
Как запаять алюминиевую канистру из под бензина — mad wheels
В данном обзоре автор поделится с нами довольно простым способом, как запаять алюминий оловом. Этот способ может пригодиться как в домашних условиях, так и в процессе ремонта авто.
Вообще паять алюминий можно разными способами. Одни делают это с помощью аргонно-дуговой сварки. Другие используют специальный припой.
Если же у вас нет ни того, ни другого, то можно воспользоваться альтернативным способом, который можно применить в условиях гаража или домашней мастерской.
Для этого потребуется небольшой кусочек олова, газовый баллон с горелкой (туристический), а также шуруповерт или дрель с щеткой-насадкой по металлу.
Рекомендуем также прочитать статью-обзор: как изготовить приспособление для рихтовки кузова и удаления вмятин . Самоделка пригодится всем, кто занимается ремонтом авто своими руками.
Самоделка пригодится всем, кто занимается ремонтом авто своими руками.
Первым делом зачищаем поверхность рядом с отверстием или прорезью при помощи щетки по металлу. После этого нагреваем эту область газовой горелкой и расплавляем небольшое количество олова.
На данном этапе наша задача — залудить поверхность алюминия. Для этого продолжаем нагревать деталь горелкой и «царапаем» щеткой по металлу.
Таким образом, мы снимаем оксидную пленку, а новая пленка просто не успевает образовываться, так как поверхность «затягивается» оловом.
После того, как залудили поверхность алюминия, начинаем запаивать отверстие в детали оловом. Потом запаянное место останется только отшлифовать.
Подробно о том, как запаять алюминий оловом без аргона, можно посмотреть на видео ниже. Обзор создан на основе видеоролика с YouTube канала «АС МАСТЕР ремонт авто в омске».
[Голосов: 145 Средняя оценка: 4.6]
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.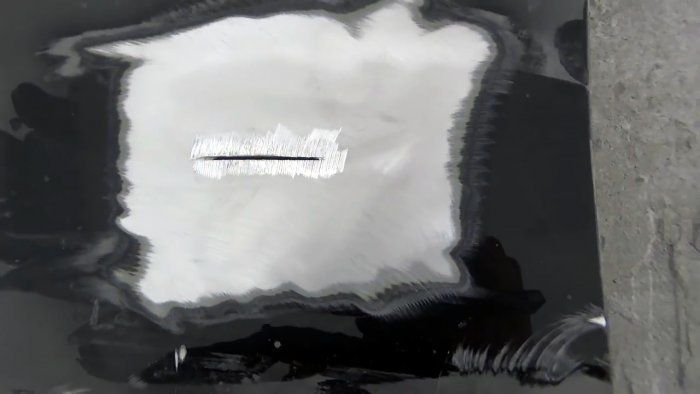
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота.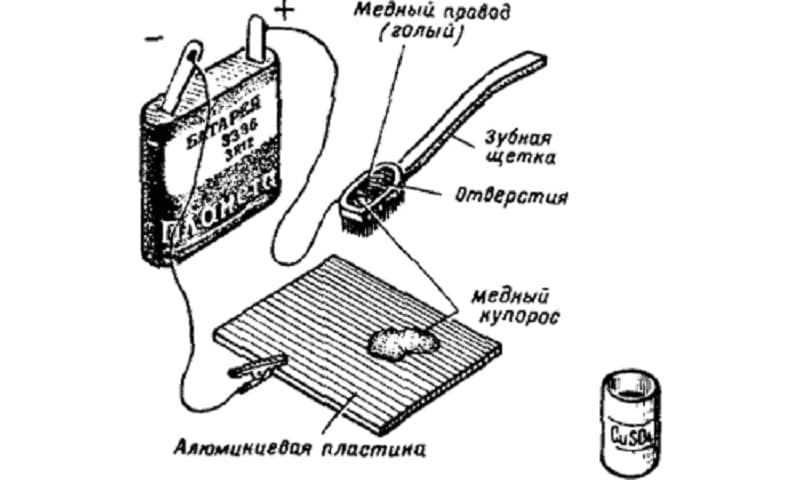 Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Содержание
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.

- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Обозначение на схемах радиодеталей
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью.
 После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности. - После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности.
 Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.

- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Какое соединение проводников называется параллельным
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.

- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Рекомендуем статьи по теме
Как научиться паять паяльником с нуля
Как правильно паять провода паяльником
Сварка чугуна электродом в домашних условиях
Как правильно паять паяльником
Паяльник с регулировкой температуры
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Как припаять провод к алюминию
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Поиск данных по Вашему запросу:
Как припаять провод к алюминию
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как паять алюминий паяльником
- Учимся паять алюминий самостоятельно
- Как спаять алюминий
- Можно ли припаять медь к алюминию
- Как паять алюминий оловом
- Особенности пайки алюминия
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как паять алюминий без специального флюса
Как паять алюминий паяльником
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой градусов.
Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность.
Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность. Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава.
Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла.
Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:. Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость.
Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире. В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до градусов.
Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до градусов.
Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия. Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода.
При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью.
Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость.
К импортным низкотемпературным сплавам с отличными характеристиками относится HTS, который обеспечивает максимальное удобство в применении. Эти сплавы применяются для работы с крупногабаритными деталями радиаторы, трубы с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление.
Эти сплавы применяются для работы с крупногабаритными деталями радиаторы, трубы с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление.
Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы. Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы.
К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия. Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ.
К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки. Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы. Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона.
Она необходима для удаления загрязнений и тонкой оксидной пленки. Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы. Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона.
На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс. Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети.
Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу. При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет.
Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу. При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет.
Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода. Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки.
При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения. Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов.
Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом. Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению.
Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии. Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий а также сплавы на его основе не имея для этого спецоборудования.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы. Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным. Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения.
Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы. Проблема в том, что алюминий в этих металлах практически не растворяется за исключением цинка , что делает соединение ненадежным. Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения.
Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка. Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка.
Припой отечественного производства — ЦОП Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию.
Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя — ФА, ФА, Ф, они состоят из фторборатов аммония с добавлением триэтаноламина. Флюс отечественного производства.
Учимся паять алюминий самостоятельно
Регистрация Вход. Ответы Mail. Вопросы — лидеры Помогите подобрать видеокарту Какая RX XT лучше?
Поэтому важно знать, как паять алюминий в домашних условиях, что для этого быть и бытовые предметы, и запчасти автомобиля, и просто провода .
Как спаять алюминий
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия. Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой. В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями.
Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой. В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями.
Можно ли припаять медь к алюминию
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия. Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей.
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей.
Как паять алюминий оловом
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом. Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом. Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Особенности пайки алюминия
Значительно дешевле меди, он обладает неплохими электрическими качествами. Поэтому все провода высоковольтных линий из него и делаются: легкий, хороший проводник, пластичный, малоокисляемый. Паять алюминий можно. Хотя провода из этого металла бывает легче соединить другими способами: через винтовые клеммники, сваркой. Часто в распредкоробках алюминиевые провода просто туго скручивали. Такой способ применяли, когда в квартирах особо мощного потребления энергии обычно не наблюдалось. Но теперь, с насыщением рынка мощной и разнообразной бытовой техникой, следует и всю бытовую питающую сеть приводить в такое качество, которое бы ориентировалось на серьезное потребление энергии, приближающееся к промышленному. И в этом случае лучше паять алюминий в домашних условиях, чем скручивать.
И в этом случае лучше паять алюминий в домашних условиях, чем скручивать.
2 Как паять алюминий в домашних условиях паяльником с мощностью от 60 до Вт, с их помощью производят распайку проводов кабеля;.
Сейчас в электробытовой технике очень активно применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают.
By m38 , December 21, in Мастерская радиолюбителя. Мы принимаем формат Sprint-Layout 6! Экспорт в Gerber из Sprint-Layout 6. Конденсаторы Panasonic. Часть 4. Полимеры — номенклатура.
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке.
До сих пор нет универсального метода для пайки алюминия в домашних условиях. Однако можно предложить методики, которые позволят обойтись без помощи профессионалов. Изначально следует отметить, что все методы, которые будут означены в этой статье подходят исключительно для бытовых целей запаять статуэтку или ручку кастрюли. Для промышленного качества рекомендуется обращаться в Ростехком. Главной проблемой в пайке алюминия является его сопротивляемость, которая осуществляется при помощи оксидной плёнки. Она возникает практически сразу после того, как поверхность металла была зачищена. Именно для этих целей и нужна канифоль.
Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях. Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка.
Пайка алюминия газовой горелкой в домашних условиях, как запаять алюминиевую трубку оловом, паяльником
Если стоит задача паять алюминий, то все что Вам потребуется Вы узнаете из нашей статьи. Мы подготовили и пошагово описали способы пайки, необходимые материалы и оборудование.
Содержание
- Почему возникают проблемы с пайкой алюминия
- Подготовка к пайке алюминиевых деталей
- Как удалить оксидную пленку
- Используемые в работе материалы
- Флюсы для пайки алюминия
- Канифоль
- Порошковый флюс
- Жидкий флюс
- Припой для пайки алюминия и его сплавов
- Отечественные припои и их качество
- Сравнение припоев для пайки алюминия
- Порошковая проволока
- Как паять алюминий – источники нагрева
- Паяльник для пайки алюминия
- Горелка
- Как паять алюминий паяльником
- Доработка паяльника для пайки алюминия
- Пайка алюминия газовой горелкой
- Выбор горелки
- Пайка китайским прутком
- Способ с щеткой насадкой по металлу
- Видео пайка алюминия аргон не нужен
- Что лучше сварка или пайка
- Как заработать на пайке алюминия
Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Подготовка к пайке алюминиевых деталей
Прежде, чем приступить к каким-либо работам, важно тщательно подготовить поверхности деталей. Только при точных и доскональных действиях можно спаять алюминий и дюральалюминий без последующих переделок.
На первом этапе необходимо аккуратно очистить деталь от загрязнений. Далее нужно удалить образованную на поверхности материала пленку оксида. Она образуется от контакта с кислородом в воздухе, тем самым не позволяя осуществить прочное соединение спаиваемых элементов.
Как удалить оксидную пленку
Выделяют два варианта:
- Химический метод предусматривает осаждение частиц цветных металлов методом электролиза. Процесс протекает благодаря электрохимическим реакциям на электродах, под действием постоянного электрического тока. Вследствие методу электролиза напыление из частиц металлов выпадает в осадок.
- Механический метод предусматривает удаление оксида при использовании синтетического масла. Главное, чтобы оно имело минимальное содержание воды. Для дополнительного обезвоживания масло нужно провести, прогрев до + 200°С. Термическая обработка позволит испарить воду. Важно! Необходимо тщательно следить за температурой, чтобы она не повышалась и жидкость не разбрызгивалась.
На место, где будет совершаться непосредственная пайка, наносят обезвоженное масло и натирают наждачной бумагой, что позволяет удалить оксидный слой с алюминия. Вместо наждачки можно провести очистку мелкой железной стружкой, острием паяльника или любым другим острым инструментом. Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Полезная статья: Что такое режим сварки
Используемые в работе материалы
Пайка алюминия своими руками может быть выполнена на высоком уровне при условии правильного подбора расходников. Рассмотрим детальнее, чем паять этот цветной металл.
Флюсы для пайки алюминия
Флюс – высокоактивный компонент, который не позволяет появиться пленке оксида во время пайки. Кроме того, вещество обеспечивает дополнительное смачивание при использовании жидкого припоя. Это увеличивает прочность сцепления различных методов паек.
Масло, используемое для трансформаторов может заменить флюс, если последний отсутствует. Изначально поверхности зачищают наждачной бумагой. Такие манипуляции существенно замедлят процесс появления естественной пленки и улучшат лужение алюминия.
Важно! Поскольку флюсы – активные вещества, то их поверхность после пайки необходимо промывать раствором щелочи с водой.
Канифоль
Колофонская камедь, она же канифоль – распространенный вариант среди всех флюсов. Это не идеальный способ, поскольку она работает только в среде без кислорода, а это довольно проблематично выполнить дома.
Порошковый флюс
Прочная пайка алюминия выполняется горелкой, при использовании порошковых флюсов. Желательно не использовать кислород, чтобы не снизить эффективность соединения.
Типы флюса для горелки:
- Флюс Ф-34А – популярный присадочный вариант флюса. Основной компонентный состав: (K) калий и (Li) литий. В качестве дополнительных компонентов выступает фтористый натрий и хлористый цинк. Отличительная черта флюса – хорошая способность образовывать однородные системы, а также способность поглощать и отдавать влагу.
- Бура – еще один порошок. Рабочая температура 700°С. Легко смывается с поверхности лимонной кислотой.

- Аспирин. Неплохой вариант флюса, но имеет опасность для человека. При нагревании выделяет вредные вещества, которые могут обжечь глаза и слизистые оболочки.
- Паяльный жир. Позволяет достичь отличного сцепления деталей при пайке алюминия своими руками. Максимальная прочность достигается за счет предварительного прогрева швов. Обязательно после пайки, паяльный жир нужно смыть, в противном случае начнутся коррозийные процессы.
Каждый из описанных вариантов позволяет припаять алюминий или дюраль с высокой прочностью соединения. Но при использовании определенного типа обязательно следует изучить его особенности и преимущества.
Жидкий флюс
Удобный и эффективный вариант надежной фиксации деталей. Вещество наносят непосредственно на точки скрепления. Работая с жидким типом флюса, необходимо быть крайне аккуратным, поскольку в процессе могут выделяться потенциально опасные пары. Распространенные модели:
- Ф-64. Вещество позволяет разрушать оксид на металле.
 Возможна работа с большими деталями.
Возможна работа с большими деталями. - Ф-61 – популярная модификация, которая широко применяется при лужении алюминия. Оптимальная рабочая температура не выше 250°С.
- Кастолин – еще один жидкий флюс. Для максимального эффекта температурный режим должен быть свыше 160°С.
Вышеперечисленные методы позволяют эффективно паять алюминий в домашних условиях.
Читайте также: Наиболее правильно определение сварочной дуги
Припой для пайки алюминия и его сплавов
Материал создается на базе цветных соединений металлов. Современные модификации имеют дополнительные примеси, что позволяет упростить работу.
Варианты:
- Высокоточный американский HTS-2000 – известный разрекламированный вариант припоя в форме стержней. Согласно отзывам пользователей, на практике материал не соответствует заявленному качеству, поскольку спаянные детали имеют низкую герметичность. Применять возможно только в комбинации с флюсом.

- Французская вариация Castolin – импортный тип припоя. Отлично помогает заварить небольшие отверстия и трещины.
- Офлюсованный припой типа Aluminium – рабочая температура превышает 640°С. Имеет форму прутков.
- Оловянно-цинковый состав ЦОП-40 используется для горячей пайки. Характеризуется высокой эффективностью.
Отечественные припои и их качество
Спаять алюминиевые детали в домашних условиях можно только с применением проверенного припоя. Высоким спросом пользуются отечественные модели. На практике не уступают иностранным образцам, при этом ценник существенно ниже.
Варианты:
- Новинка SUPER A+ – альтернативный припой, который был создан в Новосибирске. По составу и принципу действия является аналогом американского варианта HTS-2000.
- ПОС-61 – относительно устаревший, но по-прежнему востребованный тип, позволяющий работать с тонкостенным материалом.
- Марка А – цинково-оловянно-медный состав позволяет работать при 425 °С.
 Доступный и надежный материал.
Доступный и надежный материал. - 34А – отличный вариант для работы в печи, горелкой или в растопленных солях алюминия.
Сравнение припоев для пайки алюминия
Опытные специалисты, которые в своей практике работали с американскими, французскими и отечественными моделями отмечают, что последний вариант имеет отличные характеристики.
Процесс лужения алюминия не уступает по качеству более дорогим типам материалов. Чтобы на выходе получить изделия высокой прочности, работы по спайке необходимо проводить в печи.
Более того, независимо от обширной рекламы американского припоя HTS-2000, он имеет огромное количество отрицательных отзывов от пользователей. Основная проблема – тягучесть консистенции, которая затрудняет разравнивание на поверхности.
Что касается Castolyn 192FBK, то он излишне текуч. Это хорошая альтернатива для пайки небольших трещин и отверстий. При этом вещество практически бесполезно для того, чтобы сварить больше детали.
Полезная статья: Осциллятор для сварки
Порошковая проволока
Еще одна разновидность материала, который представляет собой тонкую металлическую проволоку, заполненную порошком-наполнителем. Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Нужно отметить, что это контрастно разные варианты соединений. При использовании сварочной проволоки, процедура сцепления алюминиевых конструкций происходит без использования газа.
Как паять алюминий – источники нагрева
Для пайки принято использовать такие традиционные устройства:
- Паяльник
- Горелка.
Разберемся детальнее, как запаять алюминий с помощью данных приборов.
Паяльник для пайки алюминия
Наиболее простым и распространённым методом, который используется для работ своими руками считается пайка алюминия паяльником. При работе с данным девайсом важно учитывать габариты деталей, которые будут соединяться.
Это важно, поскольку количество тепла от источника рассеивается, что значительно снижает эффективность. Для качественного выполнения работ потребуются мощные паяльники на 90-100 ВТ. Окончательная интенсивность и нагрузка зависит от размера, места соединения и типа припоя.
Горелка
Чтобы паять алюминиевые листы большой толщины лучше использовать устройства, которые смешивают газообразное топливо с кислородом. Характерная черта газовых горелок – бесконтактная передача тепла от источника к материалу. Горелки обеспечивают максимальную скорость нагрева.
Читайте также: Для чего служит сварочный трансформатор
Как паять алюминий паяльником
Металлы из класса цветные, к которым относится алюминий, имеют высокую теплопроводность. Для хорошего нагрева элементов из меди или алюминия требуется мощный инструмент. К примеру, для пайки 1 м², мощность прибора должна составлять порядка 60 Вт.
При соединении и прогреве двух или больше деталей потребуется инструмент до 100 Вт. Что касается жала, то желательно выбирать широкие варианты. На кончике можно сделать зазубрины, с их помощью легче удалить оксидный слой и тем самым улучшить результативность от пайки алюминия припоем.
Доработка паяльника для пайки алюминия
Для пайки алюминия своими руками в домашних условиях рекомендовано использовать горелку. Это ускорит работу и повысит качество сцепления. Все же из-за технических причин приходиться работать паяльником, но желательно провести предварительную небольшую доработку прибора.
Пошаговая инструкция как доработать паяльник:
- Изначально нужно приобрести новое жало с диаметром в 8,5 миллиметров.
- От начала жала нужно отступить 8 миллиметров и просверлить отверстие сверлом на 2 миллиметра.
- На кончике пилкой по металлу делают продольные надрезы с глубиной в 10 миллиметров.
- Далее нужно взять полотно от ручной пилки отрезать кусок на 13 миллиметров.
- В полотне проделать отверстие в 3 миллиметра.

- Жало согнуть под прямым углом.
- После этого ввинчиваем усовершенствованное полотно в пропилы и зажимаем болтом.
Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей. Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.
Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом. Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.
Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.
Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Полезная статья — Сварочный выпрямитель
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Видео пайка алюминия аргон не нужен
Что лучше сварка или пайка
Четкого ответа на данный вопрос не существует. Результат зависит от подготовки мастера и дальнейшего предназначения детали. Конечно же, сварка дюралюминия и алюминия – надежный вариант. Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
К примеру, для ремонта автомобильного радиатора лучшим решением будет пайка. Это быстро, удобно и дешево. Если речь идет о массивных конструкциях, на который возложена серьезная задача, то лучше использовать сварку.
Бесспорно, пайку дюралюминия и алюминия в домашних условиях выполнить можно, но это сложный процесс. Прогрессивные материалы, которые представлены на рынке, позволяют выполнить прочное соединение с минимальными знаниями и навыками.
А вы знаете какое давление в кислородном баллоне? Подробно по ссылке.
Как заработать на пайке алюминия
Всем известно, что сварка алюминия недешевое удовольствие, поскольку для этого используется специальное оборудование. При этом существует альтернатива – пайка.
Часто в пользователей возникает вопрос – а можно ли этим заработать? Ответ неоднозначный, поскольку все зависит от навыков, профессионализма и спроса. Конечно, можно запаять алюминиевую кастрюлю, флягу, канистру или алюминиевые трубки соседу и немного заработать, а можно поставить подобные услуги на поток и открыть собственную мастерскую.
Да
79.55%
Нет
20.45%
Проголосовало: 88
Задавайте свои вопросы в комментариях мы Вам поможем в их решении.
Припой с общим проводом | Присадочный металл | Сварочные изделия
РАД64001772
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: РАД64001772
паспорт безопасности
ХАРГЛВИЗ90
1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка
1/4″ Harris® Gal Viz Самофлюсующийся 30% олово 50% свинец 20% цинк Припой 5# Тюбик
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка
1/4″ Harris® Gal Viz Самофлюсующийся 30% олово 50% свинец 20% цинк Припой 5# Тюбик
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАРГЛВИЗ90
паспорт безопасности
HAR505061
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 1 # Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505061
паспорт безопасности
ХАР60Р61
1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка
1/8″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка
1/8″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р61
паспорт безопасности
ЕСА6
30
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
Самофлюсующийся алюминиевый припой ESAB® 1/8 дюйма All-State® Rubbon® Катушка 1 фунт
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
ESAB® 1/8″ All-State® Rubbon® Самофлюсующийся алюминиевый припой Катушка 1 фунт
Самофлюсующийся алюминиевый припой ESAB® 1/8 дюйма All-State® Rubbon® Катушка 1 фунт
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ЕСА6 30
паспорт безопасности
ХАР60401Б
Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № прутка
Припой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № прутка
Припой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60401Б
паспорт безопасности
HAR5050ТБ
Припой Harris® 50% олово 50% свинец 1 # трехметровый брусок
Припой Harris® 50 % олова 50 % свинца 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® 50% олово 50% свинец 1 # трехметровый брусок
Припой Harris® 50% олово 50% свинец 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР5050ТБ
паспорт безопасности
ХАР50501Б
Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 пруток
Припой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 пруток
Припой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50501Б
паспорт безопасности
ХАР60Р31
1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/16″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31
паспорт безопасности
ХАР1070К
Комплект алюминиевого припоя Harris® Al-Braze 1070
Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Комплект алюминиевого припоя Harris® Al-Braze 1070
Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР1070К
паспорт безопасности
HAR505065
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 5#
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #
1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 5 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505065
паспорт безопасности
ХАР50А61
1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #
1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #
1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой 1 # Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50А61
паспорт безопасности
ХАР60Р51
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка № 1
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р51
паспорт безопасности
ХАР500К
Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припой
Комплект припоя Harris® Al-Solder 500 85% олово 15% цинк
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припой
Комплект припоя Harris® Al-Solder 500 85% олово 15% цинк
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР500К
паспорт безопасности
ХАР50Р61
1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка
1/8″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка
1/8″ Harris® с канифольным сердечником 50% олова 50% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50Р61
паспорт безопасности
ЕСА6
01
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
ESAB® 1/8″ All-State® Aquasafe® 100 Бескадмиевый бессвинцовый припой Катушка 1 фунт
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ЕСА6 01
паспорт безопасности
ХАР60Р11
1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/32″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка
1/32″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р11
паспорт безопасности
HAR604061
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604061
паспорт безопасности
HAR604031
1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #
1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #
1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой 1 # Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604031
паспорт безопасности
HAR60R31/2POP
1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #
1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой Катушка 8,7 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #
1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой Катушка 8,7 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31/2ПОП
паспорт безопасности
Найдите в Airgas широкий выбор проволоки для пайки от RADNOR™, Harris® и ESAB®, включая проволоку со смоляным сердечником, твердую сердцевину, самофлюсующуюся и кислотную.
Airgas является ведущим комплексным поставщиком всех газов, сварочного оборудования и расходных материалов, а также товаров для обеспечения безопасности. Найдите его у нас в любое время и в любом месте на Airgas.com.
Пайка / пайка алюминия ?
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Пайка/пайка алюминия?
02-02-2007 #1
Пайка/пайка алюминия?
Привет,
Я новичок во всем этом
Хорошо, я купил алюминиевый пруток для пайки и сварки BernzOmatic
Я нагрел его своей маленькой ручной бутановой горелкой.
У меня есть две скрепленные вместе алюминиевые пластины, которые мне нужны для
поместите шов / бусину посередине, чтобы они были спаяны вместе.Но когда я нагрел стержень и металл, стержень расплавился,
но он не будет прилипать и / или течь к другому алюминиевому металлу. я мог бы
чтобы он не прилипал к алюминию.Как спаять алюминий с помощью этих стержней?
Спасибо,Ответить с цитатой
02-02-2007 #2
Re: Пайка/пайка алюминия?
Итак, вот что я пока выяснил.
 ..
..Лудим алюминий маслом, затем припаиваем как обычно.
Алюминий обычно не принимает обычный припой. Это потому что
оксидного покрытия на его поверхности. Покрывая поверхность
масла, вы можете соскоблить оксидное покрытие, не допуская попадания кислорода
выйти на поверхность и изменить ее. Затем вы можете залужить поверхность
утюгом, через масляное покрытие, и получить надлежащую связь. Тогда
можно счистить масло и припаять как обычно.Это техника домашнего магазина. Вероятно, есть лучшие решения
в производственной среде.Но что означает лужение алюминия под маслом?
Как ты это делаешь ?Спасибо,
Ответить с цитатой
02-02-2007 #3
Re: Пайка/пайка алюминия?
Бутановая горелка могла быть маловата.
 Попробуйте обычную пропановую паяльную лампу. После надлежащей очистки нагрейте металл и дайте теплу металла расплавить припой. Держите стержень рядом с пламенем, но не нагревайте стержень непосредственно от пламени. Убедитесь, что алюминий не анодирован.
Попробуйте обычную пропановую паяльную лампу. После надлежащей очистки нагрейте металл и дайте теплу металла расплавить припой. Держите стержень рядом с пламенем, но не нагревайте стержень непосредственно от пламени. Убедитесь, что алюминий не анодирован.Ответить с цитатой
03.02.2007 #4
Re: Пайка/пайка алюминия?
Похоже, вам нужно намного больше нагреть базовый алюминий.

Ответить с цитатой
03.02.2007 #5
Re: Пайка/пайка алюминия?
Покрыт ли стержень флюсом, если вам не нужен флюс, без него работать не будет!
Ответить с цитатой
03.
 02.2007
#6
02.2007
#6Re: Пайка/пайка алюминия?
можно купить банки с флюсом или стержни с флюсовым покрытием
Ответить с цитатой
03.02.2007 #7
Re: Пайка/пайка алюминия?
Можете ли вы придумать другой способ выполнения сборочной работы? Я использовал около дюжины «наборов для пайки алюминия» на протяжении многих лет, очень тщательно следуя инструкциям, используя различные методы газового / электрического нагрева, и я НИКОГДА не получал хорошего паяного соединения.
 Да, это можно сделать, но нет, не так просто в домашней мастерской. Комплекты варьировались от товаров из хозяйственного магазина до лучших, которые могла предоставить моя местная сварочная мастерская, с неизменно разочаровывающими результатами. Конкретный сплав, который вы пытаетесь паять, может сильно повлиять на результаты. Я думаю, что с чистым алюминием (редким) легче всего работать комплектам.
Да, это можно сделать, но нет, не так просто в домашней мастерской. Комплекты варьировались от товаров из хозяйственного магазина до лучших, которые могла предоставить моя местная сварочная мастерская, с неизменно разочаровывающими результатами. Конкретный сплав, который вы пытаетесь паять, может сильно повлиять на результаты. Я думаю, что с чистым алюминием (редким) легче всего работать комплектам.Никогда не слышал о масляном трюке, но некоторые флюсы выглядят маслянистыми. Одним из факторов является то, что химические вещества, используемые в флюсах для алюминиевых припоев, чрезвычайно чувствительны к чрезмерной температуре и будут работать только в узком диапазоне температур между тем, чтобы стать химически активными и инертными или разрушающими процесс пайки из-за чрезмерной температуры. Практикующему на дому специалисту трудно поддерживать такой контроль температуры. Как только он станет коричневым или черным, вы можете начать все сначала.
У меня сложилось впечатление, что либо (или оба) инертная атмосфера или ультразвук лучше всего подходят для пайки алюминия.
 Идеальным был бы ультразвуковой паяльник, то есть обычный утюг с электрическим нагревом, который также возбуждается ультразвуком для разрушения оксидного слоя под жидким припоем. Они есть на рынке, но по ценам, которые вы можете себе представить, и, по общему мнению, они очень хорошо работают с самыми разными материалами. Я даже читал отчеты о «пайке» стекла ультразвуковыми утюгами.
Идеальным был бы ультразвуковой паяльник, то есть обычный утюг с электрическим нагревом, который также возбуждается ультразвуком для разрушения оксидного слоя под жидким припоем. Они есть на рынке, но по ценам, которые вы можете себе представить, и, по общему мнению, они очень хорошо работают с самыми разными материалами. Я даже читал отчеты о «пайке» стекла ультразвуковыми утюгами.Веселись.
Ответить с цитатой
03.02.2007 #8
Re: Пайка/пайка алюминия?
В моем предыдущем ответе предполагалось, что вы использовали прутки для пайки.
 Наборы для пайки алюминия и прутки для пайки — это разные вещи. Припой, который я использовал, голый и не использует флюс. Я понятия не имею, примешан ли к стержню флюс или нет. Там не так хорошо, как сварка, но работают очень хорошо в своих пределах.
Наборы для пайки алюминия и прутки для пайки — это разные вещи. Припой, который я использовал, голый и не использует флюс. Я понятия не имею, примешан ли к стержню флюс или нет. Там не так хорошо, как сварка, но работают очень хорошо в своих пределах.Ответить с цитатой
03.02.2007 #9
Re: Пайка/пайка алюминия?
Моя ошибка. Я думал, что он имеет в виду набор для пайки, а не набор для пайки.
 Но проблемы связаны. все это связано с трудностью преодоления оксидного слоя. Я никогда не пробовал алюминиевый прут для пайки.
Но проблемы связаны. все это связано с трудностью преодоления оксидного слоя. Я никогда не пробовал алюминиевый прут для пайки.Для тех, кто интересуется, ALCOA выпускала буклеты по пайке и пайке алюминия. Вы можете найти его в магазине подержанных книг или с помощью поиска подержанных книг в Интернете. Они заставляют это звучать легко.
хорошо
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Припой для алюминия и способ пайки
Настоящее изобретение относится к трубчатому порошковому припою для пайки алюминия, а также к способу пайки алюминия. В частности, изобретение относится к трубчатому порошковому припою из практически чистого олова, имеющему сердцевину из флюса, полученного сплавлением смеси хлорида металла, такого как хлорид цинка, и органической кислоты с более высокой молекулярной массой, такой как одна из высших жирные кислоты молекулярной массы, стеариновая, пальмитиновая или олеиновая.
Хотя пайке алюминия уделялось большое внимание специалистов в этой области, насколько нам известно, до сих пор не было разработано полностью удовлетворительного припоя или метода пайки алюминия. По-видимому, это произошло в основном из-за недостаточного понимания проблем, связанных с пайкой алюминия.
Серьезным препятствием для получения удовлетворительной пайки алюминия является активность алюминия по отношению к кислороду и плотная, плотно прилегающая оксидная пленка, которая постоянно образуется на всех алюминиевых поверхностях.
Другая проблема при пайке алюминия связана с относительно плохой растворяющей или легирующей способностью металлов для пайки алюминия и с чрезвычайно вялым характером алюминиевого сплава, образующегося при пайке. Поскольку пайка алюминия включает образование раствора или сплава между металлом припоя и алюминием, очевидно, что необходимо проникнуть через оксидную пленку на алюминии, если нужно получить удовлетворительное соединение. Оксид алюминия, однако, не поддается восстановительному действию флюсов, как оксиды других распространенных металлов. Мы обнаружили, что при пайке алюминия необходимо разрывать окисную пленку механически, а не химически, например, царапая оксидированную поверхность паяльником.
Мы обнаружили, что при пайке алюминия необходимо разрывать окисную пленку механически, а не химически, например, царапая оксидированную поверхность паяльником.
Поскольку такое механическое разрывание оксидной пленки приводит к примеси оксида к металлу припоя и придает паяному соединению пористость и шероховатость, перед завершением операции пайки необходимо удалить загрязненный оксидом припой. Таким образом, в соответствии с нашим методом предварительные этапы пайки включают механический разрыв пленки оксида 00, чтобы позволить припою смочить и растворить металлический алюминий, а затем удаление избытка расплавленного припоя и примеси оксида и растворенного алюминия.
Этот предварительный этап удаления любого избытка расплавленного припоя и растворенного оксида алюминия также устраняет трудности, с которыми ранее приходилось сталкиваться из-за вялого характера, придаваемого припою растворенным алюминием. Присутствие алюминия даже в таких малых количествах, как 0,01%, придает расплавленному припою чрезмерную вялость и изморозь, в результате чего паяное соединение становится шероховатым, пористым и неприглядным, если не принять меры для удаления загрязненного расплавленного припоя перед завершением пайки. сустава. Из-за большого сродства алюминия к кислороду для получения удовлетворительной связи между алюминием и припоем необходимо защищать вновь образованные алюминиевые поверхности от воздуха. Мы обнаружили, что лучше всего этого можно добиться, используя относительно неподвижный флюс некоррозионного характера и применяя такой флюс в качестве основного материала трубчатого оловянного припоя. Таким образом, флюс наносится одновременно с оловянным припоем и защищает как олово, так и алюминиевую поверхность.
сустава. Из-за большого сродства алюминия к кислороду для получения удовлетворительной связи между алюминием и припоем необходимо защищать вновь образованные алюминиевые поверхности от воздуха. Мы обнаружили, что лучше всего этого можно добиться, используя относительно неподвижный флюс некоррозионного характера и применяя такой флюс в качестве основного материала трубчатого оловянного припоя. Таким образом, флюс наносится одновременно с оловянным припоем и защищает как олово, так и алюминиевую поверхность.
До сих пор при пайке алюминия либо вообще не применялся флюс, либо этот флюс использовался как внешний флюс. Когда флюс наносится снаружи, а припой расплавляется поверх зафлюсованной алюминиевой поверхности, сам припой имеет достаточно времени для окисления во время плавления. Кроме того, тепло пайки приводит к тому, что флюс стекает с места нанесения, оставляя обугленный и неэффективный остаток. О том, что ранее использовавшиеся флюсы, как правило, неадекватны, свидетельствует тот факт, что практически все алюминиевые припои рекомендуется использовать без флюса. Мы обнаружили, что в качестве припоя для пайки алюминия наиболее удовлетворительным образом может быть использовано практически чистое олово как потому, что олово растворяется в алюминии во всех соотношениях, так и потому, что олово полностью жидкое при температуре около 232°С и, следовательно, позволяет использовать обычные припои. температуры «мягкого припоя» в процессе пайки. Очевидно, что лучший припой с точки зрения эффективности пайки тот, который минимально растворим в припаиваемом металле. Использование олова также устраняет необходимость использования высоких температур плавления, которые вызывают большее окисление алюминия и, таким образом, затрудняют операцию пайки.
Мы обнаружили, что в качестве припоя для пайки алюминия наиболее удовлетворительным образом может быть использовано практически чистое олово как потому, что олово растворяется в алюминии во всех соотношениях, так и потому, что олово полностью жидкое при температуре около 232°С и, следовательно, позволяет использовать обычные припои. температуры «мягкого припоя» в процессе пайки. Очевидно, что лучший припой с точки зрения эффективности пайки тот, который минимально растворим в припаиваемом металле. Использование олова также устраняет необходимость использования высоких температур плавления, которые вызывают большее окисление алюминия и, таким образом, затрудняют операцию пайки.
Кроме того, из-за высокой теплопроводности алюминия трудно, когда требуется плавление при высокой температуре, подавать достаточное количество тепла на алюминиевую деталь, чтобы поднять температуру детали до требуемой.
Таким образом, важной целью настоящего изобретения in2 2052 является создание трубчатого припоя с порошковым оловом для использования при пайке алюминия.
Еще одной важной задачей настоящего изобретения является создание трубчатого припоя с сердцевиной, состоящего, по существу, из чистого олова и имеющего сердцевину из флюсового материала, по существу, не вызывающего коррозию, и специально приспособленного для использования при пайке алюминия.
Еще одной важной задачей настоящего изобретения является создание способа пайки алюминия с использованием практически чистого олова в качестве припоя и с использованием флюса, содержащего продукт реакции хлорида металла и жирной кислоты с более высокой молекулярной массой.
Еще одной важной целью настоящего изобретения является создание усовершенствованного способа пайки алюминия, который включает предварительное лужение участка алюминиевой поверхности, предназначенного для пайки, с последующим удалением избытка расплавленного оловянного припоя и содержащихся в нем примесей и последующая пайка луженой поверхности.
Другие важные цели настоящего изобретения станут очевидными из следующего описания и прилагаемой формулы изобретения.
Мы предпочитаем использовать практически чистое олово в качестве припоя для пайки алюминия. Мы обнаружили, что чем чище олово, используемое в качестве припоя, тем более удовлетворительной является операция пайки. Следовательно, при приготовлении нашего алюминиевого припоя используется самое чистое коммерческое олово.
С другой стороны, следует понимать, что преимущества нашего изобретения все еще могут быть обеспечены, но в меньшей степени, если в оловянном припое присутствуют небольшие проценты легирующих ингредиентов. Поскольку добавление легирующих элементов, таких как цинк, кадмий, висмут, свинец и медь, не повышает эффективность оловянного припоя для пайки алюминия, мы предпочитаем использовать практически чистое олово в качестве единственного металла припоя.
В своей предпочтительной форме припой по настоящему изобретению получают в виде трубчатого припоя с сердцевиной из практически чистого олова, имеющего сердцевину из флюсового материала, который относительно неподвижен при температурах пайки. Такой флюс может быть получен реакцией хлорида металла, такого как хлорид цинка, магния или кальция, с органической кислотой с более высокой молекулярной массой, такой как любая из так называемых высокомолекулярных жирных кислот, стеариновой, пальмитиновой и олеиновой, или органические кислотные компоненты жиров, масел, восков и смол. Жирные кислоты, воски или смолы сами по себе пригодны для использования, но слишком подвижны, чтобы быть полностью удовлетворительными. Наш предпочтительный флюс получают путем взаимодействия безводной смеси хлорида цинка и стеариновой кислоты при температуре плавления смеси или выше, предпочтительно при около 250°С. При получении такого продукта реакции стеариновую кислоту сначала нагревают примерно до 250°С и постепенно при перемешивании добавляют твердый хлорид цинка, и нагревание продолжают до тех пор, пока свободное неорганическое вещество, которое первоначально не осядет на дно реакционный сосуд, прореагировал со стеариновой кислотой с образованием полностью гомогенного продукта.
Такой флюс может быть получен реакцией хлорида металла, такого как хлорид цинка, магния или кальция, с органической кислотой с более высокой молекулярной массой, такой как любая из так называемых высокомолекулярных жирных кислот, стеариновой, пальмитиновой и олеиновой, или органические кислотные компоненты жиров, масел, восков и смол. Жирные кислоты, воски или смолы сами по себе пригодны для использования, но слишком подвижны, чтобы быть полностью удовлетворительными. Наш предпочтительный флюс получают путем взаимодействия безводной смеси хлорида цинка и стеариновой кислоты при температуре плавления смеси или выше, предпочтительно при около 250°С. При получении такого продукта реакции стеариновую кислоту сначала нагревают примерно до 250°С и постепенно при перемешивании добавляют твердый хлорид цинка, и нагревание продолжают до тех пор, пока свободное неорганическое вещество, которое первоначально не осядет на дно реакционный сосуд, прореагировал со стеариновой кислотой с образованием полностью гомогенного продукта. 0003
0003
Так как скорость реакции зависит от поверхности компонентов, находящихся в контакте друг с другом, реакцию можно ускорить энергичным перемешиванием. Если соль очень тонко измельчить, а материал взболтать механической мешалкой, реакция протекает очень быстро и при небольших количествах хлорида цинка может завершиться за несколько минут. Максимальная массовая доля хлорида цинка в стеариновой кислоте, которая может реагировать со стеариновой кислотой для получения продукта, практически не содержащего свободного хлорида цинка, составляет приблизительно 2 части хлорида цинка на 3 части стеариновой кислоты.
Обычно соотношение хлорида цинка к стеариновой кислоте должно составлять от 1 до 4 частей хлорида цинка на 6 частей стеариновой кислоты по весу. Наша предпочтительная композиция содержит около 20% хлорида цинка по массе реакционной смеси. Конечный продукт реакции полностью гомогенен при исследовании под микроскопом и не содержит свободных кристаллов свободного хлорида цинка.
Трубчатый припой с сердцевиной по нашему изобретению может быть приготовлен любым из известных способов, например методом экструзии. Предпочтительно флюс составляет от 3 до 4% по весу трубчатого припоя с сердцевиной и в любом случае не более 10%.
При использовании порошкового трубчатого припоя процесс пайки в основном выглядит следующим образом. соскабливание, напильник или шлифовка для удаления любого жира и оксидного покрытия, которое всегда присутствует:. на алюминиевой посуде. Если необходимо отремонтировать толстую, тяжелую алюминиевую деталь, такую как треснувший картер двигателя, головка блока цилиндров или литой алюминиевый предмет значительного веса, рекомендуется выточить или стачивать значительную часть общей толщины поврежденной стенки в форма V-образной траншеи около 90°, сохраняя трещину на дне траншеи.
Паяльник, который должен быть относительно тяжелым для пайки алюминия, нагревают и рабочие поверхности паяльника покрывают плавленым припоем из трубчатого оловянного припоя с сердцевиной нашего изобретения. Небольшое количество трубчатого припоя с сердцевиной затем расплавляют под утюгом на месте пайки и медленным вращательным движением поверхность утюга протирают взад и вперед по этому месту, используя достаточное давление. Когда это движение будет продолжаться в течение минуты или около того, можно заметить, что припой начинает прилипать местами.
Небольшое количество трубчатого припоя с сердцевиной затем расплавляют под утюгом на месте пайки и медленным вращательным движением поверхность утюга протирают взад и вперед по этому месту, используя достаточное давление. Когда это движение будет продолжаться в течение минуты или около того, можно заметить, что припой начинает прилипать местами.
Таким же образом добавляется небольшое количество припоя к припаиваемому участку алюминиевой поверхности и продолжается трение, при этом поверхность железа плотно прижимается к заготовке. Припой вскоре проявляет явную адгезию к алюминию, а также имеет гранулированную и тягучую консистенцию. «Как только припой равномерно прилипает» ко всей поверхности изделия, паяльник поднимают и расплавленный припой полностью стирают с изделия, как бы протирая стальной ватой. e Это следует делать быстро, так как припой очень быстро затвердевает после удаления паяльника.
c Поверхность ремонтируемых работ c должна. теперь будет полностью луженым, так как будет видно разницу в цвете между луженой и нелуженой поверхностями. Затем паяльник снова нагревают и тщательно очищают от расплавленного, тягучего или гранулированного припоя, который может прилипнуть к его рабочим поверхностям из-за трения. н эрация. Затем достаточное количество трубчатого* припоя с сердцевиной наплавляют на ремонтируемый участок поверхности, чтобы заполнить трещину и т.п.
Затем паяльник снова нагревают и тщательно очищают от расплавленного, тягучего или гранулированного припоя, который может прилипнуть к его рабочим поверхностям из-за трения. н эрация. Затем достаточное количество трубчатого* припоя с сердцевиной наплавляют на ремонтируемый участок поверхности, чтобы заполнить трещину и т.п.
,y Во время этого этапа заливки утюг не следует двигать вперед и назад, как при лужении, потому что, если это произойдет, в припой будет введено столько алюминия, что ремонт будет грубым и тягучим.
)- Оловянный припой и флюс должны растекаться и распределяться равномерно и плавно, без особых движений железа. 2,065 Затем изделию дают остыть в покое, чтобы избежать каких-либо трещин или дефектов в паяном ремонте.
Важной особенностью нашего процесса является то, что ремонтируемая алюминиевая поверхность сначала лужится, а затем выполняется операция пайки в соответствии с обычными методами пайки мягким припоем. Для удовлетворительного лужения поверхности ремонтируемого алюминиевого изделия необходимо, конечно, чтобы флюс предотвращал повторное окисление алюминиевых поверхностей в температурных условиях операции пайки. Было обнаружено, что флюс по нашему изобретению, описанный выше, выполняет эту функцию наиболее эффективно.
Было обнаружено, что флюс по нашему изобретению, описанный выше, выполняет эту функцию наиболее эффективно.
Нам известно, что многочисленные детали процесса могут варьироваться в широких пределах без отхода от принципов настоящего изобретения, и поэтому мы не ставим своей целью ограничение выданного патента иначе, чем это необходимо в предшествующем уровне техники.
В качестве нашего изобретения мы заявляем: 1. Трубчатый припой с сердцевиной для использования при пайке алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из практически неагрессивного продукта реакции хлорида металла и органической кислоты.
2. Трубчатый припой с сердцевиной для использования при пайке алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины сплавленного продукта реакции хлорида цинка и высшей жирной кислоты.
3. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции не более 2 частей хлорида цинка на 3 части по массе стеариновой кислоты.
4. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой, состоящий из практически чистого олова и сердцевины из продукта реакции, полученного сплавлением смеси хлорида цинка и стеариновой кислоты в пропорции примерно 1 часть цинка. хлорида на 4 части стеариновой кислоты.
5. Трубчатый припой с сердцевиной для пайки алюминия, содержащий трубчатый припой из практически чистого олова и сердцевину, состоящую из безводного продукта плавления не менее 1 части и не более 4 частей хлорида цинка на 6 частей стеариновой кислоты. кислоты по массе.
6. Трубчатый оловянный припой с сердцевиной для пайки алюминия, часть припоя которого представляет собой в основном чистое олово, а сердцевина — относительно неподвижный, неагрессивный флюс, процентное содержание 2740 3 флюсовой сердцевины к общему количеству припоя плюс сердцевины менее 10% по весу.
7. Способ пайки алюминия, включающий механическую очистку алюминиевой поверхности, предназначенной для пайки, расплавление припоя из чистого олова с сердцевиной, имеющей относительно неподвижное неагрессивное флюсовое ядро, на очищенной поверхности для лужения поверхности, вытирание избытка расплавленного олова , добавляли оксиды и растворенный алюминий с поверхности и наносили дополнительное количество расплавленного чистого олова на луженую поверхность для завершения паяного соединения, причем указанное расплавленное олово поддерживали при температуре, достаточной для предотвращения затвердевания олова.
8. Способ пайки алюминия, включающий механическую очистку припаиваемой алюминиевой поверхности для разрыва оксидной пленки на ней, расплавление порции трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижное коррозионностойкое флюсовое ядро, на очищенную поверхность ilumin, механическое соскабление указанной поверхности с постоянным приложением к ней тепла до тех пор, пока расплавленный металл на указанной поверхности не приобретет волокнистый характер, удаление избытка указанного расплавленного металла и нанесение большего количества указанного чистого оловянного припоя и флюса на указанную поверхность без механического нарушения указанного поверхности, причем указанное расплавленное олово поддерживается при температуре, достаточной для предотвращения затвердевания металла.
9. Способ пайки алюминия, включающий механическую очистку части поверхности алюминия, предназначенной для пайки, наплавление на указанную поверхность трубчатого припоя из чистого олова с сердцевиной, имеющего относительно неподвижную неагрессивную сердцевину из флюса, при непрерывном нагреве и перемешивании расплавленного олова.