
Как паять алюминий обычным оловом
Содержание:
Как паять алюминий обычным оловом и канифольюЕсли нет под рукой аргонодуговой сварки или специальных электродов, но паять алюминий нужно, то, можно обойтись и одним оловом. Изделия из алюминия являются самыми доступными и распространёнными, поэтому их часто приходится ремонтировать своими руками.
И хотя алюминий легко обрабатывается, паять его непросто. Основная проблема, возникающая при пайке алюминия, это оксидная плёнка на его поверхности. Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Поэтому в большинстве случаев для пайки алюминиевых изделий используют активные ртутные флюсы и сменные жала для паяльников. Однако если постараться, то можно запаять алюминий и обычным оловом, при помощи газовой горелки, канифоли и паяльника.
Подготовка алюминия перед пайкой
Для пайки алюминиевых изделий нужна высокая температура, намного выше, чем при пайке медных. Поэтому лучшим вариантом здесь будет использование газовой горелки или достаточно мощного паяльника, не менее чем на 100 Вт. Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Также понадобится олово и канифоль. Если есть, то лучше всего будет использовать самодельный флюс из канифоли на основе спирта. Перед пайкой алюминия соединяемые детали нужно правильно подготовить. Для этого места пайки хорошенько натираются кирпичом или песчаником.
Делается это с той целью, чтобы камень снял оксидную плёнку с поверхности алюминия. При этом пыль, которая образуется в момент зачистки убирать не нужно. Она остается на поверхности алюминия для последующего лужения канифолью.
Пайка алюминия обычным оловом и канифолью
После того, как поверхности алюминиевых изделий обработаны камнем, на них наносится тонкий слой разогретой канифоли. Можно использовать уже готовую жидкую канифоль, а можно растопить сосновую при помощи паяльника или газовой горелки.
Далее процесс пайки алюминия мало чем отличается от пайки меди или других, цветных металлов. Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Даже жидкое олово в виду особенностей алюминия не будет растекаться на поверхности детали. Поэтому берём паяльник и тщательно втираем олово в место соединения. При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
После пайки даём деталям остыть, и проверяем соединение на прочность. И, как показывает практика, спаянное соединение алюминиевых изделий, таким образом, оказывается намного прочнее, чем из меди.
Всё это объясняется тем, что температура плавления меди намного выше, чем у алюминия. Также алюминий имеет большую способность диффузии с другими металлами.
Это наиболее простой и доступный способ соединить две детали из алюминия или «залатать» дыру. Он не требует каких-либо специальных средств и сварки. Вполне возможно, что способ окажется вполне пригодным для пайки деталей и из других цветных металлов.
Особенности пайки алюминия
Операции пайки алюминия получили большое распространение в изготовлении изделий для радио- и электротехнической промышленности, в авиации и других отраслях. Получение соединений таким способом отличают особая устойчивость оксидной пленки, большая теплоемкость и низкая температура солидуса большинства сплавов алюминия. Соединяясь с кислородом, алюминий дает стойкие оксиды, создающие на поверхностях деталей из него особую пленку повышенной прочности. Для ее разрушения применяются специальные припои для пайки алюминия, сильного действия флюсы и особая механическая обработка.
Большинство традиционных для припоев химических элементов имеют плохую взаимную растворимость с алюминием. А требуемую прочность соединениям способен обеспечить лишь цинк, хорошо взаиморастворимый с алюминием. Не самый удачный выбор – пайка алюминия оловом. Не считая слабой растворимости алюминия, полученные с помощью оловянно-свинцового припоя швы еще придется покрывать лакокрасочными материалами для улучшения их невысокой стойкости к коррозии.
Также серьезно стоит отнестись, выбирая флюс для пайки алюминия. Далеко не каждый из них способен поддерживать активность к данному металлу. Например, в высокотемпературной пайке алюминия флюсами служат составы, вмещающие соли хлоридов различных металлов с добавкой их фторидов.
Пайка проводится при помощи газопламенного, печного, индукционного и контактного нагревания, либо погружением в расплав флюса. Применяемые для пайки алюминия газовые горелки могут быть газовоздушными либо бензовоздушными. Не подходящим для этого будет применение ацетилено-кислородного пламени, способного негативно влиять на активность флюса, а, следовательно, и паяемость алюминия.
В ходе подготовительных к предстоящей пайке работ алюминий обезжиривают и механически зачищают зону соединения. Последнее необходимо для удаления пленки из оксидов. Обезжирить металл можно бензином, ацетоном либо другим подходящим растворителем. Для зачистки поверхностей применяют абразивные круги, наждачную бумагу, специальные сетки или щетки из нержавейки.
Весь процесс пайки аналогичен пайке стальных или медных изделий. По завершении очистки алюминиевые детали конструкции устанавливают в требуемое положение. Затем место соединения покрывают флюсом и доводят температуру до необходимой для расплавления припоя. Пайку производят, прикасаясь к стыку деталей концом электродного стержня.
 Таким образом достигается особая надежность паяного соединения.
Таким образом достигается особая надежность паяного соединения.
С использованием паяльника пайка алюминия бывает также эффективна. При этом оксидную пленку удаляют как металлической щеткой, так и шабером либо абразивными частицами. Еще способствуют удалению оксидов заключенные в расплаве припоя твердо-жидкие кристаллы. Абразивный паяльник, используемый при лужении алюминия, имеет рабочую деталь стержневидной формы, состоящую из частиц абразива с припоем.
Процедура пайки проводится с плотным прилеганием луженых поверхностей при нагревании до температуры плавления припоя. Иногда требуется дополнительная подпитка припоем зоны шва. Лужение ультразвуком проводится особым ультразвуковым паяльником в специальной ванне. Отличием этого метода является усиленная эрозия металла основы, из-за чего не рекомендуется его использование для тонкостенных деталей.
Ряд технологий позволяют вести пайку алюминия с медью, сталью, никелем и их сплавами. Такие работы с неоднородными материалами осложнены трудностью выбора газов и флюсов, способствующих удалению оксидов. Возможная хрупкость соединений этих металлов предупреждается нанесением специальных защитных покрытий на детали перед пайкой. Так, никелевое покрытие, нанесенное на алюминий химическим методом, позволяет прочно соединить его с медью. А нанесение на медные поверхности цинковых или серебряных покрытий позволяет осуществить их контактно-реактивную пайку с алюминиевыми деталями. На качество паяных конструкций из алюминия еще влияют выбранные методы подготовки деталей и состав среды из газа.
Такие работы с неоднородными материалами осложнены трудностью выбора газов и флюсов, способствующих удалению оксидов. Возможная хрупкость соединений этих металлов предупреждается нанесением специальных защитных покрытий на детали перед пайкой. Так, никелевое покрытие, нанесенное на алюминий химическим методом, позволяет прочно соединить его с медью. А нанесение на медные поверхности цинковых или серебряных покрытий позволяет осуществить их контактно-реактивную пайку с алюминиевыми деталями. На качество паяных конструкций из алюминия еще влияют выбранные методы подготовки деталей и состав среды из газа.
Механизм реакции
— почему сплавы олова и цинка можно использовать для пайки алюминия, а олово само по себе не «смачивает» алюминий?
Задавать вопрос
спросил
Изменено 25 дней назад
Просмотрено 209раз
$\begingroup$
Паять алюминий одним оловом нельзя, олово не «смачивает» алюминиевую поверхность из-за мгновенной реакции алюминий/кислород на поверхности основного металла (алюминия).
Известно (в этой области промышленности), что сплав олова/цинка может припаивать металлический алюминий, этот сплав будет «прилипать» к поверхности алюминия, так что насчет роли (взаимодействия/реакции) цинка в «смачивании» из пассивированного алюминия?
РЕДАКТИРОВАТЬ: алюминий можно паять оловянно-цинковыми сплавами https://www.belmontmetals.com/popular-uses-for-tin-zinc-solders/
здесь конкретный продукт https://www.belmontmetals.com/product/60-aluminum-solder-tinzinc/
По своему опыту могу сказать, что паять алюминий можно даже самодельным сплавом олово/цинк 70/30 или 80/20 с использованием обычная газовая горелка на воздухе.
- реакция-механизм
- межмолекулярные силы
- химия поверхности
$\endgroup$
6
$\begingroup$
Я думаю, что сплав используется для определения диапазона плавления (от 200 до 300°С), а не точки плавления (231°С) для чистого олова.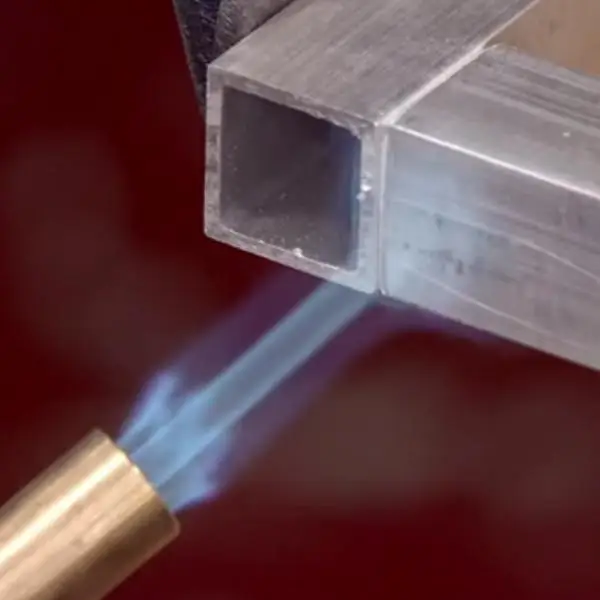 Цинк может уменьшить количество кислорода в расплаве, но я сомневаюсь, что он может разрушить оксид алюминия, чтобы очистить поверхность.
Цинк может уменьшить количество кислорода в расплаве, но я сомневаюсь, что он может разрушить оксид алюминия, чтобы очистить поверхность.
$\endgroup$
2
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
#60 Алюминиевый припой (олово/цинк) — Belmont Metals
#60 Алюминиевый припой (олово/цинк) — Belmont Metals- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенияОтправить запрос предложения
СВЯЗАННЫЕ СООБЩЕНИЯ
Преимущества легирования Ag сплавами Sn
Хотя олово (Sn) упоминается не так часто, как медь, это еще один металл, широко используемый в промышленности. Олово чаще всего используется в гальванике, где металл используется для покрытия других основных металлов, чтобы обеспечить защиту от других факторов, таких как коррозия. Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Гальваника также может обеспечить более эстетичный внешний вид. Олово…
Читать далее
Оловянная проволока: распространенный припой для широкого спектра применений
Пайка используется в различных отраслях промышленности, включая сантехнику, электронику, отопление/переменное отопление и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя. Оловянный провод – это…
Читать далее
Популярные области применения оловянно-цинковых припоев
Вы пытаетесь решить, подходит ли цинковый припой для вашего бизнеса? Цинк полезен при пайке, требующей более низких температур. Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Например, если вы хотели спаять алюминий или медь. Базовый состав состоит из 70 процентов олова и 30 процентов цинка. Здесь, в Belmont Metals в Бруклине, мы продаем…
Читать далее
Легкоплавкие сплавы, содержащие индий: характеристики и применение
Часто, думая о металлических сплавах, мы учитываем прочность и долговечность металла, чтобы выдерживать различные нагрузки, напряжения и экстремальные температуры. Тем не менее, существует ряд производственных применений, где сплав должен иметь низкую плавкость. Легкоплавкий сплав, также называемый легкоплавким, может принимать жидкое или…
Читать далее
Приложения, использующие легкоплавкие сплавы
Легкоплавкие сплавы считаются легкоплавкими, поскольку плавятся при температурах ниже 300 градусов, часто комбинируются с другими металлами для повышения тех или иных свойств.