Как появился профлист. Производство профнастила от «Металл Профиль».
5744 просмотра
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.
Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.

Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 — 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка.
Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.
Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки.
Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.
Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов.
К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК.
Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений.
Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
Назад к списку
Как появился профлист. Производство профнастила от «Металл Профиль».
5744 просмотра
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.

- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения.
Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами.
Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 — 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка. Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.

После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.

Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи.
Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки. Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.

Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений.
Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.

Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.
ru в разделе «Документы».
Назад к списку
А.К.Т. Поставка металлической палубы
Эксперты по металлическому настилу
Наши 14 распределительных центров
Любой размер. В любой момент. Любое место.
Независимо от того, нужны ли вам немедленные запасы с нашего местного склада или заранее запланированный индивидуальный заказ, мы можем получить металлический настил, необходимый для завершения любого проекта.
Мы можем удовлетворить ваши потребности в металлическом настиле в любой точке страны и за рубежом, имея репутацию «местного парня».
Найти место рядом с вами
50 лет преданности делу
С 1970 года A.C.T. Metal Deck Supply гордится тем, что честно и надежно удовлетворяет потребности пользователей металлических настилов в строительном сообществе.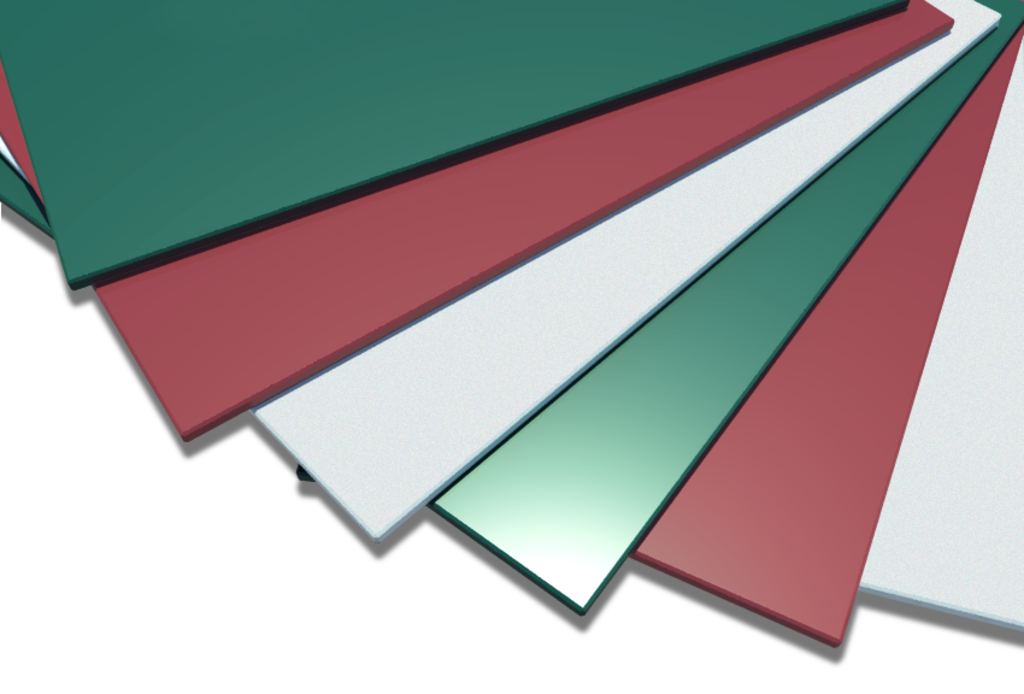
Широкий выбор металлических настилов на складе
Самый большой запас в стране
14 локаций
Быстрые обороты
Превосходное обслуживание клиентов
Адвокат отрасли
Значок — Знающий персонал@3xЗнающий персонал
Что говорят наши клиенты
Спасибо, что помогли нам уложиться в сроки. Трудно найти хорошее обслуживание клиентов. Мы гордимся нашим обслуживанием клиентов и стремимся вести бизнес с поставщиками, которые разделяют те же ценности. Еще раз спасибо за вашу помощь.
Дрю МоррисБерлингтон Miscellaneous Metals, LLC
Просто хочу, чтобы вы знали, что работать с Лорен было замечательно. Она сделала все возможное, чтобы помочь мне получить ответы на все мои вопросы своевременно, зная, что я был в затруднительном положении, пытаясь получить настил как можно скорее!!! Она замечательная!
Sandy OakesChancey Metal Products, Inc.
Я работаю подрядчиком по плоским кровлям, и Эрик Абель был моим контактным лицом в течение многих лет. Эрик и люди из его региона продаж никогда не давали мне повода делать покупки в другом месте. Я много раз предлагал более одной цитаты, но это всегда была пустая трата времени. Эрик превосходит их по цене, и обслуживание клиентов было непревзойденным во всех моих сделках, даже когда у меня была серия предложений и ни одной покупки, он относился к каждому как к первой возможности, ЭТО РЕДКО в этом бизнесе. Теперь моя компания готовится к масштабированию на национальном уровне, и я надеюсь отблагодарить Эрика непристойным количеством заказов на декорирование для A.C.T. заполнять. Очень благодарен за эти поставки.
Майкл Шарп
Я просто хотел воспользоваться минуткой, чтобы поблагодарить вас и вашу команду за помощь в пятницу. Эти дополнительные усилия, направленные на то, чтобы помочь клиенту, редко встречаются в наши дни.
Джейсон ДьюиСантимарк
Предыдущий
Следующий
Давайте начнем
А.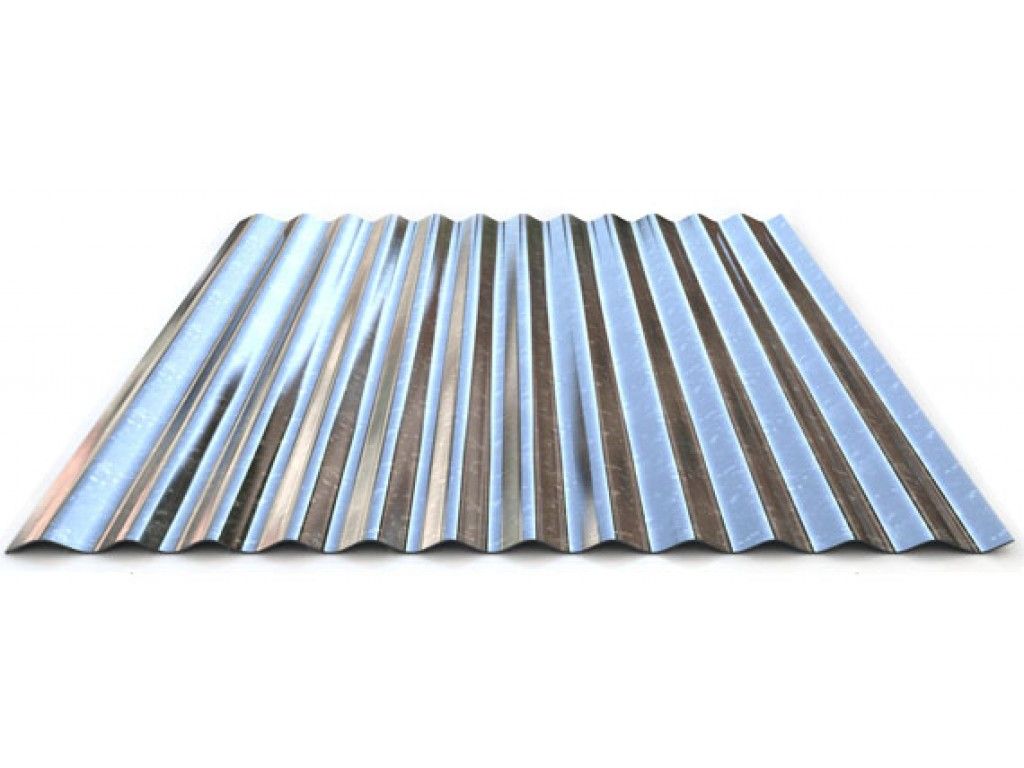 К.Т. Metal Deck Supply предлагает металлические настилы и аксессуары для металлических настилов, необходимые для доставки или самовывоза. Независимо от того, нужен ли вам немедленный запас с нашего склада или заранее спланированный индивидуальный заказ, мы можем получить необходимую вам колоду.
К.Т. Metal Deck Supply предлагает металлические настилы и аксессуары для металлических настилов, необходимые для доставки или самовывоза. Независимо от того, нужен ли вам немедленный запас с нашего склада или заранее спланированный индивидуальный заказ, мы можем получить необходимую вам колоду.
Facebook-f Linkedin-in Твиттер YouTube
© 2022 А.С.Т. Поставка металлических настилов
Карта сайта | Политика конфиденциальности
Дизайн и разработка веб-сайта — Americaneagle.com
Пролистать наверх
Качественный металлический настил — Архитектурные металлические панели для крыши и стен (510) 887-2227
Покрытия, устойчивые к граффити!
Подробнее
7/8″ Гофрокартон – SnapShot
- 7/8″ глубина, 36″ общая ширина — 32″ покрытие сетки для крыши / 34-2/3″ покрытие сетки для стены
- Металлическая крыша или стеновая панель со сквозным креплением
- Различные варианты отделки и цвета доступны для 26 GA, 24 GA, 22 GA и 20 GA
- Индивидуальные цвета / отделки Требуется мин.
 4350 кв. футов
4350 кв. футов - Перфорация Доступна в 3 вариантах от 7% до 23% открытых площадей (необходим заказ мин. 1450 кв. футов)
- Плавный изгиб 20–24 GA (макс. длина 30 футов / минимальный внешний радиус 3 фута-0 дюймов)
- Вариант с тиснением Stucco в 22–26 GA (необходим заказ мин. 1450 кв. футов)
- (Технический отдел металла)
7/8 Гофрокартон / Nuwave
PBR / R-Panel – SnapShot
- Высокие ребра 1-1/4 дюйма, покрытие сетки 36 дюймов, с несущей опорой прогона
- Металлическая кровля или стеновая панель со сквозным креплением общего назначения
- Различные варианты отделки/цвета доступны для 22GA, 24GA и 26GA
- Может быть установлен на полях размером от 1:12 Световые панели из стекловолокна
- доступны для соответствия
- (Технический отдел металла)
HR-36 – SnapShot
- Глубина 1,5″, охват сетки 36 дюймов
- Открытый крепеж Металлическая крыша или стеновая панель
- Различные варианты отделки и цвета доступны для 26 GA, 24 GA и 22 GA (требуется 18 и 20 GA, мин.
 заказ 4500 кв. футов)
заказ 4500 кв. футов) - Индивидуальные цвета / отделки Требуется мин. 4500 кв.м. футов
- Схемы перфорации доступны с открытой площадью 7,8 %, 13,8 %, 23,4 %, 30,6 % или 41,4 % (необходим заказ минимум на 1500 кв. футов)
- Доступен обжимной изгиб (зависит от калибра и минимального наружного радиуса)
- Вариант с тиснением Stucco в 22–29 GA (необходим заказ мин. 1500 кв. футов)
- Доступен в реверсивном исполнении HR-36
- (Технический отдел металла)
HR-36 / 7,2″ x 1,5″
Коробчатое ребро – SnapShot
- Глубина 1,5″, охват сетки 36 дюймов
- Стеновая панель с открытым креплением идеально подходит для вертикального и горизонтального монтажа
- Различные варианты отделки и цвета доступны для 26 GA, 24 GA и 22 GA (требуется 18 и 20 GA, мин. заказ 4500 кв. футов)
- Индивидуальные цвета / отделки Требуется мин. 4500 кв.м. футов
- Схемы перфорации доступны с открытой площадью 7,8 %, 13,8 %, 23,4 %, 30,6 % или 41,4 % (необходим заказ минимум на 1500 кв.
 футов)
футов) - Доступен обжимной изгиб (зависит от калибра и минимального наружного радиуса)
- Вариант с тиснением Stucco в 22–29GA (необходим заказ мин. 1500 кв. футов)
- Доступно в перевернутой коробке
- (Технический отдел металла)
Ребристая стенка коробчатого сечения / обратная ребристая стенка коробчатой формы Крыша и стена
Гофрированный профиль 2,5 — SnapShot
- Высокие ребра 1/2″, 32-дюймовые или 24-дюймовые сетчатые стенки и 29-1/3″ или 21-1/3 » Сетка для крыши
- Металлическая кровля или стеновая панель со сквозным креплением общего назначения
- Различные варианты отделки и цвета доступны для 26 GA и 29 GA
- Соответствующие световые панели из стекловолокна Доступны
- (Технический отдел металла)
2,5″ гофрированный
Дизайн HP – SnapShot
- Высокие ребра 1-7/8″ (дополнительно 1-7/8″ широкая рейка), доступны в размерах 12″, 16″, 17″ и 18″ ( Нестандартные) Сетчатые покрытия
- Скрытое крепление для вертикального фальца Металлическая крыша
- Различные варианты отделки и цвета доступны для 24 GA и 22 GA
- Панель на защелках — не требуется Сварка на месте
- Минимальный наклон 3:12 Рекомендуется
- Соответствует UL 90 Требование к подъему ветром
- Тонкие бороздки являются стандартными для 16-дюймовых моделей и шире, чтобы уменьшить появление масляных банок
- (Технический отдел металла)
Design Span HP
Mini-V-Beam – SnapShot
- ТОЛЬКО Изготовлено в Такоме, штат Вашингтон
- Высокие ребра 1-3/8 дюйма, сетчатый охват 32 дюйма
- Металлическая крыша с открытым креплением или вертикальные или горизонтальные стеновые панели
- Различные варианты отделки и цвета доступны для 26, GA, 24 GA и 22 GA
- Перфорация Доступна для площадей с открытой площадью от 7,8% до 30,6% (необходим заказ минимум на 1335 кв.