
Индукционные нагреватели (котлы) — варианты конструкций
За последние 10-15 лет индукционные нагреватели на токах промышленной частоты приобрели широкое распространение. Впрочем, заявляемые производителями высокие потребительские качества индукционных нагревателей, такие как надежность, неприхотливость, экономичность находят подтверждение в условиях реальной эксплуатации. Но при этом почти каждый производитель демонстрирует очередной патент и заявляет, что его индукционный нагреватель – «самый индукционный». Давайте попробуем разобраться, что объединяет, а что различает индукционные нагреватели разных производителей.
►См. Индукционные нагреватели в нашем каталоге
ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ: ЧТО ОБЩЕГО?Как бы это банально ни звучало, но общее в индукционных нагревателях – это индукционный способ нагрева. Мы уже рассматривали подробно принцип работы индукционных нагревателей и их отличие от других типов электронагревателей.
Любой индукционный нагреватель будет состоять из первичной обмотки (катушки индуктивности) и вторичной обмотки – теплообменного устройства.
Причем, что интересно, запатентовать этот принцип невозможно – он основан на элементарных физических законах и доступен каждому. Так, например, энергетикам известно такое свойство трансформатора как его разогрев в процессе работы. Только в случае с трансформатором выделение тепла – это головная боль для энергетиков, в конструкции же индукционного нагревателя это свойство возведено в абсолют, и сегодня производители заявляют о достижении ими КПД 98, а то и все 99%. Производители вообще любят показатель КПД, потому что этот показатель – относительный, а следовательно можно заявлять что угодно, и при этом не бояться ответственности: при определенных условиях можно заявить, что КПД вообще 100% — на то он и относительный коэффициент.
Индукционные нагреватели: единство и борьба противоположностей
Так в чем же тогда эти запатентованные различия? Оказывается, главным образом, в конструкции теплообменника. Конечно, есть различия и в конструкции магнитопроводов и в конструкции катушек – они могут быть вытянутыми, сплющенными, могут отличаться материалом провода и количеством витков, однако суть от этого не поменяется. Задача первичной обмотки – генерировать переменное магнитное поле, и в любом нагревателе она с этим справляется. Так что в способе нагрева различий у индукционных нагревателей разных производителей практически нет. Зато существенные различия заключаются в конструкциях теплообменников. Что интересно, общепринятой классификации в настоящее время не существует, поэтому возьмем на себя смелость предложить свою собственную, итак:
- Индукционный нагреватель кожухового типа
- Индукционный нагреватель с трубчатым теплообменником
- Индукционный нагреватель с объемным теплообменником (электронагреватель индуктивно-кондуктивного типа – именно так называет его сам производитель)
Индукционный нагреватель кожухового типа
Начнем с первого – «индукционного нагревателя кожухового типа». Производители таких нагревателей называют их иначе, но в данной статье нам интересны не названия, а принцип нагрева.
Производители таких нагревателей называют их иначе, но в данной статье нам интересны не названия, а принцип нагрева.
Мы назвали этот тип индукционных нагревателей «кожуховым» потому что внешне этот тип отличается от остальных тем, что производители помещают конструкцию нагревателя (т.е. индуктор и теплообменник) внутрь кожуха цилиндрической формы. Внешне он даже чем-то напоминает электродный котел, однако отличается от последнего способом нагрева теплоносителя.
Внутри кожуха размещен вытянутый индуктор, внутри и снаружи которого располагается теплообменник, нагревающийся под воздействием электромагнитного поля. Проходя через теплообменник, вода нагревается и подается в систему отопления.
Преимущества конструкции:
- Более компактен, имеет меньшие габариты и массу чем остальные типы индукционных нагревателей. Есть мнение, что эстетически он также выглядит лучше, но это спорно, во-первых, и не является определяющим для промышленного нагревателя – во-вторых.

- Менее материалоемок (теплообменное устройство состоит из «черного» металла марки Ст3сп) по сравнению с другими представителями класса, а потому у него ниже себестоимость и, соответственно, цена приобретения.
- Может размещаться на стене (другие индукционные нагреватели – только напольного исполнения)
Недостатки конструкции:
- Изготовление теплообменника из обычного металла удешевляет конструкцию, но делает ее элементы более подверженными коррозии, особенно в периоды профилактических работ и слива теплоносителя.
- Конструкция теплообменника такова, что она оказывает повышенное гидродинамическое сопротивление, вследствие чего снижается скорость теплоносителя, при поступлении его внутрь. Это может приводить сразу к двум неприятностям: во-первых, к осаждению загрязнений, имеющихся в теплоносителе, в нижней части нагревателя и, в дальнейшем, еще большему затруднению протока и, во-вторых, к снижению теплосъема с поверхности теплообменника. Вообще, конструкция таких нагревателей предполагает довольно высокую плотность теплового потока – 9-10 Вт/см2 и ухудшение теплопередачи вызовет кипение в пограничном слое теплоносителя.
Это чревато ускоренным осаждением накипи в таких местах (по сути – по всей площади теплообменника), а также к дальнейшему снижению теплопередачи и, в конце концов, к перегреву греющего контура.
- Недостаток из предыдущего пункта усугубляется тем, что конструкция неремонтопригодна – стоимость и сроки ремонта будут примерно такими же, как и стоимость, и сроки на приобретение нового нагревателя.
- Также вертикальное расположение теплообменника приводит к тому, что растворенные в теплоносителе газы и воздух, в процессе нагрева, будут собираться в верхней части теплообменника, вытесняя оттуда теплоноситель, что может привести к местному перегреву теплообменника из-за отсутствия необходимого теплосъема, а теплонагруженность нагревателя, как мы указывали выше, достаточно велика.
- Несмотря на то, что одним из главных преимуществ электронагревателей индукционного типа является обеспечение 2-го класса защиты от поражения электрическим током (т.е. практически абсолютная защита даже без заземления), к конструкции этого типа нагревателей эта особенность, увы, не относится, поскольку в случае нарушения изоляции обмоток индуктора, теплоноситель окажется под напряжением – точно так же, как и ТЭНовый котел.

- Индукционные нагреватели кожухового типа ограничены в мощности и температуре нагрева. Мощность единичного нагревателя, как правило, не превышает 70-100 кВт, а максимальная температура теплоносителя – 100-110 °С (впрочем, для обычной системы отопления этого достаточно). Ограничение по мощности приводит к необходимости параллельной установки нескольких нагревателей.
Вывод: конструкция индукционных нагревателей кожухового типа получила достаточно широкое распространение, главным образом, благодаря простоте изготовления, относительно низкой себестоимости (а, следовательно, отпускной цены) и системе распределения через дилеров (маржинальность продукта позволяет делиться ею с посредниками). Однако данный тип нагревателей лишь условно относится к нагревателям «трансформаторного» типа, и не всегда заслуженно использует в своих заявлениях те преимущества, которые присущи этому типу нагревателей.
Индукционный нагреватель с трубчатым теплообменником
Если говорить откровенно, то первый коммерческий успех индукционных электронагревателей истинно трансформаторного типа, сопутствовал именно этой конструкции индукционных нагревателей, которые появились на рынке в середине 90-х годов прошлого века и получили довольно широкое распространение. В чем их особенность:
В чем их особенность:
Во-первых, эти нагреватели уже не прячутся в кожух. Особенной красотой они, конечно, не блещут, но для покупателя важны другие их свойства. Во-вторых, здесь катушка индуктивности (первичная обмотка) полностью отделена от теплообменника (вторичной обмотки) что исключает поражение электрическим током: даже в случае нарушения изоляции обмоток электросеть не может замкнуться на теплоноситель, так что это настоящий 2-ой класс электробезопасности. И, наконец, в третьих, теплообменное устройство здесь представляет собой набор трубок, огибающих катушки индуктора.
В остальном, все так же как у всех остальных индукционных нагревателей – катушки возбуждают магнитное поле, которое, проходя через металл теплообменника, возбуждает в нем вихревые токи, которые его и разогревают, а потом тепло снимается теплоносителем с принудительной циркуляцией.
Преимущества конструкции:
- Конструкция приближена к «сухому» трансформатору, а, следовательно, при должном высоком качестве производства, обладает такими свойствами как долговечность (до 100 000 часов), электрическая безопасность и высокая надежность (во всяком случае, выше чем у «кожуховых нагревателей» и многократно выше, чем у ТЭНовых нагревателей).

- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Аналогично кожуховым индукционным нагревателям, трубчатые индукционные нагреватели также могут устанавливаться в параллель, и тогда необходимая мощность будет ограничиваться только доступностью электроэнергии и потребностью в тепловой энергии.
- Возможность обеспечения высоких температур нагрева (до 250-300 °С), что существенно расширяет области применения нагревателей. Она уже не ограничивается областью отопления и горячего водоснабжения. При помощи высокотемпературного жидкого теплоносителя есть возможность заменять паровые системы нагрева в промышленности (реакторы, пресса и т.д.) на жидкостные, что существенно повышает надежность, безопасность и управляемость процессами нагрева.
- Вообще, если сравнивать с ТЭНами и электродными котлами, преимуществ можно указать множество. Наша же основная задача – сравнить с другими типами конструкций индукционных нагревателей.
Недостатки конструкции:
- Вероятно неравномерное распределение теплового потока по сечению трубы теплообменника.
 Из-за неравномерного омического сопротивления и поверхностного эффекта наибольшая часть тепловой энергии (рассчетно, до 70%) может выделяться всего в 30% поверхности трубы со стороны обмотки. Плотность теплового потока в этих зонах соизмерима с плотностью теплового потока обычного ТЭНа. Что может привести к локальному перегреву, парообразованию в пограничном слое теплоносителя и отложению солей на стенках трубы, с последующим ухудшением теплопередачи и, как следствие, местным перегревам. Эффект накипеобразования многократно усиливается в местах сварки труб, в связи с высокими значениями плотности тока в этих соединениях.
Из-за неравномерного омического сопротивления и поверхностного эффекта наибольшая часть тепловой энергии (рассчетно, до 70%) может выделяться всего в 30% поверхности трубы со стороны обмотки. Плотность теплового потока в этих зонах соизмерима с плотностью теплового потока обычного ТЭНа. Что может привести к локальному перегреву, парообразованию в пограничном слое теплоносителя и отложению солей на стенках трубы, с последующим ухудшением теплопередачи и, как следствие, местным перегревам. Эффект накипеобразования многократно усиливается в местах сварки труб, в связи с высокими значениями плотности тока в этих соединениях. - Несмотря на заявляемый коэффициент мощности 0,98, эффект повышенного рассеяния магнитных потоков вокруг трубчатых витков, скорее всего, снижает этот коэффициент до 0,9, иначе чем объяснить, что для обеспечения одной и той же тепловой мощности, нагреватели с трубчатым теплообменником имеют боле высокие потребляемые мощности и токи в обмотках? В свою очередь это приводит к повышению затрат у потребителя, поскольку ему приходится использовать провода увеличенного сечения, а также повышает себестоимость производителя (и, следовательно, цену приобретения для покупателя).
- Трубчатый теплообменник оказывает повышенное гидродинамическое сопротивление, что приводит к необходимости установки более мощных (и дорогих) циркуляционных насосов.
- Повышена масса нагревателя, т. к. трубчатая конфигурация теплообменника требует значительного промежутка между стержнями сердечника трансформатора. Это приводит к увеличению ярем магнитопровода трансформатора и удорожанию изделия в целом.
- Катушки индуктора хоть и надежно пропитаны изоляцией, однако же ничем не защищены от случайного или (того хуже) целенаправленного механического воздействия, что, конечно же, не повышает надежность нагревателя.
- Трубчатый теплообменник не ремонтопригоден, и в случае выхода из строя подлежит полной замене на заводе-производителе.
Вывод: индукционные нагреватели с трубчатым теплообменником – это в принципе первые коммерчески успешные индукционные нагреватели, и это действительно шаг вперед по сравнению с ТЭНовыми котлами и нагревателями кожухового типа и сразу два шага вперед по отношению к электродным котлам (за счет факторов безопасности). Применение трубчатого теплообменника изначально было продиктовано технологическими ограничениями и финансовыми вопросами, поскольку трубчатый теплообменник проще в производстве, чем объемный (о котором речь пойдет далее), однако он не лишен недостатков, исправить которые производителям не позволяют рамки патентных правоотношений.
Применение трубчатого теплообменника изначально было продиктовано технологическими ограничениями и финансовыми вопросами, поскольку трубчатый теплообменник проще в производстве, чем объемный (о котором речь пойдет далее), однако он не лишен недостатков, исправить которые производителям не позволяют рамки патентных правоотношений.
Индукционный нагреватель с объемным теплообменником
Объемный тип теплообменника, в виде опытных образцов, появился даже раньше, чем трубчатый. Однако первые конструкции были не очень удачны – пожалуй, даже нет смысла их описывать, поскольку сейчас они если и выпускаются, то кустарно. Нас будет интересовать последняя итерация конструкции, которую производитель называет также нагревателем индуктивно-кондуктивного типа. Конечно, это лишь способ позиционирования продукта, однако это название очень четко отражает сущность данного нагревателя.
Индукционные нагреватели с объемным теплообменником появились уже в XXI веке и при их создании, несомненно, были учтены недостатки всех прочих конструкций. Что же представляет собой конструкция индуктивно-кондуктивного электронагревателя с объемным теплообменником?
Что же представляет собой конструкция индуктивно-кондуктивного электронагревателя с объемным теплообменником?
Как видим из рисунка, конструкция довольно сильно напоминает индукционный нагреватель с трубчатым теплообменником, однако вместо трубок здесь используется полый цилиндр, внутри которого находится индуктор. По мнению многих (и автора в том числе) индуктивно-кондуктивные индукционные нагреватели эстетически выглядят лучше, чем нагреватели с трубчатым теплообменником, поскольку объемный теплообменник выполняет и роль кожуха: внешний вид создает ощущение законченности и какой-то защищенности.
Это также полноценный индукционный нагреватель, конструкция которого роднит его с «сухим» трансформатором. И он, конечно, обладает всеми преимуществами, которые из этого вытекают: высокая надежность, долговечность, пожарная и электрическая безопасность, поскольку первичная обмотка, на которую подается напряжение, отделена от теплообменника, что исключает поражение электрическим током: это полноценный 2-ой класс электробезопасности.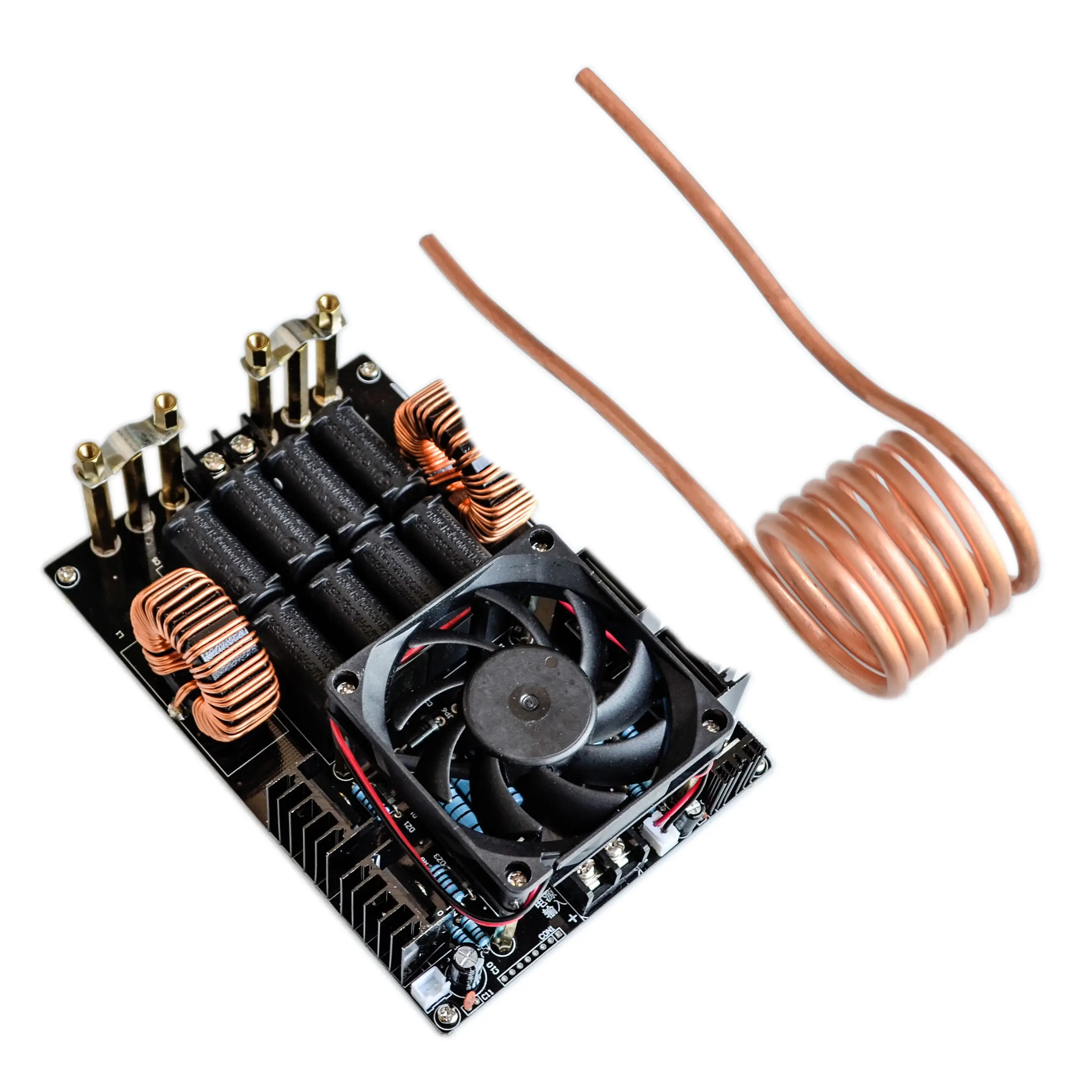
Вихревые токи здесь возникают в толще металла, из которого сделан полый цилиндр. Надо сразу отметить, что само конструктивное решение повышает надежность нагревателя и его устойчивость к повреждениям. Судите сами: обмотки катушек индуктивности, которые можно легко повредить у нагревателя с трубчатым теплообменником, здесь надежно закрыты от внешнего воздействия. От упорного вредителя они, конечно, не спасут, а вот случайно повредить индуктор уже значительно сложнее.
Материал теплообменника здесь – нержавеющая сталь марки AISI-304, так что коррозия ей не грозит.
Единственное место, которое можно отнести к узким местам (и о котором любят упоминать конкуренты) – это сварные швы на теплообменнике, ведь отливать полые цилиндры без швов человечество еще, к сожалению, не научилось. Но зато человечество научилось хорошо сваривать детали. Случай с объемными теплообменниками здесь не исключение.
Преимущества конструкции:
- Индуктивно-кондуктивный электронагреватель максимально приближен к конструкции «сухого» трансформатора, а, следовательно, обладает такими свойствами как долговечность (до 100 000 часов или, в пересчете на годы, порядка 30 лет!), электрическая безопасность, высокая надежность и все прочие преимущества по сравнению с ТЭНовыми и электродными котлами.
- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Также существуют модификации высоковольтных индукционных котлов, которые могут обеспечить мощность нагрева свыше 6 МВт. Аналогично прочим индукционным нагревателям, индукционные нагреватели с объемным теплообменником также могут устанавливаться в параллель, и, тем самым, обеспечивать любую мощность нагрева.
- Возможность обеспечения высоких температур нагрева (до 200-250 °С), что существенно расширяет области применения нагревателей. Это немного ниже, чем у трубчатых теплообменников, что обусловлено как раз конструкцией. Трубки обеспечивают лучшую вентиляцию и охлаждение катушек. В индукционных нагревателях с объемным теплообменником катушки закрыты, однако и температур, обеспечиваемых этими нагревателями, достаточно для многих технологических процессов (обогрев реакторов, гальванических ванн, сушильных камер, прессов и т.д.).
- Равномерное распределение теплового потока по более развитой поверхности теплообменника гарантирует отсутствие явлений местного перегрева, отложения накипи и очень небольшой градиент температур между теплоносителем и теплообменником (не более 20 °С) что служит дополнительным аргументом в пользу надежности и пожарной безопасности нагревателя индуктивно-кондуктивного типа.

- «Честный» высокий коэффициент мощности 0,98-0,985 благодаря более равномерному поглощению магнитного поля цилиндрическим теплообменником.
- Более низкая масса нагревателей по сравнению с аналогичными по мощности нагревателями на трубках.
Недостатки:
- Более высокая себестоимость материалов и высокотехнологичность производства: высокое качество и отличные потребительские свойства дешевыми не бывают.
- Низкая маржинальность (наценка) делает продукт не интересным для посредников, поэтому продукцию необходимо заказывать только у производителя.
- Теплообменник в большинстве случаев не ремонтопригоден, однако, риск выхода его из строя самый низкий из всех типов индукционных нагревателей. Кроме того, его замена может быть произведена эксплуатирующей организацией, а не только заводом-изготовителем.
►См. Индукционные нагреватели в нашем каталоге
Вывод: если говорить о том, что индукционные нагреватели – это следующий шаг по отношению к ТЭНовым и электродным котлам, то индуктивно-кондуктивные нагреватели с объемным теплообменником – это пример дальнейшего развития конструкции, которая, пожалуй, как никогда близка к ожидаемому идеалу. Главное, при наличии очень хорошей и энергоэффективной конструкции, — это высокая культура и качество производства, которая бы неукоснительно следовала конструкторской документации и исполняла замысел инженеров и ученых, положивших годы в создание такого сложного, но такого простого оборудования, как индукционный электронагреватель.
Главное, при наличии очень хорошей и энергоэффективной конструкции, — это высокая культура и качество производства, которая бы неукоснительно следовала конструкторской документации и исполняла замысел инженеров и ученых, положивших годы в создание такого сложного, но такого простого оборудования, как индукционный электронагреватель.
Индукционный нагреватель МИКРОША-2000 от производителя
Модернизированный МИКРОША-2000 с 10.06.2020 производится в новом корпусе с удобной ручкой и кнопкой под большой палец. Пресс-форму нам делали в Таганроге, любимом городе Светлакова, целых 3,5 месяца.
Индукционный
нагреватель МИКРОША-2000, разработанный и производимый компанией НАША
ЭЛЕКТРОНИКА, используется в ремонтных мастерских и цехах. Он предназначен для
нагрева металлических деталей: гаек, болтов, рычагов, тяг и плоских железных
поверхностей под действием переменного
магнитного поля в индукторе. В связи с этим МИКРОША-2000 находит свое
применение для автосервиса — для разблокировки соединений, в мастерских — для
ТВЧ нагрева небольших заготовок для закалки, а так же для нагрева и сгибания
металлических прутков. Принцип действия основан на создании вихревых
токов в нагреваемой детали, а так как металл оказывает значительное
сопротивление проходящему через него электрическому току, то и раскаляется как
нихромовая проволока, только бесконтактно, поглощая энергию поля излучателя. Аппарат индукционного нагрева МИКРОША-2000
комплектуется несколькими сменными индукторами различного диаметра для более
эффективной передачи мощности нагреваемой детали. Для работы с тягами, на
которые физически невозможно надеть «спиральку» индуктора, так как они
прикручены с обеих сторон, предназначен гибкий индуктор, который наматывается ( 2-4 витка) на деталь, а затем его концы фиксируются прижимными болтами с
пластиковыми барашками в выходных зажимах устройства. Зачем нужно иметь
несколько сменных индукторов «а-ля советский кипятильник» ? Дело в том, что
наиболее эффективно мощность индукционного нагревателя передается в деталь
только тогда, когда она занимает наибольший объем индуктора-спиральки.
Принцип действия основан на создании вихревых
токов в нагреваемой детали, а так как металл оказывает значительное
сопротивление проходящему через него электрическому току, то и раскаляется как
нихромовая проволока, только бесконтактно, поглощая энергию поля излучателя. Аппарат индукционного нагрева МИКРОША-2000
комплектуется несколькими сменными индукторами различного диаметра для более
эффективной передачи мощности нагреваемой детали. Для работы с тягами, на
которые физически невозможно надеть «спиральку» индуктора, так как они
прикручены с обеих сторон, предназначен гибкий индуктор, который наматывается ( 2-4 витка) на деталь, а затем его концы фиксируются прижимными болтами с
пластиковыми барашками в выходных зажимах устройства. Зачем нужно иметь
несколько сменных индукторов «а-ля советский кипятильник» ? Дело в том, что
наиболее эффективно мощность индукционного нагревателя передается в деталь
только тогда, когда она занимает наибольший объем индуктора-спиральки. То есть
для гайки на 10 нужен один индуктор, а для гайки на 22 – другой. Не вопрос,
можно гайку на 10 нагреть и индуктором большого диаметра, но процесс займет больше времени. Кроме того, при малой концентрации поля при медленном
нагреве, будет раскаляться и болт на котором ржавая гайка сидит и эффект
расширившейся гайки на холодной шпильке будет сведен к минимуму, т.к. болт или шпилька
тоже будет красной.
То есть
для гайки на 10 нужен один индуктор, а для гайки на 22 – другой. Не вопрос,
можно гайку на 10 нагреть и индуктором большого диаметра, но процесс займет больше времени. Кроме того, при малой концентрации поля при медленном
нагреве, будет раскаляться и болт на котором ржавая гайка сидит и эффект
расширившейся гайки на холодной шпильке будет сведен к минимуму, т.к. болт или шпилька
тоже будет красной.
Индукционный беспламенный нагреватель МИКРОША-2000 имеет мощность 2000 Ватт ( 2,0 KW), что в два раза превышает мощность
китайской «палки», продаваемой на али. Это позволяет быстрее нагревать гайку,
чтобы успеть сорвать ее с места, пока болт относительно холодный. Китаец имеет
в длину 40 сантиметров, наш аппаратик 14,5 см. Конечно, соглашусь, что он
скорее похож на сварочник-наладонник, но это обусловлено тем, что для получения
реальной мощности пришлось поставить хорошие радиаторы для охлаждения
транзисторов преобразователя, более мощный и габаритный вентилятор и силовой
трансформатор из нано кристаллического материала, такого же размера, как и в
сварочном аппарате МИКРОША-160. Только в индукционном нагревателе, в отличие от
сварочника, используется не ШИМ, а резонанс с автоподстройкой частоты и фазы.
Резонансная частота автоматически изменяется в зависимости от диаметра
индуктора и внесения металла в него в диапазоне 20 – 50 кГц ( килогерц). Это
ультразвук. На этих частотах работают все сварочные инверторы. Не путайте с
микроволновкой и смартфоном – они работают на гигагерцах, т.е. частота в этих
девайсах в миллион раз выше и жарит из телефона прямо в мозг. Здесь же частота низкая, главное не работать с кольцами и браслетами на руках. Cхема,
примененная нами в аппарате беспламенного нагрева МИКРОША-2000 отечественная, в своей основе от
боевых источников питания, работающих многие годы. На видео можно посмотреть
начинку китайских и наших аппаратов. Иноземец выполнен по схеме параллельного
резонансного контура, которую азиатские друзья передрали из европейского
патента https://patents.google.com/patent/EP2608634A1/en с ее недостатками.
Только в индукционном нагревателе, в отличие от
сварочника, используется не ШИМ, а резонанс с автоподстройкой частоты и фазы.
Резонансная частота автоматически изменяется в зависимости от диаметра
индуктора и внесения металла в него в диапазоне 20 – 50 кГц ( килогерц). Это
ультразвук. На этих частотах работают все сварочные инверторы. Не путайте с
микроволновкой и смартфоном – они работают на гигагерцах, т.е. частота в этих
девайсах в миллион раз выше и жарит из телефона прямо в мозг. Здесь же частота низкая, главное не работать с кольцами и браслетами на руках. Cхема,
примененная нами в аппарате беспламенного нагрева МИКРОША-2000 отечественная, в своей основе от
боевых источников питания, работающих многие годы. На видео можно посмотреть
начинку китайских и наших аппаратов. Иноземец выполнен по схеме параллельного
резонансного контура, которую азиатские друзья передрали из европейского
патента https://patents.google.com/patent/EP2608634A1/en с ее недостатками. МИКРОША — по схеме последовательного резонансного контура с резонансными
конденсаторами в первичной обмотке трансформатора. Мой патент на фото. В отличие от «палки» у
нашего малыша нет киловольтного напряжения на транзисторах (что чревато пробоем
по пыли). Транзисторы мы ставим немецкой фирмы Infineon, т.к. лучше просто не существует.
Печатная плата покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68». На индукторы надет чулок-трубка из керамической жаростойкой
нити для изоляции витков между собой и деталью. В случае истирания нитей и
короткого замыкания между витками индукционному нагревателю ничего не грозит. МИКРОША-2000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором в
труднодоступных местах. Мощный светодиод включается при нажатии кнопки
«нагрев», подсвечивая рабочую зону, так что для нагрева гаек и болтов не
придется пользоваться фонарем под автомобилем.
МИКРОША — по схеме последовательного резонансного контура с резонансными
конденсаторами в первичной обмотке трансформатора. Мой патент на фото. В отличие от «палки» у
нашего малыша нет киловольтного напряжения на транзисторах (что чревато пробоем
по пыли). Транзисторы мы ставим немецкой фирмы Infineon, т.к. лучше просто не существует.
Печатная плата покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68». На индукторы надет чулок-трубка из керамической жаростойкой
нити для изоляции витков между собой и деталью. В случае истирания нитей и
короткого замыкания между витками индукционному нагревателю ничего не грозит. МИКРОША-2000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором в
труднодоступных местах. Мощный светодиод включается при нажатии кнопки
«нагрев», подсвечивая рабочую зону, так что для нагрева гаек и болтов не
придется пользоваться фонарем под автомобилем. Купить индукционный нагреватель
МИКРОША-2000 – значит значительно облегчить себе работу, уменьшив бесполезный
труд и потраченное время на борьбу с «прикипевшими» гайками и болтами. Кроме того, возможен так же и нагрев подшипников под посадку. Для этого индуктор подходящего диаметра вставляется «спиралькой» внутрь кольца подшипника и нагрев происходит от внешнего поля излучения индуктора. Для закалки небольших деталей необходимо: поместив нагреваемый участок внутрь индуктора, разогреть его до рекомендуемой температуры для конкретной марки стали, обычно это в районе 800 градусов цельсия. Для сгибания прутков — подобрать подходящий по диаметру индуктор или намотать самостоятельно по имеющимся в комплекте образцам. Через индукторы, изготовленные из медного провода, протекает значительный высокочастотный ток, порядка 210 ампер. Разумеется это вызывает серьезный нагрев как самих индукторов, так и площадок их крепления, а так же обмоток силового трансформатора.
Купить индукционный нагреватель
МИКРОША-2000 – значит значительно облегчить себе работу, уменьшив бесполезный
труд и потраченное время на борьбу с «прикипевшими» гайками и болтами. Кроме того, возможен так же и нагрев подшипников под посадку. Для этого индуктор подходящего диаметра вставляется «спиралькой» внутрь кольца подшипника и нагрев происходит от внешнего поля излучения индуктора. Для закалки небольших деталей необходимо: поместив нагреваемый участок внутрь индуктора, разогреть его до рекомендуемой температуры для конкретной марки стали, обычно это в районе 800 градусов цельсия. Для сгибания прутков — подобрать подходящий по диаметру индуктор или намотать самостоятельно по имеющимся в комплекте образцам. Через индукторы, изготовленные из медного провода, протекает значительный высокочастотный ток, порядка 210 ампер. Разумеется это вызывает серьезный нагрев как самих индукторов, так и площадок их крепления, а так же обмоток силового трансформатора. Плюс излучение от раскаленного металла. Это касается как наших, так и китайских аппаратов, поэтому процент нагрузки таких нагревателей составляет ПН=50%. Мы рекомендуем работу циклами — до 2-х минут нагрев, 2 минуты охлаждение. При несоблюдении теплового режима возможно оплавление пластиковых барашков на фиксирующих винтах и перегрев обмоток трансформатора. Практика показывает, что для индукционного нагрева детали до 800 градусов достаточно 20-60 секунд, в зависимости от размера. В модернизированных аппаратах в новом корпусе установлен термостат, который отключает прибор через 2 мин. непрерывного нагрева. Это время может колебаться в ту или иную сторону, в зависимости от температуры окружающего воздуха. Обратное включение термостата происходит через 30-40 сек., так он устроен, что его гистерезис составляет порядка 20 град., т.е. например идет нагрев при температуре воздуха 30 град., в течении 2 мин. температура компонентов достигает 70 град., термостат срабатывает, аппарат продувается, охлаждаясь до 50 град.
Плюс излучение от раскаленного металла. Это касается как наших, так и китайских аппаратов, поэтому процент нагрузки таких нагревателей составляет ПН=50%. Мы рекомендуем работу циклами — до 2-х минут нагрев, 2 минуты охлаждение. При несоблюдении теплового режима возможно оплавление пластиковых барашков на фиксирующих винтах и перегрев обмоток трансформатора. Практика показывает, что для индукционного нагрева детали до 800 градусов достаточно 20-60 секунд, в зависимости от размера. В модернизированных аппаратах в новом корпусе установлен термостат, который отключает прибор через 2 мин. непрерывного нагрева. Это время может колебаться в ту или иную сторону, в зависимости от температуры окружающего воздуха. Обратное включение термостата происходит через 30-40 сек., так он устроен, что его гистерезис составляет порядка 20 град., т.е. например идет нагрев при температуре воздуха 30 град., в течении 2 мин. температура компонентов достигает 70 град., термостат срабатывает, аппарат продувается, охлаждаясь до 50 град. и термостат включается обратно. Он не может быть настроен на более низкую температуру обратного включения, например на 30 град., потому что если окружающий воздух будет 35 град., то он никогда обратно не включится, пока погода не изменится. Все это к тому, что если сразу после обратной активации термостата, не выждав 2 мин. в общей сложности, снова включить аппарат на нагрев, то и проработает он до следующего отключения те же 30-40 сек., а не 2 минуты. Дайте ему остыть. Все это связано с достаточно большой мощностью, упакованной компактно, чтобы можно было работать под автомобилем в ограниченном пространстве, ПОЭТОМУ МЫ НЕ РЕКОМЕНДУЕМ ПОКУПАТЬ АППАРАТ ДЛЯ РАБОТ С ДЛИТЕЛЬНЫМ ЦИКЛОМ НАГРЕВА ИЛИ НЕПРЕРЫВНОЙ КОНВЕЙЕРНОЙ РАБОТЫ. Для этих целей готовится к производству индукционный нагреватель МИКРОША-3000 с размерами 14х14х15 см, работающий с индукторами из медной трубки сколь угодно долго.
и термостат включается обратно. Он не может быть настроен на более низкую температуру обратного включения, например на 30 град., потому что если окружающий воздух будет 35 град., то он никогда обратно не включится, пока погода не изменится. Все это к тому, что если сразу после обратной активации термостата, не выждав 2 мин. в общей сложности, снова включить аппарат на нагрев, то и проработает он до следующего отключения те же 30-40 сек., а не 2 минуты. Дайте ему остыть. Все это связано с достаточно большой мощностью, упакованной компактно, чтобы можно было работать под автомобилем в ограниченном пространстве, ПОЭТОМУ МЫ НЕ РЕКОМЕНДУЕМ ПОКУПАТЬ АППАРАТ ДЛЯ РАБОТ С ДЛИТЕЛЬНЫМ ЦИКЛОМ НАГРЕВА ИЛИ НЕПРЕРЫВНОЙ КОНВЕЙЕРНОЙ РАБОТЫ. Для этих целей готовится к производству индукционный нагреватель МИКРОША-3000 с размерами 14х14х15 см, работающий с индукторами из медной трубки сколь угодно долго.
Комплект поставки:
— индукционный нагреватель (аппарат),
— индуктор диаметром 15 мм ( для гаек М6, М8 ключ на 8 – 13),
— индуктор диаметром 20 мм ( для гаек М8, М10 ключ на 14 – 17),
— индуктор диаметром 25 мм ( для гаек М12, М14 ключ на 19 – 22),
— индуктор диаметром 31 мм ( для гаек М16, М18 ключ на 24 – 27),
— индуктор плоский спиральный для нагрева поверхностей,
— индуктор гибкий длиной 80 см для нагрева деталей сложной формы,
— индуктор-заготовка для самостоятельной навивки требуемого диаметра,
— паспорт.
Страна производства — Россия
Производитель — разработано и произведено компанией НАША ЭЛЕКТРОНИКА.
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
Индукционный кузнечный нагреватель МИКРОША-15-8-ВЧ от производителя
Кузнечный
индукционный нагреватель металла МИКРОША-15-8-ВЧ предназначен для нагрева
металла перед ковкой и гибкой, горячей штамповкой, закалкой, для напайки резцов,
сварки и пайки деталей и множества других подобных работ с металлом,
промышленной или художественной обработки. Питание от однофазной сети 220-240 В
50 Гц предполагает его использование в небольших цехах, частных гаражных
мастерских и кузнях. Индукционный нагрев заготовок магнитным полем сделает вашу
работу более комфортной и безопасной, по сравнению с газовым или угольным
горном, кроме того, индукционный горн значительно сокращает время нагрева
металла до нужной температуры, составляя лишь десятки секунд. Температура нагрева стальных изделий при этом
может достигать более 1300 град. С, вплоть до оплавления.
Кузнечный
нагреватель МИКРОША-15-8-ВЧ имеет максимальную выходную колебательную мощность 15
кВА, что полностью соответствует широко распространенным азиатским моделям типа HF-15, JL-15, LSW-16KW, UM-15AB, GHF-15-(7kW) и т.п. Собственно само понятие колебательной
мощности введено некорректно, и в практическом плане не имеет никакого смысла и
означает ток в контуре, умноженный на напряжение на катушке колебательного
контура, т.е. индуктора. Практически имеет значение то, что все эти модели при
питании от сети 230 вольт потребляют максимальный ток до 35 ампер, что равно
230*35 = 8 кВА. Данная нагрузка достаточно приемлема для хорошей бытовой или гаражной электросети и МИКРОША-15-8 вполне
вписывается в линейку этих аппаратов индукционного нагрева как по полной
потребляемой мощности, так и по эффективности нагрева металла.-800x800.jpg) При умеренной цене и мощности, равной выше
названным аппаратам, индукционный нагреватель МИКРОША-15-8-ВЧ имеет скромные
габариты и массу всего 7,2 кГ, что значительно, в 3,5 раза, меньше аналогов,
потому и называется «МИКРОША».
При умеренной цене и мощности, равной выше
названным аппаратам, индукционный нагреватель МИКРОША-15-8-ВЧ имеет скромные
габариты и массу всего 7,2 кГ, что значительно, в 3,5 раза, меньше аналогов,
потому и называется «МИКРОША».
Индукционный
нагреватель МИКРОША-15-8-ВЧ имеет воздушное охлаждение радиаторов транзисторов,
резонансных конденсаторов и силового трансформатора, которое обеспечивается
двумя вентиляторами. Водяное охлаждение подводится только к сменным индукторам.
Таким образом, со временем, при зарастании трубок индукторов накипью, не
потребуется капитальный ремонт всего аппарата, достаточно только сделать новый
индуктор, не разбирая сам аппарат. Для достижения небольшого нагрева трансформатора,
в качестве обмоток применен высокочастотный провод-литцендрат ЛЭЛД-155,
сложенный вдвое и состоящий из 1075
изолированных лаком жилок диаметром 0,071мм, скрученных в косички. Стоимость
такого провода соответствующая. Сердечник трансформатора – нанокристаллический
и состоит из нескольких сложенных вместе колец. В качестве модуля индикации мы применили в
микроше готовый вольтметр-амперметр-ваттметр производства КНР. Этот приборчик
не влияет на работу схемы и выводит на дисплей показания напряжения сети, тока,
коэффициент мощности, потребляемой активной мощности, которая из всей полной
потребляемой собственно и идет в нагрев, а так же выступает в роли
электросчетчика, показывая сколько киловатт-час за смену накрутил аппарат.
Кроме того, он имеет приятный дизайн и приемлемую точность показаний.
Управление нагревом возможно как переключателем на передней панели, так и с
помощью ножной педали. Естественно, что все необходимые защиты в микроше
имеются: и от перегрева, и от КЗ витков индуктора, и т.п. Мощности кузнечного индукционного
нагревателя МИКРОША-15-8-ВЧ достаточно для нагрева до оплавления прутка Ф=16 мм
в индукторе диаметром Ф=20 мм; болванки Ф=25 мм в индукторе диаметром Ф=30 мм.
Сердечник трансформатора – нанокристаллический
и состоит из нескольких сложенных вместе колец. В качестве модуля индикации мы применили в
микроше готовый вольтметр-амперметр-ваттметр производства КНР. Этот приборчик
не влияет на работу схемы и выводит на дисплей показания напряжения сети, тока,
коэффициент мощности, потребляемой активной мощности, которая из всей полной
потребляемой собственно и идет в нагрев, а так же выступает в роли
электросчетчика, показывая сколько киловатт-час за смену накрутил аппарат.
Кроме того, он имеет приятный дизайн и приемлемую точность показаний.
Управление нагревом возможно как переключателем на передней панели, так и с
помощью ножной педали. Естественно, что все необходимые защиты в микроше
имеются: и от перегрева, и от КЗ витков индуктора, и т.п. Мощности кузнечного индукционного
нагревателя МИКРОША-15-8-ВЧ достаточно для нагрева до оплавления прутка Ф=16 мм
в индукторе диаметром Ф=20 мм; болванки Ф=25 мм в индукторе диаметром Ф=30 мм. Медные трубки, помещенные в индукторы, нагреваются до размягчения, но мощность,
поглощаемая медными и алюминиевыми заготовками незначительна. По поводу
мощности, необходимо понимать тот факт, что максимальная мощность выделяется в
металле вихревыми токами только в первые секунды нагрева, пока температура не достигла
точки Кюри ( 750 град.С). При дальнейшем разогреве заготовки потребляемая
мощность падает из-за потери металлом магнитных свойств, что можно видеть на
дисплее аппарата, но это не препятствует достижению температуры более 1300
град.С. При этом колебательная мощность в самом индукторе не изменяется.
Изменяется степень отбора этой мощности нагреваемым предметом. Чем больше
отбирается мощности на нагрев, тем больше идет подкачка в резонансный контур
транзисторами генератора из источника питания – то есть из сети. Диапазон
рабочих частот нагревателя МИКРОША-15-8-ВЧ составляет 20-60 кГц. Аппараты в
этом диапазоне частот работают с короткими индукторами с небольшой
индуктивностью и малым числом витков для обеспечения высокой плотности мощности
на квадратный сантиметр поверхности.
Медные трубки, помещенные в индукторы, нагреваются до размягчения, но мощность,
поглощаемая медными и алюминиевыми заготовками незначительна. По поводу
мощности, необходимо понимать тот факт, что максимальная мощность выделяется в
металле вихревыми токами только в первые секунды нагрева, пока температура не достигла
точки Кюри ( 750 град.С). При дальнейшем разогреве заготовки потребляемая
мощность падает из-за потери металлом магнитных свойств, что можно видеть на
дисплее аппарата, но это не препятствует достижению температуры более 1300
град.С. При этом колебательная мощность в самом индукторе не изменяется.
Изменяется степень отбора этой мощности нагреваемым предметом. Чем больше
отбирается мощности на нагрев, тем больше идет подкачка в резонансный контур
транзисторами генератора из источника питания – то есть из сети. Диапазон
рабочих частот нагревателя МИКРОША-15-8-ВЧ составляет 20-60 кГц. Аппараты в
этом диапазоне частот работают с короткими индукторами с небольшой
индуктивностью и малым числом витков для обеспечения высокой плотности мощности
на квадратный сантиметр поверхности. Это хорошо подходит для быстрого разогрева
поверхности металла под закалку концов валов, шестерен, с градиентом
температуры нагрева по глубине. Для закалки длинных валов необходимо
организовать механизм подачи, например из старого токарного станка и
разомкнутый спреер, расположенный сразу же за индуктором.
Для сквозного прогрева длинных заготовок и в качестве плавильных печей используются длинные многовитковые индукторы, с индуктивностью в 10 и более раз большей. Поэтому для этих целей применяют среднечастотные аппараты. В нашей линейке моделей это МИКРОША-15-8-СЧ, который работает в диапазоне частот 8-30 кГц.
Купить индукционный нагреватель МИКРОША-15-8 вы можете как в стандартной комплектации, так и под заказ. При заказе необходимо определить задачи, под которые вам требуется данное оборудование, чтобы мы изготовили индукторы, которые вам максимально подойдут для работы.
Комплект поставки:
— индукционный нагреватель (аппарат с сетевым шнуром 3 метра),
— индуктор диаметром 20 мм,
— индуктор диаметром 30 мм,
— индуктор диаметром 40 мм,
— индуктор прямоугольный 50х15 мм,
— индуктор открытого типа «ковш» 15 мм,
— педаль управления,
— паспорт.
В качестве системы охлаждения можно применить насос системы бытового отопления для горячей воды и любую подходящую емкость с водой – например бочку.
Страна производства – РОССИЯ.
Производитель — разработано и произведено компанией «НАША ЭЛЕКТРОНИКА».
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
устройство и принцип работы, схема изготовления своими руками
Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.Индукционный способ нагрева
Индукционный нагрев — это нагрев переменным электромагнитным полем проводника, помещенного в это поле. В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.
В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.Тепло во вкладке распределяется неравномерно, а только в поверхностных ее слоях и далее по объему распространяется за счет теплопроводности материала вкладки. Причем с повышением частоты переменного магнитного поля глубина проникновения уменьшается, а интенсивность увеличивается.
Для работы индуктора с частотой большей, чем в сети (50Гц), применяются транзисторные или тиристорные преобразователи частоты. Тиристорные преобразователи позволяют получать частоты до 8 КГц, транзисторные — до 25КГц. Схемы их подключения можно найти легко.
Планируя установку систем отопления в собственном доме или на даче, кроме прочих вариантов на жидком или твердом топливе, необходимо рассмотреть вариант с применением индукционного нагрева котла. С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
Принцип работы индуктора
Основное назначение индуктора — выработка тепловой энергии за счет электрической без использования теплоэлектронагревателей принципиально другим способом.
Типовой индуктор состоит из следующих основных деталей и устройств:
- генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку;
- индуктор — катушка, в которой индуцируется переменное магнитное поле;
- нагревательный элемент — металлический предмет, в котором под воздействием электромагнитного поля возникают вихревые токи, которые и нагревают проводник.
Устройство нагревательного прибора
Основные элементы индукционного нагревателя для отопительной системы.
- Стальная проволока диаметром 5-7 мм.
- Труба из пластика с толстой стенкой. Внутренний диаметр не менее 50 мм и длина подбирается по месту установки.
- Медная эмалированная проволока для катушки. Размеры подбираются в зависимости от мощности устройства.
- Сетка из нержавеющей стали.
- Сварочный инвертор.
Порядок изготовления индукционного котла
Вариант первый
Стальную проволоку порубить на отрезки длиной не более 50 мм. Рубленой проволокой заполнить пластиковую трубу. Торцы заглушить проволочной сеткой для предотвращения высыпания проволоки.На концах трубы установить переходники от пластиковой трубы к размеру трубы в месте подключения нагревателя.
Медным эмалированным проводом намотать обмотку на корпусе нагревателя (пластиковой трубе). Для этого понадобится порядка 17 метров провода: количество витков — 90, наружный диаметр трубы порядка 60 мм: 3,14 х 60 х90 = 17 (метров). Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Пластиковую трубку, а теперь уже индукционный котел, врезать в трубопровод в вертикальном положении.
При проверке работоспособности индукционного нагревателя убедитесь, что в котле присутствует теплоноситель. В противном случае корпус (пластиковая труба) расплавится очень быстро.
Подключить котел к инвертору, необходимо заполнить систему теплоносителем и можно включать.
Вариант второй
Конструкция индукционного нагревателя из сварочного инвертора по этому варианту более сложна, требует определенных навыков и умений работать своими руками, однако, она более эффективна. Принцип тот же — индукционный нагрев теплоносителя.
Для начала нужно изготовить сам индукционный нагреватель — котел. Для этого понадобятся две трубки разного диаметра, которые вставляются одна в другую с зазором между ними порядка 20 мм. Длина трубок от 150 до 500 мм, в зависимости от предполагаемой мощности индукционного нагревателя. Нужно вырезать два кольца соответственно зазору между трубками и приварить их герметично по торцам. Получилась емкость тороидальной формы.
Остается вварить в наружную стенку входную (нижнюю) трубку по касательной к корпусу и верхнюю (выходную) трубку параллельно входной на противоположной стороне тороида. Размер трубок — по размеру труб отопительной системы. Расположение входного и выходного патрубков по касательной, обеспечит циркуляцию теплоносителя по всему объему котла без образования застойных зон.
Второй шаг — создание обмотки. Эмалированный медный провод нужно наматывать вертикально, пропуская его внутрь и поднимая наверх по внешнему контуру корпуса. И так 30-40 витков, образуя тороидальную катушку. В таком варианте нагреваться будет одновременно вся поверхность котла, таким образом, значительно повышая его производительность и эффективность.
Изготовить наружный корпус обогревателя из непроводящих материалов, использовав, например, пластиковую трубу большого диаметра или банальное пластиковое ведро, если будет достаточно его высоты. Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Корпус котла отделить от наружного корпуса теплоизолятором, можно использовать как сыпучий термоизоляционный материал (керамзит), так и плиточный (изовер, минплита и тому подобное). Этим предотвращаются потери тепла в атмосферу от конвекции.
Остается заполнить систему своим теплоносителем и подсоединить индукционный нагреватель из сварочного инвертора.
Такой котел совершенно не требует вмешательства и может работать 25 и более лет без ремонта, поскольку в конструкции отсутствуют движущиеся детали, а в схеме подключения предусмотрено использование автоматического управления.
Вариант третий
Это, наоборот, самый простой вариант обогрева жилища, выполняемый своими руками. На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.
На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.Остается только подключить сварочный инвертор и наслаждаться теплом в своем жилище.
Обратите внимание на несколько моментов.
- Нежелательно устанавливать такой обогреватель в жилых комнатах, где чаще всего находятся люди. Дело в том, что электромагнитное поле распространяется не только внутри катушки, но и в окружающем пространстве. Чтобы убедиться в этом, достаточно воспользоваться обыкновенным магнитом. Нужно взять его в руку и подойти к катушке (котлу). Магнит начнет ощутимо вибрировать и тем сильнее, чем ближе катушка. Поэтому лучше использовать котел в нежилой части дома или квартиры.
- Устанавливая катушку на трубе, убедитесь, что на этом участке системы отопления теплоноситель естественным образом течет вверх, чтобы не создавать противотока, иначе система вообще не будет работать.
Можно предложить много вариантов применения индукционного нагрева в жилище. Например, в системе горячего водоснабжения можно вообще отказаться от подачи горячей воды, подогревая ее на выходах из каждого крана. Однако, это тема для отдельного рассмотрения.
Несколько слов о безопасности при использовании индукционных нагревателей со сварочным инвертором:
- для обеспечения электробезопасности необходимо тщательно изолировать токопроводящие элементы конструкций по всей схеме подключения;
- индукционный нагреватель рекомендуется только для закрытых систем отопления, в которых циркуляция обеспечивается водяным насосом;
- рекомендуется размещать индукционную систему на расстоянии не менее 30 см от стен и мебели и в 80 сантиметрах от пола или потолка;
- чтобы обезопасить работу системы нужно оснастить систему манометром, аварийным клапаном и устройством автоматического регулирования.
- установить устройство для стравливания воздуха из системы отопления во избежание образования воздушных пробок.
КПД индукционных котлов и нагревателей близка к 100%, при этом нужно учитывать, что потери электроэнергии в сварочных инверторах и проводке, так или иначе, возвращаются к потребителю в виде тепла.
Прежде чем приступать к изготовлению индукционной системы, посмотрите технические данные промышленных образцов. Это поможет определиться с исходными данными самодельной системы.
Желаем успехов в творчестве и труде на самого себя!
Оцените статью: Поделитесь с друзьями!Нагреватель индукционный: назначение, преимущества, характеристики
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Отправить запрос
Узнать цену!
You must have JavaScript enabled to use this form.
Нагреватель индукционный – состав, принцип действия
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
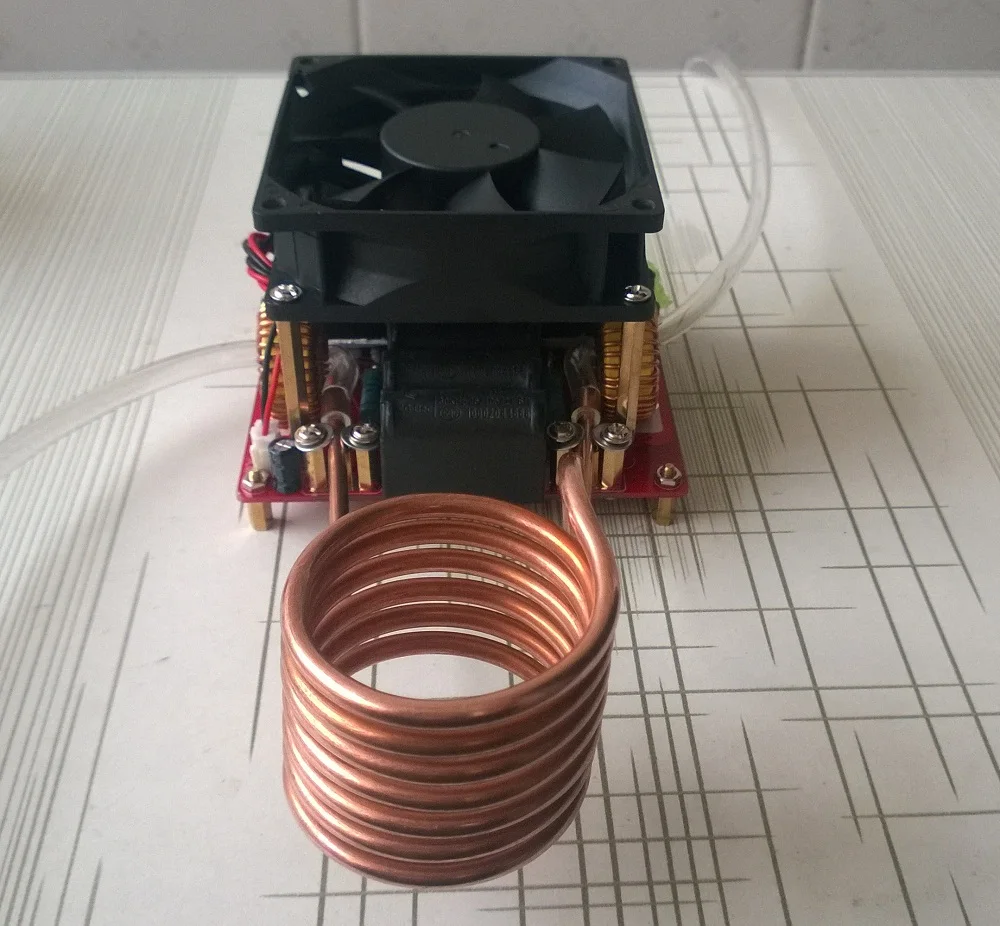
Нагреватели индукционные состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
- 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
В индукторе при помощи высокочастотного генератора образуются мощные токи различной частоты (от нескольких Гц до десятков кГц), в результате чего нагрев металла происходит практический моментально.
Нагреватели индукционные для металла позволяют существенно повысить производительность любого металлообрабатывающего предприятия, уменьшив время нагрева и прохода металлической заготовки через индуктор.
Стоит так же отметить, что нагреватель металла потребляет мало электроэнергии, позволяя снизить затраты. Нагреватель индукционный металла с индуктором может работать в круглосуточном режиме и осуществлять индуктивный нагрев, обжиг, закалку, плавку, пайку, обработку сварных швов и многое другое.
- ✓экологичные и высокоэффективные;
- ✓при индукционном нагреве металл равномерно разогревается изнутри;
- ✓одна средняя металлическая деталь нагревается от 10 секунд до 1 минуты;
- ✓нагреватель металла позволяет производить быструю смену индуктора.
Высокочастотные нагреватели индукционные, 15-160 кВт
Высокочастотный нагреватель (ВЧ) позволяет проникать вглубь металла всего на несколько миллиметров. Высокочастотный индукционный нагреватель (ТВЧ) имеет мощность 15-160 кВт, и работает на высокой частоте (30-100 кГц).
Существуют разные виды высокочастотных нагревателей для закалки, пайки,
плавки, ковки и другой термообработки. Они различаются киловаттами, чем выше
мощность, тем быстрее происходит высокочастотный индукционный нагрев.
- ✓Современные ВЧ-нагреватели могут работать круглосуточно без перерывов, при этом КПД достигает 100 %.
Среднечастотные нагреватели индукционные, 20-200 кВт
Среднечастотный индукционный нагреватель работает на средней частоте от 1 до 20 кГц и имеет мощность от 20 до 200 кВт. Среднечастотный индукционный нагрев способен проникать в глубь металла. Поэтому транзисторные индукционный печи для плавки металла работают в паре именно с этим нагревателем.
Нагреватели индукционные российского производства
На сегодняшний день китайские индукционные нагреватели составляют достойную конкуренцию российским производителям. Широкий ассортимент китайских нагревателей с индукторами позволяет подобрать разную выходную мощность, питающее напряжение и другие характеристики оборудования под нужды предприятия. Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
Китайские производители более крупные и финансово-обеспеченные. Если сравнивать Российские индукционные нагреватели с китайскими по цене, то она примерно одинаковая. Надо понять, где более надёжная технология (в России или Китае).
- a)Китайские нагреватели чинятся только блоками (блочная замена плат), производители охраняют свои технологии и производят заливку плат. Российские нагреватели чинятся более легкими способами, путем замены элемента на самой плате.
- b)По скорости индукционного нагрева Китайские и Российские индукционные нагреватели примерно одинаковые. Отличается только технология и элементы сборки.
- c)Гарантия Китайских нагревателей составляет 1 год. Некоторые Российские производители дают 2 года гарантии. При средних сроках эксплуатации оборудования 7-8 лет.
Индукционные нагреватели | The Timken Company
Индукционный нагреватель Timken EcoPower™ можно использовать и для монтажа и для демонтажа деталей с тугой посадкой и идеально подходит для установки крупногабаритных подшипников, применяемых в ветроэнергетической промышленности. Этот нагреватель экономит время за счет того, что нагревает деталь быстрее, чем обычные нагреватели и снижает потребление энергии, используя для работу меньшую силу тока.
Этот нагреватель экономит время за счет того, что нагревает деталь быстрее, чем обычные нагреватели и снижает потребление энергии, используя для работу меньшую силу тока.
Каждый индукционный нагреватель Timken EcoPower™ изготавливается на заказ под определенное применение. Специалист Timken поможет Вам подобрать преобразователь частоты нужного размера и оснастку для нагрева. В зависимости от Вашей задачи мы предлагаем гибкий индуктор, фиксированный индуктор или нагревательный стол.
Особенности конструкции:
- Нагревает детали быстро и равномерно, контролируя процесс с помощью тока средней частоты, проходящего через электромагнит.
- Универсальность позволяет нагревать различные детали – внутренние или наружные кольца.
- Легкое в использовании управление контролирует температуру, время и мощность.
- Подходит для длительного использования без нагрева обмотки с помощью специальной обмотки, охлаждаемой воздухом.
- Гибкость применения обеспечена четырьмя конструкциями эргономичных нагревательных оснасток.

- Может использоваться с небольшим переносным преобразователем частоты или с несколькими преобразователями для нагрева крупных деталей.
Применение:
- Монтаж подшипников и деталей для ветроэнергетических установок
Характеристики:
Одна из причин выхода из строя подшипника в ветроэнергетических установках это перегрев или недостаточный нагрев подшипника во время монтажа. К тому же, монтаж крупногабаритных подшипников занимает много времени из-за необходимости нагревать подшипник. Теперь все эти трудности легко преодолеть с помощью индукционных нагревателей Timken EcoPower™.
Сравнение характеристик низкочастотного нагревателя и нагревателя EcoPower™
| Низкочастотный нагреватель | EcoPower™ | |
| Частота | 50 Гц | 10-25 кГц |
| Сила тока | 125 A | 63 A |
Макс. вес детали вес детали | до 3000 кг | до 9000 кг |
| Вес преобразователя частоты | ок. 250 кг | 45 кг |
| Охлаждение обмотки | вода | нет |
| Темп. обмотки | 150°C (4 цикла нагрева) | 35°C (4 цикла нагрева) |
| Темп. кабеля | 150°C (4 цикла нагрева) | 35°C (4 цикла нагрева) |
| Рабочий цикл | перерыв после 4 циклов | без перерыва |
| Уровень шума | 85-90 дБ | -50 дБ |
| Доп. оснастка | нет | четыре типа оснастки |
| Мобильность | нет | да |
| Размагничивание | автоматически | не требуется |
индукционные нагреватели
Индукционный нагреватель, что это за оборудование, какая конструкция, виды индукционных нагревателей, какие преимущества у индукционного нагревателя, где применяется и используется индукционный нагреватель. В данной статье вы найдёте ответы на все эти вопросы.
Что такое индукционный нагреватель?
Индукционный нагреватель — это нагревание металлов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Другими словами индукционный нагреватель — это оборудование, которое способно нагреть металл до определённой температуры, либо расплавить металл.
Индукционные нагреватели виды
Индукционные нагреватели подразделяются на виды. Существует несколько видов индукционных нагревателей, различаются выходными диапазонами частот. Как раз эти частоты и определяют направление их применения.
Виды индукционных нагревателей
- Индукционные нагреватели высокой частоты
- Индукционные нагреватели средней частоты
- Индукционные нагреватели сверхвысокочастотные
Диапазон частот каждого из видов следующий: Индукционные нагреватели ВЧ от — 20-40 или 30-100кГц; Индукционные нагреватели СЧ от 0,5-20 кГц; Индукционные нагреватели СВЧ от 100кГц до 1,5МГц
Индукционный нагреватель конструкция.

Индукционные нагреватели есть самые разные и соответственно разные по конструкции, но мы выделим один самый распространённый индукционный нагреватель (стандартный).
Стандартный индукционный нагреватель
Индукционный нагреватель имеет вид небольшой металлической коробки с маленькими колёсиками (для удобства перемещения), который содержит генератор и индуктор – индукционную катушку, с помощью которой происходит передача магнитного поля нагреваемой детали. Помимо индукционной катушки аппарат может быть оснащён щупом с металлическим наконечником, который прикладывается к нагреваемой детали.
Индукционный нагреватель преимущества.
Индукционный нагреватель и вообще сам способ индукционного нагрева, безопасен, обеспечивает максимальное качество самого нагрева и что немало важно, экономически выгоден при его использовании на производстве либо в лаборатории. Рассмотрим преимущества индукционного нагрева.
Индукционный нагрев металла его быстрота нагрева.
Индукционный нагреватель обеспечивает высокую концентрацию, и точную локализацию энергии при нагреве обеспечивают короткий цикл, высокую производительность, улучшают показатели использования оборудования и материалов и снижают риск деформации при нагреве металла. Иными словами индукционный нагреватель обеспечивает равномерный нагрев металлов в течение определённого времени, который вы задали и тем самым снижается риск деформации металла
Индукционный нагрев обеспечивает качественный нагрева металла.
Индукционный нагреватель позволяет с легкостью осуществить точное автоматическое управление процессом не сложной панели управления. Он идеально согласуется с автоматизированным производством и не требует специальной подготовки персонала. Но всё же, каким бы лёгким и безопасным был индукционный нагреватель, работая с ним нужно соблюдать технику безопасности.
Индукционный нагрев внутри материала.
Индукционный нагреватель, способен обеспечивать непрерывный нагрев металла непосредственно в детали. Индукционный нагреватель позволяет избежать сложное техническое обслуживание, измерения, нагрев футеровки печей и их охлаждение. В процессе индукционного нагрева не выделяется дым или другие вредные эмиссии, загрязняющие материалы и оборудование. Все это снижает опасность процесса и улучшает рабочие условия при работе с индукционным нагревателем. Индукционный нагреватель это оборудование, что при работе с ним, снижает опасность процесса и улучшает рабочие условия.
Индукционный нагреватель и пониженные затраты энергии.
Индукционный нагреватель в силу самого принципа индукционного нагрева формирование тепла происходит внутри детали и, вследствие этого, процесс более эффективен по затратам энергии, чем другие методы, и количество рассеиваемой энергии исключительно низко.
Индукционные нагреватели, применение и использование?
Индукционные нагреватели применяются на больших металлургических заводах, заканчивая милыми производственными предприятиями. Индукционный нагреватель используется очень широко, начиная от нагрева заканчивая плавкой металлов.
Индукционный нагреватель применение.
Индукционный нагреватель применяется в различных отраслях промышленности. В больших и малых производствах металлообработки, где требуется нагреватель металл. Индукционный нагреватель используется в металлургии, лабораториях в ювелирном и кузнечном деле. Индукционный нагреватель
Применение индукционного нагрева
- нагрев труб,
- нагрев подшипников,
- нагрев лабиринтных колец,
- нагрев зубчатых колёс (шестерни),
- нагрев Муфт,
- нагрев бандажей,
- нагрев деталей с симметричной осью вращения.
Применения индукционных нагревателей
- Ремонтные и сервисные подразделения
- Автосервисы,
- Серийные производства оборудования,
- Металлургия и ГОКи,
- Нефтепереработка и нефтехимия,
- Энергетика,
- Машиностроение,
- ЖКХ и водоканалы,
- Транспорт,
Индукционные нагреватели использование.
Индукционные нагреватели используются в основном как оборудование индукционного нагрева металлов, благодаря индукционному нагреву можно выполнить следующие процессы,
Основные процессы индукционного нагрева:
- Формоизменение — это ковка, гибка, прошивка, прессование, пайка.
- Термообработка — это закалка, отжиг, правка, нагрев перед сваркой;
- Индукционная пайка — пайка твердым и мягким припоями;
индукционный нагрев металлов
Формообразование и индукционный нагрев?
Индукционный нагрев используется для выполнений таких операций как ковка, гибка, прошивка, прессование металла при использовании индукционного нагрева. Т.е. формообразование это изменение формы металла после индукционного нагрева.
Индукционный нагрев термообработка
Индукционный нагрев используется для выполнений таких операций как закалка, отжиг, правка, нагрев перед сваркой при использовании индукционного нагрева. Т.е. термообработка это изменение внутренних свойств металла после индукционного нагрева.
Индукционный нагрев и пайка
Индукционный нагрев используется для выполнений таких операций как пайка твёрдым и мягким припоями при использовании индукционного нагрева. Т.е. пайка это получения неразъёмного соединения деталей после индукционного нагрева.
Что такое индукционный нагрев? | Inductoheat Inc
Компании группыInductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическим процессом, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться. Это сопротивление проявляется как тепло (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которой тепло генерируется непосредственно с помощью индуцированного тока, зависит от того, что называется электрической опорной глубиной .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток более высокой частоты приведет к более мелкой опорной электрической глубине , а ток более низкой частоты приведет к более глубокой опорной электрической глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Эталонная электрическая глубина высоких и низких частот Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии катушек позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании Группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего, железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагревании в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывных применений.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малая электрическая опорная глубина может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере прохождения тока по краям ленты они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эры высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Индукционный кузнечный нагрев
Индукционные системы индукционного нагрева кузнечных изделий Inductoforge® для заготовокИнновационная индукционная кузнечная технология для исключительной производительности
Inductoheat — Технология индукционного нагрева кузнечных изделий используется для нагрева прутков и заготовок широкого диапазона диаметров.Блок питания Inductoforge ® , созданный для работы в агрессивных средах ковки, является последним поколением испытанной в промышленном отношении системы. Существующая надежная технология усовершенствована, чтобы обеспечить уникальные характеристики, особенно выгодные для кузнечной промышленности.
Технология индукционного нагрева кузнечных изделий
Достижения в наших технологиях нагрева кузнечных изделий включают новые системы нагрева заготовок Inductoforge ® , в которых используется стандартизованная модульная конструкция, которая обеспечивает гибкость в источниках питания, механических приспособлениях, средствах управления и эксплуатации.Для модульной системы нагрева Inductoforge ® доступна компьютерная программа моделирования температурного профиля IHAZ ™. Программный пакет iHaz ™ представляет собой технологию численного моделирования, которая точно прогнозирует температуру по всему поперечному сечению стержня / заготовки, от поверхности до сердцевины. Эти системы очень эффективны и позволяют увеличивать вес в фунтах. в час с меньшим энергопотреблением по сравнению с обычными системами ковки. Использование программного обеспечения для моделирования iHaz позволяет оператору выбирать тип материала, размеры, производительность, желаемую температуру и другие аспекты для расчета наилучшего возможного рецепта.
- Загрузить рецепт прямо в индукционный нагреватель заготовок через Ethernet.
- Избавьтесь от догадок о рецепте
- Мощность распределяется по линии змеевика, как определено в рецепте моделирования iHaz.
- Во время интенсивного производства система Inductoforge будет повышать мощность первых модулей и понижать мощность более поздних модулей.
- Для более низкой производительности мощность может быть перераспределена на более поздние модули, сохраняя при этом непревзойденную однородность температуры.
- Используйте оценки мощности, полученные при расчете iHaz, для определения затрат на электроэнергию для квотирования новых проектов.
Резервный
- Позволяет кузнечному агрегату останавливаться и удерживать заготовки при температуре, пока устраняются проблемы на линии.
- Исключает попадание заготовок в бункер для брака, уменьшая количество отходов.
Технические характеристики сборки для тяжелых условий эксплуатации
- Агрегаты созданы для работы в суровых условиях кузнечного цеха
- Усиленный подающий цепной конвейер с регулируемыми боковыми направляющими для различных размеров заготовок
- Интегрированная система рециркуляции воды с теплообменником
- Интегрированные желоба для весов
- Мощность модули похожи друг на друга и имеют минимальное количество компонентов в каждом шкафу, что упрощает поиск и устранение неисправностей и обслуживание.
- Долговечные и жесткие силовые модули отлично зарекомендовали себя в области надежности и отсутствия простоев.
- Использование нескольких источников питания позволяет продолжить производство с меньшей скоростью в случае, если один модуль требует обслуживания.
Запросить цену
Что это такое и как это работает
Главная> Индукционный нагрев> Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов.Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля.
Основные принципы индукционного нагрева были изучены и применялись в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В чем уникальность этого метода нагрева? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая ниже инфракрасной и микроволновой энергии. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается (см. Рисунок 1), и продукт не загрязняется.При правильной настройке процесс становится очень повторяемым и управляемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный ВЧ-источник питания передает переменный ток через индуктор (часто медную катушку), а нагреваемая часть (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи протекают против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором.Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, внутри магнитных деталей создается дополнительное тепло за счет гистерезиса — внутреннего трения, возникающего при прохождении магнитных деталей через индуктор. Магнитные материалы, естественно, обладают электрическим сопротивлением быстро меняющимся магнитным полям внутри индуктора.Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, и также отсутствуют газы сгорания. Нагреваемый материал может располагаться в помещении, изолированном от источника питания; погруженный в жидкость, покрытый изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины изменения температуры, необходимой для данного применения.
Характеристики детали
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса (описанному выше).Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩАЯ ИЛИ ТОЛЩАЯ
В случае проводящих материалов около 85% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Исследования показали взаимосвязь между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
Конструкция индуктора
Именно внутри индуктора через протекание переменного тока создается переменное магнитное поле, необходимое для индукционного нагрева. Таким образом, конструкция индуктора — один из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Мощность блока питания
Размер индукционного источника питания, необходимый для нагрева конкретной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Также следует учитывать потери тепла от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от требуемого изменения температуры. Возможен широкий диапазон температурных изменений; Как показывает практика, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
Индукционный нагрев: что это и как работает?
Что такое индукционный нагрев?
Индукционный нагрев — это процесс нагрева металлов и других электропроводящих материалов, который является точным, повторяемым и безопасным бесконтактным методом. Он включает в себя сложную комбинацию электромагнитной энергии и теплопередачи, которая проходит через индукционную катушку, создавая электромагнитное поле внутри катушки для металлических материалов. Такие материалы, как сталь, медь, латунь, графит, золото, серебро, алюминий и карбид, можно нагревать для различных применений, включая различные виды термообработки, такие как закалка, отжиг, отпуск, пайка, пайка, термоусадочная муфта, нагрев стекинг, склеивание, отверждение, плавление и многое другое.
Чтобы понять основы индукционного нагрева, необходимо изучить два ключевых явления; Закон индукции и скин-эффекта Фарадея.
Закон индукции Фарадея
Когда электропроводящий материал (например, металл) помещается в изменяющееся во времени магнитное поле, электрический ток (называемый «вихревым током») индуцируется в части, создающей второе магнитное поле, которое противостоит приложенному полю (рисунок ниже). Причина этого явления заключается в том, что изменяющееся во времени магнитное поле нарушает расслабленное состояние окружающей среды для электропроводящего материала.В свою очередь, материал пытается противодействовать этому изменению, создавая другое магнитное поле, чтобы отменить наложенное поле.
Как работает индукционный нагрев?
Явление индукции имеет два важных следствия:
и. Индуцированная сила . На рисунке ниже показан пример, где постоянный магнит помещен в медную трубку. Индуцированная сила согласно закону Фарадея пытается остановить движение магнита внутри трубки.
ii. Индуцированное тепло. Когда электропроводящий материал подвергается воздействию переменного магнитного поля, в зависимости от материала, тепло индуцируется двумя механизмами; Джоулев нагрев и магнитный гистерезис. Последнее происходит в магнитных металлах (таких как углеродистая сталь ниже температуры Кюри), в которых вращение соседних магнитных диполей из-за изменения направления наложенного магнитного поля приведет к трению и нагреву. Этот эффект усиливается при увеличении частоты наложенного магнитного поля.2, где R — электрическое сопротивление пути тока. Сопротивление пути тока обратно пропорционально площади поперечного сечения, по которой течет ток.
Как генерируется индуцированное тепло?
Если электропроводящий материал подвергается воздействию магнитного поля, в материале индуцируются вихревые токи. Особые характеристики таких токов приводят к явлению, которое мы называем «индукционным нагревом». Вихревые токи концентрируются на поверхности материала.Причина в том, что на высокой частоте наложенное магнитное поле очень быстро меняет свое направление. Следовательно, индуцированные токи в одном направлении не успевают проникнуть в глубину металла, прежде чем их время истечет. Толщина проникновения тока в материал называется «глубиной скин-слоя». Глубина скин-слоя зависит от электромагнитных свойств материала, а также обратно пропорциональна частоте. На рисунке ниже показана зависимость глубины скин-слоя от частоты.2. Следовательно, происходит сильное преобразование электрической энергии в тепловую.
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Видео предоставлено: https://www.youtube.com/watch?v=5BeFoz3Ypo4
индукционных нагревателей | Компания Timken
Индукционные нагреватели Timken EcoPower ™ могут использоваться как для монтажа, так и для демонтажа компонентов с плотной посадкой и идеально подходят для установки подшипников с большим внутренним диаметром в ветряных турбинах.Эти устройства экономят время, нагревая детали быстрее, чем традиционные методы, и снижают потребление энергии за счет использования меньшего количества ампер для работы.
Каждый индукционный нагреватель Timken EcoPower ™ настраивается в соответствии с потребностями конкретного применения. Специалист Timken будет работать с вами напрямую, чтобы определить генератор подходящего размера и подходящий нагревательный инструмент. В зависимости от ваших потребностей мы предлагаем гибкие змеевики, фиксированные змеевики и нагревательные столы, которые наилучшим образом соответствуют спецификациям работы.
Атрибуты дизайна:
- Нагревать детали быстро, равномерно и контролируемым образом с помощью переменного тока средней частоты, который проходит через электромагнит
- Универсальность для различных деталей — нагрев внутреннего или внешнего кольца
- Простые в использовании элементы управления позволяют точно настроить температуру, время и мощность
- Непрерывная работа без нагрева катушек благодаря специальным змеевикам с воздушным охлаждением
- Гибкость, обеспечиваемая четырьмя различными вариантами эргономичных индукционных инструментов
- Может использоваться с включенным в комплект легким мобильным генератором или конфигурацией с несколькими генераторами для нагрева крупных компонентов
Приложения:
- Установка подшипников и заготовок для ветроэнергетических установок
Подробная информация:
Одной из причин выхода из строя подшипников в системах ветряных турбин является чрезмерный или недостаточный нагрев подшипника во время установки.Кроме того, установка больших ветроэнергетических подшипников часто сама по себе является трудоемким процессом из-за необходимости нагревать подшипник. Преодоление этих проблем стало проще благодаря индукционным нагревателям Timken EcoPower ™.
Низкочастотные индукционные нагреватели и индукционные нагреватели EcoPower ™: сравнение функций и режимов работы
| Низкочастотный нагреватель | Нагреватель EcoPower ™ | |
| Частота | 50 Гц | 10-25 кГц |
| Ампер | 125 А | 63 А |
| шт. Макс.вес | до 3000 кг | до 9000 кг |
| Общая масса | Около 250 кг | 45 кг |
| Охлаждение змеевика | Вода | Нет |
| Темп. | 150 ° C (4 кольца) | 35 ° C (4 кольца) |
| Темп. Кабеля | 150 ° C (4 кольца) | 35 ° C (4 кольца) |
| Статус | Остановка после 4-х звонков | Полностью рабочий |
| Уровень шума | 85-90 дБ | -50 дБ |
| Дополнительные инструменты | Нет | Четыре варианта нагревательного инструмента |
| Мобильный | Нет | Есть |
| Увеличить | Автомат | Ненужное |
Индукционные нагреватели DynaVap: углубленный обзор и сравнение
В течение некоторого времени сеансы с DynaVap VapCap были невозможны без зажигалки и баллончика с бутаном.Каждое занятие требовало твердой руки, живого пламени и некоторой ловкости, чтобы закрепить его. Индукционные нагреватели избавляются от этих требований и обеспечивают более безопасный и расслабляющий сеанс с постоянным нагревом и нулевым пламенем. Давайте углубимся и изучим ваши варианты.
Что такое индукционный нагреватель VapCap?
Индукционные нагреватели DynaVap постоянно и легко нагревают VapCaps без зажигалки, независимо от того, подключены ли они к электросети или работают от батареи. Они заменяют двуручный подход привлекательным современным решением, исключающим все скручивание и шипение.Просто вставьте VapCap в камеру и дождитесь щелчка!
Портативный индукционный нагреватель OrionКак они работают?
Все индукционные нагреватели для DynaVap работают одинаково, за одним исключением. Включите главный выключатель, и нагреватель готов и ждет. Вставьте VapCap в камеру до щелчка и начинайте вейпинг! У обогревателей Apollo 2 и Rover есть небольшой переключатель в отверстии, на которое вы нажимаете стержнем, инициируя цикл нагрева. Однако Orion определяет присутствие VapCap и начинает нагреваться, как только вы вставляете VapCap, не нажимая на переключатель.Это похоже на волшебство! Ни один из этих обогревателей не включится, пока не будет вставлено что-нибудь металлическое. Ластик для карандашей или другой материал не подойдет.
Индукционный нагреватель Apollo 2 Rover с DynaVap 2020 MЗачем нужен один?
Одним словом, легкость и последовательность. Искусство владения фонариком обычно требует обучения, прежде чем вы будете производить удары, которые вам нужны, с помощью VapCap. Какую часть шапки вы нагреваете? Как повернуть шток? Насколько близко вы подходите к пламени? Возьмите индукционный нагреватель, и вам никогда не придется задавать эти вопросы.Они просты, надежны и обеспечивают максимально постоянный обогрев. Существует не так много причин не использовать его с DynaVap M.
.Аполлон 2
Индукционный нагреватель Apollo 2 — это нагреватель начального уровня, который идеально подходит для домашнего использования. Этот обогреватель поставляется с громоздким блоком питания, поэтому он, скорее всего, будет проводить большую часть своего времени на вашем столе или тумбочке. Он демонстрирует этикетку Dynatec и поставляется с небольшим магнитом сверху, чтобы удерживать вашу кепку.Подключите его и нажмите тумблер на задней панели, чтобы включить его. Нагревательный туннель станет зеленым, и он будет готов к работе. Вставляйте VapCap, пока цвет индикатора не изменится с зеленого на красный, дождитесь щелчка, а затем нажмите его.
Индукционный нагреватель Apollo 2 первого поколения с космической крышкой.Для нашего обзора мы прогнали Apollo 2 через несколько VapCap, и в среднем у него было от семи до девяти секунд на нажатие. Цикл нагрева у этого нагревателя намеренно ниже, чем у Orion.Если вам нравятся более горячие сеансы, вам нужно оставить VapCap в камере через секунду или две после щелчка. Обратной стороной является больше работы для более горячих хитов. Плюс — большая гибкость и контроль, особенно для любителей вкусов.
Аполлон 2 Ровер
Apollo 2 Rover является продолжением своего предшественника с обновленным дизайном крышки и встроенным аккумулятором. Вы заметите, что оригинальные Apollo 2 и Rover имеют одинаковый размер и имеют одинаковый магнитный держатель и одинаковое расположение камеры.Поднимите их обоих, и вы сразу заметите значительную разницу в весе по сравнению с аккумуляторной батареей Rover. Отключитесь от стены и наслаждайтесь постоянным обогревом, где бы вы ни находились! Rover предоставляет своим пользователям такую же мощь, как Apollo 2, но с портативностью и более низкопрофильной вилкой питания.
У Rover такой же тепловой профиль, как у Apollo 2, и он также щелкает за семь-девять секунд. Индикатор камеры начнет светиться ярко-зеленым при полной зарядке и постепенно погаснет до желтого, когда батарея разрядится.Dynavap заявляет о 100+ циклах нагрева на одной зарядке, а в нашем тестировании мы получили почти 150! Можно с уверенностью сказать, что это может привести в движение вечеринку с задней дверью.
Орион
Индукционный нагреватель Orion отличается привлекательным компактным дизайном и обновленными функциями. Он размером с Crafty + и весит не больше, чем оригинальный Apollo 2. Он имеет шикарную черную отделку с охлаждающим магнитом сверху и этикеткой Dynatec по бокам. Быстрая зарядка через USB-C с легким доступом к источнику питания, где бы вы ни находились.
Трижды нажмите кнопку питания, и устройство загорится зеленым световым индикатором. Индукционный нагреватель Orion определяет ваш VapCap и включает нагреватель без необходимости использования кнопки. Вместо того, чтобы нажимать на DynaVap, просто вставьте его, и нагреватель включится мигающим оранжевым светом, пока вы ждете щелчка. Мигающий свет хорош. Это избавляет от перегрева наугад, так как вы можете считать количество миганий после щелчка, а не просто считать в уме.
Orion показал впечатляющее время нагрева от четырех до шести секунд, немного более горячую сессию, и долгое время работал без подзарядки. Цветные индикаторы показывают текущий заряд: зеленый — при полном заряде, синий — при достижении 30% и красный — при 0%. Dynavap утверждает, что батарея обеспечивает 40+ циклов на одну зарядку
Какой из них мне?
👉 Индукционный нагреватель | Аполлон 2 | Аполлон 2 Ровер | Орион |
💰 Цена | 129 долларов США.99 | $ 174,99 | $ 199,99 |
📏Размер | 4,6 дюйма x 3,5 дюйма x 1,9 дюйма | 4,6 дюйма x 3,5 дюйма x 1,9 дюйма | 4,4 дюйма x 2,3 дюйма x 1,3 дюйма |
⚖️ Вес | 200 г | 250 г | 150 г |
✋ Это портативный? | № | Есть | Есть |
⏳ Среднее время нагрева | 7 секунд | 7 секунд | 5 секунд |
🔄 Нагрев за заряд | НЕТ | 100+ | 40+ |
Если вы строго дома и / или имеете ограниченный бюджет, Apollo 2 — ваш лучший выбор.Он легкий, прочный и никогда не кончится. В остальном Rover работает точно так же с зарядным устройством, и его можно таскать по дому или на вечеринку.
Если вам нужен более портативный вариант, и цена вас не пугает, мы отдаем предпочтение Orion. Он достаточно мал, чтобы положить его в небольшую сумку или сумочку, не занимая слишком много места, и позволяет проводить сеансы всю ночь. Его небольшой рост не привлечет слишком много нежелательного внимания, если вы возьмете его с собой в общественные места, а зарядка через USB-C — наш любимый способ зарядки на ходу.
Только Orion действительно карманный.Кому это не подходит?
Трудно оспорить идею индукционного нагревателя, но, возможно, они подойдут не всем. Если вы придерживаетесь минималистского подхода или путешествуете налегке, вам будет сложно превзойти карманный фонарик по размеру и цене. Бутан и зажигалки дешевы. Orion — один из самых маленьких индукционных нагревателей, которые мы когда-либо видели, но он имеет свою цену и не останется незамеченным в вашем кармане или сумке.
Если идея бездумного подогрева VapCap вызывает у вас тошноту, держитесь подальше от этого! Известно, что сеансы с DynaVap и фонариком для некоторых пользователей являются довольно личными.Осторожное вращение VapCap в сочетании с устойчивой рукой пламени приблизили пользователей к своим сеансам благодаря своему ритуальному характеру.
Несколько советов
Индукционные нагреватели DynaVap нагревают VapCaps без каких-либо догадок, но это не значит, что вы каждый раз приковываетесь к одному и тому же. Например, вы можете удалить VapCap примерно за секунду до щелчка, чтобы получить более аккуратные и более низкие значения температуры. Или попробуйте подержать его на секунду после щелчка, чтобы получить более толстые и мощные удары, но не заходите слишком далеко!
Этот метод наиболее прост с Orion, потому что вы можете использовать мигающий свет, чтобы правильно рассчитать время.Если вы хотите попробовать аромат, попробуйте сосчитать шесть или семь миганий, а затем нажмите. Для толстых ударов попробуйте два или три моргания после щелчка. Поиграйте с ним и посмотрите, что лучше всего подходит для вас!
Индикатор в форме колпачка слева от VapCap мигает. Используйте его для выдержки горячих или холодных ударов.Хотите концентрировать удары монстра с Dynacoil? Оставьте колпачок в индукционном нагревателе до щелчка, пока нагреватель не отключится автоматически. Тогда займись этим. Однако не делайте этого с сухими травами!
Индукционные нагреватели предназначены не только для удобства.Это отличные инструменты для настоящих мастеров DynaVap, которые не обращают внимания на щелчки и вейпы. Не полагаясь ни на что, кроме инстинкта, как только они слышат щелчок, они начинают свои удары, а затем снова и снова нагреваются до щелчка остывания. Эти рыцари-джедаи из Dynaverse могут сбить полную чашу за один долгий сеанс толстыми ударами, танцующими на краю горения. Чтобы добиться этого, не сжигая травы, требуется много практики, но сеансы безумные!
👉 Купить индукционные нагреватели DynaVap7 применений для машины индукционного нагрева + Как сделать один: 10 шагов (с изображениями)
В этом видео я покажу вам, как закалить детали из низкоуглеродистой стали криогенным способом с помощью индукционного нагревателя.В итоге вы получите материал с пластичным внутренним ядром и твердой внешней оболочкой. Детали, требующие ударопрочности, а также стойкости к истиранию, являются отличными кандидатами для цементировки. Низкоуглеродистая сталь сама по себе плохо затвердевает. При нагревании детали и погружении ее в углеродный состав углерод проникает в поверхность материала. Это приводит к твердой внешней поверхности.
Шестерни, ударные штифты, распределительные валы двигателя, фиксирующие скобы, предохранительные застежки и самосверлящие винты обычно закалены.Метод цементации, использованный в видео, также известен как науглероживание с криогенной обработкой. Обычно используется жидкий азот, но я использовал баню с сухим льдом изопропилового спирта. Жидкий азот обеспечит еще больше преимуществ за счет преобразования еще большего количества остаточного аустенита в мартенсит. Кроме того, если вы не возражаете против темноты детали после процесса закалки, лучше не полировать ее для еще большей защиты от ржавчины. Метод, использованный в видео, можно повторять несколько раз, пока не будет достигнута желаемая твердость.
Индукционная закалка особенно хороша. Это из-за скин-эффекта, обсуждаемого на следующем шаге. Та же самая высокочастотная толщина скин-слоя, которая наблюдается в рабочей катушке, также видна в нагреваемой части. Чем выше частота, тем сильнее ток течет по внешней стороне материала. Для стали в этом случае сила тока составляет всего около 6 тысячных дюйма в глубину. Это идеально подходит для поверхностного упрочнения.
Этот процесс следует использовать только с низкоуглеродистой сталью, поэтому я покажу вам способ определить, какой тип стали у вас есть.
В этом видео я покажу вам простой способ определить содержание углерода в ваших стальных деталях, наблюдая за искровыми профилями.