Индукционный нагрев — Мастерок.жж.рф — LiveJournal
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах:
… законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Индукционный нагрев и закалка металловИнтенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
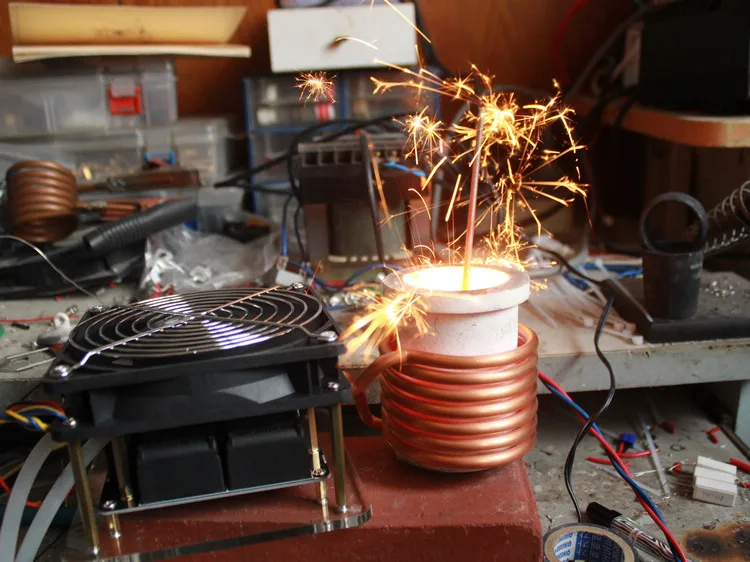
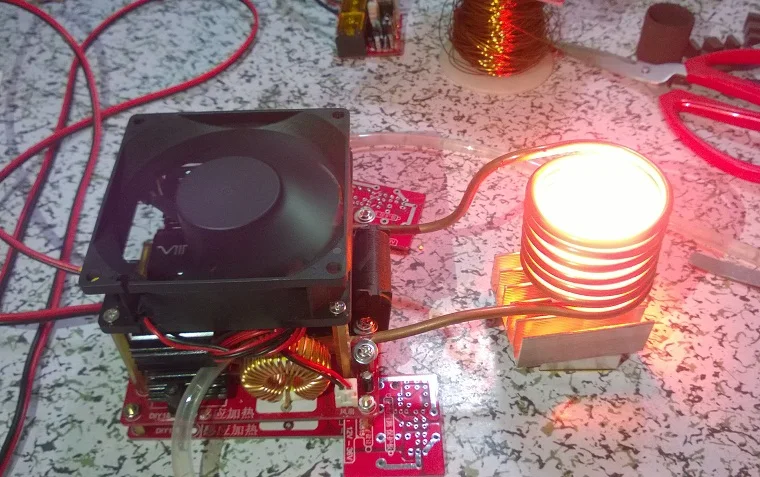
Далее видео с девайсом от 12 вотльт
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов. Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела. Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.
Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.
Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Вот еще один необычный эффект:
А я вам еще напомню про Башни Тесла, скрывающиеся в дебрях лесов Подмосковья, а так же Как вирус борется за то, чтобы заразить клетку.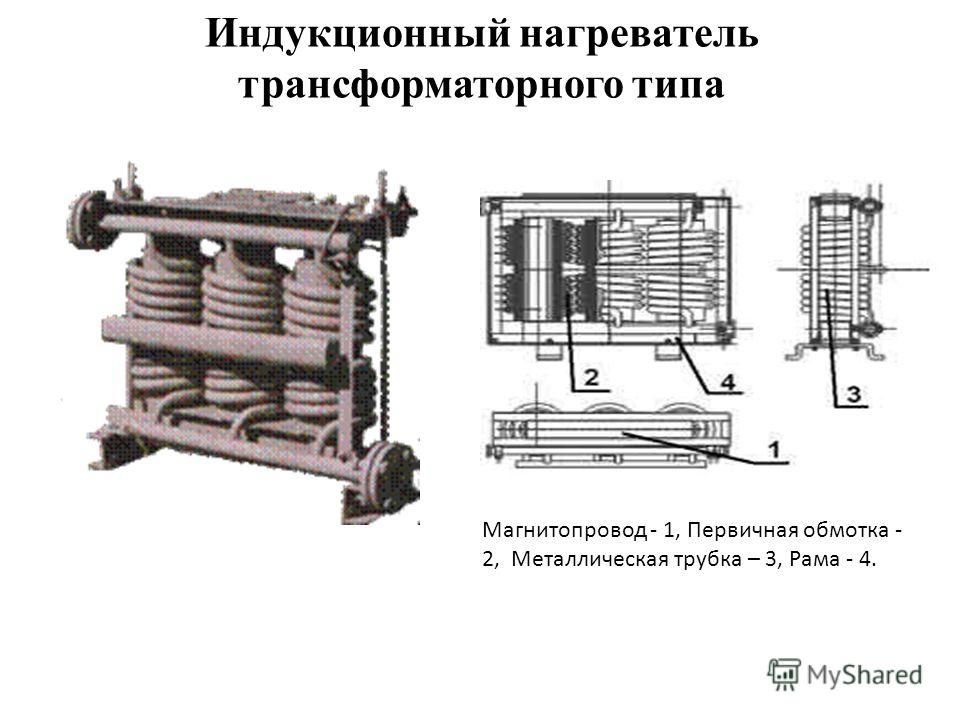 Мы еще обсуждали Этот лживый детектор лжи или миф о полиграфе и Что такое мирный ядерный взрыв ? СССР и США
Мы еще обсуждали Этот лживый детектор лжи или миф о полиграфе и Что такое мирный ядерный взрыв ? СССР и США
Tags: Технологии
Telegram channel
Монтаж подшипников с нагревом
- Главная
Задать вопрос
Наши специалисты ответят на любой интересующий вопрос по услуге
Монтаж подшипников с нагревом, принцип действия индукционного нагревателя.
Что такое индукционный нагрев? Это разогрев металла которым можно управлять с помощь регулировки сопротивления электромагнитной индукции. При наведении на объект в нем протекают вихревые токи, или токи Фуко. Индукционные нагреватели Betex имеют электромагнитный генератор. Который производит высокочастотный переменный ток. Магнитное поля проходя сквозь металл создает в нем вихревые токи и объект нагревается.
Главной тонкостью индукционного нагрева является то что тепло создается внутри самого объекта, а не передается от внешнего источника тепла с помощью теплопроводимости. Поэтому используя нагреватель объекты можно нагреть довольно быстро. Еще одним плюсом можно считать тот факт, что отсутствует внешний контакт в том месте где это нужно. Например когда нам нужно исключить все загрязнения. Именно по этому индукционный нагрев нашел свое применение на производствах, заводах и так далее.
Поэтому используя нагреватель объекты можно нагреть довольно быстро. Еще одним плюсом можно считать тот факт, что отсутствует внешний контакт в том месте где это нужно. Например когда нам нужно исключить все загрязнения. Именно по этому индукционный нагрев нашел свое применение на производствах, заводах и так далее.
По этой причине индукционный нагрев нашел свое прикладное действие именно в промышленности. Теперь его используют почти во всех промышленных процессах. Таких как термо обработка на металлургических заводах. Плавление, сварка и пайка металла. Так же индукционные нагреватели используют в полупроводниковой промышленности. И для нагрева тугоплавких металлов, требующих очень высоких температур.
Так же нагрев используется для закаливания металла, приводных валов и зубьев. Так как индукция очень быстро нагревает поверхность железа, он используется для того чтобы сделать поверхность более прочной.
Индукционный нагрев используют для нагрева объекта.
Объект в индукционных нагревателях BETEX® автоматически размагничивается после каждого цикла нагрева.Индукционный нагрев работает напрямую только с электропроводными материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагреть только косвенно, т.е первым нагревается токопроводящих объект, который затем передает тепло непроводящему материалу. При нагреве электропроводных материалов, около 85% теплового эффекта концентрируется на поверхности объекта; интенсивность нагрева уменьшается по мере удаления от поверхности. Поэтому небольшие или тонкие части нагреваются более быстро, чем большие массивные части.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.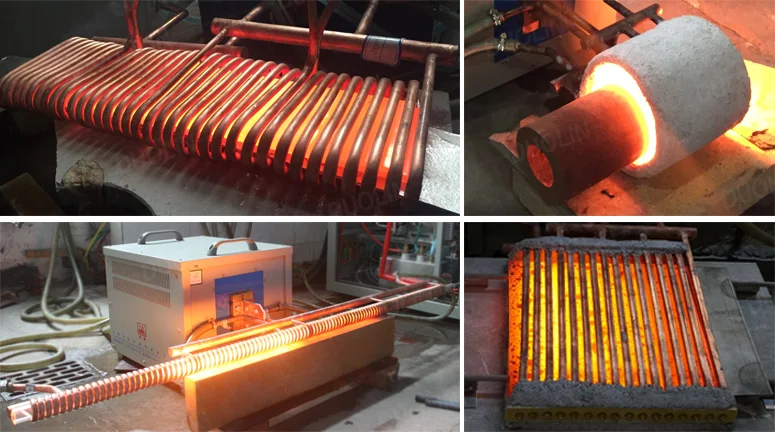
Товары
Поделиться ссылкой:
Вернуться к списку
Индукционный нагрев | металлургия | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
- Студенческий портал
Britannica — лучший ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.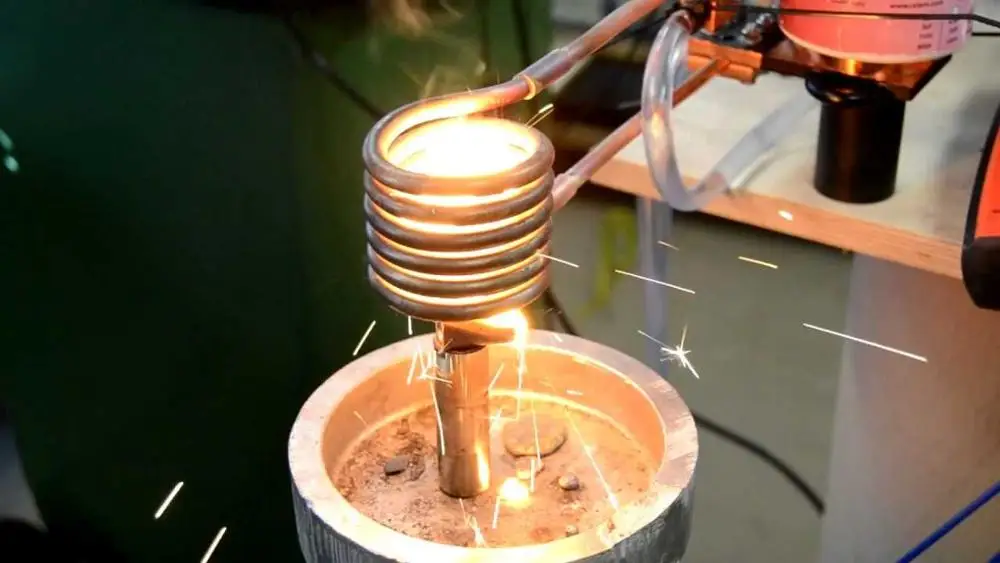
- Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Просить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы изучаем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Содержание
- Введение
Краткие факты
- Связанный контент
Викторины
- Электричество: короткое замыкание и постоянный ток
Индукционная термообработка | Быстрый и точный нагрев больших металлических деталей Red-D-Arc Welderentals
14, 22 июня, 00:58 · Оставить комментарий · Red-D-Arc
Индукционный нагрев — это современный подход к поддержке процесса сварки с предварительным нагревом и термообработкой после сварки (PWHT), а также к другим промышленным задачам, таким как удаление покрытия и установка или удаление термоусадочных компонентов.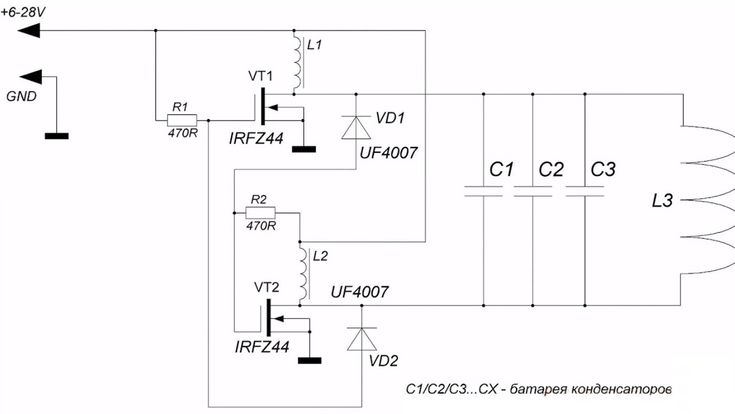 Хотя традиционное использование индукционного нагрева ограничено магнитными базовыми материалами, приложения, способные использовать этот процесс, могут получить значительную экономию средств и преимущества по сравнению с «обычными» процессами нагрева, такими как пламя/горелка или даже резистивный нагрев. Можете ли вы быть хорошим кандидатом для внедрения индукционного нагрева в ваши процессы сварки или промышленного обслуживания? Здесь показаны лишь несколько целевых вариантов использования.
Хотя традиционное использование индукционного нагрева ограничено магнитными базовыми материалами, приложения, способные использовать этот процесс, могут получить значительную экономию средств и преимущества по сравнению с «обычными» процессами нагрева, такими как пламя/горелка или даже резистивный нагрев. Можете ли вы быть хорошим кандидатом для внедрения индукционного нагрева в ваши процессы сварки или промышленного обслуживания? Здесь показаны лишь несколько целевых вариантов использования.
(далее…)
07 21 октября 10:27 · Оставить комментарий · Geoff Campbell
Red-D-Wraps — это настраиваемые обертки для индукционного нагрева, которые можно стянуть, чтобы обеспечить плотное прилегание для индукционного нагрева труб и других деталей. Менеджер Red-D-Arc по орбитальному оборудованию, нагреву и трубам Лори Койпер дает краткий обзор этих инновационных аксессуаров для индукционного нагрева в видео ниже. Red-D-Wraps вместе с другим новым оборудованием для термообработки будут представлены на нашем стенде на выставке SEAA в этом году.
03 мая, 21 11:09 · Оставить комментарий · Geoff Campbell
Система индукционного нагрева Miller с воздушным охлаждением ArcReach предназначена для предварительного нагрева и отжига при температурах до 600 градусов по Фаренгейту (315°C) без использования охладителя и охлаждающей жидкости. Настройки контроля температуры можно запрограммировать вручную или загрузить с USB-накопителя. Все данные о нагреве записываются автоматически и могут быть сохранены для контроля качества и документирования.
«Быстрое достижение критических температур и поддержание их постоянными в течение длительного периода времени»
(далее…)
11 ноября, 20 13:46 · Оставить комментарий · Red-D-Arc Welderentals
Применение индукционного нагрева для вращающегося оборудования
Последняя история успеха клиентов Red-D-Arc подчеркивает преимущества использования индукционного нагрева во вращающемся оборудовании.
Клиент связался с Red-D-Arc, чтобы узнать об использовании индукционного нагрева для снятия ступицы муфты с вала двигателя. Ступица была 12 дюймов в диаметре и примерно 4 дюйма толщиной.
Общий объем работ был простым: клиенту нужно было демонтировать старый двигатель и заменить его новым. Ступицу муфты пришлось использовать повторно, поэтому ступицу нужно было снять со старого двигателя и установить на новый. Две вещи усложняли эту работу: место и ограничение по времени. Работа должна была проходить на морской платформе. Использование открытого огня не рассматривалось, так как это привело бы к нарушению техники безопасности.
(далее…)
06 октября, 20 11:18 · Оставить комментарий · Red-D-Arc Welderentals
Противовыбросовые превенторы повышают безопасность буровых работ
Противовыбросовый превентор (специальный клапан или устройство, используемое для предотвращения выбросов на нефтяных и газовых скважинах), который был склеен в течение 9 лет, окончательно разделен с помощью быстрого применения индукционного нагрева Миллера система от Red-D-Arc.
В дополнение ко многим применениям в области термической обработки при сварке, наши специалисты по нагреву имеют многолетний опыт применения этой технологии во многих областях, от обслуживания гидроплотин до ремонта тяжелого оборудования. Свяжитесь со специалистом, чтобы узнать, как можно применить индукционный нагрев для решения вашей следующей задачи.
Спасибо Майклу Эрнандесу AWS CWSR из нашего офиса в Хьюстоне за отснятый материал.
Видео: Осевший противовыбросовый превентор, выпущенный индукционным нагревом
05 октября, 20 11:19 · Оставить комментарий · Red-D-Arc Welderentals
Первоначально эта статья была опубликована в журнале Connector Magazine, выпуск Fall 2020
Монтажники могут сэкономить средства и время, применяя этот метод сварки на предприятии толстых материалов, используемых в конструкционной стальной конструкции.
 Правильная реализация имеет решающее значение; так часто эта работа отдается на аутсорсинг. Воспринимаемый уровень знаний для выполнения этой работы может сделать перспективу использования штатного персонала пугающей. Тем не менее, большинство подрядчиков по сварке фактически полностью способны выполнять операции термообработки на месте.
Правильная реализация имеет решающее значение; так часто эта работа отдается на аутсорсинг. Воспринимаемый уровень знаний для выполнения этой работы может сделать перспективу использования штатного персонала пугающей. Тем не менее, большинство подрядчиков по сварке фактически полностью способны выполнять операции термообработки на месте. Двумя основными методами термообработки металла являются предварительный нагрев и термообработка после сварки (PWHT). Предварительный нагрев — это процесс нагрева основного металла до определенной температуры перед сваркой, чтобы свести к минимуму разницу температур между сварочной дугой и основным металлом. Этот процесс помогает снизить внутренние напряжения, возникающие при нормализации существенной разницы температур между сварным швом и основным металлом, что может привести к растрескиванию и деформации. Замедление скорости охлаждения также позволяет водороду выходить из сварного шва, что сводит к минимуму вероятность растрескивания.
(далее…)
10 сентября, 20 9:29 · Оставить комментарий · Джефф Кэмпбелл
Применение и преимущества при изготовлении и обслуживании резервуаров
При изготовлении резервуаров для хранения, как и в большинстве других сварочных работ, есть два важных процесса, которые должны выполнять производители резервуаров для обеспечения конечного качества и долговечности танки. Это предварительный подогрев сварных швов и термообработка после сварки.
Предварительный нагрев
Предварительный нагрев включает в себя нагрев свариваемого материала до определенной температуры перед сваркой. Этот процесс уменьшает усадку за счет минимизации температуры между дугой и основным материалом. Он также удаляет влагу, снижает содержание водорода и замедляет скорость охлаждения сварного шва. Они снижают риск растрескивания, хрупкости сварных швов и разрушения сварных швов. Предварительный нагрев имеет решающее значение для резервуаров для хранения, поскольку они должны выдерживать высокое давление во время работы.
(далее…)
20 марта, 20 16:52 · Оставить комментарий · Джефф Кэмпбелл
При сварке, как и во многих других производственных процессах, процесс не завершается до тех пор, пока не будет проведена необходимая постобработка. Послесварочные операции обычно выполняются по таким причинам, как улучшение механических свойств, снятие напряжения и улучшение эстетики. Двумя наиболее распространенными послесварочными операциями являются Послесварочная термообработка (PWHT) и Отделка .
Термическая обработка после сварки В процессе сварки свариваемые материалы подвергаются воздействию очень высоких температур, которые могут вызвать в них микроструктурные изменения. Кроме того, остаточные напряжения накапливаются в свариваемых материалах при естественном охлаждении. Если не принять меры, эти напряжения и структурные изменения могут серьезно ухудшить механические свойства материала и привести к поломке во время использования.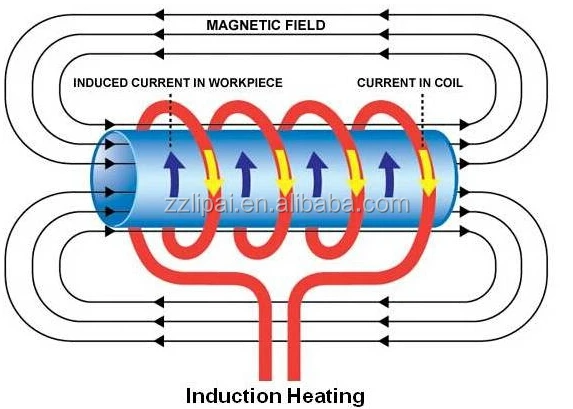 Чтобы предотвратить это, для сварных деталей требуется PWHT. Существует два основных типа термообработки после сварки, и они заключаются в следующем.
Чтобы предотвратить это, для сварных деталей требуется PWHT. Существует два основных типа термообработки после сварки, и они заключаются в следующем.
(далее…)
04 июн, 19 14:09 · Оставить комментарий · Red-D-Arc Welderentals
Первоначально построенная в 1930-х годах, плотина Гранд-Кули в штате Вашингтон подвергалась ряду ремонтных работ, чтобы гарантировать, что она будет продолжать производить безопасную и надежную электроэнергию в будущем. На одном этапе проекта требовался нагрев внешней крышки вала турбины шириной 40 футов и высотой 7 футов до определенной внутренней температуры. Для достижения этой температуры инженеры применили индукционный нагрев к одной стороне заготовки.
Только когда противоположная сторона заготовки достигала заданной температуры, инженеры по техническому обслуживанию могли быть уверены, что требуемая внутренняя температура достигнута. Команда Red-D-Arc предоставила системы индукционного нагрева, а также помощь в обучении и настройке во время этой важной части процесса технического обслуживания.
(далее…)
31 мая, 19 5:22 · Оставить комментарий · Колин Браун
На 19 часов быстрее конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли заварить стыки. Наша команда увидела возможность создать решение, которое помогло бы нашему клиенту выполнить работу намного быстрее. Чтобы ускорить работу по обогреву в полевых условиях, мы собрали комплект, включающий систему индукционного нагрева Miller ProHeat 35, генератор мощностью 60 кВА и распределительный щит DP25.
Red-D-Arc предоставила надежное решение для индукционного нагрева RDA компании по строительству и обслуживанию трубопроводов в Хьюстоне, которой необходимо было поддерживать постоянную температуру для своих сварщиков при сварке соединений труб. Наш специалист по индукционному нагреву поставил нашему заказчику портативный комплект для индукционного нагрева, состоящий из генератора мощностью 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительного щита DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
С помощью этой установки мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш клиент смог превзойти целевое время конкурентов более чем на 19 часов, и его попросили расценить другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и возможностью дополнительной работы, которую оно создало.
(далее…)
29 апреля, 19 4:48 · Оставить комментарий · Colin Brown
Предварительная и послесварочная термообработка имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
(далее…)
31 августа, 18 11:30 · Оставить комментарий · Red-D-Arc Welderentals
Когда одному из наших клиентов поручили восстановить вал электродвигателя, для чего ему потребовалось приварить новые ребра к валу диаметром 7 дюймов, он обратился за помощью к команде экспертов Red-D-Arc. . Работа требовала предварительного нагрева вала до температуры 400 ° F и сварки с использованием процесса дуговой сварки под флюсом (SAW). Использование Miller Proheat 35 и комплекта вспомогательной дуги Lincoln LT7, работа, за которую изначально предлагалась цена 40 часов потребовалось всего 3 часа, чтобы выполнить .
(далее…)
04 апреля, 18 10:59 · Оставить комментарий · Джефф Кэмпбелл
Прекрасный день в Талсе
Прекрасный день в Талсе, Оклахома. – 4 апреля 2018 г.
– 4 апреля 2018 г.
Посетите стенд № 507 и ознакомьтесь с нашими системами орбитального TIG и индукционного нагрева. У нас есть прекрасно отремонтированный дизельный сварочный аппарат Red-D-Arc мощностью 300 ампер на продажу по специальной выставочной цене!
Не забудьте отсканировать значок для розыгрыша дронов PennWell!!
www.pipelineenergyexpo.com – 3-5 апреля 2018 г.
16 марта, 18 14:47 · Оставить комментарий · Red-D-Arc Welderentals
Важность предварительного нагрева при сварке – варианты оборудования
Зачем нужен предварительный нагрев?
Предварительный нагрев снижает риск образования трещин в металле шва и в зоне термического влияния (ЗТВ) за счет:
- Снижение скорости охлаждения сварного шва – предотвращает образование хрупкого металла шва/ЗТВ, дает больше времени для выхода водорода расплавленный шов.
- Удаление влаги (источник водорода) из детали.
- Уменьшение усадки за счет снижения перепада температур.
Предварительный подогрев или нет?
Требование и уровень предварительного нагрева для стали определяются соответствующими нормами и правилами сварки и зависят от погонной энергии сварки, химического состава стали (углеродный эквивалент), толщины, диффузионного водорода и т. д. Цветные материалы обычно требуют предварительного нагрева из-за их высокой теплопроводности .
(далее…)
09 января, 17 14:47 · Оставить комментарий · Джефф Кэмпбелл
Сотрудники Red-D-Arc в филиале в Монктоне, Нью-Брансуик, недавно помогли клиенту сэкономить время и деньги на ремонте крупнейшей в мире камнедробилки за счет использования индукционного нагрева. Гидравлический цилиндр, приводящий в действие нажимные плиты огромной камнедробилки, нужно было довести до температуры 500 °F, и эту температуру нужно было поддерживать в течение 3 полных дня . Это было необходимо для того, чтобы сварщики могли отремонтировать подъемные лапки на цилиндре.