
Основы индукционного нагрева — НПП «ТЕХИНДАКТ»
Индукционный нагрев – это процесс нагрева металлов посредством переменного электромагнитного поля. Поскольку нагрев осуществляется полевым способом, он является бесконтактным.
Это самый современный способ как объемного, так и поверхностного нагрева металлов. Благодаря своим преимуществам, сегодня он используется в любом современном производстве, где есть участки термообработки металла. Нагрев для штамповки, закалки, отпуска, отжига — сегодня любая технологическая операция термообработки может быть проведена с технологией индукционного нагрева.
Как это работает?
Индукционный нагрев происходит за счет выделения теплоты от протекания вихревых токов (токов Фуко), создаваемых электромагнитным полем внутри нагреваемого материала. Поскольку выделение тепла происходит непосредственно в нагреваемой детали, тепловой переход “нагреватель — деталь” при этом отсутствует, а нагрев является максимально эффективным.
Наведенные вихревые токи являются полностью замкнутыми внутри нагреваемой заготовки, не выходят за ее пределы и не могут протекать от заготовки к оператору. Поэтому несмотря на значительное тепловыделение от протекаемых токов в заготовке, индукционный нагрев является достаточно безопасным способом нагрева.
Технически процесс индукционного нагрева производится следующим образом.
Металлическая заготовка помещается внутрь электромагнитного индуктора установки индукционного нагрева (УИН). Индуктор, в простейшем случае, представляет собой многовитковую катушку, выполненную из медной трубки, по которой протекает переменный электрический ток, а также протекает вода для охлаждения трубки. Контакт между заготовкой и витками индуктора при этом отсутствует. При протекании по виткам индуктора электрического тока, внутри индуктора создается переменное магнитное поле, которое индуцирует внутри заготовки вихревые электрические токи, разогревающие материал заготовки.
Важным фактором в индукционном нагреве является удельное электрическое сопротивление нагреваемого материала: материалы с низким удельным сопротивлением (медь, латунь) нагреваются хуже. Значительно лучше нагреваются сплавы на основе железа. Это обуславливается как его высоким удельным сопротивлением, так и ферромагнитными свойствами железа и его сплавов, усиливающими внешнее магнитное поле.
Преимущества
Индукционный нагрев не требует сжигания газа, мазута или угля. Для его работы необходима только электроэнергия. Чистота и экологичность технологического процесса существенно выше.
Нагрев детали начинается в момент включения установки. В отличие от камерных печей, он не требует многочасового предварительного прогрева печи и готов к работе сразу.
Деталь можно нагревать целиком, а можно только необходимые зоны. Высокая интенсивность нагрева также позволяет нагревать и закаливать только поверхность детали, не прокаливая ее вглубь.

Современные преобразователи имеют КПД более 95%, что разительно сокращает потери электроэнергии. Энергия при этом расходуется именно на нагрев детали, а не муфеля промышленной электропечи.
Индукционный нагрев обеспечивает высокую повторяемость результата. Точность стабилизации тока и точность позиционирования деталей в индукторе обеспечивают гарантированный результат.
Существует ряд техпроцессов, которые невозможно реализовать другими методами нагрева. Среди них и поверхностная закалка, и зонная закалка, и левитационная плавка и другие технологии.
Принцип индукционного нагрева | Теория, Что такое индукционный нагрев?
Что такое индукционный нагрев?
Основное из принцип индукционного нагрева были поняты и применены к производству начиная с 1920. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные требования военного времени для быстрого и надежного процесса упрочнения металлических деталей двигателя. В последнее время акцент на технологии бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, наряду с разработкой точно контролируемого, полностью твердого состояния. блоки питания индукционного нагрева.
В последнее время акцент на технологии бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, наряду с разработкой точно контролируемого, полностью твердого состояния. блоки питания индукционного нагрева.
Индукционный нагрев это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, когда в металле генерируются вихревые токи (также называемые токами Фуко), а сопротивление приводит к джоулевому нагреву металла.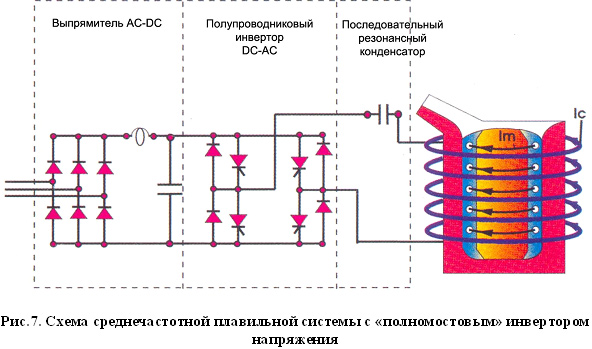
An Индукционный нагреватель (для любого процесса) состоит из индукционной катушки (или электромагнита), через которую пропускают высокочастотный переменный ток (AC). Тепло также может генерироваться потерями магнитного гистерезиса в материалах, которые имеют значительную относительную проницаемость.
Частота переменного тока зависит от размера объекта, типа материала, связи (между рабочей катушкой и нагреваемым объектом) и глубины проникновения.
Индукционный нагрев это быстрая, чистая, не загрязняющая окружающую среду форма нагрева, которая может использоваться для нагрева металлов или изменения свойств проводящего материала.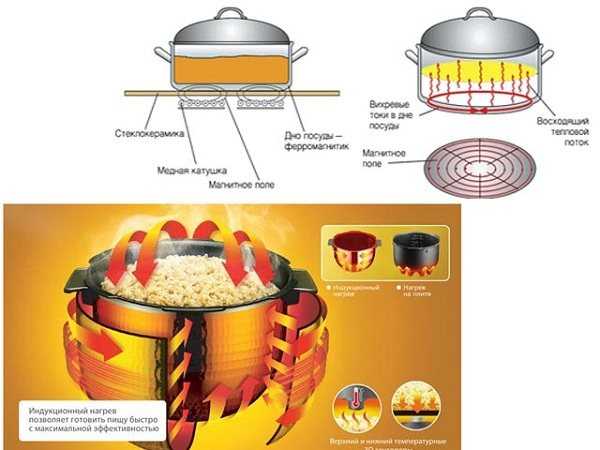 Сама катушка не нагревается, и эффект нагрева находится под контролем. Твердотельная транзисторная технология сделала индукционного нагрева гораздо более простой и экономичный нагрев для таких применений, как пайка и индукционная пайка, индукционная термообработка, индукционная плавка, индукционная ковка и т. д.
Сама катушка не нагревается, и эффект нагрева находится под контролем. Твердотельная транзисторная технология сделала индукционного нагрева гораздо более простой и экономичный нагрев для таких применений, как пайка и индукционная пайка, индукционная термообработка, индукционная плавка, индукционная ковка и т. д.
Induction_Heating_principle
Induction_Heating_System_Technology
Induction_Heating_principle
Induction_Heating_System_Technology
Что такое индукционный нагрев? Принцип работы, работа, преимущества, недостатки и применение индукционного нагрева
Определение : Индукционный нагрев — это процесс бесконтактного электрического нагрева, при котором электропроводящие материалы нагреваются по принципу электромагнитной индукции. Здесь тепло генерируется внутри проводящего материала без прямого контакта с источником.
Все мы знаем, что раньше процесс нагрева, который использовался в основном, требовал прямого контакта между нагреваемым металлом и пламенем. Более конкретно можно сказать, что неэлектрический нагрев требует непосредственного помещения металла над пламенем. Однако индукционный нагрев позволяет индуцировать тепло внутри металла за счет циркуляции электрического тока.
Введение
Прежде чем двигаться дальше, мы должны знать о преимуществах электрического отопления по сравнению с другими методами отопления.
- Отсутствие движущихся частей, что упрощает обслуживание.
- Эффективная работа.
- Надежность и компактность.
Электрический нагрев — это метод, посредством которого материал или поверхность нагреваются под действием внешнего источника. Электрический нагрев достигается при высокой частоте или частоте сети, однако их работа совершенно различна.
В основном, при нагреве промышленной частотой передача тепла материалу происходит посредством трех основных методов передачи тепла, т.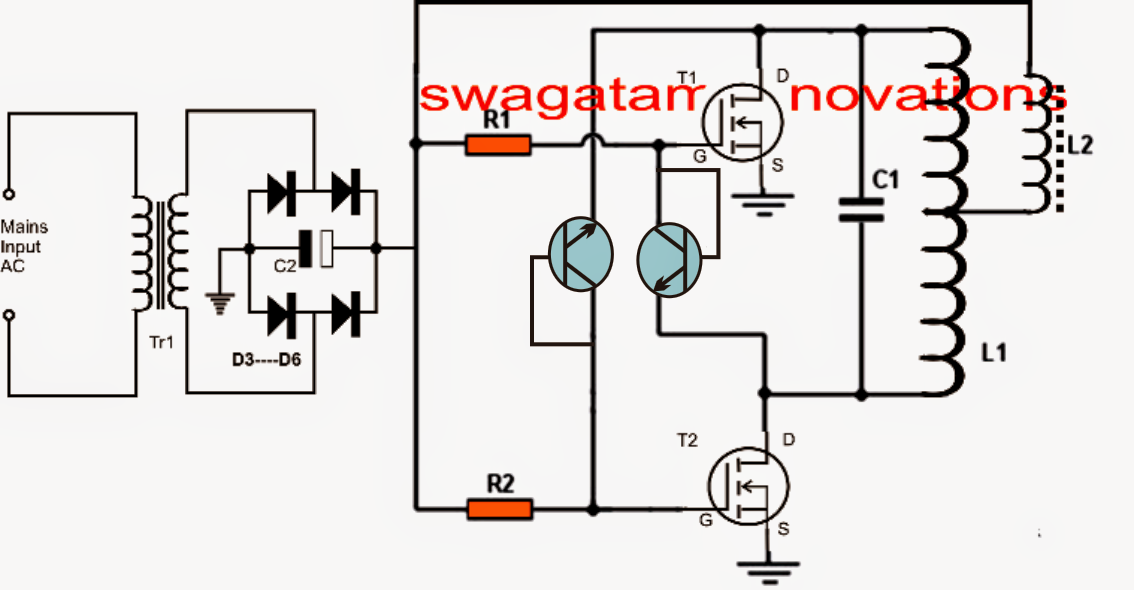
Этот механизм высокочастотного нагрева подразделяется на две категории, а именно ,
- Индукционный нагрев
- Диэлектрический обогрев
Эти два метода нагрева существенно различаются в зависимости от материала, который нагревается в процессе. В основном, в процессе индукционного нагрева нагреваются проводящие материалы, такие как металл, а в процессе диэлектрического нагрева нагреваются изоляционные материалы, такие как дерево.
Тем не менее, нас интересует здесь индукционный нагрев, который мы обсудим подробно.
Принцип работы
Принцип работы индукционного нагрева основан на законе электромагнитной индукции Фарадея и концепции джоулевого нагрева.
Его работа очень похожа на работу трансформатора, работающего по закону Фарадея. В трансформаторах, когда первичная обмотка находится под напряжением, протекание по ней тока приводит к генерации переменного магнитного поля. Созданный магнитный поток при соединении со вторичной обмоткой создает ЭДС внутри вторичной обмотки, и через нее начинает протекать ток. Здесь сила магнитного поля показывает зависимость от величины приложенного электрического поля.
Здесь следует отметить, что между двумя катушками нет прямого контакта, однако они магнитно связаны, что приводит к протеканию тока через вторичную обмотку трансформатора.
Кроме того, в соответствии с эффектом Джоуля, когда ток течет через материал, его внутреннее сопротивление противодействует потоку, поэтому мощность рассеивается в виде тепла.
Перед обсуждением работы индукционного нагрева вы должны отметить, что материал, который нагревается, называется
.0003 заготовка и катушка вокруг заготовки, которая индуцирует в ней ток, называется рабочей катушкой .
Индукционный нагрев происходит таким образом, что сначала, когда через катушку (которая действует как первичная обмотка) проходит переменный ток высокой частоты, затем катушку окружает переменное магнитное поле и создается магнитный поток. Это происходит благодаря закону электромагнетизма. Теперь заготовка (ведет себя как единая короткозамкнутая вторичная обмотка) помещается в катушку, как показано на рисунке ниже:
Затем магнитное поле рабочей катушки индуцирует в изделии ЭДС, в результате чего через изделие протекает вихревой ток. И этот принцип работы аналогичен тому, что имеет место в трансформаторах по закону Фарадея . Поток вихревых токов внутри проводящего изделия представляет собой петлю, как показано ниже:
Однако во время течения тока будет действовать противодействующая сила, т. е. конечное сопротивление, и это приводит к рассеиванию мощности в виде тепла через материал, и этот эффект известен как Эффект Джоуля .
Здесь следует отметить, что из-за скин-эффекта при высокочастотной работе рассеивание тепла ограничивается только поверхностью заготовки.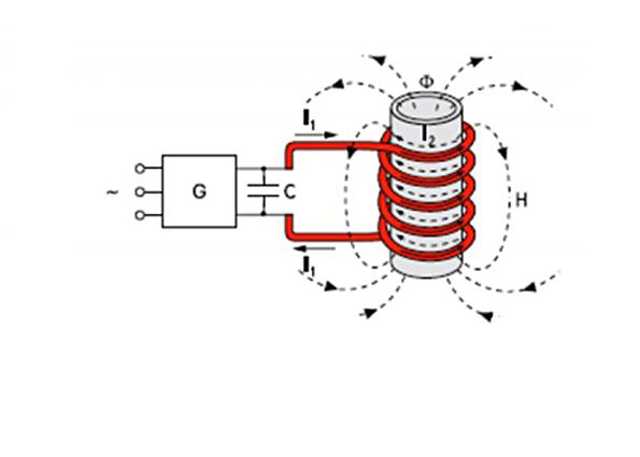 При скин-эффекте ток концентрируется только на поверхности заготовки. По мере углубления в поверхность заготовки вихревые токи уменьшаются. Таким образом, изменение плотности тока в зависимости от расстояния представлено ниже:
При скин-эффекте ток концентрируется только на поверхности заготовки. По мере углубления в поверхность заготовки вихревые токи уменьшаются. Таким образом, изменение плотности тока в зависимости от расстояния представлено ниже:
Приведенное выше графическое представление ясно показывает, что при увеличении расстояния плотность тока постепенно уменьшается.
Факторы, влияющие на индукционный нагрев
Предположим, что l и d — длина и диаметр цилиндрической заготовки. Рабочая катушка имеет N витков, по ней течет ток I.
Согласно закону Ленца направление индуцированного вихревого тока в цилиндре будет противоположно вертикальному потоку IN. Здесь вихревой ток I2 представляет собой вторичный ток с одним витком. Таким образом, при отсутствии конечных эффектов
первичных ампер-витков, I*N = вторичных ампер-витков, I 2 *1
Таким образом, I 2 = I.N
Потери мощности в заготовке,
Длина указана вдоль направления тока, а площадь — окружность круглой заготовки, т. е. , πd .
е. , πd .
Если δ – глубина проникновения, то площадь, перпендикулярная протеканию тока I2, равна lδ, таким образом,
Недавно мы обсуждали, что величина индуцированного тока уменьшается с увеличением расстояния от поверхности. Таким образом,
: I 0 — ток на поверхности в амперах,
x — расстояние от поверхности в метрах,
δ — глубина проникновения,
I(x) — ток на расстоянии x от поверхность.
Предположим, что P s — мощность, поступающая в металлический цилиндр на квадратный метр площади πdl, тогда
Следовательно,
: H = IN/l, т. е. МДС на единицу длины заготовки.
Выражение для глубины проникновения дается как:
:μ r обозначает относительную магнитную проницаемость металла,
ρ — удельное сопротивление заготовки, а
f — частоту питания.
Подставив значение δ в выражение P s , получим,
Таким образом, факторы, влияющие на индукционный нагрев, будут: и ρ, при индукционном нагреве выделяется больше тепла.
Преимущества
- Глубина проникновения зависит от частоты, поэтому при изменении частоты можно избежать потери мощности при нагреве.
- Подходит для таких применений, как обработка поверхности, благодаря концентрации тепла в ограниченных частях.
- Обеспечивает быстрый нагрев, тем самым экономя электроэнергию.
- Индукционный нагрев достаточно эффективен.
- Обеспечивает хорошие условия эксплуатации, т. е. не загрязняет окружающую среду.
- Это автоматический процесс управления, поэтому квалифицированные рабочие специально не требуются.
- Предлагает функцию автоматического контроля температуры.
Недостатки
- Требуется высокочастотный источник питания, поэтому стоит довольно дорого.
- Во время работы обязательно требуется электропитание.
Применение индукционного нагрева
Индукционный нагрев широко известен при приготовлении пищи с минимальным рассеиванием тепла в окружающую среду. Наряду с этим индукционный нагрев применяют с целью ковки, отжига, сварки, пайки металлов, а также пайки различных металлов. Он также используется при закалке стали, спекании и стерилизации медицинского оборудования и т. д.
Наряду с этим индукционный нагрев применяют с целью ковки, отжига, сварки, пайки металлов, а также пайки различных металлов. Он также используется при закалке стали, спекании и стерилизации медицинского оборудования и т. д.
Что такое индукционный нагрев и как он работает
Индукционный нагрев — это процесс, при котором электропроводный материал нагревается, когда он помещается в динамическое магнитное поле, не касаясь индуктора. Это простой и экономичный процесс нагрева, обеспечивающий быстрый и равномерный нагрев по сравнению с другими традиционными процессами нагрева, используемыми для предварительного нагрева и снятия напряжения сварных швов. Тепло генерируется циркулирующим электрическим током, когда он помещается в магнитное поле (электромагнитная индукция). Для выделения тепла сопротивление материала должно быть низким (металлы), а напряжение должно быть высоким. Например, металлы с высоким сопротивлением, такие как железо, нагреваются намного быстрее, чем металлы с низким сопротивлением, такие как медь.
Тепло выделяется за счет потерь на сопротивление и гистерезисных потерь при протекании индуцированного электрического тока. Гистерезисные потери в основном возникают в ферромагнитных материалах, когда они намагничиваются и размагничиваются.
Индукционный нагрев в основном используется в промышленных процессах, когда производители хотят изменить физические свойства металлов (склеивание, закалка и размягчение). В процессе индукционного нагрева отсутствуют выбросы остаточного горения, поскольку металлы не нагреваются огнём и дымом. Также скорость теплопередачи регулируется и стабилизируется в процессе с минимальными потерями тепла. В отличие от традиционных процессов нагрева (пламя, резистивный нагрев…), индукционный нагрев прост в настройке, ускоряет достижение температуры, безопаснее, а также более эффективен, точен и равномерен.
Как работает индукционный нагрев
В предыдущем абзаце мы обсуждали, что такое индукционный нагрев, теперь давайте поговорим о том, как работает индукционный нагрев. Когда электрический ток течет по медному проводнику, он создает магнитное поле вокруг проводника. Направление электрического поля зависит от направления электрического тока по правилу большого пальца правой руки.
Когда электрический ток течет по медному проводнику, он создает магнитное поле вокруг проводника. Направление электрического поля зависит от направления электрического тока по правилу большого пальца правой руки.
Чем больше ток проходит через проводник, тем больше и сильнее магнитное поле вокруг проводника. При изменении направления электрического тока в проводнике на противоположное направление изменяется и магнитное поле. Прохождение переменного магнитного поля через проводящий материал генерирует локальные электрические токи внутри металла. Генерируемые электрические токи называются вихревыми токами. Чем сильнее магнитное поле, тем больше генерируются вихревые токи.
Металлы имеют определенное электрическое сопротивление, и вихревые токи циркулируют против сопротивления металла, что вызывает его нагрев. Этот процесс называется джоулевым нагревом, и он отвечает за выделение большей части тепла.
Электрическое сопротивление нагреваемого проводящего материала играет важную роль в генерируемом тепле. Например, металлы с низким значением сопротивления требуют больше вихревых токов для нагрева, чем металлы с высоким значением сопротивления. При нагреве черных металлов следует учитывать потери на гистерезис. Это происходит из-за сопротивления материала изменяющемуся магнитному полю. Гистерезисные потери выделяют меньше тепла, чем Джоулев нагрев, но все же вносят значительный вклад в общее тепло внутри материала.
Например, металлы с низким значением сопротивления требуют больше вихревых токов для нагрева, чем металлы с высоким значением сопротивления. При нагреве черных металлов следует учитывать потери на гистерезис. Это происходит из-за сопротивления материала изменяющемуся магнитному полю. Гистерезисные потери выделяют меньше тепла, чем Джоулев нагрев, но все же вносят значительный вклад в общее тепло внутри материала.
Кроме того, магнитные свойства нагреваемого проводящего материала играют большую роль в количестве выделяемого тепла. Например, магнитные материалы, такие как железо, выделяют больше тепла из-за гистерезисных потерь, в то время как немагнитные материалы, такие как медь или алюминий, не выделяют тепла из-за гистерезиса.
Вихревые токи нагревают поверхность детали, которая находится непосредственно рядом с нагревательной спиралью. Глубина нагрева определяется тем, насколько быстро переменное поле переключается взад и вперед через материал. Остальная часть толщины детали нагревается за счет теплопроводности детали.
Остальная часть толщины детали нагревается за счет теплопроводности детали.
Индукционный нагреватель состоит из 4 основных частей:
- 1 Катушка индукционного нагрева
- Заготовка
- Блок питания
- Компонентная цепь
Различные индукционные нагреватели доступны на нашем веб-сайте:
- Портативные индукционные нагреватели
- Нагреватели с ярмом
- Прецизионные ручные нагреватели
- Генераторы индукционного нагрева
- Конусные нагреватели Betex
Кроме того, вы можете посетить наш канал Youtube , чтобы узнать, как работают и применимы различные индукционные нагреватели.
ИСТОРИЯ ИНДУКЦИОННЫХ НАГРЕВАТЕЛЕЙ
Майкл Фарадей первым открыл индукционный нагрев в 1831 году с помощью батареи и двух медных проводов, намотанных на железный сердечник. Тем не менее, впервые она была успешно реализована около 100 лет спустя, в 1927 году в Англии, где компания EFCO установила первую систему индукционной плавки. В связи с потребностью в надежном и быстром процессе производства металлов для деталей двигателей во время Второй мировой войны технология индукционного нагрева быстро развивалась. Поскольку акцент сместился в сторону бережливого производства и усиленного контроля качества, технология индукционного нагрева была заново открыта с разработкой управляемых индукционных источников питания.
Ознакомьтесь с нашей публикацией Каковы преимущества индукционных нагревателей подшипников?
Звоните по телефону Свяжитесь с нами по телефону , если у вас есть какие-либо вопросы, вам нужна дополнительная информация или вы заинтересованы в приобретении индукционного нагревателя.