
Как варить трубы электросваркой правильно – пошаговое руководство
Содержание:
Подбор электродовРазновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Сварка металлических труб электросваркой: технология и рекомендации
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.

Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.

Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.

Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.

Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.
В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.

Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: «Какая сварка водопроводных труб лучше – виды и особенности сварки».
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.

При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».

Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.

Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
Как варить трубы под любым углом, а не только 45 и 90 градусов
 Как варить трубы под разным углом в 45 и 90 градусов
Как варить трубы под разным углом в 45 и 90 градусовСварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Поделиться в соцсетях
как варить с водой, как правильно варить трубы отопления
Содержание:
Всю трубопроводную арматуру можно воедино собрать сваркой. Такое крепление считается одним из самых надежных, не требующих внедрения дополнительных приспособлений. Сварка водопроводных труб − явное подтверждение сказанному выше.

Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.

В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Особенности сварки водопроводных труб
Механический процесс сварки можно произвести способом трения и взрыва.
Согласно категории носителя, сварочные методы классифицируются по типу:
- лазерных;
- газовых;
- дуговых;
- плазменных.

Согласно требованиям получения стыковочного шва, сварка бывает:
- свободной;
- принудительной.
Защитить зону сварки можно при помощи:
- газов;
- проволоки-электродов;
- флюса.

Технологический процесс сварки постоянно автоматизируется и механизируется, поэтому классифицируется, как:
- ручной;
- автоматизированный;
- механизированный;
- роботизированный.
Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.

При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.

При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Первоначальный нагрев труб
Благодаря стартовому подогреву, можно добиться правильной терморегуляции в ходе сварочных работ. При этом скорость охлаждения металлических изделий взаимосвязана с характеристиками сварочного шва при температуре 500-800°С.
Если по окончанию процесса сварки материал трубы быстро охладится, то получится достаточно прочная, но не пластичная структура.
При желании можно менять скорость охлаждения кромок, но для этого потребуется:
- корректировка их первоначальной температуры;
- подогрев;
- учет толщины стенок составляющих водопровода.

С помощью первоначального подогрева создаются комфортные условия для активной эвакуации из сварочной зоны и стыка диффузионного водорода, а также изделие более защищено от возникновения трещин.
При корректном определении нужной температуры первоначального подогрева особое внимание следует уделить таким параметрам, как:
- структура материала;
- толщина стенки;
- температура наружного воздуха;
- разновидность покрытия электрода.
Подогрев и поддержание стабильной температуры в месте сварочного стыка обеспечивают газовые или электронагреватели. Местом нагрева называют площадь изделия, составляющую около 75 мм от стыка в каждую сторону.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.

Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
Процесс производства труб / Методы изготовления бесшовных и сварных труб
Перейти к содержанию- На главную
- ТрубопроводыРазвернуть / Свернуть
- ТрубопроводРазвернуть / Свернуть
- Направляющая для труб
- Размеры и спецификации труб
- Таблицы графиков
- Коды спецификации
- Производство бесшовных и сварных труб
- Осмотр труб
- ФитингиРазвернуть / Свернуть
- Руководство по трубным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальные и испытательные
- Размеры колен Градус
- Размеры трубных колен и обратного канала
- Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- ТрубопроводРазвернуть / Свернуть
- Фланцы расширяются / складываются
- Направляющие фланцев Фланец
- Приварной и удлиненный ge Номинальные характеристики
- Размеры фланца с приварной шейкой
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца приварной втулки
- Размеры фланца с муфтой
- Размеры фланца с глухим фланцем
- Размеры фланца с диафрагмой
- КлапаныРазвернуть / Свернуть
- Направляющая клапана
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Плунжерный клапан
- Пробка
- Клапан сброса давления
- Материал трубыРасширение / сжатие
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- 110
0003 ASTM - ОлецExpand / Свернуть
- Направляющая
- Втулка и размеры
- Втулка и размеры
- Резьба и размеры
- Латролет и размеры
- Эльболет и размеры
- Болты шпилькиРазвернуть / свернуть
- Направляющая шпильки
- Направляющая шпильки
- Таблица болтов фланца
- Размеры толстой шестигранной гайки
- Прокладки и жалюзи для очков Развернуть / Свернуть
- Направляющая прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Заглушка
- и заглушка для RTJ
- Размеры
- P & IDExpand / Collapse
- Как читать P&ID
- Блок-схема процесса
- Символы P&ID и PFD
- Символы клапана
- EquipmentExpand / Collapse
- PumpExpand / Collapse
- 9000 Работа и типы
- PumpExpand / Collapse
- Сосуд под давлениемРазвернуть / Свернуть
- Скоро
- Курсы
- ВидеоРазвернуть / свернуть
- Видеоуроки
- हिंदी Видео
- Блог
- Главная
- Трубопровод
- Трубопровод
- Руководство по трубам
- Размеры и график труб
- Цветовые коды
- Цветные коды
- Диаграммы
- Бесшовные
- Диаграммы трубопроводов
- и производство сварных труб
- Осмотр труб
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры отводов — 90 и 45 D egree
- Размеры трубных колен и возвратных труб
- Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- Фланцы
- Направляющая фланца
- Отверстие и длинная шейка 9000 Фланец 9000
- Размеры фланца приварной шейки
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца, приварного внахлест
- Размеры фланца, приваренного внахлест
- Размеры фланца заглушки
- Размеры фланца с диафрагмой 9003
- Направляющая клапана
- Детали клапана и трим клапана
- Задвижка
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Трубопровод
Полное руководство по размерам и спецификациям труб — Бесплатная карманная диаграмма
Перейти к содержанию- На главную
- ТрубопроводыРазвернуть / Свернуть
- ТрубопроводРазвернуть / Свернуть
- Направляющая по трубам
- Размеры и график труб
- Цвета графика
Коды
- ТрубопроводРазвернуть / Свернуть
- Производство бесшовных и сварных труб
- Осмотр труб
- Руководство по трубопроводным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальные и испытания
- 90 и 45 градусов
- Размеры трубных колен и возвратных труб
- Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- Направляющие фланцев
- Направляющие для фланцев
- Номинальные характеристики фланца
- Размеры фланца приварной шейки
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца приварной втулки
- Размеры фланца
- Размеры глухого фланца
- Размеры фланца
- Направляющая клапана
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Плунжерный клапан
- Пробка
- Клапан сброса давления
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- 110
0003 ASTM - ОлецЭкспа nd / Collapse
- Направляющая
- Weldolet и размеры
- Sockolet и размеры
- Threadolet и размеры
- Latrolet и размеры
- Elbolet и размеры
- Болты шпилькиРасширение / свертывание Болта
- Процедура затягивания шпильки
- Таблица фланцевых болтов
- Размеры тяжелой шестигранной гайки
- Прокладки и жалюзи для очков Развернуть / Свернуть
- Направляющая прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Прокладка
- и размер
- Spectac4 Размеры слепых очков
- Как читать P&ID Схема технологического процесса
- Символы P&ID и PFD
- Символы клапана
- Скоро
- Видеоуроки
- हिंदी Видео
- Home
- Трубопровод
- Трубопровод
- Руководство по трубам
- Размеры труб и график
- Диаграммы цветов
- Диаграммы цветов 9000 Производство бесшовных и сварных труб
- Осмотр труб
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры отводов — 90 & 45 градусов
- Размеры трубных колен и обратного канала
- Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- Фланцы
- Направляющая фланца
- Фланец фланца
- Фланец
- 0003 Фланец
- Размеры фланца приварной шейки
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца при сварке внахлест
- Размеры фланца
- Размеры глухого фланца
- Размеры фланца 21
- Размеры фланца 21 Клапаны
- Направляющая
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Пробковый клапан
- Игольчатый предохранительный клапан
9000 9002 1 - Трубопровод
- Материал трубы
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
- Olets
- Weldolet и размеры
- Sockolet и размеры
- Threadolet и размеры
- Latrolet и размеры
- Elbolet и размеры
- Болты шпильки
- Направляющая шпильки
- Схема затяжки болтов
- Процедура затяжки фланцев
- Размеры гайки
- Прокладки и жалюзи для очков
- Направляющая для прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
Различные типы скосов и способы их изготовления
Стыковая сварка труб является особенной, поскольку сварщик обычно не имеет доступа к внутренней поверхности стыка. Поэтому все сварочные работы нужно производить снаружи. По этой причине необходимо соответствующим образом подготовить края.
Различные стандарты сварки (ASME, AWS, ISO, EN и т. Д.) Обычно дают инструкции, которым необходимо следовать в отношении геометрии фаски. В этой статье описываются приготовления, которые наиболее часто встречаются в промышленности в зависимости от толщины стенок свариваемых труб.
1. Формирование фаски на конце трубы
1. Снятие фаски
Снятие фаски — это операция по созданию плоской наклонной поверхности на конце трубы. Отверстие, создаваемое операцией снятия фаски, дает сварщику доступ к общей толщине стенки трубы и позволяет ему делать равномерный сварной шов, который гарантирует механическую целостность сборки. У основания скосов выполняется корневой проход, который образует основу для заполнения угла канавки, образованного двумя скосами, последовательными сварочными проходами.
2. Облицовка
Облицовка — это термин, используемый для операции по созданию фаски, которая состоит из создания плоской поверхности на конце трубы. Правильная облицовка облегчает выравнивание труб друг относительно друга перед сваркой, а также способствует постоянному корневому отверстию между деталями. Оба эти параметра являются важными параметрами для поддержания правильной сварочной ванны и для обеспечения полного проникновения корневого прохода в соединение.
3. Растачивание внутри зенковки

Производственные допуски трубы могут привести к разной толщине по окружности трубы.Это, в свою очередь, может привести к изменению толщины поверхности корня при выполнении фаски. Вот почему при сварке обычно рекомендуется растачивание.
Операция заключается в легкой механической обработке внутренней поверхности трубы, чтобы гарантировать постоянную ширину контактной поверхности или поверхности основания по всей окружности трубы. Наличие постоянной ширины земли облегчит выполнение корневого прохода. Этот параметр важен при использовании автоматизированных сварочных процессов, поскольку аппарат не способен оценивать и компенсировать любые возможные неровности на земле, что, очевидно, не имеет места при ручной сварке.
2. Различные типы скосов, которые используются в зависимости от толщины стенки трубы
1. Диапазон толщин t ≤ 3 мм (0,118 дюйма)
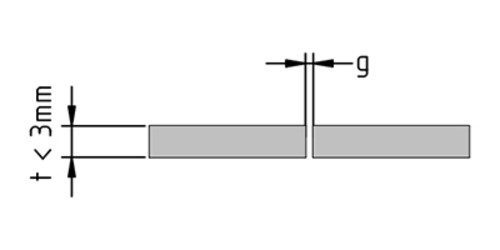
Если требуется стыковая сварка труб со стенкой менее 3 мм (. 118 ”) толщиной, скашивание кромки на конце трубы обычно не требуется. Технологии дуговой сварки (111, 13x, 141) позволяют проплавить всю глубину трубы за один проход.
При использовании автоматизированной техники сварки (орбитальная сварка или процесс с использованием источников энергии высокой плотности) конец трубы должен быть повернут так, чтобы края сварного шва были идеально перпендикулярны.В зависимости от применения или используемого процесса расстояние между частями будет между g = 1 / 2t и g = 0 (особенно для процессов с использованием источников энергии с высокой плотностью).
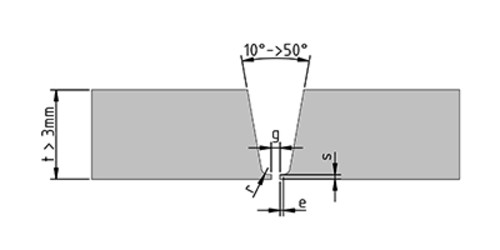
2. Диапазон толщин 3 ≤ t ≤ 20 мм (0,787 дюйма)
Когда сварщик может получить доступ только к одной стороне свариваемого соединения, подготовка деталей с открытыми квадратными краями обычно не позволяет металлу сварного шва проникать полностью, если толщина стенок превышает 3 мм (0,787 дюйма). Поэтому необходимо сделать скос, чтобы сварщик мог сделать корневой проход в нижней части стыка, который затем будет заполнен одним или несколькими дополнительными проходами.
Обычно корневой проход выполняется с использованием процесса 141 для обеспечения наилучшего проплавления (корневой проход используется в качестве основы для последующих сварочных проходов). По экономическим причинам следующие проходы, называемые проходами «заполнения» или «заполнения», выполняются с использованием процесса 13x или 111, который является более производительным (количество наплавленного металла, скорость подачи и т. Д.), Чем процесс 141 .
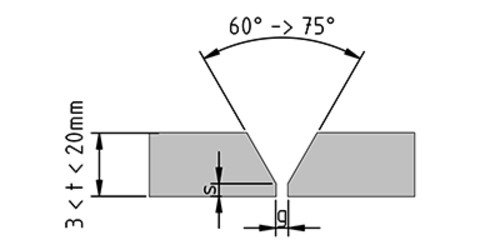
Наиболее распространенные углы для V-образных канавок составляют 60 ° и 75 ° ((2 × 30 ° и 2x 37,5 °) в зависимости от применяемого стандарта.Обычно требуется земля шириной от 0,5 до 1,5 мм (от 0,020 до 0,059 дюйма). Корневой проем между свариваемыми деталями (g) составляет от 0,5 до 1 мм (0,020–0,059 дюйма).
Однако подготовка канавки «J» требуется чаще для этого диапазона толщин (см. Подробности ниже). Это особенно актуально при использовании процессов орбитальной сварки. Это также нормальный способ подготовки при сварке сплавов, таких как дуплекс или инконель.
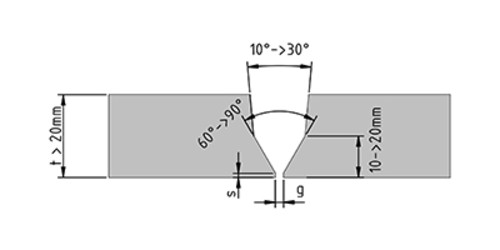
3. Диапазон толщины 20 мм (.787 ”) ≤ t
При увеличении толщины стенок на свариваемых деталях количество сварочного металла, которое необходимо наплавить в валик, также увеличивается в той же пропорции. Во избежание слишком длительных и дорогостоящих с точки зрения рабочей силы и расходных материалов сварочных операций, подготовка к сварным швам толщиной более 20 мм (0,787 дюйма) выполняется с использованием скосов, которые позволяют уменьшить общий объем скоса.
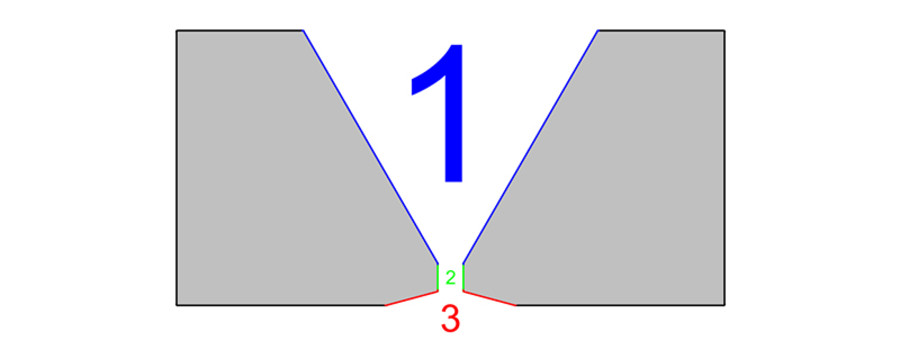
1. Двухугловые V-образные канавки (или составные V Grooves):
Первое решение для уменьшения размера фаски — это изменить угол наклона канавки.Начальный угол 30 ° или 37,5 ° (до 45 °) комбинируется со вторым углом, обычно между 5 ° и 15 °. Первый угол 30 ° или 37,5 ° должен быть сохранен, чтобы избежать слишком узкой канавки и не дать сварщику сделать корневой проход.
Как и для одиночных V-образных канавок, для этой подготовки требуется фаска шириной от 0,5 мм до 1,5 мм (от 0,020 до 0,059 дюйма) и отверстие между деталями (g) от 0,5 до 1 мм (от 0,020 до 0,039 дюйма). . Горячий проход земли обычно выполняется с использованием процесса 141, а операции заполнения — с использованием процессов 13x или 111.
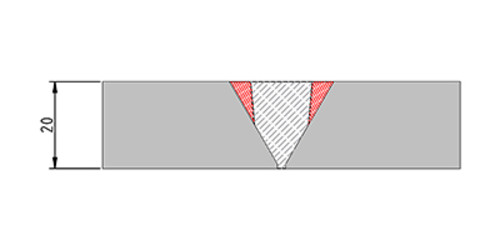
Например, по сравнению с одноугловым скосом 30 ° (серая зона плюс красная зона), V-образный скос с двойным углом 30 ° / 5 ° (серая зона) дает экономию около 20% с точки зрения сварить металл для детали толщиной 20 мм (0,787 дюйма).
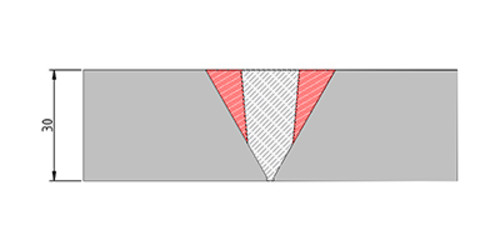
Потенциальная экономия за счет увеличения объема фаски пропорционально толщине стенки свариваемой трубы. Следовательно, при использовании трубы толщиной 30 мм (1,181 дюйма) экономия составит более 35%.
2. Одно- и двухугловые J-образные канавки
Второе решение для значительного уменьшения объема скоса и, как следствие, количества сварочного металла при подготовке J-образной канавки.Канавки с одним углом ‘J’ состоят из угла, который обычно составляет от 5 ° до 20 °, радиуса канавки (r) и увеличенной площади контакта (e). Последний элемент облегчает выполнение корневого прохода, предоставляя сварщику лучший доступ к земле.
Для корпусов с очень толстыми стенками можно сделать канавки под сложный угол «J». Обычно первый угол составляет 20 °, а второй — 5 °.
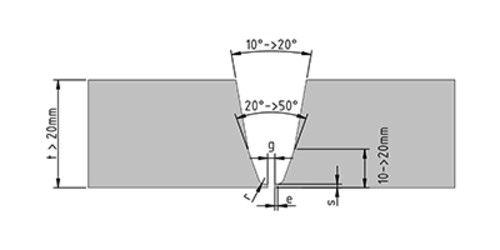
J или составные J-образные канавки обычно привариваются либо с очень маленьким, либо с нулевым зазором (g) между деталями.

С точки зрения геометрии фаски должны быть идеальными, чтобы избежать трещин и других проблем. Помимо обеспечения точности, которая должна быть гарантирована для этого типа подготовки, используемая машина также должна быть способна быстро обрабатывать толстостенные трубы, чтобы обеспечить скорость производства, требуемую производителями.
3. Подготовка узкого зазора
Разновидностью этого типа фаски является подготовка узкого зазора, который все чаще используется в нефтяной промышленности из-за увеличения толщины стенок трубы и сохранения высоких показателей добычи.Этот метод обычно заключается в создании одинарной или составной угловой фаски «J» с максимально узким отверстием. Это обеспечивает очень существенное сокращение количества используемого металла сварного шва и повышение производительности за счет сокращения времени сварки. Для толщины более 50 мм (1,968 дюйма) коэффициент производительности может быть более чем в пять раз выше, чем при сварке с использованием традиционной фаски.
Тем не менее, при использовании этого метода можно обнаружить большое количество ограничений.Два из них напрямую влияют на процесс подготовки к сварке:
Во-первых, геометрия фаски и расстояние между деталями должны контролироваться с максимальной точностью. Это связано с тем, что отверстие между деталями не дает сварщику доступа к основанию фаски. В результате весь шов, включая корневой проход, должен выполняться в автоматическом режиме. Автоматические процессы не могут принять какие-либо дефекты выравнивания или неровности ширины площадки, в отличие от сварщика, который может регулировать положение своей горелки для компенсации любых геометрических дефектов в канавке.
Марка свариваемых материалов представляет собой второй фактор, который необходимо учитывать. Каждый тип материала обладает разными характеристиками усадки. Поэтому геометрию скоса (угол раскрытия) необходимо заранее изучить для каждого сорта. Чем выше уровень усадки материала после сварки, тем больше должен быть открыт угол, чтобы предотвратить появление трещин во время затвердевания. Изменение угла в несколько десятых градуса может непосредственно повлиять на возникновение или отсутствие трещин, особенно при сварке сплавов на основе никеля.
Эти типы ограничений требуют длительных и дорогостоящих предварительных исследований. Следовательно, они должны сопровождаться идеально контролируемым процессом обработки фасок. Описание процедуры сварки (DMOS), полученное в результате предварительных исследований, требует, чтобы пазы имели точность до одного миллиметра (0,039 дюйма), чтобы углы были точными до одного градуса и чтобы свариваемые детали были точно выровнены, чтобы избежать возможные дефекты сварки. Следовательно, оборудование, используемое для снятия фаски, должно гарантировать надежную повторную подготовку при любых условиях.
3. Обработка фаски на конце трубы
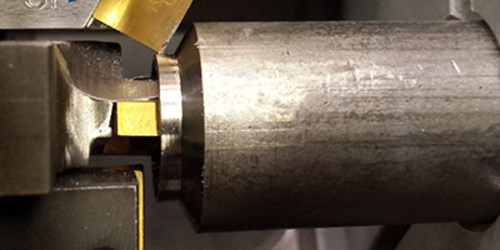
1. Станки с осевым перемещением
Станки с осевым перемещением оснащены пластиной, которая перемещается по оси трубы. Режущие инструменты размещаются на пластине для получения необходимой формы скоса. В случае составной фаски будут использоваться инструменты, которые имеют форму, идентичную форме требуемой фаски, или их форма формируется комбинацией инструментов простой формы. Самые эффективные машины на рынке позволяют использовать четыре инструмента одновременно.Это позволяет выполнять скос, фаску и цековку за одну операцию.
Здесь инструменты № 1 и 2 обрабатывают составную фаску (два инструмента могут быть объединены в один инструмент). Инструмент № 3 обращен к земле или корню, а инструмент № 4 зенковывает внутренний диаметр трубы. Инструменты перемещаются параллельно оси трубы. По этой причине машины с осевым перемещением в основном предназначены для снятия фаски и не могут разрезать трубу на две отдельные части. Пример применения: Создание фаски на конце трубы, предварительно обрезанной до нужной длины.
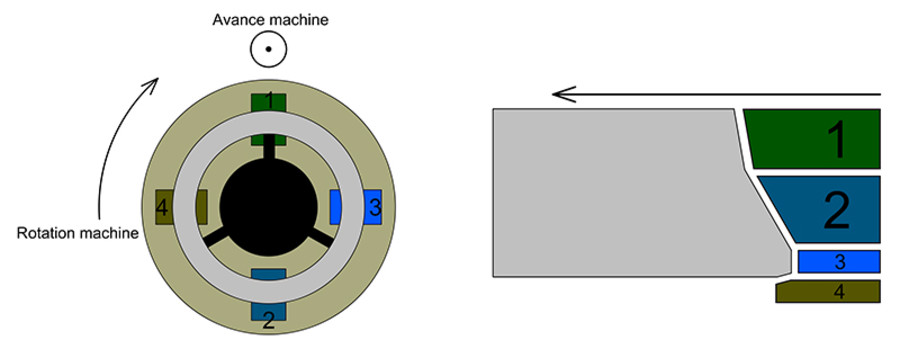
2. Машины радиального перемещения
Машины радиального перемещения, называемые орбитальными машинами, обычно удерживаются на месте снаружи трубы. Пластина держателя инструмента вращается, а обрабатываемая труба остается неподвижной. Инструменты перемещаются перпендикулярно оси трубы с помощью системы механической передачи. В отличие от машин с осевым перемещением, машины с радиальным перемещением выполняют операцию снятия фаски, разделяя трубу на две части.Таким образом, последний тип станка также может использоваться для резки труб или регулировки длины.

Использование инструментов для снятия фаски (№ 2, простой или сложной формы) в сочетании с режущими инструментами (№ 1) позволяет разрезать трубу на две части и выполнить подготовку к сварке (снятие фаски) за одну операцию. Самые эффективные станки способны резать и снимать фаску несколько десятков миллиметров всего за несколько минут.
Пример применения: Отрезка отрезка трубы от исходной основной трубы.На отрезанных таким образом деталях снимается фаска во время резки.
PROTEM-Different-types-bevels.pdf [pdf] 1.99 Mo.Типы сварных соединений — Портал сварщика
Для разных работ требуются разные типы сварных соединений, так как в разных применениях они должны выдерживать разные потребности и силы. В зависимости от стыка сварщику необходимо выбрать подходящий способ сварки. Существует пять основных типов сварных соединений для соединения двух металлических частей.
Различные типы сварных соединений

Тройник
Тройник образуется, когда две части соединяются под углом 90 градусов, причем одна кромка находится в центре другой.Они размещены в форме буквы T. Этот тип сварного соединения требует использования углового шва, наносимого с обеих сторон металла.
Тройник можно также использовать при приваривании трубы к основному металлу.
Существует семь стилей сварки, которые можно использовать для создания тройника :
- Сварной шов
- Электрозаклепка
- Угловой шов
- Сварка под фаску
- Сварной шов под развальцовку, под фаску
- Сварка с J-образной канавкой
- Сквозной шов
стыковое соединение
Стыковые швы образуются при соединении двух металлических частей, когда они размещаются бок о бок в одной плоскости.Его часто используют для сварки труб, клапанов, фитингов и прочего.
Этот тип соединения обычно используется для материалов толщиной до 3/16 дюйма. Также не рекомендуется использовать на металлах, которые в будущем будут подвергаться высоким ударным нагрузкам.
При сварке толстых листов или при необходимости полного проплавления на листах можно снять фаску. Эти типы стыковых швов называются швами с разделкой кромок. Если есть фаска, потребуется больше присадочного металла, что обеспечит более высокую прочность соединения.
Самый распространенный вид стыкового соединения сварным швом с квадратной канавкой. Он используется, когда две части размещаются бок о бок параллельно.
Все типы стыковых соединений включают следующие:
- Сварной шов с квадратной канавкой
- Сварка под фаску
- Сварной шов с V-образной канавкой
- Сварка с П-образной канавкой
- Сварка с J-образной канавкой
- Сварной шов с развальцовкой и V-образной канавкой
- Сварной шов под развальцовку, под фаску
Угловой шарнир
Угловые соединения являются одними из наиболее распространенных типов в индустрии листового металла, например, при строительстве коробок, рам и других подобных областях.Он образуется, когда две части соединяются в центре под прямым углом. Две части образуют букву L.
.Следующие стили для создания угловых соединений:
- Паз V-образный
- П-образный паз
- J-образный паз
- Филе
- Место
- Край
- Уголок-фланец
- Квадрат с пазом или встык
- Фаска-паз
- Отбортовка с V-образной канавкой
Lap Joint
Этот тип соединения обычно используется при сварке деталей разной толщины.Он образуется, когда две части накладываются друг на друга внахлест. Соединение можно сваривать как с одной, так и с обеих сторон для большей прочности. Это соединение широко используется при электронно-лучевой, лазерной и точечной сварке сопротивлением.
Существуют следующие стили сварки:
- Место
- Заглушка
- Слот
- Фаска-паз
- J-образный паз
- Канавка со скосом под развальцовку
Кромочный стык
Краевое соединение используется для соединения двух или более частей, расположенных параллельно друг другу.Детали также могут быть приблизительно параллельны или иметь отбортованные края. В процессе свариваются одинаковые кромки двух деталей.
Однако имейте в виду, что это не очень прочное соединение, поскольку сварной шов не полностью проникает по толщине соединения. Таким образом, он в основном используется для соединения кромок листового металла или глушителей или в других приложениях с низким напряжением и давлением. Для усиления пластины сварщик может добавить присадочный металл.
Для создания этого типа соединений применимы следующие стили:
- J-образный паз
- Паз V-образный
- П-образный паз
- Фаска-паз
- Уголок-фланец
- Квадрат-паз
- Кромка-полка
Как вы, наверное, знаете, для сварки важно иметь надлежащее защитное снаряжение.У нас есть статьи, в которых рассматривается различное защитное снаряжение, такое как сварочные шлемы, сварочные ботинки и т. Д. Мы также рассматриваем различное сварочное оборудование, такое как сварочные аппараты MIG, TIG и плазменные.
.