
Как состыковать две стальных круглых трубы разного диаметра
Всем доброго времени суток. Сегодня мы поделимся с вами одним из способов, как соединить вместе две трубы разного диаметра.
Соединять трубы будем с помощью сварки. Но сначала нужно правильно разрезать одну из них — та, которая больше по диаметру.
В данном случае автор использует трубу диаметром 120 мм и 90 мм.
Советуем вам также прочитать статью: как сделать набор угловых струбцин из подручных материалов (для склейки рамок и коробов).
Основные этапы работ
Первым делом с помощью циркуля автор чертит на листе бумаги окружность (диаметр большой трубы). Отмечаем центр окружности, и откладываем радиус.
Циркулем «фиксируем» длину радиуса, и откладываем это расстояние слева и справа от центральной линии.
Соединяем эти две точки линией, и получаем еще одну точку. Затем измеряем расстояние от нее до центра окружности.
Зафиксированное расстояние откладываем в двух точках на начерченной ровной линии. Смотрите на фото ниже.
Смотрите на фото ниже.
Используя отмеченные точки, автор проводит внутри окружности две диагональных линии.
Далее измеряем циркулем расстояние от центральной линии до диагональной. Откладываем это расстояние от концов диагонали в двух точках окружности, и чертим линию.
И вот, что в итоге должно у нас получиться.
После этого полученные отметки нужно перенести на трубу 120 мм. Получаем восемь сегментов.
Далее, используя формулу, приведенную на фото ниже, получаем нужное расстояние. Откладываем его с двух сторон от каждой точки на трубе.
Затем проводим линии к верхней точке, и получаем треугольники. Размеченные участки на стальной трубе надо будет вырезать болгаркой.
После этого останется только согнуть концы «лепестков» — и в результате диаметр трубы 120 мм на этой стороне будет равен диаметру второй трубы (то есть 90 мм).
На последнем этапе останется только сварить две трубы, а потом обварить швы между «лепестками». И в завершении останется только зачистить сварку лепестковым кругом.
И в завершении останется только зачистить сварку лепестковым кругом.
Подробно о том, как состыковать вместе две трубы разного диаметра, вы можете посмотреть в авторском видеоролике (с YouTube канала — HONG HA Vlogs).
Оцените запись
[Голосов: 3 Средняя оценка: 3.7]Соединение двух металлических труб для дымохода
Металлический дымоход – компактное и удобное в эксплуатации устройство, предназначенное для удаления из печки или камина высокотемпературных продуктов горения. Единственный недостаток металлического дымохода – большая длина трубы затрудняет транспортировку, хранение и частично монтаж. Проблема решается сборкой отдельных фрагментов дымохода непосредственно в процессе монтажа. Как соединить две металлические трубы для дымохода, чтобы места соединения были прочными и безопасными при эксплуатации?
Как соединить две металлические трубы для дымохода, чтобы места соединения были прочными и безопасными при эксплуатации?
Варить или не варить?
Первое что приходит в голову – это соединение труб электросваркой. Идея не самая удачная, поскольку основной ассортимент дымоходных труб производится из нержавеющей стали. Сварные работы на таких материалах требуют специального оборудования, которое можно найти только в специализированных компаниях. Кроме всего иного такое соединение относится к группе неразъемных, поэтому может создать немало проблем при проведении текущих ремонтов.
Прочные сварные соединения небезопасны из-за повышенной хрупкости шва. Постоянные статические нагрузки могут инициировать образование трещин, через которые в дом могут проникнуть токсические продукты горения в частности угарный газ.
Заказывайте уже сегодня текущий ремонт медной кровли и металлического дымохода у профессионалов нашей компании!
Преимущества разборных соединений и как уменьшить диаметр трубы в домашних условиях?
Оптимальный вариант соединения – разборное, обеспечивающее должную герметичность, безопасность и возможность демонтажа.
Части дымохода
- Проще всего соединяются трубы разного диаметра с помощью стяжного хомута или подобранного по размеру труб переходника. Разница в диаметрах должна быть минимальной. Уменьшение сечения дымохода может отрицательно сказаться на его производительности. Так называемая тяга может ухудшиться на 20-30%. На практике это означает неэффективное сгорание топлива и снижение КПД системы в целом.
- Вариант второй – резьбовое соединение с применением соединительной резьбовой муфты. При необходимости трубу можно разобрать например, для замены поврежденного фрагмента.
- Резьбу на трубах большого диаметра вручную нарезать практически невозможно, поэтому преимущества резьбового соединения можно реализовать после обращения на специализированное предприятие.
Соединение встык с последующей стяжкой хомутом вариант не самый удачный, поскольку точное сопряжение в стыке получить сложно. Утечка тепла может привести к перегреву самого хомута, что небезопасно в пожарном отношении.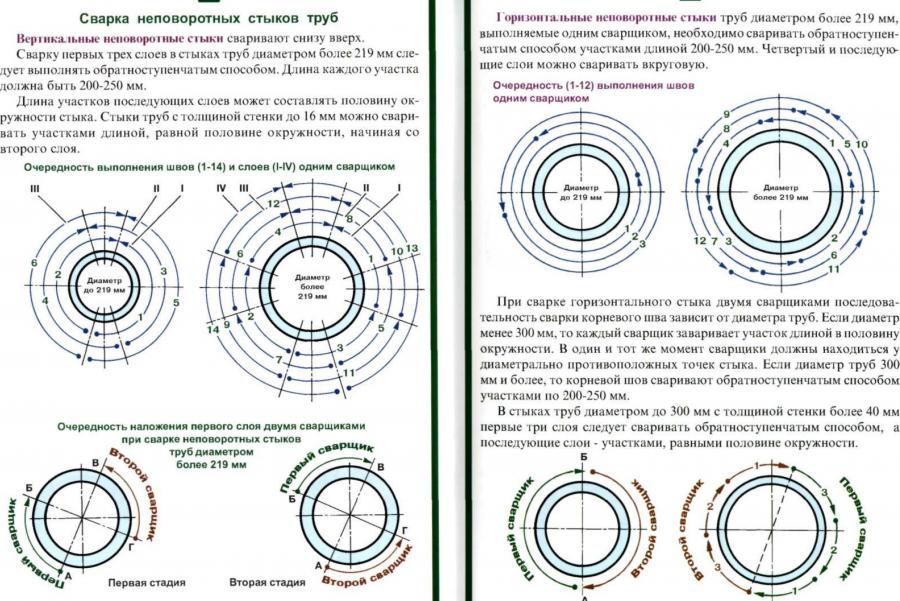
Домашние умельцы предлагают свой вариант соединения. Для этого по диаметру одной трубы делаются неглубокие пропилы, длиной 30-50 мм обжав которые можно уменьшить диаметр до заданного значения. Соединение получается частично телескопическим, поэтому перегрев хомута практически исключается.
Практика показала, что увеличение диаметра конца трубы вынуждает усложнять конструкцию хомута, кроме того такое соединение выглядит менее компактным.
Фитинги для сэндвич – дымоходов
Монтаж металлического дымохода
- Производители отопительного оборудования осознают сложность проблемы. Поэтому ассортимент соединительных устройств, так называемых фитингов, постоянно увеличивается за счет новых более совершенных моделей. В частности, несложные в монтаже фитинги способствуют эффективному соединению сэндвич конструкций.
- Для надежного соединения имеется проверенный временем способ. Технология предписывает выдвижение внутренней трубы на 100 мм, что упрощает наложение хомута или соединительной муфты.
 По завершению работы наружный кожух трубы стыкуется по выбранной схеме.
По завершению работы наружный кожух трубы стыкуется по выбранной схеме. - В коаксиальных металлических дымоходах в качестве внутренней изоляции используется воздушная прослойка. Такие соединения герметизировать проще из-за отсутствия минераловатной теплоизоляции.
Конструкция любого соединительного устройства должна исключать попадание в жилые помещения токсических продуктов сгорания.
Тяжело разобраться с инструкцией по монтажу керамической черепицы и металлического дымохода? Тогда заказывайте профессиональный монтаж в нашей компании!
Переходники для труб: водоснабжения, разного диаметра
При сборке систем водоснабжения или канализации необходимо использовать массу самых разнообразных материалов, труб, соединителей, деталей и т.д.
Прошли те времена, когда трубопровод являл собой обычную протяжную трубу, напрямую подсоединенную к источнику воды и месту ее подачи. Сейчас сантехника существенно усложнена, выпускается из разных материалов и с разными конструктивными особенностями.
Очевидно, что все эти разрозненные детали нужно как-то собирать в единую рабочую систему, желательно долговечную и устойчивую к различного рода непредвиденным обстоятельствам. Помочь нам в этом смогут переходники для труб системы водоснабжения и канализации.
Cодержание статьи
Назначение и особенности
Современные трубопроводы принято собирать из множества частей. Одна и та же ветка системы водоснабжения может состоять из нескольких отрезков трубы, соединенных муфтами с подключенными кранами, тройниками, переходами, компенсаторами и т.д.
Как мы уже отметили выше, современная сантехника серьезно усложнилась. Однако в такой мобильности и модульности есть и свои недостатки. В первую очередь они касаются такой проблемы, как несоответствие деталей.
Доказано, что для качественного взаимодействия друг с другом трубы или любые другие составляющие системы водоснабжения должны полностью отвечать друг другу по всем параметрам.
Если, к примеру, на участке используют трубы разного диаметра, то сварить их в единую конструкцию либо же соединить стандартной муфтой невозможно.
Трубы из разных материалов налагают схожие ограничения. Раньше таких проблем не было, ведь все трубные изделия в то время были исключительно металлические. Сейчас же сантехника одной только стальной трубопрокатной продукцией не ограничиваются. Помимо стальной трубы, на рынке присутствует масса пластиковых изделий, медных труб, латунных и т.д.
Переходники для труб разного диаметра, латунныеПричем пластиковые трубы тоже различаются между собой по типу материала. В работе используют полипропилен, ПНД, ПВХ, полиэтилен и т.д. Несмотря на то, что и полипропилен и ПНД и даже ПВХ – суть пластиковые изделия, соединять их без предварительной подготовки запрещено.
Таким образом, мы уже можем выделить несколько основных направлений использования переходников. А именно:
- соединение труб разного диаметра;
- соединение труб разных материалов.
Эти два направления и являются основной причиной, почему переходники столь популярны и востребованы в нынешнее время.
Переходник на разные диаметры
Переходники этого типа в работе используются очень часто. Их задача – соединения труб, не подходящих друг другу по диаметрам.
Возьмем, к примеру, стандартную ветку водоснабжения в последовательной системе трубопровода. В такой системе есть некая цельная ветка, проходящая через всю квартиру. Эта ветка имеет определенный диаметр, как правило, больше 60 мм. От нее в нужных местах отводят дополнительные ветки, и подключают к тройникам и седелкам.
Случаются ситуации, когда тройник подобрали неправильно, или просто конструктивные особенности не позволяют задействовать определенный диаметр. В таком случае мы сталкиваемся с проблемой, когда выход одной трубы больше или меньше выхода другой.
Выйти из ситуации можно, только использовав переходник. Любые другие решения, например, резиновая манжета или кустарные способы здесь не помогут.
Переходник на заготовки разных диаметров конструктивно являет собой обычную муфту с выходами разных диаметров. Муфта может быть прямой или смещенной. Прямая муфта имеет прямую центральную ось, с одинаковыми радиусами отверстий в точке ее прохода. Для смещенной оси характерно, когда плоскости входных отверстий смещены в отношении друг друга. Такие муфты еще называют эксцентриковыми.
Резиновая манжета для подключения унитаза к канализацииИ стандартные и эксцентриковые муфты выпускают из всех доступных материалов. Основные направления – полипропилен, ПНД, ПВХ, сталь, латунь. Впрочем, при желании подходящий переходник можно найти из любого материала.
Переходники могут быть как резьбовые, так и сварные. Если в работе решено применять пластиковые изделия, то предпочтение отдают сварным изделиям. Полипропилен, ПНД и полиэтилен сваривать очень легко, гораздо проще стали.
Со сталью же ситуация иная. В деле соединения металлических изделий большая доля производства приходится на переходники резьбовые. Однако тут все зависит от ситуации.
Однако тут все зависит от ситуации.
Переходник на разные материалы
Не менее редкая ситуация – несовпадение материалов, из которых трубы собственно производят. Именно несовпадение материалов сложнее всего ликвидировать.
Даже пластиковые изделия нельзя просто взять и соединить вместе. Полипропилен не сваривают с ПНД, хотя оба они относятся к группе полимерных материалов. Равно как и сталь не сваривают с медью. Такова природа материалов и правила их взаимодействия.
Тем не менее, очень часто перед людьми встает необходимость осуществления подобных действий.
Причин тому может быть великое множество, например:
- Желание удешевить отдельные участки трубопровода.
- Частичная модернизация.
- Невозможность закупить нужные материалы в полной мере.
И это только основные причины, на самом же деле их намного больше. Тем не менее, ситуацию нужно как-то решать.
Возьмем, к примеру, очень распространенный вариант развития событий.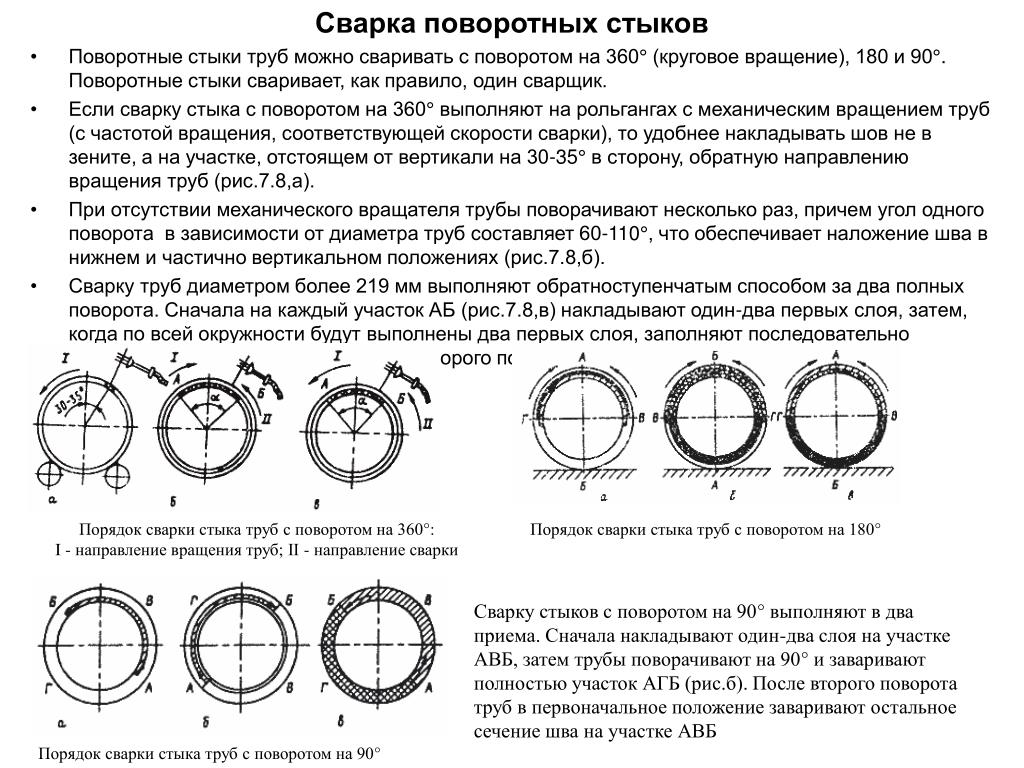 У вас есть некая система водоснабжения, собранная десятки лет назад. Основной материал трубопровода – сталь. В качестве модернизации вы хотите поменять часть труб, и использовать в работе полипропилен либо ПНД (ПНД лучше задействовать в наружных системах водоснабжения).
У вас есть некая система водоснабжения, собранная десятки лет назад. Основной материал трубопровода – сталь. В качестве модернизации вы хотите поменять часть труб, и использовать в работе полипропилен либо ПНД (ПНД лучше задействовать в наружных системах водоснабжения).
В таком случае вам не остается ничего, кроме покупки тех самых переходников. Они позволяют соединять между собой без преувеличения любые материалы.
Например, резьбовой переходник, соединяющий полипропилен и сталь, будет с одной стороны иметь интегрированную латунную резьбу, а с другой резьбу пластиковую или конец для приваривания.
Использование переходника со стали на полипропилен (видео)
Канализационные манжеты
Существует еще один вид переходника – резиновая канализационная манжета. Резиновая манжета канализационная – специальный переходник, используемый для соединения сантехнических приборов и труб канализации.
Резиновая манжета канализационная – специальный переходник, используемый для соединения сантехнических приборов и труб канализации.
Применяется резиновая манжета преимущественно при подключении унитазов, ванны, умывальников и т.д.
Состоит резиновая манжета из накладки-фиксатора, а также отходящей от нее гибкой гофрированной трубки. Вот почему резиновая манжета собственно и выполнена из этого материала.
Манжета может быть смонтирована на любую конструкцию, главное, чтобы ее вход и выход прибора подходили друг другу по диаметру. Резиновая гофрированная трубка избавляет нас от необходимости жесткого соединения, позволяя размещать трубы канализации так, как нам удобно.
Для быстрой сборки канализации и подключения к ней рабочей сантехники манжета – самый дешевый и практичный вариант.
Сварка водопроводных труб разного типа: каковы основные правила работы?
Если семейные финансы «поют романсы», то за работу приходится приниматься семейному «мастеру на все руки». Это относится и к такой непростой задаче, как сварка водопровода и канализации при их монтаже или реконструкции. Выйти из положения можно и при помощи фитингов – разъемными соединениями. Однако здесь следует учитывать, что качество таких соединений намного ниже, нежели у сварных конструкций. Итак, для монтажа трубы водопровода или канализации используются самые разные методы сварки.
Это относится и к такой непростой задаче, как сварка водопровода и канализации при их монтаже или реконструкции. Выйти из положения можно и при помощи фитингов – разъемными соединениями. Однако здесь следует учитывать, что качество таких соединений намного ниже, нежели у сварных конструкций. Итак, для монтажа трубы водопровода или канализации используются самые разные методы сварки.
Металлические трубы
Используются металлические трубы при монтаже системы водопровода, а также отопления. Это материал надежный и долговечный, причем существует некоторые особенности при проведении сварочных работ.
Медные
Сварка медных труб используется для монтажа труб отопления диаметром 108 мм, при этом толщина стенки должна быть не менее 1,5 мм. Также такие изделия широко применяют в системе бытового отопления. Это надежные и долговечные трубы, которые выгодно отличаются от металлических качественными и эксплуатационными характеристиками. Соединяются такие трубы методом пайки (низкотемпературной и высокотемпературной).
При использовании низкотемпературного режима (до 450 градусов Цельсия) получают соединения, которые можно использовать для горячего или холодного водоснабжения. Такой пайкой соединяют трубы диаметром 6-108 мм.
Стальные
В этом случае используется сварка газовая, при этом нужно внимание уделить технике безопасности. Все дело в том, что газ – это вещество взрывоопасное. Кроме того, при сварке образуется пыль и вредные пары.
Алюминиевые
Такие трубы используются для монтажа отопительной системы. Как факт, зачастую такие работы не требуют сварочного оборудования, однако в некоторых случаях может потребоваться сварка. Используют для алюминия ручную дуговую сварку.
Полимерные трубы
Это один из самых распространенных труб сегодня, которые составляют серьезную конкуренцию трубам из разных видов стали.
Пластмассовые трубы из полипропилена
Для сварки используется специальный паяльник. На рынке представлены легкие аппараты, которые позволят даже новичку дома провести сварочные качественные работы.
ПВХ
Это один из самых прочных и экономичных вариантов для водопровода и канализации. В этом случае сварка также осуществляется при помощи паяльника, как и в случае с трубами из полипропилена.
Металлопластиковые
В этом случае нужно применить холодную сварку. Для сварки труб диаметром от 50 и более миллиметров нужно проводить сварку при помощи монтажных приспособлений. Если же используются трубы меньшего диаметра, их можно сваривать вручную. Чаще всего такие трубы монтируются при использовании сварки.
Бесконтактная гидромассажная ванна, или джакузи по-сухому!
Каким образом возможно очистить воду в бассейне?
Как варить тонколистовой металл, чтобы не повело
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.

Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертером, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Приспособления для сварки под прямым углом, острым или тупым
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Как варить трубы отопления электросваркой
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Содержание
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.

- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.

Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед мм сделать обратный ход на мм, после чего сделать снова участок длиной мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место.
 Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу. - После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.

- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ.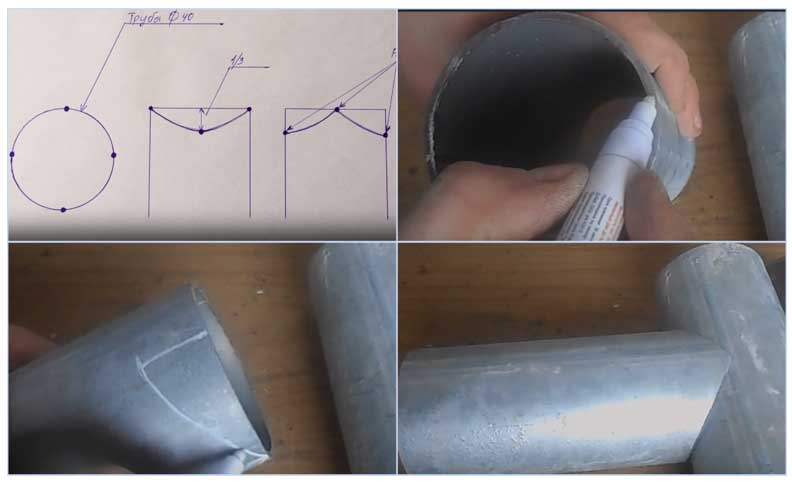 Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Контактная
Для выполнения такого вида сварки нужна высокая квалификация, поэтому своими руками ее исполнить непросто. Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Суть способа заключается в соединении изделий при нагревании за счет электрического тока, без использования присадки. Может выполняться за счет наплавления или сопротивлением.
Контактная сварка
В любом случае, какая бы технология не была выбрана для сварки профильных труб своими руками, помните, что дополнительно рекомендуется не только посмотреть видео, но и хорошенько потренироваться, прежде чем приступать к окончательному процессу.
Каталог статей — ПромСнабСервис
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Cодержание статьи
Большой выбор электродов в Новокузнецке
8-950-587-78-68 8-909-511-21-45
Подробнее …
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.

- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.

- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – это значит что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу.
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.

- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания.
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Большой выбор электродов в Новокузнецке
8-950-587-78-68 8-909-511-21-45
Подробнее …
Как сварить профильную трубу, какими электродами
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм.
 Расходники большего размера не подходят;
Расходники большего размера не подходят; - шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.

Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Читайте также: Какие бывают электроды для сварки
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
- «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.

Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую. Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Как сваривать маленькие трубки и фитинги с микрофитами с высокой точностью
Фитинг — это деталь, используемая для соединения двух трубок вместе, позволяя жидкости проходить внутрь. Качество сварки стандартизированных фитингов Microfit должно быть безупречным, чтобы трубы были герметичными и не выделялись ни газ, ни жидкость. Какие проблемы возникают при сварке тонких труб и фитингов? Какие шаги вам нужно выполнить? В этой статье и видео ниже мы более подробно рассмотрим орбитальную сварку труб и фитингов с очень маленьким диаметром.
Микрофитные фитинги углового типа с двумя или тремя осями и трубки малого диаметра используются в полупроводниковой промышленности, фармацевтике, а также в микрохимии и любой другой области, где требуются трубки и фитинги микрофит с тонкими стенками и малым диаметром.
Они подходят для приложений, связанных с благородными газами, микропробегами, информационными технологиями, обработкой данных, электропроводностью, радиоактивными или другими опасными газами, а также для инженеров-электриков, работающих в системах промышленной автоматизации.Он часто используется для задач с давлением до 400 бар, поскольку системы высокого давления должны соответствовать строгим стандартам, таким как ASME ( A merican S ociety of M echanical E ngineers Boiler and Vessel Code) или NF EN ISO 13445 (Определение прочности адгезионных связей между жесткими поверхностями на сдвиг).
Поскольку затраты на фитинги с микрофитами могут быть довольно высокими, с ними следует обращаться осторожно и осторожно.
Чем меньше диаметр фитингов и трубок, тем точнее и труднее будет сварка. Фитинги бывают разных материалов, размеров и конфигураций, но стандартизированы, чтобы выдерживать самые сложные условия.
Основные проблемы, с которыми вы можете столкнуться при сварке тонких труб, — это изменение цвета трубок из-за нагрева, недостаточная или чрезмерная продувка, перекрытие трубок, недостаточный провар, брызги сварного шва, слишком высокая скорость сварки, обнажение приваривайте в агрессивной атмосфере, а также к вмятинам, ударам или другим геометрическим неровностям, которые могут отрицательно повлиять на качество сварки.
Чтобы этого избежать, необходимо правильно подготовить трубку . Поскольку подготовка трубы является важным этапом, ее необходимо тщательно выполнять перед сваркой. Если надрез производился резаком для труб, перпендикулярности будет недостаточно, а заусенец будет слишком большим. Поэтому настоятельно рекомендуется использовать Прямоугольник , чтобы получить как можно более прямой пропил без заусенцев. Даже если труба была разрезана на станке для орбитальной резки, все же рекомендуется выравнивание поверхности, чтобы получить идеально гладкую поверхность без заусенцев. Стандарты внутренней полировки очень строгие, удаление заусенцев запрещено.
Стандарты внутренней полировки очень строгие, удаление заусенцев запрещено.
Когда свариваемые детали очень тонкие и имеют малый диаметр, доступ ограничен, что требует компактной сварочной головки. Принцип, который преобладает в этой головке, заключается в использовании кассеты для идеального позиционирования свариваемых элементов.
Эта кассета будет размещена на свариваемых деталях. Его можно устанавливать на трубы и фитинги высокой чистоты, которые необходимо приваривать встык.Доступно несколько кассет в зависимости от микрофитных трубок и фитингов. Они гибкие и могут быть легко изменены и адаптированы к соответствующим боковым панелям. Кроме того, они сделаны из алюминия, обработанного никелем, что обеспечивает легкость и высокую электропроводность.
SXMF-17: закрытая головка AXXAIR для орбитальной микроплавкой Специально разработанная для орбитальной сварки TIG малых диаметров, сварочная головка microfit AXXAIR SXMF-17 представляет собой закрытую головку, работающую от источника питания AXXAIR нашей последней линейки, SAXX .
Таким образом, эта закрытая головка обладает всеми техническими характеристиками SAXX : цифровое управление двумя разными газами, наблюдение за сваркой с помощью системы аварийной сигнализации, автоматический расчет параметров сварки и возможность начать сварку на расстоянии через дистанционное управление.
С головкой SXMF-17 можно сваривать трубы диаметром от 3 до 17 мм или соответственно от 1/8 до 5/8 дюйма, а с закрытой головкой можно сваривать с оптимальной газовой защитой.С помощью этой головки трубы и фитинги автоматически идеально центрируются, а концентрические зажимные цанги предотвращают любую деформацию или царапины на деталях.
Кроме того, размер и вес этой микропроцессорной машины сведены к минимуму, чтобы обеспечить оптимальную сварку труб и фитингов малого диаметра. Сварочная горелка, заключенная в очень гибкий и прочный защитный кожух, также облегчает обращение со сварочной головкой.
Выбор правильных кассет и боковых пластин:Различные этапы перед сваркой
Сварку можно выполнять без предварительной прихватки или центрирования , что экономит много времени. Кроме того, сварочная головка совместима со всеми имеющимися на рынке фитингами microfit.
Кроме того, сварочная головка совместима со всеми имеющимися на рынке фитингами microfit.
SXMF-17 используется для работы с благородными, радиоактивными или иными опасными газами с давлением до 400 бар. Он также используется для микро-салазок, промышленности полупроводников, фармацевтики, а также в чистых помещениях. Для всех этих областей применения он соответствует очень специфическим стандартам, таким как ASME и NF EN ISO 13445 для систем высокого давления.
В AXXAIR три разных типа боковых панелей позволяют вам быть полностью гибкими при сборке кассет, чтобы они идеально подходили к вашим деталям.Мы предлагаем стандартные боковые панели, маленькие боковые панели, а также большие боковые панели, специально разработанные для фитингов с микрофитами. Благодаря этой очень компактной кассетной системе, которая идеально адаптируется к различным сварочным конфигурациям, можно выполнять сварку с высокой точностью и в местах с ограниченным доступом.
Видео ниже представляет собой демонстрацию нашей закрытой головки SXMF-17 для сварки микропломбов.
Сварка начинается со сборки кассеты.Прежде всего, мы выберем подходящие боковые пластины, подходящие для свариваемых элементов. В нашем случае мы берем большую боковую пластину для микрофитного фитинга в сочетании со стандартной боковой пластиной для трубки диаметром полдюйма или 12,7 мм соответственно.
На втором этапе мы выберем правильные зажимные губки для элементов. Каждая боковая пластина модели AXXAIR поставляется с большим набором зажимных цанг.
Затем элементы помещаются в кассету, фитинг зажимается в цангах (в данном случае специальные зажимы с микрофитами 12 мм), трубка помещается в кассету и автоматически центрируется при закрытии двух боковых пластин.
Теперь, когда кассета собрана, электрод позиционируется непосредственно на головке микрофита с помощью инструмента настройки. После того, как электрод размещен, он размещается и фиксируется на правильном расстоянии. Теперь мы можем удалить установочный инструмент и вставить головку в кассету, чтобы начать сварку.
Этот аппарат является наиболее подходящим решением для сварки фитингов и трубок диаметров микрофит. Высокая точность сварки, гибкость и экономия времени делают его незаменимым активом для вашего производства.
Различные типы скосов и способы их изготовления
Стыковая сварка труб — это особенность, поскольку сварщик обычно не имеет доступа к внутренней поверхности стыка. Поэтому все сварочные работы нужно производить снаружи. По этой причине необходимо соответствующим образом подготовить края.
Различные стандарты сварки (ASME, AWS, ISO, EN и т. Д.) Обычно дают инструкции, которым необходимо следовать в отношении геометрии фаски.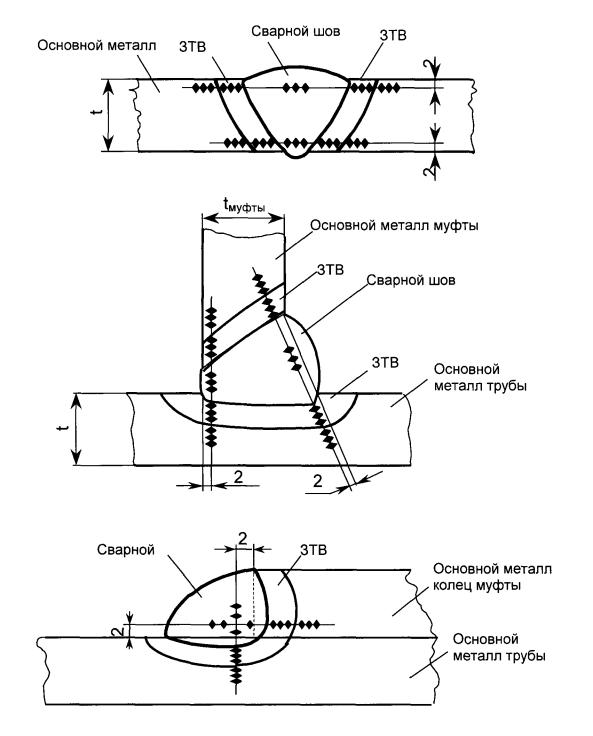 В этой статье описываются приготовления, которые наиболее часто встречаются в промышленности в зависимости от толщины стенок свариваемых труб.
В этой статье описываются приготовления, которые наиболее часто встречаются в промышленности в зависимости от толщины стенок свариваемых труб.
1. Формирование фаски на конце трубы
1. Снятие фаски
Снятие фаски — это операция по созданию плоской наклонной поверхности на конце трубы. Отверстие, создаваемое операцией снятия фаски, дает сварщику доступ к общей толщине стенки трубы и позволяет ему делать равномерный сварной шов, который гарантирует механическую целостность сборки.У основания скосов выполняется корневой проход, который образует основу для заполнения угла канавки, образованного двумя скосами, последовательными сварочными проходами.
2. Облицовка
Облицовка — это термин, используемый для операции по созданию фаски, которая заключается в создании плоской поверхности на конце трубы. Правильная облицовка облегчает выравнивание труб друг относительно друга перед сваркой, а также способствует постоянному корневому отверстию между деталями. Оба эти параметра являются важными для поддержания правильной сварочной ванны и для обеспечения полного проникновения корневого прохода в соединение.
Оба эти параметра являются важными для поддержания правильной сварочной ванны и для обеспечения полного проникновения корневого прохода в соединение.
3. Расточка изнутри
Производственные допуски на трубы могут привести к разной толщине по окружности трубы. Это, в свою очередь, может привести к изменению толщины поверхности корня при выполнении фаски. Вот почему при сварке обычно рекомендуется растачивание.
Операция заключается в легкой механической обработке внутренней поверхности трубы, чтобы гарантировать постоянную ширину контактной поверхности или поверхности основания по всей окружности трубы.Наличие постоянной ширины земли облегчит выполнение корневого прохода. Этот параметр важен при использовании автоматизированных сварочных процессов, поскольку аппарат не может оценивать и компенсировать любые возможные неровности на земле, что, очевидно, не имеет места при ручной сварке.
2. Различные типы скосов, которые используются в зависимости от толщины стенки трубы
1.
Если требуется стыковая сварка труб со стенкой менее 3 мм (.118 дюймов), скашивание кромки на конце трубы обычно не требуется. Технологии дуговой сварки (111, 13x, 141) позволяют проплавить всю глубину трубы за один проход.
При использовании автоматизированной техники сварки (орбитальная сварка или процесс с использованием источников энергии высокой плотности) конец трубы необходимо облицевать, чтобы кромки сварного шва были идеально перпендикулярны. В зависимости от применения или используемого процесса расстояние между частями будет между g = 1 / 2t и g = 0 (особенно для процессов с использованием источников энергии высокой плотности).
2. Диапазон толщины 3 ≤ t ≤ 20 мм (0,787 дюйма)
Когда сварщик может получить доступ только к одной стороне свариваемого соединения, подготовка деталей с открытыми квадратными краями обычно не позволяет металлу сварного шва проникать полностью, если толщина стенок превышает 3 мм (0,787 дюйма). Следовательно, необходимо сделать скос, чтобы сварщик мог сделать корневой проход в нижней части стыка, который затем будет заполнен одним или несколькими дополнительными проходами.
Следовательно, необходимо сделать скос, чтобы сварщик мог сделать корневой проход в нижней части стыка, который затем будет заполнен одним или несколькими дополнительными проходами.
Обычно корневой проход выполняется с использованием процесса 141 для обеспечения наилучшего проплавления (корневой проход используется в качестве основы для последующих сварочных проходов).По экономическим причинам следующие проходы, называемые проходами «заполнения» или «заполнения», выполняются с использованием процесса 13x или 111, который является более производительным (количество наплавленного металла, скорость подачи и т. Д.), Чем процесс 141 .
Наиболее распространенные углы для V-образных канавок составляют 60 ° и 75 ° ((2 × 30 ° и 2x 37,5 °) в зависимости от применяемого стандарта. Обычно требуется полка шириной от 0,5 до 1,5 мм. (0,020 и 0,059 дюйма). Корневое отверстие между свариваемыми деталями (g) находится между 0.5 и 1 мм (0,020 и 0,059 дюйма).
Однако подготовка канавки «J» требуется чаще для этого диапазона толщин (см. Подробности ниже). Это особенно верно при использовании процессов орбитальной сварки. Это также нормальный вид подготовки при сварке сплавов, таких как дуплекс или инконель.
Подробности ниже). Это особенно верно при использовании процессов орбитальной сварки. Это также нормальный вид подготовки при сварке сплавов, таких как дуплекс или инконель.
3. Диапазон толщин 20 мм (0,787 дюйма) ≤ t
При увеличении толщины стенок свариваемых деталей количество наплавленного металла, которое необходимо наплавить на сварной шов, также увеличивается в той же пропорции.Чтобы избежать слишком длительных и дорогостоящих с точки зрения рабочей силы и расходных материалов сварочных операций, подготовка к сварным швам толщиной более 20 мм (0,787 дюйма) выполняется с использованием скосов, которые позволяют уменьшить общий объем скоса.
1. Двухугловые V-образные канавки (или составные V Grooves):
Первым решением для уменьшения размера фаски является изменение угла канавки. Начальный угол 30 ° или 37,5 ° (до 45 °) сочетается со вторым углом, обычно между 5 ° и 15 °.Первый угол 30 ° или 37,5 ° должен быть сохранен во избежание слишком узкой канавки и невозможности выполнения сварщиком корневого прохода.
Так же, как и одиночные V-образные канавки, для этой подготовки требуется фаска шириной от 0,5 мм до 1,5 мм (от 0,020 до 0,059 дюйма) и зазор между деталями (g) от 0,5 до 1 мм (0,020 и 0,039 дюйма). Горячий проход земли обычно выполняется с использованием процесса 141, а операции заполнения — с использованием процессов 13x или 111.
Например, по сравнению с одноугловой фаской 30 ° (серая зона плюс красная зона), V-образная фаска с двойным углом 30 ° / 5 ° (серая зона) дает около 20% экономии на сварке. металл на деталь 20мм (.787 дюймов) толщиной.
Возможная экономия за счет увеличения объема фаски пропорционально толщине стенки свариваемой трубы. Следовательно, при использовании трубы толщиной 30 мм (1,181 дюйма) экономия составит более 35%.
2. Одно- и двухугловые J-образные канавки
Второе решение для значительного уменьшения объема скоса и, как следствие, количества сварочного металла при подготовке J-образной канавки. Канавки с одним углом ‘J’ состоят из угла, который обычно составляет от 5 ° до 20 °, радиуса канавки (r) и увеличения паза (e). Последний элемент облегчает выполнение корневого прохода, предоставляя сварщику лучший доступ к земле.
Последний элемент облегчает выполнение корневого прохода, предоставляя сварщику лучший доступ к земле.
Для корпусов с очень толстыми стенками можно сделать канавки под сложный угол «J». Обычно первый угол составляет 20 °, а второй — 5 °.
КанавкиJ или составные J-образные канавки обычно привариваются либо с очень маленьким, либо с нулевым зазором (g) между деталями.
С точки зрения геометрии фаски должны быть идеальными, чтобы избежать трещин и других проблем. Помимо обеспечения точности, которая должна быть гарантирована для этого типа подготовки, используемая машина также должна быть способна быстро обрабатывать толстостенные трубы, чтобы обеспечить скорость производства, требуемую производителями.
3. Подготовка узкого зазора
Разновидностью этого типа фаски является подготовка узкого зазора, который все чаще используется в нефтяной промышленности из-за увеличения толщины стенок трубы и сохранения высоких показателей добычи. Этот метод обычно заключается в создании одинарной или составной угловой фаски «J» с как можно более узким отверстием. Это обеспечивает очень существенное сокращение количества используемого металла сварного шва и повышение производительности за счет сокращения времени сварки.Для толщины более 50 мм (1,968 дюйма) коэффициент производительности может быть более чем в пять раз выше, чем при сварке с использованием традиционной фаски.
Это обеспечивает очень существенное сокращение количества используемого металла сварного шва и повышение производительности за счет сокращения времени сварки.Для толщины более 50 мм (1,968 дюйма) коэффициент производительности может быть более чем в пять раз выше, чем при сварке с использованием традиционной фаски.
Тем не менее, при использовании этого метода можно обнаружить большое количество ограничений. Два из них напрямую влияют на процесс подготовки к сварке:
Во-первых, геометрия фаски и расстояние между деталями должны контролироваться с максимальной точностью. Это связано с тем, что отверстие между деталями не дает сварщику доступа к основанию фаски.В результате весь сварной шов, включая корневой проход, должен выполняться в автоматическом режиме. Автоматические процессы не могут принять какие-либо дефекты выравнивания или неровности ширины площадки, в отличие от сварщика, который может регулировать положение своей горелки для компенсации любых геометрических дефектов в канавке.
Марка свариваемых материалов представляет собой второй фактор, который необходимо учитывать. Каждый тип материала обладает разными характеристиками усадки.Поэтому геометрию скоса (угол раскрытия) необходимо заранее изучить для каждого сорта. Чем выше уровень усадки материала после сварки, тем больше должен быть открыт угол, чтобы предотвратить появление трещин во время затвердевания. Изменение угла в несколько десятых градуса может непосредственно повлиять на возникновение или отсутствие трещин, особенно при сварке сплавов на основе никеля.
Эти типы ограничений требуют длительных и дорогостоящих предварительных исследований.Следовательно, они должны сопровождаться идеально контролируемым процессом обработки фасок. Описание процедуры сварки (DMOS), полученное в результате предварительных исследований, требует, чтобы пазы имели точность до одного миллиметра (0,039 дюйма), чтобы углы были точными до одного градуса и чтобы свариваемые детали были точно выровнены, чтобы избежать возможные дефекты сварки. Следовательно, оборудование, используемое для снятия фаски, должно гарантировать надежную повторную подготовку в любых условиях.
3. Обработка фаски на конце трубы
1. Станки для осевого перемещения
Станки для осевого перемещения оснащены пластиной, которая перемещается по оси трубы. Режущие инструменты размещаются на пластине для получения необходимой формы скоса. В случае составной фаски будут использоваться инструменты, которые имеют форму, идентичную форме требуемой фаски, или их форма формируется комбинацией инструментов простой формы. Самые эффективные машины на рынке позволяют использовать четыре инструмента одновременно.Это позволяет выполнять скос, фаску и цековку за одну операцию.
Здесь инструменты № 1 и 2 обрабатывают составную фаску (два инструмента могут быть объединены в один инструмент). Инструмент № 3 обращен к земле или корню, а инструмент № 4 растачивает внутренний диаметр трубы. Инструменты перемещаются параллельно оси трубы. По этой причине машины с осевым перемещением в основном предназначены для снятия фаски и не могут разрезать трубу на две отдельные части. Пример применения: Создание фаски на конце трубы, предварительно обрезанной до нужной длины.
Пример применения: Создание фаски на конце трубы, предварительно обрезанной до нужной длины.
2. Машины радиального перемещения
Машины радиального перемещения, называемые орбитальными машинами, обычно удерживаются на месте с внешней стороны трубы. Пластина держателя инструмента вращается, а обрабатываемая труба остается неподвижной. Инструменты перемещаются перпендикулярно оси трубы с помощью системы механической передачи. В отличие от машин с осевым перемещением, машины с радиальным перемещением выполняют операцию снятия фаски, разделяя трубу на две части. Таким образом, последний тип станка также может использоваться для резки труб или регулировки длины.
Использование инструментов для снятия фаски (№ 2, простых или сложных форм) в сочетании с режущими инструментами (№ 1) позволяет разрезать трубу на две части и выполнить подготовку к сварке (снятие фаски) за одну операцию. Самые эффективные станки способны резать и снимать фаску несколько десятков миллиметров всего за несколько минут.
Пример применения: Отрезка отрезка трубы от исходной основной трубы. Отрезанные таким образом детали снимаются во время резки.
PROTEM-Different-types-bevels.pdf [pdf] 1.99 Металлическая труба Mo— Бесшовная труба — Труба ERW
Труба из нержавеющей стали и труба из углеродистой стали являются наиболее распространенными типами стандартных труб, используемых сегодня. Они являются частью трубных изделий, которые изготавливаются по разным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размером от 1/8 дюйма до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны из углеродистой и нержавеющей стали.Сварная труба также называется трубой ВПВ (электросварной контактной сваркой). Наиболее распространенная спецификация для сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается методом, не требующим сварки. Наиболее распространенная спецификация для бесшовных труб из углеродистой стали — A106B. Труба из нержавеющей стали изготавливается по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовной, так и в сварной конфигурации. Наиболее распространенные нержавеющие материалы — 316 и 304.
Труба из нержавеющей стали изготавливается по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовной, так и в сварной конфигурации. Наиболее распространенные нержавеющие материалы — 316 и 304.
Купите стальную трубу онлайн, позвоните по телефону 281.516.8100 или напишите по адресу sales @ trupply.com
Виды труб и трубных изделий
Есть шесть видов труб и трубных изделий.- Стандартная труба: Существует три различных типа стандартных металлических труб — сварные (трубы ERW), бесшовные трубы и оцинкованные трубы. Они составляют 10% всей трубной продукции.
- Линейная труба: Используется в основном в нефтегазовой отрасли. Линия труб включает трубы ERW, FW, SAW и DSAW. Они производятся в соответствии со спецификацией API 5L и доступны в размерах X42, X50, X60 и т. Д.оценки. Они составляют 21% всей трубной продукции.
- Трубные изделия нефтяной компании (OCTG): Сюда входят бурильные трубы, насосно-компрессорные трубы и обсадные трубы.
 Он используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производятся производством ВПВ и бесшовным. OCTG составляют 35% всей трубной продукции.
Он используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производятся производством ВПВ и бесшовным. OCTG составляют 35% всей трубной продукции. - Трубки под давлением: , используемые в промышленности и под давлением. Трубопроводы под давлением производятся бесшовным способом. Они составляют 2% всей трубной продукции.
- Механические трубы: используются для механических и конструкционных применений, производятся методом ВПВ и бесшовного производства. Они соответствуют спецификации ASTM. Механические трубки составляют 17% всей трубной продукции.
- Структурные трубки: , используемые для поддержки или удержания. Эти трубы могут быть круглыми или квадратными и производятся производством ВПВ. Их используют для заборов, строительства и прочего разного. потребности в поддержке. Они составляют 15% всей продукции труб.
Как измеряется труба?
Труба обычно обозначается «Номинальным размером трубы» (NPS), а толщина стенки определяется «Графиком» (SCH). NPS — это безразмерное обозначение, которое указывает размер, но не фактический размер. Это сбивает с толку многих новичков в трубопроводной отрасли. NPS от 1/8 до NPS 12 имеет внешний диаметр, который определяется размерами труб ANSI. Вообще говоря, размер трубы сортамента 40 для номинального диаметра до 12 дюймов примерно равен внутреннему диаметру трубы.Размеры труб 14 и выше менее запутаны, так как 14 NPS равен 14 дюймам OD (наружный диаметр).
NPS — это безразмерное обозначение, которое указывает размер, но не фактический размер. Это сбивает с толку многих новичков в трубопроводной отрасли. NPS от 1/8 до NPS 12 имеет внешний диаметр, который определяется размерами труб ANSI. Вообще говоря, размер трубы сортамента 40 для номинального диаметра до 12 дюймов примерно равен внутреннему диаметру трубы.Размеры труб 14 и выше менее запутаны, так как 14 NPS равен 14 дюймам OD (наружный диаметр).
ASME B 36.10 содержит более подробную информацию о размерах труб. Отраслевые нормы размера трубы также различаются для разных типов труб. Для стандартной трубы труба с внешним диаметром 4,5 дюйма будет обозначаться как NPS 4 дюйма, однако для линейной трубы и OCTG она будет обозначаться только как 4,5 дюйма. Толщина стенки также упоминается по-другому. Для стандартной трубы используется спецификация трубы. для обозначения толщины стенки.Однако трубопровод почти всегда обозначается толщиной стенки, тогда как OCTG обозначается по весу на фут.
Вес трубы
Вес трубы измеряется в фунтах на фут или килограммах на метр. Следует помнить, что вес трубы в таблице размеров труб ANSI является «теоретическим» весом, а не фактическим. Фактический вес будет зависеть от допуска на размер трубы.
Формула для расчета веса стальной трубы:
Вт = [{OD-WT} x WT] x 10,69
W = Вес на линейный фут
OD = Внешний диаметр
WT = Толщина стенки
Производство труб
Стальные трубы подразделяются на две основные категории;
- Труба сварная
- Труба бесшовная
Существует четыре основных метода производства металлических труб:
- Печная сварка (FW).Также называется непрерывным сварным швом
- Сварка сопротивлением (ERW)
- Дуговая сварка под флюсом (SAW), также DSAW
- Бесшовные (SMLS) методом
Труба ВПВ выпускается размером от 1/8 до 24 дюймов. Сварные трубы ВПВ изготавливаются из плоского листового металла. Труба ERW сначала холодным образом формуется в цилиндрическую форму, а затем сваривается продольно. Трубы как непрерывной, так и электрической контактной сварки изготавливаются путем придания цилиндрической формы рулонам из рулонной стали и сварки по продольным швам.На рисунке ниже показан первый этап формирования полосок цилиндрической формы с последующим их сплавлением на втором этапе.
Сварные трубы ВПВ изготавливаются из плоского листового металла. Труба ERW сначала холодным образом формуется в цилиндрическую форму, а затем сваривается продольно. Трубы как непрерывной, так и электрической контактной сварки изготавливаются путем придания цилиндрической формы рулонам из рулонной стали и сварки по продольным швам.На рисунке ниже показан первый этап формирования полосок цилиндрической формы с последующим их сплавлением на втором этапе.
Есть много способов использования электрического тока для сварки катаной полосы. Сюда входят вращающийся медный диск, неподвижные контакты из сплава Cu и индукционные катушки. Эти методы повышают температуру стальной кромки до 2600 ° F для эффективной сварки. В процессе прокатки возникает такое большое давление, что образуется металлический сварной шов снаружи и внутри.Затем эти сварные швы удаляются в процессе отделки. Сварная труба проходит термообработку, инспекцию и гидроиспытания.
ТрубаERW доступна в следующих общих спецификациях;
ASTM A53, A135, A252, A500, A795, API 5L и API 5CT.
Наиболее распространенная спецификация для сварных труб — A53 и API 5L.
Бесшовная трубаЧто такое бесшовное определение? или цельный смысл? мы часто получаем этот вопрос. Труба бесшовная выпускается размерами от 1/8 до 36 дюймов.Бесшовная труба не имеет продольного шва или сварного шва по сравнению с трубой из ВПВ. Проще говоря, бесшовную трубу получают путем прошивки сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Есть два основных метода производства бесшовных труб;
- Горячий ротационный пирсинг
- Метод экструзии
В процессе экструзии горячие металлические заготовки формуют в бесшовную трубу путем проталкивания заготовок через экструзионные матрицы и через формовочную оправку.См. Рисунок ниже;
Метод горячей ротационной прошивки является наиболее распространенным процессом производства бесшовных труб. В этом процессе горячие заготовки проталкиваются через вращающиеся тяжелые ролики через оправку или пробивную пробку. Пробивная пробка создает отверстие в бесшовных цилиндрических заготовках. На рисунке ниже показан процесс горячего вращения.
Бесшовные трубы проходят различные отделочные операции, такие как правка, контроль, гидроиспытания и визуализация.Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтепереработке. Бесшовные трубы доступны в следующих спецификациях;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L и API 5CT. Наиболее распространенная бесшовная труба — A106B.
Конечная обработка безшовной трубы включает гладкие концы со скошенной или квадратной кромкой. Бесшовные трубы из углеродистой стали доступны в черном цвете, без покрытия, оцинкованные или с эпоксидным покрытием.
Длина стальных труб
Обычно стальные трубы поставляются длиной 21 фут.Он также доступен с одинарной случайной длиной (SRL), которая может составлять от 17 футов до 24 футов. Двойная произвольная длина (DRL) относится к трубам, длина которых составляет от 37 футов до 44 футов.
Обработка концов стальных труб
Существует пять распространенных типов отделки концов металлических труб;
- Резьбовое соединение
- Резьба без муфты
- Обычный конец — обрезной квадрат
- Скошенная кромка для сварки — под углом 30 градусов
- Конец с канавкой — нарезанный или катанный для механического соединения
На рисунке ниже показаны различные варианты отделки концов стальных труб;
Муфты для сверхпрочных и двойных сверхпрочных труб имеют коническую резьбу и утопленную резьбу для всех размеров.На рисунке выше показана муфта с прямой резьбой и муфта с прямой резьбой и выемкой.
Идентификация и маркировка стальных труб
Стальные трубы доступны в различных классификациях, марках, весах, номерах спецификации и т. Д. Следовательно, важно идентифицировать маркировку стальных труб. Стальная труба идентифицируется по трафарету краски или штампованной маркировке на самой трубе или по прикрепленной к ней бирке.
Идентификация трубы согласно ASTM
На рисунке ниже показаны требования к маркировке в соответствии со спецификациями ASTM
.Идентификация трубы по API
На рисунке ниже показана маркировка, необходимая в соответствии со спецификацией API.
Процессы отделки металлических труб
Чаще всего металлическая труба покрывается лаком, который предотвращает коррозию и защищает трубу от погодных условий. Это также называется трубой из черного железа. Помимо лака, существует четыре типа отделки металлических труб;
- Голый металл
- Только маринованные
- Маринованные и промасленные
- Труба оцинкованная
Гальваника включает использование цинкового покрытия в качестве расходуемого элемента для предотвращения коррозии.Цинк обычно наносится методом горячего погружения, когда труба погружается в ванну с расплавом раствора цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы изнутри и снаружи.
Оцинкованные трубы обеспечивают хорошую защиту трубы изнутри и снаружи.
Покрытие стальных труб и футерованные стальные трубы
Коррозионная стойкость трубы также может быть повышена за счет антикоррозионного покрытия трубы. Такие покрытия обычно долговечны по сравнению с лаком или гальваникой. Существует три основных типа антикоррозионного покрытия для стальных труб
.Металлическое покрытие
Неметаллическое покрытие
Трубная упаковка
Материал стальной трубы
Металлические трубы доступны в следующих сортах материала;
- A106B / A53B / API 5L-X42 / API 5L B
- Нержавеющая сталь 304
- Нержавеющая сталь 316
- Супер Нержавеющая сталь A20
- Нержавеющая сталь Duplex D2205
- Никелевый сплав A200
- Никелевый сплав A400
- Никелевый сплав A600
Нержавеющая сталь — это сплав на основе железа, содержащий минимум 16% хрома. Никель — еще один важный легирующий элемент в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и окислению практически при любой температуре.
Никель — еще один важный легирующий элемент в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и окислению практически при любой температуре.
Сварные и бесшовные трубы из нержавеющей стали используются по разным причинам, таким как устойчивость к коррозии, преформа при высоких температурах, чистый внешний вид и низкие эксплуатационные расходы. Наиболее важным аспектом для труб из нержавеющей стали являются присущие ей характеристики материала, которые позволяют создавать гораздо более тонкие стенки, такие как sch 5, sch 10, без нарушения структурной целостности трубы.Использование сварки плавлением для соединения труб также устраняет необходимость нарезания резьбы.
Труба из нержавеющей стали типа 304 в основном используется для коррозионно-стойких применений. он используется на химических заводах, нефтеперерабатывающих заводах, бумажных фабриках и в пищевой промышленности. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800 до 1650 градусов F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет 0.Максимальное содержание углерода 035%.
Труба типа 316SS намного более устойчива к точечной коррозии, чем другие хромоникелевые сплавы, благодаря добавке 2-3% молибдена. Он полезен в приложениях с кислотами, рассолами, серной водой, морской водой и солями гологена. Труба из нержавеющей стали 316L, как и 304L, имеет максимальное содержание углерода 0,035%.
Сварные трубы из нержавеющей сталипроизводятся в соответствии со спецификациями ASTM A312 и A358. A312 — наиболее распространенная спецификация для труб из нержавеющей стали. Сварные нержавеющие трубы производятся от 1/8 «до 24» NPS.
Бесшовные трубы из нержавеющей стали изготавливаются в соответствии со спецификациями ASTM A312 и A376. A312 также является наиболее распространенной спецификацией для бесшовных труб из нержавеющей стали. Труба нержавеющая бесшовная изготавливается размером от 1/8 до 14 дюймов номиналом
Труба нержавеющая бесшовная изготавливается размером от 1/8 до 14 дюймов номиналом
Стальная труба Страна происхождения
Стальные трубы производятся на заводах по всему миру и продаются в разных странах. Некоторые из громких имен в трубной промышленности: US Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA и Webco и т. Д.
Стальная труба Q&A
Trupply продает широкий ассортимент сварных и бесшовных труб. Основываясь на нашем многолетнем опыте, ниже приведены основные вопросы или ключевые моменты, которые интересуют клиентов;
- Труба стальная продается по номинальному диаметру и номенклатуре. Важно упомянуть как
- A106 B — наиболее распространенная спецификация бесшовных труб. Большинство клиентов просто знают, что им нужна труба A106B, и это просто означает, что им нужны бесшовные трубы из углеродистой стали в соответствии с A106B.
 A106 НЕ является спецификацией для трубы из нержавеющей стали
A106 НЕ является спецификацией для трубы из нержавеющей стали - Размеры труб 10 дюймов и более НЕ коррелируют напрямую с номером спецификации. Такие как SCH 40 и SCH 80 НЕ всегда означают Standard и Extra Heavy соответственно. Обратитесь к таблице трубопроводов, чтобы убедиться, что вы заказываете правильную толщину стенки .
- A53 класс B является наиболее распространенной спецификацией сварных труб. Это просто труба, произведенная методом ВПВ.
- Сварная труба НЕ имеет сварного шва внутри или снаружи.Сварная труба изготовлена методом контактной сварки сопротивлением, шов снят в процессе производства
- Трубы размером менее 2 дюймов доступны для изготовления непрерывных сварных швов, также известных как A53 класса A. Труба из нержавеющей стали
- доступна как в сварной, так и в бесшовной конфигурации, а также из материалов марки 316 и 304. Доступны и другие марки нержавеющей стали, но встречаются реже
- Труба из нержавеющей стали также очень распространена в таблице 10, которая имеет тонкую стенку.

- Спецификации труб из нержавеющей стали указываются буквой «s» после номера спецификации, например Sch 10s, Sch 40s, Sch 80s.
- Спецификации труб из нержавеющей стали НЕ всегда коррелируют с спецификациями труб из углеродистой стали. Проверьте таблицу трубопроводов ANSI, чтобы правильно определить номер спецификации и толщину стенки
- Трубы в основном продаются SRL (одинарная произвольная длина) или Двойная произвольная длина (DRL). SRL означает, что длина трубы обычно составляет от 17 до 24 футов. DRL обычно означает длину трубы от 37 до 44 футов.
- Большая часть проданных трубок покрыта лаком. Если вам нужна труба без покрытия, укажите при заказе .
- Эпоксидное покрытие трубы — по запросу.
- Самый распространенный тип конца трубы — гладкий конец или скошенный конец. Резьбовые наконечники также доступны по запросу
процесс производства сварных стальных труб, сварных стальных труб
Sunny Steel производит широкий выбор сварных стальных труб, включая трубы из углеродистой стали типа ERW, HFI, EFW, LSAW, DSAW и UOE, а также соответствующие фланцы и фитинги.
Производство стальных сварных труб процесс простой, эффективный, и больше разновидностей различных спецификаций, оборудования, меньше капиталовложений, но общая прочность меньше, чем у бесшовных. С 1930-х годов, с производством высококачественной стальной полосы и быстрым развитием технологий сварки и контроля, постоянное улучшение качества сварных швов, повышение технических характеристик сварных стальных труб и т. д. и больше площадей вместо нетрубных стыков.
1 трубу можно разделить в соответствии с основной формой трубы с продольным швом и спирально-сварной трубы — две:
(1) прямошовная сварная труба: простая технология производства, высокая эффективность, низкая стоимость, быстрое развитие. Продольное более общепромышленное использование.
(2) спирально-сварная стальная труба: продольная прочность обычно выше, чем это, может сузить большую
диаметр трубной заготовки, также можно использовать такую же ширину заготовки при производстве сварных труб
разного диаметра; но такой же длины по сравнению с трубой с прямым швом, стальной спирально-сварной трубой
длина сварного шва от 30 до 100% и меньшая производительность; Таким образом, трубы меньшего диаметра фактически используют
Чаще всего используются прямошовные, спирально-сварные трубы большого диаметра.
Трубопроводы делятся на следующие категории:
(1) Стальная сварная труба общего назначения: сварная стальная труба, используемая для транспортировки рабочей жидкости под низким давлением. Из стали Q195A, Q215A, Q235A. Легко применяется для сварки других мягких сталей стальная труба для давления, гибки, сплющивания и других экспериментов, есть определенная поверхность Требования к качеству, доставка обычно длиной 4-10 м, часто просят разрезать до длины (или двойной длины) доставки.Технические характеристики с номинальной трубой диаметр, указанный (мм или дюймы) номинальный диаметр и фактическая разница, необходимая труба Толщина стенки обычная сталь и сталь — это два вида стали, разделенные по форме трубы с резьбовым концом и без нить два.
(2) оцинкованная сварная стальная труба: Для повышения коррозионной стойкости стальных труб, стальных труб для общих
(кларнет) для оцинкованной стали и электротехнической стали. Горячеоцинкованный цинк — это два типа горячеоцинкованного цинка толщиной, гальваническое цинкование и низкая стоимость.
Горячеоцинкованный цинк — это два типа горячеоцинкованного цинка толщиной, гальваническое цинкование и низкая стоимость.
(3) Стальная труба, сваренная кислородной сваркой: труба, используемая для кислородной сварки сталеплавильного производства, обычно сваривается с небольшим диаметром стальная труба, размером от 3/8 дюйма -2 дюйма восемь. С 08,10,15,20 или стальной лентой Q195-Q235 из коррозия, некоторые обработки алюминием.
(4) проволочная труба: сварная стальная труба также является обычной углеродистой сталью, бетоном и различными конструкциями. в энергетике, обычно используются с номинальным диаметром от 13 до 76 мм.
(5) Метрическая сварная стальная труба: бесшовная форма со спецификациями, выраженными в миллиметрах *
сварная стальная труба с толщиной стенки, из обычной углеродистой стали, высокоуглеродистой стали или низколегированной стали и P to
тропический и холодный с помощью сварки, или после сварки с использованием тропического метода, вызываемого холодом.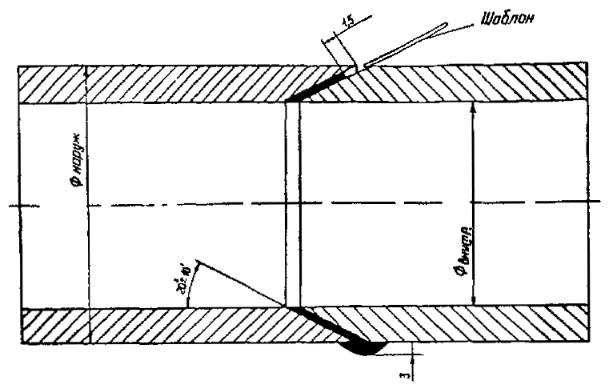 Метрическая и P
точки энергетических и тонкостенных труб, общие для конструктивных элементов, таких как вал или трансмиссионная жидкость,
используется для производства тонкостенной мебели, светильников и т. д., чтобы гарантировать прочность стали и испытание на изгиб.
Метрическая и P
точки энергетических и тонкостенных труб, общие для конструктивных элементов, таких как вал или трансмиссионная жидкость,
используется для производства тонкостенной мебели, светильников и т. д., чтобы гарантировать прочность стали и испытание на изгиб.
(6) роликовая труба: сварная стальная труба для роликового конвейера, обычно из стали Q215, Q235A, B и 20 сталь, диаметр 63,5-219,0 мм. На изгибе трубы, заканчивающейся осевой линией вертикали, овал имеется требования определенной степени, общий тест на давление и сплющивание.
Процессы производства сварных труб и труб
Во-первых, необработанная сталь превращается в более пригодную для обработки форму.Далее труба формируется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с требованиями заказчика.
Концы труб Для концов труб доступны 3 стандартные версии.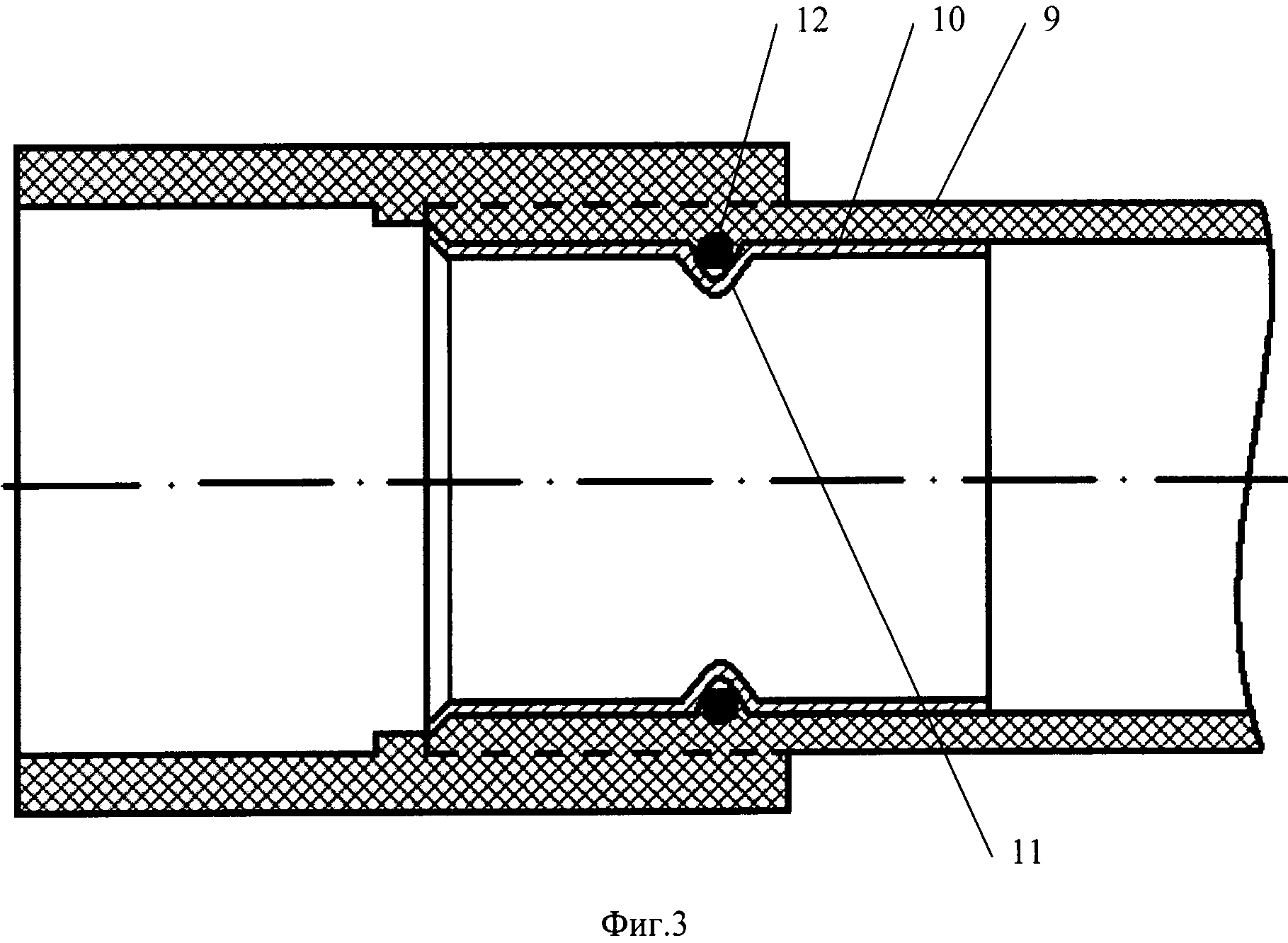
- Гладкие концы (PE)
- Концы с резьбой (TE)
- Скошенные концы (BE)
Полиэтиленовые трубы обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для приварки враструб.
Сварка труб большого диаметра: выбор систем орбитальной сварки для труб большого диаметра
Сварка труб большого диаметра — большая работа. Трубопровод с большим внутренним диаметром обычно определяется как имеющий внутренний диаметр два дюйма — приблизительно пять сантиметров — или более, но трубы чаще всего называют «трубами с большим диаметром отверстия», когда они имеют внутренний диаметр 30 дюймов или больше. Речь идет о диаметре, при котором сварщики могут разумно заползти внутрь трубы, и многим, хотя и не всем, трубам такого размера может потребоваться сварка внутреннего диаметра, чтобы соответствовать техническим требованиям сварочного производства.Независимо от того, так ли это, очевидно, что сварка труб большого диаметра требует значительного объема сварки для каждого стыка. Самый эффективный способ быстро и надежно производить сварные швы длины, глубины и размера — это использование автоматического орбитального сварочного аппарата.
Сварка труб со стенками тоньше одной восьмой дюйма (около трех миллиметров) не вызывает затруднений. Даже трубы с большим внутренним диаметром и такими тонкими стенками можно сваривать за один проход.Однако, когда толщина стенки трубы больше, сварка стыка труб становится процессом, требующим нескольких проходов по большой окружности. Орбитальная сварка труб дает несколько преимуществ при решении сложной задачи сварки труб большого диаметра:
- Отдельные проходы орбитальной сварки позволяют выполнить сварку по всей окружности трубы без остановки и повторного запуска.
- Орбитальная сварка сокращает время, необходимое для выполнения каждого прохода, что снижает общее время, необходимое для завершения соединения.

- Орбитальная сварка обеспечивает более высокое качество сварки, поскольку сварочный аппарат контролирует и контролирует все параметры процесса. За счет того, что механизированная сварка не запускается и не останавливается во время проходов, меньше возможностей для образования пустот, несоответствий или включений в сварном шве, что в целом повышает прочность сварного шва.
Преимущества процесса орбитальной сварки приводят к тому, что сварной шов становится гораздо более однородным и, следовательно, более высоким качеством, чем сварной шов, выполняемый вручную. Из-за диаметров, используемых при сварке труб с большим внутренним диаметром, временные, трудовые и финансовые преимущества, как правило, возрастают в геометрической прогрессии.В проектах по сварке труб с действительно большим внутренним диаметром орбитальная сварка должна быть первым процессом сварки, который гарантирует выполнение работ в соответствии с графиком.
Выбор процесса орбитальной сварки труб большого диаметра Существует множество видов ручной дуговой сварки, но меньше типов орбитальной сварки, которые, как правило, ограничиваются процессами с подачей проволоки, защитой инертного газа или их комбинацией.
Для труб большого диаметра подходят три типа орбитальной сварки:
- Дуговая сварка сердечником под флюсом (FCAW) : В этом процессе сварки дуга непрерывно подается с помощью трубчатого проволочного электрода, заполненного флюсом.Флюс связывается с примесями и всплывает в верхнюю часть сварного шва, где он затвердевает, сохраняя сварной шов чистым. Он создает сварные швы очень быстро, а использование флюса означает, что это щадящий сварочный процесс, который можно целесообразно использовать в полевых условиях.
- Газовая дуговая сварка металла (GMAW) : Этот процесс, также называемый сваркой в среде инертного газа (MIG), использует непрерывно подаваемую проволоку, окруженную защитным газом, чтобы предотвратить попадание загрязняющих веществ, таких как кислород или водород, на расплавленный металл. Это быстрый процесс, но подача защитного газа может быть нарушена факторами окружающей среды, что может повредить сварной шов.

- Дуговая сварка вольфрамовым электродом (GTAW) : Этот процесс, также называемый сваркой вольфрамовым электродом в среде инертного газа (TIG), использует неплавящийся вольфрамовый электрод для создания дуги. Он может подаваться непрерывной проволокой или выполняться без присадочного материала. Хотя GTAW обычно является медленным процессом и имеет такую же чувствительность к факторам окружающей среды, как GMAW, его преимущество заключается в создании очень чистых, тонких и однородных сварных швов.
GTAW не образует искр или брызг и обеспечивает самые аккуратные и чистые сварные швы из трех вышеуказанных процессов.Это также обычно приводит к большей прочности и долговечности сварного шва. Выбор орбитальной, а не ручной сварки GTAW позволяет проекту воспользоваться преимуществами GTAW, такими как прочность и стабильность, без неэффективности ручного процесса.
Почему выбирают GTAW для сварки труб большого диаметра Помимо того, что орбитальная сварка GTAW более эффективна, она также предлагает более управляемую кривую обучения, чем ручная сварка TIG, и делает процесс сварки гораздо менее затратным с физической точки зрения. Головка для орбитальной сварки GTAW, в которую входит горелка, крепится к направляющей, охватывающей всю внешнюю или внутреннюю окружность свариваемой трубы. Фактически не существует верхнего предела размера трубы, которую можно сваривать с помощью высококачественной сварочной головки для труб большого диаметра. После того, как направляющее кольцо установлено на трубу и контроллер запрограммирован, процесс сварки сводится просто к тому, чтобы сварочная головка следовала заранее запрограммированной программе для каждого прохода. Орбитальный сварочный аппарат, а не сварщик-человек, отвечает за поддержание устойчивости электрода и выравнивания заполняющего материала с электродом, а также за поддержание правильного угла сборки относительно сварного шва.
Головка для орбитальной сварки GTAW, в которую входит горелка, крепится к направляющей, охватывающей всю внешнюю или внутреннюю окружность свариваемой трубы. Фактически не существует верхнего предела размера трубы, которую можно сваривать с помощью высококачественной сварочной головки для труб большого диаметра. После того, как направляющее кольцо установлено на трубу и контроллер запрограммирован, процесс сварки сводится просто к тому, чтобы сварочная головка следовала заранее запрограммированной программе для каждого прохода. Орбитальный сварочный аппарат, а не сварщик-человек, отвечает за поддержание устойчивости электрода и выравнивания заполняющего материала с электродом, а также за поддержание правильного угла сборки относительно сварного шва.
Орбитальная сварка позволяет выполнять сварку GTAW последовательно и точно без огромных усилий, затрачиваемых на поиск или обучение высококвалифицированных и опытных сварщиков-ручных. Orbital GTAW также обеспечивает скорость автоматизации на рабочей площадке, позволяя выполнять сварные швы GTAW с машинной надежностью, эффективностью и точностью. Орбитальная сварка GTAW обеспечивает экономичное качество, простоту использования и скорость каждого стыка в проекте сварки труб большого диаметра.
Орбитальная сварка GTAW обеспечивает экономичное качество, простоту использования и скорость каждого стыка в проекте сварки труб большого диаметра.
Arc Machines, Inc.специализируется на системах орбитальной сварки GTAW, предлагая широкий ассортимент головок для орбитальной сварки и источников питания для сварки труб с большим внутренним диаметром. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected] . По вопросам обслуживания обращайтесь по адресу [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами , чтобы договориться о встрече.
Стальная труба большого диаметра — что необходимо знать перед покупкой
Стальные трубы большого диаметра играют важную роль в транспортировке нефти и газа.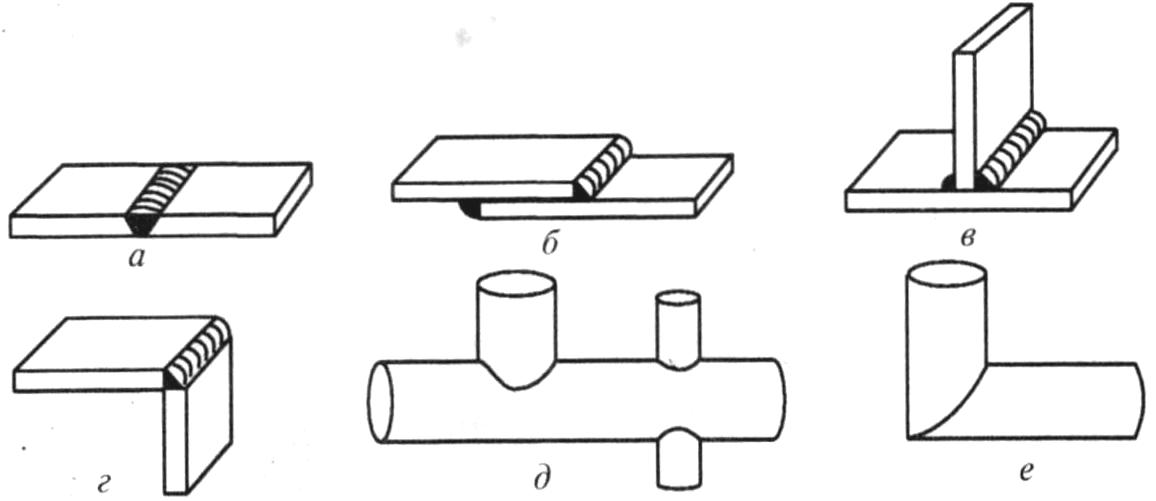 Его часто используют для проектов трубопроводов на большие расстояния, так как он может нести больше жидкости и с большим расходом. Особенно в последние годы увеличивается использование стальных труб большого диаметра.
Его часто используют для проектов трубопроводов на большие расстояния, так как он может нести больше жидкости и с большим расходом. Особенно в последние годы увеличивается использование стальных труб большого диаметра.
Когда мы говорим о трубе большого диаметра, это обычно относится к сварной трубе, такой как труба LSAW или труба SSAW; Более того, в некоторых случаях он также включает бесшовные трубы большого диаметра.
Следует отметить, что для трубопровода высокого давления предпочтительна бесшовная труба большого диаметра. Поскольку в сварном типе не предполагается, что бесшовные типы будут выдерживать большое давление (самым слабым местом сварной трубы является сварной шов на ней). Сварной шов может сломаться или потрескаться в любое время, поэтому люди ищут бесшовные большие трубы для разных вещей.
Большие диаметры относятся к трубе более 457 мм (16 дюймов) и 508 мм (20 дюймов)
Как мы знаем, максимальный диаметр трубы ERW обычно составляет 457 мм 16 дюймов, поэтому мы можем сказать, что диаметр трубы больше, чем этот наружный диаметр, как известно, трубы большого диаметра.
Для больших стальных труб LSAW и SSAW: от 508 мм 20 дюймов до 2540 мм 100 дюймов.
Под бесшовной трубой большого диаметра также понимается труба с диаметром более 16 или 20 дюймов. Поскольку трубы больше этих размеров не будут изготавливаться только горячей прокаткой, будет применен дополнительный процесс горячего расширения. Таким образом можно было увеличить диаметр трубы за короткое время, с низкой стоимостью и высокой эффективностью, поэтому он стал современным способом производства больших бесшовных труб.
Горячее развальцовывание
Процесс горячего расширения, также известный как процесс теплового расширения. Он заключается в нагреве трубы до температуры, близкой к температуре превращения, с использованием метода угловой косой прокатки или метода горячего волочения для увеличения диаметра бесшовных труб.
Примечания перед покупкой трубы бесшовные большого диаметра
Если вы не имеете представления о бесшовных трубах большого диаметра, то купить качественную трубу очень сложно. Поэтому очень важно знать об этом перед покупкой.
1. На корпусе трубы не должно быть швов.
На бесшовной трубе не должно быть сварного шва (некоторые люди снимают шов незаметно, и будьте осторожны). Бесшовная труба большого диаметра должна изготавливаться с помощью специального процесса. Сырье должно быть цельной и круглой заготовкой. Затем заготовку нагревают до очень высокой температуры, но при этом следует соблюдать осторожность, поскольку при повышении температуры до точки плавления заготовка может расплавиться. Заготовку после нагрева растягивают и натягивают до тех пор, пока она не приобретет форму полой трубки.Поскольку сварные трубы являются обычными, ваш подрядчик может предложить вам купить сварные трубы, но вы должны быть очень осторожны и выбирать бесшовные большие трубы.
2. Обращать внимание на округлость
Следующее — однородность формы бесшовной трубы. Поскольку сварные трубы перед сваркой оборачиваются вокруг другой формы, и поскольку сварка требует напряжения, тепла и других внешних факторов для всего процесса формовки, очень сложно получить сварную трубу точно круглой формы.Бесшовная стальная труба представляет собой непрерывную экструзию сплава, что означает, что вы получите просто круглое поперечное сечение, которое необходимо, когда вы используете их для любого процесса строительства или установки труб.
3. Большая бесшовная труба выдерживает большее давление, чем большая сварная труба
Прочность бесшовных труб больше, чем сварных. Что ж, вы можете найти это довольно дорого, но поверьте нашему исследованию; это более надежно даже под давлением. Сварные трубы могут сломаться под давлением, но вы без сомнения можете доверять бесшовным трубам большого диаметра.Пустые трубы всегда выдерживают собственный вес, но когда труба заполнена материалом или находится под нагрузкой, она также поддерживает вес. Чаще всего утечки и отказы труб возникают в случае сварных труб. В бесшовных трубах нет шва, следовательно, нет шансов на выход трубы из строя.
4. Бесшовные трубы большого диаметра могут работать в суровых условиях
Одним из лучших атрибутов больших бесшовных труб является то, что они способны работать в экстремально холодной или очень горячей среде, тогда как сварные трубы совершенно не могут работать в чрезвычайно тяжелых условиях.
Разница в стоимости труб большого диаметра разных типов
Трубы бесшовные бесшовные после горячего расширения, цена ниже, чем на обычные бесшовные горячекатаные трубы, (снижена плотность стали). Но выше, чем большие сварные трубы, такие как трубы SSAW и LSAW.
Хотя цена на бесшовные трубы большого диаметра немного выше, чем на сварные, растущие возможности и преимущества делают их подходящими для любого применения. В диапазоне коммерческого применения труб возрастает важность бесшовных больших труб, включая трубопроводы, нефтяные вышки, строительство судов, морские буровые установки, детали машин, сосуды под давлением, части механизмов, оборудование нефтяных месторождений и т. Д.
Что такое сварка с втулкой?
Сварка труб может быть грубой, особенно если у вас нет терпения или вы не знаете, что делаете. Вот почему очень важно уметь формировать сварной шов с муфтой.
Что такое сварка муфтой? Под сваркой с муфтой понимается сварной шов, который соединяет определенные фитинги труб, такие как переходники, тройники и колена, с трубами. Труба жестко соединяется с углублением в стыке при помощи раструбной сварки.Фитинги, соединяемые этим методом, называются трубными фитингами, приваренными муфтой.
Читайте дальше, чтобы получить более подробную информацию о фитингах для сварки муфт, их преимуществах и недостатках.
Фитинги для сварки внахлест
Фитинги для сварки внахлест используются для соединения труб. В углубленную часть фланца, клапана или фитинга вставляется труба.
Уплотнительные сварные швы углового типа применяются для соединения фитингов с трубами. Фитинги для сварки внахлест — отличный выбор для широкого круга применений, поскольку они обладают высокой герметичностью и высокой структурной прочностью.Это важные аспекты, которые необходимо учитывать при проектировании трубопроводных сетей.
При запросе таких фитингов необходимо указать размеры внешнего диаметра, а также график толщины (или номинальное давление).
Фитинги для сварки внахлест называют трубными фитингами SW. Поэтому муфты SW, тройники SW, колена SW и другие подобные детали подпадают под категорию фитингов SW.
Использование фитингов для сварки внахлест
Поскольку эти фитинги рассчитаны на высокое давление, они подходят для широкого спектра промышленных применений.
Трубные фитингиSW, такие как переходники, тройники и колена, можно устанавливать в трубопроводы для безопасной транспортировки горючих, токсичных или опасных химикатов с меньшим риском утечки. Эти фитинги подходят для процессов, в которых утечки могут оказаться опасными. Их можно устанавливать в трубопроводных сетях в качестве постоянных соединений.
ФитингиSW спроектированы для обеспечения отличных характеристик потока. Они имеют высокое качество, поскольку часто производятся в соответствии со спецификациями и стандартами ASME и ASTM.Эти стандарты и спецификации охватывают важные технические детали для надежной работы, такие как допуски, маркировка, номинальное давление, номинальные температуры, размеры и материалы. Они также упоминают требования к различным формам, таким как
- Трубы бесшовные
- Трубы бесшовные
- Кованые детали
- Бары
И другие изделия с указанием их механических и химических свойств.
Подобно фитингам для стыковой сварки труб, фитинги для сварки муфт также подразделяются по сплавам, таким как легированная сталь, углеродистая сталь и нержавеющая сталь.В зависимости от типа применения вы можете выбрать фланцы SW, муфты, переходники, переходные тройники, тройники под приварку, угловые колена и другие соединения в зависимости от типа материала.
Различные виды фитингов для сварки враструб
Вот все, что вам нужно знать о различных типах фитингов для сварки муфт.
Муфта полная
Это соединение соединяет две трубы вместе. Полные муфты имеют резьбу на обоих концах для соединения обеих труб.
Полумуфта
Хотя полумуфта похожа на полную муфту, основное отличие состоит в том, что полумуфты имеют резьбу только на одном конце, а полные муфты имеют резьбу на обоих концах. Конец полумуфты без резьбы обычно приваривается или крепится к трубопроводу другими способами.
Муфта переходная
Этот фитинг соединяет две трубы разного диаметра. Переходная муфта имеет разную ширину на обоих концах, поэтому можно соединять трубы разного диаметра.
Вставка переходника для сварки внахлест
Они производятся в соответствии с применимыми стандартами ASME и ASTM. Эти детали позволяют экономично соединять трубы разного диаметра.
Штуцер для сварки внахлест
Эта деталь состоит из трех взаимосвязанных частей. Есть две внутренние резьбы, а также центральная деталь, которая сближает концы в результате вращения. По этой причине соединения для сварки муфт необходимо плотно завинтить перед сваркой обоих концов.В результате искривление сиденья будет сведено к минимуму.
Отвод для сварки внахлест
Отводы для сварки внахлест бывают двух различных форм: под углом 90 градусов и под 45 градусов. Существуют модели с коротким и длинным радиусом, изготовленные методом ковки. Это сварное соединение муфт играет жизненно важную роль в трубопроводных сетях. Он используется для изменения направления жидкостей.
Тройник под сварку внахлест
Это соединение позволяет соединить ответвление под углом 90 градусов между двумя трубами
, идущими в одном направлении.Редукционный тройник для сварки внахлест имеет аналогичную концепцию. Ключевое отличие состоит в том, что, как следует из названия, труба меньшего диаметра может быть прикреплена под углом 90 градусов между двумя трубами, движущимися в одном направлении.
Гнездо
Гнездо используется для тех же целей, что и нитье и бобышка. Он используется для сварки трубы меньшего диаметра с трубой большего диаметра. Основное отличие состоит в том, что в розетке есть гнездо, которое удобно приваривать.Это гнездо находится внутри олет. Это соединение позволяет изменять направление на 90 градусов и обладает большей прочностью, чтобы выдерживать более высокое давление.
Крестовина для сварки внахлест
Это соединение позволяет изменять направление на 90 градусов для ответвлений, соединенных между двумя трубами, идущими в одном направлении.
Заглушка для сварки внахлест
Как следует из названия, колпачок для сварки муфтой присоединяется к концу трубы для его герметизации.
Фланцы, приварные внахлест
ФланцыSW используются для труб относительно небольшого диаметра при более высоком давлении.Форма фланца имеет утопленный буртик по направлению к внутреннему диаметру. Это позволяет правильно соединить трубу с фитингом. Сварка применяется для постоянного соединения фланцев и труб. Преимущество этого трубного соединения заключается в том, что оно обеспечивает отличные характеристики потока.
Существуют различные конструкции фланцев SW, например, с кольцевым шипом, с плоской поверхностью и с выступом. У них есть различные номинальные значения давления, которые могут доходить до 2500 #.
Преимущества фитингов для сварки внахлест
- На трубе необходимо снять фаску, чтобы подготовить ее к сварке.
- Обычно нет необходимости выполнять прихваточные швы для правильного выравнивания труб. Конструкция этих фитингов обеспечивает правильное выравнивание.
- Фитинги для сварки внахлест можно заменить резьбовыми, поскольку они имеют гораздо меньший риск утечки.
- Металл сварного шва проникает в отверстие трубы.
- Затраты на установку фитингов под сварку враструб ниже по сравнению с фитингами под сварку встык. Это можно объяснить более мягкими требованиями к размерам и тем фактом, что нет необходимости в специальной механической обработке фитингов для сварки раструбом, в отличие от деталей, сваренных встык.
Недостатки фитингов для сварки внахлест
- Фитинги для сварки внахлест не подходят для пищевой промышленности, потому что они не допускают полного проникновения, и в них есть щели, которые нелегко очистить.
- Фитинги для сварки внахлест должны иметь специальный компенсационный зазор между буртиком раструба и трубой.
- Внутренние щели и расширительные зазоры, связанные с фитингами, приваренными враструб, приводят к коррозии. Следовательно, фитинги для сварки муфт не подходят для радиоактивных или коррозионных веществ, поскольку скопление этих материалов в стыках может привести к проблемам при техническом обслуживании и эксплуатации.
Расширение для трубных фитингов, сваренных враструб
Существует простой способ сделать расширительный зазор в 1/16 дюйма.
Для этой цели необходимо учитывать усадочное кольцо под сварку с раструбом. Это разрезное кольцо разработано специально для обеспечения минимального зазора, необходимого для сварки муфт. Они изготовлены из нержавеющей стали и обладают высокой коррозионной стойкостью. Кольцо можно легко установить в фитинг, так что оно станет важной частью соединения.Он не создает вибрации даже под высоким давлением.
Ключевые различия между фитингами для сварки встык и муфтой
Для фитингов, сваренных с враструб, применимый стандарт — ASME B16.11. Этот стандарт позволяет вставлять трубу в углубленную область стыка. Трубу и стык можно легко обрезать до нужной формы. Нет необходимости скашивать концы или делать какие-либо другие приготовления. Поверхности необходимо содержать в чистоте, чтобы обеспечить беспрепятственную сварку и установку.
ASME B16.9 — применимый стандарт для фитингов под сварку встык. Поскольку их концы привариваются к трубам, толщина должна быть такой же, как у труб. Концы стыков нужно скошить.
Существуют также определенные ключевые различия между фитингами для стыковой и раструбной сварки с точки зрения применения.
Фитинги для сварки внахлест не так прочны, как соединения для сварки встык. В результате эти фитинги обычно устанавливаются на трубы с относительно небольшим диаметром.
Поскольку фитинги, приваренные встык, обладают большей прочностью, они находят более широкое применение при высоких температурах и давлениях. Фитинги для стыковой сварки могут использоваться там, где прочность сварного шва не должна превышать прочность основного металла.
Зенковка во фланцах, приваренных муфтой, немного больше, чем соответствующий наружный диаметр трубы.
Связанные вопросы
Почему используется Weldolet? Weldolet фактически стал одним из самых распространенных ответвлений и также может быть прикреплен к раструбной трубе.Концы скошены, чтобы облегчить эту процедуру, и по этой причине сварная бобышка считается фитингом для стыковой сварки. Велдолеты предназначены для снижения уровня напряжения, а также для обеспечения жизненно важной поддержки.
Есть ли у фланцев, приваренных враструб, график? Фланцы для приварки внахлест доступны для давления от 150 # и выше и для трубопровода от 40 до 160. Имейте в виду; Здесь на всех фланцах есть штамповка, на которой указаны размер, номинальное давление, родина, требования, материал.Фланец, сваренный враструб, как вы можете видеть здесь, имеет маленькое гнездо.