
инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т.е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.

- «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе. Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.

Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· переходники одинаковых размеров;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.
- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.
Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки. Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел. В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.
При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
Таблица времени пайки полипропиленовых труб| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.

- Пропуск процесса обезжиривания, халатное отношение к состоянию кромки, недостаточная чистота и сухость материала могут привести к нарушению монолитности и разрыву соединений.
Излишний перегрев и чрезмерное сжатие приведет к сужению внутреннего диаметра, что также повлечет расстыковку и засорение канала.
Полипропиленовые трубы и дополнительные фитинги следует приобретать у одного завода -производителя, чтобы избежать разнородности материала и быстрого выхода из строя собранного водопровода. Трубы могут иметь различную норму нагревания, фиксацию и остывание. Ведь у каждого изготовителя своя собственная технология производства и индивидуальная рецептура.
инструкция, таблица сварки, время сварки, температура сварки.
 Советы от компании АРМАПласт.
Советы от компании АРМАПласт.Эпоха металлических труб уже давно канула в Лету, а на смену им пришел полипропиленовый аналог. Он используется в системе водопровода и отопления, как в коттедже, так и в квартире. Сварка полипропиленовых труб своими руками не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, необходимо лишь следовать небольшим рекомендациям и советам специалистов по сварке. Полипропилен, сам по себе, легкий и достаточно прочный материал, поэтому сложностей с монтажом не возникнет.
Инструкция по сварке полипропиленовых труб
Перед тем как приступить к работе, необходимо определиться, где будет прокладываться труба. Лучше всего заранее подготовить план, чтобы избежать ситуаций, когда сварка будет осуществляться «на весу» или в замкнутом пространстве, где без предварительно сваренных заготовок не обойтись.
Полипропиленовая труба собирается на полу, а затем, несколькими подходами, монтируется в общую систему.
Процесс начинается с того, что разогревается паяльник для полипропиленовых труб. Обычно, на каждом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Более низкий температурный показатель может привести к неправильной и недолговечной сварке полипропиленовой трубы. Более высокий температурный показатель – к перегреву материала и образованию наплывов.
Как только аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется впервые, сразу после того, как устройство сообщило о своей готовности, необходимо 5 минут подождать, а затем приступать к операции.
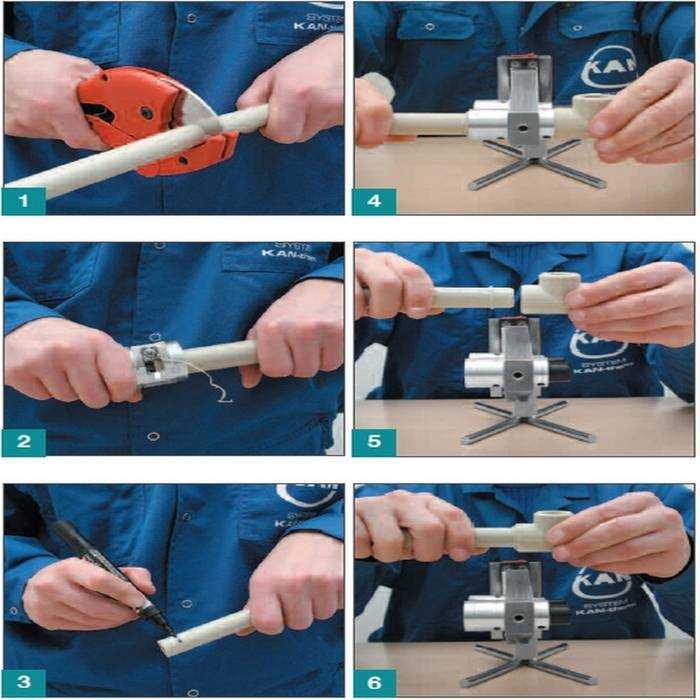
Первым этапом является подготовка трубы. Если необходимо, ее нужно отрезать в требуемый размер.
Для того чтобы осуществить сварку, нужно нагреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стенки, а вот у трубы – внешняя сторона. Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.
Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.
Затем, составляющие системы нужно соединить в необходимом направлении. Подобный вид сварки позволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого специальных инструментов не понадобится, нужен лишь собственный «глазомер».
Если сварка была проведена правильно, при нужной температуре, то нагретая труба будет двигаться в месте стыка, и «встанет на место». Слишком высокий температурный показатель или продолжительное удержание труб на паяльнике может привести к растеканию материала и деформации его формы, а это грозит затеканию материала внутрь трубы и сужению проходного сечения. Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Если все действия были выполнены верно, то при стыковке, полипропиленовый элемент слегка растечется, образовав выпуклый шов на внешней стороне. В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
Если придерживаться стандартов немцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По российским стандартам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно использовать любую фаску, которая находится в заданных пределах. Важно условие: она всегда должна быть равномерной.
Финальным этапом сварки является остывание, продолжительность которого также зависит от диаметра трубы.
Небольшие советы по сварке полипропиленовых труб:
- Основное требование: все элемены нужно предварительно обезжирить. Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
- Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой следует насаживать насадку.
 Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице.
Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице. - Перед тем как приступить к сварке полипропиленовых элементов, лучше всего потренироваться. Берется труба того же диаметра, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеописанной инструкции, так вы сможете определить оптимальную глубину введения и полностью вникнете в процесс.
- Смонтированный полипропиленовый трубопровод может быть заполнен теплоносителем (водой) только после того, как сварка полностью остынет. По истечению часа труба может быть подключена к системе.
Таблица параметров сварки полипропиленовых труб
Следует понимать, что полипропиленовая труба может быть сварена неправильно, это связано с неправильной разметкой глубины сварки, либо временем нагрева. В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
Если после прочтения данной инструкции у Вас остались вопросы, вы всегда можете адресовать их нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80
Паяльник для пластиковых труб значок векторное изображение
Паяльник для пластиковых труб значок линии векторное изображение- лицензионные векторы
- Векторы пайки
ЛицензияПодробнее
Стандарт Вы можете использовать вектор в личных и коммерческих целях. Расширенный Вы можете использовать вектор на предметах для перепродажи и печати по требованию. Тип лицензии определяет, как вы можете использовать этот образ.
| Станд. | Расшир. | |
|---|---|---|
| Печатный/редакционный | ||
| Графический дизайн | ||
| Веб-дизайн | ||
| Социальные сети | ||
| Редактировать и изменить | ||
| Многопользовательский | ||
| Предметы перепродажи | ||
| Печать по запросу |
Способы покупкиСравнить
Плата за изображение $ 14,99 Кредиты $ 1,00 Подписка $ 0,69 Оплатить стандартные лицензии можно тремя способами. Цены составляют долларов США долларов США.
Цены составляют долларов США долларов США.
| Оплата с помощью | Цена изображения |
|---|---|
| Плата за изображение $ 14,99 Одноразовый платеж | |
| Предоплаченные кредиты $ 1 Загружайте изображения по запросу (1 кредит = 1 доллар США). Минимальная покупка 30р. | |
| План подписки От 69 центов Выберите месячный план. Неиспользованные загрузки автоматически переносятся на следующий месяц. | |
Способы покупкиСравнить
Плата за изображение $ 39,99 Кредиты $ 30,00Существует два способа оплаты расширенных лицензий. Цены составляют долларов США долларов США.
| Оплата с помощью | Стоимость изображения |
|---|---|
Плата за изображение $ 39,99 Оплата разовая, регистрация не требуется. | |
| Предоплаченные кредиты $ 30 Загружайте изображения по запросу (1 кредит = 1 доллар США). | |
Дополнительные услугиПодробнее
Настроить изображение Доступно только с оплатой за изображение $ 85,00Нравится изображение, но нужны лишь некоторые модификации? Пусть наши талантливые художники сделают всю работу за вас!
Мы свяжем вас с дизайнером, который сможет внести изменения и отправить вам изображение в выбранном вами формате.
Примеры
- Изменить текст
- Изменить цвета
- Изменение размера до новых размеров
- Включить логотип или символ
- Добавьте свою компанию или название компании
файлов включены
Загрузка сведений…
- Идентификатор изображения
- 37316228
- Цветовой режим
- RGB
- Художник
- Павлеврюков
Lötkolben Für Pvcrohre Scheren Kunststoffrohre Werkzeuge Für Sanitärarbeiten Auf Grauem Hintergrund Stockfoto und mehr Bilder von Ausrüstung und Geräte
Изображение
- Изображение
- Фото
- Графика
- Вектор
- Видео
Beschreibung
Lötkolben für PVC-Rohre, Scheren, Kunststoffrohre. Werkzeuge für Sanitärarbeiten auf grauem Hintergrund
Werkzeuge für Sanitärarbeiten auf grauem Hintergrund
Essentials Kollektion
9,00 € für dieses Bild
Günstige и гибкая опция для бюджета
Umfasst unsere Standardlizenz.
Erweiterte Lizenz hinzufügen.
Bildnachweis:Michael Nesterov
Maximale Größe:6593 x 4396 Pixel (55,82 x 37,22 cm) — 300 dpi — RGB
Stock-Fotografie-ID:13030
Hochgeladen am:
Категория:Фотографии | Ausrüstung und Geräte
suchbegriffe
- Ausrüstung und Geräte Fotos,
- Farbbild Fotos,
- Flüssigkeitshahn Fotos,
- Fotografie Fotos,
- Golftee Fotos,
- Herstellendes Gewerbe Fotos,
- Horizontal Fotos,
- Ingenieurwesen Fotos,
- Isoliermaterial Fotos,
- Klempner Fotos,
- Klinge Fotos ,
- Фотографии Lötkolben,
- Металлические фотографии,
- Фотографии из ПВХ,
- Фотографии из пластика,
- Фотографии из полипропилена,
- Фотографии Rohr,
- Schere Fotos,
Alle anzeigen
Häufig gestellte Fragen
- Was ist eine lizenzfreie Lizenz?
- Bei lizenzfreien Lizenzen bezahlen Sie einmalig und können urheberrechtlich geschützte Bilder und Videoclips fortlaufend in privaten und kommerziellen Projekten nutzen, ohne bei jeder Verwendung zusätzlich bezahlen zu müssen.
