в кольцевой жёлоб, расположенный вокруг индуктора. Внутри индуктора находится сердечник.
В таких установках металл помещают в кольцевой жёлоб, расположенный вокруг индуктора. Внутри индуктора находится сердечник.
В промышленности применяют и тигельные, и канальные индукционные печи:
- Тигельные печи предназначены для расплавления сплавов на основе железа, меди, магния, алюминия, драгметаллов. Ёмкость тигля промышленных установок может достигать сотен тонн.
- Канальные индукционные установки используются, в основном, для расплавления чугуна и цветных металлов.
Эффективность работы данного теплогенератора определяется мощностью и частотой генератора, количеством потерь в вихревых токах, скоростью и количеством потерь тепла в окружающее пространство.
Преимущества и недостатки индукционных теплогенераторов
Установки данного типа обладают определёнными преимуществами:
- Благодаря активному перемещению металла расплав обладает однородностью.
- При нагреве сплавов в индукционной печи легирующие элементы не выгорают.
- В таком теплогенераторе возможно фокусирование энергии.
- При изготовлении такой печи можно самостоятельно выбрать способ футеровки, рабочую частоту, ёмкость установки, при работе – точно выбрать температуру расплава.
- Печь очень быстро готовится к работе, а расплавление металла происходит с достаточно высокой скоростью.
Внимание! Важным плюсом индукционных печей является экологичность происходящего в них процесса расплавления металла.
К минусам этого оборудования можно отнести следующие факторы:
- Нагрев шлака в индукционных теплогенераторах происходит за счёт тепла металла. Поэтому шлакам присуща более низкая температура, по сравнению с расплавляемым металлом.
- Из-за вязкости холодных шлаков из металлов затруднено удаление фосфора и серы.
- В пространстве между индуктором и металлом происходит рассеивание магнитного потока, что делает необходимым снижение толщины футеровки тигля.
 Это приводит к уменьшению эксплуатационного периода футеровочного слоя.
Это приводит к уменьшению эксплуатационного периода футеровочного слоя.
Как изготовить индукционную печь из сварочного инвертора
Однако индукционное оборудование применимо не только для расплавления металлов, но и для работы в системах отопления домостроений.
Преимуществами индукционных котлов являются следующие факторы:
- Система с таким теплогенератором не перегревается, благодаря постоянному движению теплоносителя. Испытывать такую установку без теплоносителя запрещено.
- Благодаря вибрациям в индукционной системе на стенках оборудования накипь не оседает.
- Разъёмных соединений в данном оборудовании нет, поэтому опасность протечек отсутствует.
- Малое количество шума при работе.
- Благодаря отсутствию традиционных нагревательных элементов система с индукционным теплогенератором имеет длительный рабочий ресурс.

- При работе индукционного отопительного оборудования не происходит выброса вредных компонентов.
Многие домовладельцы заинтересованы в использовании перспективного оборудования для обогрева своих помещений. Самостоятельно изготовить индукционный котёл для обеспечения работы отопительной системы можно с применением комплектующих сварочного инвертора.
Краткая схема изготовления индукционного теплогенератора своими руками на базе сварочного инвертора:
- В качестве корпуса нагревателя используют кусок толстостенной пластиковой трубы, для которого изготавливают две сетчатых крышки.
- Стальную проволоку диаметром до 7 мм нарезают кусками длиной примерно по 50 мм. Корпус должен быть заполнен проволокой полностью.
Совет! Оптимальный материал для проволоки – коррозионностойкая легированная сталь.
- Индукционная катушка изготавливается из пластикового корпуса, заполненного отрезками проволоки и закрытого с двух сторон сетчатыми крышками.
 На подготовленный корпус наматывают 90 витков проволоки из меди.
На подготовленный корпус наматывают 90 витков проволоки из меди. - С помощью переходников индукционную катушку присоединяют к отопительному контуру.
- К сети катушку подсоединяют через сварочный инвертор.
Внимание! Индукционные котлы разрешены к использованию только в закрытых отопительных системах, в которых движение теплоносителя осуществляется в принудительном порядке с помощью циркуляционного насоса.
Печь индукционная: назначение, преимущества, характеристики
ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Содержание
Индукционные печи для металла
Индукционная печь для металла состоит из тиристорного или транзисторного
преобразователя, плавильного узла, комплекта конденсаторных батарей и
системы охлаждения. Печи для металла разогревают шихту внутри индуктора,
который футеруется, или в него вставляется графитовый тигель. Во время
работы печи должны иметь постоянное охлаждение (реактора преобразователя
и индуктора), для чего можно использовать чиллер или градирню.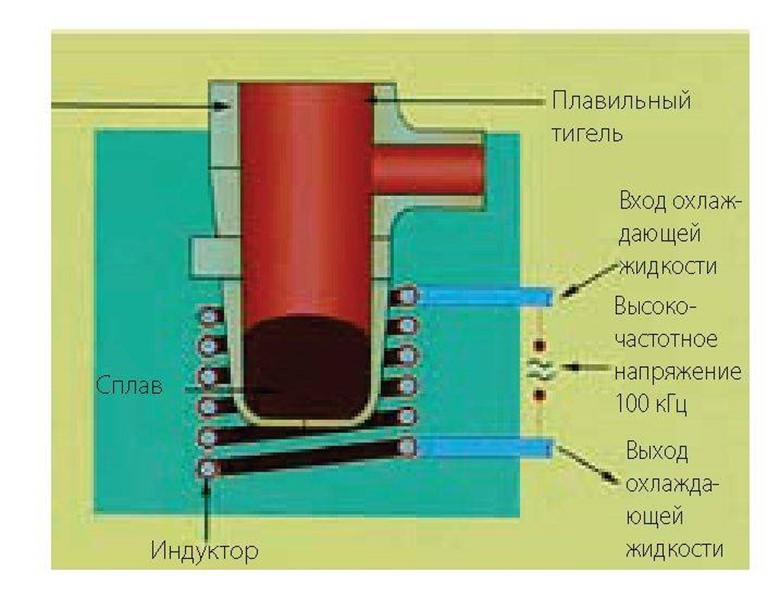
Индукционные печи для цветного металла могут иметь быстросъемный графитовый тигель, печи для чёрного металла используют футеровку.
Печи электрические индукционные
Электрическая индукционная плавильная печь может быть с тиристорным или
транзисторным преобразователем. Удельная мощность электропечи позволяет
плавить любые легкоплавные черные и цветные металлы, с температурой
плавления до 1650 °С. Электрические печи в качестве нагревательного
элемента используют водоохлаждающий индуктор, внутри которого возникает
электромагнитное поле. Тиристорные электрические индукционные печи
являются стационарными, именно такие печи используют 80% литейных
производств. Плавильные узлы имеют вместимость от 150 кг и
устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных IGBT модулях, являются мобильными с небольшим плавильным узлом, они экономят электрическую энергию до 30% в сравнении с тиристорными аналогами.
Технические характеристики печей на редукторе 100 — 5 000 кг
| Модель | Объём (тонн) | Мощность (кВт) | Сталь1600°C Произ-ность (тонн/час) | Чугун 1450°C Произ-ность (тонн/час) |
|---|---|---|---|---|
| IF 0.1-100-1/2.5 | 0.1 | 100 |
0. 11 11
|
0.14 |
| IF 0.1-160-1/2.5 | 160 | 0.18 | 0.2 | |
| IF 0.15-100-1/2.5 | 0.15 | 100 | 0.1 | 0.12 |
| IF 0.15-160-1/2.5 | 160 | 0.2 | 0.22 | |
| IF 0.25-160-1/2.5 | 0.25 | 160 | 0.19 | 0.21 |
IF 0. 25-250-1/2.5 25-250-1/2.5
|
250 | 0.37 | 0.40 | |
| IF 0.5-250-1 | 0.5 | 250 | 0.31 | 0.33 |
| IF 0.5-350-1 | 350 | 0.54 | 0.61 | |
| IF 0.5-500-0.5 | 500 | 0.84 | 0.90 | |
| IF 1-500-0.5 | 1,0 | 500 |
0. 76 76
|
0.79 |
| IF 1-600-0.5 | 600 | 0.92 | 0.96 | |
| IF 1-750-0.5 | 750 | 1.27 | 1.31 |
Технические характеристики транзисторных печей 5 — 200 кг
| Модель | Мощность, кВт | Загрузка по стали/чугуну,кг | Загрузка по меди и драг металлам, кг | Масса, кг |
|---|---|---|---|---|
| ИПП-15 | 15 | 4 | 10 | 90 |
| ИПП-25 | 25 | 8 | 20 | 120 |
| ИПП-40 | 40 | 20 | 40 | 140 |
| ИПП-60 | 60 | 30 | 60 | 215 |
| ИПП-80 | 80 | 40 | 80 | 245 |
| ИПП-100 | 100 | 50 | 100 | 285 |
| ИПП-120 | 120 | 60 | 150 | 295 |
| ИПП-160 | 160 | 100 | 200 | 335 |
| ИПП-200 | 200 | 150 | 300 | 450 |
| ИПП-250 | 250 | 200 | 400 | 570 |
Комплектность поставки печи:
| Блок индукционного нагревателя |
1 шт.
|
| Блок конденсаторной батареи | 1шт. |
| Межблочные соединительные кабели | 1шт. |
| Соединительные провода (индукционный нагреватель — плавильный узел) | 2шт. |
| Плавильный узел (в сборе, с устройством наклона печи) | 1шт. |
| Съемный тигель | 1шт. |
| Инструкция по эксплуатации | 1шт. |
| Гарантийный талон |
1шт.
|
Индукционные литейные печи
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона плавильного узла на редукторе или гидравлике. Оба варианта печей комплектуются тиристорным преобразователем и используются для плавки цветных и чёрных металлов. Индукционная литейная печь позволяет получать высококачественную плавильную массу с хорошими химическими характеристиками. Основными преимуществами индукционных печей являются быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.
Индукционные печи России
Последнее время литейные и промышленные производства в РФ стали
увеличивать производственные мощности. В этом им помогают индукционные
печи российского производства. Печь сделанная в России не уступает по
качеству китайским и европейским аналогам. Индукционные плавильные печи
собираются на базе тиристорных и транзисторных преобразователей. Печи от
российского изготовителя могут быть скомплектованы плавильным узлом
наклона на редукторе или гидравлике. Каждая индукционная печь
управляется современным контроллером с 8 степенями защиты, для
безопасной и круглосуточной работы.
В этом им помогают индукционные
печи российского производства. Печь сделанная в России не уступает по
качеству китайским и европейским аналогам. Индукционные плавильные печи
собираются на базе тиристорных и транзисторных преобразователей. Печи от
российского изготовителя могут быть скомплектованы плавильным узлом
наклона на редукторе или гидравлике. Каждая индукционная печь
управляется современным контроллером с 8 степенями защиты, для
безопасной и круглосуточной работы.
Принцип работы индукционных печей
Принцип работы индукционной печи заключается в преобразовании энергии
электромагнитного поля, которая поглощается нагреваемым объектом, в
тепловую энергию. Устройство индукционной печи включает в себя индуктор,
футеровку, каркас, наклоняющий механизм и дополнительные системы и
механизмы.
Данные печи используют электрическую энергию для придания колебательных движений молекулярной решётке расплавляемого материала при возникновении в нём вторичных наведённых токов, то есть главным принципом является обеспечение формирования индуктивного поля.
Индукционные печи для стали
Индукционные печи для стали могут выплавлять обычную и жаропрочную сталь. Печи для стали производят плавку за 40-60 минут, высокотемпературная сталь может плавиться значительно дольше. Температура плавления стали 1400-1500 °С, время одной плавки зависит от мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную
смесь, которая выдерживает от 10 до 50 плавок (в зависимости от
производителя).
Нельзя выплавлять стали, содержащие активные элементы, способные при взаимодействии с кислой футеровкой вызывать ее повреждение.
Индукционные печи для чугуна
Шихта чугуна представляет сплав железа с различными элементами. Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так
как они отлично перемешивают шихту до однородного состава и выводят
шлаки на поверхность.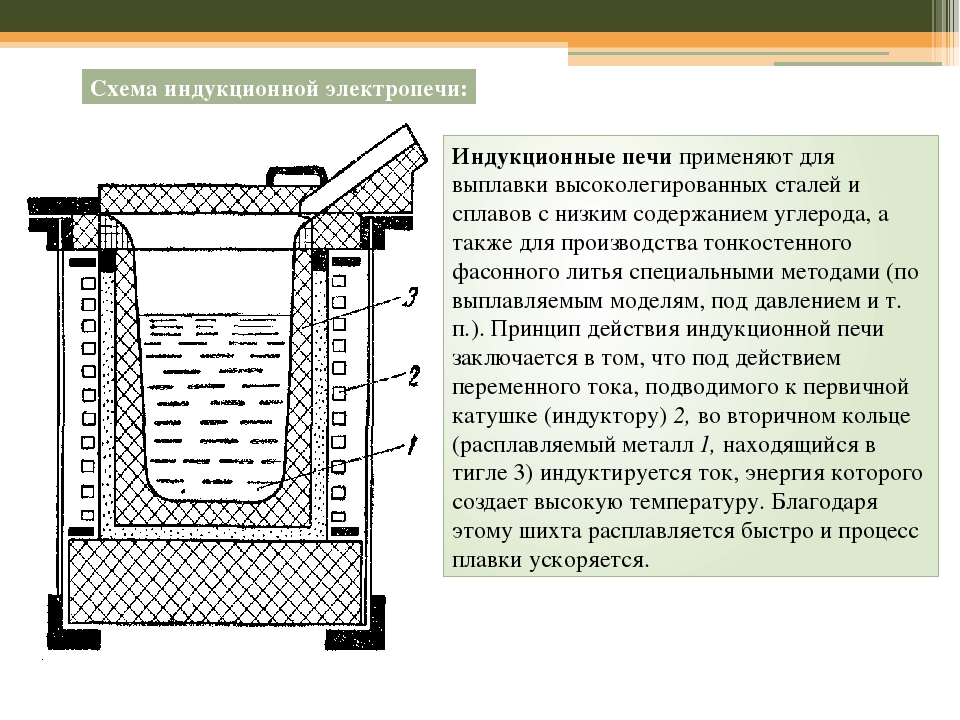
Индукционные печи для алюминия
Индукционные печи для алюминия должны достигать температуры его плавления 660 °C, плавку можно производить в обычном графитовом тигле. Литейные индукционные печи для алюминия позволяют выплавлять другие цветные металлы, имеющие низкую температуру разогрева. В печи можно загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см3, соответственно, плавильный узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при одинаковой мощности тиристорного преобразователя.
Вакуумные индукционные печи
Вакуумная индукционная тигельная печь способна разогревать металл
температурой более 2200 °C. Вакуум создает разряженную атмосферу над
поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру,
где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и
жаропрочных сплавов. Сырьевые компоненты используются практически в
любом виде, в том числе и в шихтовом или кусковом.
Вакуум создает разряженную атмосферу над
поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру,
где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и
жаропрочных сплавов. Сырьевые компоненты используются практически в
любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование процессов раскисления и рафинирования, гарантируя химическую чистоту получаемого расплава.
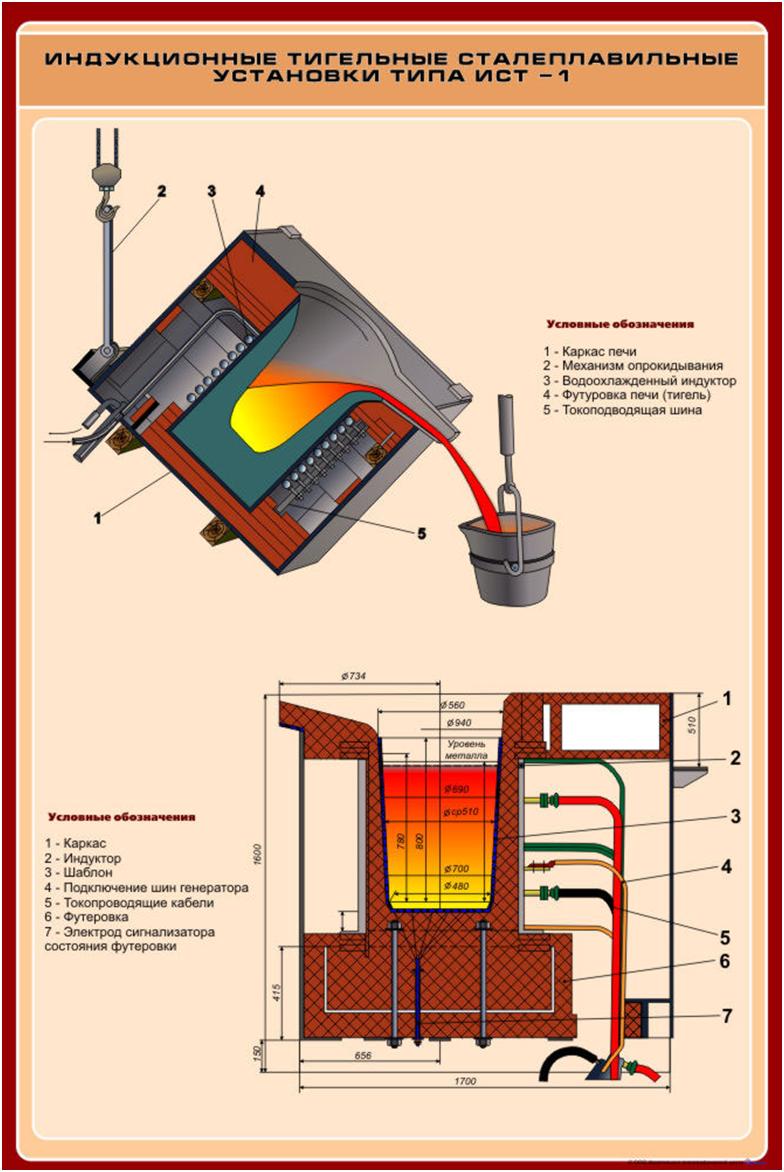
Индукционные печи ИСТ
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали
и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических
производствах. Индукционные печи ИСТ предназначена для промышленного
использования, они обладают высокими показателями удельной
производительности. К преимуществам печей ИСТ можно отнести крайне
низкий угар металла и использование в качестве шихты мелкодроблёное
сырье без предварительного брикетирования.
К преимуществам печей ИСТ можно отнести крайне
низкий угар металла и использование в качестве шихты мелкодроблёное
сырье без предварительного брикетирования.
Производство индукционных печей
Производство индукционных печей предполагает использование только качественных материалов, обеспечивающих надежную работу оборудования на предприятии. Кроме того, используемые при производстве печей материалы должны быть безопасными для здоровья людей. Также большое значение имеют грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический
процесс, требующий высокой квалификации персонала и наличия
высококлассного оборудования. В качестве футеровки используется
жаропрочный бетон, размещаемый внутри корпуса. Основой нагревательного
элемента является медная обмотка с системой конденсаторов, которые
зачастую и определяют срок службы изделия. Помимо этого, немаловажной
составляющей являются температурные датчики, благодаря которым и
осуществляется плавное регулирование технологического процесса.
Основой нагревательного
элемента является медная обмотка с системой конденсаторов, которые
зачастую и определяют срок службы изделия. Помимо этого, немаловажной
составляющей являются температурные датчики, благодаря которым и
осуществляется плавное регулирование технологического процесса.
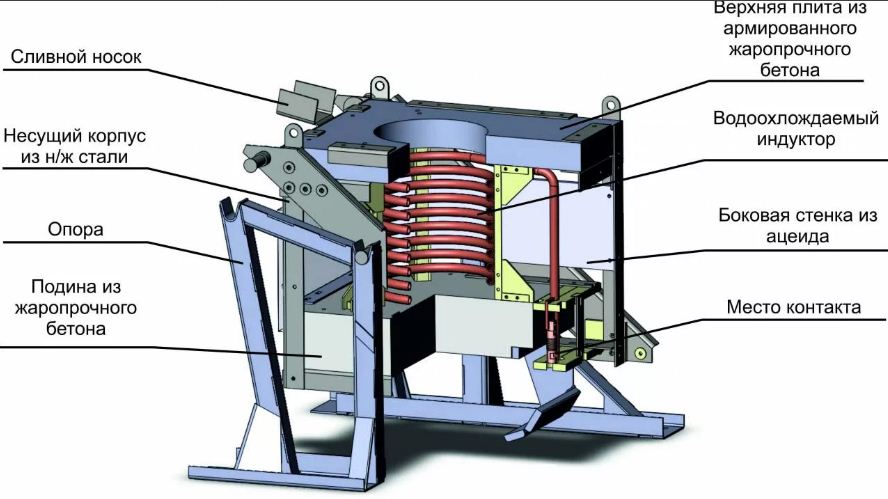
Конструкция индукционной печи
Основными элементами индукционной печи являются: индуктор, каркас печи, механизм наклона, и футеровка. Кроме основных элементов конструкция может быть снабжена дополнительными (крышка, имеющая подъемный механизм, магнитный экран, рабочая площадка и т.п.). В данной статье мы более подробно рассмотрим основные элементы, из которых состоит индукционная печь.
Индукционная печь — индуктор
Индуктор несет немаловажную ответственность за работу индукционной печи, создавая переменное магнитное поле, преобразующееся впоследствии в тепловую энергию. Кроме генерации вихревых токов индуктор отвечает также и за крепление тигля, удерживая его от смещений в случае наклона печи.
Кроме генерации вихревых токов индуктор отвечает также и за крепление тигля, удерживая его от смещений в случае наклона печи.
Плотность тока, проходящего через индуктор, в среднем равняется 20 А/мм2, однако электрические потери при этом равняются 20-30%, даже если индуктор будет изготовлен из отменного проводника – меди. Дополнительный нагрев индуктор получает от тепла, исходящего от тигля, в котором и происходит плавка. Чтобы избежать перегрева индуктора, очень важно охлаждать его во время работы.
Как правило, индуктор изготавливается из медной трубки, имеющей круглое сечение, но в некоторых случаях применяются неравно-стенные и профилированные трубки. Профилированные трубки применять целесообразнее, так как они позволяют уменьшить магнитный поток рассеивания, уменьшая размер зазора, образовывающегося между витками индуктора и тиглем.
В некоторых случаях необходимого числа витков не хватает, что не дает заполнить индуктор плотно по всей высоте, в этом случае лучше всего изготовить индуктор, удвоив количество витков, параллельно соединяя секции. Обратите внимание, что в этом случае секции будут наматываться в противоположном друг другу направлении. При создании индуктора необходимо изолировать витки друг от друга при помощи стеклоткани, обработанной кремниеорганическим лаком.
Обратите внимание, что в этом случае секции будут наматываться в противоположном друг другу направлении. При создании индуктора необходимо изолировать витки друг от друга при помощи стеклоткани, обработанной кремниеорганическим лаком.
Индукционная печь – Футеровка
Индуктор, вместе с помещенным на него тиглем, устанавливаются на подину, которая, как правило, изготавливается из жаропрочного бетона, шамотных кирпичей или шамотных блоков. В промышленных печах тигель изготавливают непосредственно в самой установке. В этих целях индуктор закрепляют в установке, а внутри изолируют асбестом. После создания изоляционного слоя подину посыпают огнеупорными порошкообразными материалами, а затем пневматическими трамбовками уплотняют слоями по 5-7 см. На подготовленное днище устанавливается шаблон из углеродистой стали, имеющей толщину 2-3 мм, сделанный в форме будущего тигля. Кольцевой зазор, образовавшийся между индуктором и шаблоном, заполняют огнеупорным порошком и уплотняют точно такими же слоями, как и днище. Футеровка над верхним витком индуктора выполняется из уже обожженного кирпича, так как прогреть и произвести обжиг этого участка в печи будет проблемно. Сливной желоб и «воротник» проходят футеровку кирпичом, а затем их тщательно смазывают специальным огнеупорным составом.
Футеровка над верхним витком индуктора выполняется из уже обожженного кирпича, так как прогреть и произвести обжиг этого участка в печи будет проблемно. Сливной желоб и «воротник» проходят футеровку кирпичом, а затем их тщательно смазывают специальным огнеупорным составом.
Тигли небольшой емкости могут изготавливаться не в печи, а в специальных формах, а затем устанавливаться в печь уже готовыми. Образовавшийся между тиглем и индуктором зазор в таких случаях просто заполняется огнеупорными материалами. Такой способ значительно быстрее футеровки, однако он практически невыполним, если необходимо создать тигель большой емкости.
В некоторых случаях для предотвращения появления перебоев при работе крупных установок из-за набивки тигля, их могут снабдить двумя печами, чтобы в случае выхода тигля из строя переключить питание на вторую печь. Футеровка индукционных печей может эксплуатироваться в суровых условиях. Чтобы обеспечить минимальное рассеивание магнитных волн толщина футеровки должна быть минимальной, при этом прочность должна оставаться на высоком уровне, чтобы избежать растрескивания при резкой смене температур. Индукционная печь должна иметь огнеупорную и шлакоустойчивую футеровку.
Индукционная печь должна иметь огнеупорную и шлакоустойчивую футеровку.
К огнеупорным материалам, используемым при создании футеровки плавильной печи, предъявляются особенно жестокие требования. В огнеупорном порошке обязательно не должно быть магнитных или проводящих ток примесей, так как они не будут пропускать вихревые токи, забирая всю электрическую энергию, нагреваясь и расплавляя футеровку.
Футеровка индукционной печи может быть двух типов:
Кислая футеровка – применяется чаще всего в литейных цехах на заводах машиностроения. Изготавливается кислая футеровка из кварцита и кварцевого песка. Кислая футеровка дешевле основной, а также обладает отличной термостойкостью. Данный вид футеровки имеет более длительный срок эксплуатации за счет того, что может восстанавливаться под воздействием некоторых элементов, которые могут входить в состав легированной стали.
Основная футеровка применяется чаще, потому что производители считают, что она лучше всего подходит для взаимодействия с большинством металлов.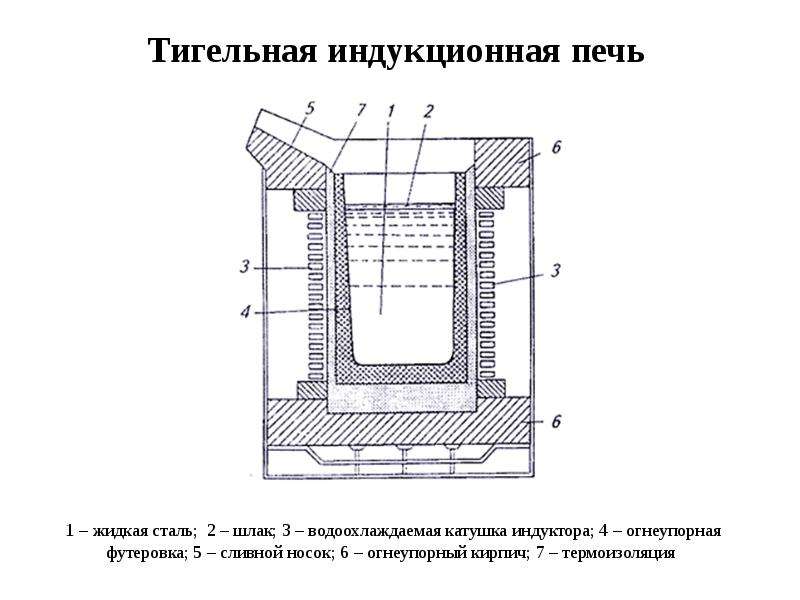 Изготавливается она из магнезитового порошка, либо из порошка хромомагнезитовых кирпичей. В редких случаях может быть изготовлена из технического глинозема и цирконового песка.
Изготавливается она из магнезитового порошка, либо из порошка хромомагнезитовых кирпичей. В редких случаях может быть изготовлена из технического глинозема и цирконового песка.
Как правило, футеровка изготавливается из сухих материалов, но могут применяться и слегка увлажненные. Изготовленный тигель необходимо как следует просушить, а затем обжечь (для этого проводится специальный технологичный процесс, называемый обжиговой плавкой). В тигель с шаблоном загружается чугун, а затем нагрузка медленно поднимается до появления слабо-красного каления. Если футеровка была изготовлена из влажных материалов, то печь должна просушиться в течение 20 часов, а затем нагрузку можно будет увеличить, чтобы расплавить чугун.
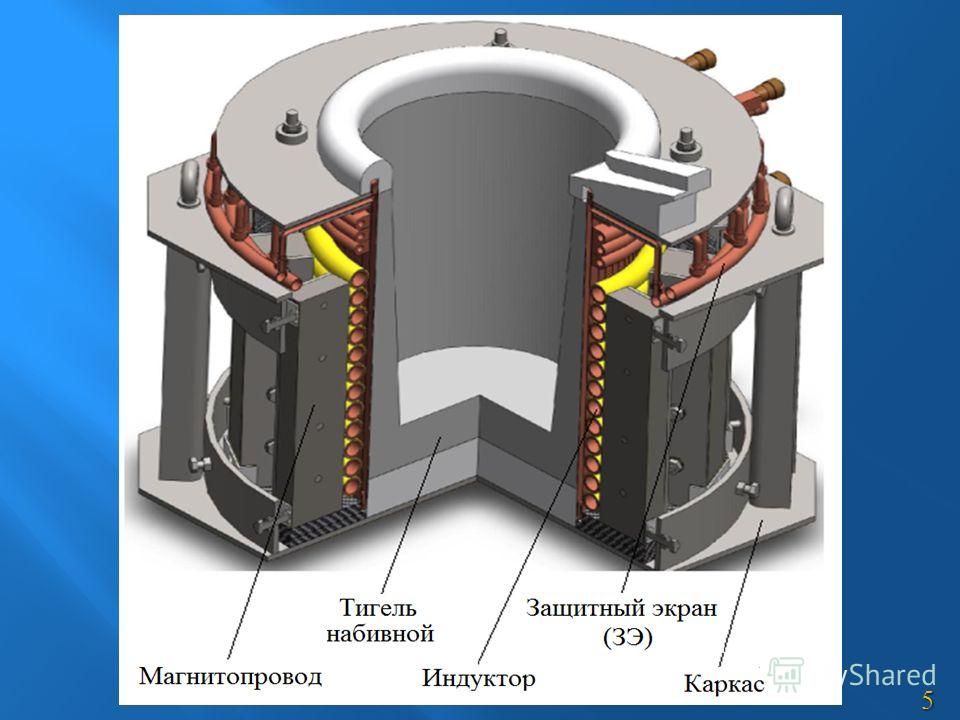
Индукционная печь – Каркас
Каркас печи – это основа, применяемая для крепления всех остальных элементов. Печи, имеющие высокую емкость, заполняются сплошным кожухом. Элементы каркаса в свою очередь должны иметь высокую прочность, чтобы выдерживать серьезные нагрузки.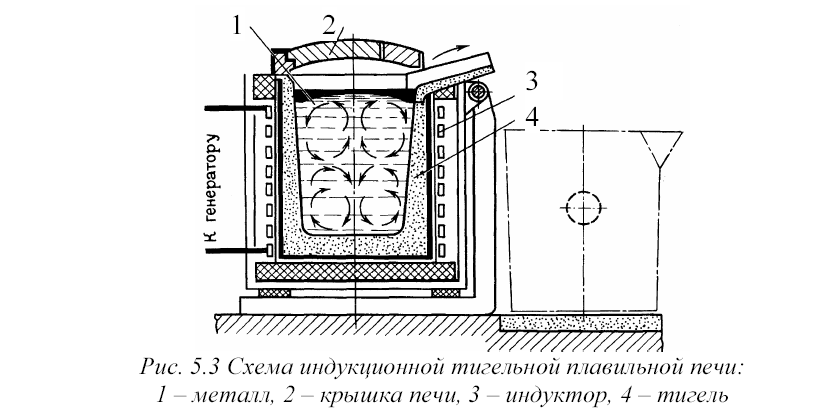 Каркас индукционной печи будет находиться в зоне воздействия мощного электромагнитного поля, а потому он может нагреваться до высоких температур. Чтобы свести потери на нагрев каркаса к минимуму, необходимо ослабить поток токов. Проще всего сделать это, разбив каркас на отдельные элементы, имеющие хорошую электроизоляцию друг от друга. Изготавливать каркас лучше всего из немагнитных и неэлектропроводных материалов. Несмотря на необходимость использования неэлектропроводных материалов, чаще всего применяют для создания каркаса наиболее доступный металл – сталь. Стальные части каркаса изолируют друг от друга, а в некоторых случаях целесообразным будет понизить уровень напряженности магнитного поля. Снизить уровень напряженности металла можно, если установить между каркасом и индуктором магнитные экраны или магнитопроводы.
Каркас индукционной печи будет находиться в зоне воздействия мощного электромагнитного поля, а потому он может нагреваться до высоких температур. Чтобы свести потери на нагрев каркаса к минимуму, необходимо ослабить поток токов. Проще всего сделать это, разбив каркас на отдельные элементы, имеющие хорошую электроизоляцию друг от друга. Изготавливать каркас лучше всего из немагнитных и неэлектропроводных материалов. Несмотря на необходимость использования неэлектропроводных материалов, чаще всего применяют для создания каркаса наиболее доступный металл – сталь. Стальные части каркаса изолируют друг от друга, а в некоторых случаях целесообразным будет понизить уровень напряженности магнитного поля. Снизить уровень напряженности металла можно, если установить между каркасом и индуктором магнитные экраны или магнитопроводы.
Индукционная печь – Механизм наклона
Принцип действия механизма наклона в индукционной печи такой же, как и в дуговой: он призван обеспечивать наклон установки, чтобы дать возможность полностью сливать металл. На сегодняшний день существует множество механизмов, применяемых в индукционных печах. В большинстве случаев наклонный механизм состоит из лебедки с электромеханическим или ручным приводом, а также из троса, перекидываемого через блок.
На сегодняшний день существует множество механизмов, применяемых в индукционных печах. В большинстве случаев наклонный механизм состоит из лебедки с электромеханическим или ручным приводом, а также из троса, перекидываемого через блок.
Печи, имеющие большие габариты, наклоняют, используя тельфер. Крюк тельфера сцепляется с серьгой, которая укреплена на каркасе. На габаритную индукционную печь устанавливают гидравлический привод наклона.
Выше мы рассмотрели основные элементы конструкции индукционной плавильной печи, несущие ответственную задачу и отвечающие за ее работоспособность
требуемая схема и принцип работы,
В настоящее время в быту стали использоваться печи, работающие по индукционному принципу, которые обычно применяются в промышленности. Чтобы индукционные печи можно было использовать в бытовых условиях, их конструкцию существенно преобразили, без изменения остался только принцип преобразования энергии. Такой прибор можно сделать своими руками из доступных материалов. Главное – это разобраться в конструкции и понять, как работает эта печь.
Главное – это разобраться в конструкции и понять, как работает эта печь.Принцип работы индукционной печи
Работа такой печи основана на принципе индукционного нагрева. Другими словами, тепловая энергия получается от электрического тока, вырабатываемого электромагнитным полем. Благодаря такой особенности этот прибор отличается от обыкновенных электрообогревателей.Конструкция индуктора довольно проста. Его центром является графитовая или металлическая электропроводящая заготовка, вокруг которой следует намотать провод. При помощи мощности генератора в индуктор начинают запускать токи разной частоты, создавая вокруг индуктора мощное электромагнитное поле. Благодаря воздействию такого поля на заготовку и создания в ней вихревых токов, графит или металл начинает очень сильно разогреваться и отдавать тепло окружающему воздуху.
В быту индукторы стали использоваться сравнительно недавно.
Виды индукционных устройств
По своему предназначению такие приборы бывают бытовыми и промышленными. Однако такая классификация считается неполной. Существует еще несколько разновидностей печей:
Однако такая классификация считается неполной. Существует еще несколько разновидностей печей:
- Тигельные. Самый распространенный вид агрегатов, используемых в металлургии. Такая конструкция не содержит сердечник. Эти устройства в основном используются для обработки и плавки любых металлов. Замечательно зарекомендовали себя они и в других областях.
- Канальные. Их конструкция имеет сходство с трансформатором.
- Вакуумные. Применяются тогда, когда необходимо удалить примеси из металла.
Бытовые печи делятся на две группы:
- Агрегаты, которые используют для отопления. Представляют собой индукционные котельные установки небольшого размера, которые монтируются в системах автономного отопления.
- Индукционные плиты, на которых готовят пищу. Основное отличие от обыкновенной электроплиты – экономное расходование электроэнергии.
Можно ли изготовить индукционную печь, предназначенную для плавки металлов, своими руками? Хотя она и является, с одной стороны, сложным оборудованием, а с другой – благодаря относительной простоте и понятности принципа работы появляется возможность сделать индукционный нагревательный прибор своими руками.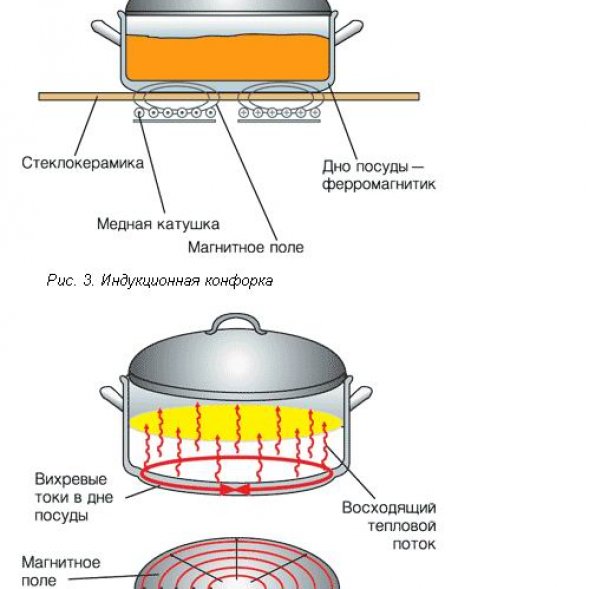 Кроме того, многие специалисты, обладающие необходимыми знаниями и навыками, способны создать качественные агрегаты из обычных материалов. Чтобы сделать индукционную печь своими руками, будет нужна схема и хорошее знание физики.
Кроме того, многие специалисты, обладающие необходимыми знаниями и навыками, способны создать качественные агрегаты из обычных материалов. Чтобы сделать индукционную печь своими руками, будет нужна схема и хорошее знание физики.
Индукционные печи своими руками в основном используются для обогрева помещений. Тигельные конструкции небольшого размера лучше всего подойдут для плавки металлов в небольших объемах, например, при изготовлении бижутерии или ювелирных украшений. Индукционные плиты считаются замечательным решением для дачных домиков. А в городской квартире их используют как дополнительный обогреватель, если произошел какой-либо сбой в центральной системе отопления.
Схема индукционной печи
Схема такого простого индукционного нагревателя необходима будет для выполнения работ. Можно работать и без нее, но нежелательно, так как такой нагреватель является сложным электрооборудованием. Его конструкция и внутреннее содержимое разрабатывается заранее.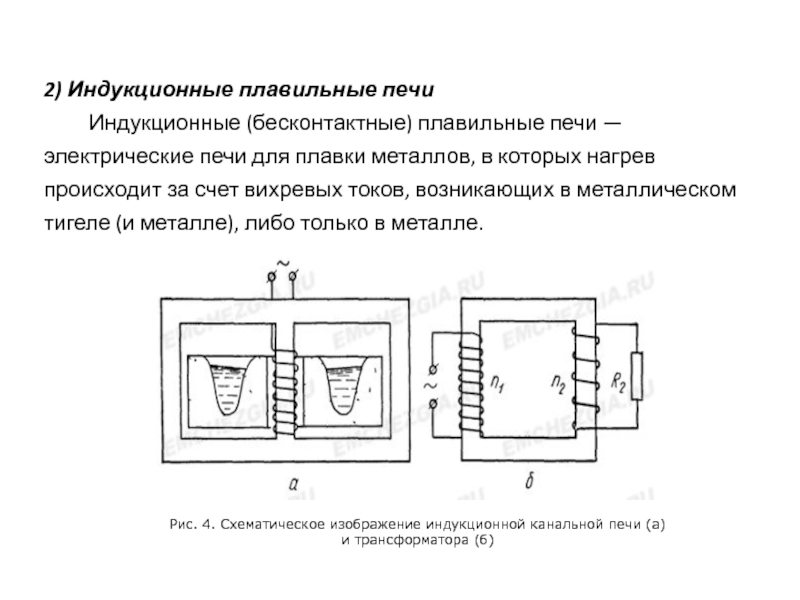 Схема объединяет все задумки мастера в единое целое. Если потребуется спроектировать плиту, а не простой нагреватель, без схемы вообще не получится обойтись.
Схема объединяет все задумки мастера в единое целое. Если потребуется спроектировать плиту, а не простой нагреватель, без схемы вообще не получится обойтись.Конструкция индукционной печи своими руками достаточно проста: нагревательный элемент, общий корпус, индуктор. Если агрегат потребуется для обработки материалов, следует дополнительно спроектировать плавильную камеру. Сердцем индукционной печи является заготовка, проводящая ток, способная разогреваться до высоких температур. С такой задачей замечательно справляются нихромовая спираль или графитовые щетки. Выбирая между ними, следует ориентироваться на те задачи, которые стоят перед нагревателем. Для плавильной печи лучшим вариантом будет использование графитовых щеток, для нагревательного прибора – нихромовой спирали. Использование нихрома дает возможность подключить агрегат к обычной электросети.
Как сделать индукционную печь своими руками
Для создания эффективного агрегата необходимо учитывать следующие параметры:
- частота и мощность генератора;
- скорость, с которой теряется тепло;
- количество потерь в вихревых токах.
Сначала необходимо правильно подобрать все необходимые детали схемы для получения достаточных условий для плавки в мастерской. Если агрегат собирают своими руками, частота генератора должна составлять 27,12 МГц. Катушку следует делать из провода или тонкой медной трубки, при этом не должно быть больше 10 витков.
Мощность электронных ламп должна быть большая. Схема предусматривает установку неоновой лампы, которая будет использоваться в качестве индикатора готовности устройства. В схеме также предусмотрено применение дросселей и керамических конденсаторов. К домашней розетке подключение осуществляется через выпрямитель.
Индукционная печь, изготовленная своими руками, выглядит следующим образом: небольшая подставка на ножках, к которой крепится генератор со всеми необходимыми деталями схемы. А уже к генератору подключается индуктор.
Преимущества и недостатки индукционных печей
Индукционные агрегаты могут иметь различную мощность и зависит это от особенностей конструкции. Своими руками собрать устройство промышленной частоты очень непросто, да и в этом нет необходимости. Лучше стоит их купить.
Своими руками собрать устройство промышленной частоты очень непросто, да и в этом нет необходимости. Лучше стоит их купить.
Индукционные печи могут иметь как плюсы, так и минусы:
- они очень надежные;
- гораздо экономичнее обыкновенных электронагревателей;
- их используют не только для обогрева, но и подключают к водяному контуру;
- устанавливать их можно в квартире или доме, не оборудуя для этого специальное помещение;
- такую печь используют не только в качестве основного котла в автономной сети отопления, но и в сочетании с другими тепловыми источниками;
- такие устройства очень просто эксплуатировать, при этом не требуется периодическое сервисное обслуживание;
- основным недостатком индукционной печи является ее высокая пожароопасность, поэтому это качество следует учитывать при установке ее в жилом помещении.
Безопасность
Работая с печью, следует опасаться получения термических ожогов. Кроме того, такое устройство имеет высокую пожарную опасность. Во время работы эти агрегаты ни в коем случае нельзя перемещать. Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Во время работы эти агрегаты ни в коем случае нельзя перемещать. Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Переменное электромагнитное поле начинает разогревать окружающее его помещение, и такая особенность находится в прямой зависимости от мощности и частоты излучения устройства. Мощные промышленные печи могут оказывать воздействие на предметы, находящиеся в карманах одежды, на близлежащие детали из металла, на ткани людей.
Заключение
Индукционную печь можно изготовить самостоятельно, но это не всегда целесообразно. Лучше не браться за такую работу, если нет совершенно никаких знаний в области электрооборудования и физики. Перед тем как приступить к конструированию даже самого простого устройства, его следует разработать, спроектировать и составить схему. Если нет никакого опыта в изготовлении электроприборов, лучше всего приобрести такой агрегат заводского изготовления.
Оцените статью: Поделитесь с друзьями!Индукционная плавильная печь своими руками: схема изготовления
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
Индукционная плавильная печьПринцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Индукционный нагрев
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.
Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно.
 При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
При этом с момента включения устройства до плавки шихты уходит небольшое количество времени. - Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.

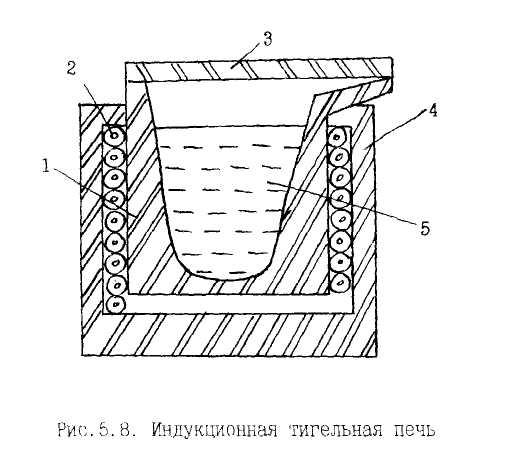
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
- Устройство индукционной тигельной печи
- Индукционная тигельная печь в разрезе
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Изготовление своими руками
При желании рассматриваемое устройство можно собрать в домашних условиях. Простая схема состоит из нижеприведенных элементов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный провод из меди;
- два кольца от дросселя, которые снимаются с компьютерного блока питания.
Приведенный выше список элементов определяет то, что создать индукционную печь можно при минимальных затратах. Процесс сборки устройства можно охарактеризовать следующим образом:
- Для начала проводится установка полевых транзисторов на радиаторы. Стоит учитывать, что подобная печь при работе сильно греется. Поэтому следует использовать радиаторы большого размера. Есть возможность провести установку транзисторов и на один радиатор, но придется выполнить их изоляцию.
- Далее потребуются два дросселя, которые также изготавливаются своими руками. Для этого проводится наматывание медной проволоки на кольца блока питания персонального компьютера.
 Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними.
Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними. - Важным элементом конструкции можно назвать конденсаторную батарею. При соединении отдельных конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение отдельных элементов проводится параллельно.
- Для образования магнитного поля нужно создать обмотку, которая изготавливается из медной проволоки толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обычный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости подобного источника тока хватает примерно на 40 минут, после чего приходится проводить зарядку устройства.

Самодельная индукционная печь
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.

- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Индукционные вакуумные и индукционные тигельные плавильные печи — в чем разница?
Вопрос, конечно, сложный, но мы постараемся максимально доступно и информативно дать сравнение тигельной и вакуумной индукционных печей.
Плавка в вакууме не дает возможности расплавляемому металлу взаимодействовать с окружающей средой. Вакуумирование улучшает литейные, а также механические свойства высоколегированных сталей, спец. сплавов, которые склонны к образованию большого количества оксидных пленок. При вакуумной плавке сосредоточение примесей в жидком металле снижается за счет прохождения дегазации.
Вакуумная индукционная плавка (ВИП) используется при производстве сплавов, которые необходимо плавить в вакууме, поскольку легко взаимодействуют с атмосферным кислородом. Данная технология отлично подходит для получения высокочистых металлов в бескислородной среде. Такой вид плавки
разрешает осуществлять успешную дегазацию расплава, смешивание расплава, четкое регулирование состава сплава и температуры.
Вакуумная индукционная плавильная печь содержит ключевую конструктивную разницу — это присутствие герметичной камеры и вакуумных насосов необходимых для откачки газов и воздуха. Сфера применения вакуумных индукционных печей — плавление качественной стали, тугоплавких сплавов железа, никеля, кобальта, а также цветных металлов.
Принцип работы данной печи состоит в том, что в огнеупорном тигле, который находится в вакуумной камере, при содействии высокочастотного индуктора расплавляют твердую шихту (отходы особой заготовки, чистые металлы и ферросплавы) и рафинируют жидкий металл; печи могут функционировать и в жидкой садке. Вакуум добивается откачиванием вакуумными насосами, которые обеспечивают довольно низкие остаточные давления (менее 10 Па).
С целью получения высококачественных тугоплавких сплавов железа, плавка проходит в закрытых вакуумных индукционных печах.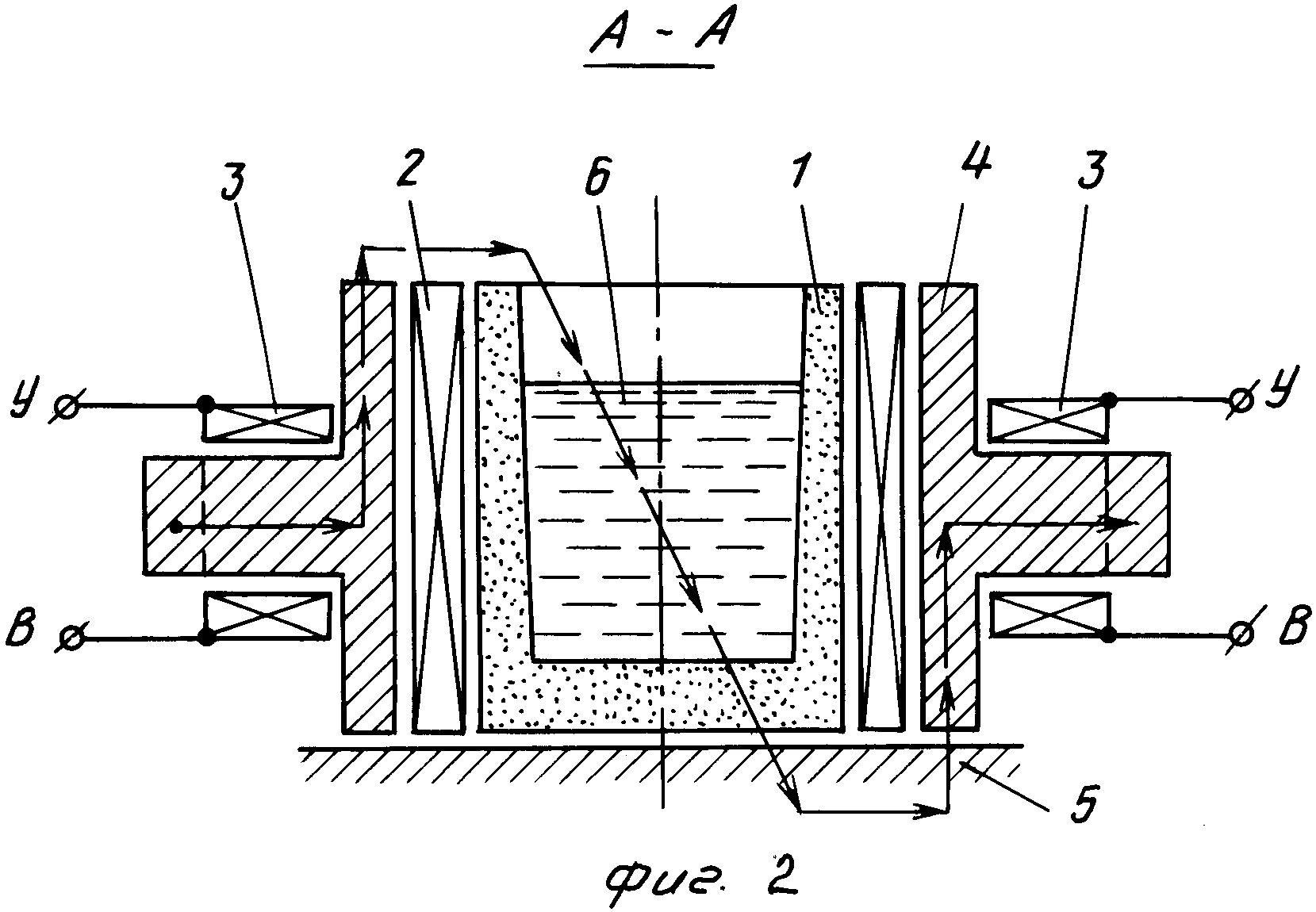 В слитке постоянно присутствуют газы, а также определенное количество неметаллических включений. Их число можно существенно сократить путем вакуумирования тугоплавких сплавов железа при их выплавке и разливке. При данном методе жидкий металл подвергается выдержке (вакуумированию) в замкнутой камере, из которой устраняют воздух и прочие газы. Вакуумная индукционная печь может нагревать металл до температуры 2200 °C. Вакуум образует разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где совершается нагрев нержавеющих и высокопрочных сталей, прецессионных и жаропрочных сплавов. Вакуумная плавка металлов и сплавов в печах дает возможность существенно уменьшить содержание газов, а также число неметаллических включений, обеспечить высокую однородность и плотность слитка за счет направленной кристаллизации жидкого металла, существенно улучшить физико-механические свойства металла.
В слитке постоянно присутствуют газы, а также определенное количество неметаллических включений. Их число можно существенно сократить путем вакуумирования тугоплавких сплавов железа при их выплавке и разливке. При данном методе жидкий металл подвергается выдержке (вакуумированию) в замкнутой камере, из которой устраняют воздух и прочие газы. Вакуумная индукционная печь может нагревать металл до температуры 2200 °C. Вакуум образует разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где совершается нагрев нержавеющих и высокопрочных сталей, прецессионных и жаропрочных сплавов. Вакуумная плавка металлов и сплавов в печах дает возможность существенно уменьшить содержание газов, а также число неметаллических включений, обеспечить высокую однородность и плотность слитка за счет направленной кристаллизации жидкого металла, существенно улучшить физико-механические свойства металла.
Вакуумные электропечи получили большую популярность в связи с появлением самолетостроения, атомной, ракетной и др. отраслей промышленности.
отраслей промышленности.
Индукционные плавильные печи ИТПЭ необходимы для расплавления металла и получения чугунных и металлических отливок наивысшего качества, а также для литья легированных и нержавеющих сплавов, ферросплавов. Индукционные плавильные печи применяются в литейных цехах металлургических заводов, в цехах точного литья, а также в ремонтных цехах машиностроительных заводов. Печи ИТПЭ – это улучшенные модели индукционных печей ИАТ, ИЧТ, ИСТ. Индукционная плавильная печь хорошо подойдет для плавки цветных металлов и сплавов (латунь, бронза, алюминий, медь, и др.)
Данная печь дает возможность производить открытую плавку, работать с металлами в среде воздушной атмосферы.
Устройство индукционной плавильной печиИндукционная плавильная печь состоит из основного устройства, необходимого для плавки, и вспомогательного оборудования.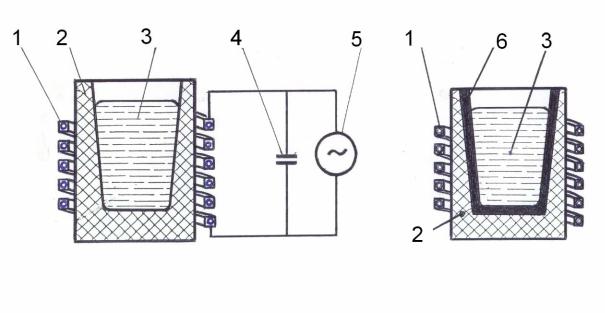 Плавильный агрегат представляет собой опорный каркас, в составе которого 2 сварные стойки, а также гидравлические плунжеры и узловая часть индуктора. Водоохлаждаемая катушка индуктора плавильной печи производится из медной трубы. Подача электроэнергии и воды на катушку осуществляется посредством гибких водоохлаждаемых кабелей. Необходимый наклон печи (до 95 градусов) обеспечивается плунжерами, которые приводятся в движение гидравликой. Пульт управления углом наклона соединен с пультом управления всей печью и находится в рабочей зоне печи.
Плавильный агрегат представляет собой опорный каркас, в составе которого 2 сварные стойки, а также гидравлические плунжеры и узловая часть индуктора. Водоохлаждаемая катушка индуктора плавильной печи производится из медной трубы. Подача электроэнергии и воды на катушку осуществляется посредством гибких водоохлаждаемых кабелей. Необходимый наклон печи (до 95 градусов) обеспечивается плунжерами, которые приводятся в движение гидравликой. Пульт управления углом наклона соединен с пультом управления всей печью и находится в рабочей зоне печи.
Индукционная плавильная печь функционирует от трехфазного переменного напряжения 3*380В от цеховой сети либо от индивидуального силового трансформатора. В качестве источников питания используются тиристорные преобразователи частоты различной мощности, которые преобразовывают трехфазное напряжение промышленной частоты в однофазный электрический ток средней частоты. Приборы контроля над работой преобразователя находятся на передней панели управления. Регулировка частоты во время работы выполняется автоматически. Система сигнализации и контроля охладительных процессов индукционной печи установлена на сливных коллекторах системы водоохлаждения, которая уменьшает температуру таких компонентов, как преобразователь частоты, конденсаторы, трубошины, компоненты индуктора и водоохлаждаемые кабели питания, идущие к нему.
Регулировка частоты во время работы выполняется автоматически. Система сигнализации и контроля охладительных процессов индукционной печи установлена на сливных коллекторах системы водоохлаждения, которая уменьшает температуру таких компонентов, как преобразователь частоты, конденсаторы, трубошины, компоненты индуктора и водоохлаждаемые кабели питания, идущие к нему.
Отличительные особенности вакуумных индукционных и индукционных тигельных печей
У вакуумных индукционных печей (ВИП) должны быть:
- герметичная вакуумная камера и вакуумные насосы;
- индукторы ВИП рассчитаны на напряжение средней частоты не выше 400В.
- применение более высокого напряжения приводит к пробою на корпус печи;
- для получения пониженного напряжения применяется понижающий трансформатор;
- для подачи напряжения средней частоты на индуктор, находящийся в вакуумной камере;
- применяются специальные гермовводы.
- ВИП могут развивать температуру в индукторе вакуумной камеры до 2200°C.

Индукционные тигельные печи отличаются от ВИП:
- у них нет вакуумной камеры, плавят они в набивном тигле открытым способом — в среде воздушной атмосферы;
- индукционные тигельные печи развивают температуру до 1800°C;
- на индукторы индукционных тигельных печей подается напряжение средней частоты 800 – 1000 В;
- индукционные тигельные печи не применяются для плавки сверхчистых тугоплавких сплавов железа, никеля, кобальта, цветных металлов.
Надеемся, мы сумели раскрыть и показать отличия работы вакуумных и тигельных индукционных печей в полной мере. Теперь не должно остаться сомнений в том, что это абсолютно разные плавильные печи, с разным строением и предназначением.
отопление на основе плавки металла
Индукционная печь знакома, прежде всего, людям, связанным с металлургией. В печах на индукционном нагреве производится плавка металлов. Созданы печи такого типа и для обогрева жилища. Мастера умельцы собирают индукционную печь из подручных материалов.
Что это за печь и каков ее принцип работы?
Индукционная печь: принцип работы
В основе работы устройства лежит индукционный нагрев. Речь идет о получении тепла от электрического тока, который вырабатывается переменным магнитным полем. Но не нужно путать такое оборудование с электрическими котлами и печами. В индуктор, который представляет собой несколько витков провода, помещается электропроводящая заготовка. Заготовку берут графитовую или металлическую. При помощи специального генератора в индукторе запускаются мощные токи различной частоты. Вокруг индуктора, в свою очередь, создается электромагнитное поле. Электромагнитное поле оказывает воздействие на графитовую заготовку и создает в ней вихревые токи. Эти токи разогревают заготовку. Вот принцип работы индукционной печи.
Возникающая высокая температура может использоваться:
- Для обогрева жилища;
- Для плавки различных металлов;
- Для поверхностной закалки металлов;
- Для термообработки деталей.
Виды печей на индукционном нагреве
Можно выделить два вида печей, в соответствии с их назначением. Это:
- Индукционные плавильные печи. Сюда относятся электрические печи для выплавки металлов. Нагрев в печах производится за счет действия вихревых токов, которые возникают в тигле или непосредственно в металле. Удобнее производить плавку в тигле (емкости, куда помещаются исходные материалы), изготовленном из неметаллического вещества. Распространено применение печей небольшого размера в ювелирном деле. Вакуумные индукционные печи предназначены для выплавки стали и сплавов повышенной чистоты.
- Бытовые индукционные печи. Это конструкции, применяемые для обогрева жилища. Они могут быть выполнены как автономные агрегаты, или как индукционные котельные установки.
Третий вариант устройства, работающего на индукционном нагреве – индукционная бытовая плита. Ее используют современные хозяйки, чтобы готовить пищу и значительно экономить электрическую энергию.
Как сделать индукционную печь
Современные мастера легко могут собрать обогревательное устройство, в которых применяется индукционный нагрев. При этом они могут преследовать различные цели. Ими может быть создана:
Индукционная плавильная печь своими руками. В обычном гараже или мастерской они создают нагревательное устройство для работы с небольшим количеством металла. Чаще всего это драгоценные металлы, из которых изготавливаются авторские ювелирные изделия, другие металлы, применяемые в украшениях из камня, или иных целях. Ток для них может поступать как из электрической сети, так и через трансформатор.
Печь индукционная бытовая. Домашний мастер может применять ее для обогрева гаража, теплицы, мастерской, сделать печь для дачного домика, либо в качестве дополнительного обогревателя в городской квартире.
Схема индукционной печи включает индуктор, общий каркас, камеру для плавки (если печь используется как плавильная) или нагревательный элемент. В соответствии с этой схемой собрать конструкцию может человек, обладающий знаниями в области физики на достаточном уровне. Самодельную печь можно изготовить двумя способами. В первом случае печь выполняется с применением графитовых щеток. Во втором – для нагрева используется нихромовая спираль. Первый вариант нацелен на плавку металлов. Второй может использоваться для нагрева окружающего воздуха. Нихромовая спираль подключается к сети с напряжением в 220 вольт. Индукционная печь — схема ее сборки и подключения размещена на тематических сайтах и форумах, и доступна для скачивания. Собирать индукционные печи своими руками довольно выгодно.
Самодельную печь можно изготовить двумя способами. В первом случае печь выполняется с применением графитовых щеток. Во втором – для нагрева используется нихромовая спираль. Первый вариант нацелен на плавку металлов. Второй может использоваться для нагрева окружающего воздуха. Нихромовая спираль подключается к сети с напряжением в 220 вольт. Индукционная печь — схема ее сборки и подключения размещена на тематических сайтах и форумах, и доступна для скачивания. Собирать индукционные печи своими руками довольно выгодно.
Обогреваем дом
В торговой сети можно найти индукционные котлы трансформаторного типа, работающие на токах промышленной частоты (массивные), и компактные котлы на токах высокой частоты. Это – надежные и долговечные нагревательные устройства. Они эргономичны, и позволяют оптимально расходовать электрическую энергию.
Индукционные печи для дома (котлы) быстро нагревают воду в контуре и поддерживают стабильную температуру. В печи предусмотрена система управления, позволяющая регулировать и температуру воздуха в доме, и температуру теплоносителя.
Индукционная печь цена которой очень розница в разных регионах страны как и котел функционирует практически бесшумно, эффективно, автономно. Простое устройство индукционной печи снижает до минимума необходимость ремонтных работ. В ней отсутствуют сложные элементы, которые могли бы выходить из строя.
Преимущества индукционного котла
- Не требует отдельного помещения для установки;
- Совместим с другими, традиционными системами обогрева;
- Его эксплуатация не предполагает проведения профилактических работ;
- Минимизирует уровень накипи внутри отопительной системы;
- Способен использовать в системе любые жидкие теплоносители;
- Конструкция не содержит элементов, подверженных механическому износу;
- Отличается повышенным уровнем пожарной безопасности.
Работа устройства осуществляется от индукционной катушки, которая использует переменный ток частотой 50 Гц. Работающая катушка формирует магнитное поле. В течение всего периода эксплуатации данный элемент не требует ремонта или обслуживания.
Работающая катушка формирует магнитное поле. В течение всего периода эксплуатации данный элемент не требует ремонта или обслуживания.
Индукционная печь – купить ее можно в специализированных магазинах. При покупке следует внимательно прочитать инструкцию, либо расспросить продавца, чтобы под видом индукционной вам не продали обычную электрическую печь.
Индукционные печи— Основы литейных плавильных печей
На главную> Советы и факты> Литейные плавильные печи> Индукционные печи
Принцип индукционного плавления заключается в том, что источник высокого напряжения из первичной катушки индуцирует низкое напряжение, высокий ток в металле или вторичной катушке. Индукционный нагрев — это просто метод передачи тепловой энергии.
Индукционные печи идеально подходят для плавки и легирования самых разных металлов с минимальными потерями при расплаве, однако возможно небольшое рафинирование металла.Существует два основных типа индукционных печей: без сердечника и канальные.
Индукционные печи без сердечника
Сердцем индукционной печи без сердечника является катушка, которая состоит из полой секции сверхмощной медной трубки с высокой проводимостью, намотанной в спиральную катушку. Форма спирали заключена в стальную оболочку, а магнитное экранирование используется для предотвращения нагрева поддерживающей оболочки. Для защиты от перегрева змеевик охлаждается водой, вода рециркулирует и охлаждается в градирне.Корпус поддерживается на цапфах, на которых печь наклоняется для облегчения разливки.
Тигель формируется путем забивания гранулированного огнеупора между змеевиком и полым внутренним формовщиком, который расплавляется при первом нагреве, оставляя спеченную футеровку.
Блок питания преобразует напряжение и частоту основного источника питания, необходимые для электрического плавления. Частоты, используемые при индукционной плавке, варьируются от 50 циклов в секунду (частота сети) до 10 000 циклов в секунду (высокая частота). Чем выше рабочая частота, тем больше максимальное количество энергии, которое может быть приложено к печи заданной мощности, и тем меньше количество индуцированной турбулентности.
Чем выше рабочая частота, тем больше максимальное количество энергии, которое может быть приложено к печи заданной мощности, и тем меньше количество индуцированной турбулентности.
Когда материал шихты расплавлен, взаимодействие магнитного поля и электрических токов, протекающих в индукционной катушке, вызывает перемешивающее действие в расплавленном металле. Это перемешивающее действие заставляет расплавленный металл подниматься вверх в центре, вызывая характерный мениск на поверхности металла.На степень перемешивания влияют мощность и частота, а также размер и форма змеевика, а также плотность и вязкость расплавленного металла. Перемешивание в ванне важно, поскольку оно помогает смешивать сплавы и плавить стружку, а также гомогенизировать температуру по всей печи. Чрезмерное перемешивание может увеличить захват газа, износ футеровки и окисление сплавов.
Индукционная печь без сердечника в значительной степени заменила тигельную печь, особенно для плавления сплавов с высокой температурой плавления. Индукционная печь без сердечника обычно используется для плавления всех марок сталей и чугунов, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования из-за высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава.
Индукционная печь без сердечника обычно используется для плавления всех марок сталей и чугунов, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования из-за высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава.
Канальные индукционные печи
Индукции канала печи состоит из огнеупорной футеровки стальной оболочки, который содержит расплавленный металл.К стальному кожуху прикреплен и соединен с горловиной индукционный блок, который образует плавильный компонент печи. Индукционный блок состоит из железного сердечника в виде кольца, вокруг которого намотана первичная индукционная катушка. Этот узел образует простой трансформатор, в котором петли расплавленного металла составляют вторичный компонент. Тепло, генерируемое внутри контура, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла оказывает полезное перемешивающее действие в расплаве.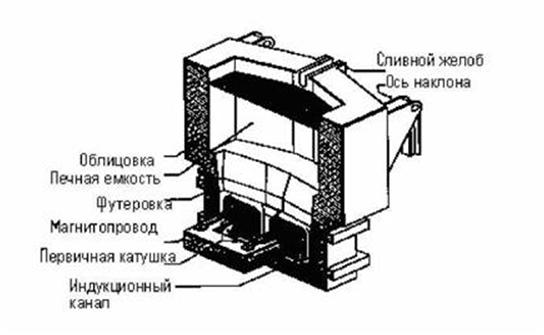
обычно используются для плавления сплавов с низкой температурой плавления и / или в качестве устройства выдержки и перегрева для сплавов с более высокой температурой плавления, таких как чугун. Канальные индукционные печи могут использоваться в качестве держателей для расплавленного металла в непиковые нагрузки в индукционных индукционных установках без сердечника, тем самым снижая общие затраты на плавку за счет исключения расходов на пиковую нагрузку.
Следующая: Электродуговые печи >>
Предыдущая: << Купольная печь
Если вы хотите получить дополнительную информацию о Atlas Foundry Company, отливках из серого чугуна и других услугах, которые мы предоставляем, позвоните нам по телефону (765) 662-2525 , заполните нашу контактную форму или напишите в отдел продаж.
Услуги |
Продукты |
Оборудование |
Преимущества |
FAQs
Советы и факты |
Ссылки |
О литейной фабрике Атлас |
Глоссарий литейного производства
Связаться с Atlas Foundry |
Карта сайта |
Вернуться домой
Atlas Foundry Company, Inc.
601 N. Henderson Avenue
Marion, IN 46952-3348
Телефон: (765) 662-2525 • Факс: (765) 662-2902
Электронная почта: Atlas Foundry • Продажи: Продажа по электронной почте
Авторские права © 2001-2018 Atlas Foundry Company Inc.Все права защищены.
Что такое индукция? | Индуктотерм Корп.
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект нагрева Джоуля). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт с теплопроводностью.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Более высокая частота ток приведет к мельче электрических эталонной глубины и более низкая частота ток приведет к более глубокой электрическим эталонной глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Электрическая опорная глубина диаграммы высоких и низких частот Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии катушек позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление является первым шагом в получении полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, вызывая напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для таких критически важных приложений, как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумном тигле, индукционный нагрев может осуществляться в атмосфере для непрерывного применения.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малая электрическая эталонная глубина может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере того как ток течет по краям ленты, они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие примеси вытесняются, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Принципиальная схема, работа и применение
Принцип индукционного нагрева используется в производственных процессах с 1920-х годов. Как уже было сказано, необходимость — мать изобретений, во время Второй мировой войны необходимость в быстром процессе упрочнения деталей металлического двигателя привела к быстрому развитию технологии индукционного нагрева.Сегодня мы видим применение этой технологии в наших повседневных потребностях. В последнее время потребность в улучшенном контроле качества и безопасных производственных технологиях снова привлекла внимание к этой технологии. Благодаря современным передовым технологиям внедряются новые и надежные методы реализации индукционного нагрева.
Что такое индукционный нагрев?
Принцип работы процесса индукционного нагрева представляет собой комбинированный рецепт электромагнитной индукции и джоулева нагрева.Процесс индукционного нагрева — это бесконтактный процесс нагрева электропроводящего металла путем создания в нем вихревых токов с использованием принципа электромагнитной индукции. Поскольку генерируемый вихревой ток течет против удельного сопротивления металла, по принципу джоулева нагрева в металле генерируется тепло.
Индукционный нагрев
Как работает индукционный нагрев?
Знание закона Фарадея очень полезно для понимания работы индукционного нагрева. Согласно закону электромагнитной индукции Фарадея, изменение электрического поля в проводнике вызывает вокруг него переменное магнитное поле, сила которого зависит от величины приложенного электрического поля.Этот принцип работает и наоборот, когда в проводнике изменяется магнитное поле.
Итак, вышеуказанный принцип используется в процессе индукционного нагрева. Здесь твердотельный источник питания с высокочастотной частотой подается на катушку индуктивности, а нагреваемый материал помещается внутри катушки. Когда через катушку пропускают переменный ток, вокруг нее создается переменное магнитное поле в соответствии с законом Фарадея. Когда материал, помещенный внутри индуктора, попадает в диапазон этого переменного магнитного поля, в материале генерируется вихревой ток.
Теперь соблюдается принцип джоулева нагрева. В соответствии с этим при прохождении тока через материал в нем выделяется тепло. Таким образом, когда в материале возникает ток из-за индуцированного магнитного поля, протекающий ток выделяет тепло изнутри материала. Это объясняет процесс бесконтактного индукционного нагрева.
Индуктивный нагрев металлаСхема цепи индукционного нагрева
Установка, используемая для процесса индукционного нагрева, состоит из высокочастотного источника питания для подачи переменного тока в цепь.Медная катушка используется в качестве индуктора, и к ней подается ток. Нагреваемый материал помещается внутрь медного змеевика.
Типовая установка для индукционного нагреваИзменяя силу подаваемого тока, мы можем контролировать температуру нагрева. Поскольку вихревой ток, возникающий внутри материала, течет противоположно удельному электрическому сопротивлению материала, в этом процессе наблюдается точный и локализованный нагрев.
Помимо вихревых токов, в магнитных частях также выделяется тепло из-за гистерезиса.Электрическое сопротивление, создаваемое магнитным материалом по отношению к изменяющемуся магнитному полю внутри индуктора, вызывает внутреннее трение. Это внутреннее трение создает тепло.
Поскольку процесс индукционного нагрева является процессом бесконтактного нагрева, нагреваемый материал может находиться вдали от источника питания или погружаться в жидкость, или в любую газообразную среду, или в вакууме. Этот тип процесса нагрева не требует каких-либо продуктов сгорания.
Факторы, которые следует учитывать при проектировании системы индукционного нагрева
Есть некоторые факторы, которые следует учитывать при проектировании системы индукционного нагрева для любого типа применения.
- Обычно индукционный нагрев используется для металлов и токопроводящих материалов. Непроводящий материал можно нагревать напрямую.
- При нанесении на магнитные материалы тепло генерируется как вихревыми токами, так и эффектом гистерезиса магнитных материалов.
- Маленькие и тонкие материалы нагреваются быстрее по сравнению с большими и толстыми материалами.
- Чем выше частота переменного тока, тем меньше глубина проплавления.
- Материалы с более высоким сопротивлением быстро нагреваются.
- Индуктор, в который помещается нагревательный материал, должен позволять легко вставлять и удалять материал.
- При расчете мощности источника питания необходимо учитывать удельную теплоемкость нагреваемого материала, массу материала и требуемое превышение температуры.
- Потери тепла из-за теплопроводности, конвекции и излучения также следует принимать во внимание при выборе мощности источника питания.
Формула для индукционного нагрева
Глубина, на которую проникает вихревой ток в материал, определяется частотой индуктивного тока.Для токоведущих слоев эффективная глубина может быть рассчитана как
D = 5000 √ρ / µf
Здесь d означает глубину (см), относительная магнитная проницаемость материала обозначена как µ, ρ — удельное сопротивление. материала в Ом-см, f указывает частоту переменного тока в Гц.
Конструкция змеевика индукционного нагреваКатушка, используемая в качестве индуктора, к которому подается питание, бывает различных форм.Наведенный ток в материале пропорционален количеству витков в катушке. Таким образом, для эффективности и действенности индукционного нагрева важна конструкция катушки.
Обычно индукционные катушки представляют собой медные проводники с водяным охлаждением. В зависимости от наших приложений используются катушки различной формы. Чаще всего используется многооборотная спиральная катушка. Для этой катушки ширина диаграммы нагрева определяется количеством витков в катушке. Однооборотные катушки полезны в тех случаях, когда требуется нагрев узкой полосы заготовки или кончика материала.
Многопозиционный спиральный змеевик используется для нагрева более чем одной заготовки. Блинный змеевик используется, когда требуется нагреть только одну сторону материала. Внутренний змеевик используется для нагрева внутренних отверстий.
Применение индукционного нагрева
- Целенаправленный нагрев для поверхностного нагрева, плавления, пайки возможен с помощью процесса индукционного нагрева.
- Кроме металлов, индукционным нагревом возможен нагрев жидких проводов и газопроводов.
- Для нагрева кремния в полупроводниковой промышленности используется принцип индукционного нагрева.
- Этот процесс используется в индукционных печах для нагрева металла до температуры плавления.
- Поскольку это бесконтактный процесс нагрева, вакуумные печи используют этот процесс для производства специальной стали и сплавов, которые могут окисляться при нагревании в присутствии кислорода.
- Процесс индукционного нагрева используется для сварки металлов, а иногда и пластмасс, когда они легированы ферромагнитной керамикой.
- Индукционные плиты, используемые на кухне, работают по принципу индукционного нагрева.
- Для пайки твердым припоем к валу используется процесс индукционного нагрева.
- Для герметичного закрытия крышек бутылок и фармацевтических препаратов используется процесс индукционного нагрева.
- Машина для моделирования литья пластмасс под давлением использует индукционный нагрев для повышения энергоэффективности впрыска.
Для обрабатывающей промышленности индукционный нагрев обеспечивает мощный набор стабильности, скорости и контроля.Это аккуратный, быстрый и экологически чистый процесс нагрева. Потери тепла, наблюдаемые при индукционном нагреве, могут быть решены с помощью закона Ленца. Этот закон показал способ продуктивного использования тепловых потерь, возникающих в процессе индукционного нагрева. Что из применения индукционного нагрева вас поразило?
Принцип работы индукционной печи без сердечника— ваше руководство по электрике
В индукционной печи без сердечника стержень отсутствует. А можно использовать тигель более удобной формы.
В этом случае расплавляемая шихта также вторичная обмотка трансформатора.Первичная обмотка наматывается на сам тигель. Вихрь токи, возникающие в заряде, не только нагревают его, но и составляют перемешивающее действие. Это основной принцип работы индукционной печи без сердечника .
Пластины из железа предусмотрены снаружи первичной обмотки для создают путь с низким сопротивлением для потока, а также содержат паразитное поле, которое в противном случае может вызвать сильный ток в поддержке стальной конструкции.
Используемая частота зависит от размера без сердечника. индукционная печь.Для печи малой мощности высокая частота порядка Используется 3000 Гц. В то время как для печи большой мощности частоты ниже до 600 Гц. Используются полые медные трубки в котором циркулирует холодная вода для снижения содержания меди убытки.
Рабочая мощность коэффициент таких печей очень низкий (от 0,1 до 0,3). Следовательно, статические конденсаторы используются для улучшения коэффициент мощности установки.
Так как коэффициент мощности не остается постоянным во время работы печи, емкость в цепи во время теплового цикла составляет варьировались для поддержания коэффициента мощности приблизительно единицы.
Индукционная печь без сердечника в основном используется для Плавка стали и других черных металлов . Доступные емкости различаются от 50 кг до примерно 20 тонн. Начальная стоимость больше по сравнению с дугой печь.
Преимущества индукционных печей без сердечника:
- Низкие эксплуатационные расходы,
- Автоматическое перемешивание производства компании Eddy токи,
- низкая эрекция потеряна,
- отсутствие грязи, дымового шума и т. д.
- меньше времени плавления,
- простая загрузка и заливка, точный контроль мощность,
- наиболее подходит для производства высококачественных легированные стали.
Блок питания для индукционных печей без сердечника
Для индукционных печей без сердечника предоставляется источник питания от обычной системы питания, а его частота преобразуется в более высокую значение с помощью осцилляторов. Эти генераторы могут генерировать очень высокую частоту. в порядке мегагерц.
Питание переменного тока повышается трансформатором, а затем исправлено с помощью моста выпрямительная схема.Выпрямленное напряжение подается на генератор, и высокочастотный выход подается на нагретую шихту через выход трансформатор.
Это также известно как вихретоковый нагрев. Материал, который будет подогрев помещен внутри змеевика. Теплота нагреваемого материала равна производятся вихревыми токами. Потери мощности из-за вихревых токов — вихревые текущая потеря и проявляется в виде тепла.
Нагреваемый металл помещается в высокочастотный токоведущая катушка.Таким образом создается переменное магнитное поле, В металлической детали индуцируются вихревые токи, и в ней выделяется тепло.
Потери на вихревые токи,
W e α (B 2 макс f 2 ) / ρ Вт / м 3 ,
Где, B max = максимальная плотность потока,
f = частота питания,
ρ = удельное сопротивление металлической детали.
Поскольку потери на вихревые токи пропорциональны произведению квадрата частоты питания и квадрата плотности потока, поэтому на контролируя плотность потока и частоту питания, количество тепла может быть контролируется.
Частота может варьироваться от 50 Гц до 8 МГц в зависимости от вид проделанной работы. Часто используется высокочастотный вихретоковый нагрев. для ковка и отжиг . Процесс экономичен для непрерывного обогрев.
Преимущества индукционного нагрева
- Быстро и понятно.
- Небольшие потери тепла в вихревых токах нагревание, поскольку в теле выделяется тепло, которое непосредственно нагревается.
- Простое регулирование температуры i.е., контролируя частота питания.
- Тепло может проникнуть в металл поверхность на любую желаемую глубину.
Недостатки индукционного нагрева
- Это дорогостоящий метод производства высокая температура.
- Начальная стоимость вихретокового нагрева аппарат высокий.
Индукционный нагрев используется для термической обработки металлов. т.е. отжиг, отпуск, поверхностное упрочнение и т. д.
Спасибо, что прочитали о «принципе работы индукционной печи без сердечника».«Чтобы узнать больше, посетите Википедию.
Электрическое отопление | Все сообщения
Индукционные печи без сердечника и металлическая ванна
Индукционные печи без сердечника обычно используются в литейных цехах для плавления переработанного металлолома с целью получения расплавленного металла для изготовления отливок (рис. 1).
В индукционной печи без сердечника электромагнитное перемешивание ванны расплавленного металла происходит при подаче питания на печь. Движение ванны присутствует во всей ванне, что обеспечивает хорошее перемешивание и равномерное диспергирование сплавов.Индукционная печь обычно проектируется таким образом, чтобы степень перемешивания соответствовала типу плавящегося металла. Факторы, влияющие на перемешивание, включают плотность металла ванны, электропроводность, размер тигля, высоту ванны, номинальную мощность и частоту. В общем, действие перемешивания увеличивается прямо пропорционально приложенной мощности и уменьшается пропорционально квадратному корню из увеличения частоты. Более тяжелые металлы, такие как железо и медь, будут меньше перемешиваться, чем более легкие металлы, такие как алюминий, при той же мощности и частоте.
Типичные схемы перемешивания для однофазной индукционной печи показаны на рисунках 2a и 2b.
Индукционная катушка создает электромагнитное поле, которое создает силу между катушкой и расплавленным металлом. Это отталкивает металл от боковых стенок тигля в верхней части тигля. Образовавшаяся щель называется мениском. Мениск возникает из-за приложенного переменного магнитного поля, создаваемого катушкой индукционной печи, которое индуцирует большой ток в ванне расплавленного металла.Эти две силы отталкиваются друг от друга, в результате чего образуется видимый зазор между стенкой тигля и расплавленным металлом.
Помимо создания тепла из-за эффекта Джоуля (также известного как потери), индуцированное магнитное поле реагирует на приложенное магнитное поле, создавая силу, которая отталкивает расплавленный металл от стенки тигля. Эта сила представлена красными стрелками на рисунке 3.
Электромагнитно индуцированные вихревые токи вызывают завихрение, которое перемещает расплавленный металл по определенной схеме потока, как показано на рисунке 3.
Скорость металла может достигать 2,5 м / сек.
Для эффективного плавления скрапа, содержащего стружку и мелкие легкие частицы, необходимы более высокие скорости перемешивания, приближающиеся к максимальному пределу, а также большой мениск, чтобы скрап быстро затягивался под поверхность расплавленного металла. Для более тяжелого лома обычно достаточно более низкой скорости. Напротив, некоторые сплавы, такие как сталь, требуют сведения к минимуму перемешивания, чтобы уменьшить атмосферное загрязнение расплава.Современные индукционные печи питаются от преобразователей, которые выполняют функцию преобразования трехфазного переменного тока мощностью 50 или 60 герц, доступного из коммунальной электросети, в однофазный источник питания соответствующей частоты и уровня напряжения для конкретной печи.
Многофазные индукционные печи без сердечника
Когда требуются более высокие скорости перемешивания, чем те, которые могут быть достигнуты с помощью однофазной печи, индукционная печь может быть сконструирована с многосекционным змеевиком, как правило, с двумя или тремя секциями, питаемыми от специальной мешалки преобразователь, который производит несколько сдвинутых по фазе выходных напряжений.Взаимосвязь между действием перемешивания и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями змеевика, при большем нагреве и меньшем перемешивании при малых фазовых сдвигах и большем перемешивании и меньшем нагреве при более высоких фазовых сдвигах. Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагрева.
Электрическая блок-схема типичного перемешивающего преобразователя и переключаемого плавильного преобразователя показана на рисунке 4.
Для многофазного перемешивания индукционная печь должна иметь многосекционный змеевик.На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик с перемешиванием будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может быть от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов. Он также может генерироваться преобразователем, который позволяет плавно изменять фазовый сдвиг. Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса.Путем переключения чередования фаз направление перемешивающего движения может быть вверх или вниз.
В режиме перемешивания напряжения со сдвигом по фазе прикладываются последовательно к каждой секции змеевика, обеспечивая усиленный эффект перемешивания до пяти раз больший, чем в однофазной печи той же подаваемой мощности.
При плавлении секции змеевика могут питаться от однофазного источника. При подаче однофазного питания печь может передавать больше энергии шихте для эффективного плавления.После того, как ванна расплавится, применяется трехфазное перемешивание для эффективного смешивания легирующих элементов с расплавленной ванной, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать комбинацию плавления и перемешивания до идеального баланса для конкретного процесса. Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащих трудно смешиваемые добавки. Пример схемы перемешивания в многофазной печи восходящим потоком показан на рисунке 5.Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение легкометаллургических модификаторов.
Третий тип перемешивания — это перемешивание с амплитудной модуляцией. Этот метод применим к стандартной однофазной индукционной печи. Однофазная мощность модулируется более низкой частотой, периодически повышая и понижая мощность с контролируемой скоростью. Повышение и понижение мощности вызывает «волновое воздействие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы змеевика печи, а затем сжимающая сила снимается, позволяя металлу течь обратно к стенке тигля.Волновое воздействие на поверхность ванны может способствовать более быстрому попаданию легкого скрапа, такого как стружка, которая в противном случае всплыла бы на поверхности ванны и окислилась до шлака или шлака. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава. Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае перемешивались бы недостаточно.
Рекомендации по проектированию для обеспечения хорошей производительности перемешивания
Для проектирования печных систем, которые постоянно имеют нужный уровень перемешивания для конкретного применения, была разработана концепция коэффициента перемешивания. Фактор перемешивания 100% представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны расплавленного металла.
Для типичных условий плавления доказано, что следующие рекомендации по диапазону коэффициента перемешивания позволяют достичь хороших практических результатов:
Для железа обычно требуется высокий коэффициент перемешивания, чтобы быстро гомогенизировать углерод, кремний и другие модификаторы в расплавленном чугуне во время химических корректировок ближе к концу цикла плавления.
Для латуни, меди и алюминия обычно предпочтительнее умеренный коэффициент перемешивания. Исключение составляют случаи плавления стружки. В таких случаях требуется высокий коэффициент перемешивания, обычно близкий к 100%, чтобы быстро впитать стружку в ванну с расплавленным металлом. Из-за своего небольшого размера стружка не может взаимодействовать с магнитным полем индукционной печи, поэтому она должна плавиться за счет передачи тепла от ванны расплавленного металла, которая нагревается за счет электромагнитной индукции.
Для стали обычно желателен очень низкий коэффициент перемешивания.Низкая активность перемешивания снижает захват газа и шлаковых включений в расплавленной стали. Это критически важно для изготовления стальных отливок хорошего качества в литейных цехах, особенно там, где не будет проводиться дополнительная обработка расплава для удаления газов и шлаковых включений.
На сталеплавильных заводах, где рафинирование расплава осуществляется на вторичной операции, такой как AOD или другая стадия обработки, более высокий коэффициент перемешивания может быть допустим в плавильной печи.
Эффективные комбинации размера печи, номинальной мощности и частоты для железа, меди / латуни, алюминия и стали можно рассчитать с помощью уравнений, приведенных в этой статье.Эти рекомендации позволяют указать систему печи, которая обеспечит желаемую производительность перемешивания в большинстве случаев. В каждом случае необходимо проводить подробный анализ, чтобы убедиться в достижении оптимальной производительности.
Щелкните здесь , чтобы увидеть эту историю в том виде, в котором она представлена в выпуске Modern Casting за ноябрь 2018 г.
Принцип печиAjax Wyatt — преимущества — недостатки
Принцип работы печи Ajax Wyatt
Печь Ajax Wyatt — это улучшенная форма индукционной печи с прямым стержнем. Печь Ajax Wyatt устраняет все дефекты, упомянутые в печи индукционного нагрева.
В печиAjax Wyatt для загрузки используется вертикальный тигель вместо горизонтальной печи.
Имеет железный сердечник, аналогичный трехфазному трансформатору. Принцип работы печи индукционного нагрева такой же, как и у трансформаторного действия. Здесь с той лишь разницей, что вторичная обмотка заменена замкнутым контуром из расплавленного металла.
Первичная обмотка — это катушка индуктивности, намотанная на центральную часть многослойного сердечника, которая концентрирует магнитный поток.
Следовательно, тепло генерируется в шихте под действием сильных индуцированных токов, которые протекают в канале расплавленного металла, расположенном между катушкой индуктора и футеровкой печи.
Расплавленный металл в V-части действует как вторичная обмотка короткого замыкания. Обратные связи магнитного поля с этим расплавленным металлом вызывают циркуляцию индуцированных токов.
Следовательно, тепло в основном генерируется в V-образном сечении и быстро распределяется по металлу за счет конвекции. Перемешивание происходит за счет электромагнитного процесса.
Так как канал V узкий, небольшого заряда достаточно, чтобы вторичная цепь оставалась замкнутой. Следовательно, шансы разрыва цепи меньше.
Преимущества печи Ajax Wyatt
- Печь Ajax Wyatt подходит для периодических работ.
- Печь Ajax Wyatt отличается стабильной производительностью и простым управлением.
- Отсутствие тиглей.
- Высокая эффективность, низкие эксплуатационные расходы и повышенная производительность печи Ajax Wyatt.
- Точный контроль температуры, равномерное литье снизили потери металла и уменьшение брака.
- Идеальные условия работы с этой печью, т.е. прохладная атмосфера без грязи, шума, газа или топлива.
- Поскольку печь всегда находится в состоянии нагрузки, ее коэффициент мощности лучше, т.е. 0,8–0,85 при нормальной частоте питания.
- Отсутствуют дымовые газы.
Недостатки печи Ajax Wyatt
- Алюминий и сплавы, содержащие алюминий, — металлы, которые трудно плавить в печи Ajax Wyatt , потому что любой образовавшийся оксид алюминия имеет тенденцию прилипать к стенкам V-образного канала.
- Они быстро наращиваются до такой степени, что печь больше не может работать.
Основные особенности печи Ajax Wyatt
- Типоразмер этих печей составляет от 60 до 300 кВт.
- Электропитание однофазное, 501 Гц для стандартных до 600 В
- Этот тип печи подходит только для непрерывной работы.
- Эти печи широко используются для плавки и рафинирования латуни и других тяжелых цветных металлов.
- Его КПД около 75%.
Применение индукционных печей
- Эти печи широко используются для плавки и рафинирования проводящих материалов, таких как латунь, алюминий и другие тяжелые цветные металлы.
- Сегодня небольшая индукционная плита используется на кухнях, в больницах, гостиницах и т. Д. Для приготовления пищи и нагрева воды.
Темы электрического отопления
- Электронагрев: преимущества и виды электрического обогрева
- Способы | Виды электрического отопления в электротехнике | Области применения
- Духовки и печи сопротивления: общие конструкции и камеры нагрева
- Прямой и косвенный нагрев сопротивлением
- Духовка сопротивления: эффективность и потери — EEE
- Лучистое отопление (инфракрасный нагрев) и индукционный нагрев — EEE
- Печь основного типа — EEE
- Духовка с косвенным индукционным нагревом | Типы индукционных печей с сердечником — EEE
- Печь без сердечника и преимущества печи без сердечника
- Принцип печи Ajax Wyatt — Преимущества — Недостатки — Области применения
- Принцип высокочастотного вихретокового нагрева — Преимущества — Недостатки — Области применения
- Диэлектрический нагрев — принцип — преимущества — применение
- Что такое дуговая печь и методы зажигания дуги
- Дуговая печь с прямым дуговым покрытием и печь с косвенной дугой | Электротехника
Как работает плавильная печь?
Плавильные печи используются для перегрева твердых материалов до их разжижения.Часто оборудование для термической обработки используется для изменения поверхности или внутренних характеристик материалов путем осторожного повышения их температуры. В случае металлов это обычно увеличивает пластичность за счет как твердости, так и прочности. Для этого требуется промышленная печь, способная создавать и поддерживать температуры ниже точки плавления материала.Плавильная печь, для сравнения, создает чрезмерные температуры, которые превышают точку плавления металла и вызывают разложение его физической структуры, что приводит к ожижению.Этот фазовый переход полностью зависит как от температуры, так и от давления. Некоторые металлы могут существовать в жидком состоянии при температуре окружающей среды, за исключением ртути (Hg) и известных эвтектик, таких как сплавы на основе галлия (Ga-).
Для получения однородной расплавленной смеси плавильная печь должна обеспечивать создание и поддержание требуемых температур в течение длительного периода. Существует несколько архитектур плавильных печей, способных выполнять этот процесс. В этом сообщении в блоге Thermcraft рассмотрит некоторые из основных типов плавильных печей, доступных сегодня на рынке.
Купольные плавильные печиКупольная плавильная печь обычно содержит вертикальную нагревательную камеру в виде шахты, которая заполнена слоями горючего вещества, такого как кокс и известняк. Входные отверстия позволяют воздуху попадать в камеру для облегчения горения, а рабочая дверца обеспечивает легкий доступ к самой нижней части купола. Здесь сырье превращается в расплавленную смесь, которую можно периодически экструдировать через носик с откидным дном.
Купольные печи являются предпочтительным инструментом для плавки на заводах по производству черных металлов. Архитектура проста и надежна, но необходимо учитывать дополнительные соображения для безопасной вентиляции и контроля выбросов. Часто верхняя часть вала купола закрывается инновационным фильтром, предназначенным для удаления твердых частиц из газообразных отходов.
Индукционные печи Индукционные плавильные печиработают по принципиально другому принципу, чем вагранка.В них используются спиральные нагревательные элементы, встроенные в тигель или встроенные в стенки самой камеры нагрева. Они преобразуют электрическую энергию в тепло, которое излучается через материал с выдающейся степенью термической однородности.
Ограничение использования горючего топлива на предприятии, особенно для обычных плавильных операций, означает более безопасную повседневную работу для персонала и компонентов. Индукционные катушки со спиральной намоткой, изготовленные из тугоплавких нагревательных металлов и керамики, увеличивают срок службы и обеспечивают хорошую совместимость с дополнительными элементами управления.Термоциклирование может быть автоматизировано, и могут быть реализованы дополнительные меры контроля для уменьшения образования и выброса токсичных паров металлов в печах для плавки металлов.
Плавильные печи от ThermcraftThermcraft специализируется на разработке и производстве специального оборудования для термической обработки для требовательных приложений.