Вихревой индукционный нагреватель
Вихревой индукционный нагреватель (ВИН) представляет собой некую разновидность индукционной плиты. Он состоит из катушки, магнитопровода и теплообменника. Переменный ток, протекающий по катушке, образует переменное магнитное поле. Если в это поле поместить токопроводящий материал, то он будет разогреваться. Основное преимущество ВИН в том, что температура индуктора не превышает 140град.С. Кроме того, переменное магнитное поле противодействует образованию накипи. В отличии от вихревого теплогенератора, принцип действия ВИН вписывается в законы физики. КПД вихревого индукционного нагревателя близок к 100%, что дает ему право на применение в системах отопления и иных системах нагрева жидкостей.
Однако, что нам обещают продавцы вихревых индукционных нагревателей? А вот здесь начинаются чудеса. Обещают экономию до 50% по сравнению с обычными ТЭНами. Тоесть, либо КПД ТЭНа равен 50%, либо КПД ВИНа равен 200%. Попробуем разобраться. Ваш покорный слуга не поленился и позвонил в несколько компаний продающих вихревые индукционные нагреватели.
- У нас очень много продаж и все довольны
- Фантастическая надежность и долговечность
- Экономия до 50% по сравнению с ТЭНами
- Отсутствие шума
Ну, с первым и вторым утверждениями можно поспорить. По поводу шума — ТЭНы тоже не шумят. А, вот, с экономией — это интересно. Оказывается (по утверждению продавцов), образование накипи на ТЭНе снижает его КПД. Соответствено, экономичность ВИНа обусловлена постоянным КПД по сравнению с ТЭНами. Но позвольте, каким образом накипь снижает КПД ТЭНов? Вспомним про закон сохранения энергии. Допустим, подвели мы к ТЭНу 1кВт электрической мощности. Соответственно, мы должны получить 1кВт тепловой энергии. Если тепла получаем меньше, то оставшаяся энергия должна выделяться в каком-то ином виде. Что-0то я не припомню, чтобы ТЭНы в воде светились или выделяли, скажем, электромагнитные волны.
На самом деле, изменение температуры и потребляемой мощности настолько незначительны, что рядовой пользователь этого даже не заметит. Закипит чайник через минуту или через минуту и 5 секунд — имеет ли это значение? При этом, количество электроэнергии, необходимой для подогрева чайника с водой, останется неизменным. Однако, продавцы ВИНов пытаются перевернуть ситуацию с ног на голову и говорят о снижении КПД.
Таким образом, ВИН может быть альтернативой ТЭНам, но никакого выигрыша в экономии он не даст. Чудес на не бывает 🙂 А что касается «фантастической надежности», за те деньги, которые стоит ВИН, можно купить несколько электрических котлов и устроить резервирование. Надежность будет в несколько раз выше.
КПД и температура при повторном индукционном нагреве прутков, полос и слябов
Валерий Руднев, Дон Лавлесс, Курт Швайгерт, Питер Диксон и Майк Ругг
Inductoheat Inc., Madison Heights, MI
Когда проектируется современное оборудование для индукционного нагрева в технологической линии, требование по однородности температуры повторно нагреваемых изделий является только одной из целей. Дополнительные критерии при проектировании включают стоимость, максимальную производительность, минимальные потери металла (окалина, окисление, пережоги, обезуглероживание и т.д.) и обеспечение компактности системы, что обеспечивает высокий электрический КПД. Другие важные факторы включают гарантию качества, экологичность, возможность автоматизации, надежность и ремонтопригодность оборудования и стоимость. В этой статье описываются некоторые из этих критериев.
Современные технологии производства изделий из металла, характерной особенностью которых является то, что их длина существенно превосходит поперечные размеры (например, цилиндрические и прямоугольные прутки и стержни), включают три стадии производства – отливку, повторный нагрев и прокат, которые выполняются последовательно на одной технологической линии. Целью повторного нагрева является обеспечение прутку или стержню на стадии проката требуемого температурного профиля по толщине, диаметру и длине. В некоторых случаях, начальная температура изделия перед повторным нагревом равна температуре окружающей среды. В других случаях, начальная температура не является однородной из-за различных условий охлаждения прутка или стержня при их выходе из литейной машины.
Целью повторного нагрева является обеспечение прутку или стержню на стадии проката требуемого температурного профиля по толщине, диаметру и длине. В некоторых случаях, начальная температура изделия перед повторным нагревом равна температуре окружающей среды. В других случаях, начальная температура не является однородной из-за различных условий охлаждения прутка или стержня при их выходе из литейной машины.
В прошлом, обычно использовались газовые печи. Это определялось низкой стоимостью газа. В последние годы, однако, при производстве прутков и стержней предпочтение стало отдаваться системам индукционного нагрева. Газовые печи требовали очень длинного нагревательного тоннеля для достижения требуемой однородности температуры. Длина тоннеля представляла собой серьезную производственную проблему из-за ограниченного пространства между литейной машиной и прокатным станом. Также, газовые печи давали плохое качество поверхности прутка (из-за окалины, обезуглероживания и т.д.) и существенно загрязняли окружающую среду. Эти факторы в результате привели к популяризации индукционного нагрева при повторном нагреве прутков и стержней, выполненных как из магнитного, так и из немагнитного материала [1].
Эти факторы в результате привели к популяризации индукционного нагрева при повторном нагреве прутков и стержней, выполненных как из магнитного, так и из немагнитного материала [1].
Температурные профили «Поверхность – сердцевина»
В зависимости от параметров процесса, индукционная система нагрева прутков и стержней из одного или нескольких последовательных индукторов. Проблема, возникающая при индукционном нагреве, является результатом того, что температурный профиль «поверхность – сердцевина» изменяется по мере продвижения прутка или стержня через индукторы. Поскольку сердцевина прутка нагревается исключительно за счет теплопроводности, она нагревается медленнее, чем поверхностные слои. Кроме этого, начала и концы деталей нагреваются быстрее, чем их центральная часть [2].
Главная причина недостатка тепла в сердцевине – так называемый поверхностный эффект. Этот эффект связан с глубиной проникновения тока (поверхностный слой, в котором выделяется 86% индуцированной мощности) и зависит от свойств металла и частоты (см. таблицу 1). Обычно легче обеспечить однородность температурного профиля «поверхность – сердцевина» для металлов с высокой теплопроводностью, таких как алюминиевые или медные стержни. Металлы с плохой теплопроводностью, такие как нержавеющая сталь, титан и углеродистая сталь, требуют большой осторожности при обеспечении однородности температур, включая тщательное определение числа индукторов, их конструкции, распределения мощности вдоль линии нагрева, управляющих воздействий и выбора частоты.
таблицу 1). Обычно легче обеспечить однородность температурного профиля «поверхность – сердцевина» для металлов с высокой теплопроводностью, таких как алюминиевые или медные стержни. Металлы с плохой теплопроводностью, такие как нержавеющая сталь, титан и углеродистая сталь, требуют большой осторожности при обеспечении однородности температур, включая тщательное определение числа индукторов, их конструкции, распределения мощности вдоль линии нагрева, управляющих воздействий и выбора частоты.
Таблица 1. Глубина проникновения тока в горячую сталь как функция частоты
Использование компьютерного моделирования
При совмещении использования специализированного программного обеспечения для компьютерного моделирования с инженерными основами индукционного нагрева, современные специалисты могут за несколько часов произвести анализ технологической проблемы, что при использовании других методов требует нескольких дней или даже недель. Компьютерные модели могут предсказать, как различные параметры воздействуют на переходные и конечные условия нагрева прутка и что должно быть реализовано при разработке индукционной нагревательной установки для максимальной эффективности технологического процесса и гарантии получения желаемых термических условий.
Компьютерные модели могут предсказать, как различные параметры воздействуют на переходные и конечные условия нагрева прутка и что должно быть реализовано при разработке индукционной нагревательной установки для максимальной эффективности технологического процесса и гарантии получения желаемых термических условий.
На рисунке 1 показаны результаты переходных и конечных условий нагрева трехдюймового прутка из углеродистой стали и профиль температуры «поверхность – сердцевина» вдоль линии нагрева. Линия состоит из восьми индукторов диаметром 6 дюймов, с суммарной длиной линии нагрева – 40 дюймов и зазорами 12 дюймов между индукторами. Индуктора работают на частоте в 1 кГц с производительностью 2,56 дюйма в секунду. Толщина огнеупорного слоя – 0,5 дюйма.
Рисунок 1. Термический профиль стального прутка при пропускании его через восьмииндукторную индукционную нагревательную линию
На рисунке 2 приведены типичные профили температур и плотностей мощности (источники тепла), распределенные по радиусу прутка после индукторов 1, 3 и 7, и 12 секунд перемещения прутка на открытом воздухе (масштабы профилей плотности мощности различны для различных индукторов).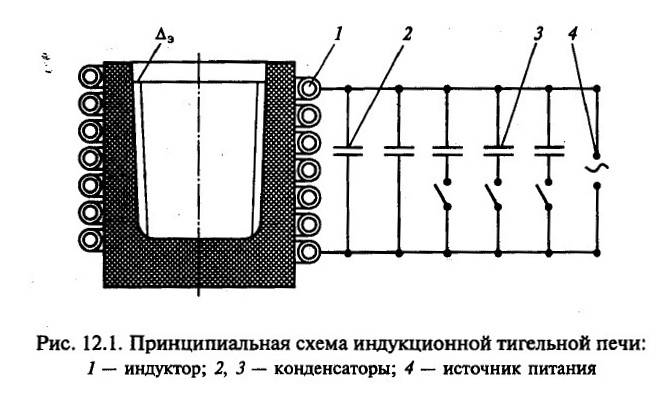 Профили температуры не согласуются с профилем источника тепла из-за теплопроводности металла [1].
Профили температуры не согласуются с профилем источника тепла из-за теплопроводности металла [1].
Рисунок 2. Профили плотности мощности и температуры прутка при различных позициях по линии индукционного нагрева
Температурные профили «нос – хвост» («конец предыдущей – начало последующей детали»)
«Поверхность – сердцевина» — только один компонент тепловых условий, задаваемых покупателем. Другим компонентом является температурный профиль «нос – хвост». Когда прутки перемещаются по линии нагрева вплотную один к другому, поддержание однородной температуры «нос – хвост» не является проблемой. Однако, в большинстве случаев, между стержнями является воздушный зазор от пяти до десяти дюймов. Существование этого воздушного зазора может создавать неприемлемую неоднородность температуры по длине стержня.
Распределение электромагнитного поля приводит к изменению выделения мощности в области концов стержня. Это распределение приводит к электромагнитным концевым эффектам. В случае немагнитных металлов (таких как некоторые виды нержавеющих сталей, алюминий, титан или углеродистая сталь, нагретая выше точки Кюри) на концах прутка выделяется избыточная по отношению к его центральной части мощность [1].
В случае немагнитных металлов (таких как некоторые виды нержавеющих сталей, алюминий, титан или углеродистая сталь, нагретая выше точки Кюри) на концах прутка выделяется избыточная по отношению к его центральной части мощность [1].
Для ферромагнитных прутков даже внутри длинного индуктора концы могут быть недогреты или перегреты [3] и задача получения температурного профиля «нос – хвост» обычно более сложная по сравнению с минимизацией температурного градиента «поверхность – сердцевина». Изучение показывает, что недостаток мощности, вызываемый перегревом области конца, будет явным для сталей с высокой магнитной проницаемостью, нагреваемых с относительно низкой или средней плотностью мощности. В некоторых случаях имеет место уникальное волнообразное распределение мощности по длине прутка. В этом случае, будет иметь место локальный излишек мощности на конце прутка, однако область, смежная с концом, будет испытывать недостаток мощности по сравнению с мощностью, выделяемой в центральной части прутка.
Энергетическая эффективность и стоимость
Производители индукционного оборудования обращают специальное внимание на получение максимальной энергетической эффективности и минимизацию стоимости оборудования. Высокоэффективный полупроводниковый источник питания, индуктор с низкими потерями и минимальным зазором между внутренним диаметром катушки и нагреваемой деталью, эффективный огнеупорный слой и короткие токоподводы являются факторами, которые позволяют минимизировать потери энергии.
Решая, прутки какого поперечного сечения будут нагреваться в рассматриваемой системе индукторов, необходимо учесть некоторое количество факторов. Эффективность нагрева в индукторе более всего зависит от коэффициента заполнения (поверхность заготовки, подвергающейся нагреву к соответствующей внутренней поверхности катушки индуктора). Если коэффициент заполнения уменьшается, КПД падает и растут затраты на потребляемую для нагрева энергию. С другой стороны, если Вы приобретете комплект индукторов с более высоким коэффициентом заполнения, то экономия расходов на электроэнергию покроет затраты на приобретение комплекта индукторов. Существуют также производственные потери из-за времени, необходимого для замены индукторов нагревательной линии, хотя применение конструктивных решений, позволяющих быструю замену, может минимизировать эти потери времени.
Существуют также производственные потери из-за времени, необходимого для замены индукторов нагревательной линии, хотя применение конструктивных решений, позволяющих быструю замену, может минимизировать эти потери времени.
Анализ ассортимента нагреваемых деталей необходим для определения того, как часто размеры прутка могут меняться, и как долго будет нагреваться каждый типоразмер. Ответы на эти вопросы помогают потребителю определить размеры второго набора индукторов. Заметим, что ниже точки Кюри эффективность нагрева не так сильно зависит от размера прутка, поэтому заслуживает внимание замена только тех индукторов, в которых производится нагрев прутков до температуры выше точки Кюри.
Другим соображением, которое используется для повышения эффективности нагревательной системы, является применение двухчастотной концепции нагрева. При этом используется низкая частота на начальной стадии нагрева, когда пруток сохраняет свои магнитные свойства, а затем, когда он становится немагнитным, используется повышенная частота. Концепция двух частот также может эффективно применяться для исключения нежелательной неравномерности температур по поперечному сечению нецилиндрического прутка/стержня.
Концепция двух частот также может эффективно применяться для исключения нежелательной неравномерности температур по поперечному сечению нецилиндрического прутка/стержня.
На рисунке 3 показана нагревательная линия для прутков из углеродистой стали. Прутки имеют длину 20 футов и различные диаметры (1,5 и 2 дюйма). Обеспечивается производительность 16500 фунтов/час. Система состоит из 9 индукторов. На начальных стадиях нагрева используется частота 1 кГц. Окончательный нагрев обеспечивается полупроводниковым источником питания модели SP5 на мощности 750 кВт и частоте 3 кГц. Прутки загружаются с наружного роликового транспортера, располагаются на накопительном столе и затем подаются вплотную один к другому в систему питателя. Прутки подаются с определенным темпом и проходят через индукционную нагревательную линию. Система подачи прутков также включает в себя систему реверсирования и разгрузочный стол, используемый в случае остановки пресса.
Рисунок 3. Линия индукционного нагрева прутков
Прямоугольные и трапецеидальные сечения
Если пруток или стержень имеют не цилиндрическую форму имеет место искажение электромагнитного поля в областях около краев [3, 4].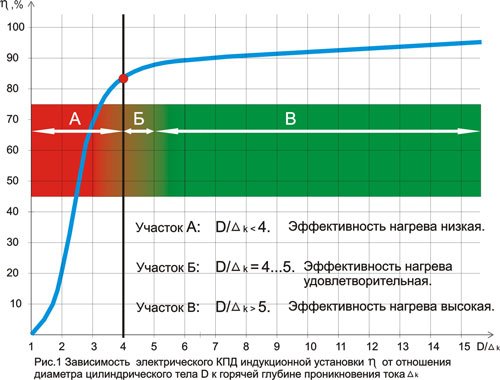 Известное как поперечный краевой эффект, это явление создает неоднородность температуры профиля по поперечному сечению прямоугольного и трапецеидального прутка (рисунок 4). Этот эффект также играет важную роль в получении распределения температуры в слябах, блюмах или на поверхности пластин. На рисунке 5 показано распределение наведенных вихревых токов в поперечном сечении прямоугольного прутка с явно выраженным поверхностным эффектом (d/δ=10, где толщина прутка d деленная на глубину проникновения вихревых токов δ равна 10) и там, где поверхностный эффект явно не выражен (d/δ=3).
Известное как поперечный краевой эффект, это явление создает неоднородность температуры профиля по поперечному сечению прямоугольного и трапецеидального прутка (рисунок 4). Этот эффект также играет важную роль в получении распределения температуры в слябах, блюмах или на поверхности пластин. На рисунке 5 показано распределение наведенных вихревых токов в поперечном сечении прямоугольного прутка с явно выраженным поверхностным эффектом (d/δ=10, где толщина прутка d деленная на глубину проникновения вихревых токов δ равна 10) и там, где поверхностный эффект явно не выражен (d/δ=3).
Рисунок 4. Прямоугольный пруток на выходе из линии индукционного нагрева
Рисунок 5. Распределение вихревых токов в поперечном сечении прямоугольного прутка (выраженный поверхностный эффект при d/δ=10; слабо выраженный поверхностный эффект при d/δ=3)
Если поверхностный эффект явный (d/δ>4), то плотности тока и мощности приблизительно одинаковы по всей ширине прутка за исключением краевой области. Краевая область, где имеет место искажение индуцированной мощности, обычно имеет длину (1,5 – 4)*δ. Хотя каждая тепловая потеря на излучение и конвекцию в краевой области больше чем тепловая потеря в центральной части (рисунок 5), краевые области могут быть перегреты по сравнению с центральной частью. Это происходит потому, что в центральной части источник тепла проникает с двух сторон (двух поверхностей), а в краевой области – с трех сторон (двух поверхностей и торца). Концевой перегрев обычно происходит, когда используется относительно высокая частота и когда углеродистая сталь нагревается до температуры ниже точки Кюри или когда нагреваются металлы с высокой электропроводностью.
Краевая область, где имеет место искажение индуцированной мощности, обычно имеет длину (1,5 – 4)*δ. Хотя каждая тепловая потеря на излучение и конвекцию в краевой области больше чем тепловая потеря в центральной части (рисунок 5), краевые области могут быть перегреты по сравнению с центральной частью. Это происходит потому, что в центральной части источник тепла проникает с двух сторон (двух поверхностей), а в краевой области – с трех сторон (двух поверхностей и торца). Концевой перегрев обычно происходит, когда используется относительно высокая частота и когда углеродистая сталь нагревается до температуры ниже точки Кюри или когда нагреваются металлы с высокой электропроводностью.
Если поверхностный эффект выражен неявно (d/δ<3), тогда имеет место перегрев концевых областей. В этом случае, путь токов в поперечном сечении прутка не совпадает с контуром, и большая часть индуцированных токов замыкается раньше, не достигая концевой области (рисунок 5). Как результат плотность мощности и источники тепла в краевых областях меньше, чем соответствующие источники в центральных частях прутка или сляба.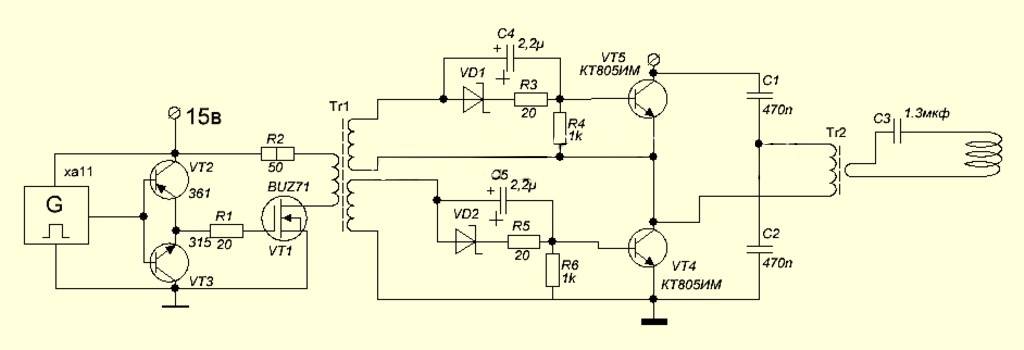
Исследование проблемы
Признавая преимущества индукционного линейного нагрева, один из крупнейших мировых производителей алюминия обратился к индукционной технологии для повторного нагрева алюминиевых прутков после отливки. Отлитый пруток имеет трапецеидальную форму поперечного сечения и перемещается со скоростью 42 фута в минуту. Индукционная система повторного нагрева использует сетевую частоту, что не требует применения специального источника питания (что снижает стоимость оборудования). Однако индукционный нагрев на сетевой частоте зачастую не удовлетворяет имеющимся производственным требованиям из-за ограничения управления температурой, производственных шумов и невозможности обеспечить тепловую однородность в деталях с нецилиндрическими сечениями.
После проведенного компьютерного моделирования, анализ эффективности показал, что среднечастотный полупроводниковый источник питания с индуктором 700 Гц/750 кВт обеспечит оптимальную комбинацию производительность/КПД.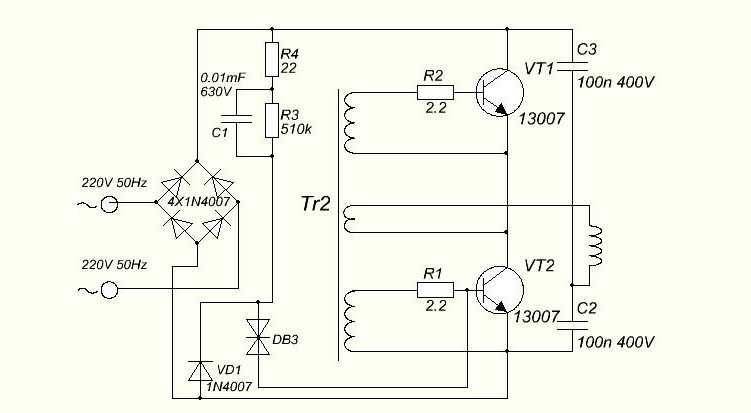 В результате была спроектирована компактная система повторного нагрева, использующая минимальную производственную площадь приблизительно 60 дюймов (рисунок 6) с КПД, значительно превосходящим таковой для систем, работающих на сетевой частоте. Другим важным преимуществом была однородность температурного профиля для трапецеидальных алюминиевых прутков и возможность управления повторным нагревом как зависимости от типа сплава, геометрии прутка и его начальной температуры перед повторным нагревом.
В результате была спроектирована компактная система повторного нагрева, использующая минимальную производственную площадь приблизительно 60 дюймов (рисунок 6) с КПД, значительно превосходящим таковой для систем, работающих на сетевой частоте. Другим важным преимуществом была однородность температурного профиля для трапецеидальных алюминиевых прутков и возможность управления повторным нагревом как зависимости от типа сплава, геометрии прутка и его начальной температуры перед повторным нагревом.
Полупроводниковые источники питания
Очень важным аспектом индукционного нагрева, который иногда пропускается на начальных стадиях проектирования, является способность успешно выделять в бруске или стержне максимальную мощность от источника питания с минимальной стоимостью. Достаточно часто индуктор проектируется для достижения термических условий, требуемых для прутка/стержня, безотносительно к тому, какой источник питания будет использоваться. Это может привести к нежелательной ситуации, когда выходные характеристики источника питания не согласуются со входными характеристиками индуктора. Другими словами, источник питания не будет в состоянии номинальную мощность, если индуктор требует больших напряжений или токов, чем те, которые источник питания может обеспечить. Транзисторные источники питания особенно эффективны на частотах 10 кГц и выше. На частотах менее 3 кГц доминируют тиристорные источники питания, особенно для больших мощностей.
Другими словами, источник питания не будет в состоянии номинальную мощность, если индуктор требует больших напряжений или токов, чем те, которые источник питания может обеспечить. Транзисторные источники питания особенно эффективны на частотах 10 кГц и выше. На частотах менее 3 кГц доминируют тиристорные источники питания, особенно для больших мощностей.
Существует много факторов, влияющих на согласование рабочих характеристик источника питания и индуктора. Оптимальное проектирование современных систем индукционного нагрева должно принимать во внимание не только особенности автономного стандартного нагревателя, но и совокупность индуктора, элементов согласования и инвертора.
Системы индукционного нагрева |
Что такое индукционный нагрев?
Индукционный нагрев можно рассматривать как электромагнитный нагрев. При индукционном нагреве в нагреваемом материале создаются вихревые токи по принципу электромагнитной индукции, а нагрев материала осуществляется бесконтактным способом.
В методе индукционного нагрева нагрев намного эффективнее традиционных сопротивлений, поскольку тепло вырабатывается внутри рабочего материала. Другими словами, при индукционном нагреве сокращаются потери тепла, что повышает общую эффективность нагрева.
Принцип индукционного нагрева
Преимущества индукционного нагрева
Современный мир промышленности должен быстро адаптироваться к быстро меняющимся технологиям, а система индукционного нагрева создает множество инноваций и преимуществ по сравнению с другими традиционными методами нагрева. Например, индукционный нагрев более энергоэффективен и, естественно, экологически безопасен, чем другие принципы нагрева, а также не выделяет углекислого газа в атмосферу. Это способствует экологичности за счет значительного снижения общего теплового воздействия материала на производственной линии. Благодаря индукционному нагреву промышленные компании могут максимизировать экологичность, гибкость процессов и электрическую эффективность, а также предлагать непрерывные решения для производства продукции более высокого качества.
- Долгий срок службы: На индукционной нагревательной катушке не выделяется тепло, и температура нагревательной катушки не достигает высоких температур; таким образом, ее срок службы является длительным. Не требует затрат на техническое обслуживание и замену. Срок службы системы составляет примерно 6 лет при полной мощности и круглосуточной работе без каких-либо затрат на техническое обслуживание.
- Безопасное/надежное использование: Внутренняя часть цилиндра/бочки нагревается высокочастотным электромагнитным эффектом, при этом тепло расходуется полностью и практически не теряется. Внутри нагревательного элемента образуется тепло, а температура поверхности немного выше комнатной. По этой причине он не требует защитных мер на внешней стороне ствола.
- Высокая эффективность и энергосбережение: Благодаря прямому индукционному нагреву и магнитной энергии время поддержания температуры очень быстрое, а время предварительного нагрева может быть до 60% быстрее, чем сопротивление.
 Самое главное, экономия электроэнергии не менее 30% по сравнению с традиционными методами отопления.
Самое главное, экономия электроэнергии не менее 30% по сравнению с традиционными методами отопления.
- Точный контроль температуры: Сама катушка и цилиндр не нагреваются, в связи с этим тепловое сопротивление и тепловая инерция очень низки, внутренняя температура материала цилиндра/цилиндра постоянна, а контроль температуры реальный. вовремя и точно. Поэтому качество продукции и эффективность производства очень высоки.
- Превосходная изоляция: Периметр ствола/цилиндра покрыт высококачественным изоляционным материалом. При этом все поверхности цилиндра обмотаны специальным высоковольтным кабелем, устойчивым к высоким температурам. Прямой контакт воздуха с внешним периметром цилиндра/ствола отсутствует.
- Улучшение рабочей среды: Отсутствуют потери тепла, а температура поверхности нагреваемого оборудования достаточно низкая, чтобы ее можно было коснуться. Это может улучшить рабочую среду производственного процесса, повысить производительность труда производственных рабочих и снизить затраты на вентиляцию.

- В общем, индукционный нагреватель отличается энергосбережением, высокой эффективностью, долговечностью, высокой точностью и т. д., имеет много преимуществ. Индукционный нагреватель больше подходит для производства. Помимо повышения эффективности производства, значительно снижаются производственные затраты, что увеличивает прибыль. Индукционные нагреватели AİS Engineering обеспечивают экономию электроэнергии не менее 30%-50%.
Недостатки отопления традиционным сопротивлением
- Большие потери тепла: Обычный режим нагрева, обмотка резистивной проволоки, внутренний и внешний двухсторонний нагревательный круг осуществляют передачу тепла к цилиндру/бочке изнутри (близко к цилиндру/бочке), в то время как внешняя полоса сопротивления нагревается, отходы электричество возникает за счет потери тепла.
- Повышение температуры окружающей среды: Из-за больших потерь тепла и повышения температуры окружающей среды некоторые предприятия должны использовать кондиционер для снижения температуры.
- Больше места, короткий срок службы: Поскольку резисторы постоянно работают при высоких температурах, срок их службы очень короткий. Срок службы сопротивлений, широко используемых в цилиндро-бочном нагреве, составляет примерно один год (при работе в режиме 24/7).
- Цена/качество: Нагрев сопротивлением – самый простой и простой способ нагрева. Но сегодня, с развитием технологий, потребность людей в отоплении сильно возрастает. В дополнение к хорошему нагревательному эффекту также необходимо адекватное энергосбережение и защита окружающей среды. Очевидно, что производительность традиционного нагревателя сопротивления не соответствует современным техническим требованиям и соотношению цена/производительность.
Сравнение индукционного нагрева с сопротивлением
Существует несколько методов нагрева объекта или материала, кроме индукционного нагрева. Некоторыми из наиболее распространенных промышленных применений являются газовые печи, электрические печи и соляные ванны.
Продукты, нагреваемые индукционным способом, могут нагреваться за счет конвекции и излучения. Вместо этого тепло генерируется потоком тока через материал, и поэтому он нагревается за счет теплопроводности.
Одним из наиболее важных преимуществ индукционного нагрева является отсутствие необходимости использования охлаждающего вентилятора для контроля температуры. В обычном нагреве охлаждающий вентилятор используется для регулирования температуры, поскольку температура не может поддерживаться на постоянном уровне на желаемом уровне. При индукционном нагреве контролировать температуру очень просто, поскольку нагрев осуществляется электрическим током и не используется дополнительный охлаждающий вентилятор.
Резистивный нагреватель также находится в контакте с воздухом как в нагретом цилиндре, так и снаружи цилиндра. Энергоэффективность очень низкая, так как большая часть тепла контактирует с воздухом. При индукционном нагреве теплоизоляционный материал размещается снаружи бочки/цилиндра. Даже этот изоляционный материал экономит 20% электроэнергии. Кроме того, для индукционного нагрева, поскольку температура наружного воздуха очень низкая, за исключением поверхности ствола / цилиндра, его можно контактировать с нагретой областью даже вручную.
Энергоэффективность очень низкая, так как большая часть тепла контактирует с воздухом. При индукционном нагреве теплоизоляционный материал размещается снаружи бочки/цилиндра. Даже этот изоляционный материал экономит 20% электроэнергии. Кроме того, для индукционного нагрева, поскольку температура наружного воздуха очень низкая, за исключением поверхности ствола / цилиндра, его можно контактировать с нагретой областью даже вручную.
Одним из наиболее важных преимуществ индукционного нагрева является нагрев целевой области нагрева для получения более однородной структуры материала. В традиционных методах резистивного нагрева тепло не может передаваться в материале с одинаковой скоростью в каждой точке. Но при индукционном нагреве индукционная катушка полностью закрывает бочку или аналогичную зону нагрева. Это обеспечивает полное распределение тепла к нагретому материалу.
Кроме того, поскольку индукционный нагрев использует метод термического нагрева, материал нагревается со всех сторон, а не с его внешней поверхности. Благодаря этому используемому методу термического нагрева можно выполнять точные регулировки, такие как регулировка глубины, при нагреве материала путем регулировки электрической частоты, что означает, что материалы, требующие более высокого качества и точной регулировки нагрева, могут быть легко произведены.
Благодаря этому используемому методу термического нагрева можно выполнять точные регулировки, такие как регулировка глубины, при нагреве материала путем регулировки электрической частоты, что означает, что материалы, требующие более высокого качества и точной регулировки нагрева, могут быть легко произведены.
Регулировка глубины тепла путем контроля частоты при индукционном нагревании
Общие черты индукционного нагрева
| Индукционный нагреватель | 22.Ship. | Сопротивление | |
| Нагреваемая часть | Нагреваемый материал непосредственно в цилиндре/бочке | Снаружи цилиндра/бочки | |
| Температура поверхности и безопасность | Макс. Температура 60 °C, к нагретой поверхности можно прикасаться | Нагретый материал внутри цилиндра такой же, прикасаться к внешней части цилиндра опасно | |
| Эффективность нагрева | Высокая эффективность до 95%, быстро время нагрева | Низкая эффективность 30-50%, медленное время нагрева | |
| Экономия электроэнергии | 30-% 50% Electricity Saving | No Electricity Savings | |
| Temperature Control | High Accuracy | Low Sensitivity | |
| Lifetime (24/7 Operation) | Between 5-6 Years | Between 1 -2 года | |
| Рабочая среда | Нормальная температура | Высокая температура | |
| Цена | Экономичность, стоимость установки амортизируется в течение 6-10 месяцев | Низкая |
Стоимость установки
В общем, индукционная система изначально стоит примерно в пять раз больше, чем обычные ленточные нагреватели сопротивления, но эта разница в стоимости может уменьшиться позже. Например, для машины, которая нагревает индукционный рукав в зависимости от потребляемой ежедневно электроэнергии, экономия энергии, обеспечиваемая всего за 6-9 месяцев, покрывает всю стоимость установки индукционного нагрева. Кроме того, чем выше эффективность машины и чем больше цилиндр/бочка, тем больше экономия электроэнергии.
Например, для машины, которая нагревает индукционный рукав в зависимости от потребляемой ежедневно электроэнергии, экономия энергии, обеспечиваемая всего за 6-9 месяцев, покрывает всю стоимость установки индукционного нагрева. Кроме того, чем выше эффективность машины и чем больше цилиндр/бочка, тем больше экономия электроэнергии.
Кроме того, следует отметить потенциальную экономию в новых машинах, такую как меньшее количество проводов, менее частое техническое обслуживание, отсутствие необходимости держать на складе ленты резервного нагревателя, сокращение времени простоя и даже улучшение качества продукции.
Обслуживаемые отрасли промышленности
Индукционные нагреватели в основном используются для машин для литья пластика (резины), экструзионных машин, машин для выдувания пластиковой пленки, машин для волочения проволоки, пластиковых труб, кабелей и т. д., используемых в областях. Индукционный нагрев — это быстрая форма нагрева, при которой тепло направляется непосредственно в нагретую деталь.