Какую нагрузку выдержит прихватка? Временное сопротивление разрыву!
содержание видео
Рейтинг: 4.0; Голоса: 1
Какую нагрузку выдержит прихватка? Временное сопротивление разрыву! Сергей: Роман, эксперимент довольно забавный. Даже веселый. Давно смотрю Ваши видео, много узнал очень полезного и благодаря Вам, начались получаться более или менее красивые швы но остался для меня открытый вопрос, как варить углом на себя или от себя? Буду признателен за ответ
Дата: 2020-11-18
← Как научиться делать хорошую прихватку!
Такого я от подписчиков не ожидал! Посылки с сюрпризами! →
Похожие видео
Очень откровенно о семенах алтая. Как взошли семена томата лось f1.
• Иван Русских
Чайник не успевает закипеть, а ГОРА ВКУСНЯШЕК уже на столе!
• Татьяна огородница
Если всплыло семено, то оно — г. Но? Разбираем метод домашнего определения качества семян.
• Иван Русских
Когда и как снимать пленку — парник с рассады? Как поливать рассаду? Как убрать плесень с рассады?
• Супер — Отпуск на Даче
Улётный перекус из хека или минтая за 15 минут! Так мало кто готовит, А зря!
• Татьяна огородница
Даже спина перестала болеть! Самому не верится, но факт! Делюсь впечатлениями от неожиданного отдыха
• Иван Русских
Комментарии и отзывы: 9
Дмитрий
Роман вот какая ерунда варил декорный дровник пользовался магнитным уголкомдуга сразу уходит в сторону и прихватки очень плохие приходилось снимать и ставить повторно прихватки поясните пожалуйста че за ерунда и как сней боротся без уголка некуда.
HodjaNas
Если проварить стык этих электродов полностью и зачистить прихватки до базового диаметра (2мм, то площадь поперечного сечения полученной прихватки будет равна площади поперечного сечения электрода, а именно Пи квадратных миллиметров.
Сергей
Рома привет! Классные видосы! Есть небольшой вопрос.
aleksey
так то на коробке с электродами написано — грубо говоря — уони 55 — 55кг на 1 кв. мм ок 46 — 40-45 кг на 1 кв. мм. чойтут придумывать. прихватка разная бывает. и 2 и 3 см, и 1 см. вот и считайте. если оторвалась — значит это не прихватка!
Вячеслав
Насколько я понял, у тебя сзади на воротах пенопласт приклеен, и он не закрыт. Его бы зашить, к примеру, ОСБ плитой, не то окалина отлетит при сварке, а пенопласт замечательно горит. Маловероятно, конечно, но все же)
станислав
Купил сварочник, а проблема такая — что при пайке что при сварке руки дрожат) шов ужасный) пришла такая мысля — электрод укорачиваю пополам и вроде ничего) спасибо за твои видюшки, учусь по ним) всех благ тебе)
Bakhtyar
Рома салам из Казахстана. Многому научился благодаря твоим видосам сейчас могу зазор в сантиметр без присадки заварить. Варю фермы для навеса и не боюсь что завалится. Благодарю и удачи. P. S. ждём новых видосов.
Варю фермы для навеса и не боюсь что завалится. Благодарю и удачи. P. S. ждём новых видосов.
Yuri
А если проволку шестерку к столбу надо приварит для сетки? Там получается Г-образный стык. Надо загруглить электродом, но заготовки для сварки разные по толщине. Прихватками слева и справа не обойдешся.
Иванов
Сечение двухмиллиметрого электрода равно rг(пи эр квадрат) Значит 3. 1411=3. 14(мммм. Если один кв. мм держит 46кг, то 3. 14кв мм удержат 463. 14=143кг. Так что электрод выдержал бы вместе Романа и Серегу.
Фермы из профильной трубы: конструкции, расчет и изготовление
Когда площадь сооружения очень высока, вопрос оснащения прочности и долговечности конструкции приобретает особенную важность. Возникает необходимость в усилении системы стропил, стропильные системы которой могли бы закрыть довольно длинные пролеты.
Фермы из профилированной трубы являют собой конструкции из металла, собранные с помощью решетчатых стержней. Изготовление железных ферм – процесс более сложный, чем на случай сплошных балок, но самый экономичный. В изготовлении применяют парный материал, а для объединяющей детали – косынки. Всю конструкцию собирают, применяя сварку или клепки.
В изготовлении применяют парный материал, а для объединяющей детали – косынки. Всю конструкцию собирают, применяя сварку или клепки.
ferma-is-profilnoi-truby-2
ferma-is-profilnoi-truby-4
При их помощи можно закрывать пролеты любой длины, однако, необходимо подчеркнуть, что для качественного монтажа нужен правильный расчет. Тогда при условиях хорошего выполнения работ по сварке остается лишь в последующем перенести трубные сборки наверх и собрать по верхней обвязке, согласно разметке.
Несущие фермы из профилированной трубы имеют много бесспорных положительных качеств:
- очень маленький вес;
- они долговечные;
- выносливы;
- узлы самые крепкие, благодаря этому способны сопротивляться большим нагрузкам;
- при их помощи можно строить конструкции с непростой геометрией;
- дают возможность сэкономить денежные средства, потому как расценки на изготовление конструкций из металла из профилированной трубы достаточно подходят с целью решения большого круга задач.
Содержание:
- 1 Конструкции ферм из профилированной трубы
- 2 Расчет для выступа крыши
- 3 Рекомендации по грамотному выбору и изготовлению конструкций из металла трубчатого типа
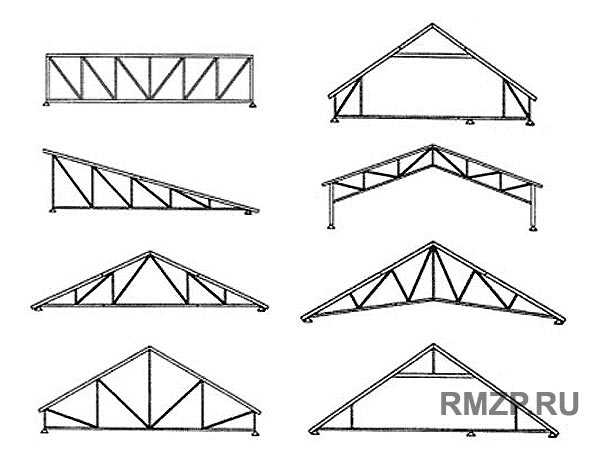
Конструкции ферм из
профилированной трубыВ основе деления данных конструкций на определенные виды лежат неодинаковые параметры. Начнем с главного –
- Количества поясов.
Отличают:
- опоры, элементы которой размещены в единой плоскости;
- висячие, в их состав входят два пояса, по размещению их называют исходя из этого нижним, верхним.
- Форма и контуры
По первому параметру отличают:
- арочные фермы из профилированной трубы,
- бывают и прямыми;
- односкатные либо щипцовые.
В согласии с контуром отличают:
- имеющие параллельный пояс. Это идеальный вариант для обустраивания плоской кровли. Данная опора собирается довольно легко, потому как ее элементами являются одинаковые детали и, что играет большую роль, размеры решётки совпадают с размерами стержней для пояса;
- односкатные.
 Выделяются жёсткими узлами, которые дают возможность воспринять существенные наружные нагрузки. На их постройку уходит маленькое количество материала, благодаря этому эти системы очень экономны;
Выделяются жёсткими узлами, которые дают возможность воспринять существенные наружные нагрузки. На их постройку уходит маленькое количество материала, благодаря этому эти системы очень экономны; - полигональные. Хотя они в состоянии держать внушительный вес, однако, их монтаж трудоемок и очень сложен;
- треугольные. Они почти что ценны при устройстве крыш с большим наклонным углом. Только один их недостаток в огромном количестве отходов при сооружении.
uklon-1
uklon-2
- Наклонный угол. Стандартные фермы из профилированной трубы разделяют на 3 группы:
- 22°- 30°. Высота и длина конструкции из металла в данном варианте дополняют друг друга, как один к пяти. Это идеальный вариант для перекрытия маленьких пролетов в домашнем строительстве. Основным их положительным качеством считается маленький вес. Более всего для аналогичного аналога подойдут треугольные.
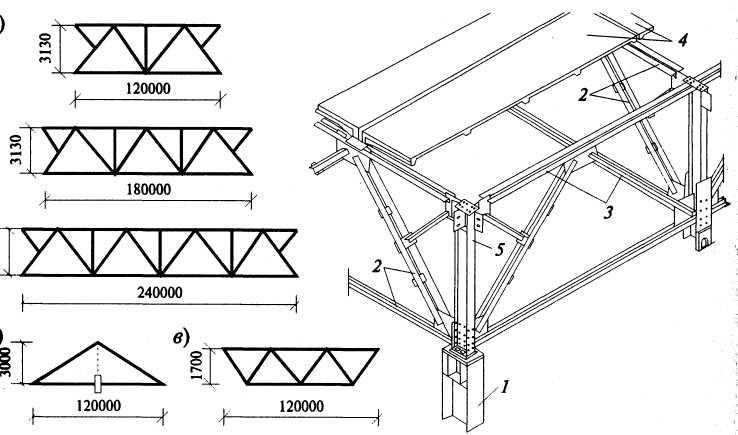
Для пролетов, имеющих длину более 14 м применяют раскосы, которые ставятся сверху вниз. По верхнему поясу располагают панель (порядка 150 – 250 см по длине). Аналогичным образом, при данных начальных данных мы имеем конструкцию, включающую два пояса. Кол-во панелей при этом четное.
По верхнему поясу располагают панель (порядка 150 – 250 см по длине). Аналогичным образом, при данных начальных данных мы имеем конструкцию, включающую два пояса. Кол-во панелей при этом четное.
Если пролет превосходит 20 м, то появляется потребность в подстропильной конструкции из металла, связанной опорными колоннами.
Совет
Отдельного упоминания стоит так именуемая ферма Полонсо. В ее составе есть две треугольные системы, скреплённые одна со второй через затяжку. Такое хорошее решение дает возможность избежать установки в средних панелях длинных раскосов, что ведет к существенному уменьшению общего веса.
- 15°- 22°. Соотношение длины и высоты в данном варианте равно один к семи. Самая большая допустимая длина под такой каркас составляет 20 м. Если по эксплуатационным условиям нужно сделать больше ее высоту, то нижний пояс исполняют ломаным.
- меньше 15°. В аналогичный проектах лучше всего применять трапециевидные железные стропильные системы.
 Наличие в них коротких стоек содействует повышению противодействия продольному изгибу.
Наличие в них коротких стоек содействует повышению противодействия продольному изгибу.
Внимание!
Фермы из профилированной трубы для односкатки с наклонным углом 6–10° должны содержать асимметричную форму.
Высоты определяют через дробление длины пролета на семь, восемь либо девять частей, взяв за основу специфики заданной конструкции.
Расчет для выступа крыши
Проведение расчетов базируется на требованиях СниП:
Необходимым элементом любого расчета и будущего монтажа конструкции считается чертеж.
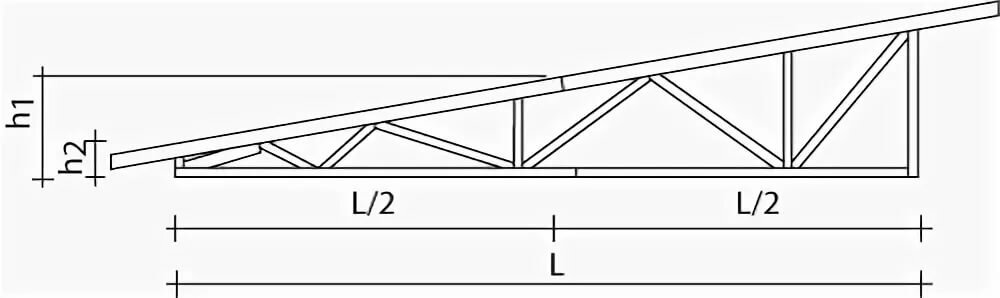
Готовится схема с указыванием зависимости между длиной конструкции из металла и уклоном крыши.
- В ней также берутся во внимание черты поясов опоры. Контур пояса устанавливается назначением конструкции, типом кровельные покрытия и наклонным углом.
- При подборе размеров, в основном, следуют принципу экономии, если, разумеется, ТТ не просят другого. Высоту конструкции определяет вид перекрытия, очень маленький общий вес, возможность перемещения, длину же – установленый уклон.
Предлагаем
При длине фермы более 36 м дополнительно рассчитывают строительный подъем.
- Размеры панелей рассчитывают с учетом нагрузок, воспринимаемых системой. При этом необходимо не забывать, что углы раскосов у различных железных стропильных систем выделяются, панель же должна им подходить. Для треугольной решётки искомый угол равён 45°, для раскосой – 35°.
- Заканчивает расчет обозначение промежутка между узлами. В большинстве случаев он отвечает ширине панели.
Предлагаем
Расчеты исполняют взяв во внимание то, что повышение высоты ведет к росту несущей способности. На аналогичном навесе снежный покров как правило не задержится. Одним из вариантов усиления ферм из профилированной трубы считается установка нескольких прочных жестких ребер.
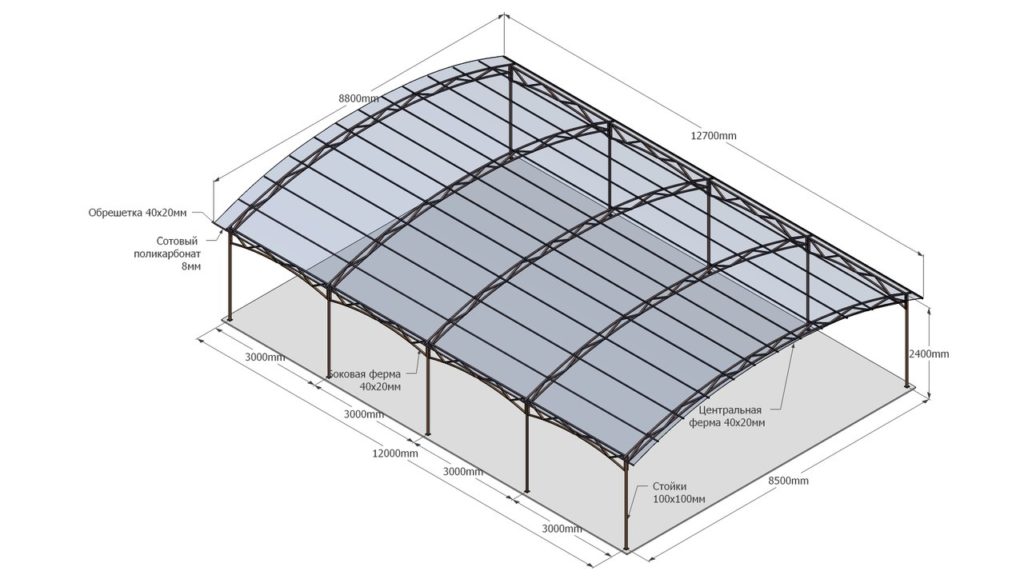
Для определения размеров конструкции из металла для выступов крыши следуют следующим данным:
- для построек шириной не больше 4,5 м применяют изделия размером 40 на 20 на 2 мм;
- менее 5,5 м – 40 на 40 на 2 мм;
- более 5,5 м хорошими станут изделия размером 40 на 40 на 3 мм либо 60 на 30 на 2 мм.

Во время расчета шага следует предусмотреть, самое большое возможное расстояние от одной опоры выступа крыши до другой равно 1,7 м. При нарушении этого ограничения надежность и прочность сооружения будет под вопросом.
Когда будут полноценно получены желаемые параметры, с помощью формул и специальных программ получают необходимую схему конструкции. Сейчас остается рассчитать, как сварить ферму правильно.
На заметку
При расчетах должны предусматриваться:
- закупочная стоимость одной тонны металла;
- расценки на изготовление конструкций из металла из профилированной трубы (либо можно просуммировать взятые в отдельности затраты на сварку, антикоррозийную отделку, монтаж).
Рекомендации по грамотному выбору и изготовлению конструкций из металла трубчатого типа
- Подбирая стандартный размер будет лучше собственный выбор остановить на прямоугольных или квадратных изделиях, потому как присущие два жесткие ребра обеспечивают готовой конструкции из металла самую большую стойкость.

- Применяйте исключительно высококачественные изделия из высокоуглеродистой легированной стали, которая не корродирует и устойчивая к агрессивным влияниям окружающей среды. Толщину стенок и диаметр выбирают в согласии с заложенными в проекте. Аналогичным образом будет гарантирована требуемая несущая способность железных стропильных систем.
- Для соединения главных элементов фермы друг к другу применяют прихватки и спаренные уголки.
- В верхнем поясе для смыкания каркаса нужны разносторонние двутавровые уголки, причем стыковку исполняют по меньшей стороне.
- Для сопряжения деталей нижнего пояса используют равносторонние уголки.
- Весомые части длинных конструкций объединяют посредством накладных пластин.
- Раскосы ставятся под 45 градусов, а стойки – под прямым углом. Завершив сборку ключевой конструкции, переходят к сварке фермы из профилированной трубы. Любой из сварочных швов обязательно следует проверить на качество, потому как непосредственно они определяют надежность будущего сооружения.
 Железные стропильные системы после окончания сварки отделывают особыми противокорозийными составами и накрывают краской.
Железные стропильные системы после окончания сварки отделывают особыми противокорозийными составами и накрывают краской.
Изготовление железных ферм для выступа крыши на видео.
Подготовка к сварке алюминиевой фермы сцены
- Новости компании
- Новости отрасли
Главная > Новости > Новости компании > Подготовка к сварке алюминиевой фермы сцены
Дата: 18. 05.2021
Просмотрено: раз
Делиться:
05.2021
Просмотрено: раз
Делиться:
Поскольку моя страна уделяет особое внимание культурным мероприятиям, рынок сценических осветительных стендов из алюминиевого сплава продолжает развиваться, требования к сценическому оборудованию становятся все выше и выше, а требования к безопасности и быстродействию конструкции становятся все выше и выше. Для обеспечения того, чтобы сваренное готовое изделие соответствовало отраслевым стандартам, особенно важны подготовительные работы перед сваркой.
Подготовка к сварке алюминиевой фермы:
1. Алюминиевая ферма сцены может быть разрезана механическим или плазменно-дуговым методом. Обработка фаски должна осуществляться механическими методами, а обрабатываемая поверхность фаски должна быть гладкой, без заусенцев и заусенцев. Тип и размер канавки должны определяться в зависимости от типа соединения, толщины основного материала, положения сварки, метода сварки, наличия или отсутствия опорных пластин, условий использования и т.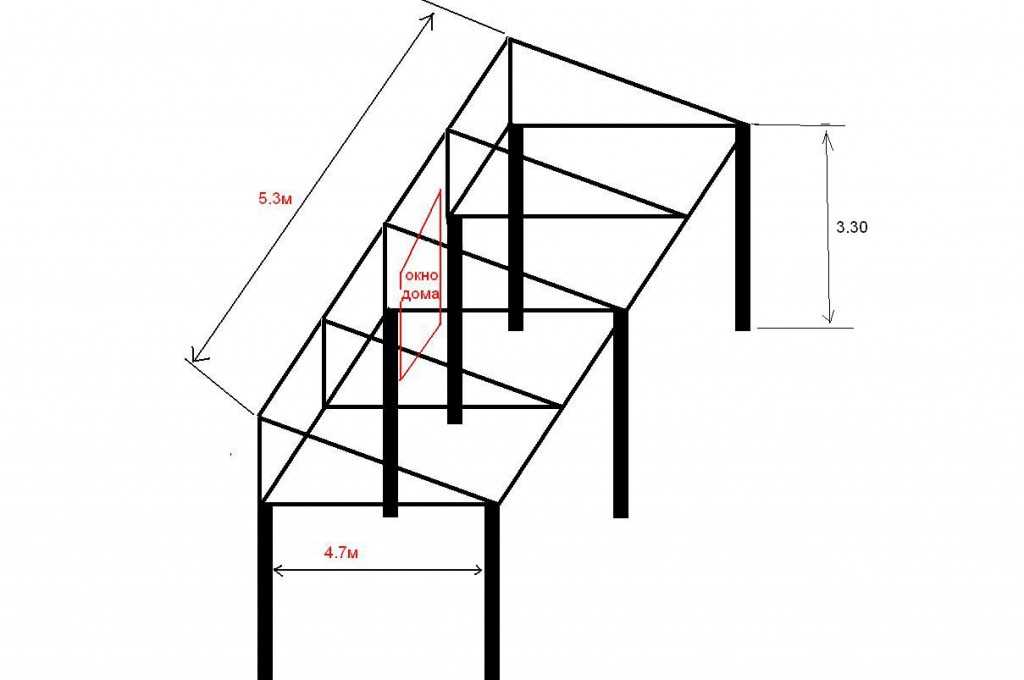 д. и должны определяться с ссылка на результаты аттестации технологии сварки.
д. и должны определяться с ссылка на результаты аттестации технологии сварки.
2. Во время строительства алюминиевой фермы сцены на обратной стороне сварного шва может быть добавлена временная прокладка в соответствии со структурой, положением сварки и условиями строительства. Если к обратной стороне сварного шва добавляется опорная пластина, должно быть получено согласие исходной проектной единицы. Опорная пластина может быть изготовлена из таких материалов, как нержавеющая сталь, углеродистая сталь или медь, которые не оказывают отрицательного влияния на качество сварного шва.
3. Перед сваркой алюминиевой фермы необходимо удалить масляные пятна и оксидную пленку со сварочной проволоки, канавки сварного шва и близлежащих поверхностей.
Порядок и способ удаления:
(1) Используйте органические растворители, такие как ацетон или четыреххлористый углерод, для удаления масляных пятен с поверхности, а расстояние удаления с обеих сторон канавки должно быть не менее 50 мм.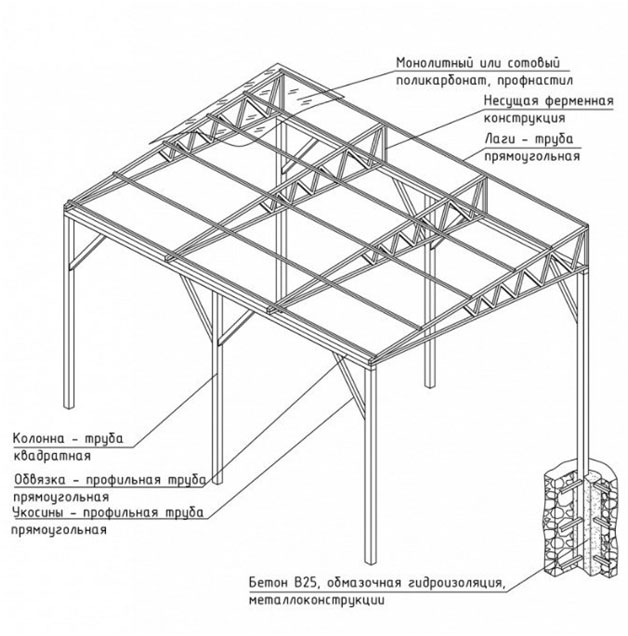
(2) После удаления масла сварочная проволока должна быть химически обработана, а канавка должна быть механически (или химически) удалена поверхностная оксидная пленка.
● Механический метод: канавку и прилегающую к ней поверхность можно шлифовать, соскабливать, фрезеровать или удалять проволочной щеткой из нержавеющей стали диаметром около 0,2 мм до тех пор, пока не обнажится металлический блеск. Диапазон удаления с обеих сторон должен быть не менее 30 мм от края паза. Проволочные щетки необходимо регулярно обезжиривать.
● Химический метод: после замачивания в растворе NaOH при температуре около 70°C (5%~10%) на 30-60 с, затем замачивания примерно в 15% HmO3 (нормальная температура) примерно на 2 минуты, затем промойте теплой водой, а затем сделать его полностью сухим. Или использовать другие аналогичные методы для обработки сварочной проволоки, поверхность которой надежно обработана, не окислена и не загрязнена и может быть использована непосредственно без вышеупомянутой очистки.
(3) Очищенная сварка и сварочная проволока не должны быть загрязнены перед сваркой. Если нет эффективных защитных мер, сварку следует провести в течение 8 часов, в противном случае необходимо провести повторную очистку.
(4) Когда сварка трубопровода собрана, внутренняя стенка должна быть заподлицо, а величина смещения b должна соответствовать следующим требованиям. При толщине стенки s<5мм, b<0,5мм; при толщине стенки S>5мм, b<0,1s и b<2мм.
(5) При сборке оборудования и сварных конструкций сосуда величина несоосности b должна соответствовать следующим требованиям. Продольный шов: при толщине стенки s<5мм, b<0,5мн; при толщине стенки s>5 мм, b<0,1s и b<2 мм, кольцевой шов: b<0,2s и b<5 мм,
(6) При сборке стыковых сварных соединений неравной толщины торец тонкой детали должен располагаться в пределах торца толстой детали. Когда величина смещения поверхности превышает 3 м или корневое смещение односторонней сварки превышает 2 мм, кромка толстого листа должна быть обработана в соответствии с правилами.
(7) Перед использованием сварочного аппарата проверьте, не повреждено ли его заземление, не заблокированы ли контуры охлаждающей воды и воздуха и могут ли его различные функции работать нормально.
Требования к алюминиевой ферме сцены:
1. Алюминиевый материал фермы сцены: качество материала особенно важно. Мелкие производители используют низкокачественные профили для обработки и используют алюминиевый лом для производства сценических ферм, которые не соответствуют стандартам безопасности. Высококачественный алюминиевый материал имеет такой же внешний вид и цвет, а корпус трубки гладкий и не имеет заусенцев, а также обладает характеристиками коррозионной стойкости и устойчивости к электрической коррозии.
2. Толщина материала трубы алюминиевой фермы сцены: хороший дизайн может дать ферме лучшую степень несущей способности, а толщина, соответствующая стандарту, является самой большой гарантией безопасности алюминиевой фермы сцены.
3. Процесс производства алюминиевых ферм: фермы не только требуют хороших материалов и хорошего мастерства, но также предъявляют более высокие требования к технологии производства производителя.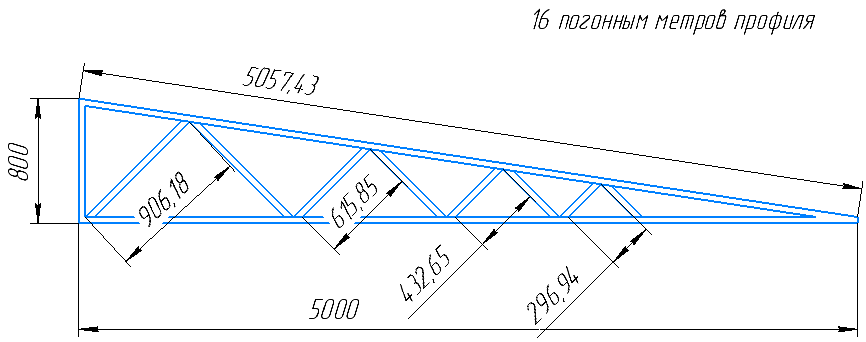
4. Требования к конструкции алюминиевой фермы сцены: правильный и стандартизированный метод строительства также очень важен. Строго следуйте инструкциям производителя по сборке. Не превышайте рекомендованный производителем максимальный пролет и максимальную несущую способность, чтобы предотвратить обрушение алюминиевой фермы сцены.
Выбирая алюминиевую ферму сцены, лучше всего проверить производителя на месте. Пока не увижу, не поверю. Не выбирайте продукты на основе цены за единицу котировки. Как только произойдет несчастный случай, все будет напрасно. Обязательно выбирайте товары со стабильным качеством и гарантией качества.
Связанные рекомендации
Меры предосторожности при транспортировке алюминиевой фермы освещения
Материалы и вопросы обслуживания алюминиевой фермы сцены
Метод строительства и меры предосторожности для алюминиевой фермы сцены
Особенности складной сцены
Новый продукт — Автоматическая подъемная платформа
Обратно к списку
Сообщение
Если вы хотите узнать или у вас есть вопросы, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее.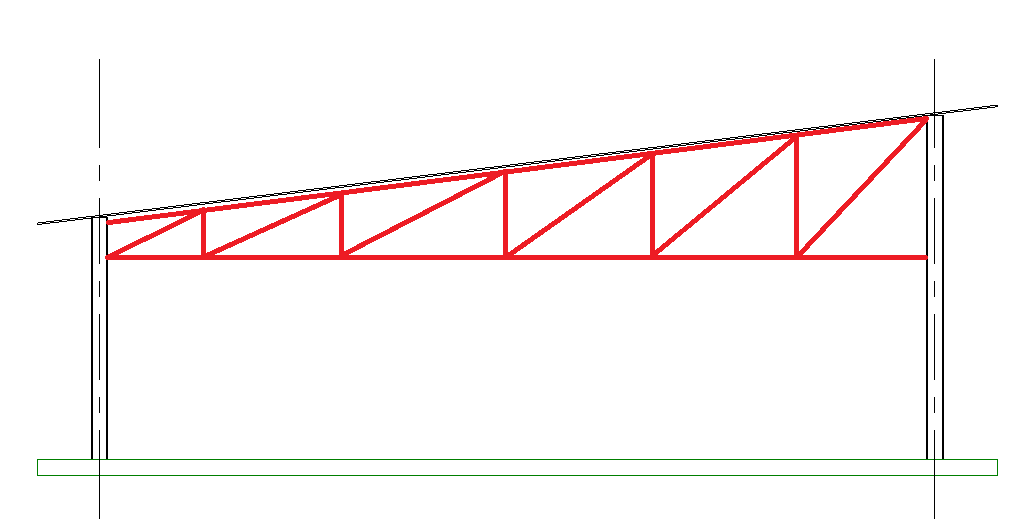
Вершина
SPR PE Технология перебазировки спиральной обмотки от Contech
- Описание
- Техническая информация
- Области применения
- Брошюры
Техническая информация по этому продукту находится в центре раздела технических руководств.
Посмотреть техническую информацию
SPR™ PE Особенности и преимущества
| ХАРАКТЕРИСТИКИ | ПРЕИМУЩЕСТВА |
|---|---|
HDPE со стальными армированными ребрами | 100% структурная реабилитация |
Устойчивость к коррозии и истиранию | Может использоваться в приложениях с коррозионными или высокоабразивными потоками. |
Гладкая внутренняя поверхность | Превосходная гидравлика; обычно увеличивается пропускная способность |
Возможность намотки в условиях потока | Минимальное нарушение общественного порядка |
Бестраншейная технология | Экономичная альтернатива земляным работам и замене; идеально подходит для закрытых систем ливневой и санитарной канализации и водопропускных труб с ограниченным доступом |
Свойства труб из SPR PE
- Вкладыши из SPR PE могут структурно восстанавливать кирпичные, бетонные, стеклопластиковые или гофрированные металлические трубопроводы диаметром от 30 до 118 дюймов
SPR PE Трубы
- Канализационные трубы
- Ливневая канализация
- Водопропускные трубы, каналы и ограждения
- Восстановление конструкций и замена труб
Полиэтилен, армированный сталью, для восстановления канализационных сетей, труб и водопропускных труб
SPR™ PE представляет собой пластиковую трубу, армированную сталью, с гладкой внутренней поверхностью.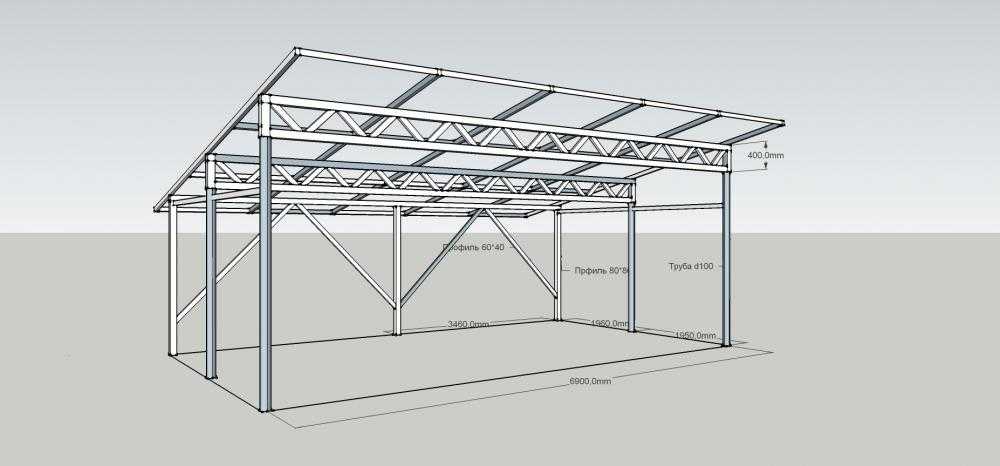 Одинарная полоса профиля HDPE, армированного сталью, постепенно наматывается на существующий трубопровод с помощью машины SPR PE, расположенной в основании камеры доступа. Края профиля свариваются на машине SPR PE, образуя непрерывный водонепроницаемый лайнер. С помощью этой технологии Contech может производить новую трубу внутри основной трубы с помощью оборудования, которое проходит через 22-дюймовое отверстие люка. SPR™ PE является оптимальным решением для структурной облицовки закрытых систем ливневой и санитарной канализации и водопропускных труб с ограниченным доступом.
Одинарная полоса профиля HDPE, армированного сталью, постепенно наматывается на существующий трубопровод с помощью машины SPR PE, расположенной в основании камеры доступа. Края профиля свариваются на машине SPR PE, образуя непрерывный водонепроницаемый лайнер. С помощью этой технологии Contech может производить новую трубу внутри основной трубы с помощью оборудования, которое проходит через 22-дюймовое отверстие люка. SPR™ PE является оптимальным решением для структурной облицовки закрытых систем ливневой и санитарной канализации и водопропускных труб с ограниченным доступом.
Процесс восстановления полиэтиленовых труб SPR™ представляет собой решение для восстановления гидравлической эффективности, надежности и целостности стареющих коллекторов, ливневых коллекторов и водопропускных труб. Полиэтиленовые вкладыши SPR™ могут структурно восстанавливать кирпичные, бетонные, стеклопластиковые или гофрированные металлические трубопроводы.
Что отличает SPR™ PE от других традиционных продуктов для скользящей футеровки, так это то, что труба заменяется на существующую точку доступа бесшовным способом без чрезмерного разрушения участка.
Хвостовик вводится в основную трубу фиксированного диаметра, после чего кольцевое пространство заполняется ячеистым или низкопрочным цементным раствором. Пластиковый профиль, образующий вкладыш, армирован сталью, которая полностью герметизирована материалом HDPE. Стальная арматура выбирается исходя из требований индивидуального проекта.
Технические характеристики Стандартные детали
Тематические исследования
Изучите библиотеку тематических исследований
Проект
Рабочие листы проектирования
Ресурсные инструменты
Агентство/нормативное руководство
Наша команда готова предоставить вам экспертную консультацию и помощь в отношении местных нормативных требований, что приведет к более быстрому получению разрешений.
Разработка решения
Наши инженеры могут рассмотреть ваши требования, взвесить все варианты и порекомендовать оптимальное решение для интеграции с вашими проектами.