
Современные индукционные кузнечные нагреватели
Эта статья предназначена в первую очередь нашим потенциальным покупателям, выбирающим ту или иную модель индукционного кузнечного нагревателя (ИКН). Надеюсь, что-то новое почерпнут для себя специалисты, эксплуатирующие индукционное оборудование.
1. Особенности глубокого индукционного нагрева заготовок
С помощью Индукционных кузнечных нагревателей (ИКН) очень удобно нагревать металлические заготовки для целей горячей штамповки, ковки, гибки и высадки. По сравнению с электрическим печным нагревом, индукционный нагрев имеет ряд неоспоримых преимуществ:
· Значительно снижаются энергозатраты, что особенно важно в наше непростое для производства время.
· Во много раз снижает время нагрева заготовок, что резко повышает производительность производства.
· За счет автоматизации подачи заготовок, улучшается точность их нагрева до заданной температуры.
· Уменьшается количество окалины, что в свою очередь значительно повышает стойкость штамповой оснастки. · Улучшаются условия труда, это поймет каждый, кто хоть раз стоял у жерла открытой печи с большим количеством заготовок.
· Освобождаются дополнительные площади в цеху, за счет меньших габаритов индукционного оборудования.
Все эти преимущества достигаются за счет того, что в зависимости от рабочей частоты индукционный нагрев проникает от нескольких мм до нескольких см в глубину заготовки. В итоге максимальная температура нагрева создается на определенной глубине от поверхности детали. Вспомните слоган компании «Мосиндуктор»: «Согревая изнутри». Естественно, нагрев детали изнутри способствует лучшей теплопередаче в глубину заготовки. Различают высокотемпературный нагрев для штамповки и высадки стали 1200°С и низкотемпературный 850°С. Технология штамповки может предусматривать и промежуточную температуру между этими значениями.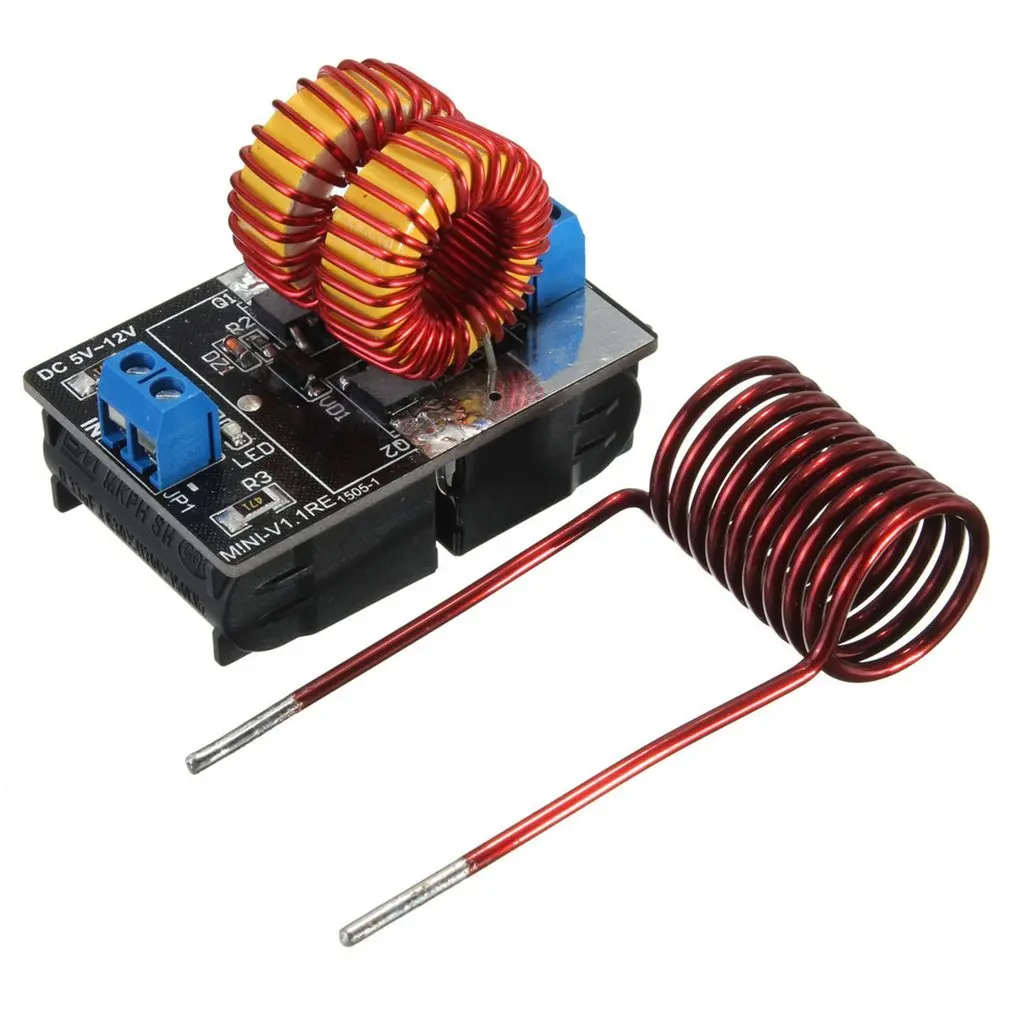
Существуют научнообоснованные требования по максимальной разнице температур по всему объему заготовки для обеспечения требуемой пластичности и однородности металлов. Для углеродистой стали максимальная разница температур составляет 100°С. Для других металлов и особых случаев разница может составлять 50°С.
Ориентируясь на эту разницу температур, рассчитывается время нагрева заготовки. Дело в том, что индукционный нагрев с высокой удельной мощностью может расплавить поверхность заготовки, при этом ее сердцевина останется холодной. Передача тепла внутрь заготовки осуществляется только за счет теплопроводности. Поэтому наша задача заключается в том, что бы создать на глубине горячего проникновения индукционного поля высокую температуру. Однако она должна быть существенно ниже температуры плавления металла. И выдержать в таком состоянии время, необходимое для проникновения тепла вглубь заготовки. Понятно, что чем толще сама заготовка, тем большее время потребуется для ее равномерного нагрева.
Соответственно, чем большую производительность должен выдавать ИКН при нагреве заготовок большого диаметра, тем большее количество заготовок должно одновременно находиться в футерованной индукционной катушке, являющейся нагревающим органом ИНК. Сводную информацию по удельной мощности на квадратный сантиметр, времени нагрева, рабочей частоте и диаметре заготовок вы можете увидеть в Таблице №1.
Из нее, например, следует:
Что для нагрева заготовки диаметром 50 мм на частоте 2000 Гц потребуется 58 секунд при удельной мощности 133 Вт/см².
Для нагрева той же заготовки на частоте 6000 Гц потребуется 125 секунд при удельной мощности 67 Вт/см².
Можно сделать вывод, что в данном случае увеличение частоты в 3 раза приводит к снижению примерно в 2 раза разрешенной удельной мощности и увеличению в 2 раза времени нагрева заготовок.
С помощью таблицы №1 можно весьма приблизительно оценить необходимую мощность ИКН. Однако учтите, что для расчета площади нагрева берется только боковая поверхность заготовки, за исключением торцов. И существуют потери передачи энергии от индукционной катушки к нагреваемой детали, доходящие до 30-50%, в зависимости от конструкции катушки и соотношения диаметров катушки и нагреваемой заготовки. Чем ближе диаметр нагреваемой детали к внутреннему диаметру индукционной катушки, тем меньше потери энергии на рассеивание электромагнитного поля в пространстве. Однако чем меньше толщина футеровки, находящейся между индукционной катушкой и нагреваемой деталью, тем большее количество тепла вымывается из катушки охлаждающей ее водой. Главный закон диалектики – единства и борьбы противоположностей еще никто не отменял.
Часто возникает вопрос об универсальности ИКН при нагреве заготовок различного диаметра. Конечно, никто не запрещает нагревать в индукторе большого диаметра тонкие заготовки, однако КПД такого нагрева будет чрезвычайно низким. Нормальным можно считать соотношение максимальных и минимальных диаметров заготовки на уровне 1,5-1,7 раза. Т.е. если максимальный нагреваемый диаметр 50 мм, можно греть заготовки с минимальным диаметром 30-35 мм.
Нормальным можно считать соотношение максимальных и минимальных диаметров заготовки на уровне 1,5-1,7 раза. Т.е. если максимальный нагреваемый диаметр 50 мм, можно греть заготовки с минимальным диаметром 30-35 мм.
Важно правильно выбирать оптимальную рабочую частоту ИКН для нагрева заготовок различного диаметра исходя из данных представленных в Таблице №2.
Для ИКН всегда действуют следующие правила:
· Для нагрева большей массы металла в единицу времени требуется большая мощность.
· Чем больше диаметр заготовки, тем ниже должна быть рабочая частота и больше время нагрева.
· Чем жестче требования по однородности температурных полей в заготовке, тем меньше должна быть удельная мощность и больше время нагрева.
2. Виды индукционных кузнечных нагревателей
Попытаемся составить примерную классификацию ИКН. В принципе ИКН называют любой индукционный нагреватель, использующийся для нагрева металлических заготовок для их дальнейшей объемной деформации.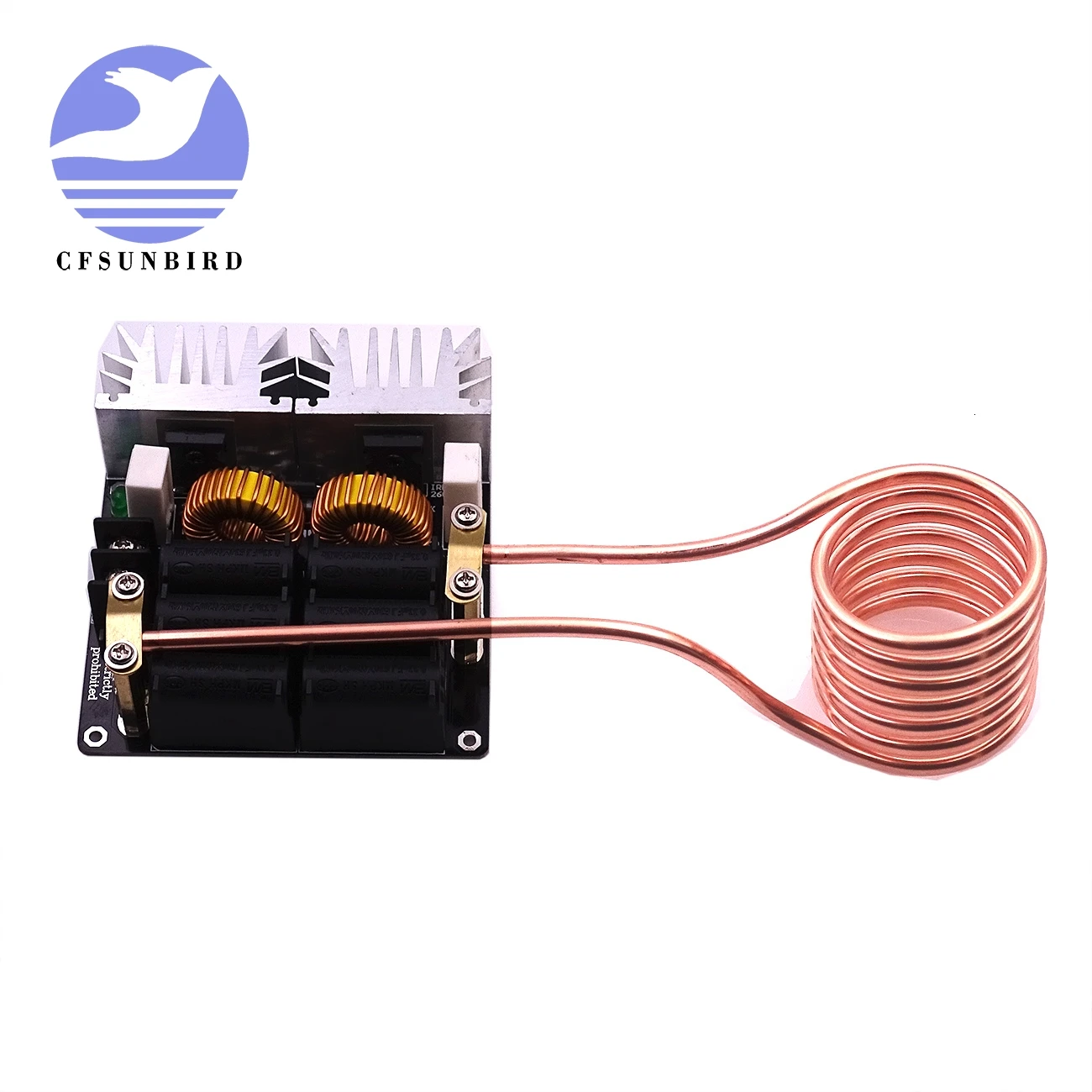
Существует множество видов ИКН, отличающихся по конструкции и назначению:
А) ИКН с ручной подачей и выемкой заготовок из индуктора, поштучно или коллективно. Применяются в основном с транзисторными индукционными преобразователями малой мощности, и в случае невысокой производительности оборудования. В них может нагреваться заготовка целиком или только ее часть, конец или середина. В таких ИКН на один преобразователь может нагружаться одна или несколько параллельных индукционных катушек, для увеличения производительности при нагреве толстых заготовок. В простейшем случае может использоваться индукционная катушка (индуктор) с подкладкой из асбеста. В более сложном — индуктор, футерованный жаропрочным бетоном или керамическая, разрезная втулка для исключения растрескивания от контакта с разогретойзаготовкой.
Для замены кузнечного горна применяют индукционный нагреватель с индукционной катушкой по профилю нагреваемой детали. Индукционная катушка при этом может не охватывать всю нагреваемую поверхность.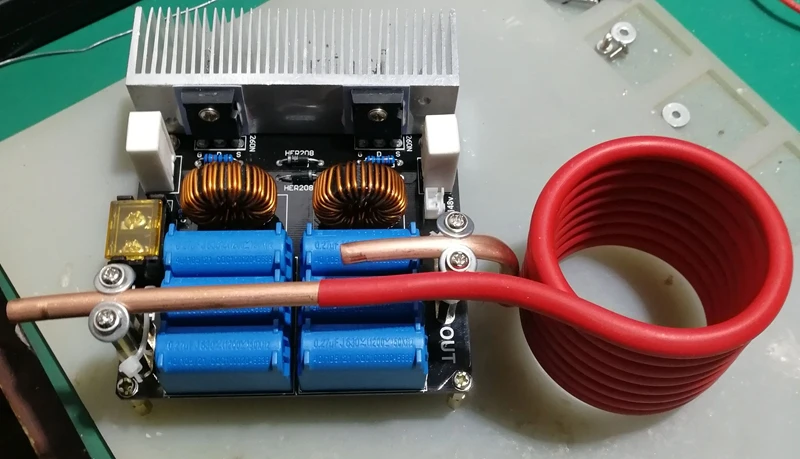 Кузнец сам, перемещая заготовку, регулирует степень нагрева той или иной ее части.
Кузнец сам, перемещая заготовку, регулирует степень нагрева той или иной ее части.
Для нагрева прутков 10-16 мм вполне подойдет нагреватель ВЧ-15А мощностью 15 кВт. Для чуть более массивных заготовок подойдет ВЧ-25А. Наиболее универсальные возможности для кузни предоставит высокочастотный индукционный нагреватель ВЧ-60АВ.
Смотрите видеоролики здесь>>>
Б) Для увеличения производительности и стабилизации температуры нагрева, применяют ИКН с полуавтоматической и автоматической подачей заготовок в футерованный индуктор с помощью пневматических и гидравлических цилиндров. В полуавтоматическом варианте заготовка укладывается на направляющие вручную, а в автоматическом, подается на направляющие из бункера или вибробункера.
С помощью таймера задается периодичность подачи заготовок, а с помощью регулируемых дросселей — скорость подачи и возврата цилиндра.
В случае нагрева массивных заготовок механизируется процесс накопления и транспортировки заготовок в индуктор с помощью накопителей, гидротолкателей, роликовых транспортеров и т.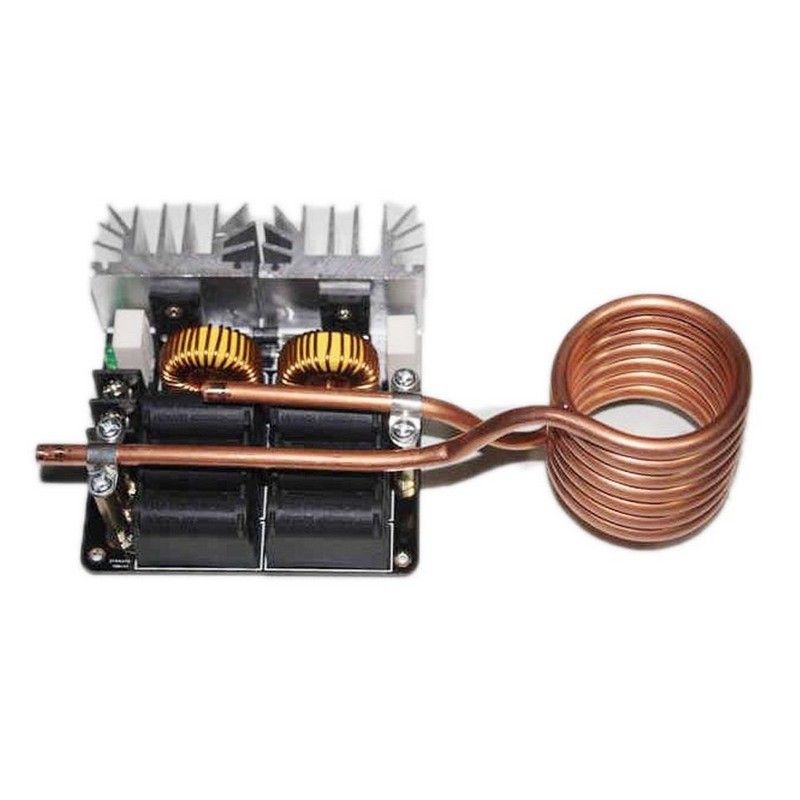 п. Выдача заготовок из индуктора так же осуществляется цепным или роликовым транспортером. Движение нагретой заготовки в индукторе, как правило, осуществляется по направляющим. На маломощных ИКН, направляющие могут быть выполнены из нержавеющих трубок или нихромового уголка. На более мощных моделях направляющие делают из водоохлаждаемых нержавеющих трубок. Расположение направляющих непосредственно в зоне нагрева «съедает» до 8% энергии ИКН.
п. Выдача заготовок из индуктора так же осуществляется цепным или роликовым транспортером. Движение нагретой заготовки в индукторе, как правило, осуществляется по направляющим. На маломощных ИКН, направляющие могут быть выполнены из нержавеющих трубок или нихромового уголка. На более мощных моделях направляющие делают из водоохлаждаемых нержавеющих трубок. Расположение направляющих непосредственно в зоне нагрева «съедает» до 8% энергии ИКН.
В) Иногда бывает необходимо нагреть очень массивную и длинную заготовку. Ее невозможно «пропихнуть» в индуктор по неподвижным направляющим, заготовка просто их сносит. В этом случае применяют, вынесенные за пределы индуктора водоохлаждаемые ролики, а индуктор делают многосекционным. Иногда до десяти секций и более. Питание на раздельные секции индукторов может подаваться от одного мощного генератора. Российские производители любят применять схему с раздельной подачей питания на каждую секцию индуктора от собственного менее мощного генератора. По их мнению, это увеличивает надежность устройства в целом.
По их мнению, это увеличивает надежность устройства в целом.
Г) ИКН часто применяют для линейного нагрева сплошных заготовок. Например, проволоки или прута из бухты. Схема построения такого ИКН примерно такая же, как и в предыдущем случае. Индуктор секционируют на 3-20 частей, а между секциями располагают водоохлаждаемые ролики. Как правило, для питания ИКН линейного нагрева используют достаточно мощные тиристорные преобразователи мегаватного класса. Однако при небольшом диаметре заготовки и невысокой производительности возможно построение ИКН для линейного нагрева на одном индукторе, как это изображено на рисунке. Такие нагреватели хороши для навивки пружин для автомобилей.
Д) В зависимости от длины и диаметра заготовки, применяют различные схемы подачи заготовок в индуктор. Если заготовки короткие, их, как правило, подают в круглый индуктор вдоль, располагаю как вагоны в поезде. Регулируя производительность нагрева с помощью длины индуктора.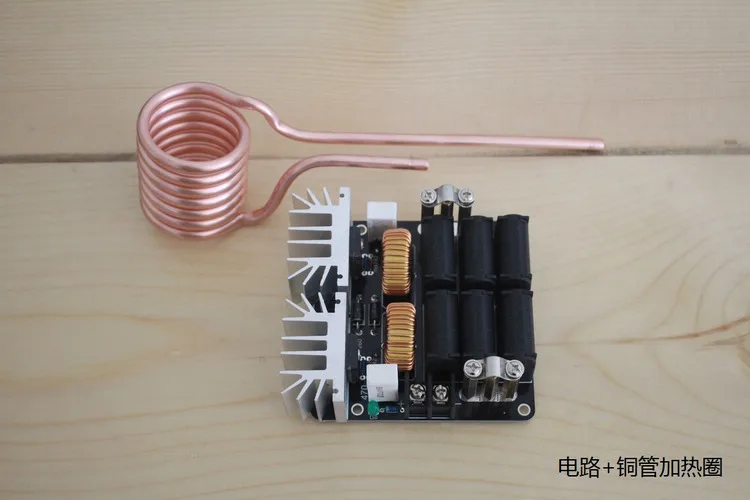
Если же заготовка длинная ее подают в щелевой индуктор боком, т.е. поперек. Индуктор при таком способе подачи становится значительно короче, заготовки в нем перекатываются с боку на бок, что улучшает равномерность их нагрева. К параллельной подаче заготовок в индуктор прибегают в том случае, когда нужно греть длинные и массивные заготовки.
3. Транзисторные и тиристорные преобразователи частоты
В настоящее время для питания индукционных кузнечных нагревателей используют транзисторные и тиристорные преобразователи частоты (ТПЧ).
Транзисторные преобразователи обладают рядом преимуществ, таких как:
Повышенная надежность, меньшие габариты и вес. Только транзисторные преобразователи имеют автоматическую подстройку частоты генерации в очень широких пределах. От 1-го до 20-ти кГц, это практически 2000%. Что дает возможность нагружать их на индукционные катушки с громадным разбросом индуктивности.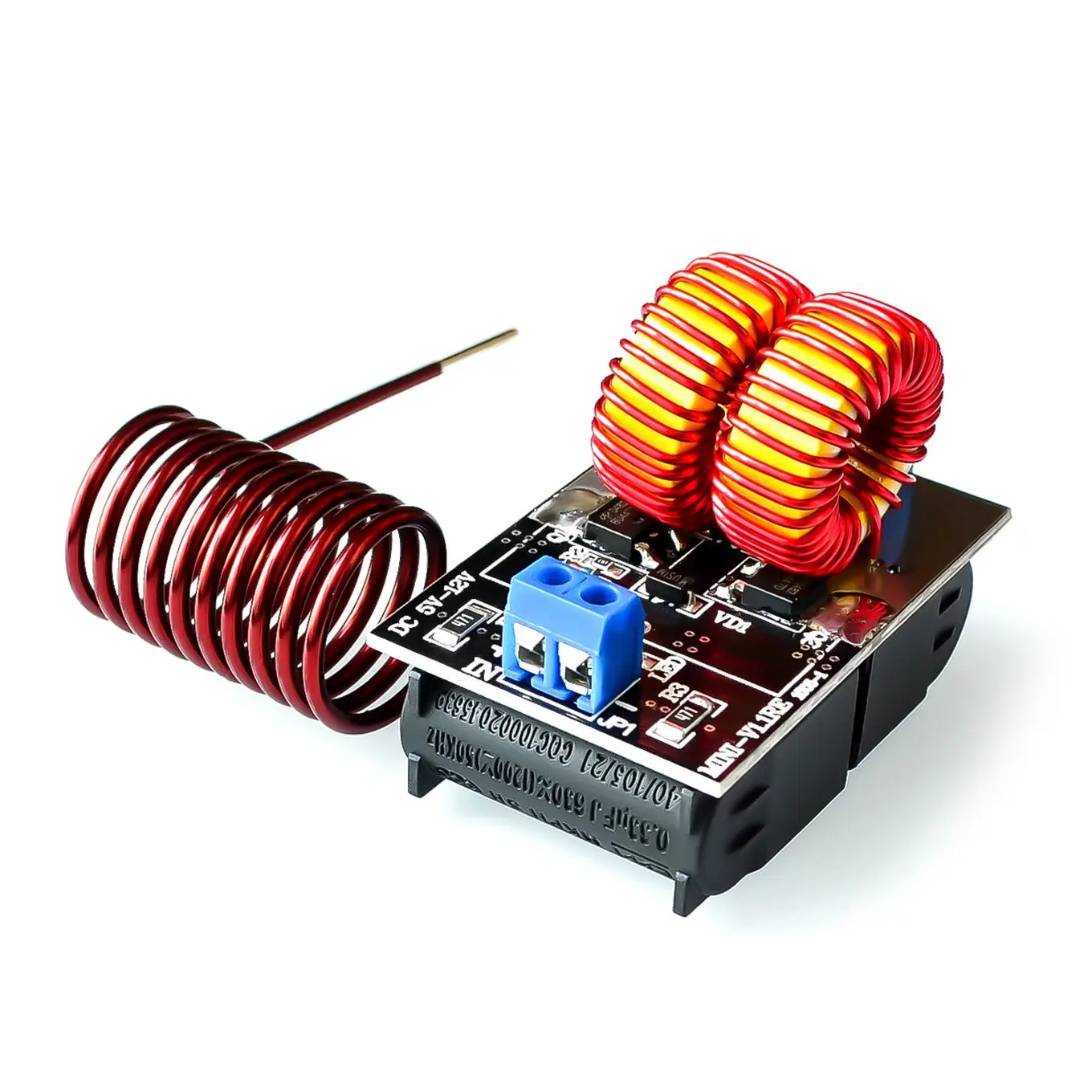 Это важно в случае использования транзисторного генератора для питания нескольких устройств индукционного нагрева. Или в том случае, когда на одном устройстве применяются индукционные катушки различного диаметра и количества витков.
Это важно в случае использования транзисторного генератора для питания нескольких устройств индукционного нагрева. Или в том случае, когда на одном устройстве применяются индукционные катушки различного диаметра и количества витков.
Например, для питания индукционных трубогибов, применяемых при производстве отводов труб различного диаметра. Следует иметь ввиду, что для питания трубогибов, производящих крутоизогнутые стальные отводы бывает необходимо локализовать зону нагрева. Подобную локализацию можно обеспечить только при использовании мощного закалочного трансформатора. В этом случае можно выдать всю энергию генератора всего в один широкий виток индукционной катушки. В настоящее время уже доступны транзисторные преобразователи частоты мощностью несколько МВт, имеющие КПД 97,5%.
Тиристорные преобразователи частоты применяются в ИКН достаточно давно. Они очень хороши, когда необходимая мощность нагрева приближающаяся к одному МВт и более. В настоящее время доступны тиристорные преобразователи частоты мощностью 20-25 МВт, применяемые для плавки до 110 тонн стали. Для питания подобных монстров применяют специальные понижающие трансформаторы с выходным напряжением, достигающим 1000 и более Вольт, и количеством фаз до 12-ти.
Для питания подобных монстров применяют специальные понижающие трансформаторы с выходным напряжением, достигающим 1000 и более Вольт, и количеством фаз до 12-ти.
При преобразовании таких больших мощностей особой проблемой становится борьба с электрическими наводками в электросетях, попросту говоря, возникают сильные помехи, мешающие работе систем управления преобразователем. Для борьбы с этим явлением применяется оптоволоконные линии между платами управления. ТПЧ такого уровня оснащаются системами самотестирования электрических компонентов, с выводом результатов через модем в интернет. В случае сбоев в работе оборудования, можно протестировать ТПЧ с помощью производителя оборудования через интернет. Преобразователи оснащаются дисплеями с сенсорным управлением, что делает работу с ними простой и приятной.
КПД тиристорных преобразователей достигает 92%, что тоже очень неплохо. Однако они, как правило, имеют большие, чем у транзисторных моделей габариты и вес.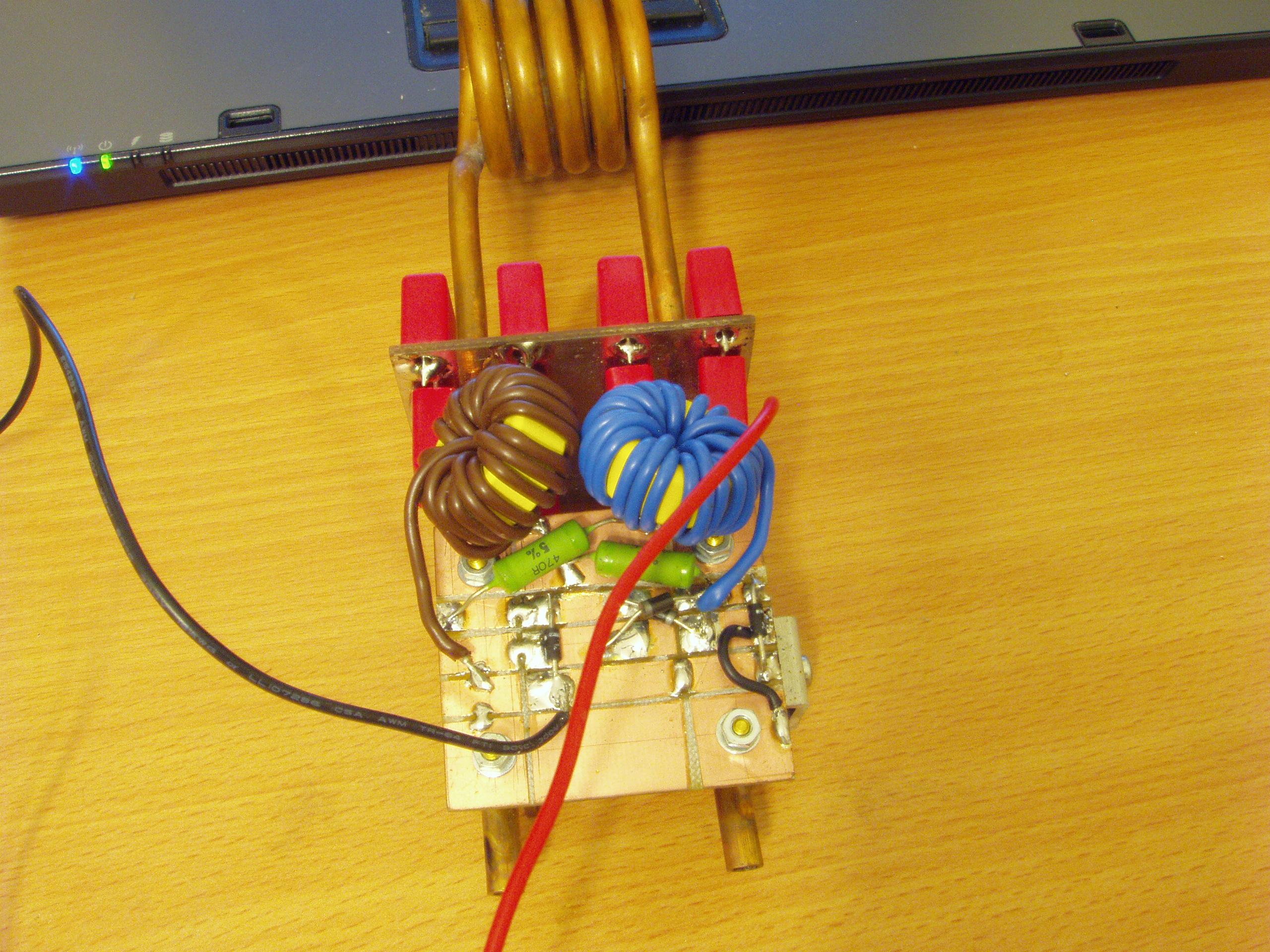 И обычно имеют фиксированную частоту генерации. Или частота подстраивается в небольших пределах. В том случае, когда необходимо согласовать рабочую частоту тиристорного преобразователя с различной по индуктивности нагрузкой применяют переключаемые банки водоохлаждаемых конденсаторных батарей. Есть и устройства автоматического переключения емкости. Тиристорные преобразователи частоты традиционно используют для питания мощных ИКН и индукционных плавильных печей, с весом плавки от 0,1 до 110т.
И обычно имеют фиксированную частоту генерации. Или частота подстраивается в небольших пределах. В том случае, когда необходимо согласовать рабочую частоту тиристорного преобразователя с различной по индуктивности нагрузкой применяют переключаемые банки водоохлаждаемых конденсаторных батарей. Есть и устройства автоматического переключения емкости. Тиристорные преобразователи частоты традиционно используют для питания мощных ИКН и индукционных плавильных печей, с весом плавки от 0,1 до 110т.
4. Футерованные индукционные катушки
Индуктор для мощного индукционного кузнечного нагревателя представляет собой следующую конструкцию. К навитой с необходимым диаметром и шагом прямоугольной медной трубке припаивают медные шпильки с резьбой. Затем индукционную катушку обматывают киперной лентой из стеклоткани и пропитывают изолирующим лаком. После высыхания лака, на медные шпильки крепят медными гайками стеклотекстолитовые направляющие. Они служат для исключения разрушения катушки от вибрации, создаваемой мощными индукционными полями и придания жесткости всей конструкции. Припаивают или приваривают вводы-выводы электроэнергии и воды.
Припаивают или приваривают вводы-выводы электроэнергии и воды.
Внутрь катушки для уплотнения и теплоизоляции вставляют асбест или микалит в виде рулона толщиной несколько мм, а затем задвигают кольца или трубу из жаропрочного материала. Таким материалом может служить жаропрочный бетон, керамика, глинозем и т.п. Так же используются всевозможные окислы редкоземельных элементов. Как уже описано выше, внутри футерованного индуктора размещают направляющие для движения заготовок.
Чем лучше футеровка держит высокую температуру и механические нагрузки, тем дольше она прослужит в условиях высокотемпературного нагрева. Срок службы футеровки может быть различным, от нескольких недель до нескольких месяцев.
В любом случае, покупая автоматический ИКН с футерованным индуктором, подумайте, как вы будете ремонтировать вышедшую из строя футеровку.
Часто индукционные катушки для ИКН имеют многоточечный подвод энергии и воды.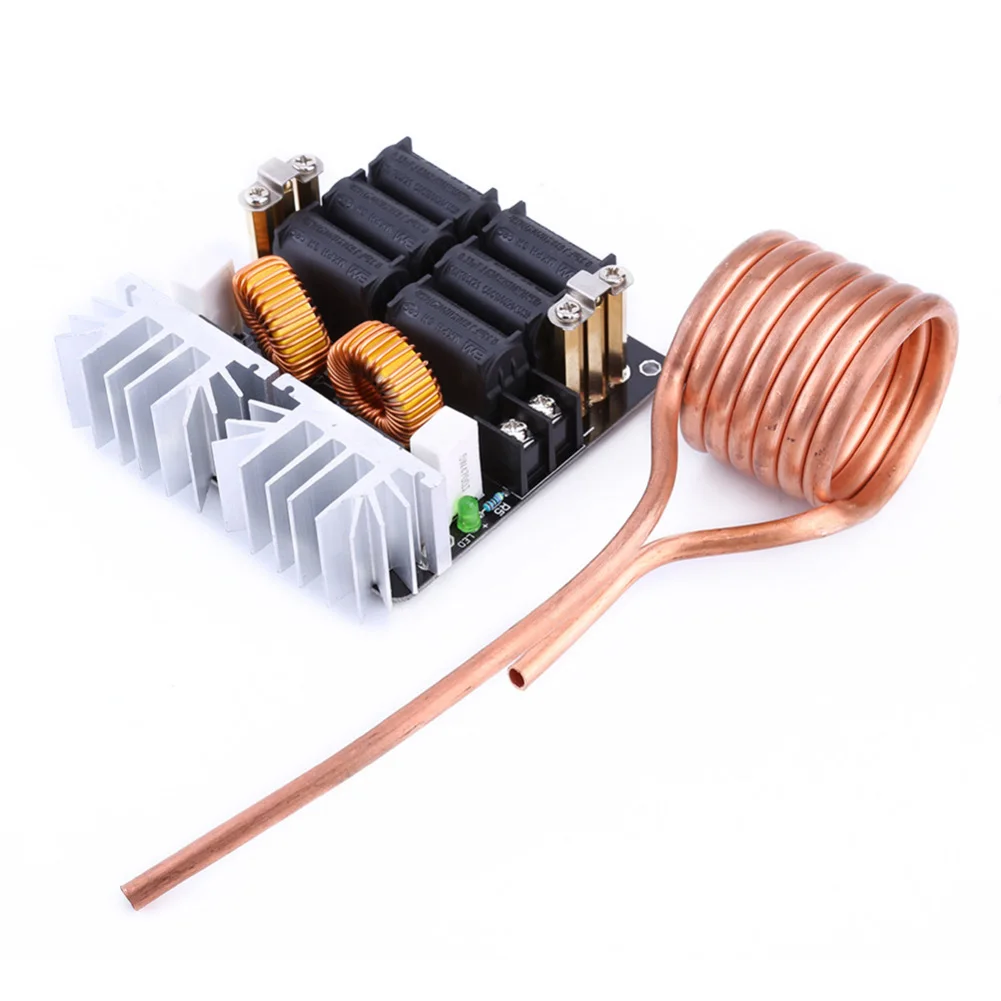 Делается это для обеспечения энергетических условий эксплуатации индуктора. Попросту говоря, для того, что бы обеспечить нагрев необходимых заготовок и не расплавить во время работы индуктор.
Делается это для обеспечения энергетических условий эксплуатации индуктора. Попросту говоря, для того, что бы обеспечить нагрев необходимых заготовок и не расплавить во время работы индуктор.
При нагреве медных и алюминиевых билет большого диаметра иногда закрывают крышками входное и выходное отверстия индуктора. Учитывая большое время нагрева билет, это делается для сохранения тепла внутри индуктора. Таким образом, мы получаем аналог печного нагрева в индукционном исполнении, конечно при большей эффективности нагрева.
5. Меры безопасности
Как бы мы этого не желали, при работе ИКН мощностью несколько мегаватт, сотни киловатт электромагнитной энергии излучаются в окружающее пространство. Мощные магнитные поля иногда даже становятся причиной перекашивания и заклинивания деталей при их движении в индукторе. Они же рассеиваясь в пространстве, могут стать причиной электрических наводок в любом металлическом оборудовании рядом с ИКН, и частях его конструкции. Для экранирования рассеянных полей иногда используют металлический кожух вокруг индукционной катушки. А торцевые части индуктора, где наблюдается максимальная концентрация полей, делают разрезными из металла и даже оснащают системой водяного охлаждения. Для отведения выделяющегося тепла. Понятно, что сам ИКН и все подающее оборудование следует тщательно заземлить. В любом случае, присутствие людей рядом с источником мощного электромагнитного излучения следует ограничивать.
Для экранирования рассеянных полей иногда используют металлический кожух вокруг индукционной катушки. А торцевые части индуктора, где наблюдается максимальная концентрация полей, делают разрезными из металла и даже оснащают системой водяного охлаждения. Для отведения выделяющегося тепла. Понятно, что сам ИКН и все подающее оборудование следует тщательно заземлить. В любом случае, присутствие людей рядом с источником мощного электромагнитного излучения следует ограничивать.
Спецификации на индукционные кузнечные нагреватели смотрите здесь >>>
6. Системы охлаждения
Для нормальной работы любого ИКН необходимо обеспечить его эффективное охлаждение проточной водой. Как правило, для охлаждения силовой электроники ТПЧ используют контур замкнутого водоснабжения с водой максимально очищенной от солей. А для охлаждения индуктора — техническую воду, желательно с минимальным содержанием солей, для исключения засоления индуктора. Требования по входящей температуре воды, как правило, не превышает 40°С. Давление на входе ИКН в пределах 1-3 атм. Его нужно уточнить в Руководстве пользователя на оборудование.
Требования по входящей температуре воды, как правило, не превышает 40°С. Давление на входе ИКН в пределах 1-3 атм. Его нужно уточнить в Руководстве пользователя на оборудование.
Ни в коем случае нельзя допускать закипания воды, охлаждающей индукционную катушку. Закипание сигнализирует о себе звонким шумом в индукторе. Любое образование пузырьков пара в катушке может привести к выгоранию участка медной трубки. Трубка в индукторе несет большую энергетическую нагрузку, от расплавления ее спасает только постоянное вымывание водой излишков тепла.
Градирни
Для охлаждения индукционных установок большой мощности, как правило, используют градирни. Это установки, в которых охлаждение происходит не только за счет теплообмена, но и за счет испарения воды. Для ускорения испарения воды градирни обязательно оборудуются электрическим вентилятором.
Градирни бывают одноконтурные, когда охлаждающая вода одновременно испаряется, и двухконтурные, когда дистиллированная охлаждающая вода течет по замкнутому контуру из медных трубок, а трубки поливаются испаряющейся водопроводной водой. Двухконтурные градирни дороже одноконтурных, но исключительно экономны по расходу дорогой дистиллированной воды.
Двухконтурные градирни дороже одноконтурных, но исключительно экономны по расходу дорогой дистиллированной воды.
При установке градирни в отапливаемом цеху, в нее можно заливать дистиллированную воду. При размещении градирни на улице следует использовать незамерзающую жидкость – антикоррозийный, размагничивающий антифриз на основе диэтанола.
По имеющимся у нас сведениям в России двухконтурные градирни не производятся. По желанию клиентов, ТД «Мосиндуктор» может укомплектовать мощные индукционные кузнечные нагреватели двухконтурными градирнями производства КНР. Градирни имеют различную охлаждающую мощность, которая подбирается соответственно мощности индукционной установки.
При выборе одноконтурной градирни мы всегда сталкиваемся с несоответствием производительности водяного насоса градирни с потребностью индукционного нагревателя. Производительность по воде градирни намного больше. Причем если уменьшить поток воды через градирню, уменьшится ее охлаждающая мощность. В этом случае бывает полезно замкнуть поток воды от насоса градирни на себя. А для подачи охлаждающей воды на индукционную установку использовать дополнительный насос с нужной производительностью. Такой способ подачи воды, в целях экономии электроэнергии, позволяет установить термодатчик и включать насос градирни после превышения заданной температуры в баке, при постоянно включенном насосе подаче охлаждающей воды на индукционную установку.
В этом случае бывает полезно замкнуть поток воды от насоса градирни на себя. А для подачи охлаждающей воды на индукционную установку использовать дополнительный насос с нужной производительностью. Такой способ подачи воды, в целях экономии электроэнергии, позволяет установить термодатчик и включать насос градирни после превышения заданной температуры в баке, при постоянно включенном насосе подаче охлаждающей воды на индукционную установку.
Чиллеры
Чиллером называется автоматический фреоновый холодильник для воды. Чиллер типа Вода-Воздух сбрасывает тепло в воздух цеха или на улицу. Чиллер типа Вода-Вода отдает тепло проточной воде. Фреоновый насос позволяет удалять тепло с большой эффективностью за счет высокой разницы температур в средах. А так же поддерживает температуру охлаждающей жидкости в заданных пределах при любой температуре проточной воды и воздуха на улице или в цеху.
При выборе охлаждающей производительности чиллера следует учитывать, что фреоновый охладитель должен работать не более трети рабочего времени, а вот насос, подающий охлаждающую воду, работает непрерывно. Только в этом случае можно рассчитывать на длительный ресурс работы чиллера.
Только в этом случае можно рассчитывать на длительный ресурс работы чиллера.
Установка чиллера типа Вода-Воздух непосредственно в цеху, позволяет использовать выделяющееся тепло для отопления цеха. Использование чиллера типа Вода-Вода позволяет существенно экономить проточную воду.
Из всех известных систем охлаждения, чиллеры являются самыми высокоавтоматизированными агрегатами, но и самыми дорогими.
При выборе чиллера для системы охлаждения индукционной установки мы так же сталкиваемся с несоответствием производительности водяного насоса чиллера с потребностью индукционного нагревателя. Как правило, производительность по воде чиллера намного больше. Есть два пути решения этой проблемы. Первый это замена насоса чиллера на насос с меньшей производительностью, что в отличие от случая с градирней, не влияет на охлаждающую мощность чиллера. Второй – установка на выходе насоса байпаса, т.е. водяной перемычки с краном регулирующим давление в централи.
Полезная литература
Нужно отметить, что СССР был «Впереди планеты всей» в области индукционного нагрева, собственно наши ученые его и изобрели. А вот после 1988 года автору не попало в руки ни одной новой книги по индукционному нагреву металлов. Однако с 1940 г по 1988 г. в СССР были изданы десятки книги по интересующей нас тематике. Нам удалось собрать библиотеку обо всех областях технологии термической обработки металлов с применением индукционного нагрева токами высокой частоты.
Таких как:· Физические основы индукционного нагрева.
· Плавка металлов в индукционных плавильных тигельных и канальных печах.
· Плавка и литье сплавов в вакууме.
· Индукционный нагрев металлов для горячей объемной штамповки.
· Автоматические индукционные кузнечные нагреватели.
· Индукционная пайка.
· Поверхностная, сканирующая закалка стали токами высокой частоты.
· Индукционная закалка токами высокой частоты валов и шестерен.
Станьте нашими клиентами, и мы всегда поможем вам серьезной методической литературой в любой области применения индукционного нагрева токами высокой частоты.
Автор статьи директор компании «Мосиндуктор»
(С) 2011 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи на любом сайте
кроме www.mosinductor.ru
Индукционный нагреватель своими руками – схема, устройство, видео
Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.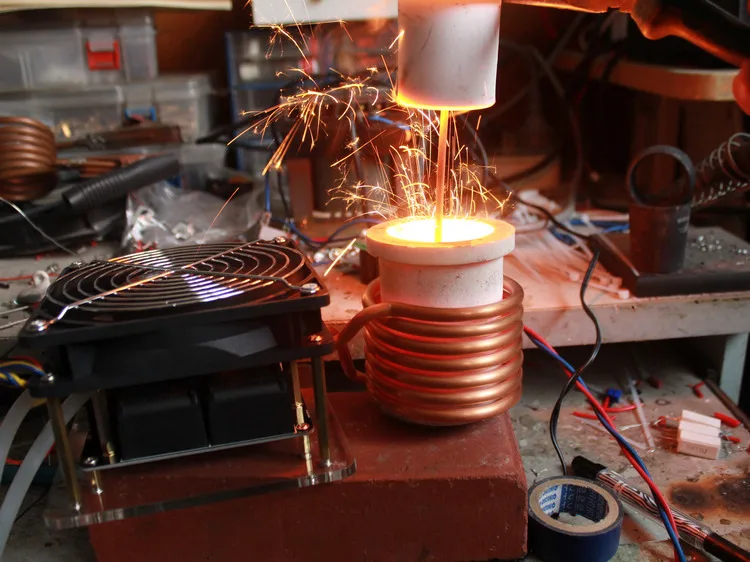
Вторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.

- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.

Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.

- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.

Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.

- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Индукционный нагреватель металла своими руками: схема
Нагреватель индукционного типа является незаменимым приспособлением для домашних мастеров, которое позволяет нагревать, закалять и плавить металл. Устройство не требует угля, газа, сооружения специальной печи: нужно лишь подключение к электрической сети. На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
Принцип работы
Индукционный нагрев осуществляется при помощи следующих составляющих:
- индуктора;
- генератора;
- нагреваемого предмета.
В качестве индуктора используется катушка, которую изготавливают из толстой медной проволоки. Посредством этой детали создается магнитное поле. При помощи генератора переменного тока вырабатывается ВЧ поток от обычной электросети 220 В и 50 Гц. Нагревательным элементом может быть любой металлический предмет, который способен поглощать тепловую энергию под воздействием магнитного поля.
Особенность магнитного поля заключается в том, что оно способно менять направление электромагнитных волн на ВЧ. При помещении внутрь поля металлического предмета, происходит нагрев металла без контакта с катушкой, благодаря вихревым токам.
Таким образом удается добиться минимальных потерь при переходе одного вида энергии в другую и при этом получить высокий КПД. Благодаря индукционному способу можно получить довольно быстрый нагрев поверхностных слоев. Например, для нагрева металлической заготовки диаметром около 40 мм и длиной 150 мм понадобится порядка 25 с.
Индукционные нагреватели чаще всего работают на частоте 10 кГц. Именно так удается получить максимальный КПД. Частоту можно регулировать, что зависит от таких показателей:
- температура нагреваемого предмета;
- требуемая производительность нагрева;
- поперечное сечение предмета.
Читайте также: Катушка Тесла своими руками в домашних условиях
Плюсы и минусы
Преимуществ у индукционного нагревателя немало:
- простота изготовления;
- высокий КПД;
- экологичность;
- возможность работы в различных средах;
- невысокие затраты на электричество;
- длительная эксплуатация;
- надежность.
Что касается недостатков, то таковых практически не существует.
Индукционный нагрев применяется в быттехнике (отопительные котлы, кухонные плиты). Подобное оборудование выделяется простой эксплуатацией, надежностью, высокой эффективностью.
Как сделать индукционный нагреватель
Существуют разные варианты индукционных нагревателей металла, которые можно сделать своими руками по схеме и пошаговой инструкции. Рассмотрим наиболее распространенные из них.
Двухтактная схема
Устройство выполнено из задающего генератора ВЧ на мощных полевых транзисторах. Рабочее напряжение определяется мощностью самих транзисторов. Если последние используются IRFP250, то напряжение должно быть в пределах 12-30 В.
Поскольку во время работы транзисторы будут выделять большое количество тепла, их следует разместить на радиаторе большой площади и применить вентилятор для обдува либо вовсе воду для охлаждения. В холостом режиме самодельный нагреватель потребляет около 10 А, а во время нагрева – минимум 15 А, что говорит о необходимости использования мощного БП не менее чем на 20 А.
Для представленной схемы можно изготовить печатную плату.
Монтаж производим следующим образом:
- Наматываем дроссели проводом, покрытым лаковой изоляцией. Кольца можно использовать от компьютерного БП.
- Емкости с1-с16 используем металлопленочные, номиналом 0,33 мкФ на 630 В. Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
- Монтируем конденсаторы и дроссели на плату. Последние фиксируем при помощи силиконового герметика.
- Катушку изготавливаем из медной трубки диаметром 6 мм. Наматываем ее на заготовке диаметром 40 мм, например, на отрезке трубы. Количество витков катушки – 5. Расстояние между крайними витками – 40 мм. Концы катушки загибаем и фиксируем к радиаторам при помощи клемных колодок.
- Поскольку в процессе работы катушка будет сильно нагреваться, изготавливаем систему охлаждения. Для этого на концы медной трубки надеваем силиконовые трубки и подключаем их к автомобильному насосу омывателя ветрового стекла.

- Для охлаждения теплоотводов монтируем компьютерный вентилятор. Если напряжение нагревателя будет подниматься до 60 В, потребуется более мощный вентилятор и радиаторы.
- Для усиления дорожек на плате напаиваем медную проволоку.
- Подаем питание от автомобильного АКБ и проверяем работоспособность устройства.
Усиленный вариант
Нагреватель выполнен по схеме обычного ВЧ мультивибратора.
Необходимые детали подбираются согласно схеме. Сборка состоит из таких шагов:
- Изготавливаем катушку из 5 мм меди и подготавливаем плату из текстолита.
- Монтируем катушку и транзисторы на плату.
- Изготавливаем дроссели.
- Припаиваем остальные радиокомпоненты по схеме.
- Проверяем работоспособность устройства, подавая напряжение от блока питания.

При правильной сборке изделие должно сразу функционировать. В противном случае следует проверить правильность соединений по схеме. Если нет желания самостоятельно собирать, можно приобрести готовый генератор, который справится с нагревом мелких деталей.
Читайте также: Качер Бровина своими руками
С питанием от сети
Для запитки нагревателя от электросети можно собрать схему на IR2153. Для настройки резонанса используется переменный резистор 100 кОм. Для управления частотами требуется дополнительное питание 12-15 В. Дроссель, через который питание подается от сети 220 В, состоит из 20 витков провода 1,5 мм, намотанного на ферритовом сердечнике 8х10 мм. Катушка для нагрева металлических изделий выполняется из толстой проволоки и имеет 10-30 витков, намотанных на оправке 3-10 см. Емкости используются 6х330 нФ на 250 В.
Простая схема
Одним из наиболее простых индукционных нагревателей является устройство, представленное на схеме:
Применяемые транзисторы имеют следующую распиновку:
Сборка выполняется в такой последовательности:
- Транзисторы закрепляем на большой теплоотвод.
 При использовании одного радиатора, транзисторы следует фиксировать через резиновые прокладки и пластиковые шайбы, чтобы избежать замыкания между элементами.
При использовании одного радиатора, транзисторы следует фиксировать через резиновые прокладки и пластиковые шайбы, чтобы избежать замыкания между элементами. - Дроссели наматываем на кольцах из порошкового железа. Их можно взять от компьютерного блока питания. Провод используем 1,2 мм, количество витков – 7-15.
- Конденсаторы собираем в виде батареи с общей емкостью 4,7 мкФ. Все элементы между собой соединяем параллельно.
- Катушку наматываем проводом 2 мм в количестве 8 витков.
- Собираем нагреватель по схеме навесным монтажом либо на плате.
Закончив сборку, устройство при подаче напряжения начинает сразу же работать. В качестве источника питания можно задействовать АКБ на 12 В и 7,2 А. Ток на холостом ходу составляет 6-8 А. Если в контур поместить металлический предмет, потребляемый ток увеличится до 12 А.
Нагреватель на 3кВт
Для того чтобы индукционный нагреватель мог плавить разный металл (алюминий, медь, сталь), потребуется мощное устройство. Его можно собрать также своими руками по аналогии с приведенными схемами.
Его можно собрать также своими руками по аналогии с приведенными схемами.
Компоненты
Основными составляющими мощного нагревателя являются инвертор, драйвер, трансформатор и RLC-контур. Инвертор преобразовывает постоянный ток в переменный. Для мощного устройства его работа должна быть стабильной. Также используется защита МОП-транзистора от перепадов напряжения. При скачках возникают шумы, переключающие изделие на ВЧ, что приводит к перегреву транзистора и его выходу из строя.
В нижней части печатной платы расположены линии с большими токами. Для этого используется несколько слоев меди, что позволяет пропускать токи больших величин, а именно — более 50 А. В конструкции задействуются алюминиевые радиаторы с водяным охлаждением для рассеивания тепла от транзисторов.
Схема инвертора:
Драйвер имеет следующее схематическое решение, которое позволяет самостоятельно останавливаться на частоте резонанса.
Блок конденсаторов имеет номинал 4,4 мкФ и способен выдерживать 300 А.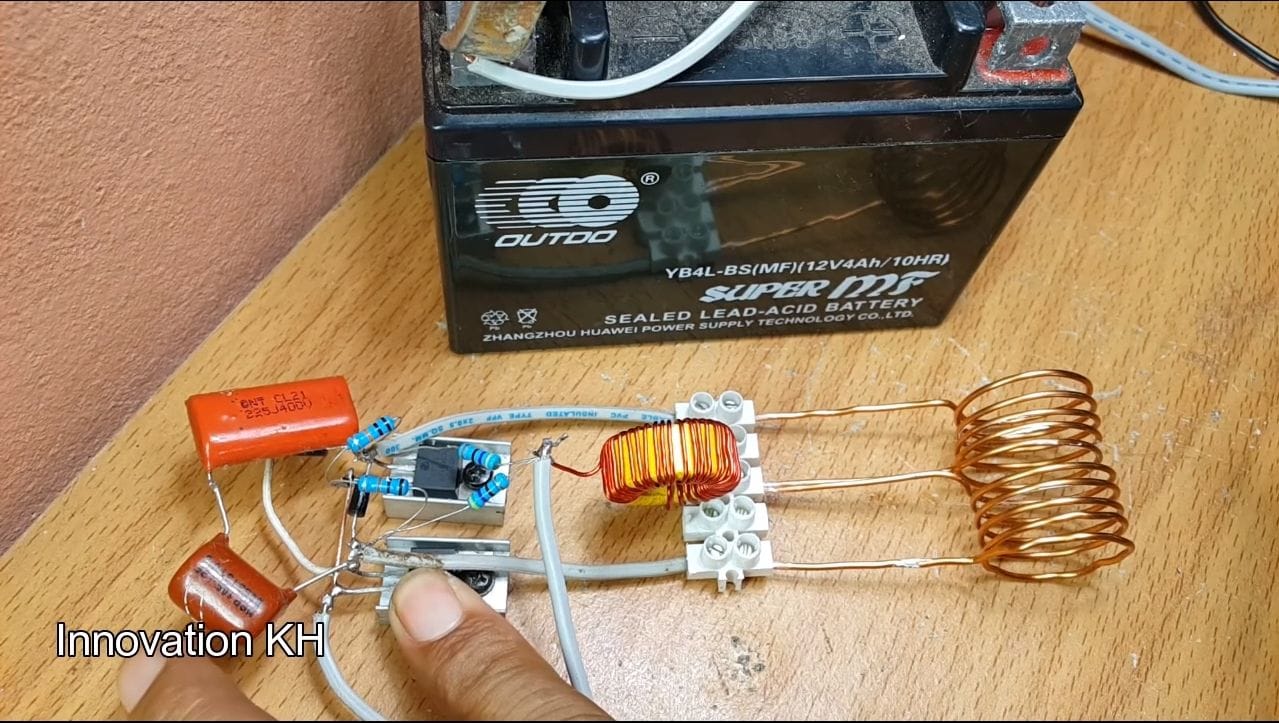 Катушка используется с индуктивностью порядка 1 мкГн. Для крепления конденсаторов следует использовать медную шину, в которой нужно проделать отверстия и паяльником припаять к ним емкости. Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Катушка используется с индуктивностью порядка 1 мкГн. Для крепления конденсаторов следует использовать медную шину, в которой нужно проделать отверстия и паяльником припаять к ним емкости. Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Для изготовления трансформатора на кольцах следует выполнить намотку из провода 0,54 мм, состоящего из 64 нитей. Это позволит выдерживать нагрузку в 50 А.
Для рабочей катушки используется трубка 9 мм от холодильника. Катушка состоит из 4-6 витков, намотанных на оправке около 50 мм.
Готовая конструкция имеет вид, как на фото.
С работой устройства на 12 киловатт можно ознакомиться по видео. Основное отличие со схемой на 3 кВт заключается в использовании управляемого микропроцессорного драйвера, более мощных транзисторах и больших радиаторах. Питание нагревателя на 12 кВт осуществляется от сети 220 В.
Из сварочного инвертора
Нагреватель можно выполнить из инвертора для сварки. Однако просто подключить катушку к клеммам устройства нельзя – он попросту выйдет из строя. Чтобы задействовать инвертор в качестве индукционного нагревателя, потребуется сложная переделка, которую невозможно выполнить без знаний в области радиоэлектроники.
Вкратце переоборудование сводится к следующему: первичную обмотку катушки подсоединяют после преобразователя ВЧ инвертора вместо встроенной катушки сварочного прибора. Также нужно будет убрать диодный мост и произвести монтаж конденсаторного блока.
Читайте также: Катушка для удлинителя своими руками
Меры безопасности
При работе с нагревателем индукционного типа нужно учитывать следующие моменты:
- эксплуатация должна быть крайне аккуратной, поскольку повышается вероятность получения ожогов как от нагреваемых предметов, так и от элементов устройства;
- создаваемое установкой электромагнитное поле может воздействовать на предметы, расположенные поблизости.
 Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т.п., а также надеть одежду без металлических элементов.
Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т.п., а также надеть одежду без металлических элементов.
Ознакомившись с разными вариантами схем и пошаговыми инструкциями по изготовлению индукционного нагревателя металла своими руками, собрать подобное устройство сможет практически каждый желающий. Единственное, что потребуется, так это минимальные умения в обращении с паяльником, а также опыт чтения схем. Правильный подбор элементов и безошибочная сборка устройства позволят получить своеобразную печь для нагрева, закалки и плавки металлических предметов при конструировании или ремонте чего-либо.
Мощный и простой индуктор своими руками
Индукционный нагреватель — устройство для нагрева металлов, путем воздействия токами Фуко. Сам принцип такого нагревателя известен с давних времен, а сейчас индукционные нагреватели активно применяются во многих областях промышленности. Наш самодельный индуктор прост в использовании, имеет относительно простую конструкцию и не требует никакой настройки. При этом, нагреватель довольно мощный.
Сам принцип такого нагревателя известен с давних времен, а сейчас индукционные нагреватели активно применяются во многих областях промышленности. Наш самодельный индуктор прост в использовании, имеет относительно простую конструкцию и не требует никакой настройки. При этом, нагреватель довольно мощный.
Работает схема индуктора по принципу последовательного резонанса. Повысить мощность устройства можно несколькими способами — подбором более мощных полевых ключей, использованием конденсатора большей емкости в контуре, повышением питающего напряжения.
Собирал я такой индуктор своими руками, чисто из любопытства, чтобы проверить работоспособность схемы.
Дроссель — взял готовый от компьютерного блока питания. Намотан на кольце от порошкового железа и содержит 10-25 витков провода 1,5мм.
Полевые транзисторы — тут выбор большой, в моем случае были использованы N-канальные высоковольтные полевые транзисторы серии IRF740, но желательно использовать полевые транзисторы ориентируясь по минимальному сопротивлению открытого перехода, а также максимально допустимого тока.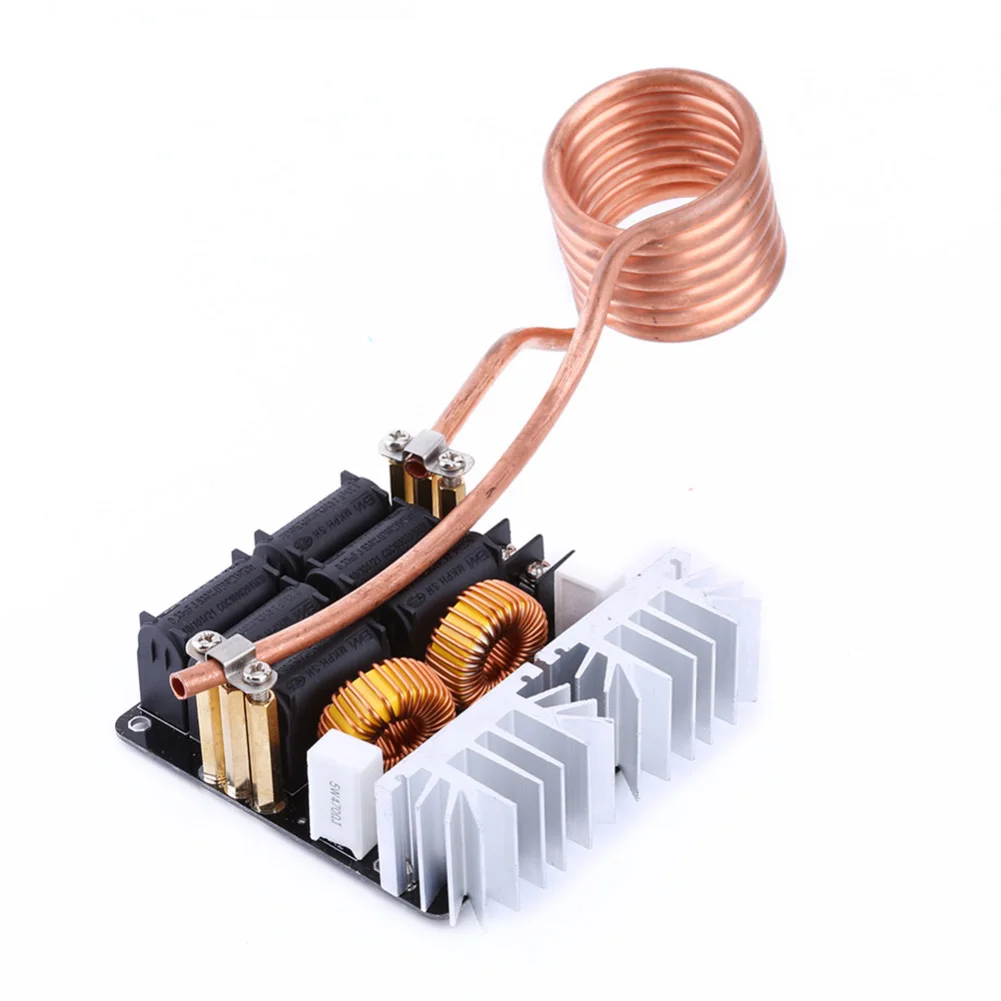 В стандартном варианте советуется использовать силовые ключи серии IRFP250.
В стандартном варианте советуется использовать силовые ключи серии IRFP250.
Параметры этого транзистора:
- Структура N-канал
- Максимальное напряжение сток-исток Uси: 200 В
- Максимальный ток сток-исток при 25 ºС Iси макс.: 30 А
- Максимальное напряжение затвор-исток Uзи макс.: ±20 В
- Сопротивление канала в открытом состоянии Rси вкл.: 85 мОм
- Максимальная рассеиваемая мощность Pси макс.: 190 Вт
- Крутизна характеристики S: 12000 мА/В
- Корпус: TO247AC
- Пороговое напряжение на затворе: 4 В
Очень мощный и довольно дорогой транзистор, но с ним можно получить высокую мощность, при этом потребление может быть в районе 20-40 Ампер!!!
Контур был намотан на оправе с диаметром 4,5 см и состоит из 2х3 витков. Советую мотать сразу 6 витков, затем с 3 витка снять лак на небольшом участке и там же запаять провод, который будет отводом, на него подается силовой плюс. В моем случае для намотки контура был использован провод 1. 5мм, но в идеале нужен провод 3-5мм, мотается по тому же принципу.
5мм, но в идеале нужен провод 3-5мм, мотается по тому же принципу.
Стабилитроны 12-15 Вольт, желательно с мощностью 1-2 ватт, все использованные резисторы 0,5 ватт.
Диоды — обязательно нужны быстрые с обратным напряжением не менее 400 Вольт, можно ставить дешевые ультрафасты UF4007, в моем случае были использованы диоды серии HER305 — с обратным напряжением 400 Вольт, при допустимом токе 3 Ампер.
Увеличить мощность схемы, означает увеличить ток в контуре. Чем больше емкость конденсатора С1, тем больше ток. В моем случае были использованы пленки на 250 Вольт 6 шт 0,33мкФ, но число кол-во конденсаторов в стандартном варианте советуется 15-20 штук с той же емкостью, напряжение конденсаторов 250-400Вольт.
Основной недостаток схемы — немыслимое количество тепловыделения на транзисторах, с моими, довольно хорошими ключами пришлось охлаждать схему двумя кулерами, но даже они не успевали должным образом отводить тепло, поэтому буду думать о водяном охлаждении…
Самодельный индуктор довольно быстро способен разогреть болты стандарта М6, до желтого оттенка.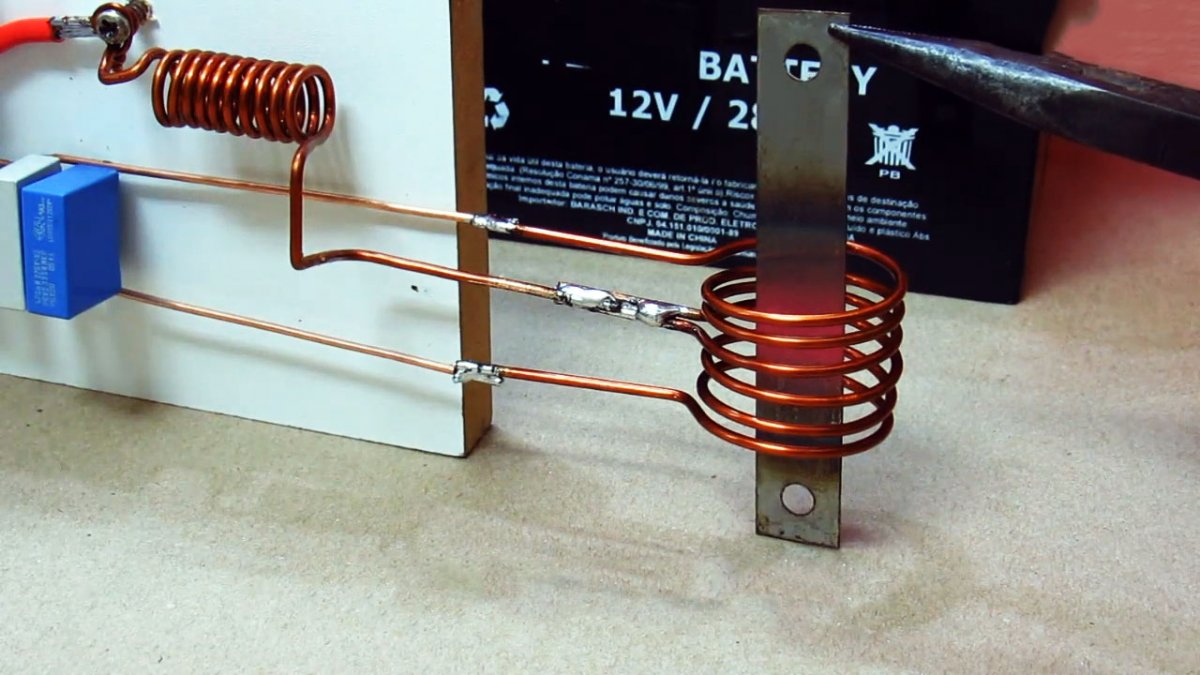
cxema.org — Простейший индукционный нагреватель
Такой индукционный нагреватель без особых усилий сможет раскалить скажем, медный провод с диаметром 1-2 мм до оранжевого свечения. Довольно простая и мощная схема индукционного нагревателя построена всего на двух силовых элементах. Сама схема, из себя представляет простой мультивибратор на мощных полевых транзисторах.
Основной недостаток схемы заключается в том, что схема потребляет огромный ток (10 иногда и 13 Ампер) и имеет низкое КПД, поэтому все основная мощность в виде тепла рассеивается на теплоотводах, к которым укреплены силовые ключи. Ключи тут следует обязательно подобрать высоковольтные с допустимым током 7-10 Ампер (как в моем случае) и более.
В нашем варианте использованы высоковольтные ключи серии IRF750, с успехом можно заменить на IRF840 или более мощные.
Немало важную роль играет играет и сопротивление открытого перехода силового транзистора, чем оно меньше, тем меньше будет перегреваться транзистор, а следовательно, выше будет КПД индуктора в целом.
В случае использования одного теплоотвода, не забываем изолировать транзисторы слюдяными прокладками и изоляционными шайбами. В схеме транзисторы перегреваются так сильно, что вероятно, будет нужда принудительного охлаждения.
В конструкции индуктора также использованы стабилитроны на 15 Вольт — нужны для ограничения напряжения на затворе силовых ключей. Диоды брать обязательно быстрые или ультрабыстрые с током 1 Ампер и более. Можно использовать диоды из линейки HER, (HER305/307 и т.п.)
Сам индуктор состоит из 2х3 витков, провод желательно использовать с диаметром 1,5-4,5мм, если есть, то можно и больше. Используемый провод обязательно медный, желательно одножильный с лаковой изоляцией. Диаметр индуктора в районе 3-5см, намотан в виде спирали.
Дроссель — можно взять готовый от компьютерного блока питании, если он не имеется в наличии, то можно мотать самому. Для намотки подойдет медный провод с диаметром 1,2-2мм, в качестве сердечника желательно использовать кольцо удобного диаметра, материал кольца — феррит или порошковое железо, проницательность не важна.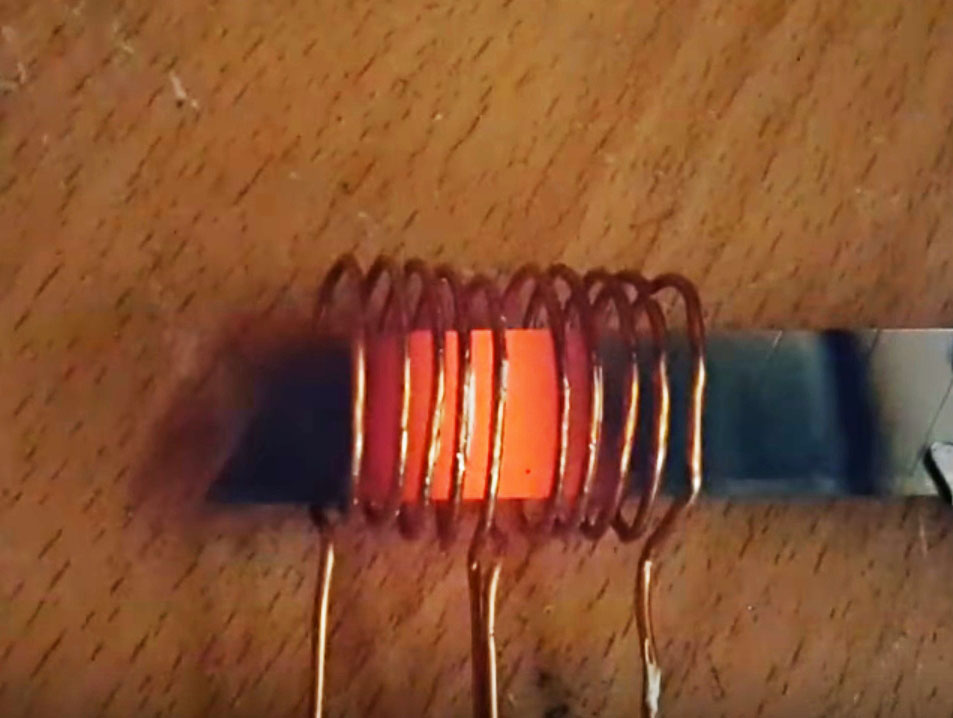
Емкость контурного конденсатора 4-5мкФ, желательно использовать батарею из параллельно соединенных пленочных конденсаторов, суммарная емкость которых будет в пределах указанной. Напряжение конденсаторов не менее 160 Вольт (160-630Вольт).
Схема в сборе
С уважением — АКА КАСЬЯН
Индукционный нагреватель своими руками из микроволновки — Дом своими руками
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор.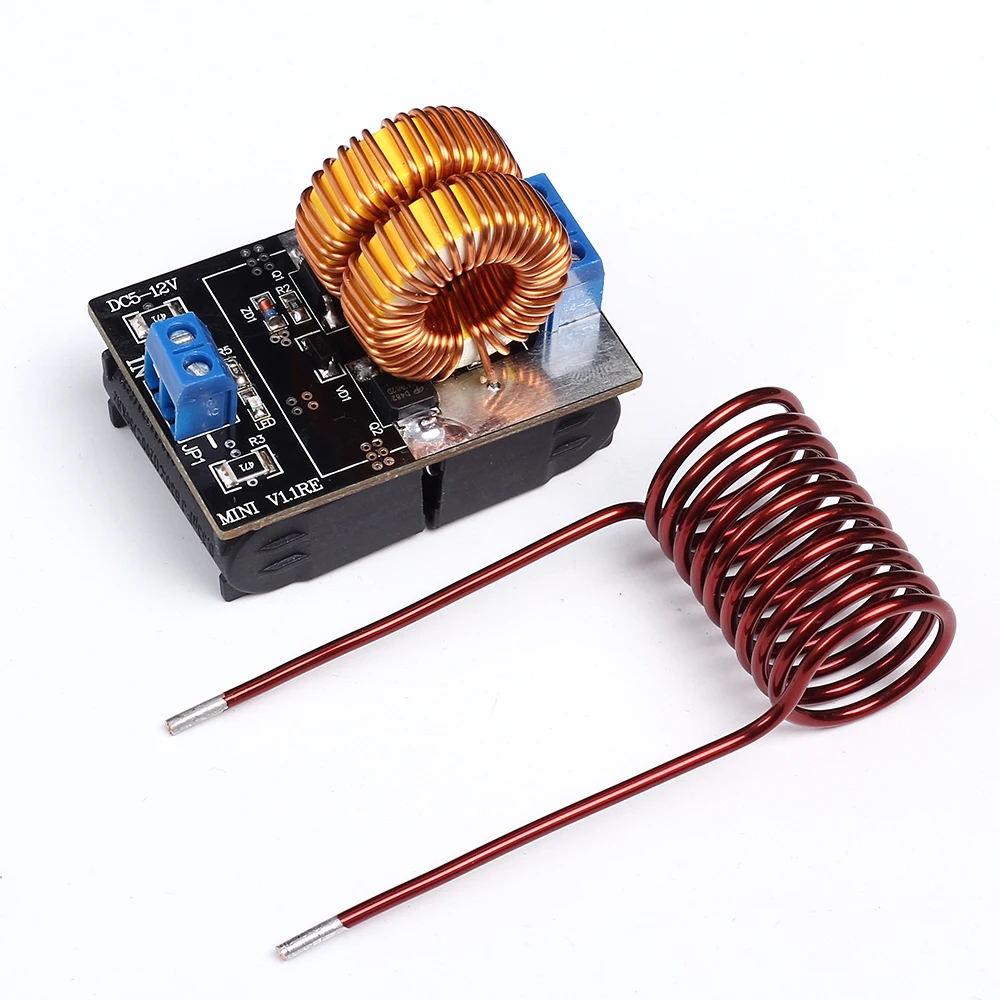 На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.
Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
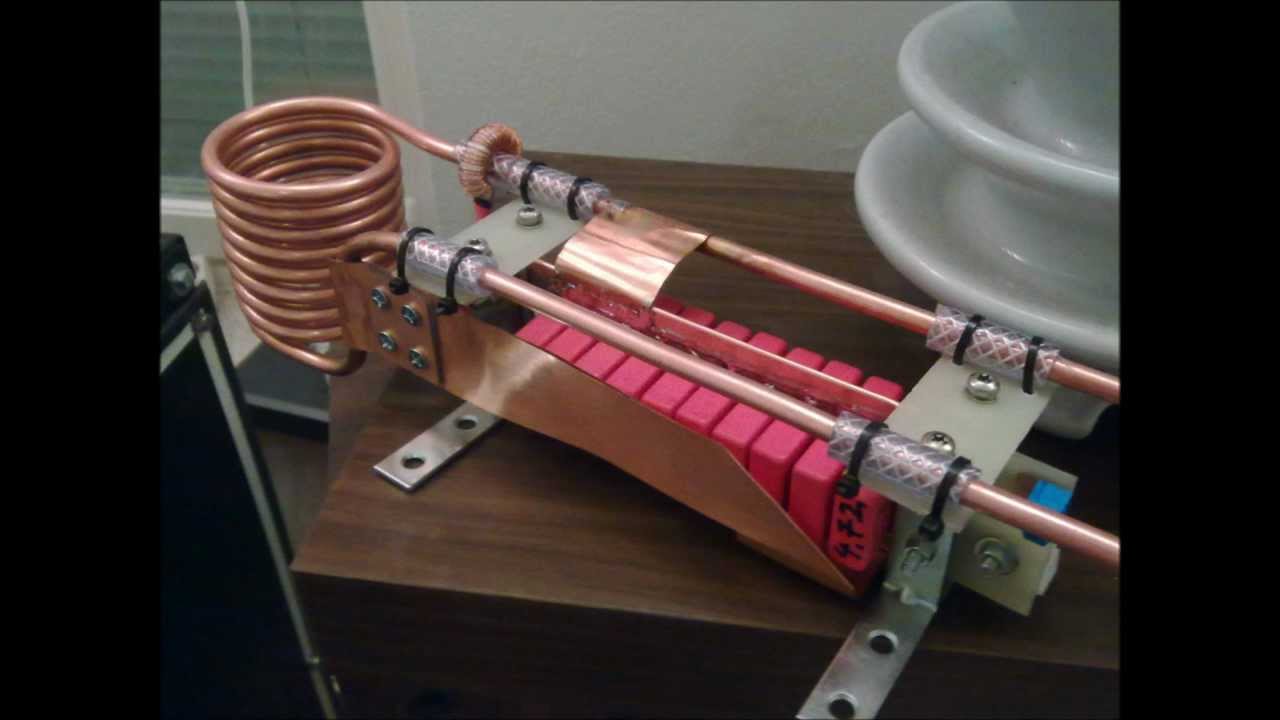
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм?.
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.
Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.
А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет.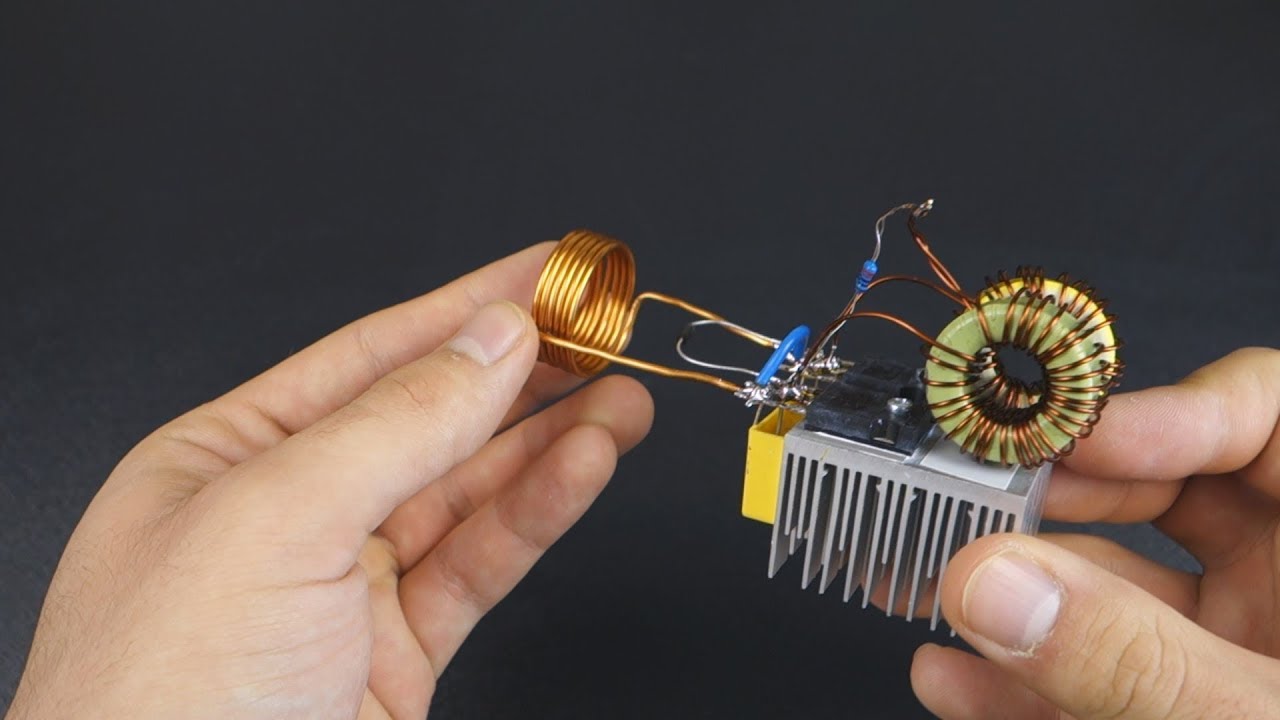 Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!
Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!
Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм? 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.

- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Принципиальные электросхемы, подключение устройств и распиновка разъёмов
Схема самодельного индукционного нагревателя
Вот проект индукционного нагревателя металлов простейшей конструкции, он собран по схеме мультивибратора и часто выступает как первый нагреватель, который делают радиолюбители.
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер.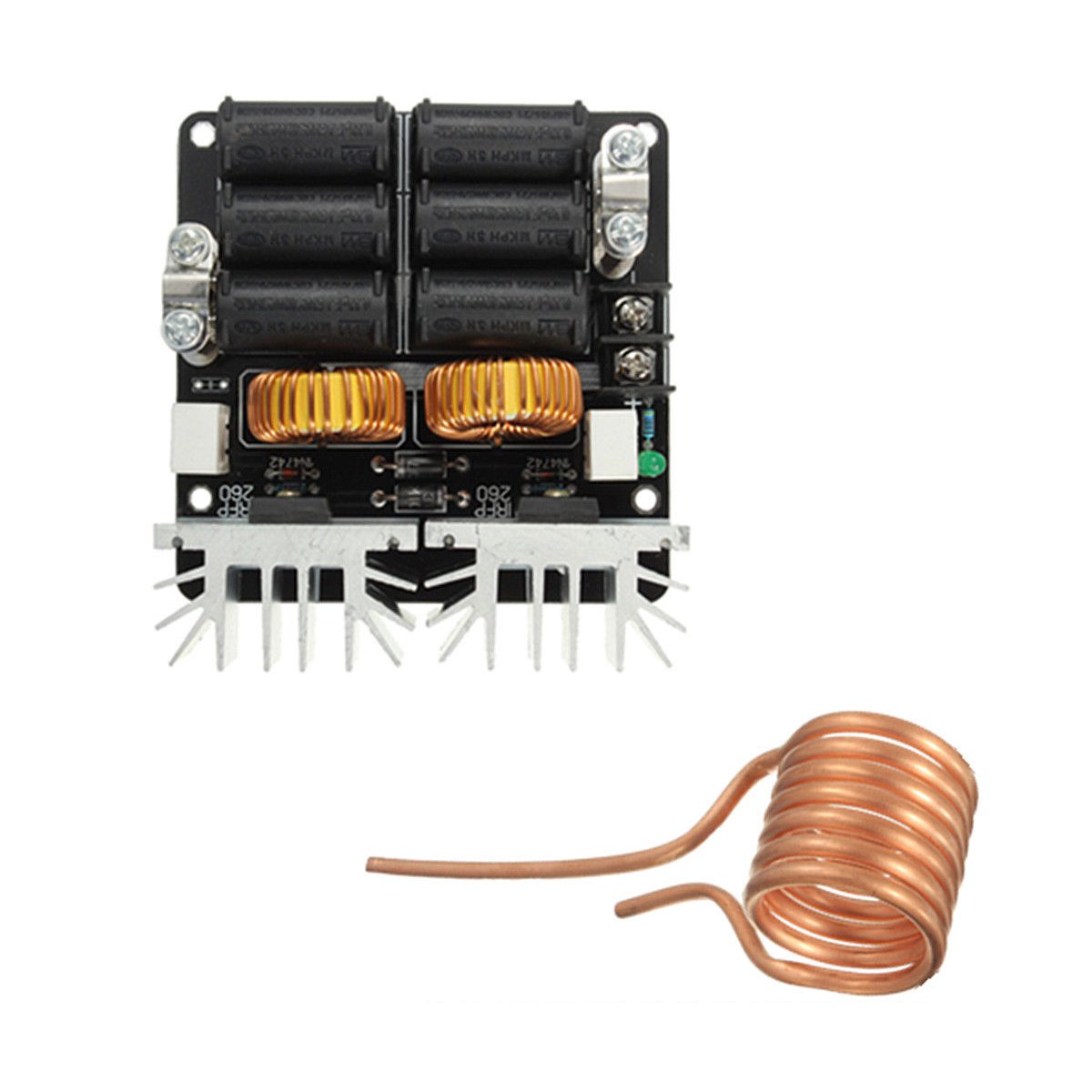 Схема катушка-конденсатор должна работать на их резонансной частоте.
Схема катушка-конденсатор должна работать на их резонансной частоте.
ТВЧ катушка самодельная
Схема принципиальная электрическая
Вот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева.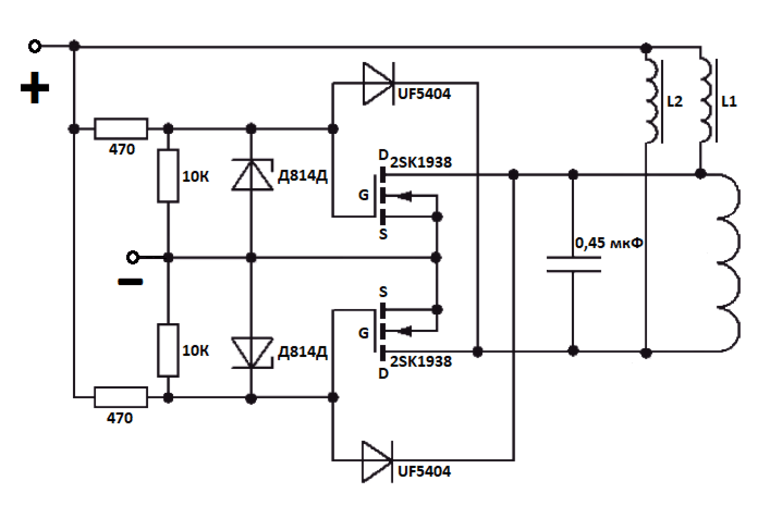 Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.
Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.
Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
Нагрев отвертки до синего цвета ТВЧ
Нагрев ножа ТВЧ
Второй вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8?10 мм.
Схема индукционного нагревателя от сети 220В
Рабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см.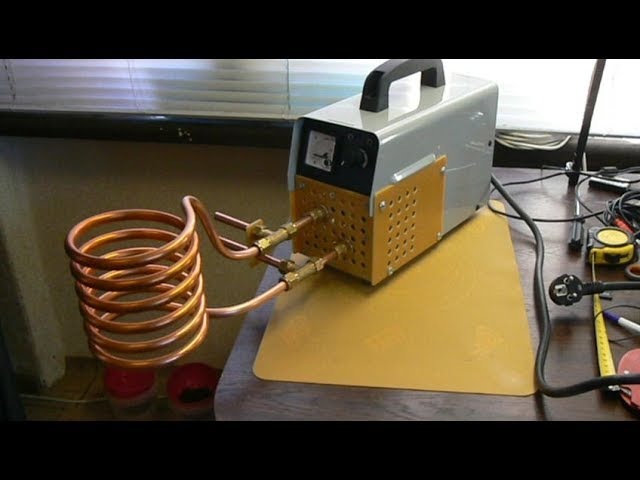 Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
индукционная печь из микроволновки
О сервисе MosCatalogue.net
MosCatalogue.net — это сервис, который предоставляет вам возможность быстро, бесплатно и без регистрации скачать видео с YouTube в хорошем качестве. Вы можете скачать видео в форматах MP4 и 3GP, кроме того можно скачать видео любого типа.
Ищите, смотрите, скачивайте видео — все это бесплатно и на большой скорости. Вы даже можете найти фильмы и скачать их. Результаты поиска можно сортировать, что упрощает поиск нужного видео.
Скачать бесплатно можно фильмы, клипы, эпизоды, трейлеры, при этом вам не нужно посещать сам сайт Youtube.
Скачивайте и смотрите океан бесконечного видео в хорошем качестве. Все бесплатно и без регистрации!
Навигация по записям
Инструменты для технического обслуживания ⋆ ИНТЕРПРОМ
Компания Timken не только создает признанные во всем мире подшипники, но и предлагает высокоточные инструменты для их простой и безопасной установки, демонтажа и обслуживания. Использование такого инструмента способствует повышению производительности и времени бесперебойной работы. Кроме того, компания Timken проводит практическое обучение правильному использованию и обслуживанию оборудования.
Индукционные нагреватели для подшипников
Компания Тимкен предлагает широкий ассортимент высококачественных индукционных нагревателей, созданных специально для требовательного промышленного рынка. Они предназначены для монтажа самого широкого спектра зубчатых колес, втулок, полумуфт, подшипников и других деталей.
Все нагреватели изготовлены в соответствии с международными (IES) и европейскими (CE) нормами безопасности и охраны труда и здоровья. Они снабжены микропроцессором управления электропитанием, электронным таймером, автоматическим контролем температуры и системой размагничивания. Детали могут нагреваться в горизонтальном и вертикальном положениях. Максимальная температура нагрева детали до 150°C для модели VHIN 10 и до 240°C для остальных моделей.
| МОДЕЛЬ VHIN 33 [посмотреть каталог] Turbo модель Plug & Heat – это мощная модель для промышленного применения. Максимальная мощность, обеспечивающая высокую производительность нагрева габаритных деталей. | МОДЕЛЬ VHIS 200 [посмотреть каталог] Высокопроизводительный нагреватель на | МОДЕЛЬ VHIN 850 [посмотреть каталог] Самая большая по размеру и мощности стандартная модель. Мощный нагреватель для особо тяжелых деталей весом до 1 500 кг. |
|---|
ВЕСЬ МОДЕЛЬНЫЙ РЯД С ОПИСАНИЕМ ХАРАКТЕРИСТИК СМОТРИТЕ В КАТАЛОГЕ
- Почему лучше выбрать индукционный нагреватель TIMKEN?
- Индукционный нагрев является превосходным, быстрым и контролируемым методом. Он безопасен и экологичен по сравнению с традиционными нагревами в печах, масляных ваннах или открытым пламенем.
 При традиционных способах нагрева выделяются дым и вредные газы, расходуется масло и они небезопасны для здоровья.
При традиционных способах нагрева выделяются дым и вредные газы, расходуется масло и они небезопасны для здоровья. - В индукционных нагревателях Тимкен используется принцип индукции, подобно трансформатору. Нагреватель и стержни остаются холодными, в то время как сама деталь нагревается. Во время цикла индукционного нагрева деталь в определенной степени намагничивается. Все нагреватели Тимкен имеют автоматическую систему размагничивания после каждого цикла нагрева.
- Все нагреватели Тимкен имеют автоматическую систему размагничивания после каждого цикла нагрева.
- Универсальность, безопасность и качество
- Индукционные нагреватели Тимкен могут использоваться для нагрева зубчатых колес, втулок, подшипников, муфт и других деталей. Надлежащий монтаж продлевает долговечность вашего оборудования, а контролируемый индукционный нагрев поможет предотвратить нежелательные повреждения.
- Цифровая электроника позволяет оптимально контролировать процесс и автоматически регулировать потребление энергии для обеспечения сбалансированного и быстрого нагрева.

- Индукционные нагреватели Тимкен очень надежны.
- Прочная и легкая в применении конструкция позволяет длительно использовать нагреватели в тяжелых условиях промышленного производства.
Такелажные приспособления
Для тех профессионалов по техническому обслуживанию, кто ценит простоту и удобство в обращении с инструментами, компания Тимкен предлагает широкий ассортимент гидравлических и механических съемников, мощностью от 4 до 30 тонн. Они идеально приспособлены для простого демонтажа практически любых механических деталей, установленных на валу, включая подшипники, зубчатые колеса, втулки, приводы и шкивы.
| ГИДРАВЛИЧЕСКИЕ СЪЕМНИКИ [посмотреть каталог] Новые самоцентрирующиеся гидравлические съемники практичны и легко конвертируются в съемник с двумя или тремя лапками. Лапки задвигаются и выдвигаются совместно. Комбинация возможности съема двумя или тремя лапками дает Вам возможность иметь два съемника по цене одного. | МЕХАНИЧЕСКИЕ СЪЕМНИКИ [посмотреть каталог] Компактные и автономные съемники занимают мало места при хранении и легко доставляются к месту выполнения работ. Двухзахватные модели идеальны для работы в ограниченном пространстве. Трехзахватные модели обеспечивают равномерное распределение нагрузки. |
|---|
Монтажные принадлежности
Правильный монтаж является важным шагом в обеспечении длительного срока службы подшипника. Монтажные принадлежности Timken призваны обеспечить быстрый, точный и безопасный монтаж. В каждом наборе ударопрочные пластиковые кольца, помогающие избежать контакта металла с металлом и повреждения вала.
Во время установки торцы колец подшипника находятся в одной плоскости и монтажная оснастка помогает приложить усилие к компоненту с тугой посадкой. При использовании монтажного инструмента усилие передается не через ролики, что предохраняет дорожки качения от повреждения.
МОНТАЖНЫЕ ПРИНАДЛЕЖНОСТИ [посмотреть каталог]
- Набор метрического инструмента включает в себя:
- 33 кольца от 10 до 110 мм
- 3 втулки
- Один безынерционный молоток
- Чемодан 430 x 320 x 100 мм
Помощь заказчикам
Не можете определиться с правильным выбором ? Группа наших специалистов оперативной технической поддержки всегда готова оказать вам помощь при выборе необходимых устройств, а также предложить другие решения, которые способны повысить производительность вашего оборудования и снизить эксплуатационные расходы.
Звоните! +7 (913) 932-81-90
КАТАЛОГ: Оборудование для технического обслуживания и ремонта
Скачать (PDF, 1.22MB)
Индукционный нагреватель
Учебное пособие по индукционному нагревателю
10 кВт и 3 кВт
Отказ от ответственности: в обсуждаемых темах используется высокое напряжение и тепло. Они могут причинить материальный ущерб, а также причинить вред и убить. Этот сайт и автор сделали эту информацию общедоступной только в образовательных целях. Любой, кто читает это и пытается создать устройство на основе какой-либо его части, делает это на свой страх и риск. Это снимает с себя всякую ответственность и никого не поощряет к этому.Индукционный нагреватель — интересное устройство, позволяющее быстро нагревать металлический предмет. При достаточной мощности можно даже расплавить металл. Индукционный нагреватель работает без ископаемого топлива и может отжигать и нагревать предметы различной формы.
 Я задумал сделать индукционный нагреватель, способный плавить сталь и алюминий. До сих пор я мог обеспечить потребляемую мощность более 3 киловатт! Теперь, когда я сделал это, я хотел бы рассказать, как это работает и как вы можете его создать.В конце урока я расскажу и покажу вам, как построить левитационную катушку, которая позволит вам кипятить металлы, находясь в воздухе!
Я задумал сделать индукционный нагреватель, способный плавить сталь и алюминий. До сих пор я мог обеспечить потребляемую мощность более 3 киловатт! Теперь, когда я сделал это, я хотел бы рассказать, как это работает и как вы можете его создать.В конце урока я расскажу и покажу вам, как построить левитационную катушку, которая позволит вам кипятить металлы, находясь в воздухе!В первой части этого руководства я расскажу о моей разработке инвертора на 3 кВт. Моей первоначальной целью было быстрое нагревание металлов. Моей следующей целью было левитировать металлы. Мне это удалось, но я понял, что не могу левитировать из твердой меди и стали. Их плотность была слишком велика для магнитного поля. Это была моя конечная цель: поднять и приостановить расплавленную медь и сталь.В конце этого руководства я перейду к разработке блока мощностью 10 кВт, который реализовал эту цель. Я также остановлюсь на проблемах, которые пришлось преодолеть, чтобы этого добиться.
Начнем.
Мой индукционный нагреватель — это инвертор. Инвертор использует источник постоянного тока и преобразует его в переменный ток. Электропитание переменного тока приводит в действие трансформатор, который соединен с последовательным баком LC. Частота инвертора устанавливается на резонансную частоту резервуара, что позволяет генерировать очень высокие токи внутри катушки резервуара.2. Заготовка похожа на однооборотную катушку; рабочая катушка имеет несколько витков. Таким образом, у нас есть понижающий трансформатор, поэтому в заготовке генерируются еще более высокие токи.
Я хотел бы поблагодарить Джона Дирмонда, Тима Уильямса, Ричи Бернетта и других участников форума 4hv за неоценимую помощь за то, что они помогли мне разобраться в этой теме. А теперь, прежде чем мы поговорим подробнее, давайте посмотрим, что он может делать:
Позже дам ссылку на видео, где он работает.Вот инвертор:
Теперь я перейду к каждой части. Затем я дам схемы, расскажу о том, как вы можете построить это устройство.
Затем я дам схемы, расскажу о том, как вы можете построить это устройство.
Схема простого индукционного нагревателя своими руками
Этот замечательный небольшой проект демонстрирует принципы высокочастотной магнитной индукции и способы изготовления индукционного нагревателя. Схема очень проста в сборке и использует только несколько общих компонентов. С показанной здесь индукционной катушкой схема потребляет около 5 А от источника питания 15 В, когда наконечник отвертки нагревается.Кончик отвертки нагревается докрасна примерно за 30 секунд!
В схеме управления используется метод, известный как ZVS (переключение при нулевом напряжении), для активации транзисторов, который обеспечивает эффективную передачу энергии. В схеме, которую вы видите здесь, транзисторы почти не нагреваются из-за метода ZVS. Еще одна замечательная особенность этого устройства заключается в том, что это саморезонансная система, которая автоматически работает на резонансной частоте подключенной катушки и конденсатора. Если вы хотите сэкономить время, в нашем магазине есть индукционный нагреватель.Возможно, вы все еще захотите прочитать эту статью, чтобы получить несколько полезных советов по правильной работе вашей системы.
Если вы хотите сэкономить время, в нашем магазине есть индукционный нагреватель.Возможно, вы все еще захотите прочитать эту статью, чтобы получить несколько полезных советов по правильной работе вашей системы.
Как работает индукционный нагрев?
Когда магнитное поле изменяется рядом с металлом или другим проводящим объектом, в материале индуцируется ток (известный как вихревой ток), который генерирует тепло. Вырабатываемое тепло пропорционально квадрату тока, умноженному на сопротивление материала. Эффекты индукции используются в трансформаторах для преобразования напряжений во всех видах приборов.Большинство трансформаторов имеют металлический сердечник, поэтому при использовании в них наведены вихревые токи. Разработчики трансформаторов используют разные методы, чтобы предотвратить это, поскольку нагрев — это просто пустая трата энергии. В этом проекте мы будем напрямую использовать этот нагревательный эффект и постараемся максимизировать нагревательный эффект, создаваемый вихревыми токами.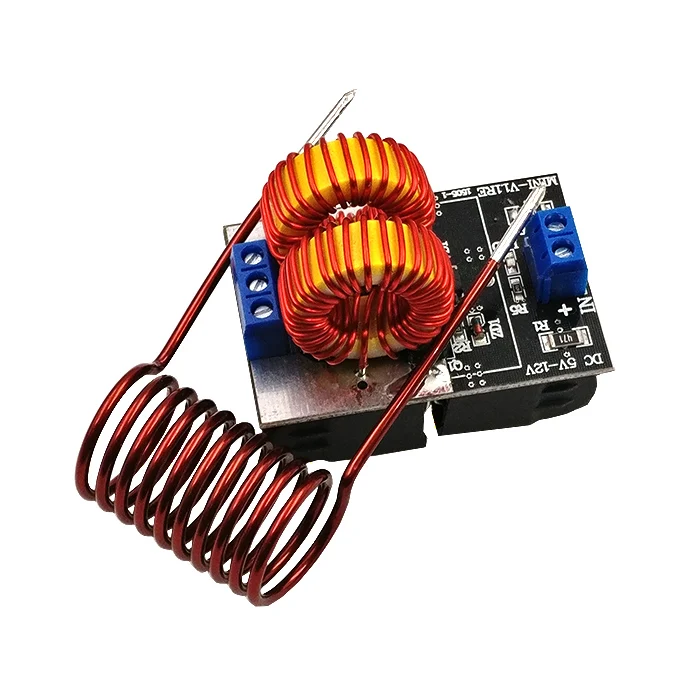
Если мы приложим непрерывно изменяющийся ток к катушке с проволокой, у нас будет постоянно изменяющееся магнитное поле внутри нее. На более высоких частотах индукционный эффект довольно силен и имеет тенденцию концентрироваться на поверхности нагреваемого материала из-за скин-эффекта.Типичные индукционные нагреватели используют частоты от 10 кГц до 1 МГц.
ОПАСНО: Данное устройство может создавать очень высокие температуры!
Схема
Используемая схема представляет собой тип коллекторного резонансного генератора Ройера, который имеет преимущества простоты и саморезонансной работы. Очень похожая схема используется в обычных схемах инвертора, используемых для питания люминесцентного освещения, такого как подсветка ЖК-дисплея. Они приводят в действие трансформатор с центральным ответвлением, который повышает напряжение примерно до 800 В для питания фонарей.В этой схеме самодельного индукционного нагревателя трансформатор состоит из рабочей катушки и нагреваемого объекта.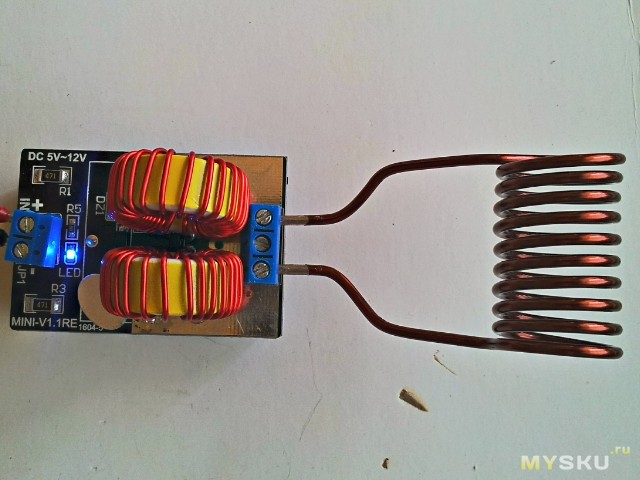
Основным недостатком этой схемы является то, что требуется катушка с отводом по центру, которую может быть немного сложнее намотать, чем обычный соленоид. Катушка с отводом по центру необходима, чтобы мы могли создать поле переменного тока из одного источника постоянного тока и всего двух транзисторов N-типа. Центр катушки подключается к положительному источнику питания, а затем каждый конец катушки попеременно подключается к земле транзисторами, так что ток будет течь вперед и назад в обоих направлениях.
Величина тока, потребляемого от источника питания, будет зависеть от температуры и размера нагреваемого объекта.
Из этой схемы индукционного нагревателя видно, насколько он прост на самом деле. Всего несколько основных компонентов — это все, что нужно для создания рабочего индукционного нагревателя.
R1 и R2 — стандартные резисторы 240 Ом, 0,6 Вт. Значение этих резисторов будет определять, насколько быстро МОП-транзисторы могут включиться, и должно быть достаточно низким.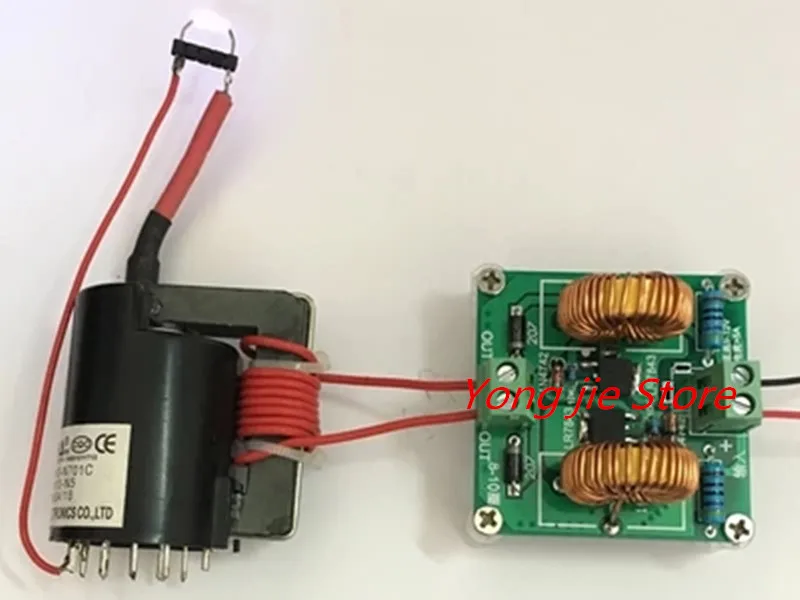 Однако они не должны быть слишком маленькими, так как резистор будет заземлен через диод при включении противоположного транзистора.
Однако они не должны быть слишком маленькими, так как резистор будет заземлен через диод при включении противоположного транзистора.
Диоды D1 и D2 используются для разряда затворов MOSFET. Это должны быть диоды с низким прямым падением напряжения, чтобы затвор был хорошо разряжен, а полевой МОП-транзистор полностью выключился, когда другой включен. Рекомендуются диоды Шоттки, такие как 1N5819, поскольку они имеют низкое падение напряжения и высокую скорость. Номинальное напряжение диодов должно быть достаточным, чтобы выдерживать повышение напряжения в резонансном контуре.В этом проекте напряжение выросло до 70 В.
Транзисторы T1 и T2 представляют собой полевые МОП-транзисторы на 100 В, 35 А (STP30NF10). Для этого проекта они были установлены на радиаторах, но при работе с указанными здесь уровнями мощности они почти не нагревались. Эти полевые МОП-транзисторы были выбраны из-за их низкого сопротивления сток-исток и малого времени отклика.
Катушка индуктивности L2 используется как дроссель для предотвращения попадания высокочастотных колебаний в источник питания и для ограничения тока до приемлемого уровня. Значение индуктивности должно быть довольно большим (у нас было около 2 мГн), но оно также должно быть выполнено из достаточно толстого провода, чтобы пропускать весь ток питания. Если дроссель не используется или у него слишком малая индуктивность, цепь может перестать колебаться. Необходимое точное значение индуктивности будет зависеть от используемого блока питания и настройки катушки. Возможно, вам придется поэкспериментировать, прежде чем вы получите хороший результат. Показанный здесь был сделан путем намотки примерно 8 витков магнитной проволоки толщиной 2 мм на тороидальный ферритовый сердечник. В качестве альтернативы вы можете просто намотать провод на большой болт, но вам понадобится намного больше витков провода, чтобы получить такую же индуктивность, как у тороидального ферритового сердечника.Вы можете увидеть пример этого на фото слева. В нижнем левом углу вы можете увидеть болт, намотанный на множество витков провода оборудования. Эта установка на макетной плате использовалась при малой мощности для тестирования.
Значение индуктивности должно быть довольно большим (у нас было около 2 мГн), но оно также должно быть выполнено из достаточно толстого провода, чтобы пропускать весь ток питания. Если дроссель не используется или у него слишком малая индуктивность, цепь может перестать колебаться. Необходимое точное значение индуктивности будет зависеть от используемого блока питания и настройки катушки. Возможно, вам придется поэкспериментировать, прежде чем вы получите хороший результат. Показанный здесь был сделан путем намотки примерно 8 витков магнитной проволоки толщиной 2 мм на тороидальный ферритовый сердечник. В качестве альтернативы вы можете просто намотать провод на большой болт, но вам понадобится намного больше витков провода, чтобы получить такую же индуктивность, как у тороидального ферритового сердечника.Вы можете увидеть пример этого на фото слева. В нижнем левом углу вы можете увидеть болт, намотанный на множество витков провода оборудования. Эта установка на макетной плате использовалась при малой мощности для тестирования.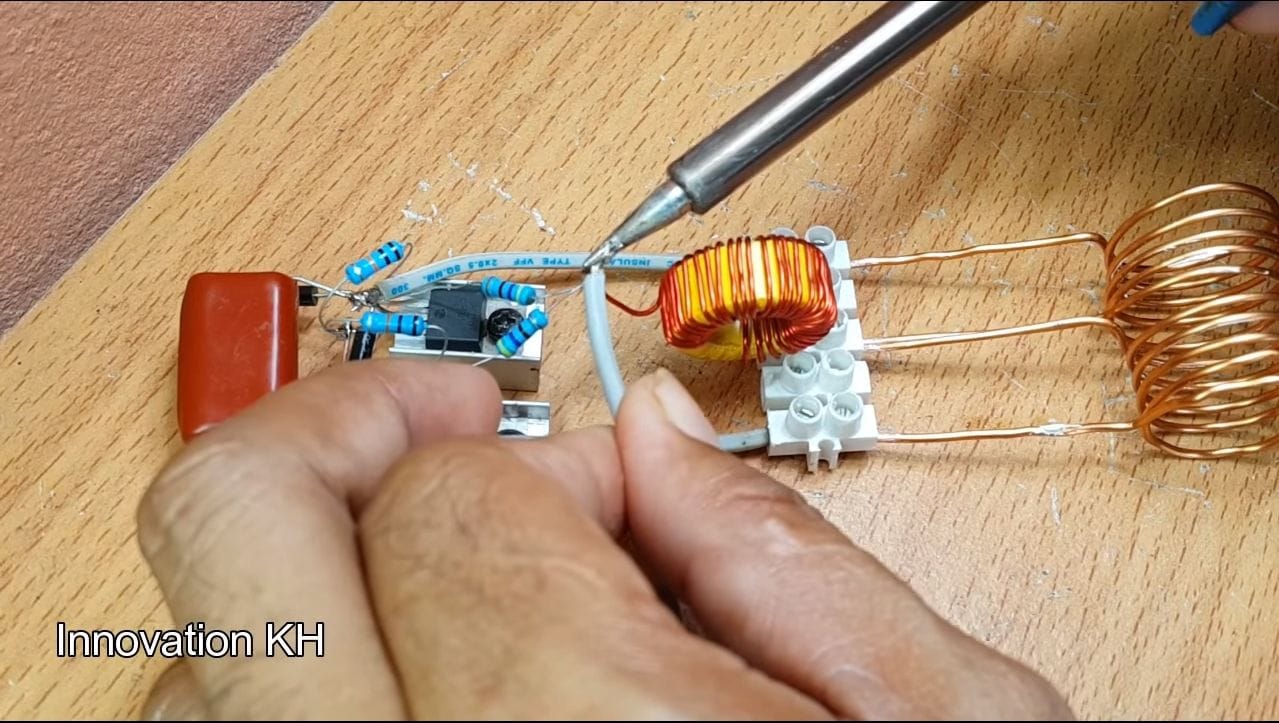 Для большей мощности пришлось использовать более толстую проводку и все спаять вместе.
Для большей мощности пришлось использовать более толстую проводку и все спаять вместе.
Так как компонентов было так мало, мы спаяли все соединения напрямую и не использовали печатную плату. Это также было полезно для выполнения соединений для сильноточных частей, поскольку толстый провод можно было напрямую припаять к клеммам транзистора.Оглядываясь назад, возможно, было бы лучше подключить индукционную катушку, прикрутив ее непосредственно к радиаторам на полевых МОП-транзисторах. Это связано с тем, что металлический корпус транзисторов также является выводом коллектора, а радиаторы могут помочь охладить катушку.
Конденсатор C1 и индуктор L1 образуют резонансный контур резервуара индукционного нагревателя. Они должны выдерживать большие токи и температуры. Мы использовали полипропиленовые конденсаторы емкостью 330 нФ. Более подробная информация об этих компонентах представлена ниже.
Индукционная катушка и конденсатор
Катушка должна быть сделана из толстой проволоки или трубы, так как в ней будут протекать большие токи.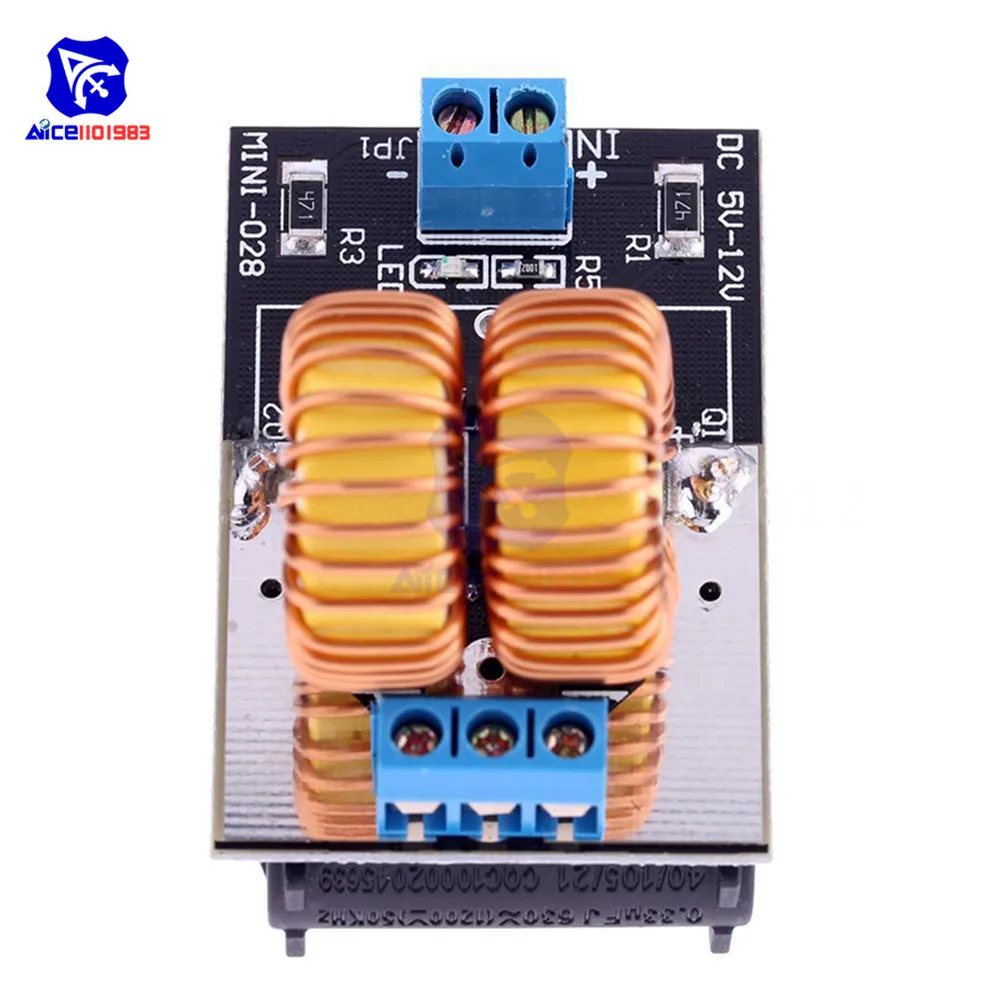 Медная труба работает хорошо, так как токи высокой частоты в любом случае будут проходить в основном по внешним частям. Вы также можете прокачать по трубе холодную воду, чтобы она оставалась прохладной.
Медная труба работает хорошо, так как токи высокой частоты в любом случае будут проходить в основном по внешним частям. Вы также можете прокачать по трубе холодную воду, чтобы она оставалась прохладной.
Конденсатор должен быть подключен параллельно рабочей катушке, чтобы создать резонансный контур резервуара. Комбинация индуктивности и емкости будет иметь определенную резонансную частоту, на которой цепь управления будет работать автоматически.Используемая здесь комбинация катушка-конденсатор резонирует на частоте около 200 кГц.
Важно использовать конденсаторы хорошего качества, которые могут выдерживать большие токи и тепло, рассеиваемое в них, иначе они скоро выйдут из строя и разрушат вашу схему привода. Они также должны быть размещены достаточно близко к рабочей катушке с использованием толстой проволоки или трубы. Большая часть тока будет протекать между катушкой и конденсатором, поэтому этот провод должен быть самым толстым. При желании провода, соединяющие цепь и источник питания, можно сделать немного тоньше.
Этот змеевик здесь был сделан из латунной трубы диаметром 2 мм. Его было просто наматывать и легко паять, но вскоре он начал деформироваться из-за чрезмерного нагрева. Затем повороты касаются друг друга, замыкаясь и делая его менее эффективным. Поскольку во время использования контур управления оставался относительно холодным, казалось, что его можно заставить работать на более высоких уровнях мощности, но необходимо использовать более толстую трубу или охлаждать ее водой. Затем установка была улучшена, чтобы выдерживать более высокий уровень мощности…
Продвигая дальше
Основным ограничением описанной выше схемы было то, что рабочая катушка через короткое время сильно нагрелась из-за больших токов.Для того, чтобы в течение длительного времени иметь большие токи, мы сделали еще одну катушку, используя более толстую латунную трубку, чтобы вода могла прокачиваться, когда она работает. Более толстую трубу было труднее согнуть, особенно в центральной точке отвода.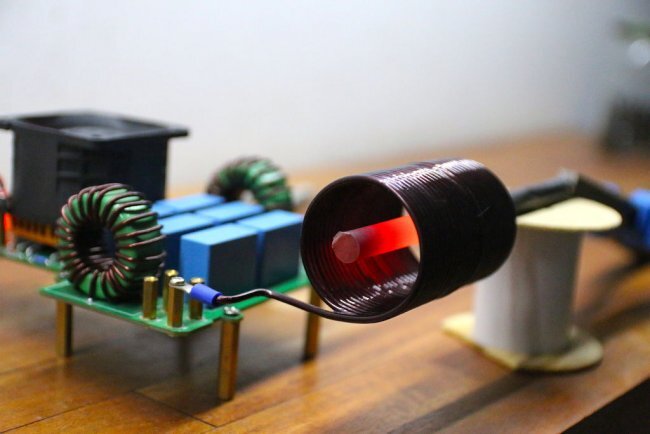 Перед сгибанием трубы необходимо было засыпать ее мелким песком, чтобы избежать защемления на крутых изгибах. Затем он был очищен сжатым воздухом.
Перед сгибанием трубы необходимо было засыпать ее мелким песком, чтобы избежать защемления на крутых изгибах. Затем он был очищен сжатым воздухом.
Индукционная катушка была сделана из двух половин, как показано здесь. Затем они были спаяны вместе, и небольшой кусок трубы из ПВХ использовался для соединения центральных труб, чтобы вода могла протекать через весь змеевик.
В этой катушке было использовано меньше витков, чтобы она имела более низкий импеданс и, следовательно, выдерживала более высокие токи. Емкость также была увеличена, чтобы резонансная частота была ниже. Всего было использовано шесть конденсаторов по 330 нФ, что дало общую емкость 1,98 мкФ.
Кабели, соединяющиеся с катушкой, были просто припаяны к трубе возле концов, оставляя место для установки трубы из ПВХ.
Этот змеевик можно охладить, просто пропустив воду прямо из крана, но для отвода тепла лучше использовать насос и радиатор.Для этого старый насос для аквариума был помещен в ящик с водой, и к выходному патрубку прилегала труба. Эта труба поступала в модифицированный кулер компьютерного процессора, в котором для отвода тепла использовались три тепловые трубы.
Кулер был преобразован в радиатор путем отрезания концов тепловых трубок и последующего соединения их с трубами PCV, чтобы вода протекала через все 3 тепловые трубки, прежде чем выйти и вернуться к насосу.
Если вы сами разрезаете тепловые трубки, делайте это в хорошо вентилируемом помещении, а не в помещении, поскольку они содержат летучие растворители, которые могут быть токсичными для дыхания.Вы также должны носить защитные перчатки, чтобы избежать контакта с кожей.
Этот модифицированный кулер для процессора был очень эффективным в качестве радиатора и позволял воде оставаться довольно прохладной.
Другие необходимые модификации заключались в замене диодов D1 и D2 на диоды, рассчитанные на более высокие напряжения. Мы использовали обычные диоды 1N4007. Это было связано с тем, что с увеличением тока в резонансном контуре наблюдалось большее повышение напряжения. Вы можете видеть на изображении здесь, что пиковое напряжение составляло 90 В (желтый график осциллографа), что также очень близко к номинальному значению транзисторов 100 В.
Вы можете видеть на изображении здесь, что пиковое напряжение составляло 90 В (желтый график осциллографа), что также очень близко к номинальному значению транзисторов 100 В.
Используемый блок питания был настроен на 30 В, поэтому также необходимо было подавать напряжение на затворы транзистора через регулятор напряжения 12 В. Когда внутри рабочей катушки не было металла, она потребляла около 7 А. Когда был добавлен болт на фотографии, он поднялся до 10 А, а затем постепенно снова упал, когда он нагрелся до температуры выше Кюри. С более крупными объектами он, безусловно, превысит 10А, но используемый блок питания имеет предел 10А. Вы можете найти подходящий блок питания на 24 В, 15 А в нашем интернет-магазине.
Болт, который вы видите на фотографии раскаленным докрасна, разогрелся примерно за 30 секунд.Отвертка на первом изображении теперь может нагреться докрасна примерно за 5 секунд.
Чтобы перейти на более высокую мощность, чем эта, необходимо использовать другие конденсаторы или их массив большего размера, чтобы ток распределялся между ними в большей степени. Это связано с тем, что протекающие большие токи и используемые высокие частоты могут значительно нагревать конденсаторы. Примерно через 5 минут использования на этом уровне мощности индукционный нагреватель DIY необходимо выключить, чтобы они могли остыть.Также необходимо использовать другую пару транзисторов, чтобы они могли выдерживать большие скачки напряжения.
Это связано с тем, что протекающие большие токи и используемые высокие частоты могут значительно нагревать конденсаторы. Примерно через 5 минут использования на этом уровне мощности индукционный нагреватель DIY необходимо выключить, чтобы они могли остыть.Также необходимо использовать другую пару транзисторов, чтобы они могли выдерживать большие скачки напряжения.
В целом этот проект оказался вполне удовлетворительным, так как дал хороший результат от простой и недорогой схемы. Как бы то ни было, он может быть полезен для закалки стали или для пайки мелких деталей. Если вы решили создать собственный проект индукционного нагревателя, разместите свои фотографии ниже. Пожалуйста, ознакомьтесь с другими комментариями, прежде чем делать свои собственные, так как это может сэкономить ваше время позже.
Если вы хотите смоделировать этот проект для тестирования различных значений индуктивности или выбора транзисторов, загрузите LTSpice и запустите это моделирование самодельного индукционного нагревателя (щелкните правой кнопкой мыши, Сохранить как)
Насколько жарко станет?
Трудно сказать, насколько горячо вы сможете что-то получить, так как есть много параметров, которые нужно учитывать. Различные материалы будут по-разному реагировать на индукционный нагрев, а их форма и размер будут влиять на то, как нагревание или отвод тепла в атмосферу.
Различные материалы будут по-разному реагировать на индукционный нагрев, а их форма и размер будут влиять на то, как нагревание или отвод тепла в атмосферу.
Вы можете получить приблизительное представление, используя некоторые базовые расчеты по приведенной ниже формуле, или, если хотите, мы сделали удобный калькулятор мощности нагревателя, который может рассчитать это за вас. Эта форма включает в себя материалы (например, воду), которые нельзя нагревать напрямую с помощью индукционных нагревателей, но она по-прежнему полезна, если вы пытаетесь определить, например, мощность, необходимую для нагрева поддона с водой с помощью индукционного нагревателя.
ПРИМЕР: Насколько сильно нагреются 20 г стали за 30 секунд при нагревании с помощью нагревателя мощностью 300 Вт? (при условии, что 100 Вт потеряно для окружающей среды)
Формулы:
Q = m x Cp x ΔT
ΔT = Q ÷ m ÷ Cp
Рабочий:
(300Вт — 100Вт) x 30с = 6000Дж
6000Дж ÷ 20г ÷ 0.466Дж / г ° C = 643,78 ° C
Результат:
Температура 20 г стали повысится на 643,78 ° C при нагревании нагревателем мощностью 300 Вт в течение 30 секунд.
Поиск и устранение неисправностей
Если у вас возникли проблемы с тем, чтобы это работало, вот несколько советов, которые помогут устранить неполадки в вашем домашнем проекте индукционного нагревателя….
PSU (источник питания)
Если ваш PSU не может подавать большой скачок тока при включении индукционного нагревателя, он не будет колебаться. В этот момент напряжение источника питания упадет (хотя блок питания может этого не отображать), и это помешает правильному переключению транзисторов.Чтобы решить эту проблему, вы можете разместить несколько больших электролитических конденсаторов параллельно источнику питания. Когда они заряжены, они смогут подавать в вашу цепь большой импульсный ток. Хорошим мощным источником питания будет наш БП на 24 В 15 А постоянного тока.
Дроссель (индуктор L2)
Это ограничивает мощность вашего индукционного нагревателя. Если ваш не колеблется, вам может потребоваться дополнительная индуктивность, чтобы предотвратить падение напряжения в вашем блоке питания. Вам нужно будет поэкспериментировать с необходимой вам индуктивностью. Лучше иметь слишком много, чем слишком мало, так как это только ограничит мощность нагревателя.Слишком мало может означать, что это вообще не сработает. Если сердечник катушки индуктивности слишком мал, сильный ток приведет к его насыщению и приведет к протеканию слишком большого тока и потенциально повредит вашу схему.
Вам нужно будет поэкспериментировать с необходимой вам индуктивностью. Лучше иметь слишком много, чем слишком мало, так как это только ограничит мощность нагревателя.Слишком мало может означать, что это вообще не сработает. Если сердечник катушки индуктивности слишком мал, сильный ток приведет к его насыщению и приведет к протеканию слишком большого тока и потенциально повредит вашу схему.
Электропроводка
Соединительные провода должны быть короткими, чтобы уменьшить паразитную индуктивность и помехи. Длинные провода добавляют в цепь нежелательное сопротивление и индуктивность, что может привести к нежелательным колебаниям или снижению производительности. Наш кабель питания на 30 А отлично подходит для этого.
Компоненты
Выбранные транзисторы должны иметь низкое падение напряжения / сопротивление в открытом состоянии, в противном случае они перегреются или даже предотвратят колебания системы.Вероятно, IGBT не будут работать, но большинство полевых МОП-транзисторов с аналогичными характеристиками должны подойти. Конденсаторы должны иметь низкое ESR (сопротивление) и ESL (индуктивность), чтобы они могли выдерживать высокие токи и температуры. Диоды также должны иметь низкое прямое падение напряжения, чтобы транзисторы правильно отключались. Они также должны быть достаточно быстрыми, чтобы работать на резонансной частоте вашего индукционного нагревателя.
Конденсаторы должны иметь низкое ESR (сопротивление) и ESL (индуктивность), чтобы они могли выдерживать высокие токи и температуры. Диоды также должны иметь низкое прямое падение напряжения, чтобы транзисторы правильно отключались. Они также должны быть достаточно быстрыми, чтобы работать на резонансной частоте вашего индукционного нагревателя.
Включение питания
При включении не допускайте попадания металла в нагревательную спираль.Это может привести к более сильным скачкам тока, что может помешать возникновению колебаний, как упомянуто выше. Также не пытайтесь нагревать большое количество металла. Этот проект подходит только для небольших индукционных нагревателей. Если вы хотите контролировать или постепенно увеличивать мощность, вы можете использовать одну из наших схем импульсного модулятора мощности. Подробности смотрите в публикации 5108 ниже.
Мозг
Для безопасного выполнения этого проекта вам понадобится разумно работающий мозг. Создание индукционного нагревателя может быть очень опасным, поэтому, если вы новичок в электронике, вам следует попросить кого-нибудь помочь вам сделать это.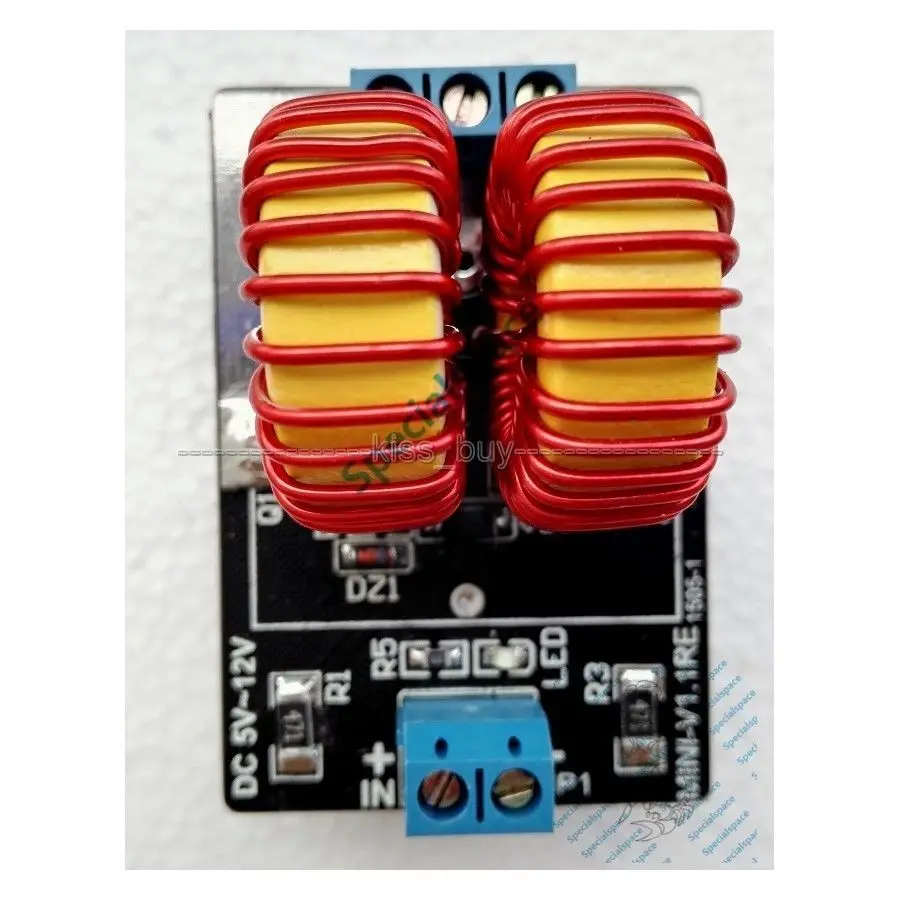 Подходите к делу логически; Если он не работает, проверьте, что используемые компоненты не неисправны, проверьте правильность подключения, прочтите всю эту статью и все комментарии, выполните поиск в Google, если вы не понимаете какие-либо термины, или прочитайте наш раздел «Обучение электронике». Помните: горячее обожжет вас и может поджечь; Электричество может убить вас электрическим током, а также вызвать пожар. Безопасность превыше всего.
Подходите к делу логически; Если он не работает, проверьте, что используемые компоненты не неисправны, проверьте правильность подключения, прочтите всю эту статью и все комментарии, выполните поиск в Google, если вы не понимаете какие-либо термины, или прочитайте наш раздел «Обучение электронике». Помните: горячее обожжет вас и может поджечь; Электричество может убить вас электрическим током, а также вызвать пожар. Безопасность превыше всего.
Индукционный нагреватель для дома — индукционный нагрев, кузницы и т. Д.
Эта штука не выдержит использования в качестве «кузницы». Она предназначена для однократного нагрева одного предмета, например, застрявшего болта… У него не будет рабочего цикла, чтобы делать с ним настоящую «работу» …. Я думаю, вам будет лучше с пропановой горелкой, чем с этой штукой, если вы собираетесь выполнять кузнечную работу ...
Привет, Джон ДеАрмонд. Главный инженер Fluxeon.
Я согласен с вашим советом, что Рой не подходит для ковки чего-либо, кроме самых мелких предметов. Хотя он будет «держаться», он просто не будет производить необходимую мощность. Для серьезной ковки мощности 1500 Вт недостаточно.И когда температура корпуса достигает максимальной уставки, процессор снова увеличивает мощность, чтобы контролировать нагрев.
Хорошая новость в том, что мы разрабатываем нагреватель мощностью 5 и 10 кВт, предназначенный для кузнечного дела. В дополнение к моему собственному кузнечному опыту, у нас есть кузнец, который частично спонсирует разработку, поэтому обогреватель будет разработан для правильного кузнечного обогрева. Следите за обновлениями на сайте http://www.fluxeon.com.
А пока пару советов вам, ребята, которые делают обогреватели.Первый и, вероятно, самый важный совет — не переходите слишком часто. Чем выше частота, тем меньше глубина проникновения из-за скин-эффекта (эмпирическое правило: глубина проникновения в мм = 400 / sqrt (частота)), а также толщина, в которой отводится тепло. Если глубина проникновения слишком мала и мощность достаточно высока для быстрого нагрева, тогда можно нагреть поверхность до рабочей температуры, пока внутри все еще относительно холодно. Это может привести к растрескиванию поверхности.
Если глубина проникновения слишком мала и мощность достаточно высока для быстрого нагрева, тогда можно нагреть поверхность до рабочей температуры, пока внутри все еще относительно холодно. Это может привести к растрескиванию поверхности.
В идеале глубина проникновения должна составлять около 1/3 диаметра детали. Если частота слишком низкая, а глубина проникновения слишком велика, поля исчезнут внутри детали, и она никогда не поднимется выше точки Кюри. Так что лучше немного ошибиться в сторону высоких частот. Мы работаем в диапазоне от 20 до 80 кГц (он может быть изменен пользователем), ожидая, что кузнечные работы будут выполняться в диапазоне 30 кГц.
Если я могу чем-нибудь помочь, пожалуйста, дайте мне знать.
Джон
Индукционный нагреватель DHI-22 PKW — Выпуск
Next Story
от ‘DAWELL CZ ATM KTG 2020 CZ’
Приложение и индукционный нагрев
ИНВЕРТОРНЫЙ НАГРЕВАТЕЛЬ DHI-22 PKW МОЩНЫЙ НАГРЕВАТЕЛЬ ДЛЯ АВТОМАТИЧЕСКОГО ОБСЛУЖИВАНИЯ
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ -22 PKW предназначен для быстрого, эффективного и безопасного нагрева металлических деталей, особенно резьбовых соединений, гаек, частей кузова и трансмиссионных валов легковых автомобилей, автобусов, грузовиков и т. Д.Он заменяет нагрев кислородно-ацетиленовым и бутан-пропановым пламенем. Его можно использовать в операциях, требующих скорости, гибкости и где существует риск повреждения нагретых деталей открытым пламенем (обивка, лак, резиновые сапоги, проводка и т. Д.).
Д.Он заменяет нагрев кислородно-ацетиленовым и бутан-пропановым пламенем. Его можно использовать в операциях, требующих скорости, гибкости и где существует риск повреждения нагретых деталей открытым пламенем (обивка, лак, резиновые сапоги, проводка и т. Д.).ИДЕАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КАЖДОЙ МАСТЕРСКОЙ • Облегчает демонтаж ржавых и клееных резьбовых соединений, старых деталей и конструкций автомобилей, а также для нагрева выхлопных труб, винтов, гаек, подшипников, нагрева инструмента перед закалкой, склеивания, пайки, также подходит для размораживания.• Низкие эксплуатационные расходы, нет необходимости обучать обслуживающий персонал работе с кислородно-ацетиленовыми горелками и пропан-бутановыми горелками. • Простота и быстрота использования — нетребовательность в эксплуатации, быстрая подготовка. • Идеально подходит для использования в автомобильной, железнодорожной и судостроительной промышленности, сельском хозяйстве, металлообработке, промышленности и общем обслуживании.
ОБОРУДОВАНИЕ • Пластиковый кейс и базовый практичный набор катушек. • Защита от перегрева и перегрузки источника и короткого замыкания катушки. • Управление процессором оптимизирует процесс нагрева.• Светодиодная подсветка перед индукционной катушкой. • Доступен широкий выбор аксессуаров DAWELL.
ПРЕИМУЩЕСТВА • Мощность 2,2кВт / 3,8кВА, высокий коэффициент нагрузки — высокая скорость нагрева. • Мобильность — вес 4,5 кг, габариты небольшого сварочного аппарата. • Простота обращения и доступа — соединительный кабель катушки 85 см, маленькая эргономичная ручка, плечевой ремень. Конкретная точка нагрева. • Гибкость и простота использования — источник питания 1x 230 В. Просто подключите, нажмите кнопку и начните нагрев (подключи и работай)! • Эргономичный и качественный дизайн.• Высокая безопасность — отсутствие цилиндров и открытого пламени. • Отсутствие риска повредить пластиковые детали автомобиля, проводку, обивку и лак. • Индукционный нагрев сводит к минимуму травмы обслуживающего персонала и значительно снижает риск возгорания. • Экологичная и экономичная работа с очень тихой работой.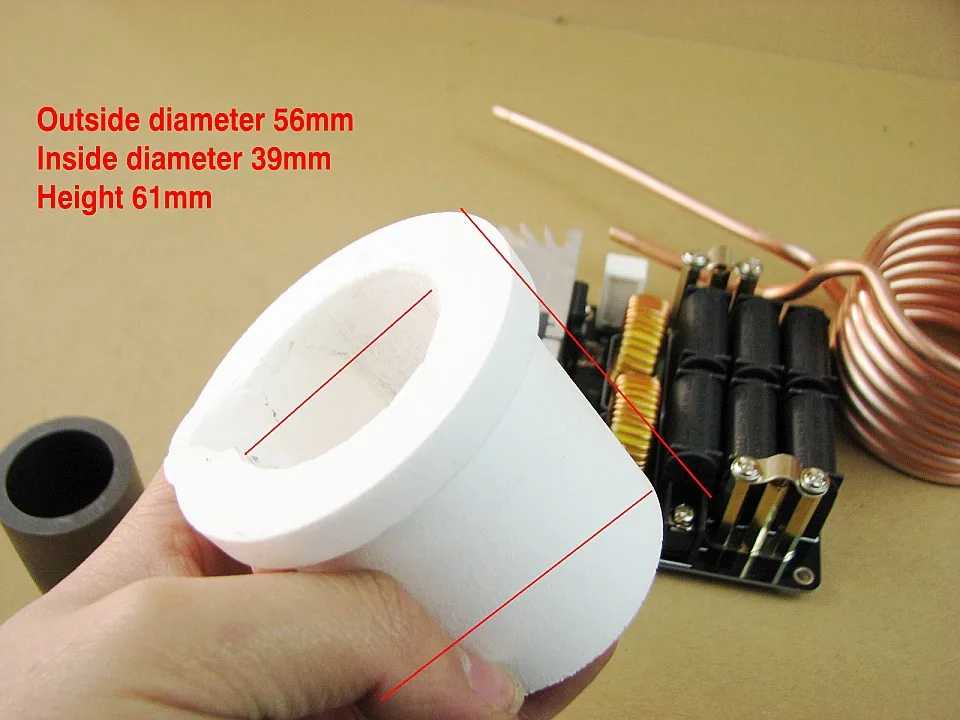
БАЗОВЫЙ НАБОР (№ для заказа 05-300-01) DHI-22 PKW, FLEXI, PAD, 19 мм, 26 мм
ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ДЛЯ АВТОМОБИЛЬНОГО РЕМОНТА DHI-2 WIN БЫСТРЫЙ И БЕЗОПАСНЫЙ НАГРЕВАТЕЛЬ КУЗОВА
Небольшой многофункциональный индукционный нагреватель предназначен для автомастерских.Обеспечивает быстрый и эффективный нагрев металлических деталей и кузовов автомобилей. DHI-2 DENT позволяет регулировать мощность и время нагрева. Это отличный помощник при ремонте небольших ямочек на щеках, повреждениях кузова автомобилей, замене ветрового стекла и других случаях.
ИДЕАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ РЕМОНТА КУЗОВА • Используется в основном для быстрого и эффективного местного нагрева металлических частей кузовов автомобилей. • Выпрямление ямок от града без повреждения кузовной краски. • Катушка PDR (номер для заказа 08-101)
Прецизионный инструмент для нагрева и выравнивания мягких вмятин на кузове автомобилей.
Правильное использование приводит к нулевому повреждению боли. • Катушка DEEP FIELD (номер для заказа 08-103) Катушка для глубокого поля предназначена для нагрева листового металла через магнитно-нейтральные материалы, такие как стекло, пластик, резина и т. Д. • Катушка POWER (номер для заказа 08-102) Нагрев клеевых соединений детали кузова автомобиля.
• Катушка DEEP FIELD (номер для заказа 08-103) Катушка для глубокого поля предназначена для нагрева листового металла через магнитно-нейтральные материалы, такие как стекло, пластик, резина и т. Д. • Катушка POWER (номер для заказа 08-102) Нагрев клеевых соединений детали кузова автомобиля.
БАЗОВЫЙ НАБОР (номер для заказа 08-005): DHI-2 WIN, пластиковый корпус, соединительный кабель, катушка PDR
СВОЙСТВА • Простая настройка параметров и безопасное использование. • Экономия времени за счет использования индукционной техники.• Удобно и быстро использовать.
ОСОБЕННОСТИ • Плавная регулировка выхода. • Настройки времени нагрева. • Многофункциональный дисплей. • Разъем для дистанционного управления.
DHI-2 WIN тонкость и точность Скорость и мощность нагрева DHI-15 PKW
КОМПЛЕКТ ИЗ ДВУХ СПЕЦИАЛЬНЫХ И ТОЧНЫХ ИНДУКЦИОННЫХ НАГРЕВАНИЙ ПО ЦЕНЕ ОДНОГО МНОГОФУНКЦИОНАЛЬНОГО ОБОРУДОВАНИЯ.
Автомобильный набор индукционных нагревателей (номер для заказа 05-100)
МОБИЛЬНЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ DHI-44E LKW БЫСТРЫЙ И БЕЗОПАСНЫЙ НАГРЕВ В АВТОРЕМОНТЕ
ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ DHI-44E LKW — портативный индукционный нагреватель с водяным охлаждением. с двухметровой индукционной горелкой и дополнительными сменными удлинителями катушек фокусировки.Устройство предназначено для нагрева ферромагнитных и токопроводящих материалов. Его компактный и легкий дизайн, высокая выходная мощность и простота использования делают его идеальным для мастерских, автомастерских, мастерских по техническому обслуживанию и ремонтной отрасли в целом.
с двухметровой индукционной горелкой и дополнительными сменными удлинителями катушек фокусировки.Устройство предназначено для нагрева ферромагнитных и токопроводящих материалов. Его компактный и легкий дизайн, высокая выходная мощность и простота использования делают его идеальным для мастерских, автомастерских, мастерских по техническому обслуживанию и ремонтной отрасли в целом.
БАЗОВЫЙ НАБОР (номер для заказа 07-003): DHI-44E LKW Катушка с боковым фокусом Охлаждающая жидкость 2,5 л Катушка с прямыми автомобильными гайками
ПОДДЕРЖИВАЕМЫЕ ТЕХНОЛОГИИ • DHS3, BIPT, DIPA, QST, ACMS, DFU ДЕЛЕФОН РЕМОНТНАЯ ПРОМЫШЛЕННОСТЬ • Облегчает удаление ржавых болтов и старых деталей, нагрев выхлопных трубопроводов, болтов, гаек, подшипников, инструментов перед закалкой, склейкой, пайкой и идеально подходит для размораживания.• Низкие затраты, отсутствие необходимости обучать обслуживающий персонал работе с кислородно-ацетиленовыми и пропан-бутановыми горелками. • Применяется в автомобильной, железнодорожной и судостроительной промышленности, производстве, машиностроении, в мастерских, автомастерских, в системах отопления и трубопроводов, обслуживании и т. Д. • Безопасность — отсутствие огня.
Д. • Безопасность — отсутствие огня.
ОБОРУДОВАНИЕ • Четкий дисплей, способный отображать до 7 параметров. • Водяное охлаждение индукционных катушек. • Плавная регулировка мощности 10-100%. • Таймер и заводские настройки. • USB для обновлений программного обеспечения.• Режим постоянной мощности CP и постоянного магнитного поля
Режим CF. • Светодиодная подсветка перед индукционной катушкой. • Широкий ассортимент аксессуаров DAWELL.
ПРЕИМУЩЕСТВА • Мобильность — вес 11,5 кг, включая водяное охлаждение. • Мощность 3,7кВт / 4кВА, высокий коэффициент нагрузки. • Простота использования — длина горелки 2 м. • Гибкость и простота использования. • Нагрейте болты с глубокой посадкой и труднодоступные легкосплавные колесные диски с помощью узкой автомобильной гайки.
Аббревиатуры поддерживаемых технологий DHI-44 и DHI-120E DHS3
BIPT
DIPA
QST ACMS Dawell Heating Control System 3 Boost Induction Power Technology Dynamic Induction Power Adjust
Quiet Cooling Technology Automatic Check and Monitor System
DFU Device Обновление микропрограммы
NEW
МОБИЛЬНЫЙ МОЩНЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ DHI-120E LKW БЕЗОПАСНЫЙ НАГРЕВ ДЛЯ АВТОМОБИЛЬНОЙ И СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ
DHI-120E LKW — мобильный индукционный нагреватель с водяным охлаждением, оснащенный индукционной горелкой на 4 или 6 метров с возможностью сменные индукционные переходники. Устройство предназначено для нагрева ферромагнитных и токопроводящих материалов. Благодаря компактной конструкции, высокой производительности, универсальности использования с плавной регулировкой мощности, он подходит для различных применений, особенно в автомастерских, мастерских по ремонту грузовых автомобилей и сельскохозяйственной техники, производственных цехах, сварочных мастерских и других отраслях промышленности.
Устройство предназначено для нагрева ферромагнитных и токопроводящих материалов. Благодаря компактной конструкции, высокой производительности, универсальности использования с плавной регулировкой мощности, он подходит для различных применений, особенно в автомастерских, мастерских по ремонту грузовых автомобилей и сельскохозяйственной техники, производственных цехах, сварочных мастерских и других отраслях промышленности.
ИДЕАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КАЖДОЙ МАСТЕРСКОЙ • Нагревание ржавых болтов, гаек и старых деталей, правка стальных рам и шасси грузовых автомобилей. • Нагрев перед закалкой, правкой, ковкой, гибкой конструкционных стальных профилей.• Низкие эксплуатационные расходы, обучение операторов не требуется, как для методов работы с автогенными и пропан-бутановыми горелками. • Простота и удобство использования — простота эксплуатации, быстрый процесс нагрева. • Безопасность и экология — отсутствие пламени. • Использование в автомобильной, железнодорожной, авиакосмической, морской и других отраслях промышленности, в металлообработке, техническом обслуживании.
ПРЕИМУЩЕСТВА • Мобильность — вес 58 кг, включая водяное охлаждение. • Замена автогенных методов работы (пламенный нагрев). • Очень тихая работа.• Мощность 10кВт / 12кВА, высокий коэффициент нагрузки. • Простота использования — горелка длиной 4/6 м. • Гибкость и простота использования. • Прочные и большие колеса на съемном шасси
ОБОРУДОВАНИЕ • Четкий дисплей с визуализацией параметров. • Индукторы с водяным охлаждением. • Режим постоянной мощности CP и режим постоянного магнитного поля CF • Постоянный контроль мощности 10-100%. • USB-соединение для обновления программного обеспечения. • Светодиодное индукционное освещение. • Широкий ассортимент аксессуаров DAWELL. 1000 ° C в течение 15 сек.
БАЗОВЫЙ НАБОР DHI-120E LKW (арт.09-005-01) Змеевик с круглым фокусом охлаждающая жидкость 10 л
ПОДДЕРЖИВАЕМЫЕ ТЕХНОЛОГИИ
DHS3, BIPT, DIPA, QST, ACMS, DFU
Moose Forge
Индукционная кузница
Эта информация
взята verbatem
из Википедии
(написано на оригинальном английском языке
)
 Преимущество индукционной печи — это чистый, энергоэффективный и хорошо контролируемый процесс плавления по сравнению с большинством других способов плавки металлов.Большинство современных литейных предприятий используют этот тип печи, и теперь все больше литейных предприятий заменяют вагранки индукционными печами для плавления чугуна, поскольку первые выделяют много пыли и других загрязняющих веществ. Производительность индукционных печей составляет от менее одного килограмма до ста тонн, и они используются для плавки чугуна и стали, меди, алюминия и драгоценных металлов. Поскольку не используется дуга или горение, температура материала не выше, чем требуется для его плавления; это может предотвратить потерю ценных легирующих элементов.[1] Одним из основных недостатков использования индукционных печей в литейном производстве является недостаточная мощность рафинирования; шихтовые материалы должны быть очищены от продуктов окисления и иметь известный состав, а некоторые легирующие элементы могут быть потеряны из-за окисления (и должны быть повторно добавлены в расплав).
Преимущество индукционной печи — это чистый, энергоэффективный и хорошо контролируемый процесс плавления по сравнению с большинством других способов плавки металлов.Большинство современных литейных предприятий используют этот тип печи, и теперь все больше литейных предприятий заменяют вагранки индукционными печами для плавления чугуна, поскольку первые выделяют много пыли и других загрязняющих веществ. Производительность индукционных печей составляет от менее одного килограмма до ста тонн, и они используются для плавки чугуна и стали, меди, алюминия и драгоценных металлов. Поскольку не используется дуга или горение, температура материала не выше, чем требуется для его плавления; это может предотвратить потерю ценных легирующих элементов.[1] Одним из основных недостатков использования индукционных печей в литейном производстве является недостаточная мощность рафинирования; шихтовые материалы должны быть очищены от продуктов окисления и иметь известный состав, а некоторые легирующие элементы могут быть потеряны из-за окисления (и должны быть повторно добавлены в расплав).
Рабочие частоты варьируются от рабочей частоты (50 или 60 Гц) до 400 кГц или выше, обычно в зависимости от плавящегося материала, мощности (объема) печи и требуемой скорости плавления. Как правило, чем меньше объем расплавов, тем чаще используется печь; это происходит из-за глубины скин-слоя, которая является мерой расстояния, на которое переменный ток может проникнуть под поверхность проводника.При той же проводимости более высокие частоты имеют небольшую глубину скин-слоя, т.е. меньшее проникновение в расплав. Более низкие частоты могут вызвать перемешивание или турбулентность металла.
Предварительно нагретый чугун массой 1 т может расплавить холодную шихту до готовности к выпуску в течение часа. Блоки питания варьируются от 10 кВт до 15 МВт с размером расплава от 20 кг до 30 тонн металла соответственно.
Работающая индукционная печь обычно издает гудение или вой (из-за колебаний магнитных сил и магнитострикции), шаг которого может использоваться операторами, чтобы определить, правильно ли работает печь или на каком уровне мощности.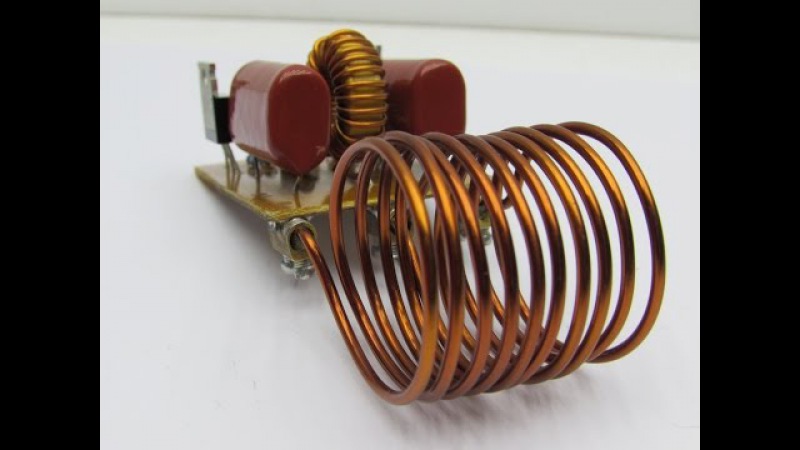
Индукционная ковка
Индукционная ковка — это использование индукционного нагревателя для предварительного нагрева металлов перед деформацией с помощью пресса или молотка. Обычно металлы нагревают до температуры от 1100 ° C (2010 ° F) до 1200 ° C (2190 ° F), чтобы повысить их пластичность и улучшить текучесть в штампе для ковки. [1]
Процесс
Индукционный нагрев — это бесконтактный процесс, в котором для нагрева детали используется принцип электромагнитной индукции. Помещая проводящий материал в сильное переменное магнитное поле, в материале протекает электрический ток, вызывая тем самым джоулева нагрев.В магнитных материалах дополнительно выделяется тепло ниже точки Кюри из-за гистерезисных потерь. Генерируемый ток протекает преимущественно в поверхностном слое, глубина которого определяется частотой переменного поля и проницаемостью материала [2].
Потребляемая мощность
Источники питания для индукционной ковки различаются по мощности от нескольких киловатт до многих мегаватт и, в зависимости от геометрии компонента, могут изменяться по частоте от 50 Гц до 200 кГц. В большинстве приложений используется диапазон от 1 кГц до 100 кГц. [3]
В большинстве приложений используется диапазон от 1 кГц до 100 кГц. [3]
Для выбора правильной мощности необходимо сначала рассчитать тепловую энергию, необходимую для нагрева материала до требуемой температуры за отведенное время. Это может быть сделано с использованием теплосодержания материала, которое обычно выражается в киловатт-часах на тонну, веса обрабатываемого металла и временного цикла. Как только это будет установлено, необходимо учесть другие факторы, такие как излучаемые потери в компоненте, потери в катушке и другие системные потери.Традиционно этот процесс включал в себя длительные и сложные вычисления в сочетании с сочетанием практического опыта и эмпирических формул. Современные методы используют анализ методом конечных элементов [4] и другие методы компьютерного моделирования, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное практическое знание процесса индукционного нагрева.
Выходная частота
Второй важный параметр, который необходимо учитывать, — это выходная частота источника питания. Поскольку тепло в основном генерируется на поверхности компонента, важно выбрать частоту, которая обеспечивает наибольшую практическую глубину проникновения в материал без риска потери тока.[5] Следует принимать во внимание, что, поскольку нагревается только оболочка, потребуется время, чтобы тепло проникло в центр компонента, и что если слишком большая мощность приложена слишком быстро, можно расплавить поверхность компонента. оставляя ядро прохладным. Используя данные теплопроводности материала [6] и требования к однородности (физике), указанные заказчиком, относительно поперечного сечения ∆T, можно рассчитать или создать модель для определения необходимого времени нагрева.Во многих случаях время достижения приемлемого ∆T будет превышать время, которое может быть достигнуто при нагревании компонентов по одному. Ряд решений по перемещению, включая конвейеры, линейные питатели, системы толкателей и питатели с шагающими балками, используются для облегчения нагрева нескольких компонентов при одновременной доставке отдельных компонентов оператору в требуемом временном цикле.
Поскольку тепло в основном генерируется на поверхности компонента, важно выбрать частоту, которая обеспечивает наибольшую практическую глубину проникновения в материал без риска потери тока.[5] Следует принимать во внимание, что, поскольку нагревается только оболочка, потребуется время, чтобы тепло проникло в центр компонента, и что если слишком большая мощность приложена слишком быстро, можно расплавить поверхность компонента. оставляя ядро прохладным. Используя данные теплопроводности материала [6] и требования к однородности (физике), указанные заказчиком, относительно поперечного сечения ∆T, можно рассчитать или создать модель для определения необходимого времени нагрева.Во многих случаях время достижения приемлемого ∆T будет превышать время, которое может быть достигнуто при нагревании компонентов по одному. Ряд решений по перемещению, включая конвейеры, линейные питатели, системы толкателей и питатели с шагающими балками, используются для облегчения нагрева нескольких компонентов при одновременной доставке отдельных компонентов оператору в требуемом временном цикле.
Преимущества
Управляемость процесса — в отличие от традиционной газовой печи, индукционная система не требует цикла предварительного нагрева или контролируемого отключения.Тепло доступно по запросу. В дополнение к преимуществам быстрой доступности в случае прерывания производства на выходе, питание может быть отключено, что позволяет сэкономить энергию и уменьшить масштабирование компонентов.
- Энергоэффективность — благодаря теплу, выделяемому внутри компонента, передача энергии чрезвычайно эффективна. Индукционный нагреватель нагревает только часть, но не атмосферу вокруг него.
- Быстрое повышение температуры — Высокая удельная мощность гарантирует, что компонент очень быстро нагревается.Снижается окалина, дефекты поверхности и нежелательные воздействия на металлургию поверхности.
- Стабильность процесса — процесс индукционного нагрева обеспечивает чрезвычайно равномерное равномерное нагревание, что повышает точность поковки и может в крайних случаях уменьшить припуски на обработку после ковки и положительно сказаться на сроке службы штампа.
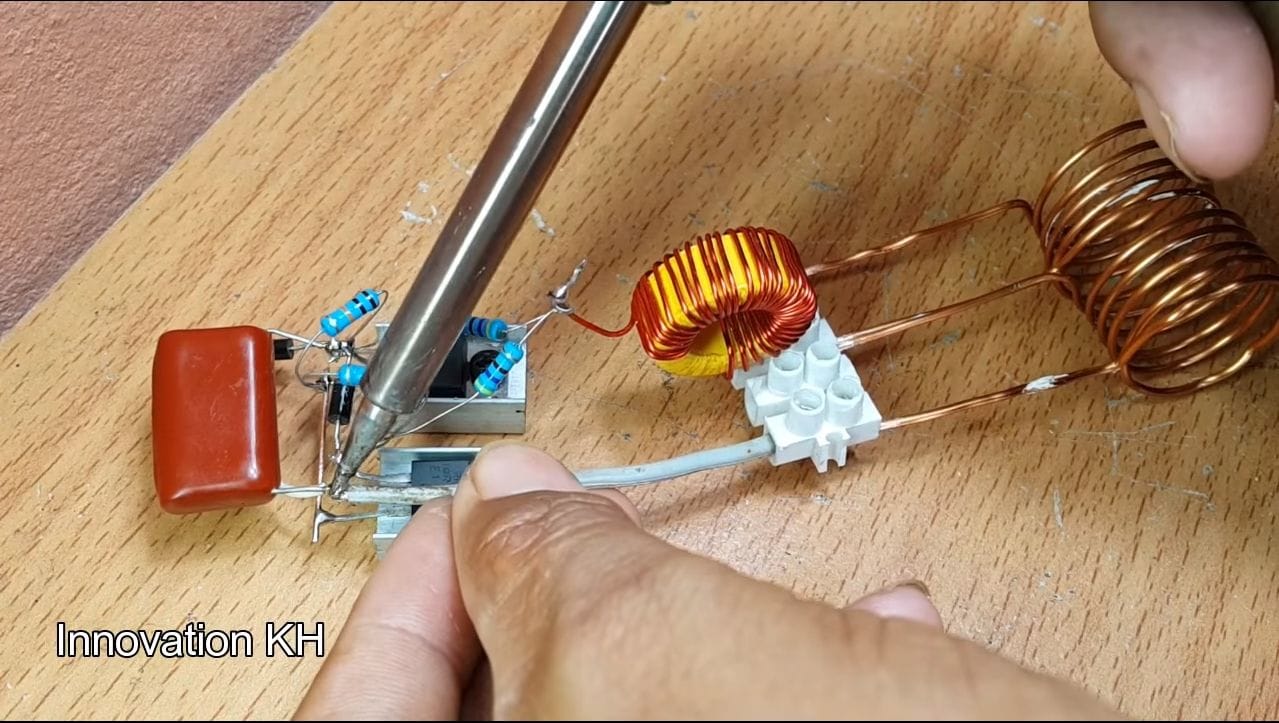
Типы
Подогрев конца стержня
Нагрев конца прутка обычно используется там, где должна быть кована только часть прутка.Типичные области применения нагрева концов прутков:
- Горячая высадка болтов
- Стабилизаторы поперечной устойчивости
- Горный инструмент
В зависимости от требуемой пропускной способности подъемно-транспортные системы могут варьироваться от простых 2- или 3-постовых пневматических толкающих систем до шагающих балок и конвейеров.
Нагрев заготовок
В индукционном нагревателе заготовки нагревается вся заготовка или заготовка. Обычно для коротких заготовок или заготовок используется бункер или чаша, чтобы автоматически подавать заготовки в линию для прижимных роликов, тягачей с цепным приводом или, в некоторых случаях, пневматических толкателей.Затем заготовки проходят через змеевик одна за другой по рельсам с водяным охлаждением или через отверстие змеевика используются керамические вкладыши, которые уменьшают трение и предотвращают износ. Длина рулона зависит от требуемого времени выдержки, продолжительности цикла на компонент и длины заготовки. В больших объемах работы с большим поперечным сечением нет ничего необычного в том, чтобы иметь 4 или 5 катушек последовательно, чтобы получить 5 м (16 футов) катушки или более. [8]
Длина рулона зависит от требуемого времени выдержки, продолжительности цикла на компонент и длины заготовки. В больших объемах работы с большим поперечным сечением нет ничего необычного в том, чтобы иметь 4 или 5 катушек последовательно, чтобы получить 5 м (16 футов) катушки или более. [8]
Типовые детали, обрабатываемые поточным нагревом заготовок: [9]
- Коленчатые валы малые
- Распредвалы
- Фитинги пневматические и гидравлические
- Головки молотковые
- Клапаны двигателя
- Одноступенчатый
Для длинных заготовок можно использовать однократный нагрев.В этом процессе используются аналогичные системы для нагрева концов прутков, за исключением того, что вся заготовка превращается в отдельные спирали. Как и в случае нагрева концов стержня, количество витков зависит от требуемого ∆T и тепловых свойств нагреваемого материала.
Типовые детали, обработанные однократным нагревом заготовок: [10]
- Оси легковые
- Распредвалы для судостроения
Индукционная закалка — это форма термообработки, при которой металлическая деталь нагревается индукционным нагревом, а затем закаляется.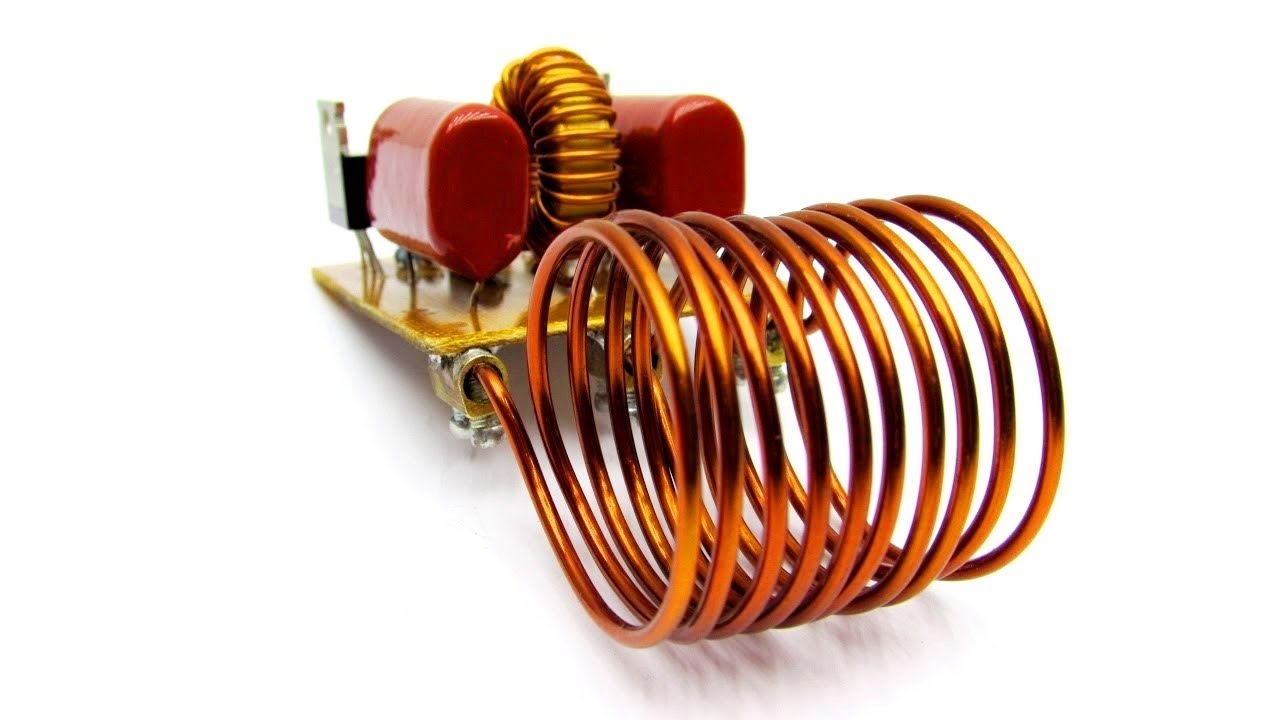 Закаленный металл претерпевает мартенситное превращение, повышая твердость и хрупкость детали. Индукционная закалка используется для выборочного упрочнения участков детали или сборки, не влияя на свойства детали в целом [1].
Закаленный металл претерпевает мартенситное превращение, повышая твердость и хрупкость детали. Индукционная закалка используется для выборочного упрочнения участков детали или сборки, не влияя на свойства детали в целом [1].
Процесс
Индукционный нагрев — это процесс бесконтактного нагрева, в котором используется принцип электромагнитной индукции для производства тепла внутри поверхностного слоя детали. Помещая проводящий материал в сильное переменное магнитное поле, можно заставить электрический ток течь в стали, тем самым создавая тепло из-за потерь I2R в материале.В магнитных материалах из-за гистерезисных потерь выделяется дополнительное тепло ниже точки Кюри. Генерируемый ток протекает преимущественно в поверхностном слое, причем глубина этого слоя определяется частотой переменного поля, поверхностной плотностью мощности, проницаемостью материала, временем нагрева и диаметром стержня или толщиной материала. При закалке этого нагретого слоя в воде, масле или закалке на основе полимера поверхностный слой изменяется с образованием мартенситной структуры, более твердой, чем основной металл. [2]
[2]
Определение
Широко используемый процесс поверхностного упрочнения стали. Компоненты нагреваются с помощью переменного магнитного поля до температуры в пределах или выше диапазона превращения с последующей немедленной закалкой. Сердцевина компонента не подвергается воздействию обработки, и его физические свойства аналогичны свойствам прутка, из которого он был изготовлен, в то время как твердость гильзы может находиться в диапазоне 37/58 HRC. Углеродистые и легированные стали с эквивалентным содержанием углерода в диапазоне 0.40 / 0,45% наиболее подходят для этого процесса. [1]
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Обогреваемая деталь помещается в это интенсивное переменное магнитное поле, в котором внутри детали возникают вихревые токи, а сопротивление приводит к джоулева нагреву металла.
Эта операция чаще всего используется для стальных сплавов.Многие механические детали, такие как валы, шестерни и пружины, перед поставкой подвергаются поверхностной обработке, чтобы улучшить износостойкость. Эффективность этих обработок зависит как от изменения свойств материалов поверхности, так и от введения остаточных напряжений. Среди этих обработок индукционная закалка — одна из наиболее широко используемых для повышения долговечности компонентов. Он определяет в заготовке прочный сердечник с остаточными напряжениями при растяжении и твердый поверхностный слой с напряжением сжатия, которые оказались очень эффективными для увеличения усталостной долговечности и износостойкости компонентов.[3]
Низколегированные среднеуглеродистые стали с индукционной поверхностной закалкой широко используются в автомобилях и машиностроении, требующих высокой износостойкости. Износостойкость деталей с индукционной закалкой зависит от глубины закалки, а также величины и распределения остаточного напряжения сжатия в поверхностном слое [2].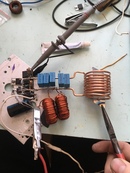
История
Основа всех систем индукционного нагрева была открыта в 1831 году Майклом Фарадеем. Фарадей доказал, что, наматывая две катушки провода вокруг общего магнитного сердечника, можно создать мгновенную ЭДС во второй обмотке, включая и выключая электрический ток в первой обмотке.Он также заметил, что если ток поддерживался постоянным, во второй обмотке не возникала ЭДС, и что этот ток протекал в противоположных направлениях в зависимости от того, увеличивался или уменьшался ток в цепи [4].
Фарадей пришел к выводу, что электрический ток может создаваться изменяющимся магнитным полем. Поскольку не было физической связи между первичной и вторичной обмотками, считалось, что ЭДС во вторичной катушке индуцирована, и таким образом родился закон индукции Фарадея.После открытия эти принципы использовались в течение следующего столетия или около того в конструкции динамо (электрических генераторов и электродвигателей, которые являются вариантами одного и того же) и в форме электрических трансформаторов.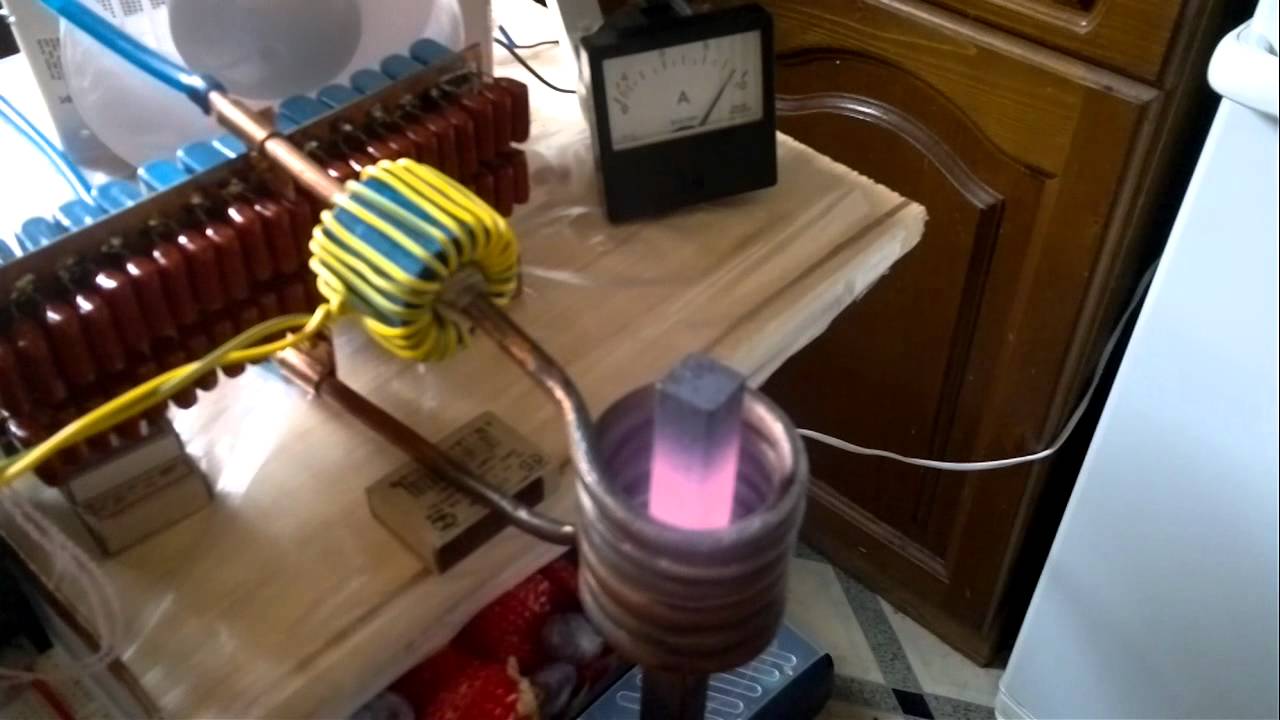 В этих приложениях любое тепло, выделяемое в электрических или магнитных цепях, считалось нежелательным. Инженеры пошли на многое и использовали многослойные сердечники и другие методы, чтобы минимизировать эффекты. [4]
В этих приложениях любое тепло, выделяемое в электрических или магнитных цепях, считалось нежелательным. Инженеры пошли на многое и использовали многослойные сердечники и другие методы, чтобы минимизировать эффекты. [4]
В начале прошлого века эти принципы были исследованы как средство плавления стали, и был разработан двигатель-генератор, обеспечивающий мощность, необходимую для индукционной печи.После всеобщего принятия методологии плавки стали инженеры начали изучать другие возможности использования процесса. Уже было понятно, что глубина проникновения тока в сталь является функцией ее магнитной проницаемости, удельного сопротивления и частоты приложенного поля. Инженеры Midvale Steel и Ohio Crankshaft Company использовали эти знания для разработки первых систем индукционного нагрева с упрочнением поверхности с использованием двигателей-генераторов. [5]
Потребность в быстрых, легко автоматизированных системах привела к значительному прогрессу в понимании и использовании процесса индукционной закалки, и к концу 1950-х годов многие системы, в которых использовались двигатели-генераторы и триодные генераторы с термоэлектронной эмиссией, стали регулярно использоваться во многих отраслях промышленности. В современных индукционных нагревательных установках используются новейшие полупроводниковые технологии и цифровые системы управления, позволяющие развивать диапазон мощности от 1 кВт до многих мегаватт.
В современных индукционных нагревательных установках используются новейшие полупроводниковые технологии и цифровые системы управления, позволяющие развивать диапазон мощности от 1 кВт до многих мегаватт.
Основные методы
Закалка однократным выстрелом
В однокомпонентных системах компонент удерживается статически или вращается в змеевике, и вся обрабатываемая область одновременно нагревается в течение заданного времени, после чего следует либо закалка потоком, либо система закалки каплей. Одиночный выстрел часто используется в тех случаях, когда никакой другой метод не позволяет достичь желаемого результата, например, при упрочнении плоской поверхности молотков, упрочнении кромок инструментов сложной формы или производстве малых шестерен.[6]
В случае упрочнения вала дополнительным преимуществом метода однократной закалки является время производства по сравнению с методами упрочнения с постепенным поперечным перемещением. Кроме того, возможность использования катушек, которые могут создавать продольный ток в компоненте, а не диаметральный поток, может быть преимуществом при определенной сложной геометрии.
У метода одиночного выстрела есть недостатки. Конструкция змеевика может быть чрезвычайно сложным и трудоемким процессом. Часто требуется использование феррита или ламинированных загрузочных материалов, чтобы влиять на концентрацию магнитного поля в определенных областях, тем самым улучшая получаемый тепловой узор.Другой недостаток состоит в том, что требуется гораздо больше мощности из-за увеличенной площади нагреваемой поверхности по сравнению с подходом с поперечным расположением. [7]
Закалка траверса
В системах поперечной закалки заготовка постепенно проходит через индукционную катушку, и используется последующий закалочный распылитель или кольцо. Упрочнение траверсы широко используется при производстве таких компонентов вала, как полуоси, пальцы ковша экскаватора, компоненты рулевого управления, валы для электроинструментов и приводные валы.Компонент подается через индуктор кольцевого типа, который обычно имеет один виток. Ширина поворота определяется скоростью траверсы, доступной мощностью и частотой генератора.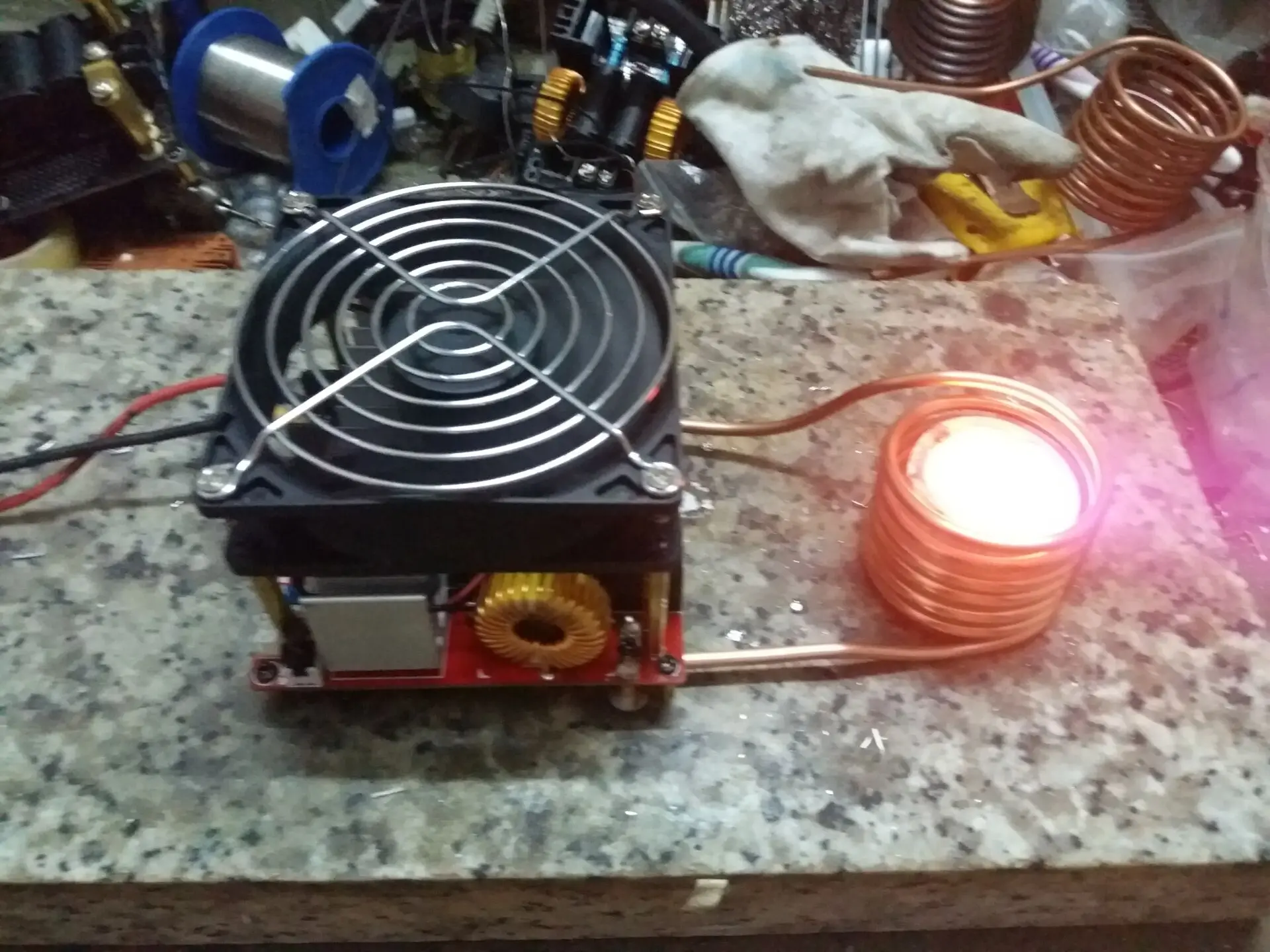 Это создает движущуюся полосу тепла, которая при закалке создает твердый поверхностный слой. Закалочное кольцо может быть либо составной частью следующей конструкции, либо их комбинацией в зависимости от требований приложения. Изменяя скорость и мощность, можно создать вал, закаленный по всей длине или только в определенных областях, а также закалку валов со ступеньками по диаметру или шлицами.При закалке круглых валов нормально вращать деталь во время процесса, чтобы гарантировать удаление любых отклонений из-за соосности спирали и детали.
Это создает движущуюся полосу тепла, которая при закалке создает твердый поверхностный слой. Закалочное кольцо может быть либо составной частью следующей конструкции, либо их комбинацией в зависимости от требований приложения. Изменяя скорость и мощность, можно создать вал, закаленный по всей длине или только в определенных областях, а также закалку валов со ступеньками по диаметру или шлицами.При закалке круглых валов нормально вращать деталь во время процесса, чтобы гарантировать удаление любых отклонений из-за соосности спирали и детали.
также используются при производстве кромочных элементов, таких как ножи для бумаги, ножи для кожи, нижние ножи газонокосилок и ножовки. В этих типах применений обычно используется шпилька или катушка с поперечным потоком, которая находится над краем компонента. Компонент продвигается через змеевик и последующую закалку распылением, состоящую из сопел или просверленных блоков.
Для обеспечения поступательного движения через катушку используется множество методов, и используются как вертикальные, так и горизонтальные системы.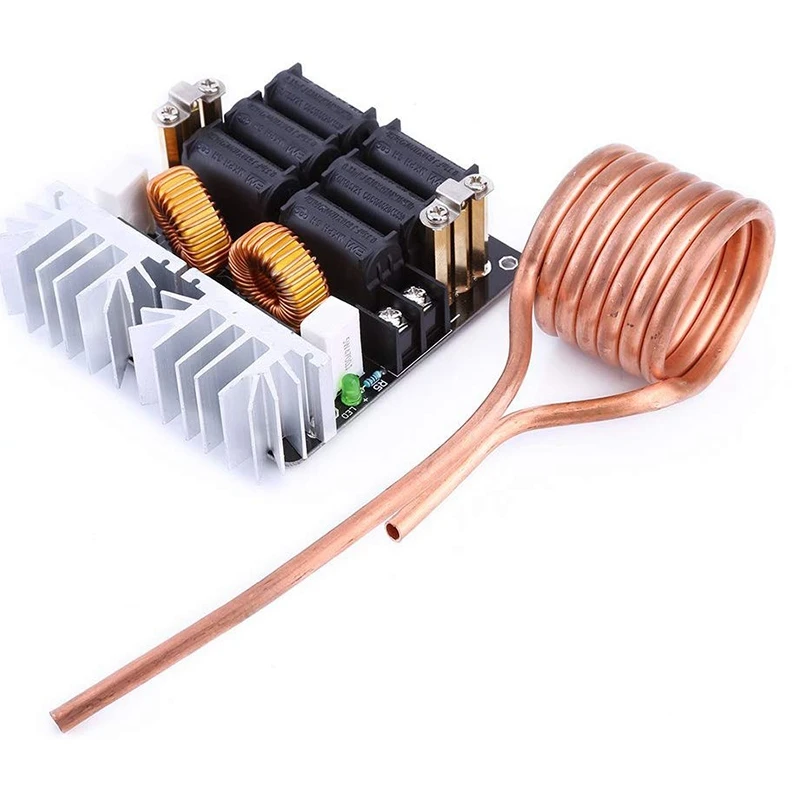 Обычно в них используются цифровой энкодер и программируемый логический контроллер для позиционного управления, переключения, мониторинга и настройки. Во всех случаях необходимо тщательно контролировать и согласовывать скорость перемещения, поскольку изменение скорости будет влиять на глубину твердости и достигаемое значение твердости.
Обычно в них используются цифровой энкодер и программируемый логический контроллер для позиционного управления, переключения, мониторинга и настройки. Во всех случаях необходимо тщательно контролировать и согласовывать скорость перемещения, поскольку изменение скорости будет влиять на глубину твердости и достигаемое значение твердости.
Оборудование
Требуемая мощность
Источники питания для индукционной закалки различаются по мощности от нескольких киловатт до сотен киловатт в зависимости от размера нагреваемого компонента и используемого метода производства i.е. однократная закалка, поперечная закалка или закалка под флюсом.
Для того, чтобы выбрать правильный источник питания, сначала необходимо рассчитать площадь поверхности нагреваемого компонента. Как только это будет установлено, можно использовать различные методы для расчета необходимой плотности мощности, времени нагрева и рабочей частоты генератора. Традиционно это было сделано с использованием серии графиков, сложных эмпирических расчетов и опыта. Современные методы, как правило, используют анализ методом конечных элементов и автоматизированные производственные технологии, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Современные методы, как правило, используют анализ методом конечных элементов и автоматизированные производственные технологии, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Для однократных применений необходимо рассчитать общую площадь обогрева. В случае упрочнения поперечным сечением длина окружности детали умножается на ширину лицевой поверхности бухты. При выборе ширины лицевой стороны катушки необходимо проявлять осторожность, чтобы было практично построить катушку выбранной ширины и чтобы она работала с мощностью, необходимой для применения.
Частота
Системы индукционного нагрева для закалки доступны с множеством различных рабочих частот, обычно от 1 кГц до 400 кГц.Доступны более высокие и более низкие частоты, но обычно они используются для специализированных приложений. Зависимость между рабочей частотой и глубиной проникновения тока и, следовательно, глубиной твердости обратно пропорциональна. т.е. чем ниже частота, тем глубже корпус.
т.е. чем ниже частота, тем глубже корпус.
| Глубина корпуса [мм] | Диаметр стержня [мм] | Частота [кГц] |
|---|---|---|
| 0,8 — 1,5 | от 5 до 25 | от 200 до 400 |
| 1.5 по 3,0 | от 10 до 50 | от 10 до 100 |
| > 50 | от 3 до 10 | |
| 3,0 — 10,0 | от 20 до 50 | от 3 до 10 |
| от 50 до 100 | от 1 до 3 | |
| > 100 | 1 |
Приведенная выше таблица является чисто иллюстративной, хорошие результаты могут быть получены за пределами этих диапазонов путем балансировки плотностей мощности, частоты и других практических соображений, включая стоимость, которая может повлиять на окончательный выбор, время нагрева и ширину катушки.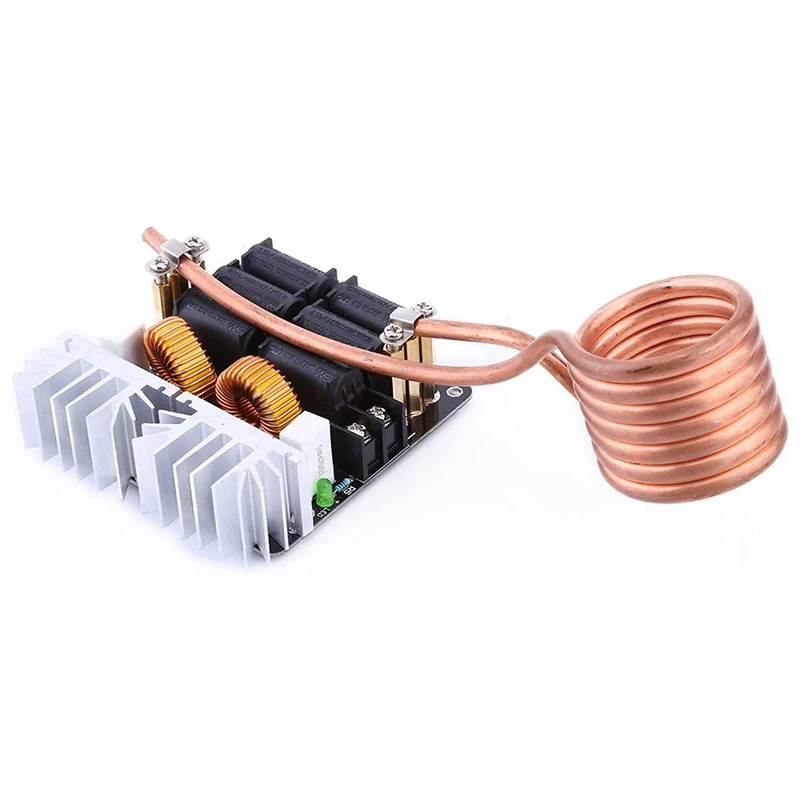 Так же, как плотность мощности и частота, время нагрева материала будет влиять на глубину, на которую тепло будет течь за счет теплопроводности. Время в катушке может зависеть от скорости перемещения и ширины катушки, однако это также будет влиять на общую потребляемую мощность или пропускную способность оборудования.
Так же, как плотность мощности и частота, время нагрева материала будет влиять на глубину, на которую тепло будет течь за счет теплопроводности. Время в катушке может зависеть от скорости перемещения и ширины катушки, однако это также будет влиять на общую потребляемую мощность или пропускную способность оборудования.
Из приведенной выше таблицы видно, что выбор правильного оборудования для любого приложения может быть чрезвычайно сложным, поскольку для получения определенного результата можно использовать более одной комбинации мощности, частоты и скорости.Однако на практике многие варианты сразу становятся очевидными, исходя из предыдущего опыта и практичности.
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться». | |
Индукционный нагрев — Auto Service World
Шведская компания по производству оборудования Josam теперь предлагает индукционные нагреватели для автомастерских.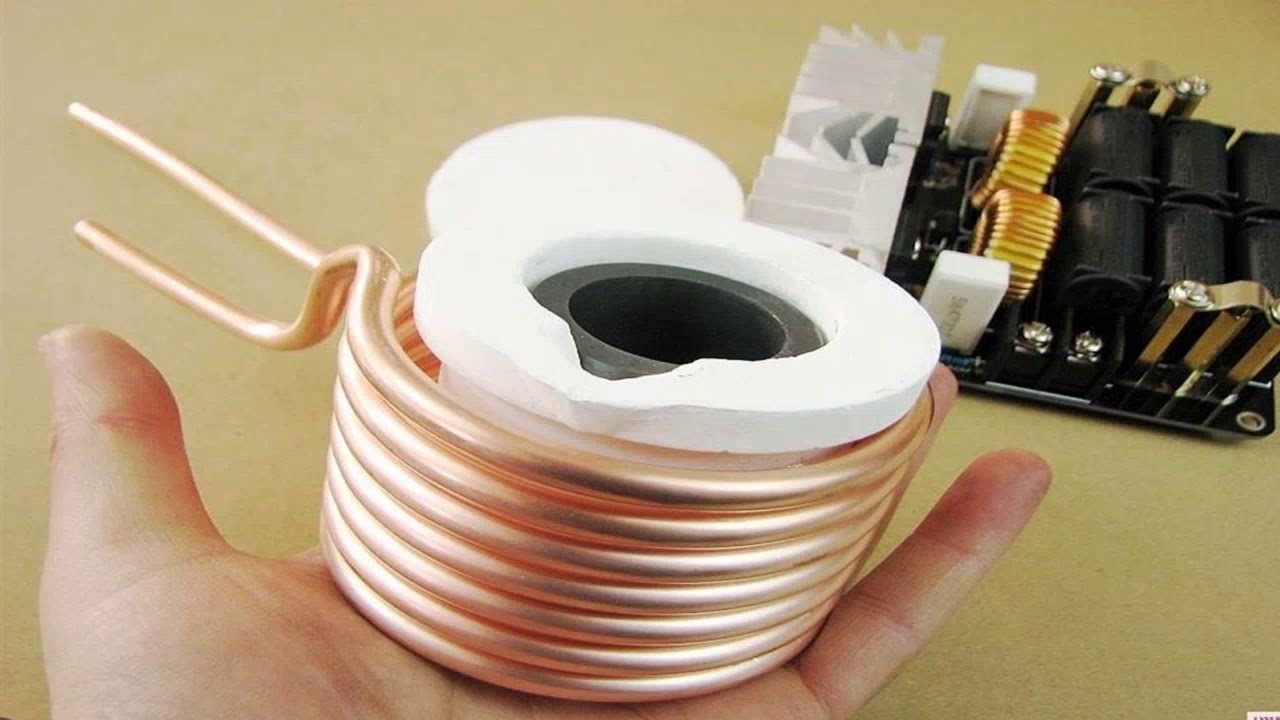
Компания Snap-on, поставляемая в Северной Америке, предлагает две мощные и эффективные системы индукционного нагрева для своих клиентов в Северной Америке:
Jh2500 — Jh2500 легче и легче маневрирует, чем его предшественник, а с улучшенным программным обеспечением он по-прежнему производит такое же количество энергии. Тепло применяется непосредственно к материалу, без необходимости разбирать близлежащие термочувствительные компоненты. Шасси, оси, усиление шарниров, болты, зажимные кольца, штифты и более тяжелые стальные детали можно просто нагреть для ослабления, регулировки или правки.Имея пять уровней мощности, Jh2500 имеет водяное охлаждение с помощью компрессора для оптимального времени работы и является идеальным решением для большинства цехов, выполняющих сложные виды отопительных работ.
Jh2000 — Jh2000 — гибкий, мощный индукционный нагреватель, адаптированный для мастерских грузовых автомобилей и строительной техники, идеально подходит для облегчения правки и ослабления грубых деталей машин, таких как гайки и болты, втулки, подшипники и мелкие детали шасси. Он разработан для улучшения подвижности и имеет длинный пакет шлангов и кабели для большой досягаемости.Эффектом нагрева можно управлять с помощью пяти уровней мощности на панели управления, а эффективное охлаждение обеспечивается за счет вентилятора и конденсатора в замкнутой системе водяного охлаждения.
Он разработан для улучшения подвижности и имеет длинный пакет шлангов и кабели для большой досягаемости.Эффектом нагрева можно управлять с помощью пяти уровней мощности на панели управления, а эффективное охлаждение обеспечивается за счет вентилятора и конденсатора в замкнутой системе водяного охлаждения.
«Преимущества индукционного нагрева по сравнению с открытым пламенем многочисленны», — сказал Дэвид Зинкевич, менеджер по развитию бизнеса Josam. «Использование газа в мастерской более опасно и требует большего обслуживания, чем индукционный нагреватель. С индукционным нагревателем от Josam вы можете свести к минимуму риск получения травм и повреждения близлежащих чувствительных деталей машины во время ремонтных работ, требующих нагрева.”
Josam базируется в Эребру, Швеция, и является товарным знаком Snap-on Incorporated. С момента изобретения своей первой системы правки рамы в 1972 году и первой системы регулировки углов установки колес в 1974 году компания Josam посвятила себя совершенствованию своей продукции до более высоких уровней скорости, точности и удобства использования.
www.josam.se
самых мощных индукционных варочных панелей (обзоры / рейтинги / цены)
Индукционные приборы были улучшены за последние несколько лет.Они также более доступны, чем в 1990-х годах, когда их продавали за 3 999 долларов.
Теперь индукционные варочные панели значительно меньше и фактически превратились в высококлассные электрические варочные панели. На самом деле, вам обязательно стоит подумать об индукционной плите, а не о сравнительно недорогой электрической плите.
Мы рассмотрим преимущества индукционного приготовления, а затем рассмотрим самые мощные варочные панели, которые стоит рассмотреть прямо сейчас.
Не хватает времени? Получите наше бесплатное руководство по покупке индукционной варки, чтобы узнать все о том, как работает индукционная печь, и о лучших доступных продуктах »
Индукционная готовка
Приготовление пищи на индукционной плите — это просто более эффективный способ нагрева пищи. Катушка с питанием в приборе создает электромагнитное поле, которое взаимодействует с посудой, создавая тепло для приготовления пищи. По сути, магниты на варочной панели возбуждают молекулы в посуде. Сковорода готовит пищу. Стекло варочной панели не выделяет тепло.
Катушка с питанием в приборе создает электромагнитное поле, которое взаимодействует с посудой, создавая тепло для приготовления пищи. По сути, магниты на варочной панели возбуждают молекулы в посуде. Сковорода готовит пищу. Стекло варочной панели не выделяет тепло.
Этот метод позволяет нам быстро достичь температуры кипения и, что более важно, точно контролировать мощность для мгновенного варки супов, соусов или шоколадных конфет. Индукция лучше на медленном огне, так как газ гаснет при низкой температуре, а электрическая катушка не реагирует (подробнее о науке об индукции здесь).
Преимущества индукционного приготовления
- Индукция — самый быстрый способ приготовления
- Индукция отдает наименьшее количество остаточного тепла (требуется меньше вентиляции)
- Индукция — самый безопасный метод приготовления
- Индукция очень проста в очистке
Посмотрите, как работает индукционная готовка:
Как купить
Все основные бренды бытовой техники теперь предлагают несколько моделей индукционных варочных панелей.Они доступны от 42 дюймов до 12 дюймов, чтобы разместить их на кухне любого размера. Помимо размера, при поиске индукционных варочных панелей следует учитывать и другие факторы: мощность, повышение мощности, мостовое соединение, рамное / бескаркасное, установка и управление.
- Размер — большинство брендов предлагают стандартные размеры 30 и 36 дюймов. Miele предлагает 42 «. Wolf предлагает 15», а Miele — 12 «.
- Мощность — Как правило, мощность большинства индукционных варочных панелей достаточно, чтобы обеспечить время кипения, сопоставимое с газовыми горелками.Ниже мы рассмотрим самые мощные из них.
- Boosting — позволяет устройству получать максимальную мощность для быстрого нагрева
- Перемычка — позволяет соединять соседние элементы для размещения посуды разного размера.
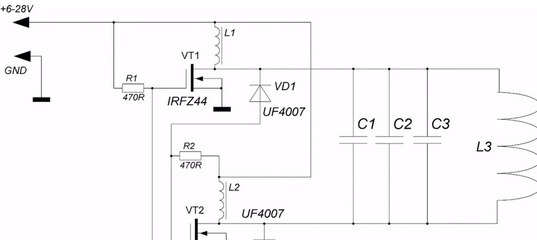
- Рамка / Без рамки — Блоки в рамке обеспечивают защиту от случайного повреждения стекла.
- Установка — некоторые модели допускают установку заподлицо. Большинство моделей без рамы можно установить заподлицо со столешницей. Gaggenau — один из немногих, кто предлагает блок в рамке, который отлично смотрится при установке заподлицо.
- Controls — большинство предлагает сенсорное управление. Некоторые бренды, такие как Gaggenau, предлагают индукционные варочные панели с ручным управлением для простоты использования.
Самые мощные индукционные варочные панели
Для этого обзора мы сравним 36-дюймовые индукционные варочные панели премиум-класса. Для каждой марки указана общая мощность (в ваттах), рассчитанная с учетом нормальной мощности каждого индукционного элемента или «горелки».
Второе число — мощность самого мощного элемента в режиме наддува. Boost позволяет использовать максимальную мощность для быстрого нагрева готовки.В большинстве этих индукционных варочных панелей наддув достигается за счет мощности от соседнего элемента или зоны.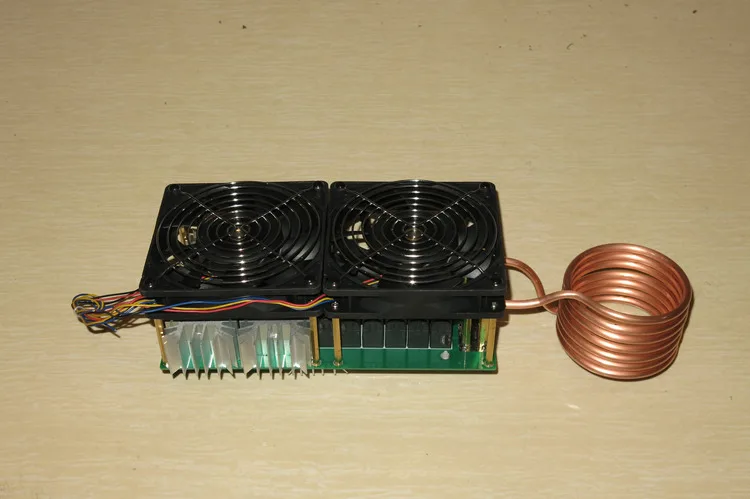
- Общий выпуск: 10,000
- Самая мощная индивидуальная горелка с наддувом: 4,400
- 5 индукционных элементов
- Уникальный элемент управления Twist-Pad со съемной ручкой
- Конструкция рамы из нержавеющей стали, допускающая установку заподлицо
Gaggenau — немецкий производитель высококачественной кухонной техники, предлагающий уникальный стиль и особенности, которых нет у других брендов.Они являются частью BSH, одного из крупнейших производителей бытовой техники в Европе, которому также принадлежат такие бренды, как Thermador и Bosch.
4. Bosch NITP666SUC — 2799 долларов США- Общий объем производства: 11300
- Самая мощная индивидуальная горелка с наддувом: 4500
- 5 индукционных элементов
- Flex Zone — объедините две конфорки в одну
- PotSense — автоматически регулирует элемент для готовки в соответствии с размером посуды
Бренд, который является частью корпорации BSH и является более популярным. У Bosch есть суперэлемент посередине.
У Bosch есть суперэлемент посередине.
- Общий выпуск: 10,500
- Самая мощная индивидуальная горелка с наддувом: 4600
Основные характеристики:
- 5 индукционных элементов
- Система защиты от переполнения — отключает связанные элементы в случае разлива через
- Распознавание посуды — предотвращает нагревание мелких предметов, таких как ковши, при размещении на индукционной поверхности
Thermador также является частью BSH с мощной центральной горелкой.Thermador очень похож на Bosch.
2. Electrolux EW36IC60LS — 1869 долларов США- Общий выпуск: 11,650
- Самая мощная индивидуальная горелка с наддувом: 4800
Основные характеристики:
- 5 индукционных элементов
- Dual Element — позволяет использовать кастрюли / сковороды разных размеров
- Perfect Set® Controls — позволяет использовать до 25 предустановленных настроек приготовления для экономии времени
Electrolux — международный производитель бытовой техники из Швеции. Они считаются одними из крупнейших производителей бытовой техники. Они более известны благодаря продукции под брендом Frigidaire.
Они считаются одними из крупнейших производителей бытовой техники. Они более известны благодаря продукции под брендом Frigidaire.
- Общий выпуск: 10,000
- Самая мощная индивидуальная горелка с наддувом: 5,000
Основные характеристики:
- 5 индукционных элементов
- Перемычка — объедините два элемента для использования в одной большой зоне приготовления
- Sensor Boil Function — выбирает подходящую мощность для быстрого доведения жидкости до кипения, а затем снижает мощность, чтобы минимизировать побочные эффекты
У Jenn-Air было много «первых», таких как серия продуктов с нисходящей тягой, устройство для приготовления пищи и вентиляции, сконструированное в одном устройстве.Их материнская компания Whirlpool вложила 300 миллионов в бренд Jenn-Air … все на приготовление пищи. Он также имеет большую горелку, а также два элемента моста.
- Общий объем выпуска: 13,800
- Самый мощный с наддувом: 3700
Из всех перечисленных здесь брендов их варочные панели обладают наибольшей мощностью. Суммарная мощность каждой из 5 горелок составляет 13 800 Вт, но самая высокая мощность отдельной горелки составляет 3700 Вт.Похоже, это дает возможность готовить несколько кастрюль / сковородок с более высоким диапазоном мощности, но это не самый быстрый способ кипячения.
Miele KM6370 — 3099 долл. США- Общая мощность (требуется 240 В, электрическая): 10300
- Самый мощный с наддувом: 3,850
- 7,700 Вт можно получить с помощью PowerFlex (объединение двух зон)
* Индукционная варочная панель Miele пока недоступна.
- Общий объем выпуска: 11,000
- Самый мощный с наддувом: 3700
Не самые мощные, но по качеству солидные варочные панели.Предлагает уникальную функцию перемычки в 4 направлениях.
GE CHP9536SJSS — 2299 долл. СШАИмеет большую общую мощность, но производитель не указывает, являются ли эти уровни мощности нормальными или повышенными.
Сравнение Jenn-Air
Что касается чистой мощности, Jenn-Air занимает первое место, предлагая 5 000 Вт на среднем элементе. Похоже, что это достигается за счет снижения максимальной мощности окружающих элементов, следовательно, общая мощность повара достигает 10 000 Вт.Если вы склонны варить только одну кастрюлю или готовить в основном на одной кастрюле / сковороде, эта модель может быть лучшим вариантом, поскольку она предлагает наиболее мощный индивидуальный элемент.
Однако, поскольку индукция намного эффективнее газа, вы можете достичь температуры кипения гораздо быстрее, используя меньше энергии. Другими словами, вам действительно не нужно иметь самый мощный элемент. Я бы порекомендовал также взглянуть на другие функции, такие как мост и элементы управления.
Wolf
Wolf предлагает самую универсальную варочную панель с 5 вариантами перемычки.Все четыре меньших элемента можно соединить, образуя действительно большую поверхность для приготовления пищи. Это действительно здорово, когда вы используете большой квадратный гриль или даже большую кастрюлю для омара. Горизонтальное и вертикальное соединение также может происходить между двумя элементами.
Gaggenau
Gaggenau, на мой взгляд, предлагает самые универсальные элементы управления. В то время как любой другой бренд использует ту или иную форму сенсорного управления, Gaggenau включает ручку для быстрого изменения настроек. Это отлично подходит для тех, кто переходит от использования регуляторов на газовых изделиях.
Ручка магнитно прикреплена к варочной панели, поэтому ее можно легко снять для очистки. Это удивительная особенность, так как она предлагает привычную ручку, но при этом обеспечивает приятный чистый вид.
Bosch
Хорошим рассмотрением будет Bosch NITP666SUC. Он имеет относительно мощный элемент наддува и очень хорошую общую мощность. Он имеет гибкую зону, в которой есть 4 элемента змеевика, которые можно активировать, чтобы сформировать продолговатую поверхность для приготовления пищи для подносов для вечеринок или просто больших сосудов для приготовления пищи.
Накладка на переднем и заднем краях поможет предотвратить случайное повреждение края стекла. Есть также модели без отделки для гладкого современного вида.
Последние мыслиВо-первых, индукционная плита — это самый быстрый прибор для приготовления пищи, который лучше любого другого типа. Да даже быстрее, чем газовая.
Однако стилистически Gaggenau наиболее резкий, плюс простое управление. Jenn-Air предлагает самые разнообразные варочные панели с большой конфоркой для сверхбыстрого приготовления и перемычками для сковород разного размера.Bosch был бы похож на Jenn-Air. Вам также следует подумать о Wolf, потому что их работа в выставочном зале была выдающейся.
Jenn-Air предлагает самые разнообразные варочные панели с большой конфоркой для сверхбыстрого приготовления и перемычками для сковород разного размера.Bosch был бы похож на Jenn-Air. Вам также следует подумать о Wolf, потому что их работа в выставочном зале была выдающейся.
Дополнительные ресурсы
Прочтите наше Руководство по покупке индукционной варки, чтобы узнать о характеристиках, советах по покупке и оценке всех доступных на рынке продуктов для индукционной варки. Более 150 000 человек прочитали Йельский гид. Индукция — самая популярная из нас.
Статьи по теме
.