
Обмуровочно-футеровочные работы
Профессионально выполняем ,
обмуровку промышленных, паровых и водогрейных котлов с соблюдением всех технологий. Большой опыт работ компании «ПромАвтоматика» позволяет выполнить обмуровку, футеровку с отменным качеством!
Мы выполняем все виды обмуровок:
- Тяжелую обмуровка паровых котлов
- Облегченную обмуровка котла
- Натрубную обмуровка котлов
- Обмуровка котла из теплоизоляционных плит
ООО «ПромАвтоматика» производит обмуровку котлов ПТВМ. КВ-ГМ , ДКВр, ДЕ, КЕ, Е, ДСЕ, УСШ, КПС .
Все работы по обмуровке котлов выполняются высококлассными специалистами в короткие сроки.
Компания комплектует и поставляет все виды обмуровочно-футеровочных материалов на объект заказчика.
Обмуровка паровых, водогрейных, стационарных котлов по конструкции подразделяется на четыре основных вида:
- 1.
 Натрубная обмуровка, прикрепляемая непосредственно к поверхностям нагрева котла и выполняемая из жароупорных бетонов (первый слой), теплоизоляционных бетонов или перлитоцементных плит (второй слой) и газонепроницаемой обмазки (третий уплотнительный слой).
Натрубная обмуровка, прикрепляемая непосредственно к поверхностям нагрева котла и выполняемая из жароупорных бетонов (первый слой), теплоизоляционных бетонов или перлитоцементных плит (второй слой) и газонепроницаемой обмазки (третий уплотнительный слой). - 2. Щитовая обмуровка котлов, прикрепляемая к каркасу котла или каркасу блоков поверхности нагрева и выполняемая в виде щитов или панелей, также состоящих из трех слоев – огнезащитного, теплоизоляционного и уплотнительного. В ряде случаев рационально заменять уплотнительную обмазку обшивкой из стального листа.
- 3. Облегченная обмуровка, прикрепляемая к каркасу котла из штучных огнеупорно-теплоизоляционных изделий. Эта конструкция обмуровки может иметь обшивку из стального листа.
- 4. Натрубная обмуровка в газоплотных котлах, прикрепляемая к газоплотным поверхностям нагрева котла и выполняемая из теплоизоляционных перлитоцементных или известково-кремнеземистых плит (первый теплоизоляционный слой) и газонепроницаемой обмазки (второй уплотнительный слой).

В обмуровках паровых и водогрейных котлов применяют жаростойкий на бетон связующем из глиноземистого цемента или портландцемента. Для теплоизоляционного бетона рименяют диатомовую крошку, асбест V–VI сорта распушенный и связующее – портландцемент. В некоторых случаях в теплоизоляционном бетоне применяют крошку из вспученного перлита вместо диатомовой. Газонепроницаемая (уплотнительная) обмазка состоит, в зависимости от состава, из асбеста Vсорта распушенного, шамотного порошка, огнеупорной глины и связующего – каустического магнезита, жидкого стекла или портландцемента (см. раздел 10).
Для огнеупорной кладки применяют нормальный и легковесный огнеупорный кирпич, а для теплоизоляционной кладки – кирпич плотностью не более 600 кг/м3. Для устройства теплоизоляционного слоя применяют перлитоцементные или известково-кремнеземистые плиты или маты минераловатные прошивные марки 150 (см. раздел 10).
При обмуровке газоплотных котлов для теплоизоляционного слоя, прикрепляемого к панелям, применяют известково-кремнеземистые плиты.
В табл. 9.14. приведена характеристика конструкций обмуровок.
Не допускается смешивание цементов разных видов и марок, а также цементов, выпускаемых разными заводами.
Таблица 9.14. Характеристики конструкций обмуровок
| Конструкция обмуровки | Толщина слоя, мм | Общая толщина обмуровки, мм | Масса 1 м2 обмуровки, кг | ||||
| Жаростойкий бетон или огнеупорный кирпич |
Теплоизоляционный бетон |
Теплоизоляционный слой | Уплотнительная обмотка | Обшивка | |||
| Натрубная | 20–25 | 0–50 | 80–125 | 15–20 | 4 | 115–180 | 95–150 |
| Щитовая | 40–80 | 0–126 | 125–150 | 15–20 | 4 | 165–350 | 170–340 |
| Облегченная | 113 | 65–195 | 70–100 | — | 4 | 265–415 | 215–400 |
| Натрубная газоплотных котлов | — | — | 150 | 15 | 4 | 170 | 95 |
Некоторая часть конструктивных узлов обмуровки котла в процессе эксплуатации разрушается и требует восстановления.
Арматурные и опалубочные работы
Арматура, стальная сетка, детали крепления обмуровки перед установкой очищают от грязи, пленочной коррозии, налипшего раствора и т. п. Пересечение проволоки арматуры сваривают электросваркой или перевязывают вязальной проволокой диаметром 1,6–2 мм. Перевязка арматуры медной или алюминиевой проволокой не допускается.
Детали крепления обмуровки и арматуру диаметром более 8 мм, находящиеся в жароупорном и теплоизоляционном бетонах, покрывают слоем битума толщиной до 2 мм. Сетку для армирования жароупорного бетона натрубной обмуровки и сетку для армирования уплотнительной обмазки натягивают без слабины и провисания и крепят крючками с шагом не более 1 × 1 м.
Деревянную опалубку изготавливают из хвойных пород дерева (кроме лиственницы), из пиломатериала толщиной 20–30 мм. Поверхность, соприкасающуюся с укладываемым бетоном, остругивают.
Для заделки щелей в опалубке с целью предотвращения вытекания цементного молока разрешается применять пластичную глину или плотную бумагу. При укладке бетона в конструкции обмуровки, расположенные вертикально или под углом более 40° к горизонтальной плоскости, применяют двойную опалубку. В этом случае наружную стенку опалубки передвигают по мере укладки бетона. При возможности в качестве внутренней стенки опалубки нужно использовать не разобранный слой обмуровки.
Опалубку для выполнения отверстий диаметром до 200 мм изготавливают из круглого лесоматериала, для больших диаметров делают опалубку из узких досок или из фанеры. Для предотвращения сцепления бетона с опалубкой внутреннюю ее поверхность покрывают смазкой, состоящей из 12 частей минерального масла, 1 части цемента и 0,5 части воды. Можно применять отработанное минеральное масло. Применять для смазки опалубки известковые растворы нельзя.
Приготовление и укладка набивных масс на поверхности экранов
Для укладки на экранные поверхности котлов применяют набивные массы: хромитовые, хромитомагнезитовые, карборундовые и корундовые.
В карборундовых массах в качестве связующего применяют жидкое стекло, шликер огнеупорной глины, триполифосфат натрия и алюмофосфатное связующее на основе ортофосфорной кислоты.
Наилучшие эксплуатационные свойства имеет карборундовая масса на фосфатном связующем.
Составы и свойства набивных масс приведены в табл. 9.15.
Таблица 9.15. Составы и свойства набивных масс.
| Наименование массы | Состав массы | Максимальная температура применения, оС | Плотность, кг/м3 | Коэффициент линейного расширения (при температуре 20 – 800оС) | Коэффициент теплопроводности (при температуре 300 – 700оС), Вт/ м×оС |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Хромитовая | Хромитовая смесь СХ-1 или СХ-2, жидкое стекло плотностью 1,4 – 1,5 г/см3, 7% к хромитовой смеси | 1350 | 2500 – 3200 | (7,0 – 8,0)×10– 6 | 1,1 – 1,3 |
| Карборундовая | Карбид кремния черный № 160-63 – 40%, № 50-12 – 30%, шлам карбид кремния – 30%, связка сверх 100%: жидкое стекло плотностью 1,3 г/см3 – 6%, водная суспензия огнеупорной глины плотностью 1,13 г/см3 – 5% | 1500 | 2100 – 2300 | 5,5×10– 6 | 4,0 – 4,5 |
| Карборундовая на фосфатном связующем | Карбид кремния черный № 160-63 – 40%, № 50-12 – 30%, шлам карбид кремния – 30%, связка сверх 100%: алюмофосфатное связующее – 18%, огнеупорная глина – 6% | 1700 | 2100 – 2300 | 8,9×10– 6 | 2,0 – 3,0 |
| Карборундовая на фосфатном связующем | Карбид кремния черный № 160-63 – 40%, № 50-12 – 30%, шлам карбид кремния – 30%, связка сверх 100%: огнеупорная глина – 5%, триполифосфат – 3% | 1600 | 2300 – 2500 | 5,5×10– 6 | 5,5 – 7,2 |
| Карборундовая на фосфатном связующем | Карбид кремния черный № 160-63 – 40%, № 50-12 – 30%, шлам карбид кремния – 30%, связка сверх 100%: ортофосфорная кислота – 15%, электрокорунд – 10%, огнеупорная глина – 6% | 1500 | 2100 – 2300 | 4,1×10– 6 | 4,0 – 6,0 |
| Корундовая на алюмофосфатном связующем | Корунд № 400-100 –25%, огнеупорная глина – 25 – 35%; связка сверх 100%: ортофосфорная кислота 75-процентная – 15% | 1650 | 2100 – 2400 | 7,6×10– 6 | 0,8 – 1,2 |
| Хромомагнезитовая | Хромомагнезит зернового состава: зерно от 7 до 3 мм – 40%, от 1 до 0,09 мм – 30%, меньше 0,09 мм – 30%; связка сверх 100%: жидкое стекло плотностью 1,4 – 1,5 г/см3 – 10%, кремнефтористый натрий – 1%, огнеупорная глина – 6% | 1500 | 2600 – 2800 | 10,3×10– 6 | 1,0 – 1,5 |
Составы и свойства жаростойких бетонов приведены в разделе 10.
Перед приготовлением набивных масс необходимо:
- — жидкое стекло разбавить водой и довести до заданной плотности;
- — огнеупорную глину высушить, размолоть и просеять через сито с отверстиями не более 1 мм;
- — растворить огнеупорную глину в воде;
- — плотность глиняной суспензии должна составлять 1,13–1,15 г/см3.
Разрешается приготовление карборунда мелкого зернового состава путем размола более крупных зерен в шаровых мельницах со стальными мелющими телами.
Массы приготавливают в лопастных смесителях. Сухие компоненты засыпают в смеситель и перемешивают 3 мин, затем без остановки смесителя загружают жидкие компоненты в любой последовательности. После загрузки в смеситель всех компонентов массу перемешивают 10 мин.
Приготовленные набивные массы, особенно хромитовая и карборундовая, употребляются в дело в течение 1,5 ч с момента приготовления. Для предохранения от высыхания и твердения массы следует хранить в закрытых емкостях. Повторное применение схватившейся массы не допускается.
Повторное применение схватившейся массы не допускается.
Перед укладкой набивных масс ошипованные и гладкие экранные трубы, камеры и другие стальные поверхности должны быть пропескоструены. На зажигательных поясах массу набрасывают на ошипованные трубы сразу достаточно большой площадью и набивают таким образом, чтобы слой уплотненной массы над шипами составлял 3–5 мм. Необходимо учитывать, что набивка массы в несколько слоев с некоторыми промежутками времени вызывает ее расслоение.
Массу уплотняют пневмомолотками через стальную плиту размером 200×200 мм, толщиной 12–15 мм. Массу набивают плотно, без пустот между трубами и шипами. Степень уплотнения проверяют нажатием большого пальца руки с усилием 10–15 кг. При этом на поверхности массы не должен остаться заметный след.
При укладке массы на под котлов с жидким шлакоудалением, амбразуры горелок и т. п. рекомендуется массы укладывать слоями толщиной не более 100 мм. Массу уплотняют пневмолопатками или вручную деревянными трамбовками. При необходимости укладки второго слоя поверхность ранее уложенного слоя нарезают квадратами 80×80 мм на глубину 7–8 мм. Укладку масс, особенно при большой толщине слоя, желательно выполнять без перерыва. Целесообразно высушивать массу сразу же после укладки, пропуская через экраны горячую воду с температурой 60 °С.
При необходимости укладки второго слоя поверхность ранее уложенного слоя нарезают квадратами 80×80 мм на глубину 7–8 мм. Укладку масс, особенно при большой толщине слоя, желательно выполнять без перерыва. Целесообразно высушивать массу сразу же после укладки, пропуская через экраны горячую воду с температурой 60 °С.
Приготовление и нанесение уплотнительных обмазок
Уплотнительные обмазки приготавливают в смесителе принудительного действия. В смеситель засыпают сухие компоненты и затем при работающем смесителе заливают в любой последовательности жидкие компоненты. Компоненты обмазки перемешивают 8–10 мин до получения однородной массы. Уплотнительные обмазки готовят в количестве, которое может быть уложено в дело в течение 1 ч после приготовления. Затвердевшие обмазки применять не разрешается.
Перед нанесением обмазки сетку очищают от грязи и проверяют надежность ее закрепления. Обмазку набрасывают на сетку небольшими порциями, хорошо уплотняют деревянными трамбовками и заглаживают мастерком или полутеркой. При необходимости густота раствора может быть уменьшена прибавлением раствора хлористого магния с тщательным перемешиванием. Применение воды для уменьшения густоты раствора не разрешается. Нельзя увлажнять уплотнительные обмазки в процессе твердения.
При необходимости густота раствора может быть уменьшена прибавлением раствора хлористого магния с тщательным перемешиванием. Применение воды для уменьшения густоты раствора не разрешается. Нельзя увлажнять уплотнительные обмазки в процессе твердения.
В табл. 9.16. приводятся составы обмазок и мастик.
Таблица 9.16. Составы обмазок и мастик
| Наименование | Состав и расход на 1 м3 | Область применения | |
| Материалы | Количество | ||
| 1 | 2 | 3 | 4 |
| Уплотнительная магнезиальная обмазка | Каустический магнезит II класса | 300 кг | Наружный уплотнительный слой обмуровок без металлической обшивки |
| Асбест распушенный V–VI сорта | 800 кг | ||
| Раствор хлористого магния плотностью 1,2 г/см3 | 450 л | ||
| Уплотнительная обмазка ОРГРЭС |
Портландцемент марки 300 |
70 кг | Наружный уплотнительный слой обмуровок без металлической обшивки |
| Глина огнеупорная | 210 кг | ||
| Шамотный порошок, зерно до 2 мм | 560 кг | ||
| Асбест распушенный V–VI сорта | 560 кг | ||
| Жидкое стекло плотностью 1,4–1,5 г/см3 | 150 кг | ||
| Уплотнительная асбестодиато-мовая обмазка |
Диатомовая крошка, размер зерна до 5 мм |
360 кг | Уплотнение кладки из шамотного кирпича. Предельная температура применения 800°С Предельная температура применения 800°С |
| Асбест распушенный V–VI сорта | 300 кг | ||
| Жидкое стекло плотностью 1,38–1,40 г/см3 | 120 кг | ||
| Огнеупорный кладочный раствор | Мертель алюмосиликатный | 1370 кг | Кладка из огнеупорного кирпича |
| Вода | 450–550 л | ||
| Диатомо-цементный кладочный раствор |
Диатомит молотый |
520 кг | Кладка из диатомового кирпича в местах, предусмотренных проектом. Кладка из диатомового кирпича, в основном выполняется «всухую». |
| Портландцемент марки 400 | 180 кг | ||
| Вода | 450–550 л | ||
| Мастика для подмазки и промазки швов перлитовая | Состав по массе | Для подмазки и промазки швов в перлитоцементных изделиях | |
| Перлитовый песок, размер зерна до 1,5 мм | 20% | ||
| Асбест V сорта | 20% | ||
| Жидкое стекло плотностью 1,40 г/см3 | 57% | ||
| Кремнефтористый натрий Вода |
3% В количестве, соответствующем погружению конуса в раствор на 10–12 см |
||
| Мастика для промазки швов в известково-кремнеземистых изделиях № 2 |
Жидкое стекло натриевое плотностью 1,40–1,43 г/см3 |
1 часть | — — — |
| Диатомит молотый, зерно до 1,5 мм | 0,4 части | ||
| Глина огнеупорная молотая | 0,04 части | ||
Дополнительные сведения о составах защитных и уплотнительных обмазок приведены в разделе 10. 5.2.
5.2.
Ремонт обмуровки из штучных огнеупорных и теплоизоляционных изделий
Классификация огнеупорных растворов по консистенции для кладки из шамотного кирпича приведена в табл. 9.17. Более подробно составы огнеупорных растворов, твердеющих при нагревании, и составы воздушно-твердеющих шамотных растворов, как и способы их приготовления, приведены в разделе 10.5.2.
Таблица 9.17. Классификация огнеупорных растворов (консистенция растворов)
| Раствор | Тонкость помола мертеля | Пределы осадки конуса, см | Толщина шва, мм, не более |
| Жидкий Полугустой Густой |
Тонкий Крупный Крупный |
6–9 5–6 3–5 |
1–2 3 5 |
Разборку разрушенного или разбираемого с целью ремонта участка кладки обмуровки следует выполнять с учетом максимального сохранения изделий для вторичного использования при условии лабораторных испытаний (шамотные изделия). Для уменьшения пыления участки разбираемой кладки увлажняют. Все оголенные элементы крепления кладки очищают от остатков раствора и соответствующим образом ремонтируют.
Для уменьшения пыления участки разбираемой кладки увлажняют. Все оголенные элементы крепления кладки очищают от остатков раствора и соответствующим образом ремонтируют.
Сопряжение новой кладки с неразбираемым участком следует выполнять перевязкой по штробе, выполненной «с убегом». Толщина кладки, способ укладки кирпича должны быть такими же, как это было предусмотрено заводской конструкцией. Кладку огнеупорного кирпича начинают с углов и ведут к середине. При кладке подов котлов с жидким шлакоудалением верхний ряд огнеупорного кирпича укладывают на ребро поперек движения шлака.
Неровности и искривления (в переделах допусков) металлоконструкций, обшивки пода и экранных труб, на которые опирается кладка, следует выравнивать теплоизоляционным слоем с тем, чтобы обеспечить ровную поверхность под кладку из огнеупорного кирпича.
Кладку амбразур горелок производят с обязательной предварительной подгонкой фасонного или клинового кирпича. Толщина шва не более 1 мм. Технологические отверстия (лазы, лючки и др. ) должны выполняться огнеупорным кирпичом на всю толщину обмуровки. Кладку в местах прохода труб через обмуровку и в местах подвижных опор и креплений экранных труб следует выполнять особо тщательно, не допуская защемления указанных узлов в обмуровке. Манжеты в местах прохода труб через обмуровку перед укладкой бетона должны быть надежно закреплены на трубах.
) должны выполняться огнеупорным кирпичом на всю толщину обмуровки. Кладку в местах прохода труб через обмуровку и в местах подвижных опор и креплений экранных труб следует выполнять особо тщательно, не допуская защемления указанных узлов в обмуровке. Манжеты в местах прохода труб через обмуровку перед укладкой бетона должны быть надежно закреплены на трубах.
Длина манжет должна быть на 40 мм больше толщины слоя бетона. При кладке мест сопряжения обмуровки вертикальной стены с потолком должен быть выполнен температурный зазор 20 мм.
Укладку теплоизоляционных известково-кремнеземистых или перлитоцементных плит производят насухо с зазором между плитами не более 3 мм с перекрытием швов на ширину не менее 50 мм. В теплоизоляционном слое не должно быть пустот. Разрешается заделывать пустоты кусками теплоизоляционных плит.
Зазор между наружной поверхностью теплоизоляционного слоя и металлической обшивкой котла должен соответствовать проектным данным. Зазор проверяют при восстановлении металлической обшивки контрольной рейкой.
При выполнении теплоизоляционного слоя из матов минераловатных с обкладкой металлической сеткой необходимо сшивать края сеток матов мягкой углеродистой проволокой. Пустоты в местах стыков матов заделывают минеральной ватой. Поверхность изоляционного слоя должна быть ровной.
Допускаемые отклонения от проектных размеров при выполнении обмуровки не должны превышать данных, приведенных в табл. 9.18.
Таблица 9.18. Допускаемые отклонения от проектных размеров при выполнении обмуровки
| Наименование | Допускаемые отклонения от проектных размеров , мм |
|
Расстояние между осями экранных труб и обмуровкой Расстояние между осями крайних труб змеевиков пароперегревателей, экономайзеров и обмуровкой Ширина температурного шва Впадины, выпучины, выступающие кирпичи на поверхности обмуровки на длине 1 м То же для наружной поверхности на длине 1 м |
± 10 ± 10 ± 5 ± 3 ± 4 |
Обмуровка котлов материалы для обмуровки
Обмуровкой называются ограждения, отделяющие топочную камеру и газоходы от окружающей среды. Назначение обмуровки – уменьшить потерю тепла газов и препятствовать присосу воздуха в газоходы котла.
Назначение обмуровки – уменьшить потерю тепла газов и препятствовать присосу воздуха в газоходы котла.
По условиям эксплуатации температура наружной поверхности не должна превышать 50 °С. Лишь в некоторых местах допускается повышенная температура до 70 °С.
Различают три основных типа конструкции обмуровки паровых котлов:
В пределах каждого типа имеется большое количество конструктивных решений.
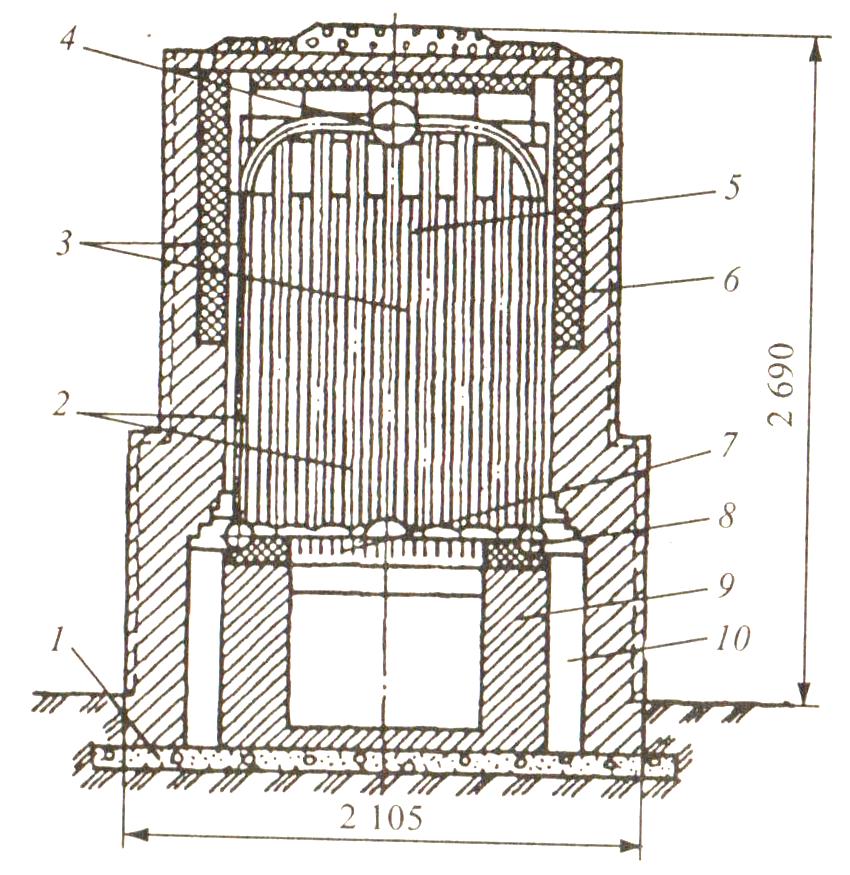
Тяжелую обмуровку применяют в неэкранированных или слабо экранированных котлах малой мощности. В районе топки температура в обмуровке котла должна снизиться с 1200-1300 °С до 50-70 °С, поэтому обмуровка должна быть толстой. Для нее применяют огнеупорный шамотный кирпич (им выкладывают внутреннюю поверхность толщиной в 1 кирпич) и красный кирпич (наружная часть в 2-3 кирпича). И тот, и другой кирпич сравнительно хорошо проводит тепло, поэтому толщина обмуровки достигает 750-1000 мм. В кладке кирпичи перевязаны. Для обеспечения свободы термических расширений по углам на всю высоту обмуровки оставляют вертикальные температурные швы, которые уплотняют асбестом.

Обмуровку тяжелого типа выполняют обычно независимо от каркаса трубной системы котла. В этом случае она свободно опирается на фундамент котла. Иногда обмуровку по высоте разбивают на пояса. Нижний пояс опирают на фундамент, а верхние посредством горизонтальных балок – на каркас котла.
Тяжелая обмуровка проста по устройству, но имеет вес 1000-1200 кг на
В современных конструкциях котлов топочная камера сильно экранирована, поэтому температура стенки обмуровки, обращенной в топку, составляет 500-600 °С. Это позволяет упростить обмуровку. Создана так называемая облегченная обмуровка (рис. 17.4).
Рис. 17.4. Опора обмуровки на стальной кронштейн:
1 – стальной кронштейн; 2 – фасонные шамотные кирпичи; 3 – асбестовый шнур диаметром 25 мм; 4 – обшивка; 5 – температурный шов 12 мм
Облегченную обмуровку разбивают по высоте на ряд поясов высотой 1000-1500 мм. Каждый пояс опирается на каркас через промежуточные кронштейны и балки. Таким образом, вся обмуровка держится на каркасе котла. Общая толщина обмуровки – один кирпич (250 мм).
Общая толщина обмуровки – один кирпич (250 мм).
Внутрь топки к трубам – красный кирпич (1Л кирпича), снаружи – диатомовый кирпич (Vi кирпича), который является хорошим изолятором. Плотность обмуровки достигают применением обшивки всей наружной поверхности котла железным листом толщиной 2-3 мм. Между обшивкой и диатомовым кирпичом имеется воздушный зазор 5-10 мм. Иногда облегченная обмуровка выполняется в виде плит (теплоизолирующих) толщиной 100-150 мм.
Вместо диатомового кирпича могут быть применены: совелит, вермикулит, шлаковая вата и др. Вес 1 м2 кладки облегченной обмуровки доходит до 400 кг.
Дальнейшее развитие конструкции привело к созданию натрубной обмуровки (рис. 17.5). Натрубная обмуровка состоит из нескольких слоев теплоизолирующей массы. К трубам на определенном расстоянии друг от друга приваривают прутки из углеродистой стали диаметром 10-12 мм, к которым крепят волнистую проволоку и сетки. Вначале хромитовой массой заполняют промежутки между трубами. Это образует первый слой толщиной 40 мм. Волнистая проволока оказывается внутри слоя. Затем натягивают сетку из проволоки (3 мм с величиной ячейки 20 мм) и наносят второй слой теплоизоляции толщиной 50 мм. Этот слой выполняют из легковесного бетона. Далее укладывают совелитовые плиты и укрепляют сетку. Толщина третьего слоя 50 мм. Снаружи на сетку наносят газонепроницаемую эластичную обмазку. Обмазка состоит из асбеста, глины, гудрона и минерального масла.
Это образует первый слой толщиной 40 мм. Волнистая проволока оказывается внутри слоя. Затем натягивают сетку из проволоки (3 мм с величиной ячейки 20 мм) и наносят второй слой теплоизоляции толщиной 50 мм. Этот слой выполняют из легковесного бетона. Далее укладывают совелитовые плиты и укрепляют сетку. Толщина третьего слоя 50 мм. Снаружи на сетку наносят газонепроницаемую эластичную обмазку. Обмазка состоит из асбеста, глины, гудрона и минерального масла.
Рис. 17.5. Натрубная обмуровка стен топочной камеры парогенератора с естественной циркуляцией:
1 – экранные трубы; 2 – опускные трубы; 3 и 8 – металлическая сетка; 4 – торкрет-масса; 5 – штырь; 6 – высокотемпературная изоляционная масса; 7 – асбоцементные плиты; 8 – ; 9 – уплотиительиая штукатурка
При наличии шипов на экранах можно обойтись без волнистой проволоки. Описана одна из конструкций натрубной обмуровки. Известно много различных модификаций.
Натрубная обмуровка не связана с каркасом. Для создания жесткости по высоте топки трубы охватывают в нескольких местах поясами из проката.
При натрубной обмуровке удается уменьшить толщину стенки до 130-180 мм и вес довести до 120-200 кг/м».
Стоимость обмуровки натрубной по сравнению с облегченной в 2-2,5 раза меньше. Кроме того, отсутствует обшивка котла.
Теплоизоляционные материалы должны обладать низкой теплопроводностью, малым весом, достаточной механической прочностью, а также должны быть дешевыми.
Чем больше пористость материала, тем он легче, тем выше его теплоизоляционные свойства, но тем он менее прочен. Применяют следующие теплоизоляционные материалы.
Асбест – вводят в состав теплоизоляционного материала с целью увеличения прочности и снижения теплопроводности. При повышении температуры асбест теряет связанную влагу, ввиду чего снижается его прочность. При t = 600° влага полностью теряется и асбест превращается в порошок. Из асбеста изго-
Тавливают шнур, картон и ткань, асбестоцементные плиты используют для изоляции при температуре до 450 °С.
Диатомит – осадочная порода (в основном кремнезем). ) при обжиге выделяет ССЬ и остается порошок – магнезия.
) при обжиге выделяет ССЬ и остается порошок – магнезия.
Совелит – состоит из смеси обожженного доломита (MgCCb • СаСОз) с асбестом. Применяют в виде плит до температуры 500 °С, обладает теми же теплоизолирующими свойствами, что и ньювель.
Диатомовый пористый кирпич – изготавливают из диатомита и древесных опилок. При обжиге опилки выгорают и получаются поры.
Пористость некоторых теплоизолирующих материалов достигается набуханием изделия за счет выделения паров при нагревании. Таким путем изготавливают пеностекло – из смеси порошков стекла и угля. Хорошо поддается механической обработке при температуре 30 °С, 5 = 0,5 кДж/м • ч град.
Зонолит – пористый материал, получают при нагревании вермикулита (сорт слюды). При этом объем слюды увеличивается в 20 раз. Используют непосредственно до температуры 1000 °С.
Из обожженного вермикулита в смеси с асбестом и связанными веществами делают плиты, применяемые до температуры 600 °С.
Минеральная вата (стекловата, шлаковата) – применяют до температуры 600 °С в виде матов, войлока, плит и др.
Огнеупорные и термоизоляционные бетоны содержат гидравлически твердеющие вещества (цементы) и заполнители (огнеупорные и изоляционные материалы).
Для обмуровки паровых котлов наиболее подходят шамотобетоны. Применяют цементы: портландцемент (лучше), глиноземистый цемент (хуже) и другие марки не ниже 300. Заполнитель – шамотный порошок и дробленка (тоже шамотная).
Для обмуровки котлов применяют огнеупорные бетоны марок 100-300 (предел прочности при сжатии, кг/см»). Допустимая температура огнеупорных бетонов зависит от состава и равна 1100-1300 °С.
Торкретные массы – применяют для выполнения отдельных узлов обмуровки. Укладывают его вручную либо торкрет-пушкой. Наносят его на арматурную сетку либо на ошипованные трубы. Связующим в массе может служить цемент, глина и жидкое стекло. Заполнители – шамот или диатомит. Имеются разные рецепты приготовления (разные пропорции). Температура применения в зависимости от состава максимально 900-1200 °С.
Котлы, используемые в крупных отопительных системах, как правило, выпускаются без экранизирующего покрытия. Это вызвано тем, что они изготавливаются в соответствии с параметрами котельной. Обмуровка котла выполняет функции защитного покрытия и производится из материалов, обеспечивающих необходимые характеристики.
Это вызвано тем, что они изготавливаются в соответствии с параметрами котельной. Обмуровка котла выполняет функции защитного покрытия и производится из материалов, обеспечивающих необходимые характеристики.
Разновидности
Главным предназначением защитного слоя является уменьшение уровня теплопотерь и риска ожогов у работников, также снижаются расходы на энергоноситель. Особое значение уделяется материалам, используемым при создании обмуровки, и технологии формирования. Существует несколько основных схем, каждая из которых подбирается индивидуально и обладает высоким уровнем эффективности:
- Натрубная обмуровка котла состоит из легкого бетона, отличающегося теплоизоляционными характеристиками. При помощи хромитовой массы и специальных плит изготавливается внешний слой.
- Накаркасная схема имеет в своем составе три слоя: минеральную вату, диатомобетон и шамотобетон.
- Тяжелая имеет ограниченную область применения и подходит только для котельных с максимальным уровнем температур в пределах 800 градусов.
 В качестве внешнего слоя выступает красный кирпич, внутренний представляет собой кладку огнеупорного кирпича.
В качестве внешнего слоя выступает красный кирпич, внутренний представляет собой кладку огнеупорного кирпича.
Особенности
Обмуровка водогрейных котлов является трудоемким процессом, требующим соблюдения технологии и грамотного подбора материала. Набивные составы производятся на корундовой, карбундовой либо хромитовой основе. Жидкое стекло зачастую выступает в качестве связующей основы. Количество изготавливаемой массы зависит от поверхности, требующей обработки, и необходимой толщины.
Состав, нанесенный на поверхность, покрывается специальной сеткой, изготовленной из огнеупорного материала. Уплотнительная обмазка выполняется магнезитом, асбестом или шамотным порошком. Стоит отметить, что обмазка может выполняться в случае, если масса еще не застыла.
Что нужно знать
Базальтовое волокно, обладающее высокой стойкостью к воздействию температур, используется для формирования теплоизоляционных плит.
В некоторых случаях становится более рациональной частичная обмуровка котла. Снижение потерь тепловой энергии и обеспечение безопасности обслуживающего персонала возможно за счет обработки дверей конструкции. При этом необходимо обратить внимание на распределение температуры при остывании.
Снижение потерь тепловой энергии и обеспечение безопасности обслуживающего персонала возможно за счет обработки дверей конструкции. При этом необходимо обратить внимание на распределение температуры при остывании.
Ремонт обмуровки котлов начинается с демонтажа обвязки, при этом желательно сохранить основу конструкции для дальнейшего использования. При наличии неровных участков на экранах и трубах можно нанести слой теплоизолятора. Срок эксплуатации конструкции можно увеличить за счет алюминиевых красящих составов, используемых в качестве финишного покрытия.
Котлы “ДКВР”
Системы данной серии предназначены для обеспечения заготовки нагретой воды и теплоснабжения. Они позволяют получить насыщенный пар и часто применяются в вентиляционных системах. Конструкция имеет отличительные особенности в виде вертикально размещенных труб и двух барабанов. Котлы этой марки обладают множеством положительных сторон:
- широкий диапазон мощности;
- использование любого вида энергоносителя, включая мазут и газ;
- автоматизированная работа системы;
- сборка конструкции может производиться в помещении котельной, при этом не требуется демонтаж стен;
- обмуровка котлов “ДКВР” производится из любых материалов, подходящих для предполагаемого режима работы;
- надежность аэродинамической и гидравлической системы обеспечивает высокий уровень КПД.
Обмуровка котлов: технология
Обязательным этапом перед обмуровкой является гидравлическая проверка котлов. Далее выполняется футеровка поверхности котла и внешняя облицовка. Используемые материалы для футеровки должны иметь огнеупорные свойства, также необходимо тщательно просеять шамотный порошок, песок и глину перед применением. Цемент, огнеупорная и красная глина не должны иметь в своем составе посторонних вкраплений, комочков и мелкого мусора.
Перед началом работ необходимо подготовить огнеупорную смесь, инструменты и кирпичи одинакового размера. Каждый ряд кладки необходимо проверять строительным уровнем, чтобы предотвратить образование впадин и выпуклостей. Удостовериться в качестве укладки углов можно при помощи стального угольника. Как становится ясно, обмуровка паровых котлов, является достаточно сложным процессом, требующим соблюдения всех норм и правил, поэтому за работу можно браться только при наличии знаний и соответствующего опыта. В большинстве случаев лучше обратиться к специалистам, так как даже незначительный недочет может привести в дальнейшем к серьезным последствиям.
Особенности
На изоляционном слое должны отсутствовать трещины и сколы. Перед укладкой огнеупорного шамотного кирпича производится его сортировка, материал должен быть единого размера без повреждений. Применение битого или треснувшего кирпича категорически запрещено, так как это заметно снижает прочность конструкции. Неровные края также уменьшают герметичность швов.
Раствор
Не меньшее значение имеет смесь, используемая для кладки. Она должна обладать равномерной структурой без вкраплений. Для укладки шамотного кирпича подходит раствор на основе глины и шамотного порошка. Степень жирности глины определяет количество порошка. Стоит отметить, что в состав нельзя добавлять соль и речной песок, несмотря на то, что подобные ингредиенты часто встречаются в растворах для кладки печей.
Толщина смеси во время сложной обмуровки должна быть в пределах 2 мм, при обычной кладке допускается увеличение до 3 мм. Полученный результат напрямую зависит от соблюдения пропорций ингредиентов и тщательного перемешивания. Консистенция должна иметь среднюю густоту. Замешивается раствор только на чистой воде, это гарантирует отсутствие извести и других примесей. Рекомендуется готовить состав в отдельной, предварительно очищенной таре.
Консистенция должна иметь среднюю густоту. Замешивается раствор только на чистой воде, это гарантирует отсутствие извести и других примесей. Рекомендуется готовить состав в отдельной, предварительно очищенной таре.
Обмуровка водогрейного котла: описание
Перед началом работ все используемые элементы должны быть очищены от капель раствора, коррозии и загрязнений. Точки соединения арматуры связываются проволокой с диаметром около 2 мм либо свариваются при помощи электросварки. Нежелательно использование алюминиевой и медной проволоки.
Битум наносится равномерным слоем на арматуру и фиксирующие элементы, необходимые для укрепления бетона.
Для изготовления опалубки применяется древесина хвойных пород, за исключением лиственницы. Тщательно обрабатываются и остругиваются стороны, прилегающие к бетонному раствору. Возможно использование бумаги или глины с высокой пластичностью для уплотнения щелей в опалубке. Двойная опалубка подходит для обмуровки вертикальной поверхности либо находящейся под углом не менее 40 градусов. Деревянную поверхность рекомендуется покрыть смазочным составом для того, чтобы избежать ее сцепления с бетоном. В качестве смазки можно использовать раствор, состоящий из воды и минерального масла.
Деревянную поверхность рекомендуется покрыть смазочным составом для того, чтобы избежать ее сцепления с бетоном. В качестве смазки можно использовать раствор, состоящий из воды и минерального масла.
Печи и котлы в промышленности и сегодня остаются незаменимыми объектами, поэтому часто появляется необходимость в ремонте и модернизации подобных конструкций. Кроме того, должна производиться обмуровка котла и при необходимости замена элементов, вышедших из строя.
Профессионально выполняем ,
обмуровку промышленных, паровых и водогрейных котлов с соблюдением всех технологий. Большой опыт работ компании «ПромАвтоматика» позволяет выполнить обмуровку, футеровку с отменным качеством!
Мы выполняем все виды обмуровок:
- Тяжелую обмуровка паровых котлов
- Облегченную обмуровка котла
- Натрубную обмуровка котлов
- Обмуровка котла из теплоизоляционных плит
ООО «ПромАвтоматика» производит обмуровку котлов ПТВМ. КВ-ГМ , ДКВр, ДЕ, КЕ, Е, ДСЕ, УСШ, КПС .
КВ-ГМ , ДКВр, ДЕ, КЕ, Е, ДСЕ, УСШ, КПС .
Все работы по обмуровке котлов выполняются высококлассными специалистами в короткие сроки.
Компания комплектует и поставляет все виды обмуровочно-футеровочных материалов на объект заказчика.
Обмуровка паровых, водогрейных, стационарных котлов по конструкции подразделяется на четыре основных вида:
- 1. Натрубная обмуровка, прикрепляемая непосредственно к поверхностям нагрева котла и выполняемая из жароупорных бетонов (первый слой), теплоизоляционных бетонов или перлитоцементных плит (второй слой) и газонепроницаемой обмазки (третий уплотнительный слой).
- 2. Щитовая обмуровка котлов, прикрепляемая к каркасу котла или каркасу блоков поверхности нагрева и выполняемая в виде щитов или панелей, также состоящих из трех слоев – огнезащитного, теплоизоляционного и уплотнительного. В ряде случаев рационально заменять уплотнительную обмазку обшивкой из стального листа.
- 3. Облегченная обмуровка, прикрепляемая к каркасу котла из штучных огнеупорно-теплоизоляционных изделий. Эта конструкция обмуровки может иметь обшивку из стального листа.
- 4. Натрубная обмуровка в газоплотных котлах, прикрепляемая к газоплотным поверхностям нагрева котла и выполняемая из теплоизоляционных перлитоцементных или известково-кремнеземистых плит (первый теплоизоляционный слой) и газонепроницаемой обмазки (второй уплотнительный слой).
В обмуровках паровых и водогрейных котлов применяют жаростойкий на бетон связующем из глиноземистого цемента или портландцемента. Для теплоизоляционного бетона рименяют диатомовую крошку, асбест V–VI сорта распушенный и связующее – портландцемент. В некоторых случаях в теплоизоляционном бетоне применяют крошку из вспученного перлита вместо диатомовой. Газонепроницаемая (уплотнительная) обмазка состоит, в зависимости от состава, из асбеста Vсорта распушенного, шамотного порошка, огнеупорной глины и связующего – каустического магнезита, жидкого стекла или портландцемента (см. раздел 10).
раздел 10).
Для огнеупорной кладки применяют нормальный и легковесный огнеупорный кирпич, а для теплоизоляционной кладки – кирпич плотностью не более 600 кг/м 3 . Для устройства теплоизоляционного слоя применяют перлитоцементные или известково-кремнеземистые плиты или маты минераловатные прошивные марки 150 (см. раздел 10).
При обмуровке газоплотных котлов для теплоизоляционного слоя, прикрепляемого к панелям, применяют известково-кремнеземистые плиты.
В табл. 9.14. приведена характеристика конструкций обмуровок.
Не допускается смешивание цементов разных видов и марок, а также цементов, выпускаемых разными заводами.
Таблица 9.14. Характеристики конструкций обмуровок
| Конструкция обмуровки | Толщина слоя, мм | Общая толщина обмуровки, мм | Масса 1 м2 обмуровки, кг | ||||
| Жаростойкий бетон или огнеупорный кирпич | |||||||
Некоторая часть конструктивных узлов обмуровки котла в процессе эксплуатации разрушается и требует восстановления. Ремонт обмуровки котлов заключается в полной разборке разрушенного участка, подготовке участка и укладке новой обмуровки.
Ремонт обмуровки котлов заключается в полной разборке разрушенного участка, подготовке участка и укладке новой обмуровки.
Арматурные и опалубочные работы
Арматура, стальная сетка, детали крепления обмуровки перед установкой очищают от грязи, пленочной коррозии, налипшего раствора и т. п. Пересечение проволоки арматуры сваривают электросваркой или перевязывают вязальной проволокой диаметром 1,6–2 мм. Перевязка арматуры медной или алюминиевой проволокой не допускается.
Детали крепления обмуровки и арматуру диаметром более 8 мм, находящиеся в жароупорном и теплоизоляционном бетонах, покрывают слоем битума толщиной до 2 мм. Сетку для армирования жароупорного бетона натрубной обмуровки и сетку для армирования уплотнительной обмазки натягивают без слабины и провисания и крепят крючками с шагом не более 1 × 1 м.
Деревянную опалубку изготавливают из хвойных пород дерева (кроме лиственницы), из пиломатериала толщиной 20–30 мм. Поверхность, соприкасающуюся с укладываемым бетоном, остругивают. Вторично используемая опалубка должна быть очищена от грязи и застывшего бетона.
Вторично используемая опалубка должна быть очищена от грязи и застывшего бетона.
Для заделки щелей в опалубке с целью предотвращения вытекания цементного молока разрешается применять пластичную глину или плотную бумагу. При укладке бетона в конструкции обмуровки, расположенные вертикально или под углом более 40° к горизонтальной плоскости, применяют двойную опалубку. В этом случае наружную стенку опалубки передвигают по мере укладки бетона. При возможности в качестве внутренней стенки опалубки нужно использовать не разобранный слой обмуровки.
Опалубку для выполнения отверстий диаметром до 200 мм изготавливают из круглого лесоматериала, для больших диаметров делают опалубку из узких досок или из фанеры. Для предотвращения сцепления бетона с опалубкой внутреннюю ее поверхность покрывают смазкой, состоящей из 12 частей минерального масла, 1 части цемента и 0,5 части воды. Можно применять отработанное минеральное масло. Применять для смазки опалубки известковые растворы нельзя.
Приготовление и укладка набивных масс на поверхности экранов
Для укладки на экранные поверхности котлов применяют набивные массы: хромитовые, хромитомагнезитовые, карборундовые и корундовые.
В карборундовых массах в качестве связующего применяют жидкое стекло, шликер огнеупорной глины, триполифосфат натрия и алюмофосфатное связующее на основе ортофосфорной кислоты.
Наилучшие эксплуатационные свойства имеет карборундовая масса на фосфатном связующем.
Составы и свойства набивных масс приведены в табл. 9.15.
Таблица 9.15. Составы и свойства набивных масс.
| Наименование массы | Состав массы | Максимальная температура применения, о С | Плотность, кг/м 3 | Коэффициент линейного расширения (при температуре 20 – 800 о С) | Коэффициент теплопроводности (при температуре |
300 – 700 о С),
Вт/ м× о С
Составы и свойства жаростойких бетонов приведены в разделе 10.
Перед приготовлением набивных масс необходимо:
- – жидкое стекло разбавить водой и довести до заданной плотности;
- – огнеупорную глину высушить, размолоть и просеять через сито с отверстиями не более 1 мм;
- – растворить огнеупорную глину в воде;
- – плотность глиняной суспензии должна составлять 1,13–1,15 г/см 3 .
Разрешается приготовление карборунда мелкого зернового состава путем размола более крупных зерен в шаровых мельницах со стальными мелющими телами.
Массы приготавливают в лопастных смесителях. Сухие компоненты засыпают в смеситель и перемешивают 3 мин, затем без остановки смесителя загружают жидкие компоненты в любой последовательности. После загрузки в смеситель всех компонентов массу перемешивают 10 мин.
Приготовленные набивные массы, особенно хромитовая и карборундовая, употребляются в дело в течение 1,5 ч с момента приготовления. Для предохранения от высыхания и твердения массы следует хранить в закрытых емкостях.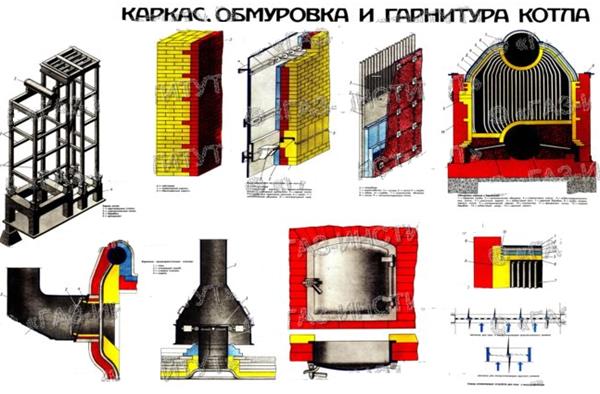 Повторное применение схватившейся массы не допускается.
Повторное применение схватившейся массы не допускается.
Перед укладкой набивных масс ошипованные и гладкие экранные трубы, камеры и другие стальные поверхности должны быть пропескоструены. На зажигательных поясах массу набрасывают на ошипованные трубы сразу достаточно большой площадью и набивают таким образом, чтобы слой уплотненной массы над шипами составлял 3–5 мм. Необходимо учитывать, что набивка массы в несколько слоев с некоторыми промежутками времени вызывает ее расслоение.
Массу уплотняют пневмомолотками через стальную плиту размером 200×200 мм, толщиной 12–15 мм. Массу набивают плотно, без пустот между трубами и шипами. Степень уплотнения проверяют нажатием большого пальца руки с усилием 10–15 кг. При этом на поверхности массы не должен остаться заметный след.
При укладке массы на под котлов с жидким шлакоудалением, амбразуры горелок и т. п. рекомендуется массы укладывать слоями толщиной не более 100 мм. Массу уплотняют пневмолопатками или вручную деревянными трамбовками. При необходимости укладки второго слоя поверхность ранее уложенного слоя нарезают квадратами 80×80 мм на глубину 7–8 мм. Укладку масс, особенно при большой толщине слоя, желательно выполнять без перерыва. Целесообразно высушивать массу сразу же после укладки, пропуская через экраны горячую воду с температурой 60 °С.
При необходимости укладки второго слоя поверхность ранее уложенного слоя нарезают квадратами 80×80 мм на глубину 7–8 мм. Укладку масс, особенно при большой толщине слоя, желательно выполнять без перерыва. Целесообразно высушивать массу сразу же после укладки, пропуская через экраны горячую воду с температурой 60 °С.
Приготовление и нанесение уплотнительных обмазок
Уплотнительные обмазки приготавливают в смесителе принудительного действия. В смеситель засыпают сухие компоненты и затем при работающем смесителе заливают в любой последовательности жидкие компоненты. Компоненты обмазки перемешивают 8–10 мин до получения однородной массы. Уплотнительные обмазки готовят в количестве, которое может быть уложено в дело в течение 1 ч после приготовления. Затвердевшие обмазки применять не разрешается.
Перед нанесением обмазки сетку очищают от грязи и проверяют надежность ее закрепления. Обмазку набрасывают на сетку небольшими порциями, хорошо уплотняют деревянными трамбовками и заглаживают мастерком или полутеркой.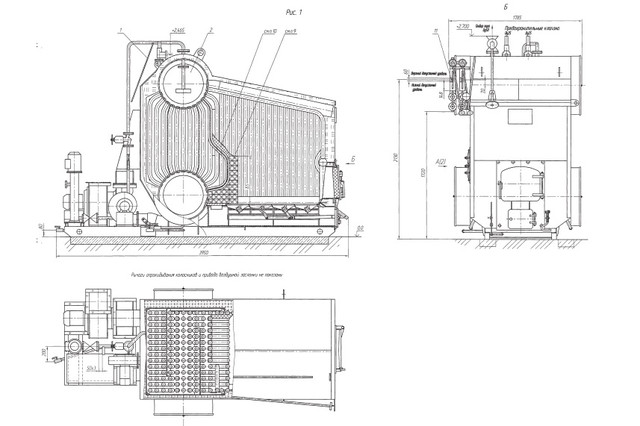 При необходимости густота раствора может быть уменьшена прибавлением раствора хлористого магния с тщательным перемешиванием. Применение воды для уменьшения густоты раствора не разрешается. Нельзя увлажнять уплотнительные обмазки в процессе твердения.
При необходимости густота раствора может быть уменьшена прибавлением раствора хлористого магния с тщательным перемешиванием. Применение воды для уменьшения густоты раствора не разрешается. Нельзя увлажнять уплотнительные обмазки в процессе твердения.
В табл. 9.16. приводятся составы обмазок и мастик.
Таблица 9.16. Составы обмазок и мастик
| Наименование | Состав и расход на 1 м 3 | Область применения | |
| Материалы | Количество | ||
| 1 | 2 | 3 | 4 |
| Уплотнительная магнезиальная обмазка | Каустический магнезит II класса | 300 кг | Наружный уплотнительный слой обмуровок без металлической обшивки |
| Асбест распушенный V–VI сорта | 800 кг | ||
| Раствор хлористого магния плотностью 1,2 г/см 3 | 450 л | ||
| Уплотнительная обмазка ОРГРЭС | |||
Портландцемент марки 300
Диатомовая крошка, размер зерна до 5 мм
 Предельная температура применения 800°С
Предельная температура применения 800°СВ количестве, соответствующем погружению конуса в раствор на 10–12 см
Жидкое стекло натриевое плотностью 1,40–1,43 г/см 3
Дополнительные сведения о составах защитных и уплотнительных обмазок приведены в разделе 10. 5.2.
5.2.
Ремонт обмуровки из штучных огнеупорных и теплоизоляционных изделий
Классификация огнеупорных растворов по консистенции для кладки из шамотного кирпича приведена в табл. 9.17. Более подробно составы огнеупорных растворов, твердеющих при нагревании, и составы воздушно-твердеющих шамотных растворов, как и способы их приготовления, приведены в разделе 10.5.2.
Таблица 9.17. Классификация огнеупорных растворов (консистенция растворов)
| Раствор | Тонкость помола мертеля | Пределы осадки конуса, см | Толщина шва, мм, не более |
| Жидкий |
3–5
Разборку разрушенного или разбираемого с целью ремонта участка кладки обмуровки следует выполнять с учетом максимального сохранения изделий для вторичного использования при условии лабораторных испытаний (шамотные изделия). Для уменьшения пыления участки разбираемой кладки увлажняют. Все оголенные элементы крепления кладки очищают от остатков раствора и соответствующим образом ремонтируют.
Сопряжение новой кладки с неразбираемым участком следует выполнять перевязкой по штробе, выполненной «с убегом». Толщина кладки, способ укладки кирпича должны быть такими же, как это было предусмотрено заводской конструкцией. Кладку огнеупорного кирпича начинают с углов и ведут к середине. При кладке подов котлов с жидким шлакоудалением верхний ряд огнеупорного кирпича укладывают на ребро поперек движения шлака.
Неровности и искривления (в переделах допусков) металлоконструкций, обшивки пода и экранных труб, на которые опирается кладка, следует выравнивать теплоизоляционным слоем с тем, чтобы обеспечить ровную поверхность под кладку из огнеупорного кирпича.
Кладку амбразур горелок производят с обязательной предварительной подгонкой фасонного или клинового кирпича. Толщина шва не более 1 мм. Технологические отверстия (лазы, лючки и др.) должны выполняться огнеупорным кирпичом на всю толщину обмуровки. Кладку в местах прохода труб через обмуровку и в местах подвижных опор и креплений экранных труб следует выполнять особо тщательно, не допуская защемления указанных узлов в обмуровке. Манжеты в местах прохода труб через обмуровку перед укладкой бетона должны быть надежно закреплены на трубах.
Манжеты в местах прохода труб через обмуровку перед укладкой бетона должны быть надежно закреплены на трубах.
Длина манжет должна быть на 40 мм больше толщины слоя бетона. При кладке мест сопряжения обмуровки вертикальной стены с потолком должен быть выполнен температурный зазор 20 мм.
Укладку теплоизоляционных известково-кремнеземистых или перлитоцементных плит производят насухо с зазором между плитами не более 3 мм с перекрытием швов на ширину не менее 50 мм. В теплоизоляционном слое не должно быть пустот. Разрешается заделывать пустоты кусками теплоизоляционных плит.
Зазор между наружной поверхностью теплоизоляционного слоя и металлической обшивкой котла должен соответствовать проектным данным. Зазор проверяют при восстановлении металлической обшивки контрольной рейкой.
При выполнении теплоизоляционного слоя из матов минераловатных с обкладкой металлической сеткой необходимо сшивать края сеток матов мягкой углеродистой проволокой. Пустоты в местах стыков матов заделывают минеральной ватой. Поверхность изоляционного слоя должна быть ровной.
Поверхность изоляционного слоя должна быть ровной.
Допускаемые отклонения от проектных размеров при выполнении обмуровки не должны превышать данных, приведенных в табл. 9.18.
Таблица 9.18. Допускаемые отклонения от проектных размеров при выполнении обмуровки
| Наименование | Допускаемые отклонения от проектных размеров , мм |
Расстояние между осями экранных труб и обмуровкой
Расстояние между осями крайних труб змеевиков пароперегревателей, экономайзеров и обмуровкой
Ширина температурного шва
Впадины, выпучины, выступающие кирпичи на поверхности обмуровки на длине 1 м
То же для наружной поверхности на длине 1 м
| Марка/материал | ДКВр-2,5 | ДКВр-4 | ДКВр-6,5 | ДКВр-10 | ДКВр-20 |
Кирпич ог. ШБ-5 ШБ-5 | 3500 уг. 5500ГМ | 4000 уг. 6000ГМ | 5000 уг. 6000ГМ | 10000 уг. 12000ГМ | 10000 уг. 12000ГМ |
| Кирпич кл. ШБ-5 | 200 шт. | 250 шт. | 300 шт | 350 шт. | 200 шт. |
| Кирпич кр. одинарный | 8500 шт. | 10000 шт. | 15000 шт. | 20000 шт. | 3500 шт. |
| Мертель | 1 т. | 1,2 т. | 1,5 т. | 2 т. | 2 т. |
| Шамот крупный | 1 т. ГМ | 1 т. ГМ | 1 т. ГМ | 1 т. ГМ | 1,5 т. ГМ ГМ |
| Асбест распушонка | 300 кг. | 400 кг. | 500 кг. | 1000 кг. | 1500 кг. |
| Асбест листовой | 50 листов | 70 листов | 100 листов | 100 листов | 100 листов |
| Асбест шнуровой | 4 бухты (D 25-30 мм.) | 4 бухты (D 25-30 мм.) | 5 бухт (D 25-30 мм.) | 6 бухт (D 25-30 мм.) | 5 бухт (D 25-30 мм.) |
| Вата МКРР огнеупорная | 80 тюков | 100 тюков | 150 тюков | 200 тюков | 200 тюков |
| Сетка рабица | 2 рулона (яч. 20*20) | 2 рулона (яч. 20*20) 20*20) | 3 рулона (яч. 20*20) | 3 рулона (яч. 20*20) | 1 рулон (яч. 20*20) |
| Метал b=2мм. 2500*1250 | 20 листов (легк. обм.) | 20 листов (легк. обм.) | 30 листов (легк. обм.) | 40 листов (легк. обм.) | 50 листов (легк. обм.) |
| Метал b=1мм. 2500*1250 | 2 листа ГМ | 2 листа ГМ | 2 листа ГМ | 2 листа ГМ | 2 листа ГМ |
| Цемент глинозем. | 200 кг. | 200 кг. | 200 кг. | 200 кг. | 200 кг. |
| Жидкое стекло | 50 литров | 50 литров | 70 литров | 100 литров | 100 литров |
| Цемент портланд | 100 кг. | 100 кг. | 150 кг. | 200 кг. | 200 кг. |
| Глина ог. орошковая | 2 т. (тяж. обм.) | 2 т. (тяж. обм.) | 3 т. (тяж. обм.) | 5 т. (тяж. обм.) | 1 т. |
| Песок просеянный | 10 т. (тяж. обм.) | 10 т. (тяж. обм.) | 14 т. (тяж. обм.) | 20 т. (тяж. обм.) | 3 т. |
Обмуровка котла: сложный и высокотехнологичный процесс
Обмуровка котла – это комплекс специальных работ по установлению вокруг котла особой защитной оболочки.
Схема отвода дыма от чугунных котлов.
Обмуровка применяется только для тех котлов, у которых нет цельносварных экранов. Такая оболочка необходима для того, чтобы из котла правильно выходили все продукты горения, а также она обеспечивает дополнительную изоляцию.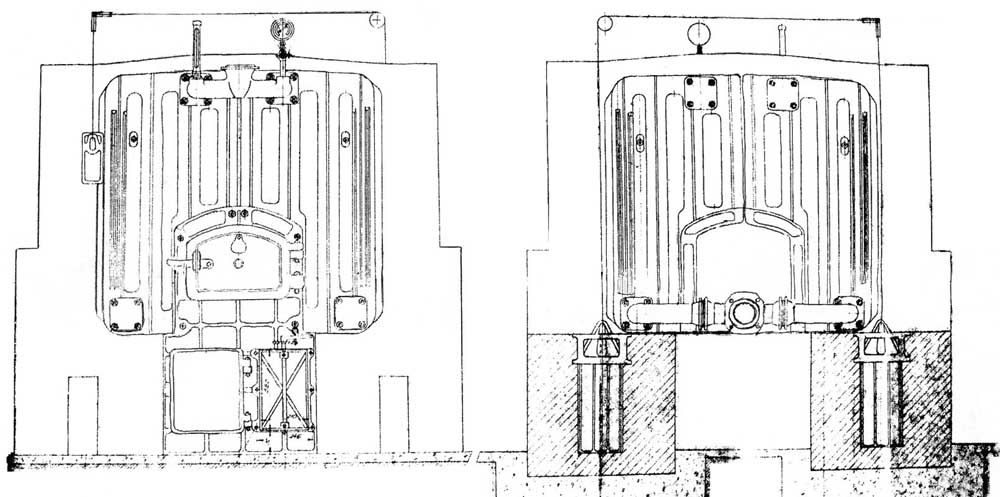 Самую простую обмуровку котла можно увидеть в прачечных, там для этой цели выкладываются кирпичные стенки. Следует уточнить, что обмуровка может быть очень сложной, поэтому выполнять ее лучше всего только специалистам. Дополнительная изоляция требуется только для стальных котлов, у чугуна в этом нет особой необходимости.
Самую простую обмуровку котла можно увидеть в прачечных, там для этой цели выкладываются кирпичные стенки. Следует уточнить, что обмуровка может быть очень сложной, поэтому выполнять ее лучше всего только специалистам. Дополнительная изоляция требуется только для стальных котлов, у чугуна в этом нет особой необходимости.
Типы обмуровки котлов:
- Тяжелая (кирпичная). Применяется для котлов с небольшой мощностью, высота стен которых не превышает 12 м.
- Облегченная (используется огнеупорный материал).
- Легкая (бетонная). Имеет небольшую массу.
Основные требования, предъявляемые к обмуровке котлов
Инструмент для обмуровочных работ.
Изолирующий слой обязательно должен быть плотным, без трещин. Иногда необходима специальная огнеупорная кладка. В этом случае можно использовать шамотный кирпич. Его обязательно сортируют, ведь в обмуровке котлов существуют места, в которых кладка должна быть особо прочной, в них нельзя использовать битый кирпич. Шов кладки должен быть герметичным, а отбитые края не позволят этого добиться. Швы должны быть настолько идеальными, что проверяется даже целый кирпич при помощи специального шаблона.
Шов кладки должен быть герметичным, а отбитые края не позволят этого добиться. Швы должны быть настолько идеальными, что проверяется даже целый кирпич при помощи специального шаблона.
Пристальное внимание должно уделяться не только кирпичам, но и раствору для кладки. Он должен быть приготовлен очень хорошо, тщательно размешан. Если кирпич шамотный, то состав приготавливают из смеси шамотного порошка и огнеупорной глины. Количество порошка будет зависеть от того, насколько жирная глина. Чем больше жирность глины, тем больше понадобится порошка. Иногда печники добавляют в огнеупорную глину обычный песок и поваренную соль. При обмуровке котлов так делать нельзя.
Обычная кладка требует, чтобы толщина раствора не превышала 3 мм, сложная кладка – еще меньше. Поэтому состав необходимо замешивать очень тщательно, иначе не получится добиться необходимого результата. Если кладка должна быть особо тщательной, то применяется только жидкая смесь. Для просто тщательной кладки можно использовать раствор средней густоты, а для обычной состав должен быть консистенции сметаны.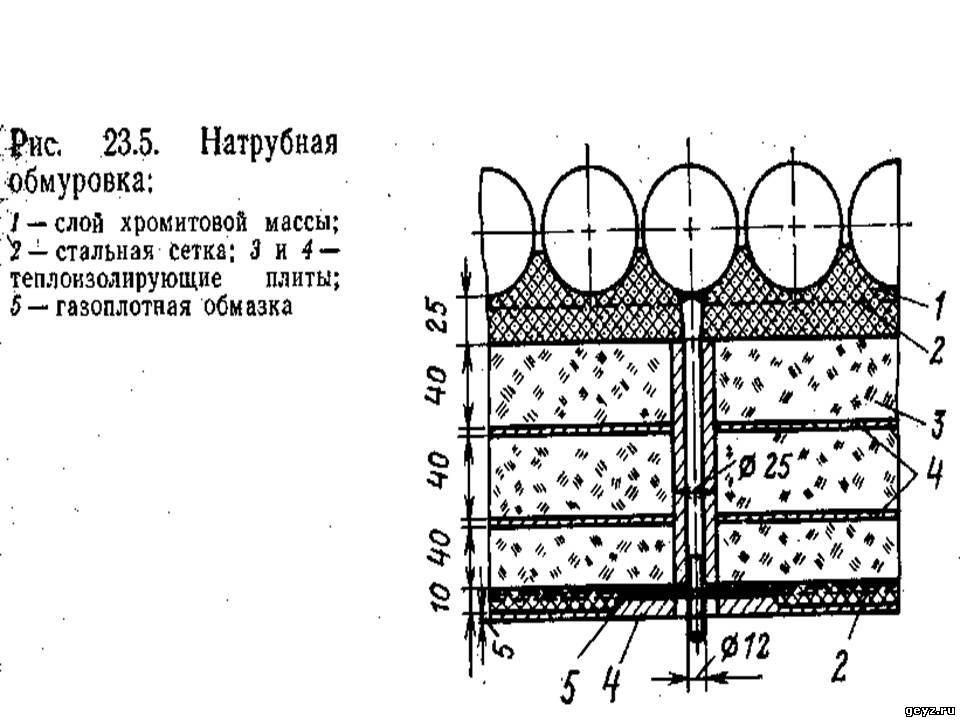
Для приготовления нельзя использовать грязную воду, как обычно делается на многих стройках. В огнеупорный раствор не должно попасть никаких примесей, например, остатков извести. Поэтому его замешивают только в отдельной чистой емкости. Для малопрогреваемых мест можно использовать известковые сложные растворы.
Вернуться к оглавлению
Технология обмуровки котлов
Схема кладки обмуровки.
Обмуровка может начинаться только после того, как полностью закончится гидравлическое испытание котлов. Хотя иногда выкладывать первые ряды начинают еще до завершения полной проверки. Это позволяет сэкономить время.
Обмуровка котла включает в себя два этапа работ: внутреннюю футеровку и наружную облицовку. Футеровка выполняется с использованием огнеупорного кирпича и только на огнеупорном растворе. Правильная технология обмуровки котла требует, чтобы огнеупорные материалы соответствовали следующим требованиям:
- В песке и цементе не должно присутствовать никакого лишнего мусора, а также твердых комочков.

- Красная глина тоже не должна иметь никаких посторонних примесей.
- Огнеупорную глину, кварцевый песок и шамотный порошок перед использованием необходимо обязательно просеять через мелкое сито.
Для работы необходимы следующие материалы:
- огнеупорный раствор;
- одинаковый по толщине кирпич с ровными краями;
- строительный уровень;
- деревянный молоток.
Огнеупорный раствор так же, как и обычный, замешивают в бетономешалке. Перед тем, как начнется обмуровка котлов, необходимо обязательно проверить правильность расположения всех металлоконструкций вокруг котла. Обмуровка выполняется в полном соответствии с чертежами.
Чтобы кладка получилась высококачественной, сначала каждый кирпич укладывают без раствора, а только потом с ним. Кирпичи обязательно должны иметь одинаковую толщину. Для того чтобы обмуровка котлов имела правильный шов, строители пользуются деревянным молотком.
Очень часто возникает такая ситуация, когда отсутствует фасонный кирпич, в этом случае края приходится стесывать. Стесанные кирпичи укладываются только внутри котлов, так как они более подвержены разрушительному процессу. Ряды укладывают один за другим, нарушать этот порядок нельзя. К тому же, приходится постоянно следить за тем, чтобы швы в каждом ряду были основательно заполнены раствором. Если останется пустой шов, то он в дальнейшем может стать причиной утечки газа.
Стесанные кирпичи укладываются только внутри котлов, так как они более подвержены разрушительному процессу. Ряды укладывают один за другим, нарушать этот порядок нельзя. К тому же, приходится постоянно следить за тем, чтобы швы в каждом ряду были основательно заполнены раствором. Если останется пустой шов, то он в дальнейшем может стать причиной утечки газа.
После завершения каждого ряда кладки при помощи уровня проверяется правильность укладки, все выпуклости и впадины. При помощи шаблона происходит проверка температурных швов, а металлическим угольником проверяется правильность укладки углов.
Таким образом, можно сделать вывод, что самостоятельно проводить работы очень опасно, они требуют жесткого контроля на каждом этапе. Обмуровка – сложный и высокотехнологичный процесс, поэтому лучше предоставить его специалисту, который занимается этим уже несколько лет. Малейшие недочеты в дальнейшем могут повлечь за собой серьезные неприятности.
НовосибТеплоСтрой, Обмуровка промышленных котлов | Обмуровочные работы | Легкая и тяжелая обмуровка всех типов котлов
Обмуровка котла – это конструкция из огнеупорных и теплоизоляционных материалов, образующая топочное пространство (топку) котла.
Обмуровочные работы
Производство обмуровочных работ, несомненно, является одним из сложнейших видов промышленного строительства, где требуются специальные навыки и отработанное до мелочей точное соблюдение этапов проведения работ.
Однако, обмуровочным работам не уделяют должного внимания и поручают их случайным людям – каменщикам, печникам, даже кочегарам. Зачастую после выполнения таких работ неспециалистами возникают прогары, подсосы, регулярно падающие стены котлов, резко сокращается срок службы обмуровки.
Как следствие — головная боль у службы эксплуатации котельных: замерзающие поселки и предприятия или работающее во внештатном режиме оборудование. По статистике при работе неисправных котлов расход топлива относительно нормальных показателей может увеличиться до 30-40%.
Специалисты компании «НовосибТеплоСтрой» выполняют обмуровочные работы при строительстве, ремонте, переводе на газовое топливо промышленных энергетических котлов (котлов ДКВР, КЕ, ДЕ, КВГМ, КВТС, ПТВМ, НР, ЭЧМ и других), работающих на любых видах топлива – газ, мазут, уголь, древесные отходы.
Компания «НовосибТеплоСтрой». Кратко:
1. Квалифицированные кадры. Только высококвалифицированные инженерно-технические сотрудники и огнеупорщики. Большинство рабочих имеют 5, 6 разряд, стаж работников по данной специальности в среднем 25 лет. Именно такие люди с редкой специальностью — огнеупорщик и уникальными знаниями по обмуровке котлов из года в год трудятся в нашей компании.
2. Качественные материалы. При необходимости мы возьмем на себя все вопросы, связанные с поставкой на объект строительных материалов. При производстве работ по ремонту обмуровки котлов применяются огнеупорные материалы только от проверенных производителей.
3. Оборудование и нормативная база. Современное оборудование для выполнения обмуровочных работ (станки для резки огнеупоров, растворосмесители и т.п.), типовые проекты, инструкции производителей агрегатов, технологические карты и другая нормативная документация — позволят сократить время выполнения работ и принятия необходимых технических решений.
4. Аварийный ремонт. Зачастую работы по обмуровке котлов требуется производить незамедлительно – без тепла и пара могут остаться жилые дома или непрерывное производство. В подобных случаях мы действуем максимально оперативно: в течение нескольких часов приступаем к восстановлению объекта. При работе в штатном режиме от обращения к нам и уточнения деталей до представления сметной документации и проекта договора проходит не более 7 дней.
5. Разумная стоимость работ. Сотрудничество со случайными бригадами разнорабочих может обернуться печальными последствиями: срыв сроков, сбои в работе оборудования, отсутствие реальной гарантии и т.п. Мы даем полноценную гарантию на выполненные работы, а в случае претензий (каких почти не бывает) мгновенно рассматриваем их и быстро решаем проблему.
Компания «Новосибитеплострой» имеет допуск на проведение обмуровочных работ (свидетельство № 0468.02-2010-5403219348-С-044) и является действующим членом СРО некоммерческое партнерство Строителей Сибирского Региона.
P.S. Рекомендации производственного отдела при подготовке плановых работ по обмуровке котлов:
Летний период в Сибири, когда можно произвести обмуровку котла – крайне короткий. Составление календарного графика производства работ по объектам, как правило, происходит уже весной, поэтому, просьба, сообщать о планируемых работах как можно раньше. Такие меры позволят подготовить оптимальное решение по вашему объекту, зарезервировать на складе необходимые материалы.
Приглашаем Вас к долговременному и взаимовыгодному сотрудничеству!
Свяжитесь с нами любым удобным для Вас способом:
· оформите онлайн-заявку на проведение обмуровочных работ;
· с помощью электронной почты;
· сделайте заказ по телефону;
· отправьте техническое задание на факс.
Обмуровка котла, обмуровка горелок, цена на услуги ОАО Белэнергозащита
Для заказа работ и определения цены работ, пожалуйста, заполните и отправьте нам заявку.
Обмуровка котлов
Обмуровкой водогрейных котлов (или паровых) называется система теплоизоляционных и огнеупорных ограждений или конструкций, функция которой заключается в уменьшении тепловых потерь, обеспечении газовой плотности, а также в сохранении температуры наружных поверхностей, доступных для персонала, не выше 45°С, а остальных не выше 55°С. Также обмуровка котлов предотвращает попадание воздуха извне в котел, если произошло разряжение или выбивание дымовых газов в помещение, где он расположен (котельная), при давлении в газоходах, превышающем атмосферное.
Обмуровка котла бывает трех типов:
- 1. Тяжелая —также называется стеновой кирпичной обмуровкой котла. Опорой ей служит фундамент, выполняется из кирпича (красного или огнеупорного) или с применением огнеупорной глины, мертеля.
- 2. Облегченная — при изготовлении используются огнеупорный или диатомитовый кирпич, мулитокремнеземистые волокна, изолирующие плиты и стальная обшивка.
 Закрепление происходит с помощью металлических конструкций на каркасе.
Закрепление происходит с помощью металлических конструкций на каркасе. - 3. Легкая — выполняется шамотобетонными или жаростойкими бетонными плитами, теплоизоляционными базальтовыми плитами и металлической обшивкой (либо уплотнительной обмазкой).Обмуровочные работы котлов такого типа отличаются максимальной монтажной готовностью, эффективностью, надежностью и удобством использования.
Если Вам нужна обмуровка водогрейных котлов, заполните, пожалуйста, заявку на сайте и отправьте нам. Специалисты ОАО «Белэнергозащита» свяжутся с Вами в самое ближайшее время.
Обмуровка горелок
Особую важность имеет грамотно выполненная обмуровка горелок, т.к. с ней связан срок эксплуатации, а также ее надежность и бесперебойное поступление присосов воздуха в топку котла. Долговечность горелки зависит напрямую от ее правильной установки, а также от качества футеровки и обмуровки. Мы используем современные технологии и материалы при обмуровке горелок, что гарантирует их беспроблемное использование.
Обмуровка дымохода
Чтобы предотвратить протечку дымоходов, необходимо выполнять их обмуровку. Обмуровкой дымохода называется герметизация его изнутри специальным раствором. Протечка является серьезной угрозой как для жилых домов, так и для промышленных зданий. Сквозь неплотный дымоход огонь может распространиться из одного помещения в другое. Для защиты себя и других людей необходимо вовремя провести работы по обмуровке.
Обращайтесь к специалистам ОАО «Белэнергозащита», если у Вас появились вопросы. В списке наших услуг — обмуровка теплоизоляционным бетоном и другие мероприятия по защите котлов и другого оборудования. Наши номера телефонов: 8(017)295 20 11, 8(017)296 53 05. Звоните!
Конструкции обмуровки
Конструкции обмуровки
Соответственно назначению и условиям работы к конструкции обмуровки предъявляются следующие основные требования: малая теплопроводность, герметичность, механическая прочность и термическая устойчивость. Кроме того, конструкция обмуровки должна быть простой и не требовать больших затрат труда и времени на ее изготовление и монтаж. Ранее обмуровка котлов выполнялась только из красного и огнеупорного кирпича, из которого выкладывались ее стены и своды, скрепляемые стальными балками и стяжными болтами. Обмуровка современных котлов представляет собой комбинированную систему, выполненную из кирпича, огнеупорных плит, изоляционных материалов, металлических скрепляющих частей, уплотняющих обмазок, металлической обшивки и других элементов. Конструкция обмуровки изменяется и совершенствуется по мере развития котлостроения и производства огнеупорных изделий и изоляционных материалов обмуровки в зависимости от конструкции обмуровки и способа крепления могут быть разделены на следующие типы:
Кроме того, конструкция обмуровки должна быть простой и не требовать больших затрат труда и времени на ее изготовление и монтаж. Ранее обмуровка котлов выполнялась только из красного и огнеупорного кирпича, из которого выкладывались ее стены и своды, скрепляемые стальными балками и стяжными болтами. Обмуровка современных котлов представляет собой комбинированную систему, выполненную из кирпича, огнеупорных плит, изоляционных материалов, металлических скрепляющих частей, уплотняющих обмазок, металлической обшивки и других элементов. Конструкция обмуровки изменяется и совершенствуется по мере развития котлостроения и производства огнеупорных изделий и изоляционных материалов обмуровки в зависимости от конструкции обмуровки и способа крепления могут быть разделены на следующие типы:
- стеновая кирпичная обмуровка, опирающаяся непосредственно на фундамент;
- облегченная обмуровка, выполняемая из огнеупорного и диатомитового кирпича, изоляционных плит и стальной обшивки, закрепленная на каркасе котла с помощью металлических конструкций;
- легкая обмуровка, выполняемая из шамотобетонных или жаростойких бетонных плит, теплоизоляционных плит и металлической обшивки или уплотнительной обмазки.
Указанные типы обмуровок имеют следующие характеристики:
Стеновая обмуровка применяется для котлов малой мощности при высоте стен не более 12 м. При большей высоте обмуровка становится механически ненадежной. В этом случае ее выполняют в виде наружной облицовки из красного кирпича толщиной 1-1,5 кирпича и внутренней футеровки из огнеупорного кирпича, которая в области неэкранированной топки должна иметь толщину 1-1,5 кирпича,а в газоходах с температурой 600-700 °С — не менее 0,5 кирпича (рис. 23.4, а). При относительно больших разме рах топочной камеры и высокой температуре ее стенок длч предотвращения нарушения связи между слоями кладку разделяют на участки и разгружают футеровку по высоте (рис. 23.4,6). Для предупреждения возникновения разрушающих кладку внутренних температурных напряжений, возникающих в условиях ее неравномерного нагрева, в стенах кладки предусматривают температурные швы, заполненные асбестовым шнуром, которые обеспечивают возможность ее свободного расширения.
Облегченные конструкции обмуровки ранее применялись в котлах средней мощности. Облегченные конструкции обмуровки показана на рис. 23.4, в. Обмуровку выполняют из двух или трех слоев различных материалов общей толщиной до 500 мм. Внутренний огнеупорный шамотный слой (футеровка) имеет толщину ИЗ, а при малой степени экранирования 230 мм, средний изоляционный слой из диатомитового кирпича — 113 и облицовочный слой из совелитовых плит 65-150 мм. Средний изоляционный слой часто выполняют из совелитовых плит толщиной 100 мм, заменяющих диатомитовый кирпич.
Уменьшение толщины и массы обмуровки позволило опирать ее непосредственно на каркас, в результате чего стало возможным выполнять ее любой высоты, устанавливая через 1-1,5 м разгрузочные пояса. При этом вся стенка делится на ряд ярусов, каждый из которых опирается на чугунные или стальные кронштейны, укрепленные на каркасе котла. Для обеспечения возможности свободного расширения между кронштейном и кладкой предусматривают горизонтальные температурные швы, заполненные асбестовым шнуром.
В некоторых конструкциях для предотвращения обрушений футеровки применяют специальные крепления вертикальных ярусов к каркасу с помощью чугунных крюков. Снаружи обмуровку обшивают стальными листами или защищают газонепроницаемой штукатуркой (рис. 23.4, в).
Легкие конструкции обмуровки накаркасного типа выполняют из щитов, состоящих из двух слоев теплоизолирующих материалов, защищенных со стороны омывающих их газов слоем жароупорного бетона (рис. 23.4, г). Металлическую рамку щитов такой обмуровки крепят к каркасу котла. Применяют также плиты размером 1000х500 и 1000х100 мм из известково-кремнеземистых материалов, покрытых со стороны газов жароупорным шамотобетоном. Плиты, предназначенные для установки в не защищенных трубами местах с более высокой температурой, имеют большую толщину и массу. Для передачи их массы на каркас предусматривают дополнительно закладные чугунные кронштейны. Накаркасную обмуровку применяют преимущественно в области пароперегревателей, газоповоротных камер и конвективной шахты котлов большой мощности. В топках накаркасную обмуровку применяют на прямых стенках. Достоинствами накаркасной конструкции обмуровки являются ее небольшая масса и существенное облегчение монтажных работ. Однако при такой обмуровке затрудняются ее ремонт и обеспечение плотности.
В топках накаркасную обмуровку применяют на прямых стенках. Достоинствами накаркасной конструкции обмуровки являются ее небольшая масса и существенное облегчение монтажных работ. Однако при такой обмуровке затрудняются ее ремонт и обеспечение плотности.
Натрубную обмуровку (рис. 23.5) выполняют в виде отдельных слоев, последовательно наносимых в пластичном состоянии на трубы экранов и других поверхностей нагрева, или в виде плитпанелей с огнеупорным и теплоизоляционным слоями, устанавливаемых на поясах жесткости, закрепленных на трубах. В этом случае панели изготавливают на заводе, а жароупорный слой может быть нанесен в пластичном состоянии на трубы экрана вручную. Для натрубной обмуровки топочной камеры несущими элементами являются трубы экранов, и в результате тепловых удлинений обмуровки перемещается вместе с ними. Разновидностью натрубной обмуровки являются применяемые в топке зажигательные пояса.
Защитная футеровка котла для сжигания отходов
Камера сгорания котла для сжигания отходов находится в агрессивной атмосфере, где температура может достигать 1’400 ° C.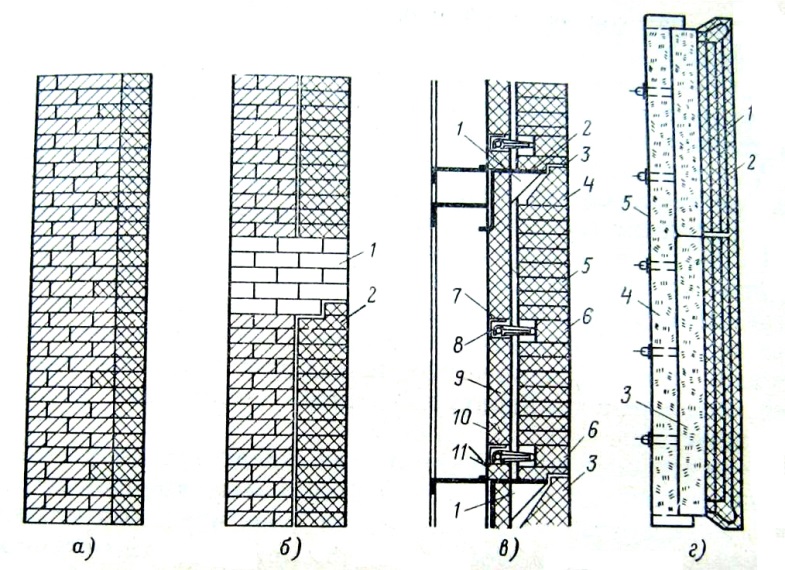 Очевидно, что стенки котла необходимо защитить соответствующим образом.
Очевидно, что стенки котла необходимо защитить соответствующим образом.
Вы, возможно, задавались вопросом, как котел для сжигания отходов может выдерживать высокие температуры, химическое воздействие и истирание.
Это основано на многолетнем опыте и развитии материалов в этой области.
Передача тепла от топки к контуру парового котла осуществляется через огнеупорную футеровку в топке / первом проходе котла и других проходах котла. Футеровка необходима для защиты стальных стенок, называемых мембранными стенками, от химико-коррозионного и абразивного воздействия горячих дымовых газов.
Секции котла подвержены разного рода коррозии
- В печи температура находится в пределах от 1’000 ° C до 1’400 ° C. Незащищенные стальные стены могут подвергнуться высокотемпературной коррозии из-за окисления, истирания и коррозии.Соответственно, стены должны быть защищены противопожарными накладками.
- Первый проход котла начинается в конце топки, над последним впуском вторичного воздуха.
 По нормативным причинам температура дымовых газов должна составлять не менее 850 ° C в течение 2 секунд до потолка котла. Также здесь незащищенные стальные стены подвергаются высокотемпературной коррозии. Из-за концентрации соединений тяжелых металлов и галогенидов следует ожидать отложения расплавленного шлака и солей.
По нормативным причинам температура дымовых газов должна составлять не менее 850 ° C в течение 2 секунд до потолка котла. Также здесь незащищенные стальные стены подвергаются высокотемпературной коррозии. Из-за концентрации соединений тяжелых металлов и галогенидов следует ожидать отложения расплавленного шлака и солей. - При температуре выше 850 ° C / 2 секунды необходимо обеспечить быстрое рассеивание тепла. Температура на входе во второй проход должна быть соответственно низкой, чтобы снизить температуру на входе в перегреватель во втором и третьем проходе и тем самым сохранить на минимальном уровне коррозию.
- Из-за низкой коррозии ниже 650 ° C, в других проходах котла можно использовать незащищенную сталь.
- Ниже 170 ° C происходит электрохимическая коррозия из-за конденсации различных галогенидов и тяжелых металлов, и использование стали больше невозможно.
Материалы защитной подкладки
Рис. 1: Схематическое изображение проходов излучения с защитной футеровкой в типичном котле для сжигания отходов. Графика от Explosion Power GmbH
Графика от Explosion Power GmbH Подходящими огнестойкими материалами являются керамические материалы (огнеупорный бетон / шамот) на основе оксида алюминия (Al2O3) с разным сопротивлением теплопередаче (изолирующие) или системы пластин или массы из карбида кремния (SiC) с хорошими теплопередающими свойствами.
Шампунь имеет консистенцию строительного раствора и обычно используется в качестве массы для наслоения, засыпки или торкретирования.
Плитки из карбида кремния спекаются до заданной формы с толщиной около 30 мм и, таким образом, получают гладкую поверхность с малыми порами. Благодаря своим хорошим свойствам теплопроводности и высокой термостойкости эти системы могут использоваться именно в высоконагруженных печах.
Отличная защита от коррозии с хорошими свойствами теплопроводности и стойкостью к истиранию достигается за счет плакирования Inconel.
Инконель (сплав 625, материал № 2.4831) представляет собой сплав на основе никеля, который приваривается в атмосфере инертного газа к стальным поверхностям толщиной прибл. 2 мм в качестве сварочной проволоки.
2 мм в качестве сварочной проволоки.
Основные зоны котла для сжигания отходов
Ниже представлена типичная конструкция котла для сжигания отходов:
Графика от Explosion Power GmbH
Вид на разрез «A» на рис. 1:
См. В разделе первого прохода котла конструкцию установленной пластинчатой футеровки.
Как отводится тепло от огня?
На следующей диаграмме мы рассматриваем температурный профиль теплового потока от горячего дымового газа в трубу, промываемую циркулирующей водой / паром.
- Принята температура дымовых газов 1000 ° C. Наружная поверхность «охлаждается» сзади, что снижает температуру ее поверхности до прибл. 770 ° С.
- Частицы золы образуют слой прибл. 5 мм, что имеет сильный изоляционный эффект. Это снижает температуру до прибл.310 ° С. Следовательно, необходимо сделать это покрытие как можно меньше.
 С помощью генераторов ударных импульсов (SPG) Explosion Power GmbH можно эффективно поддерживать небольшие отложения.
С помощью генераторов ударных импульсов (SPG) Explosion Power GmbH можно эффективно поддерживать небольшие отложения. - Пластины SiC обладают хорошей теплопроводностью, что приводит к небольшому снижению температуры. В нашем случае от 310 ° C до 265 ° C.
- Материал засыпки, в качестве альтернативы — пространство задней вентиляции в зазоре ок. 7 мм, незначительно снижает температуру.
- Стенка трубы хорошо проводит тепло, поэтому теплопередача может передаваться с небольшими потерями температуры в трубу, по которой протекает вода / пар.
- Предполагается, что давление в системе вода / пар корпуса котла составляет 47 бар, что соответствует температуре насыщения 260 ° C.
Источники в литературе:
Thomè-Kozmienski, K.J. und Beckmann M .: Energie aus Abfall, Band 8 и 10, TK Verlag
Mokesa: Wärmetechnische Optimierung durch gezielte Auswahl vor Feuerfestsystemen
Saint-Gobain: Огнеупорные материалы
Jünger + Gräter Refractories: Брошюры
Продукты для футеровки печей | Продукция
Ключевое слово
ПромышленностьВсеДобавки и арматураАэрокосмическая промышленностьАлюминий Цветные металлыПриборыАвтомобилиАккумуляторы и накопители энергииКерамика и стеклоФильтрация и сепарацияПожарозащита, Коммерческая пожарозащита, Промышленное литейное производствоЗемля, ОВКВ, железо и сталь, НефтехимияЭнергетика, Транспорт
заявкаВыберите отрасль
Список приложенийПожалуйста, выберите IndustryAllAdhesivesAdvanced compositesAerospace герметиков / coatingsCaulks / sealantsCement compositeCeramic арматуры / fillerConcrete coatingsConstruction / structuralFire замедлитель coatingsFurnace подкладки repairsIndustrial coatingsPaintsProtective coatingsRoof coatingsRubber elastomericThermoplastic reinforcementThermoset reinforcementAllAircraft Прибор insulationAircraft тепло shieldsCable wrapsCryogenic insulationElectronics пожарные protectionEngine bladesEngine gasketsFire protectionFire стена / doorsFuel tanksFuselageGasketsHydraulic / воздух linesPaints / герметики / покрытие / клей Монтажные маты для каталитического преобразователяДизель после обработкиИзоляция аккумуляторной батареи электромобиляИзоляция выхлопной системыФрикционные материалыТопливная фильтрацияПрокладкиТепловые экраныLiB аккумуляторная противопожарная защитаМасляная фильтрацияПусковые батареиAllAGM аккумуляторные сепараторыПожарная защита аккумуляторной батареиИзоляция аккумуляторной батареиТранспортная упаковка аккумуляторной батареиИзоляция аккумуляторной батареи электрического автомобиляLiЗащита аккумулятора автомобилиКаминыПерсонал / защита оборудованияУплотненияСепараторыСепараторы для снятия стрессаВенерыВсеСепараторы аккумуляторов AGMФильтрация воздухаХимическая фильтрацияЧистые комнатные фильтрыКоалесцирующие фильтрыКриогенная изоляцияДизельные сажевые фильтрыФильтрация выбросовТопливная фильтрацияФильтрация горячих газовБатарея и биотехнологии фильтрацияЖидкостная фильтрацияФильтрация маслаАккумуляторыСпециальная бумага onBurn buildingsChimney linersClothes dryersConduit wrapConstruction jointsCurtain wallsDiffusersDuct insulationExpansion суставы — insulationFire света / сигнализация systemsFire рейтинг потолок / двери / окно / wallsFire замедлитель coatingsHeat shieldsJunction коробок insulationLab equipmentLight fixturesMarine и offshoreOxygen поколения equipmentSafingStorage танков / containersStructural steelTheater curtainsThrough penetrationsTransportationAllBoilersBulkheads / firewallsCable traysControl системыКанального insulationExpansion jointsFire blanketsFurnaces / incineratorsLab equipmentNuclear Электростанция FPЗащита персонала / оборудованияИзоляция подвесов трубХранилища / контейнерыКонструкционная стальПроходные проходкиЗащитный экран от брызг сварного шваВсе блоки горелкиКрышкиЗанавесыФильтрацияФутеровка печейПрокладкиТепловые экраныТепловые экраныРемонт горячих точекИндукционные плавильные тиглиИзоляция лопастейЗащита формовочной пленкиФильтраторы опалубкиЗащита оплетки р из бревен камин conesAllBaffle boardsBurner topsChimney insulationCombustion chambersDecorative panelsFireplace liningsFlue linersGas и coalsHeating mantlePellet печи applicationsRadiant linersWood сжигания stovesAllAC insulationAir воздуховод insulationBoilersClean комнатной filtrationFiltration MediaFire protectionFurnacesGrease канал удерживания insulationHeatersInsulationSealsAllBurner blocksCoversCurtainsEmission controlExpansion jointsFurnace liningsGasketsHeat boxHeat shieldsHot газа filtrationHot пятна repairHot topsInsulationMold liningsNozzle shroudsPersonnel / Оборудование protectionPouring padsRefractory backupSealsSplash boardStress relievingTubesVeneersWeld брызговикиВсеАкустическая изоляцияКотлыГорелочные блокиРегенерация катализатораКрышкиПожарная защитаФутеровка печиПрокладкиЗападные факелыФильтрация горячего газаГорячий точечный ремонтИзоляцияПерсонал / защита оборудования Регенеративные термические окислители УплотненияСнятие напряженияВенераторыВсеАльтернативная энергияЗащита аккумулятора от огняИзоляция аккумуляторной батареиBio fuelsBoilersCable traysDuct liningExpansion jointsFiltration mediaFuel cellsGasketsGeothermalHot пятно repairInsulationPersonnel / оборудование protectionPolysilicon reactorsRefractory обратно upSealsSolar powerThermal oxidizersWaste incinerationAllBattery огонь protectionBattery insulationBattery перевозки packagingBulk глава пожарной protectionCatalytic конвертер монтаж matsCryogenic insulationDeck пожара protectionElectric батареи автомобиля insulationExhaust система insulationExpansion jointsFiltration mediaFriction materialsFuel tanksGasketsHeat shieldsInsulationMarine и offshoreRailroad автоцистерна пожарной protectionStart-стоп Батареи Резервуары / контейнерыТепловые батареиТепловой структурный барьерАвтомобили
Категории продуктаВсеПокрытияДоскиПокрытия / СмесиМаты по индивидуальному заказуМонтажные маты для контроля выбросовИнженерные огнеупорные решенияМонтажные изделияВолокнаОпожарозащитаОборудование для печейПродукты для футеровки печей Фильтрация горячих газовМикротонкие стеклянные волокнаМикропористая изоляцияМодулиБумага и войлокТекстиль Компоненты вакуумной формовки
Производственные линииAllCC-Max®Ecoflex®Excelfrax®Fiberfrax®Fibermax®Foamfrax®FyreWrap®Insulfrax®Isofrax®IsoMat®IsoMax®PC-Max®Purefrax®QSP® MaxSaffil®Thermbond®Thermfrax®VC®-9® Атрибут: Температура
Все 1400 ° F / 760 ° C 1800 ° F / 982 ° C 2012 ° F / 1100 ° C 2300 ° F / 1260 ° C 2372 ° F / 1300 ° C 2400 ° F / 1316 ° C 2600 ° F / 1430 ° C 2800 ° F / 1538 ° C 3000 ° F / 1650 ° C
Атрибут: композицияМикроволокно AllGlass Гранулы стекла LBP (с низкой биостойкостью) Микропористый диоксид кремния PCW (поликристаллическая вата) RCF (тугоплавкое керамическое волокно) Текстильное стекловолокно
Атрибут: ХимияAllA-стекло (щелочной силикат с низким содержанием бора) оксид алюминия-диоксид кремния оксид алюминия-диоксид цирконияB-стекло (боросиликат) C-стекло (кислотоупорный боросиликат) силикат кальция и магнияE-стекло (алюмоборосиликат кальция) поликристаллический высокоглиноземный поликристаллический муллит кремнезем
Как обеспечить эффективную футеровку печи
Центральный процессор на многих нефтеперерабатывающих заводах и в печах нефтехимических заводов потребляет больше энергии, чем любое другое оборудование, поэтому крайне важно принять все необходимые меры для достижения максимальной энергоэффективности. Эффективная печь является ключом к сокращению общих затрат на техническое обслуживание и обеспечению бесперебойной работы этих объектов без неоправданной потери дохода из-за простоев.
Эффективная печь является ключом к сокращению общих затрат на техническое обслуживание и обеспечению бесперебойной работы этих объектов без неоправданной потери дохода из-за простоев.
Правильные огнеупорные материалы создают защитный и изолирующий термостойкий слой, прикрепленный к внутренней части кожуха, пода и летки печи. Это не только защищает детали печи от чрезмерного нагрева, вызываемого плавкой, но также предотвращает чрезмерные потери тепла и может привести к повышению общей энергоэффективности.Однако определение потребности в новой футеровке печи и установка подходящего материала — непростая задача. Чтобы понять это правильно, мы выделили пять основных советов по максимальной эффективности футеровки печи:
Использование инфракрасной (ИК) термографии для оценки существующей футеровки
Обеспечение качества футеровки критически важно для защиты стали от нагрева и минимизации потерь тепла. Печи, в которых со временем образовались трещины, склонны к утечкам. У некоторых также могут быть проблемы с дизайном, которые не видны снаружи, что со временем может вызвать проблемы с потерей тепла.Это не редкость для печей с окрашенной поверхностью.
У некоторых также могут быть проблемы с дизайном, которые не видны снаружи, что со временем может вызвать проблемы с потерей тепла.Это не редкость для печей с окрашенной поверхностью.
Для определения горячих точек, в которых устройство протекает или снижает производительность, необходимо сканирование с помощью инфракрасной термографии. Обычно это подразумевает наведение инфракрасной камеры на несколько точек кожуха печи для анализа внешней температуры и определения любых областей, в которых происходят потери тепла. Хотя их можно проводить изнутри печи, такое сканирование более эффективно, если выполняется снаружи, поскольку это позволяет инженерам поддерживать печь в рабочем состоянии.Рекомендуется, чтобы специально обученные инженеры выполняли инфракрасное сканирование, анализировали сканированные изображения и давали рекомендации по наиболее подходящим вариантам ремонта.
По возможности производить ремонт в режиме онлайн
В случае, если инфракрасная термография выявляет потребность в ремонте, Морган всегда советует, когда это возможно, делать это в интерактивном режиме. Это наиболее эффективный метод обслуживания, надежный, быстрый и экономичный, так как агрегат все еще находится в эксплуатации.В конце концов, котлы и технологические установки постоянно приносят доход, поэтому любой простой, скорее всего, существенно повлияет на бизнес. Конечно, этот вариант зависит от температуры печи, сложности доступа к определенной области и размера точки доступа.
Это наиболее эффективный метод обслуживания, надежный, быстрый и экономичный, так как агрегат все еще находится в эксплуатации.В конце концов, котлы и технологические установки постоянно приносят доход, поэтому любой простой, скорее всего, существенно повлияет на бизнес. Конечно, этот вариант зависит от температуры печи, сложности доступа к определенной области и размера точки доступа.
Morgan’s Superwool ® и Kaowool ® могут быть установлены путем откачки снаружи печи или котла, заполнения трещин и пустот, вызванных ухудшением изоляции.Эти эффективные и простые в применении продукты идеально подходят для обеспечения эффективности теплоизоляции за трубами котла в боковых стенках, уплотнениях и полах. Также их можно использовать для ремонта духовок, печей и другого технологического оборудования.
При традиционном ремонте печь должна быть остановлена и охлаждена до тех пор, пока обслуживающий персонал не сможет безопасно войти и отремонтировать футеровку с помощью волоконных покрытий, насосных растворов или монолитных конструкций.
Тщательно продумайте инженерное проектирование
Для достижения максимальной эффективности использования материалов, указанных для замены футеровки печи, важно убедиться, что технический проект подходит.У материалов должно быть не только достаточно шпилек, чтобы удерживать их на месте, но и достаточное количество стыков для расширения или усадки. Если вы установите кирпичную футеровку без соответствующих компенсационных швов, кирпич может вырасти настолько, что отодвинет всю футеровку от стены печи. Это приведет к еще большей неэффективности, требующей повторения всего процесса.
Выберите подходящий материал для реконструкции печи
Некоторые ремонтные работы, выявленные при инфракрасном термологическом сканировании, могут быть слишком большими для выполнения в интерактивном режиме, и вместо этого необходимо отключить установку для замены футеровки печи или технологического нагревателя.В этом случае важно выбрать правильные огнеупорные материалы, чтобы облегчить успешный ремонт печи. Это приведет к повышению эффективности, надежности и снижению затрат на техническое обслуживание.
Это приведет к повышению эффективности, надежности и снижению затрат на техническое обслуживание.
Лучше всего начать с выбора этого материала с помощью программы анализа теплового потока, в которой вводятся температура и коэффициенты использования для получения информации о лучших материалах, которые будут использоваться. Свойства, включая твердость, плотность, механическое сопротивление и коэффициент изоляции, будут варьироваться в зависимости от применения печи.
Если ваша печь более ранней модели, она, скорее всего, будет иметь другой тип изоляции, нежели тот, который обычно указывается сегодня, что дает идеальную возможность для модернизации при замене футеровки печи. Такие продукты, как изоляционное волокно Superwool ® Plus ™ компании Morgan, обеспечивают на 20% меньшую теплопроводность по сравнению с другими продуктами, что делает его на 17% более энергоэффективным, чем традиционные огнеупорные керамические волокна (RCF) и силикат щелочноземельного металла (AES). утеплители.Это стало возможным благодаря максимальному содержанию волокнистого материала в растворе. Его низкая биостойкость также делает его надежной и эффективной заменой изоляции RCF.
утеплители.Это стало возможным благодаря максимальному содержанию волокнистого материала в растворе. Его низкая биостойкость также делает его надежной и эффективной заменой изоляции RCF.
Обеспечьте успешную установку
Последний момент, который следует учитывать при футеровке печи, — это убедиться, что установка выполнена правильно тем, кто имеет необходимый уровень навыков для выполнения этой задачи. Количество продуктов, доступных для футеровки печей, огромно, и все они имеют свои собственные уникальные требования к установке.Неправильный ответ приведет к неэффективной подкладке, а также к потере больших сумм денег.
Пример этих особых требований к установке можно увидеть на бетоне. Если бетон не смешать с нужным объемом воды при правильной температуре, материал не разовьется должным образом, его будет трудно укладывать, и вряд ли он достигнет ожидаемых свойств. Неэффективная или неточная установка так же плоха, как отсутствие хорошего дизайна и неправильный выбор материала. Выполните все эти вопросы правильно, и вы сможете получать выгоду от эффективной и действенной футеровки печи на многие годы вперед.
Выполните все эти вопросы правильно, и вы сможете получать выгоду от эффективной и действенной футеровки печи на многие годы вперед.
Для получения дополнительной информации посетите: http://www.morganthermalceramics.com/furnace-lining
огнеупорная футеровка — обзор
Тексако Газогенератор представляет собой сосуд высокого давления с огнеупорной футеровкой, который работает при температурах в диапазоне 1250-1450 ° C и давление 3 МПА для выработки электроэнергии и до 6-8 МПА в течение H 2 и химический синтез.Сырье, кислород и пар вводятся через горелки в верхней части газогенератора. Твердое сырье, такое как уголь, предварительно перерабатывается в суспензию путем тонкого измельчения и добавления воды. Суспензия закачивается в горелку, и вода, добавляемая вместе с суспензией, заменяет большую часть пара, который обычно должен вводиться в систему. Сырой газ и расплавленная зола, образующиеся при газификации угля, выходят в нижнюю часть газогенератора. Доступны две альтернативы для извлечения золы и охлаждения неочищенного газа.Неочищенный газ можно охладить и очистить от золы шлака путем закалки в воде или охладить в радиационном охладителе синтез-газа от 1400 ° C до 700 ° C. Тепло, рекуперированное во втором варианте, затем используется для увеличения количества пара, используемого в технологическом процессе, или для выработки электроэнергии. Расплавленный шлак стекает в парогенератор-утилизатор тепла, охлаждается порциями в нижней части охладителя и, наконец, удаляется через систему затворных бункеров. Альтернатива резкого охлаждения является предпочтительным вариантом для угольного сырья, поскольку оно может содержать следы солей (натрия и кальция), которые могут вызывать коррозию охладителей синтез-газа при высоких температурах.Однако эта альтернатива может быть недостатком для выработки электроэнергии, так как термический КПД немного снижен.
Доступны две альтернативы для извлечения золы и охлаждения неочищенного газа.Неочищенный газ можно охладить и очистить от золы шлака путем закалки в воде или охладить в радиационном охладителе синтез-газа от 1400 ° C до 700 ° C. Тепло, рекуперированное во втором варианте, затем используется для увеличения количества пара, используемого в технологическом процессе, или для выработки электроэнергии. Расплавленный шлак стекает в парогенератор-утилизатор тепла, охлаждается порциями в нижней части охладителя и, наконец, удаляется через систему затворных бункеров. Альтернатива резкого охлаждения является предпочтительным вариантом для угольного сырья, поскольку оно может содержать следы солей (натрия и кальция), которые могут вызывать коррозию охладителей синтез-газа при высоких температурах.Однако эта альтернатива может быть недостатком для выработки электроэнергии, так как термический КПД немного снижен.
Несколько существующих проектов основаны на технологии Texaco, в том числе проект IGCC, электростанция Polk, управляемая Tampa Electric Corp. В течение первых трех лет коммерческой эксплуатации было испытано 10 углей или угольных смесей для определения самого дешевого сырья для переработки при соблюдении новых экологических норм. Система шлакоудаления электростанции Polk была разработана для переработки углей с содержанием золы не более 12% (по массе в пересчете на сухой остаток).Рабочая температура газификаторов должна быть достаточно высокой, чтобы минеральное вещество угля плавилось и свободно стекало по дну газификатора. Компания Texaco установила минимальную теплотворную способность углей на уровне 30 МДж / кг, чтобы произвести достаточно синтез-газа для полной нагрузки турбины внутреннего сгорания. Для работы установки с углем с более низкой теплотворной способностью потребуется увеличить объем подачи кислорода, а также производительность системы подачи суспензии. Установка рассчитана на переработку углей с содержанием серы до 3.5% (вес, в пересчете на сухое вещество). Для углей с более высоким содержанием серы, чем для первого базового угля (Pittsburgh No.
В течение первых трех лет коммерческой эксплуатации было испытано 10 углей или угольных смесей для определения самого дешевого сырья для переработки при соблюдении новых экологических норм. Система шлакоудаления электростанции Polk была разработана для переработки углей с содержанием золы не более 12% (по массе в пересчете на сухой остаток).Рабочая температура газификаторов должна быть достаточно высокой, чтобы минеральное вещество угля плавилось и свободно стекало по дну газификатора. Компания Texaco установила минимальную теплотворную способность углей на уровне 30 МДж / кг, чтобы произвести достаточно синтез-газа для полной нагрузки турбины внутреннего сгорания. Для работы установки с углем с более низкой теплотворной способностью потребуется увеличить объем подачи кислорода, а также производительность системы подачи суспензии. Установка рассчитана на переработку углей с содержанием серы до 3.5% (вес, в пересчете на сухое вещество). Для углей с более высоким содержанием серы, чем для первого базового угля (Pittsburgh No. 8-1 с содержанием серы около 2,5%) потребовались дорогостоящие модификации системы удаления кислого газа. Из-за серьезных проблем компания решила перейти на угольные смеси с более низким содержанием серы. Предел концентрации хлора в углях был установлен на уровне 0,15% (сухая зола). Более высокая концентрация хлора в углях может повредить систему. Другие свойства угля влияют на технические и экономические аспекты работы IGCC на базе Texaco и требуют испытания угля в устройстве, прежде чем выбирать его для электростанции Polk.
8-1 с содержанием серы около 2,5%) потребовались дорогостоящие модификации системы удаления кислого газа. Из-за серьезных проблем компания решила перейти на угольные смеси с более низким содержанием серы. Предел концентрации хлора в углях был установлен на уровне 0,15% (сухая зола). Более высокая концентрация хлора в углях может повредить систему. Другие свойства угля влияют на технические и экономические аспекты работы IGCC на базе Texaco и требуют испытания угля в устройстве, прежде чем выбирать его для электростанции Polk.
Технология Texaco также используется на химических предприятиях. После 1993 года было построено пять химических заводов этого типа. В Соединенных Штатах Eastman Chemicals (Кингспорт, Теннесси) владеет двумя газификаторами закалки Texaco, которые работают при 70 бар и 1400 ° C для производства уксусной кислоты и уксусного ангидрида. Хотя установка сконфигурирована для производства ацетил-химикатов, компания утверждает, что установки по газификации и очистке полностью совместимы с опцией электроэнергии, и на самом деле, как сообщается, в Кингспорте разрабатывается вариант электрической мощности мощностью 523 МВт. Это соответствует новым проектам когенерации химических веществ и электроэнергии, спонсируемым Министерством энергетики США (DOE) в рамках программы Vision 21. Другая американская компания, Waste Management & Processors, Inc., в настоящее время проводит технико-экономическое обоснование в партнерстве с Texaco, Sasol и Nexant для разработки одного из трех демонстрационных заводов совместного производства раннего входа (УНКП) в рамках Vision 21 программа. Целью является коммерциализация технологии газификации / сжижения угля для производства сверхчистого транспортного топлива Фишера-Тропша с использованием энергии, химикатов или пара в качестве побочных продуктов.Предлагаемое расположение завода — когенерационная установка Gilberton Power Plant в Пенсильвании. Он включает газификацию местных угольных отходов, в основном отходов антрацита с высоким содержанием золы, полученных в результате очистки угля на месте, которые содержат угольную мелочь, угольную пыль и грязь. Другой демонстрационный проект УНКП разрабатывается Texaco в сотрудничестве с Rentech (Fisher-Tropsch Technology), Brown and Root Services, Praxair и GE Power Systems для производства электроэнергии и химикатов из угля и нефтяного кокса.
Это соответствует новым проектам когенерации химических веществ и электроэнергии, спонсируемым Министерством энергетики США (DOE) в рамках программы Vision 21. Другая американская компания, Waste Management & Processors, Inc., в настоящее время проводит технико-экономическое обоснование в партнерстве с Texaco, Sasol и Nexant для разработки одного из трех демонстрационных заводов совместного производства раннего входа (УНКП) в рамках Vision 21 программа. Целью является коммерциализация технологии газификации / сжижения угля для производства сверхчистого транспортного топлива Фишера-Тропша с использованием энергии, химикатов или пара в качестве побочных продуктов.Предлагаемое расположение завода — когенерационная установка Gilberton Power Plant в Пенсильвании. Он включает газификацию местных угольных отходов, в основном отходов антрацита с высоким содержанием золы, полученных в результате очистки угля на месте, которые содержат угольную мелочь, угольную пыль и грязь. Другой демонстрационный проект УНКП разрабатывается Texaco в сотрудничестве с Rentech (Fisher-Tropsch Technology), Brown and Root Services, Praxair и GE Power Systems для производства электроэнергии и химикатов из угля и нефтяного кокса. Проект включает в себя технико-экономические исследования нескольких вариантов процесса, включая состав синтез-газа, модернизацию продукта Фишера-Тропша, очистку сточных вод, отделение катализатора / парафина, удаление кислого газа, утилизацию остаточного газа и выбор площадки. Также существует план строительства угольной электростанции IGCC мощностью 430 МВт по технологии Texaco недалеко от шахты Хатфилд на севере Англии. Проект IGCC по удалению CO 2 и производству H 2 изучается консалтинговой компанией Jacobs в сотрудничестве с GE.Энергетическая установка IGCC выполнена с возможностью удаления 75% исходного углерода в виде CO 2 перед сжиганием в газовой турбине. Выполняя «кислый сдвиг» синтез-газа, большая часть монооксида углерода должна быть преобразована в диоксид углерода и равный объем водорода. Если удаление диоксида углерода выполняется, то топливо для турбины внутреннего сгорания будет состоять в основном из H 2 .
Проект включает в себя технико-экономические исследования нескольких вариантов процесса, включая состав синтез-газа, модернизацию продукта Фишера-Тропша, очистку сточных вод, отделение катализатора / парафина, удаление кислого газа, утилизацию остаточного газа и выбор площадки. Также существует план строительства угольной электростанции IGCC мощностью 430 МВт по технологии Texaco недалеко от шахты Хатфилд на севере Англии. Проект IGCC по удалению CO 2 и производству H 2 изучается консалтинговой компанией Jacobs в сотрудничестве с GE.Энергетическая установка IGCC выполнена с возможностью удаления 75% исходного углерода в виде CO 2 перед сжиганием в газовой турбине. Выполняя «кислый сдвиг» синтез-газа, большая часть монооксида углерода должна быть преобразована в диоксид углерода и равный объем водорода. Если удаление диоксида углерода выполняется, то топливо для турбины внутреннего сгорания будет состоять в основном из H 2 .
Огнеупор для котлов | Руководство по установке и запуску
Нужен ремонт, осмотр или совет по обслуживанию огнеупора? Позвоните нам по телефону 562-427-3144 , чтобы поговорить с экспертом. Также ознакомьтесь с нашими услугами по огнеупорам для получения дополнительной информации.
Также ознакомьтесь с нашими услугами по огнеупорам для получения дополнительной информации.
У вас есть ремонт, на который мы должны обратить внимание? Перейдите на страницу «Связаться с нами» и отправьте запрос и фото для быстрой оценки.
Огнеупоры — один из наиболее игнорируемых компонентов котельных систем. Это жаропрочные материалы, из которых изготовлена футеровка котлов и другого оборудования, например печей. Хотя они являются неотъемлемой частью эксплуатации и обслуживания коммерческих и промышленных котлов, они также являются основной причиной отказов котлов и потерь энергии.Требуются надлежащие услуги по установке, запуску и техническому обслуживанию огнеупоров котла, чтобы вы могли максимально эффективно использовать свою систему котла и предотвратить проблемы.
Многие клиенты не понимают, что такое установка и запуск огнеупоров, и большинство в конечном итоге выбирают неправильный огнеупорный материал или даже консультируются с подрядчиками по огнеупорным материалам, плохо разбирающимися в новейших методах применения. Неполная оценка котельных систем и частичные объяснения могут легко привести к неправильным огнеупорным материалам котла, неправильным методам установки и более высоким эксплуатационным расходам.
Неполная оценка котельных систем и частичные объяснения могут легко привести к неправильным огнеупорным материалам котла, неправильным методам установки и более высоким эксплуатационным расходам.
Если вы хотите защитить свой котел, читайте дальше, чтобы узнать о огнеупорных строительных и монтажных материалов, используемых сегодня, как выбрать правильный метод установки, достижения в огнеупорной промышленности, и многое другое.
Огнеупорные материалы
Огнеупорные материалы используются в котлах для удержания тепла, выделяемого при сжигании топлива в печах. Эти материалы должны обладать надлежащими изоляционными свойствами, выдерживать экстремальное давление и выдерживать общий износ и химические процессы, а также выдерживать высокие температуры.
Огнеупорные материалы для котлов подразделяются на три основные группы:
- Кислотные материалы: они состоят из глины, кварца, кремнезема, гамистера и песчаника.
- Нейтральный материал: состоит из графита, хромита, глинозема и свинца.

- Основной или щелочной материал: состоит из извести, диоксида циркония и магнезии.
Всегда следует проявлять особую осторожность при выборе подходящих огнеупорных материалов, чтобы избежать нежелательных реакций, которые могут снизить изоляцию и эффективность.
При установке используются огнеупорные материалы двух видов: огнеупорный кирпич и монолитный огнеупорный материал.
Огненные кирпичи
Этот огнеупорный материал используется уже много лет. Из материала формируют кирпичи, которые обжигают при очень высоких температурах в специальных изолированных камерах. Материал обычно футерован в котлах или печах.
Монолитный огнеупор
Этих котельные огнеупорные материалы неоформленные и стали наиболее предпочтительным вариантом в промышленности огнеупоров в течение последних двух десятилетий.В основном это связано с экономическими соображениями, быстрым временем установки, более низкой стоимостью сырья и меньшими трудозатратами, необходимыми для установки огнеупоров.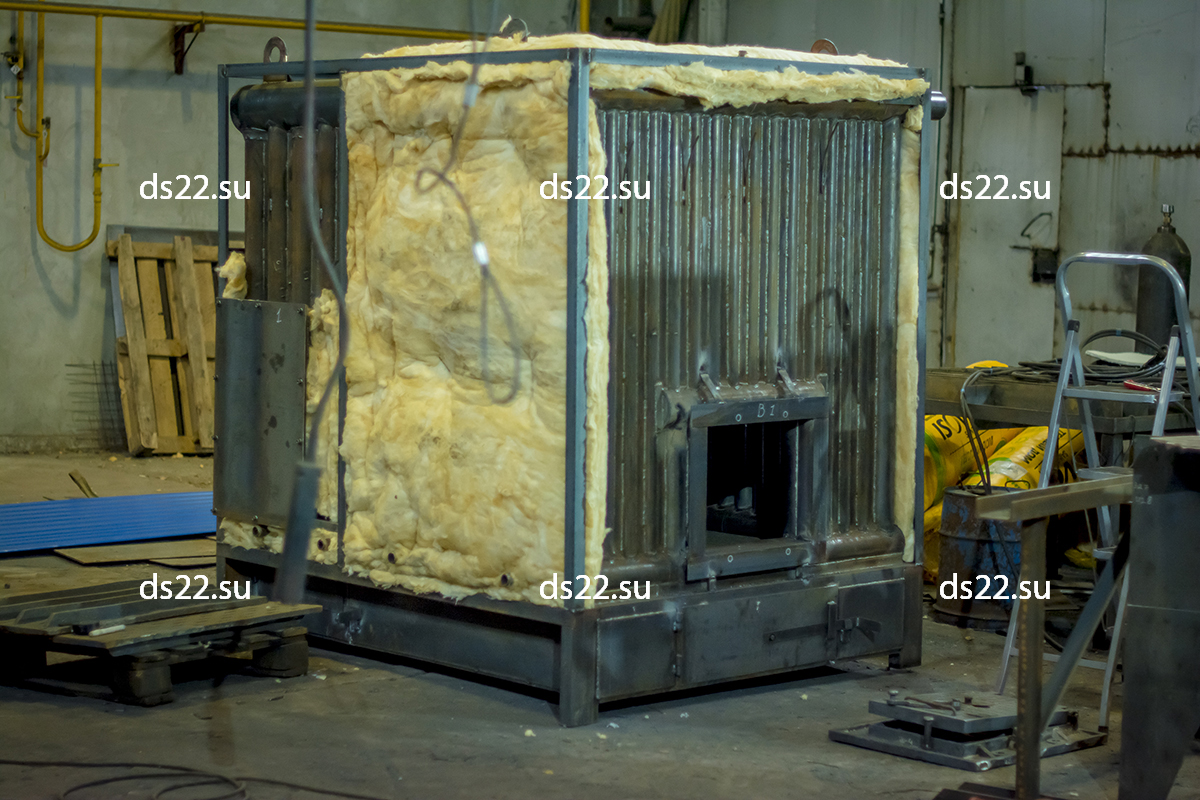 Их основные свойства включают стойкость к истиранию, химическую инертность, механическую целостность и термостойкость при высоких температурах. Эти материалы бывают разных составов и форм.
Их основные свойства включают стойкость к истиранию, химическую инертность, механическую целостность и термостойкость при высоких температурах. Эти материалы бывают разных составов и форм.
Монолитный огнеупор
Огнеупорные материалы для монолитных котлов бывают разных составов и форм, включая литейные, пластмассовые, трамбовочные, торкретирующие и покрывающие огнеупоры.
Жидкие огнеупоры
Эти материалы состоят из мелких огнеупорных зерен и крупных фракций. Их обычно смешивают с водой и устанавливают путем откачки или заливки. Вибрация необходима для правильного размещения материалов. Достигнуты успехи в производстве литьевых составов, которые упрощают и ускоряют нанесение материала.
Пластиковые огнеупоры
Применяются в качестве футеровки для различных типов котлов.Они специально приспособлены для проведения экономичного и быстрого аварийного ремонта и могут быть утрамбованы в любой контур и форму. Пластиковые огнеупорные материалы для котлов чрезвычайно универсальны, так как они хорошо адаптированы к различным условиям эксплуатации.
Пластиковые огнеупорные материалы для котлов чрезвычайно универсальны, так как они хорошо адаптированы к различным условиям эксплуатации.
Набивка огнеупоров
Они очень похожи на пластмассовые огнеупоры, но часто более жесткие. Материал обычно поставляется в сухом виде, а затем перед нанесением смешивается с небольшим количеством воды. Остальные набивные огнеупоры поставляются во влажном виде, готовые к использованию сразу после вскрытия изделия.
Огнеупоры для стрельбы
Это гранулированные материалы, которые распыляются на определенные области применения, такие как стены печи, с помощью различных пневматических пистолетов. Огнеупоры Gunning в основном используются для ремонта и ремонта котлов и печей. В основном они поставляются сухими и предварительно увлажненными в смесителе периодического действия, а затем непрерывно подаются в пистолет. Они обеспечивают отличное покрытие в огнеупорах котлов.
Огнеупоры для покрытий
для покрытий огнеупоров в основном используется для защиты огнеупорных футеровок против любых форм химической атаки.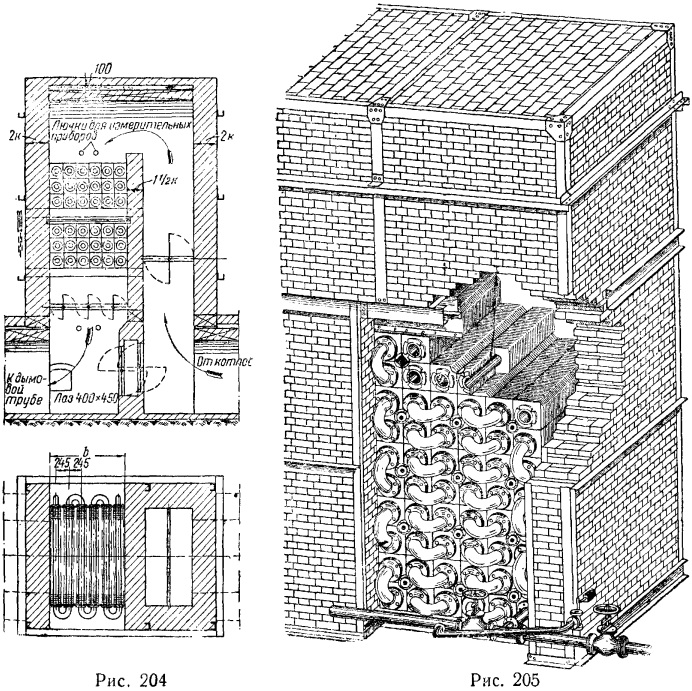 Они применяются для покрытия специального рабочих поверхностей огнеупорной футеровки и, как правило, наносят тонкий слой.
Они применяются для покрытия специального рабочих поверхностей огнеупорной футеровки и, как правило, наносят тонкий слой.
Прочие типы
Используются и другие монолитные и специализированные огнеупоры, такие как изоляционные бетоны, огнеупорные растворы, смеси для зачистки и смеси для летки. Чтобы лучше понять эти огнеупорные материалы и их применение, вам следует проконсультироваться с сертифицированными специалистами по огнеупорам.
Способы установки
Сегодня существует несколько популярных способов укладки котлового огнеупора.Наиболее часто используемые методы включают литье, литье с насосом, торкретирование и торкретирование.
Отливка
Метод литья включает смешивание и заливку жидких литых огнеупоров в формы. Формы имеют такую форму, чтобы удерживать огнеупорный материал на месте до тех пор, пока он не затвердеет, после чего его удаляют.
Отливка насоса
Поскольку большая часть литейных огнеупоров находится в жидкой форме, во многих методах нанесения используется метод перекачки. Огнеупорный материал перекачивается в конкретное место, где это необходимо, с помощью линейного насоса, установленного на прицепе или грузовике.С помощью этого метода, он легче накачать и применять большие объемы огнеупорного материала.
Огнеупорный материал перекачивается в конкретное место, где это необходимо, с помощью линейного насоса, установленного на прицепе или грузовике.С помощью этого метода, он легче накачать и применять большие объемы огнеупорного материала.
Гунит
Это сухой монолитный огнеупор, специально разработанный для использования с оборудованием для сухого пистолета. В большинстве случаев добавляются добавки, чтобы сделать его более липким и сократить время нанесения. Воздух используется для выталкивания сухой пушки по специальному машинному шлангу к определенной цели. Вода или другие добавки, добавляется в сопло для увлажнения огнеупорного материала, используемого котла, так что она легко прилипает к поверхности приложения.
Торкрет-бетон
Это малоцементный огнеупор с низким содержанием влаги, полностью смешанный и закаленный водой или добавками. Для нанесения торкретбетона большинство профессионалов используют пистолет для сухого распыления.
Как определить правильный метод применения
Когда дело доходит до установки огнеупора, вы должны выбрать наиболее подходящий метод нанесения. Однако перед применением вы также должны учесть некоторые важные элементы. Учтите несколько факторов, которые повлияют на ваше решение, в том числе:
Однако перед применением вы также должны учесть некоторые важные элементы. Учтите несколько факторов, которые повлияют на ваше решение, в том числе:
- Условия и местонахождение площадки.
- Монтажное оборудование и факторы окружающей среды.
- Объем необходимого огнеупора котла.
- Условия хранения.
- Требования к выпечке.
- Стоимость материалов, оборудования и рабочей силы.
- Мастерство монтажников огнеупоров.
Поскольку клиент ищет подходящие услуги по установке, обсуждение этих факторов с опытными и авторитетными специалистами по котлам имеет решающее значение. Это гарантирует, что вы не только выберете правильные огнеупорные материалы, но и будете работать с надежной командой, которая может порекомендовать лучший метод нанесения для уникальных условий вашего проекта.
Достижения в области огнеупорных материалов и их применения
За последние 20 лет огнеупор для котлов значительно улучшился в области применения и материаловедения. Некоторые из революционных технологий, которые значительно улучшили использование огнеупоров в промышленных и коммерческих котельных системах, включают износостойкие системы, усовершенствования в области химического связывания и время высыхания.
Некоторые из революционных технологий, которые значительно улучшили использование огнеупоров в промышленных и коммерческих котельных системах, включают износостойкие системы, усовершенствования в области химического связывания и время высыхания.
Огнеупоры, стойкие к истиранию
Область устойчивости к истиранию значительно продвинулась в огнеупорной промышленности.В отличие от нескольких лет назад, когда стандартный метод испытания на сопротивление истиранию требовал потерь менее 4,0 см3, сегодня они составляют менее 3,0 см3. Технологические достижения в области материаловедения позволили создать более твердые и более упругие огнеупорные материалы.
Свойства химической связи
Производители теперь прикрепляют новый огнеупорный материал к существующему материалу с помощью химической связи. Это снизило потребность в полной замене огнеупора котла, что может существенно повлиять на графики ремонта и технического обслуживания, а также на бюджет.
Если система котла отсутствует требуемый процент огнеупорного материала, химическое связывание позволяет наложение нового огнеупора на верхней части существующего, чтобы компенсировать желаемую толщину футеровки. При соблюдении инструкций производителя по подготовке поверхности и нанесению химическое соединение является надежным решением для ремонта огнеупоров.
Время высыхания
ВремяСухого выхода для огнеупорного материала также улучшилось. В некоторых областях применения производители создали огнеупорный материал, который не требует времени и усилий на высыхание или почти не требует их.Время отверждения или высыхания значительно сократилось с 75-80 часов в среднем до 40-45 часов в среднем. Сокращение времени высыхания на 50% обеспечило лучшую экономию затрат для клиентов и меньшее количество работ и обслуживания для специалистов по установке.
Однокомпонентные футеровки
В прошлом различные формулы огнеупоров использовались для выполнения определенных задач, таких как изоляция и предотвращение истирания, при которых создавались два отдельных слоя.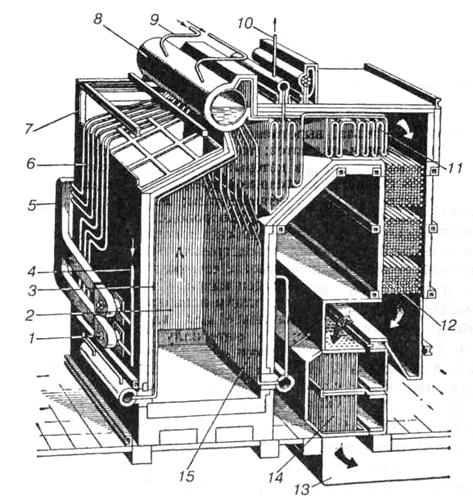 В большинстве случаев отдельные слои могут вызвать неэффективность, которая приведет к отключению котла.Сегодня двухкомпонентные футеровки были заменены одинарными огнеупорными составами, которые эффективно выполняют все необходимые функции.
В большинстве случаев отдельные слои могут вызвать неэффективность, которая приведет к отключению котла.Сегодня двухкомпонентные футеровки были заменены одинарными огнеупорными составами, которые эффективно выполняют все необходимые функции.
Анкерные системы
Системы анкеровки для огнеупорных материалов котлов также прошли долгий путь. Металлы с шестигранной головкой, которые долгое время использовались в качестве анкеров, теперь имеют различное расположение, например шестигранник с центральным выступом, который сегодня является обычным явлением. Эти новые системы работают с огнеупорами большей толщины.
Существуют также более продвинутые шестнадцатеричные альтернативные системы, которые популярны при локализованном исправлении ошибок.В промышленность были внедрены более совершенные и эффективные системы анкеровки, такие как шестиугольные ячейки, полуячейки, изгибные анкеры, D-образные и К-образные стержни. Быстрая дуговая сварка анкерных систем также доказала свою эффективность и снизила интенсивность отказов.
Меры предосторожности во время и после установки огнеупора
Чтобы ваша установка проходила без сбоев, работала эффективно и прослужила долгие годы, следуйте простым советам ваших друзей из Manley’s Boiler, Inc.
- Обеспечьте достаточно места для расширения огнеупора котла. Это предотвратит чрезмерное давление на огнеупорный материал.
- Количество огнеупорного материала, используемого определяет время, необходимое для повышения пара. Следует использовать большее количество, чтобы замедлить процесс образования пара и предотвратить повреждение огнеупора.
- Закройте все воздушные заслонки или проверьте сразу после отключения котла, чтобы холодный воздух не касался горячего огнеупора. Это одна из основных причин отслаивания поверхности или отслаивания огнеупора, что приводит к уменьшению толщины стенки огнеупора.
- Следите за тем, чтобы в котел не попадали такие примеси, как соли натрия и ванадий, чтобы избежать реакции с огнеупорными материалами.
 В результате таких реакций образуется расплавленный шлак, который вызывает уменьшение толщины стенки.
В результате таких реакций образуется расплавленный шлак, который вызывает уменьшение толщины стенки.
Огнеупорный ввод в эксплуатацию и соображения
Важно понимать, что все котельные системы требуют внимания квалифицированного оператора во время запуска. При обращении с топливной системой котла и питательной водой требуется особая осторожность, чтобы обеспечить безопасность и предотвратить повреждение системы.Запуск огнеупора котла играет огромную роль в определении достижимого срока службы огнеупора. Для предотвращения растрескивания огнеупора требуется постепенный прогрев. Чтобы избежать проблем и дорогостоящего ремонта в будущем, положитесь на специалистов.
Огнеупорные услуги и техническое обслуживание
Правильная установка огнеупора котла имеет решающее значение для сохранения промышленного и коммерческого котельного оборудования в течение максимально долгого времени. Если вы ищете услуги по установке, ремонту или техническому обслуживанию, вам следует обратиться к признанным профессионалам, чтобы правильно обсудить ваши потребности в огнеупорах. С какими бы проблемами огнеупора вы не столкнулись, специалисты Manley’s Boiler вместе с вами определят необходимый объем работ.
С какими бы проблемами огнеупора вы не столкнулись, специалисты Manley’s Boiler вместе с вами определят необходимый объем работ.
В Manley’s Boiler наши техники и сварщики имеют сертификаты LACC, RSO и MSHAW и обучены обеспечивать высочайшие стандарты качества, безопасности и технических знаний. Наш профессиональный опыт, опыт управления проектами и отличное качество исполнения позволяют нам предоставлять качественные услуги, на которые вы можете рассчитывать. Мы обрабатываем все от первоначального планирования, операции запуска, а также оценки эффективности для котельного продажи и лизинга, профилактическое обслуживание, и большой установки огнеупорного оборудования на вашей промышленной или коммерческой печи или котла.
Наша команда рада предложить лучшие решения для огнеупоров вашего котла. Для дальнейшего обсуждения наших услуг по огнеупорам свяжитесь с нами, и мы организуем консультацию.
Почему керамическое волокно используется для футеровки печей
North Refractories Technical Керамическое волокно — это вид высокотемпературных изоляционных материалов с низкой теплопроводностью. В настоящее время они широко используются во всех видах промышленных печных систем, что изменило большинство конструкций футеровки печей, так как эффективный энергосберегающий и термостойкий материал.
В настоящее время они широко используются во всех видах промышленных печных систем, что изменило большинство конструкций футеровки печей, так как эффективный энергосберегающий и термостойкий материал.
Вообще говоря, существует два типа производства объемного керамического волокна, один из которых называется выдуванием керамического волокна, которое получают путем разрушения высокотемпературного расплавленного оксида алюминия и пара диоксида кремния сжатым воздухом. Другой тип — спряденное керамическое волокно, которое получают путем капания расплавленного оксида алюминия и кремнезема на быстро вращающийся диск. Объемное волокно можно использовать для изготовления различных форм, таких как одеяло, картон, ткань, бумага, модули, войлок, покрытие и так далее. Одеяло и доска — самые популярные и широко используемые формы.Они могут быть с разной плотностью от 64 кг / м3 до 180 кг / м3 для одеяла и от 240 до 400 кг / м3 для плит. Помимо различных размеров, доступны температурные классы. По запросу клиента и для различных целей из керамического волокна может быть изготовлено около 45 различных форм и преобразованных продуктов.
По запросу клиента и для различных целей из керамического волокна может быть изготовлено около 45 различных форм и преобразованных продуктов.
Почему мы говорим, что керамическое волокно сильно изменило футеровку печи?
Ведь их характеры — замечательное сочетание достоинств огнеупоров и традиционных изоляционных материалов.Ниже приведены некоторые из ключевых моментов, которые помогут понять идею.
A. Низкое накопление тепла
Только 1-5% от обычной системы футеровки печи, которая значительно экономит энергию
B. Легкий вес
Он легче, чем обычные изоляционные кирпичи, плиты из силиката кальция, поэтому может поддержка конструкции конструкции печи нового типа.
C Более низкая теплопроводность.
Изоляционные материалы из керамического волокна могут работать лучше, чем изоляционный кирпич и силикат кальция
Block, по эффективности энергосбережения.
D Простота установки
Изделия из керамического волокна являются стандартизированными изделиями по строительным спецификациям и не требуют специальных навыков. При нагревании
При нагревании
после установки не будет риска образования трещин или отслаивания.
E. Простота обслуживания клиентов
F. Простота обслуживания — Проблемное керамическое волокно можно быстро заменить или отремонтировать с минимальным временем простоя.
G. Механическая устойчивость
Благодаря этому признаку футеровка печи из керамического волокна может быть изготовлена за пределами строительной площадки, а затем доставлена на строительную площадку без повреждений.
H. Хорошая стойкость к тепловому удару. — Печь можно нагреть или охладить быстрее, чтобы повысить производительность и эффективность промышленной печи.
I. Химическая стойкость.
Одеяло из керамического волокна | Плита из керамического волокна | Бумага из керамического волокна | Модуль из керамического волокна
Я хочу задать вопрос
Сопутствующие 3 мая 2018 г.
Исследование технического решения для облицовки биокотла котельной в Годонине
В этой статье мы сосредоточимся по изучению технического решения футеровки котла на теплоцентрали Годонин, которое было подготовлено специалистами DITHERM и передано заказчику перед запуском.Мы сосредоточимся в основном на влияниях, влияющих на облицовку, механических воздействиях и т.п.
ХИМИЧЕСКИЕ И ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ, ВЛИЯЮЩИЕ НА ФУТБОЛКУ КОТЛОВ
Футеровка котла имеет множество влияний, которые можно просто разделить на химические и физические. Химические эффекты в основном возникают из-за сжигания дымовых газов от отдельных видов топлива. К физическим явлениям относятся, в частности, температура и механическое напряжение футеровки. В некоторых частях футеровки оба воздействия действуют одновременно, поэтому необходимо тщательно выбирать облицовочный материал , используемый при обычном и общем ремонте и паковочных работах на футеровке.
Химическое воздействие на футеровку
На электростанции Годонин ископаемое топливо, древесная щепа и биомасса сжигаются в котлах с псевдоожиженным слоем. Отдельные виды топлива имеют различный химический состав дымовых газов, которые по-разному влияют на футеровку. В топливо добавляются различные присадки, чтобы исключить выбрасываемые в воздух негативные компоненты дымовых газов.
Отдельные виды топлива имеют различный химический состав дымовых газов, которые по-разному влияют на футеровку. В топливо добавляются различные присадки, чтобы исключить выбрасываемые в воздух негативные компоненты дымовых газов.
Инновационная конструкция корпуса горелки
Химическое воздействие на футеровку при сжигании биомассы
Из документов, полученных нами в процессе оценки состояния футеровки в октябре 2010 г. о составе сжигаемой биомассы котла FK2 на электростанции Годонин ясно, что биомасса содержит древесную щепу и гранулят из растительных отходов, включая, например, щавель, измельчитель подсолнечника, зерно, солому рапса, пшеничные отруби, ржаные отруби и т.При сгорании этих видов топлива образуются, в частности, соединения калия, которые образуются в виде паров при температуре от 800 до 900 ° C. Пары соединений калия мигрируют в футеровку и вместе с другими соединениями (натрий, кальций) в форме хлоридов, сульфатов, карбонатов и т. Д. Вызывают щелочную коррозию и повреждение футеровки. Щелочная коррозия характеризуется отслаиванием поверхностных слоев, растрескиванием, изгибом отдельных частей футеровки, выпуклостью всех стенок и их компонентов скольжения.Эти формы повреждений обычно возникают не во всем объеме встроенной футеровки, а только в некоторых зонах, обычно с температурой от 800 до 900 ° C, что практически во всех зонах в случае жидкостного котла. Судя по опыту ремонта FK2 в 2009 году, электростанция Годонин больше всего пострадала от щелочной коррозии в циклонах. Футеровка рабочего слоя отклеилась на толщине около 30 мм. Причиной щелочной коррозии является реакцией щелочных соединений с некоторыми компонентами огнеупорной футеровки, что приводит к новым соединениям, имеющим больший объем, чем исходные соединения.Согласно опубликованным данным, разница в объеме составляет от 7 до 30%, что означает, что подкладка преодолевает напряжение, что приводит к дефектам лица. Щелочи мигрируют в футеровку, в частности в виде пара, а это означает, что неисправности возникают даже в местах, которые не находятся в прямом контакте с золой.
Д. Вызывают щелочную коррозию и повреждение футеровки. Щелочная коррозия характеризуется отслаиванием поверхностных слоев, растрескиванием, изгибом отдельных частей футеровки, выпуклостью всех стенок и их компонентов скольжения.Эти формы повреждений обычно возникают не во всем объеме встроенной футеровки, а только в некоторых зонах, обычно с температурой от 800 до 900 ° C, что практически во всех зонах в случае жидкостного котла. Судя по опыту ремонта FK2 в 2009 году, электростанция Годонин больше всего пострадала от щелочной коррозии в циклонах. Футеровка рабочего слоя отклеилась на толщине около 30 мм. Причиной щелочной коррозии является реакцией щелочных соединений с некоторыми компонентами огнеупорной футеровки, что приводит к новым соединениям, имеющим больший объем, чем исходные соединения.Согласно опубликованным данным, разница в объеме составляет от 7 до 30%, что означает, что подкладка преодолевает напряжение, что приводит к дефектам лица. Щелочи мигрируют в футеровку, в частности в виде пара, а это означает, что неисправности возникают даже в местах, которые не находятся в прямом контакте с золой. Воздействие щелочей на футеровку действует постоянно, то есть щелочь действует на поврежденную футеровку, и разрушение продолжается до тех пор, пока не произойдет полная деградация футеровки, которая уже вызывает разрушение заполнителя.Щелочная коррозия — это очень агрессивный химический процесс, и полное разрушение футеровки происходит за очень короткое время.
Воздействие щелочей на футеровку действует постоянно, то есть щелочь действует на поврежденную футеровку, и разрушение продолжается до тех пор, пока не произойдет полная деградация футеровки, которая уже вызывает разрушение заполнителя.Щелочная коррозия — это очень агрессивный химический процесс, и полное разрушение футеровки происходит за очень короткое время.
Подробное сечение стенок футеровки
ФИЗИЧЕСКОЕ ВЛИЯНИЕ НА ФУТБОЛКУ
Тепловое воздействие на футеровку
На футеровку негативно влияют значительные изменения температуры за короткое время, такие как быстрый запуск ИБП, запуск агрегата после ремонта при несоблюдении графика сушки, принудительное охлаждение футеровки.Чтобы исключить эти влияния, необходимо сначала контролировать заполнитель после ремонта футеровки или после холодного отключения по заданной кривой сушки и отпуска.
Сушка и отпуск футеровки после ремонта производятся с целью удаления воды из футеровочных материалов. Несоблюдение кривых сушки и отпуска может привести к трещинам в футеровке, что может привести к более быстрому разрушению футеровки, а в крайних случаях даже к разрушению котла. Повреждение футеровки в этом случае приводит к выделению воды, будь то неплотно при более низких температурах кривой сушки или химически связанное при более высоких температурах кривой запуска.Сушка футеровки предотвращает затвердевание футеровочного материала, когда часть свободной воды самопроизвольно испаряется. Если установка находилась только в холодном отключении, необходимо соблюдать кривую отпуска. Закалка футеровки служит для равномерного нагрева материалов футеровки во избежание трещин или разрушения футеровки из-за теплового расширения материала футеровки.
Несоблюдение кривых сушки и отпуска может привести к трещинам в футеровке, что может привести к более быстрому разрушению футеровки, а в крайних случаях даже к разрушению котла. Повреждение футеровки в этом случае приводит к выделению воды, будь то неплотно при более низких температурах кривой сушки или химически связанное при более высоких температурах кривой запуска.Сушка футеровки предотвращает затвердевание футеровочного материала, когда часть свободной воды самопроизвольно испаряется. Если установка находилась только в холодном отключении, необходимо соблюдать кривую отпуска. Закалка футеровки служит для равномерного нагрева материалов футеровки во избежание трещин или разрушения футеровки из-за теплового расширения материала футеровки.
Механическое воздействие на футеровку
Механически футеровка котлов с псевдоожиженным слоем в основном подвержена истиранию.Истирание вызывает вытекание золы в отдельные части котла. Большая часть истирания возникает из-за стен и потолков в циклонах, от циклонов к сифонам, футеровки сифонов, топливных каналов в камеру сгорания и каналов от камеры сгорания к охладителям.
СОСТОЯНИЕ FK2 ДО РЕМОНТА
Котел FK2 в настоящее время сжигает 100% биомассы. Футеровка котла ФК2 предназначена для сжигания ископаемого топлива. Биомасса очень химически агрессивна по отношению к существующей футеровке, поэтому есть определенные повреждения в отношении горючего топлива.В 2009 году большая часть этих повреждений произошла в циклонах, где отслоилась футеровка. Дальнейшее повреждение может ожидаться во время последующих остановов из-за проникновения щелочи в футеровку. Другое серьезное повреждение футеровки происходит в каналах золы слоя от камеры сгорания к охладителям. Влияние щелочной коррозии на футеровку в котле кипящего слоя FK2 основано на химическом анализе снятой футеровки.
РЕМОНТ ТЕХНИЧЕСКОЕ РЕШЕНИЕ
При решении нового ремонтного решения мы исходили из необходимости реконструкции или ремонта рабочих слоев футеровки с учетом горючего топлива.Для рабочей футеровки необходимо выбирать бетон с низким содержанием глинозема, с низким содержанием цемента и, в отдельных частях, устойчивый к истиранию (далее — огнеупор LCC). Для обеспечения устойчивости к запланированным холодным остановам весь бетон в рабочей части футеровки, содержащий волокна из нержавеющей стали, сделает огнеупор более прочным и компенсирует его напряжения при охлаждении и запуске котла. Анкеровка футеровки будет осуществляться анкерами CTH диаметром 10 мм из AISI 330, которые будут снабжены расширительными заглушками.Колпачки расширения используются для компенсации различного теплового расширения бетона и материала, из которого сделаны анкеры. Будет ок. 22 анкера на квадратный метр.
Для обеспечения устойчивости к запланированным холодным остановам весь бетон в рабочей части футеровки, содержащий волокна из нержавеющей стали, сделает огнеупор более прочным и компенсирует его напряжения при охлаждении и запуске котла. Анкеровка футеровки будет осуществляться анкерами CTH диаметром 10 мм из AISI 330, которые будут снабжены расширительными заглушками.Колпачки расширения используются для компенсации различного теплового расширения бетона и материала, из которого сделаны анкеры. Будет ок. 22 анкера на квадратный метр.
Нижняя часть камеры сгорания
Нижняя часть камеры сгорания будет полностью заменена во время общего ремонта, в том числе стальная конструкция. Технический дизайн нижней части пола камеры сгорания был выбран после согласования со стальным подрядчиком.Дно камеры сгорания образует стальную конструкцию воздушной камеры, из которой выходят воздушные сопла. С псевдоожиженным слоем выполнен с низким содержанием цемента огнеупорного бетона (LCC). Новое техническое решение конструктивно совпадает с существующим, а в качестве футеровочного материала будет использован самотечный малоцементный огнеупорный бетон. Самотечный бетон был выбран из-за отсутствия вибрации в этой части котла.
Новое техническое решение конструктивно совпадает с существующим, а в качестве футеровочного материала будет использован самотечный малоцементный огнеупорный бетон. Самотечный бетон был выбран из-за отсутствия вибрации в этой части котла.
Ремонт псевдоожиженного слоя будет включать в себя работы по стальной конструкции и футеровке, в этой части котла необходимо эффективно координировать работу всех компаний-поставщиков.Сначала демонтируются футеровки на стенках камеры сгорания, а затем снимается футеровка псевдоожиженного слоя. После демонтажа футеровки будет проведен ремонт стальной конструкции кипящего слоя. После сборки стальной конструкции будет установлена новая футеровка с псевдоожиженным слоем, после чего будет произведен технологический перерыв, при котором бетон будет выдержан до такой степени, что псевдоожиженный слой может быть защищен перекрытием, чтобы предотвратить засорение форсунок, а затем и футеровки. стенок камеры сгорания.
Вид на циклоны и камеру сгорания котла ФК2
Стенки камеры сгорания
Стенки камеры сгорания образуют многослойную футеровку . На рабочий слой будет использован специальный малоцементный огнеупорный бетон, устойчивый к щелочам. Для соответствия техническим нормам для изучения технического решения была предложена новая структура изоляционных футеровок .На кожухе камеры сгорания будут использованы микропористые изоляционные плиты, в следующем слое изоляционной футеровки будут использованы изоляционные шамоты с изоляцией из изоляционного бетона.
На рабочий слой будет использован специальный малоцементный огнеупорный бетон, устойчивый к щелочам. Для соответствия техническим нормам для изучения технического решения была предложена новая структура изоляционных футеровок .На кожухе камеры сгорания будут использованы микропористые изоляционные плиты, в следующем слое изоляционной футеровки будут использованы изоляционные шамоты с изоляцией из изоляционного бетона.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . . . .. .120 мм
Изоляционный огнеупорный бетон. . . . . . . .. .15 мм
Изоляционная арматура. . . . . . . . . . . . . . . . .. .125 мм
Микропористые пластины.. . . . . . . . . . . . . . .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . .300 мм
Расположение футеровки обеспечивает максимальную температуру кожуха котла 65 ° C. Удаление накладок на стенках камеры сгорания будет происходить до демонтажа днища камеры сгорания. Удаление облицовки предотвратит установку строительных лесов по окружности камеры сгорания до высоты циклонов в камере сгорания из-за демонтажа облицовки в проеме.После демонтажа стенок камеры сгорания будут демонтированы строительные леса, и будет продолжен демонтаж днища камеры сгорания. После изготовления новой футеровки днища камеры сгорания и технологического перерыва для затвердевания футеровки камеры сгорания будут собраны леса, анкерные крепления анкерных элементов и футеровки будут собраны в вышеупомянутую конструкцию.
Удаление облицовки предотвратит установку строительных лесов по окружности камеры сгорания до высоты циклонов в камере сгорания из-за демонтажа облицовки в проеме.После демонтажа стенок камеры сгорания будут демонтированы строительные леса, и будет продолжен демонтаж днища камеры сгорания. После изготовления новой футеровки днища камеры сгорания и технологического перерыва для затвердевания футеровки камеры сгорания будут собраны леса, анкерные крепления анкерных элементов и футеровки будут собраны в вышеупомянутую конструкцию.
Каналы от камеры сгорания к охладителям
В жидкостном котле FK2 на каждом котле имеется пять охладителей слоя золы.Нижний канал от камеры сгорания к радиатору служит для отвода золы из камеры сгорания в радиатор. Диаметр канала в камере сгорания 150 мм, радиус в охладителе 200 мм. Эти каналы на данный момент сильно изношены, футеровка устарела. Подкладка разваливается. Последний ремонт был в 2009 году и производился с новым временным техническим решением. В ходе этих ремонтных работ, монтаж монолитной футеровки из LCC огнеупорного бетона был восстановлен после каскада золы сдвига.Однако это техническое решение является временным и увеличивает температуру корпуса радиатора примерно на 100 ° C. Для генерального ремонта эти каналы необходимо перестроить.
В ходе этих ремонтных работ, монтаж монолитной футеровки из LCC огнеупорного бетона был восстановлен после каскада золы сдвига.Однако это техническое решение является временным и увеличивает температуру корпуса радиатора примерно на 100 ° C. Для генерального ремонта эти каналы необходимо перестроить.
Для реконструкции этих каналов предлагаем следующее техническое решение. Из-за места мы выбрали двухслойную подкладку . В качестве изолирующего слоя, мы предлагаем изоляционные огнеупорный бетон и рабочий слой будет выполнен из самотечного огнеупорного бетона в щелочестойкую опалубку и с высокой стойкостью к истиранию.Мы выбрали материал с высокой стойкостью к истиранию, потому что летучая зола с высокой скоростью из камеры сгорания попадает в охладитель в этом канале, и возникает турбулентный поток.
Состав футеровки:
Самотек огнеупорный ЖКК. . . . . . . . .100 мм
Изоляционный огнеупорный бетон. . . . . . . .50 мм
Общая толщина. . . . . . . . . . . . . . . . . . .150 мм
. . . . . . . . . . . . . . . . . .150 мм
Из-за малой толщины футеровки температура рубашки составляет около 170 ° C, поэтому необходимо принять меры для предотвращения доступа оператора котла к котлу во время работы.Еще одним требованием к зольным каналам было предложение технического решения разделения охладителей. Это можно сделать только без механического вмешательства в котел. Предлагаемое нами решение предусматривает разделение радиаторов при остановке котла путем изготовления бетонных радиаторных заглушек («пробок»), предохраняющих от расшатывания в охладителях золы. Заглушки будут изготовлены из специального LCC, устойчивого к щелочной коррозии, поэтому они будут вставлены в канал зольного слоя.На заглушках будут предусмотрены заглушки, чтобы заглушки не попали в каналы.
Верхний канал от радиаторов к камере сгорания служит для отвода несгоревшей золы обратно в камеру сгорания. Эти каналы в относительно хорошем состоянии, но с учетом химической среды в котле, общего ремонта футеровки камеры сгорания и решения пробки радиатора мы выбрали полную реконструкцию. Толщина футеровки верхнего канала охладителя составляет 150 мм.Диаметр канала составляет 900 мм, поэтому в качестве изоляционного слоя можно использовать микропористый материал, который лучше теплоизолирует, поэтому эта облицовка будет соответствовать температуре поверхности оболочки без специального внешнего запирания. На футеровке будет использоваться огнеупорная футеровка LCC, устойчивая к щелочам и истиранию. Закрытие верхних каналов охладителей будет выполнено так же, как и нижних зольных каналов.
Толщина футеровки верхнего канала охладителя составляет 150 мм.Диаметр канала составляет 900 мм, поэтому в качестве изоляционного слоя можно использовать микропористый материал, который лучше теплоизолирует, поэтому эта облицовка будет соответствовать температуре поверхности оболочки без специального внешнего запирания. На футеровке будет использоваться огнеупорная футеровка LCC, устойчивая к щелочам и истиранию. Закрытие верхних каналов охладителей будет выполнено так же, как и нижних зольных каналов.
Состав футеровки:
Самотек огнеупорный ЖКК.. . . . . . . .100 мм
Микропористые пластины. . . . . . . . . . . . . . .. .50 мм
Общая толщина. . . . . . . . . . . . . . . . . .150 мм
Входные каналы, циклоны
Стенки дымовых каналов образуют многослойную футеровку. Рабочий слой разработан с низким цементным огнеупорным бетоном, который устойчив к абразивному износу и щелочи устойчивость, как выхлопные каналы впадают в зольных циклоны и истирает на рабочем слое футеровки. Изоляционная облицовка состоит из нескольких слоев, микропористые пластины будут установлены на дымоходе, второй изолирующий слой оболочки будет образовывать изолирующие элементы в форме шамота, а изоляционная арматура будет изготовлена из изоляционного бетона.
Изоляционная облицовка состоит из нескольких слоев, микропористые пластины будут установлены на дымоходе, второй изолирующий слой оболочки будет образовывать изолирующие элементы в форме шамота, а изоляционная арматура будет изготовлена из изоляционного бетона.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . .. .120 мм
Изоляционный огнеупорный бетон. . . . .. .. .15 мм
Изоляционная арматура. . . . . . . . . . .. . . … .125 мм
Микропористые пластины. . . . . . . . . . . . . … .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . 0,300 мм.
Такой же состав футеровки должен быть и для пола, но мы не рассчитываем ремонтировать эту часть футеровки при капитальном ремонте. Потолок вытяжных каналов будет образовывать трехслойную вагонку. Рабочий слой будет сформирован из бетона LCC с высокой стойкостью к истиранию и щелочам, который будет вибрировать в опалубке через отверстия, прожженные в рубашке футеровки, что также будет способствовать удалению водяного пара во время сушки футеровки.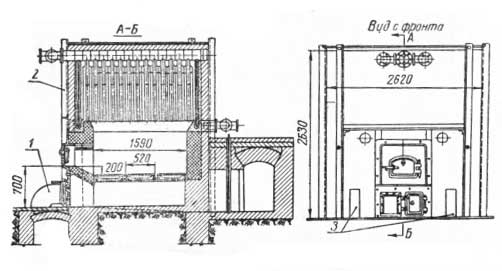 Изолирующий слой футеровки на оболочке будет образован микропористыми пластинами и между пластинами, а рабочая футеровка будет обнажена изолирующим огнеупорным бетоном.
Изолирующий слой футеровки на оболочке будет образован микропористыми пластинами и между пластинами, а рабочая футеровка будет обнажена изолирующим огнеупорным бетоном.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . . . .120 мм
Изоляционный огнеупорный бетон. . . . … .140 мм
Микропористые пластины. . . . . . . . . . . . . … .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . .300 мм
Указанные выше составы футеровки обеспечивают максимальную температуру рубашки 65 ° C.
Трубопроводы от циклона к сифону и от сифонов к камере сгорания
Топливные жиклеры, по состоянию после ремонта в 2009 году, находятся в относительно хорошем состоянии, ожидается ремонт около 30% футеровки. . Фактическая площадь определяется состоянием футеровки после дальнейшей эксплуатации агрегата. Топливные жиклеры будут выполнены с трехслойной футеровкой. Один рабочий и два изоляционных. Толщина футеровки 300 мм.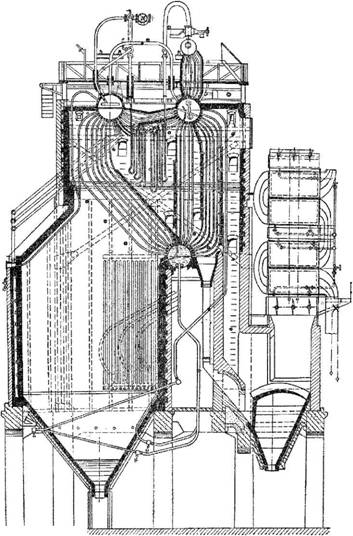 Рабочая футеровка будет устойчива к щелочам и истиранию из LCC. Эти части котла возвращают золу через сифоны в камеру сгорания и абразивно воздействуют на футеровку. Изолирующий слой на оболочке будет сделано из микропористых пластин, следующий изолирующий слой будет torkreted изолирующего огнеупорного бетона. Этот подкладочный состав гарантирует температуру поверхности рубашки на уровне, требуемом техническими стандартами.
Рабочая футеровка будет устойчива к щелочам и истиранию из LCC. Эти части котла возвращают золу через сифоны в камеру сгорания и абразивно воздействуют на футеровку. Изолирующий слой на оболочке будет сделано из микропористых пластин, следующий изолирующий слой будет torkreted изолирующего огнеупорного бетона. Этот подкладочный состав гарантирует температуру поверхности рубашки на уровне, требуемом техническими стандартами.
Состав футеровки:
Спец.огнеупорный LCC. . . . . . . . . . . . . .120 мм
Изоляционный огнеупорный бетон. . . . . . . .140 мм
Микропористые пластины. . . . . . . . . . . . . . . . .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . 0,300 мм
компенсаторы под сифонов в настоящее время производится на стальной конструкции, на которой сформированы сварные анкеры и подкладка по torkreting из огнеупорного бетона. Конструкция компенсатора удовлетворительна, при капитальном ремонте будет использоваться только торкретированный огнеупорный бетон, который устойчив к щелочной коррозии и истиранию из-за меньшей пористости, поэтому опасность проникновения щелочи меньше.
Сифоны
Сифоны (также жидкостные заслонки) служат для направления потока дымовых газов из сифонов в камеру сгорания. В сифонах на дне есть прокладки, там, где есть патрубки, футеровка днища образована самотечным бетоном. Ремонт в этой части сифона не ожидается. Стенки сифона образуют рабочую футеровку, здесь мы предлагаем огнеупорный LCC, устойчивый к щелочной коррозии и истиранию, так как эта часть котла представляет собой вихревую золу и, следовательно, также испытывает более высокие механические нагрузки.На изоляционной футеровке спроектированы микропористые пластины для установки на кожух котла. Другой изоляционный слой будет представлять собой изолирующие элементы в форме шамота, которые будут изолированы огнеупорным бетоном.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . . ..120 мм
Изоляционный огнеупорный бетон. . . . . . . .15 мм
Изоляционная арматура. . . . . . . . . . . . .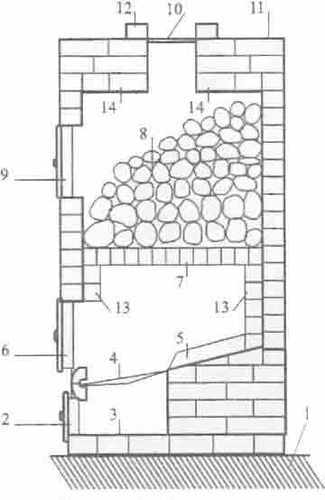 … . .125 мм
… . .125 мм
Микропористые пластины. .. . . . . . . . . . . . . .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . .300 мм
Конструкция футеровки обеспечивает максимальную температуру поверхности оболочки 65 ° C, которая требуется по техническим стандартам. Мы разработали накладки из сифона из огнеупорного LCC, чтобы быть устойчивыми к щелочной коррозии и истиранию. Изолирующая прокладка будет сформирована на корпусе котла с помощью микропористых пластин, второй изолирующий слой будет сформирован из изолирующего огнеупорного бетона.
Выхлопные каналы
Выхлопные каналы соединены с циклонами. Выхлопные газы откачиваются выхлопными газами, которые в циклонах отделяются от летучей золы. Дымовой газ подается из дымоходов во второй дымоход котла. В выхлопные каналы выводятся только выхлопные газы с минимальным содержанием мелкой летучей золы, и отсутствует механическое истирание. Поэтому для футеровки мы выбрали огнеупор LCC, устойчивый к щелочной коррозии. Изоляционные слои облицовки стен будут образованы микропористой пластиной на кожухе котла.Другой изоляционный слой будет выполнен из изоляционных шамотных блоков с изоляционным бетоном. Спец. Огнеупор LCC 120 мм, изоляционный огнеупорный бетон 15 мм, изоляционная арматура 125 мм, микропористые плиты 40 мм. Общая толщина 300 мм.
Изоляционные слои облицовки стен будут образованы микропористой пластиной на кожухе котла.Другой изоляционный слой будет выполнен из изоляционных шамотных блоков с изоляционным бетоном. Спец. Огнеупор LCC 120 мм, изоляционный огнеупорный бетон 15 мм, изоляционная арматура 125 мм, микропористые плиты 40 мм. Общая толщина 300 мм.
На обсадной колонне будут использоваться микропористые плиты и изоляционный огнеупорный бетон.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . . . .120 мм
Изоляционный огнеупорный бетон. . . .. . .140 мм
Микропористые пластины. . . . . . . . . . . . . . . .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . .300 мм
Разработанная футеровка обеспечит максимальную температуру поверхности корпуса котла 65 ° C, как того требуют технические стандарты.
Охладители золы
Футеровка охладителей золы состоит из футеровки толщиной 200 мм. В этой части котла мы предполагаем более низкую рабочую температуру, поэтому разработанный состав футеровки будет соответствовать техническим нормам, а температура кожуха будет не выше 65 ° C.В этой части котла есть дефекты подключения нижних каналов от камеры сгорания. Это повреждение исключает добавление нержавеющих игл к смеси из огнеупорного бетона. И потолок, и стены золоохладителей будут выполнены из одного футеровочного состава. В рабочем слое использован огнеупор LCC, устойчивый к щелочной коррозии. Изоляционный слой будет сформирован на кожухе с помощью микропористой пластины, а второй изолирующий слой будет сформирован из изоляционного бетона с торкретированием.
В этой части котла мы предполагаем более низкую рабочую температуру, поэтому разработанный состав футеровки будет соответствовать техническим нормам, а температура кожуха будет не выше 65 ° C.В этой части котла есть дефекты подключения нижних каналов от камеры сгорания. Это повреждение исключает добавление нержавеющих игл к смеси из огнеупорного бетона. И потолок, и стены золоохладителей будут выполнены из одного футеровочного состава. В рабочем слое использован огнеупор LCC, устойчивый к щелочной коррозии. Изоляционный слой будет сформирован на кожухе с помощью микропористой пластины, а второй изолирующий слой будет сформирован из изоляционного бетона с торкретированием.
Состав футеровки:
Спец. огнеупорный LCC. . . . . . . . . . . … .100 мм
Изоляционный огнеупорный бетон. . . . . . … 0,60 мм
Микропористые пластины. . . . . . . . . . . . . … . .40 мм
Общая толщина. . . . . . . . . . . . . . . . . . .200 мм
ОБЗОР ТЕХНИЧЕСКОЙ ЧАСТИ
Концепция нашей конструкции футеровки учитывает изменившиеся условия эксплуатации двух жидкостных котлов, которые упомянуты во введении к этому документу. По этой причине, после консультаций с производителями огнеупорных бетонных материалов и на основе результатов разработки новых смесей материалов, мы разработали специальные щелочно-стойкие огнеупоры LCC для слоев рабочих футеровок в некоторых частях с повышенной стойкостью к истиранию. Вследствие изменения материалов рабочего слоя потребуется изменить форму и структуру полей расширения в некоторых проходах, в зависимости от различных температурно-зависимых изменений объема вновь используемых материалов.В то же время, мы предлагаем включение игл, изготовленные из жаропрочной стали в смесь, которые обеспечат более высокую ударную вязкость огнеупорной массы, и, следовательно, лучшими механические свойства для планового количества котла холодных остановов.
По этой причине, после консультаций с производителями огнеупорных бетонных материалов и на основе результатов разработки новых смесей материалов, мы разработали специальные щелочно-стойкие огнеупоры LCC для слоев рабочих футеровок в некоторых частях с повышенной стойкостью к истиранию. Вследствие изменения материалов рабочего слоя потребуется изменить форму и структуру полей расширения в некоторых проходах, в зависимости от различных температурно-зависимых изменений объема вновь используемых материалов.В то же время, мы предлагаем включение игл, изготовленные из жаропрочной стали в смесь, которые обеспечат более высокую ударную вязкость огнеупорной массы, и, следовательно, лучшими механические свойства для планового количества котла холодных остановов.
ОБЩЕЕ КОЛИЧЕСТВО ПРИМЕНЯЕМЫХ МАТЕРИАЛОВ ДЛЯ ОБЛОЖКИ КОТЛА FK2
- БЕТОН 210 тонн
- РУЧКА ИЗОЛЯЦИИ 37,500 шт. добавляется в смеси, чтобы обеспечить более быстрое удаление водяного пара из футеровки после установки и любого будущего ремонта.
