
специфика и виды процессов, подготовка материала
В быту, строительстве, при производстве иногда крайне необходима сварка чугуна. Многих начинающих сварщиков волнуют вопросы — можно ли сварить чугун? Если да, то какие особенности сварки чугунных деталей существуют? Как правильно сварить детали? Возможна ли сварка чугуна в домашних условиях? Как заварить чугунную батарею, трубу или плиту? Ответим сразу: сваривать чугун можно, однако сварка чугунных деталей потребует определенных навыков. Чтобы получить прочное соединение, которое прослужит не один десяток лет, ознакомьтесь с теоретической частью.
Содержание
Специфика сплава
Чугун представляет собой сплав из железа и углерода, где количество последнего — от 2 до 6 %. Чтобы повысить жаропрочность сплава, его устойчивость к коррозии и воздействию внешней среды, к чугуну добавляют легирующие элементы, такие как хром, титан, никель и т.д. Если примешать кремний, то значительно уменьшится температура плавления, сера поспособствует снижению текучести, марганец придаст дополнительную прочность, а фосфор позволит получить деталь, имеющую сложную конфигурацию.
В чугуне углерод может находиться в виде цементита или графита. Карбид железа (цементит) в сплаве находится в связанном состоянии, и такой чугун называется белым. А вот самородный минерал (графит), наоборот, присутствует в свободном состоянии, причем в каждой из разновидностей чугуна имеет различную форму. Например, пластинчатый графит входит в состав серого чугуна, хлопьевидный – ковкого, шаровидный – высокопрочного. Зная особенности сварки чугуна, можно без проблем выбрать подходящую его разновидность для предстоящих работ.
В отличие от кованого железа и стали, чугун:
- Содержит гораздо больше углерода (почти в 10 раз).
- Имеет лучшие литейные качества.
- Менее пластичен, с трудом поддается ковке.
- Обладает меньшей рыночной стоимостью.
Поскольку атомы углерода и железа связаны между собой не очень тесно, то сплав является хрупким и не может быть использован для изготовления элементов, подлежащих интенсивным нагрузкам. Тем не менее он устойчив к вибрациям и износу. Если длительное воздействие воды приведет к возникновению ржавчины, то в кислотно-щелочной среде этот сплав не потеряет своих качеств. После нагревания чугун способен сохранять высокую температуру длительное время.
Если длительное воздействие воды приведет к возникновению ржавчины, то в кислотно-щелочной среде этот сплав не потеряет своих качеств. После нагревания чугун способен сохранять высокую температуру длительное время.
Где применяется
Ранее этот сплав широко применялся для производства канализационных и водопроводных труб, арочных конструкций (в том числе несущих), декоративных элементов и т.д. Несмотря на то, что сейчас предпочтение отдается современным строительным материалам, чугун по-прежнему незаменим в сферах строительства и промышленности. Из него изготавливают плиты для фундамента, колонны, канализационные трубы большого диаметра, люки, ограждения, тормозные колодки, детали для машин. Некоторые предметы быта (сковороды, горшки и т.д.) также производятся из железно-углеродного сплава. Часто отливаются чугунные скульптуры и памятники.
Как подготовить материал к свариванию
Сварка чугуна в домашних условиях, равно как и в условиях производства, должна начаться с предварительной подготовки свариваемых поверхностей. Прежде чем заварить чугунную деталь, стоит удостовериться, что она не имеет повреждений и загрязнений. Материал довольно хрупкий и пористый, поэтому малейшая деформация с течением времени будет увеличиваться, а очистка потребует больших усилий.
Прежде чем заварить чугунную деталь, стоит удостовериться, что она не имеет повреждений и загрязнений. Материал довольно хрупкий и пористый, поэтому малейшая деформация с течением времени будет увеличиваться, а очистка потребует больших усилий.
Подготовка чугуна к сварке включает в себя:
- Ликвидацию или уменьшение трещин,
- Очистку.
Перед тем как сварить чугун, все трещины, даже самые мелкие, лучше засверлить по краям и пройтись сверлом по всей глубине. Кроме сверла, можно воспользоваться зубилом, шабером и вырезать трещину, округлив при этом ее края. Сквозные трещины стоит обработать с двух сторон, а место с множественными трещинами лучше вырезать полностью и поставить заплатку.
Чугунные детали сваривают, очистив их от ржавчины, окалины, горючих веществ, грязи и т.д. Очистку можно проводить при помощи растворителей, газовой горелки, наждачной бумаги, металлических щеток и болгарки – в зависимости от степени загрязнения и типа поверхности. В особо сложных случаях можно использовать пескоструйную очистку. В конечном результате заготовка должна иметь гладкую, блестящую поверхность.
В особо сложных случаях можно использовать пескоструйную очистку. В конечном результате заготовка должна иметь гладкую, блестящую поверхность.
Способы соединения
Существуют следующие способы сварки чугуна:
- Газовая сварка чугуна. Необходима там, где нужно ликвидировать дефекты литья. Особенности сварки чугуна таким образом заключаются в том, что используются пропан-бутан либо ацетилен, а для работы можно применять несколько горелок. Для газовой сварки чугуна присадочной проволокой стоит использовать материал, который содержит большое количество кремния.
- Ручная сварка при помощи дуги. Перед началом дуговой сварки детали придают температуру 600-650 градусов по Цельсию. Это обеспечивает равномерные нагрев и охлаждение. Наиболее популярна сварка чугуна аргоном.
- Механизированная сварка при помощи дуги. Деталь также предварительно нагревается до высоких температур. Чтобы из сварной ванны не вытекал жидкий металл, подлежащий сварке участок детали можно формовать пластинами из графита.
- Электрошлаковая сварка. Технология сварки чугуна включает в себя использование пластинчатых электродов и фторидных флюсов. Для предварительного прогрева детали применяют пламя газовой горелки либо неплавящийся электрод .
- Термитная сварка. Особенности сварки чугуна таким образом состоят в использовании для нагрева очень горячего металла, полученного при горении термитов. Варится чугун при условии, что термитная смесь нагрета до температуры выше 1300 градусов по Цельсию.
Какой полярностью варить чугун? Прежде чем ответить на этот вопрос, подчеркнем, что выбор полярности зависит от вида электродов, а не от пространственного положения или других критериев. Например, электроды МНЧ-2 требуют применения прямой полярности. В остальных случаях выставляется полярность обратная.
Особенности горячей сварки чугуна
Можно ли варить чугун, избежав отбеливания шва и зоны около него? Чтобы получить качественное соединение, часто прибегают к горячему соединению поверхностей. Перед сваркой их тщательно очищают от загрязнений, затем формуют в специальных ящиках – опоках. Горячая сварка чугуна подразумевает двухступенчатое повышение температуры – сначала просушка до 120 градусов по Цельсию, затем подогрев до 600-700 градусов по Цельсию. И только затем можно сварить чугунные детали.
Перед сваркой их тщательно очищают от загрязнений, затем формуют в специальных ящиках – опоках. Горячая сварка чугуна подразумевает двухступенчатое повышение температуры – сначала просушка до 120 градусов по Цельсию, затем подогрев до 600-700 градусов по Цельсию. И только затем можно сварить чугунные детали.
Поскольку для качественного результата площадь одной сварочной ванны не должна быть больше 50-60 см2, то сварка производится небольшими участками. Работа над следующим начинается только после того, как предыдущий затвердел. Приварить детали таким методом можно с помощью электродов ОМЧ-1 или ПЧЗ.
Особенности холодной сварки чугуна
Сварные работы по чугуну могут проводиться и без предварительного нагрева поверхностей – например, если нужно заварить чугун в домашних условиях или же деталь имеет слишком большие габариты. Сварить чугун в таких условиях можно при помощи электродов из аустенитного чугуна, стали или цветных металлов. Сварочные швы нужно стараться делать как можно короче — не длиннее 25 мм. Обеспечьте условия для постепенного остывания швов.
Обеспечьте условия для постепенного остывания швов.
Чтобы сварить чугун и избежать при этом отслойки металла сварного шва, нужно воспользоваться стальными шпильками с диаметром не более 16 мм. Если края деталей не толще 10 мм, диаметр шпильки должен составлять 6 мм, если в пределах 10-20 мм, то небходимы шпильки с диаметром 10 мм.
Сварка при помощи аргона
Сварка чугуна аргоном (TIG) возможна тремя способами – с помощью холодной сварки, горячей (до 600 градусов по Цельсию) или полугорячей (до 400 градусов по Цельсию). Первый из них уместен тогда, когда нужен шов, не состоящий из чугуна.
Как варить чугун аргоном? Для этого выставляют значение сварочного тока в 40-80 А в зависимости от толщины деталей. Если этот показатель вы выбрали правильно, металл во время процесса трещать не будет. Качество шва не зависит от направления сварки, поэтому горелку можно располагать как за присадочным прутком, так и перед ним. Сварочный присадочный стержень предварительно нагревают, затем помещают в сварную ванну и формируют шов. Чтобы он получился качественным, без пор, присадочный пруток лучше не выносить из зоны сварки, а помешивать им расплавленный металл, равномерно распределяя его и удаляя пузырьки газов. После сваривания деталь должна остыть естественным путем.
Чтобы он получился качественным, без пор, присадочный пруток лучше не выносить из зоны сварки, а помешивать им расплавленный металл, равномерно распределяя его и удаляя пузырьки газов. После сваривания деталь должна остыть естественным путем.
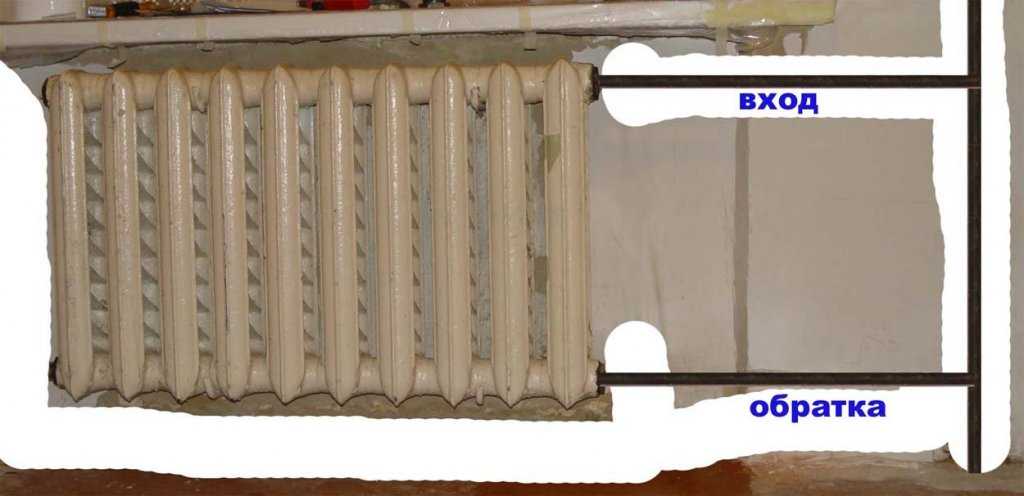
Сварка чугунных радиаторов
Можно ли заварить чугунную батарею самостоятельно, не вызывая специалиста? Заварить трещину в радиаторе можно, если у вас есть стаж проведения подобных работ, так как не каждый шов сможет выдержать давление до 10 атмосфер и температуру до 100 градусов по Цельсию. Наиболее распространена сварка чугуна инвертором: этот прибор легкий и компактный, к тому же простой в управлении.
В большинстве случаев поверхности, подлежащие сварке, нельзя вращать, поэтому соединение варят с отрывом. Чтобы шов получился прочным, производят два прохода. После каждого из них нужно очистить место сварки, удалить наплыв и окалину. В качественно выполненном шве все края заполнены, подрезов нет.
Соединение чугуна со сталью
Сварка чугуна со сталью осложнена тем, что эти металлы имеют разное процентное содержание углерода. Кроме того, если гранулы углерода крупные, то речь не может идти о надежном шовном соединении.
Кроме того, если гранулы углерода крупные, то речь не может идти о надежном шовном соединении.
Стали с чугуном могут быть соединены при помощи как холодной, так и полугорячей, и горячей технологии. Для соединения железно-углеродного сплава с обычной сталью или с нержавейкой нужно использовать постоянный ток (полярность – обратная). Переменным током следует воспользоваться только при напряжении холостого хода, превышающем 54 вольта. Сначала нужно обрабатывать изделие из чугуна, затем – из стали. Если соединение чугуна и стали должно иметь толстый шов, то он варится слоями. Каждый из них необходимо уплотнить, используя молоток.
В случае, когда нержавейка присоединяется при помощи горячего или полугорячего способа, зону наплавки стоит охлаждать. Обратите внимание: при резком снижении температуры материал будет деформирован или начнет разрушаться. Поэтому температуру в зоне наплавки снижают медленно, а шов время от времени нагревают.
Полезные советы
- Правильно варить чугун нужно в нижнем положении.

- Перед тем как заварить чугун низкоуглеродистыми электродами, обратите внимание, что толщина наплавленного металла должна составлять около 50 процентов от толщины самой детали.
- Сварка чугуна полуавтоматом должна проводиться без колебательных движений при ведении первого шва. Затем можно приступать к поперечным движениям.
- Чугун и сталь можно сваривать и при помощи аргонодуговой технологии. В таком случае используйте для присадки флюсовую проволоку на никелевой основе, сняв с нее обмазку. Электроды должны быть изготовлены из вольфрама.
- Нержавейка к чугуну может быть надежно приварена в том случае, если сварку проводить в несколько проходов короткими швами, давая металлу остыть.
- Чтобы чугун после сварки остывал постепенно, его или накрывают, или засыпают негорючими материалами (асбест, песок, зола).
- В толстых деталях перед свариванием разделываются кромки. Угол фаски должен составлять 45 градусов.
https://www.youtube.com/watch?v=Xoamtv9bsXs
Как вам статья?
что делать и как устранить течь?
Если потекла чугунная батарея отопления, не стоит откладывать устранение протечки в долгий ящик. В такой ситуации главное – немедленно принимать меры. Иначе все закончится ремонтом и судебными исками от соседей.
В такой ситуации главное – немедленно принимать меры. Иначе все закончится ремонтом и судебными исками от соседей.
Содержание статьи
- Почему возникают течи в чугунных батареях
- Какие протечки батарей бывают
- Как устранить течь в чугунной батарее
- Кто должен чинить пострадавшую батарею
- Как заделать трещину или свищ на секции
- Как заделать течь между секциями чугунной батареи
- Как устранить подтекание из-под контргайки
- Протечки, связанные с запорно-регулировочной арматурой
- Профилактический уход за чугунными радиаторами
Почему возникают течи в чугунных батареях
Хотя радиаторы из чугуна прочные и долговечные, они тоже протекают. Нарушение герметичности вызывают разные причины:
- Естественный износ – чугунный корпус постоянно контактирует с водой, поэтому постепенно окисляется и разрушается. Хотя у чугуна высокая коррозионная стойкость – всего 0,25 мм/год, батареи из него редко служат больше 25-35 лет.

- Высокое давление – особенно опасны его резкие скачки – гидроудары. Чугун выдерживает до 11-12 атмосфер, однако сильные перепады давления, особенно постоянно повторяющиеся, приводят к его разрушению.
- Высокая температура. Для отопителей губителен перегрев, возникающий в отопительных сетях многоквартирных домов из-за некорректной работы тепловых пунктов. В норме теплоноситель должен охлаждаться до 80-90 градусов и только потом подаваться в трубы. Но вода нередко поступает в слишком горячей или даже закипает в теплоцентрали. От этого портятся все теплокоммуникации, включая радиаторы.
- Неправильно проведенный монтаж. Чугунные батареи очень тяжелые, масса одной секции с водой достигает 7 кг. При неправильной установке радиаторы перекашиваются. В местах перекосов возникает усталость металла, приводящая к его разрушению. Появляются трещины и свищи.
- Износ и деформация уплотнителей – сантехнического льна, фум-ленты, прокладок и сальников. Из-за этого текут стыки батарей с трубами, межсекционные соединения и краны.

- Замерзание теплоносителя – возникает при отключении отопления. Вода в трубах при превращении в лед увеличивается в объеме и разрывает чугун. На стенках появляются огромные дыры, портятся трубы и запорная арматура. Поврежденные элементы отремонтировать практически невозможно.
- Низкое качество теплоносителя – качество воды в системах теплоснабжения МКД регулируется документом РД 24.031.120-91, утвержденным Министерством тяжелого машиностроения. В нем четко оговорены параметры воды, поступающей в теплосистемы. К сожалению, теплоноситель в многоквартирных домах очень часто не соответствует нормативным данным, что приводит к порче радиаторов.
Какие протечки батарей бывают
Существует несколько типичных протечек радиаторов, каждая из которых вызывается определенными причинами:
- Трещины и свищи на поверхности секцией появляются из-за коррозии.
- Разрывы чугуна образуются при замерзании воды внутри системы и скачках давления.
- Протечки между секциями возникают из-за разрушения чугуна и износа межсекционных прокладок.
- Подтекания из-под гайки в местах стыков с входной и выходной трубой образуются из-за окисления чугуна, разрушения и деформации уплотнителей.
- Нарушение герметичности кранов и другой запорной арматуры – кроме естественного износа, провоцируются гидроударами, скоплением грязи, неправильной эксплуатацией.
Познакомьтесь с радиаторами теплоприбор
Смотреть видео
Преимущества радиаторов ТЕПЛОПРИБОР
Надежные и долговечные
— функционируют при показателях давления 16–20 атм. и выдерживают скачки до 30 атм. Срок их службы – от 25 лет.
Имеют длительную гарантию
— на алюминиевые модели – 10 лет,
а на биметаллические – 15 лет.
Состоят из российских материалов на 90%
– работаем с сырьем, получаемым напрямую от ведущих плавильных предприятий России, и отечественными составляющими.
Подходят для различных отопительных cистем
– можно устанавливать в однотрубные, двухтрубные, автономные теплосистемы с верхним и нижним подключением.
Легкие и компактные
– предприятие производит радиаторы
с массой одной секции от 1,06 до 1,94 кг. Их размер колеблется от 400х80х90 до 567х80х90 мм.
Мощные
– теплоотдача 500-миллиметровых изделий составляет 185 Вт – 191 Вт,
а 350-миллиметровых – 134-138 Вт. По этому показателю они не уступают мировым брендам.
Все протечки, вне зависимости от их причины и локализации, нужно устранять как можно быстрее. Даже небольшое подтекание может быстро превратиться в горячий потоп.
Как устранить течь в чугунной батарее
В первую очередь, нужно собрать вытекающий теплоноситель. Для этого подставьте таз, ведро или другую емкость. При разбрызгивании воды накройте батарею одеялом, концы которого опустите в таз или ведро.
Параллельно перекройте поступление воды. Если на трубе рядом с батареей установлен запорный кран, просто поверните его.
Если запорная арматура установлена на лестнице или в подвале, позвоните в диспетчерский отдел управляющей компании. Номера телефонов аварийных служб есть на стендах в каждом подъезде, а если их нет, посмотрите информацию в интернете на сайте УК. Вызов зафиксируют в аварийном журнале, и по указанному адресу выедет сотрудник, который перекроет подающую линию. Владельцы частных домов перекрывают тепловые линии самостоятельно.
Номера телефонов аварийных служб есть на стендах в каждом подъезде, а если их нет, посмотрите информацию в интернете на сайте УК. Вызов зафиксируют в аварийном журнале, и по указанному адресу выедет сотрудник, который перекроет подающую линию. Владельцы частных домов перекрывают тепловые линии самостоятельно.
Кто должен чинить пострадавшую батарею
Согласно Постановлению Правительства РФ от 13.08.06 № 491 в редакции от 29.06.2020 г., этим должна заниматься управляющая компания. Разговоры о том, что УК ремонтирует батареи только в случае, если между ними и общедомовой системой не установлен запорный кран, противоречит закону.
Согласно п 6 ст.1 Постановления №491, стояки, радиаторы, запорная арматура, и другое оборудование расположенное на коллективных сетях, относится к общедомовому имуществу и должно обслуживаться управляющей компанией. Наличие запорного вентиля там не оговаривается. Такой же позиции придерживаются Минрегион России и Верховный суд.
Владельцы частных домовладений организовывают ремонт своими силами или с привлечением сторонних специалистов, даже если дом присоединен к линии центрального теплоснабжения.
Если во время ремонта был перекрыт кран в подвале или подъезда, сразу после окончания ремонта снова вызовите мастера, который его откроет. Длительное отключение тепловой линии может вывести из строя батареи во всем стояке.
Большинство методов самостоятельного устранения дефектов в радиаторах дают временный эффект. Без квалифицированного ремонта такой отопитель будет постоянно подтекать. Поэтому после окончания отопительного периода нужно пригласить специалиста, который обследует пострадавшую батарею и заварит поврежденный чугун. Тепловые приборы, установленные 25-30 лет назад, лучше заменить, поскольку велика вероятность, что из-за износа металла ситуация повторится.
Как заделать трещину или свищ на секции
Метод, которым можно устранить дефект, зависит от размера повреждения. Небольшую дырочку достаточно заткнуть деревянным колышком, а линейные дефекты заделывают холодной сваркой. Крупные повреждения на чугуне ремонтировать бесполезно – лучше не тратить время и купить новый радиатор.
1. Применение деревянного колышка.
Чтобы заткнуть отверстие, надо слегка рассверлить образовавшийся свищ и воткнуть в него заранее подготовленный кусочек дерева. Плотный, но хрупкий чугун сложно сверлить. Для работы понадобятся мощная высокооборотная дрель и победитовые сверла. Во время сверления обязательно делайте перерывы и не допускайте перегрева металла. Иначе чугун разрушится еще сильнее, а сверло сломается. После сверления обработайте края отверстия герметиком, который замедлит коррозию и закрепит колышек внутри корпуса.
2. Холодная сварка.
При покупке средства убедитесь, что выбранное средство подходит для чугуна. Перед использованием очистите место протекания от краски, ржавчины и просушите феном. Смешайте компоненты холодной сварки согласно инструкции, и нанесите смесь на поврежденное место.
Вновь подключать отопление можно только после полного застывания композита. Метод подходит только для небольших дефектов – крупные повреждения таким способом заделать невозможно.
Как заделать течь между секциями чугунной батареи
Повреждения в этой зоне возникают из-за коррозии металла корпуса, разрушения ниппелей и прокладок, установленных между секциями. Для устранения подтеканий нужно устранить возникшие неисправности.
Устранить проблему можно несколькими способами:
- Заделать проржавевшее место заплаткой из бинта и термостойкого клея для склеивания металла. Смочите бинт или кусок тряпочки клеящим составом и крепко обмотайте место протекания. Радиатором можно пользоваться только после полного высыхания материалов.
- Наложить гипсово-цементную повязку. Возьмите поровну гипса и цемента, разведите смесь водой, чтобы получился состав, напоминающий густую сметану. Смочите этой смесью бинт или полоску хлопчатобумажной ткани и обмотайте поврежденное место.
- Используйте порошковый герметик. Наиболее удобны марки, предназначенные для склеивания влажных поверхностей. Подготовьте герметизирующий состав согласно инструкции, и наложите его на поврежденный стык.
 Можете использовать жидкий герметик, которым просто залейте поврежденное место. Не включайте воду, пока средство полностью не высохнет.
Можете использовать жидкий герметик, которым просто залейте поврежденное место. Не включайте воду, пока средство полностью не высохнет.
Те, кто имеет навыки домашнего мастера, слесарный инструмент и имеет обращаться с ключами, могут заменить внутренние ниппели и прокладки на них. Работать с тяжелым чугуном удобнее при наличии помощника.
Перед ремонтом снимите радиатор с кронштейнов и уложите его на прочную поверхность. Разберите корпус, чтобы добраться до поврежденного стыка. Для этого понадобятся два радиаторных ключа. Вставьте их внутрь секций слева и справа, чтобы открутить ниппели в месте протекания. Можно откручивать одним ключом, поочередно вставляя его с каждой стороны.
При работе нужно одновременно откручивать два ниппеля и сдвигать секции без перекоса относительно друг друга. Разобрать старый чугунный отопитель довольно сложно, поэтому придется применять силу. Не нужно снимать каждую секцию, достаточно демонтировать весь фрагмент батареи до места, где она течет.
После разборки замените поврежденную прокладку или проржавевший ниппель и соберите батарею заново теми же ключами. Установите радиатор обратно на кронштейны и включите воду. Протечка должна исчезнуть.
Замена межсекционных ниппелей и прокладок – сложная процедура. При отсутствии уверенности в своих силах лучше не пытаться починить поломку самостоятельно, а вызвать специалиста. Не имея нужных навыков, можно повредить батарею, испортить трубы и даже получить травму.
Как устранить подтекание из-под контргайки
Причина, по которой капает жидкость из-под контргайки – отхождение трубы от радиатора. Такая ситуация вызывается несколькими причинами:
- Выходом из строя уплотнителя в месте соединения.
- Коррозией – проржаветь может радиатор на стыке, труба или сама контргайка.
- Механическим воздействием – если кто-то случайно встанет ногой на трубу, идущую к батарее, или поставит на нее что-то тяжелое, из-под контргайки потечет вода.
Способ устранения дефекта зависит от его причины, поэтому сначала нужно выяснить, почему потек стык. Газовым ключом открутите контргайку, удалите старую смазку и подмотку. Осмотрите место протекания. Обратите внимание на целостность металла, наличия ржавчины или трещин:
Газовым ключом открутите контргайку, удалите старую смазку и подмотку. Осмотрите место протекания. Обратите внимание на целостность металла, наличия ржавчины или трещин:
- Если место подтекания целое, намотайте новый льняной уплотнитель, смазанный герметиком, или фум-ленту. Накрутите контргайку на место. Откройте подачу воды. Подтекание должно прекратиться.
- Если течь вызвана разрушением шайбы-втулки, расположенной внутри корпуса, или контргайки, замените их новыми.
- При протеканиях, вызванных коррозией трубы, сдвиньте контргайку, обрежьте дефектный участок и плашкой подкрутите несколько новых ниток резьбы. Чтобы облегчить работу, смажьте это место техническим маслом. Затем намотайте на трубу новый уплотнитель и закрутите все обратно.
Узнать еще больше о ремонте можно из статьи о протечках других видов радиаторов.
Протечки, связанные с запорно-регулировочной арматурой
На большинстве старых чугунных батарей установлены запорные краны, позволяющие закрыть воду после протечки и спустить воздух. Они, в основном, текут из-за износа прокладок.
Они, в основном, текут из-за износа прокладок.
Ремонтировать запорные шаровые устройства нерентабельно – комплектующие к ним подобрать сложно, и велика вероятность, что протекание после ремонта усилится. Поэтому лучше сразу купить новый кран – тем более, что его стоимость невелика.
Чугунные радиаторы часто оснащают регулировочными кранами. Их ставят на подающую линию для регулировки температуры или позади батареи – для устранения воздушных пробок.
Причины их поломки – износ прокладок, сальников или букс. При возникновении неполадок нужно определить причину подтекания:
- Если кран не только течет, но и не регулирует подачу воды – в нем износились прокладки. Нужно выкрутить вентиль, вращая его против часовой стрелки, снять изношенную прокладку и заменить ее новой. Затем подмотать уплотнитель под уплотнительную кромку и собрать кран обратно.
- Подтекание воды между гайкой и стержнем вентиля указывает на износ уплотнительного сальника. В таких случаях бывает достаточно подкрутить корпус головки, чтобы протечка исчезла.
 Если это не помогло, потребуется поменять сальник или буксу.
Если это не помогло, потребуется поменять сальник или буксу.
Подробнее о ремонте этих устройств можно прочитать в статье о протечках кранов на отопительных приборах.
Оптимальное решение – вместо изношенного регулировочного крана на верхней части корпуса установить современный воздухоотводчик, который автоматически ликвидирует образующиеся воздушные пробки.
Профилактический уход за чугунными радиаторами
Чтобы чугунные батареи не текли в холодное время, надо ухаживать за ними летом. Вне отопительного сезона обязательно осмотрите батареи. При обнаружении трещин, проржавевших участков, следов подтеканий и проблем с запорно-регулировочной арматурой пригласите специалиста, который заварит чугун и заменит краны. Нередко правильнее бывает заменить старые проржавевшие радиаторы новыми, более современными.
Батареи, послужившие 25-30 лет, нужно менять, даже если они не текут. Эти изделия отслужили свой срок, и в любой момент могут доставить неприятности. Желательно заменить и ржавые трубы. Тогда можно не бояться протечек в холодное время года.
Тогда можно не бояться протечек в холодное время года.
Не пропустите новые статьи!
Подпишитесь на нашу рассылку
Видео о радиаторах отопления
Вам будет интересно
Процедура сварки чугуна [Пошаговое руководство]
Чугун — хрупкий, дешевый и заноза в плоти, которую нужно починить, но он используется повсюду, от мастерской до кухни. Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие. Могут быть огромные финансовые потери при замене сломанной детали или найме обученных специалистов по сварке чугуна для сплавления трещины. Вы используете это как возможность научиться сварке чугуна , новому навыку.
Примите вызов сварки чугуна безупречно, так как неправильное движение может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь руководящих принципов, чтобы ваша чугунная сварка не имела трещин и достигла внутренней прочности, достаточной для того, чтобы выдержать назначение компонента. Ваша миссия для выполнения, , как сварить детали из чугуна , может сэкономить ваши деньги и время.
Ваша миссия для выполнения, , как сварить детали из чугуна , может сэкономить ваши деньги и время.
Внутренняя сварка чугуна требует тщательного исследования в четыре ключевых этапа, чтобы узнать как сварить чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор метода сварки
Есть много типов, и мы показываем свариваемость чугуна .
Серый чугун – Трудно свариваемый
Белый чугун – Несвариваемый, почти
Ковкий чугун – Сварка изменяет свойства, делая его непригодным и обширный процесс.
Тип чугуна всегда лучше уточнять по инструкции, совету производителя. Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка — серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0003
Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка — серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0003
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наплавляем шов на металл, при наличии примесей зона шва будет пористой. Мы будем шлифовать этот сварочный проход и повторять тест, пока пористость не исчезнет.
При проковке поверхность детали преднамеренно деформируется ударом молотка, что расширяет поверхностный слой в поперечном направлении. Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми для процедуры сварки чугуна .
Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми для процедуры сварки чугуна .
Сварка чугуна имеет два подхода: горячая и холодная сварка. Массы соглашаются на предварительный нагрев как на лучший выбор, в то время как немногие идут на минимальный нагрев или холодную сварку. Нам нужно принять его, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность к деформации при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагреве из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжения. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжения. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру. Этот процесс не дает видимых трещин и более прочного сварного шва. Внешний вид может быть отличным, но внутренняя прочность при холодной сварке остается низкой.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или изготавливают деталь, предпочитают только метод предварительного нагрева. Нам нужен готовый чугунный сварной шов, не только визуально потрескивающий, но и прочный внутри.
Вы определили, что сваривать серый чугун, теперь пришло время выбрать методы сварки чугуна . Лучший способ сварки чугуна — это использование каждого процесса сварки, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварка TIG , так как брызги от палки и сварка MIG чугуна могут повредить чистую поверхность. Сварка TIG остается без разбрызгивания и выбор.
Когда вы пытаетесь ограничить сильное нагревание и быстрое охлаждение процесса электросварки, тогда вам подойдет кислородно-ацетиленовая сварка. Легко поддерживает температуру компонентов и другие замечательные варианты для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , где используется электрод с флюсом. Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Пайка может быть другим процессом соединения чугуна, но это не процесс сварки. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящего электрода и расходных материалов для проволоки Ассортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Имеющиеся на рынке не предназначены только для чугуна. Они могут быстро остывать, вызывать трещины от напряжения и не соединяться должным образом. Ниже приведены несколько доступных вариантов на рынке.
Ниже приведены несколько доступных вариантов на рынке.
Богатое содержание никеля: Это лучший доступный электрод на рынке, так как он мягкий и поддается механической обработке. Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Смесь Никель 55%, Железо 45%: В сварном виде выглядит как чугун, но вполне доступный. Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Чугун: Сварка этим стержнем дает другой цвет, чем чугун. Свойство усадки очевидно и затрудняет его использование для сварки чугуна. Он затвердевает при сварке, но не подвергается механической обработке. Это экономичный вариант, который можно отшлифовать.
Нержавеющая сталь l: Чугун при соединении с нержавеющей сталью не изменяет свойства и не затвердевает, как в случае расходных материалов из чугуна. Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Пайка бронзы: У нас есть выбор: пайка кислородно-ацетиленовой пайкой или использование с помощью сварочного аппарата TIG. Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение является наиболее важной частью процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Охлаждение может занять несколько дней даже для лучшего результата без трещин. Медленное охлаждение может быть достигнуто путем помещения свариваемых деталей в песок или теплую печь. Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критической точки, в сварном шве возникает трещина. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
В заключении Чугун обычно представляет собой свариваемый металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое изучение сварка чугуна . Если вы хотите сделать сварку на дому, то точно выполняйте каждый шаг. Наилучшие результаты могут быть достигнуты путем изучения сплава, выбора процесса сварки, подбора присадочной проволоки. Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.
Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.
Надеюсь, вам понравилось пошаговое руководство по сварке чугуна. Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сессия вопросов и ответовСталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун. Я думаю, что чугун имеет большую прочность на сжатие, а сталь — на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу/сплаву, состоящему из таких прочных металлов, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные детали из чугуна. Мы должны проверить деталь, состав сплава, присадочный материал и правильно очистить детали.
Как можно паять чугун?
Для пайки чугуна нужен специалист. Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Какой клей лучше всего подходит для чугуна?
Жидкая сварка по имени стальной эпоксидной смолы и смолы. Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Можно ли сварить блок двигателя из чугуна?
Можно сваривать дуговой сваркой с соответствующим стержнем. Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Чугун можно сваривать, но это очень сложно, так как чугун имеет очень высокое содержание углерода. Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив шаги сварки чугуна .
Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив шаги сварки чугуна .
Почему чугун трескается при сварке?
Гораздо менее пластичен, чем сталь. Сварка вызывает растягивающие напряжения. Цикл нагревания и охлаждения при сварке вызывает расширение и сжатие, приводящее к трещинам, а не растяжению или деформации.
Становится ли чугун со временем лучше?
При хорошем уходе и сохранении изделие из чугуна прослужит намного дольше, чем ожидалось. С возрастом и временем он становится лучше благодаря процессу, известному как приправа.
Вот еще несколько статей по сварке чугуна .
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_1.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast- iron-detail.aspx?utm_referrer=direct/not+provided
- https://www.twi-global.
 com/technical-knowledge/job-knowledge/weldability-of-materials-cast-irons-025
com/technical-knowledge/job-knowledge/weldability-of-materials-cast-irons-025 - https://www.wikihow.com/Weld-Cast-Iron
Можно ли сваривать чугун? (Полное руководство)
Можно сваривать чугун, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Сложно ли сваривать?
- Ступени предварительной сварки чугуна
- Типы сварки
- Сварочные стержни
- Отделка
- Советы
- Заключение
Как упоминалось выше, сварка чугуна может быть затруднена из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать сварных трещин. Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Идентификация сплава
- Очистка слепка
- Выбор правильной температуры предварительного нагрева
- Выбор правильного метода сварки
1. Идентификация сплава
Чугун имеет низкую пластичность, поэтому он может растрескиваться из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, что делает микроструктуру хрупкой. Белый чугун обычно считается несвариваемым.
Ковкий (с шаровидным графитом) чугун
Ковкий чугун по составу аналогичен серому чугуну, но содержание примесей ниже по сравнению с серым чугуном. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.
Ковкий чугун
Ковкий чугун представляет собой термообработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугуном. В зависимости от применяемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом железа вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вдоль точки излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
2. Очистка отливки
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, жир и масло, уделяя особое внимание области сварки. Отливочная корка может быть удалена шлифовкой. Очень важно, чтобы очищенная поверхность была протерта уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева/охлаждения. Это должно свести к минимуму накопление остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, при сварке, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
Любой предварительный нагрев следует проводить медленно и равномерно.
Теоретически можно использовать любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д., процесс, который способствует медленному нагреву и охлаждению. обычно предпочтительнее.
1. Ручная дуговая сварка металлическим электродом (MMA)
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные стержни. использовал. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо соблюдать осторожность, чтобы свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAG
Сварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГ
Сварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не предпочтительна из-за сильно локализованных характеристик нагрева. Как и при любой сварке ВИГ, качество готового шва в значительной степени определяется навыком сварщика.
Как и при любой сварке ВИГ, качество готового шва в значительной степени определяется навыком сварщика.
Узнайте больше о сварке TIG
4. Сварка в кислородно-ацетиленовой среде
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для выработки тепла используется кислородно-ацетиленовая горелка. . Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.
Узнайте больше о кислородно-ацетиленовой сварке
5. Сварка пайкой
Сварка пайкой может использоваться для сварки деталей из чугуна, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
Как и при других технологиях, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, улучшения смачивания, очистки поверхности и обеспечения стекания наполнителя по основному металлу.
Также возможна пайка ВИГ при более низкой силе тока для нагрева заготовки без расплавления чугуна. Аргоновый кожух горелки защищает зону пайки, а это означает, что нет необходимости использовать флюс, как при кислородном топливе.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендует использовать никелевую проволоку.
1. Стержни из 99% никеля
Эти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. 9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеля
Менее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Упрочнение
Когда сварной шов остывает и сжимается, возникает остаточное напряжение, что приводит к растрескиванию. Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием молотка с шаровидным бойком для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва, то есть для сварных швов, выполненных с использованием никелевых расходных материалов.
Послесварочный нагрев
Слишком быстрое охлаждение чугуна может привести к растрескиванию. Процесс охлаждения можно замедлить с помощью изоляционных материалов или периодического нагревания. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью и охлаждение металла по мере того, как огонь угасает.