Бесфлюсовая пайка алюминия
Шаберная пайка
Единственным способом бесфлюсовой низкотемпературной пайки алюминия и его сплавов до середины 30-х годов была так называемая шаберная пайка, при которой предварительно лудили паяемую поверхность с помощью шабера, удаляя острым концом под слоем жидкого легкоплавкого припоя верхний слой металла вместе с оксидом Al2O3.
Это направление в технологии низкотемпературной пайки алюминия получило впоследствии дальнейшее развитие. Оксидную пленку с поверхности алюминия удаляют не только шабером, но и металлическими щетками, абразивными частицами, погруженными в расплавленный припой и разрушающими оксидную пленку в процессе обратно-поступательного или вращательного перемещения их по облуживаемой поверхности.
Для лужения деталей легкоплавкими припоями их нагревают на 20 — 40°С выше температуры плавления припоя. Лужение проводят абразивным прутком (карандашом) или кругами, металлической сеткой, растирая жидкий припой по паяемой поверхности с помощью ветоши или асбеста до металлического блеска и отсутствия лысин.
Ультразвуковая пайка
Другими способами бесфлюсовой низкотемпературной пайки алюминия и его сплавов являются ультразвуковая и абразивно-кавитационная пайка (с предварительным лужением).
При ультразвуковой (УЗ) пайке кавитация в припоях возможна при введении в них энергии ультразвуковых колебаний частотой 18—60 кГц при интенсивности излучения (8—10) 103 Вт/м². При этом в жидком припое возникают макро- и микропотоки, уносящие частицы оксидов, перемешивающие его и обеспечивающие воздействие на твердые частицы абразива или первичные кристаллы, находящиеся в припое при его жидкотвердом состоянии.
При пайке алюминия в УЗ ваннах с оловом при интенсивности колебаний более 9,5 Вт/см² и температуре 280°С наступает кавитация и развивается УЗ эрозия.
Ультразвуковое лужение алюминия — малопроизводительный процесс, особенно при сложной форме поверхности.
Абразивно-кавитационная пайка
В качестве абразивных частиц при кавитационно-абразивной пайке может быть использован порошок ферротитана дисперсностью 0,6—1,4 мм в количестве 1—7 % массы припоя. В припоях систем Sn—20 % Zn, Sn—50 % Zn с широким интервалом затвердевания ту же роль могут играть первичные кристаллы цинка (ниже температуры ликвидуса, в котором первичные кристаллы еще не образуют при срастании жесткого скелета).
Полное абразивно-кавитационное облуживание образца алюминия в припое Sn—50% Zn при 300°С происходит за 10 с при интенсивности колебаний J = 2 Вт/см² и малой глубине эрозии (0,007 мм), т. е. значение глубины эрозии того же порядка, что и при абразивном лужении. Способ успешно использован, например, при пайке многожильных проводов с медными наконечниками.
Локальное горячее лужение алюминиевой ленты возможно при нанесении на облуживаемый участок флюса и пропускании ленты через пару нагревательных валков. Расплавленный припой подается на поверхность ролика и через него на подлежащий лужению участок.
Предложен ряд других способов низкотемпературной пайки алюминия и его сплавов.
На поверхность алюминиевого сплава, очищенную от оксидной пленки, может быть нанесен канифольно-спиртовой флюс. Для этого деталь погружают в ванну, состоящую из двух жидких несмешивающихся слоев, обладающих весьма ограниченной взаимной растворимостью: раствора HF (снизу) и раствора канифоли в этиловом спирте (сверху). Деталь, выдержанная в растворе HF в течение ∼3 мин, в верхней части ванны покрывается слоем канифольно-спиртового флюса и в таком виде может быть запаяна легкоплавкими припоями.
Деталь, выдержанная в растворе HF в течение ∼3 мин, в верхней части ванны покрывается слоем канифольно-спиртового флюса и в таком виде может быть запаяна легкоплавкими припоями.
Для получения паяных соединений из алюминия и его сплавов с высокой коррозионной стойкостью в реактивный флюс с хлоридом цинка вводят ингибитор (0,1-2—1,69 %) СuС12 и жидкий алифатический кетон с молекулярной массой 184 (22,5—37,5 %).
В таком флюсе (паяльной жидкости), нагретом до температуры 260—345°С, паяют погружением пластинчатые радиаторы. Образование и плавление припоя завершается в результате теплоты экзотермической реакции между ZnС1
Технология пайки алюминия и его сплавов (часть 3)
Известны бесфлюсовые способы низкотемпературной пайки. Бесфлюсовую пайку алюминия можно осуществить в газовых средах без применения защитных покрытий контактно-реактивным методом.
В качестве припоя применяют кремний, медь или серебро, которые наносят на алюминий гальваническим путем, термовакуумным напылением или плакировкой. Высокое качество паяного соединения получают при пайке в вакууме 10-5 мм рт. ст. и толщине покрытия 10-12 мкм.
Высокое качество паяного соединения получают при пайке в вакууме 10-5 мм рт. ст. и толщине покрытия 10-12 мкм.
Пайку алюминия припоями типа силумина осуществляют в специальных газовых средах. В качестве последних используют смеси аргона с парами магния. Такая атмосфера способна при температуре 550-580°С восстанавливать окись алюминия и обеспечивать смачивание паяемой поверхности припоями типа силумин.
При пайке алюминиевых сплавов в атмосфере паров магния последний переходит из газовой фазы в расплав. Предел прочности соединений сплава АМг6, выполненных этим способом, составляет 35,2-35,8 кгс/мм2, а для сплава АМц 11,5-12,5 кгс/мм2. Коррозионная стойкость получаемых соединений намного выше соединений, чем при флюсовой пайке.
Пайку в защитной атмосфере можно осуществить при использовании самофлюсующих припоев (например, 3-15% Si, 0,4-10% Mg, Al — остальное).
Другой припой состава 7,5-13,0% Si, 0,3% Си, 0,1 % Mg, 4,5% Р, 0,1-30,0% металлов из группы Ni и Со, 0,2% Zn, 0,5% Mn, А1 — остальное. Пайку этими припоями следует производить в среде аргона, гелия или в вакууме.
Пайку этими припоями следует производить в среде аргона, гелия или в вакууме.
Бесфлюсовую пайку алюминия припоями типа 34А, силумин ПСр 5АКЦ можно производить по предварительно луженной поверхности припоем П200А. Лужение производят абразивным способом, толщина слоя должна составлять 0,03-0,05 мм на сторону.
Нагрев под пайку рекомендуется производить в печи, в потоке аргона или на воздухе индукционным способом.
Известны способы низкотемпературной пайки без применения флюсов, такие как абразивная пайка или пайка трением. При этом способе пайки окисную пленку с поверхности алюминия можно удалить шабером, металлическими щетками, частицами абразива (асбест, металлические порошки, первичные кристаллы сплавов-припоев, в твердо-жидком состоянии и т. п.), находящимися в расплаве припоя.
Применяют также абразивные паяльники для лужения алюминия, у которых рабочая часть паяльника представляет собой стержень из частиц припоя и абразива.
Собственно операция пайки осуществляется уже после абразивного лужения путем обеспечения плотного контакта по луженым поверхностям при температуре полного расплавления припоя.
Ультразвуковое лужение можно производить с помощью ультразвуковых паяльников и в ультразвуковых ваннах.
В связи с тем, что при ультразвуковом лужении отмечается сильная эрозия основного металла, лужению этим способом нельзя подвергать детали с толщиной стенок менее 0,5 мм.
Имеется также способ абразивно-кавитационного лужения. При этом способе лужения твердые частицы, находящиеся в жидком припое, в ультразвуковом поле оказывают дополнительное абразивное воздействие на металл.
При пайке алюминия припоями-пастами на основе галлия в качестве наполнителя паст служат алюминий и сплав алюминия с магнием. Температура пайки 200-225°С, время выдержки 4-6 ч. Предел прочности соединений составляет 3-5 кгс/мм2.
При пайке по полуде чистым галлием с последующей термообработкой предел прочности соединения составляет 2,8-3,8 кгс/мм2. Паяные швы выдерживают ударные, вибрационные и термоциклические нагрузки, обеспечивают вакуумную плотность не ниже 10 ст. и имеют удовлетворительную коррозионную стойкость.
ст. и имеют удовлетворительную коррозионную стойкость.
Применяют также пайку цинковыми припоями по серебряному покрытию, нанесенному на поверхность алюминия предпочтительно термовакуумным напылением с последующей термообработкой.
Разработан ряд технологических процессов, обеспечивающих надежное соединение алюминия с медью и ее сплавами, со сталью, никелевыми и другими сплавами.
Основные трудности при осуществлении процесса пайки алюминия с указанными материалами заключаются в трудности выбора флюса или газовой среды, обеспечивающих удаление окислов с поверхностей столь разнородных материалов; в образовании хрупких соединений из-за возникновения интерметаллидов в зоне шва; в наличии большой разницы температурных коэффициентов линейного расширения алюминия и перечисленных выше материалов.
Первые два осложнения успешно преодолевают при предварительном нанесении на поверхности соединяемых материалов защитных металлических покрытий.
Пайку алюминия с медью можно успешно осуществить по никелевому покрытию, нанесенному на алюминий химическим способом. Пайку производят в водороде припоем состава 49% Ag, 20% Си, 31% In; температура пайки близка к температуре плавления алюминия.
Пайку производят в водороде припоем состава 49% Ag, 20% Си, 31% In; температура пайки близка к температуре плавления алюминия.
Пайка алюминия с медью и ее сплавами может также быть осуществлена путем нанесения защитных покрытий типа цинк, серебро и их сплавы на поверхность меди. При этом используют припои на основе олова, кадмия, цинка.
Через серебряное покрытие на меди может быть осуществлена контактно-реактивная пайка с образованием в паяном шве хрупкой эвтектики Al — Ag — Си. Такие паяные соединения могут быть использованы только в несиловых конструкциях.
Соединение алюминия со сталью, в том числе и с нержавеющей, облегчается при предварительном лужении поверхности стальной детали легкоплавкими свинцово-оловянистыми припоями, алюминием и алюминиевыми припоями с применением активных флюсов на основе хлористых и фтористых солей.
При пайке алюминия со сталью очень важно строго ограничивать режим из-за опасности образования хрупких интерметаллидов в паяных швах. Время выдержки не должно превышать 1-4 мин, температура пайки также не должна превышать заданного предела.
Время выдержки не должно превышать 1-4 мин, температура пайки также не должна превышать заданного предела.
Пайка алюминия с титаном возможна только по слою алюминия или олова, нанесенных на поверхность титана путем горячего лужения.
- Назад
- Вперед
Blue Demon Triple Play Низкотемпературный алюминиево-цинковый припой 1/8″ x 18″ 1-фунтовая трубка #BDTP12501T
Blue Demon Triple Play Низкотемпературный алюминиево-цинковый припой 1/8″ x 18″ 1-фунтовая трубка #BDTP12501T | Сварщик питанияВсе категории/ ПОИСК ПО БРЕНДУ/ Сварка синего демона/
Этот очень тонкий слой оксида алюминия необходимо удалить. Когда вы прокалываете этот слой, он распадается на мелкий порошок и всплывает на поверхность лужи. Вы действительно можете видеть, как он появляется на поверхности. Несколько раз проведите абразивный инструмент через ванну, чтобы удалить оксиды и обеспечить сплавление с основным металлом. Обычно достаточно нескольких ударов — глубина от 0,004 до 0,005 дает максимальную силу. Избавьтесь от оксидного барьера, пройдя через расплавленное покрытие и стерев оксиды. Тонкий слой нерастворимого оксида начинает образовываться на поверхности еще до того, как вы положите кисть.
Обычно достаточно нескольких ударов — глубина от 0,004 до 0,005 дает максимальную силу. Избавьтесь от оксидного барьера, пройдя через расплавленное покрытие и стерев оксиды. Тонкий слой нерастворимого оксида начинает образовываться на поверхности еще до того, как вы положите кисть.
При нагревании основного металла оксиды образуются еще быстрее, но при растяжении растягиваются. Оксид необходимо удалить, иначе проникновения не произойдет. Локализация методов нагрева также может быть использована для улучшения формы галтелей.
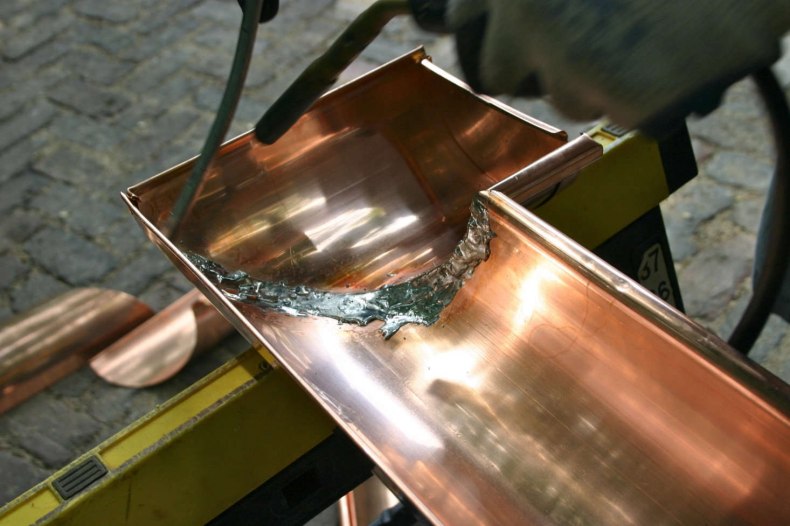
Если вы соединяете два куска разного размера, вам нужно направить большую часть тепла на больший кусок, чтобы они оба достигли рабочей температуры примерно в одно и то же время. Короткую заглушку можно сплавить с новым стержнем с пламенем горелки, если вы тщательно контролируете температуру. Ремонт затвердеет через несколько секунд, и его можно будет сразу же приступить к работе. Не погружайте в воду, чтобы ускорить охлаждение.
Материал будет довольно твердым. Он будет шлифовать, обрабатывать, сверлить, нарезать резьбу и красить так же, как мягкая сталь. Однако при сплавлении с алюминием он не становится хрупким, если его не охладить слишком быстро. Для большинства работ достаточно газовой горелки LP. Убедитесь, что температура достигла 730°F. Используйте универсальный совет. Для тяжелых предметов вам понадобится кислородно-топливная горелка. Если это так, используйте большой наконечник с нейтральным пламенем, чтобы равномерно распределить тепло. Нагревайте только средним или внешним конусом пламени.
Он будет шлифовать, обрабатывать, сверлить, нарезать резьбу и красить так же, как мягкая сталь. Однако при сплавлении с алюминием он не становится хрупким, если его не охладить слишком быстро. Для большинства работ достаточно газовой горелки LP. Убедитесь, что температура достигла 730°F. Используйте универсальный совет. Для тяжелых предметов вам понадобится кислородно-топливная горелка. Если это так, используйте большой наконечник с нейтральным пламенем, чтобы равномерно распределить тепло. Нагревайте только средним или внешним конусом пламени.
Как использовать Blue Demon Triple Play за 3 простых шага!!
- Очистите поверхность щеткой из нержавеющей стали
- Нагрейте поверхность основного металла, а не «Triple Play»
- Нанесите «Triple Play» на нагретую поверхность
ТРАНСПОРТИРОВОЧНЫЕ РАЗМЕРЫ | |
| Высота: | 1,00 дюйма |
| Ширина: | 1,00 дюйма |
| Длина: | 19,00 дюймов |
| Вес: | 1 фунт(ы) 0 унций |
Расходные материалы
Анкерный сварщик YS50
Защитные очки Jackson Nemesis Blue Mirror le.
 ..
..Защитные очки Jackson Nemesis, дымчатые/зеркальные #…
Кромер Сварочная крышка
Угловая шлифовальная машина Metabo W850-125
Классическая ткань Miller
КОЛЬЦО ДЛЯ КЛЮЧЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА MILLER HANDY
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Струбцина Strong Hand серии UD 4-в-1 4 1/2 дюйма
Стандартная сварочная перчатка Tillman #1015L
Зимние перчатки Tillman
Вопросы и ответы по продукту
Есть вопрос по этому продукту? Отправьте свой вопрос, используя форму ниже
Люди, которые купили этот товар, также интересовались:
- Присадочные металлы
- Сварка синего демона
Низкотемпературный припой цинка/алюминия с флюсом
Низкотемпературный припой алюминия/меди ZA-1 Alu-flo
КОД АРТ. : PA2162
: PA2162
5.04
(Inc 6.05) Ремонт
3
3 90 -Braze 013 — ZA-1
Закажите сейчас с доставкой во вторник.
Получите 5 баллов при покупке этого предмета.
- Описание
- Спецификация
- Отзывы
Низкотемпературная пайка цинком и алюминием/медью Meta-Braze 013 (ZA-1 Alu-flo) Соответствующая прочность соединения доступна от VBC — Meta-Braze 013, специально разработанная для холодильной промышленности и кондиционирования воздуха, где существует необходимость ремонта и соединения алюминия с алюминием, а также алюминия с медью.
Meta-Braze 013 (ZA-1) – профессиональное удилище, позволяющее достичь профессиональных результатов.
Не сравнивайте этот стержень Meta-Braze с дешевыми «волшебными фиксирующими стержнями», которые продают многие компании. Magic Fix Rods часто заявляют, что соединение такое же прочное, как основной металл, и прочнее, чем сварной шов. Это не так и не может быть.
Это не так и не может быть.
Этот тип стержня представляет собой прут для низкотемпературной пайки, состоящий в основном из цинка, и может использоваться во многих операциях пайки алюминия и делает возможным многие ремонтные работы.
Имейте в виду, что для успешного и быстрого присоединения требуются практика и терпение.
Важно отметить, что если вы хотите сварить алюминий, то этот продукт не для вас.
Нельзя сваривать только пропановой паяльной лампой.
Однако вы можете использовать эти стержни, чтобы получить очень хорошее паяное соединение.
Вы можете сваривать алюминий только с помощью надлежащих алюминиевых стержней и/или методом TIG или кислородно-ацетиленовым процессом.
Продается поштучно. — Доступны другие размеры упаковки
Написать отзыв
Низкотемпературная пайка цинком и алюминием/медью Meta-Braze 013 (ZA-1 Alu-flo)
Низкотемпературный стержень для пайки цинком и алюминием со встроенным флюсовым каналом для обеспечения необходимой прочности соединения, доступный в VBC — Meta-Braze 013 разработан для холодильной промышленности и кондиционирования воздуха, где существует необходимость ремонта и соединения алюминия с алюминием, а также алюминия с медью.
Meta-Braze 013 (ZA-1) – профессиональное удилище, позволяющее достичь профессиональных результатов.
Не сравнивайте этот стержень Meta-Braze с дешевыми «волшебными фиксирующими стержнями», которые продают многие компании. Magic Fix Rods часто заявляют, что соединение такое же прочное, как основной металл, и прочнее, чем сварной шов. Это не так и не может быть.
Этот тип стержня представляет собой прут для низкотемпературной пайки, состоящий в основном из цинка, и может использоваться во многих операциях пайки алюминия и делает возможным многие ремонтные работы.
Имейте в виду, что для успешного и быстрого присоединения требуются практика и терпение.
Важно, если вы хотите сварить алюминий, то этот продукт не для вас.
Нельзя сваривать только пропановой паяльной лампой.
Однако вы можете использовать эти стержни, чтобы получить очень хорошее паяное соединение.
Вы можете сваривать алюминий только с помощью надлежащих алюминиевых стержней и/или методом TIG или кислородно-ацетиленовым процессом.