
Пайка алюминия с медью своими руками в домашних условиях
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Пайка алюминия с медью своими руками в домашних условиях
Преимущества
- Позволяет сделать сложное соединение, которое требует технология эксплуатации;
- Существует несколько различных способов, как произвести процесс, которые заметно отличаются друг от друга;
- Дает мастеру большой опыт и возможность работы с любыми видами металла.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Пайка алюминия с медью
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

Припой для сварки алюминия с медью
- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.

Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.

- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
«Важно!
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением.»
Таблица режимов
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Работа должна проводиться только в хорошо проветриваемых помещениях, так как испарения флюсов и припоев могут оказаться вредными для человека. При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
Пайка алюминия с медью
12.01.2017 Алюминия
О трудностях при пайке алюминия хорошо известно. Но следующим уровнем по сложности и трудности получения качественного и достаточно надежного соединения является пайка изделий из двух таких конфликтных и различных по своим свойствам металлов – алюминия и меди.
Этот процесс сложный, затратный, с большой вероятностью брака в работе. Но потребность в таких соединениях есть и, следовательно, такая технологическая операция становится необходимой в производственной или бытовой сфере.
Сразу предупреждение – стандартный флюс и припой, подходящий для пайки алюминия, неэффективен для такой же операции с медью. На практике приходится получать соединения из литых заготовок, листового материала, труб и проводов. Последний вариант полностью отрицается электриками, так как даже при отличном качестве пайки, надежности соединения и контакта – это место навсегда останется самым ненадежным и опасным в электропроводке из-за склонности к электрохимической коррозии.
Преимущества:
- возможность осуществления сложного по технологии соединения;
- существование нескольких способов получения соединения деталей;
- получение работником ценного опыта при пайке технологически сложных соединений.
Недостатки:
- для осуществления пайки необходимо наличие дополнительных, часто узкоспециализированных и дорогостоящих, материалов;
- специальные расходные материалы не так часто применяются – поэтому не являются распространенными и легкодоступными для их приобретения;
- с пайкой алюминий-медь справится только опытный мастер;
- в частном (бытовом) порядке такая пайка является трудноосуществимой;
- иногда требуется изготовление или подборка стальных переходных муфт; при использовании таких муфт возрастает количество применяемых расходников (для каждого металла нужен свой флюс и припой).

Трудности пайки:
- оба металла имеют оксидные поверхностные пленки;
- медь является более тугоплавкой, что часто служит причиной преждевременного прогорания легкоплавкого алюминия в процессе работы;
- металлы имеют различные коэффициенты линейного расширения.
Способы пайки
1. С использованием муфты
Этот способ основан на способности обоих металлов надежно и вполне качественно паяться со сталями. Именно к стальным переходным муфтам с разных сторон и припаивают стыкуемые заготовки.
2. С применением специальных припоев
Самый известный припой – Castolin192FBK – продается в виде прутка с сердечником из флюса. Это жидкоплавкий, низкотемпературный (380°С-430°С) припой с хорошими смачивающими свойствами на основе цинка и алюминия. Из-за низкой текучести он является отличным помощником для устранения больших трещин или отверстий.
3. Поверхностная пайка
Суть метода – увеличить площадь контакта соединяемых деталей с припоем, которая повысит прочность соединения на разрыв, излом, кручение. Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Инструмент, материалы
- Условия работы определяют выбор главного инструмента – паяльника или горелки.
- Припой. Он может быть специальным для непосредственной пайки алюминия с медью. При использовании муфт в работе понадобятся припои для каждого металла, подходящие для пайки их со сталью.
- Флюс, подходящий для используемого конкретного вида припоя.
- Муфта, если выбран данный вид соединения.
- Фиксирующие положение деталей инструменты и приспособления.
- Для поверхностной пайки – приспособление для возможности разделки раструба.
Технология пайки
- Подготовительный этап, подразумевающий разделку кромок или, по необходимости, изготовление воронки-раструба.

- Механическая обработка кромок заготовок или концов проводов и трубок с обезжириванием и удалением окислов.
- Фиксация деталей перед пайкой.
- Обработка места стыка флюсом.
- Непосредственно пайка. Если для соединения выбрана муфта, то пайка производится поочередно с двух сторон. После пайки с одной стороны муфты и остывания, выполняется соединение с другой стороны и другими расходными материалами.
- После работы дать остыть стыковому шву. Остатки флюса нужно снять после окончания работы и остывания стыка.
- Проверить качество полностью готового изделия. При отсутствии брака считать его годным к эксплуатации.
Полезные советы
- Нельзя допускать нагревания открытым огнем самого припоя в месте стыка.
- При пайке нагрев производится с разных сторон стыка с перерывами. Тепло от нагретого участка металла должно плавно перейти на сам стык.
- Начинайте прогревать с меди.
- Чем медленнее будет расти температура в месте пайки, тем выше вероятность получения качественного соединения.

Техника безопасности
- Работы производить с использованием вытяжки над местом пайки или хорошей вентиляции в рабочем помещении.
- Обязательно выполнять все требования по безопасному использованию электроприборов.
- Не нарушать правила пожарной безопасности, используя горячий инструмент и открытый огонь при пайке.
- Пользоваться специальными подставками для горячего инструмента.
- Удалить из рабочей зоны все лишние предметы и вещи, особенно легковоспламеняющиеся.
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Читайте также: 3 полезных самоделки из пластиковой трубыОбратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Читайте также: 5 полезных хитростей при работе с суперклеемОсобенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Содержимое
- 1 Пайка алюминия газовой горелкой
- 1.1 Выбор горелки
- 1.2 Пайка китайским прутком
- 1.3 Способ с щеткой-насадкой по металлу
- 2 Доработка паяльника для пайки алюминия
- 3 Как припаять медный провод к алюминию обычным паяльником
- 3.
 1 Основные этапы работ
1 Основные этапы работ
- 3.
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
Читайте также: 3 идеи, что можно сделать из пластиковых бутылокА все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Читайте также: Как сделать нестираемый рисунок на ножеЕще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским пруткомОдин из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!Способ с щеткой-насадкой по металлуЕсли нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
как запаять алюминий оловомДоработка паяльника для пайки алюминияМы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
100% Эффективность! Инструмент для пайки алюминия без спец флюсаВ сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Как припаять медный провод к алюминию обычным паяльником
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
Основные этапы работ
Первым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).
Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.
Царапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!
Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Андрей Васильев
Задать вопрос
Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.

Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как паять алюминиевые провода? – Tokzamer
Как паять алюминиевые провода?
- Методы
- Подготовка
- Описание процедуры
- Техника безопасности
- Полезные советы
Популярность медных проводов в строительстве постепенно падает. Лидерские позиции на сегодняшний день занимают кабели из алюминия. Данный материал отличается повышенными эксплуатационными характеристиками и сниженной стоимостью. Алюминий используют как для изготовления проводов, так и кабелей больших сечений.
Алюминий используют как для изготовления проводов, так и кабелей больших сечений.
Методы
Главная проблема, которая возникает при использовании алюминиевых проводников, заключается в быстром окислении материала. Пленка оксида, образующаяся на поверхности, перекрывает путь электрическому току при соединениях проводов.
Чтобы предотвратить возникновение или распространение этого процесса, провода пропаивают.
Существуют два метода пайки алюминиевых проводов.
- С помощью паяльника. Сложность этого метода заключается в том, что не удается подобрать подходящую температуру для выполнения процесса. В случае работы с алюминием легко может произойти как перегрев соединения, так и его недогрев.
- С помощью газовой горелки. В этом случае регулировать температуру работы проще, однако применение такого метода потребует более тщательной подготовки алюминиевой поверхности.

В большинстве случаев паяют алюминиевые провода посредством использования горелки.
Подготовка
Для проведения процедуры потребуется подготовить следующие инструменты и материалы.
- Паяльник. Его мощность не должна превышать 40 Вт.
- Нож. Необходим для зачистки материала и снятия верхнего слоя изоляции.
- Флюс. Используется для проведения основного процесса.
- Канифоль. Этот компонент должен быть в растворе из спирта или ацетона.
- Припой. Вещество, сделанное из свинца и олова.
А также будут необходимы обрезки проводов из алюминия или меди. Сечение проводов не должно превышать 4 кв. мм.
Перед тем как приступить к пайке, следует подготовить материал. Стоит отметить, что алюминий – легкоплавкий металл. Температура его плавления – 660 градусов по Цельсию. Поэтому при неосторожном нагреве алюминий легко разрушить.
Поэтому при неосторожном нагреве алюминий легко разрушить.
Еще одна сложность, которая может возникнуть при выполнении процесса, – это быстрое окисление материала на воздухе. Пленка окиси, покрывающая поверхность, защищает материал от воздействия внешних факторов. И она же становится препятствием для образования адгезии припоя с материалом. Именно поэтому ее необходимо удалять. Собственно, в этом и заключается процедура обработки проводов.
Снять пленку механически не получится, если под рукой нет подходящего оборудования. Объясняется это тем, что материал моментально окислится и покроется новой пленкой.
Удалить окись можно с помощью масла, которое перед проведением процесса необходимо будет прокалить до 200 градусов по Цельсию. Это требуется для того, чтобы удалить из состава активный кислород.
Удаление пленки окисла с помощью масла – сложный и неудобной процесс при пайке металла в домашних условиях. Использование канифоли или других флюсов тоже не поможет достичь нужного результата. Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.
Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.
Обработку металлов следует проводить после того, как провода будут скручены. В противном случае впоследствии не получится очистить всю поверхность провода механически. Только обработанные концы проводников можно будет спаять друг с другом.
Описание процедуры
Пайка алюминиевой проводки происходит в несколько этапов.
- Сначала выполняют подготовку необходимых инструментов и расходных материалов. Важно положить их таким образом, чтобы они всегда были под рукой. Дополнительно на данном этапе освобождают рабочее пространство, убирая из него лишние предметы.
- Дальнейшие действия заключаются в непосредственной обработке металла. Поверхность проводов зачищают и обрабатывают специальным флюсом. Кроме того, проводят лужение и другие процедуры.
- Третий этап – настройка техники. С помощью регулировок устанавливают оборудование на требуемый режим.
 Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки.
Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки. - Следующий шаг представляет собой основной процесс. Точными и быстрыми движениями заготовки спаивают друг с другом. Для этого подносят небольшую часть припоя к проводам и наносят на концы специальный состав, который соединяет изделия. Предварительно осуществляют скрутку заготовок.
Последний этап заключается в том, чтобы дать металлу остыть. Дополнительно по окончании работ проверяют прочность соединения.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности. В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику.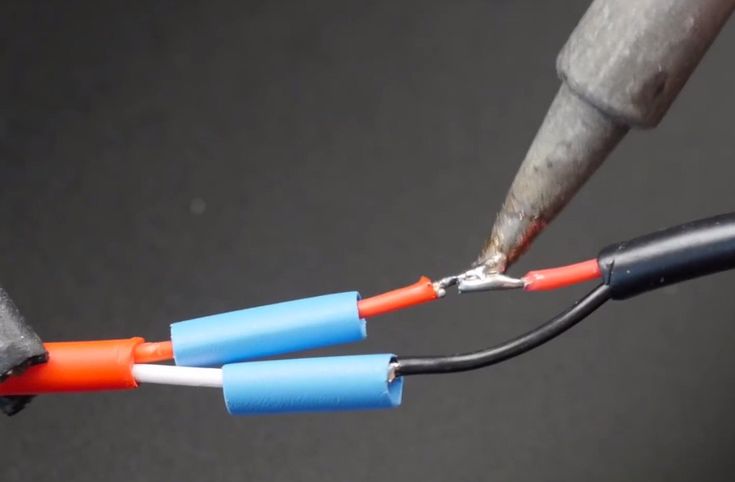 Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство.
Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство.
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.
Полезные советы
Чтобы процедура пайки прошла успешно, рекомендуется принять во внимание несколько простых советов.
- Оловянный припой быстро покроется ржавчиной в процессе эксплуатации, если не позаботиться о его обработке. После соединения изделий рекомендуется нанести на поверхность материала лакокрасочное покрытие. Оно обеспечит защиту от окисления.
- Если соединить детали с помощью обычного припоя не удается, можно воспользоваться усовершенствованным вариантом процедуры. Высокотемпературный припой состоит из алюминия и кремния. Это позволяет обеспечить более надежное соединение, однако следует помнить о том, что для его использования потребуется достижение температуры работы 600 градусов по Цельсию.

- Перед проведением работ стоит убедиться, что на рабочем столе находятся требуемые материалы и инструменты, а также нет ничего лишнего. Если это не предусмотреть, риск получения травмы или плохого результата припоя повышается.
Учет перечисленных советов позволит спаять алюминиевые заготовки быстро и качественно.
Как паять алюминиевые провода, смотрите далее.
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Пайка алюминиевых проводов
Автор: Игорь
Дата: 12.07.2016
- Статья
- Фото
- Видео
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Несколько прекрасных способов пайки алюминия и дюрали в быту
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как проводится пайка меди твердым и мягким припоем
Содержание
- 1 Какие инструменты и материалы нужны
- 2 Виды флюсов и припоев, особенности работы с ними
- 2.1 Мягкие припои
- 2.2 Твердые припои
- 3 Зачем нужна паяльная паста
- 4 Технология пайки
- 4.
 1 Работа с паяльником
1 Работа с паяльником - 4.2 Работа с горелкой
- 4.
- 5 Можно ли паять медь оловом
- 6 Пайка серебряным припоем
- 7 Как спаять медь и нержавейку
- 8 Как припаять медь к железу
- 9 Основные ошибки при пайке своими руками
- 10 Техника безопасности
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Содержание
- Какие инструменты и материалы нужны
- Виды флюсов и припоев, особенности работы с ними
- Мягкие припои
- Твердые припои
- Зачем нужна паяльная паста
- Технология пайки
- Работа с паяльником
- Работа с горелкой
- Можно ли паять медь оловом
- Пайка серебряным припоем
- Как спаять медь и нержавейку
- Как припаять медь к железу
- Основные ошибки при пайке своими руками
- Техника безопасности
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.

Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.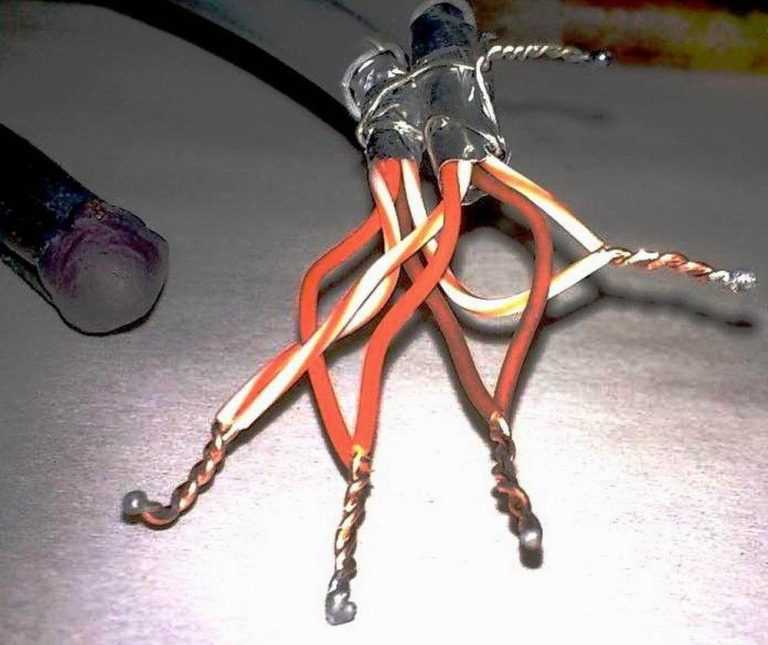
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Можно ли припаять алюминий к меди? (Важные факты)
Соединение разнородных материалов может оказаться непростой задачей. Соединение алюминия и меди можно использовать для электронных устройств или лепки из металла. Возникает вопрос – Можно ли припаять алюминий к меди?
Мы найдем ответ на этот вопрос в этом руководстве. Вы узнаете, какие металлы лучше всего подходят для пайки алюминиевой или медной проволоки и как можно паять алюминий и медь.
Мы также поделимся некоторыми советами, которые помогут вам паять алюминий и медь, и обсудим, нужно ли вам использовать флюс для пайки меди. Без лишних слов, давайте начнем!
Какой припой прилипнет к алюминию?
Ассортимент припоев и флюсов, которые вы можете использовать, сведен к минимуму при работе с алюминием. Вы не можете использовать все типы припоя для алюминия. Для работы с алюминием флюс должен содержать флорид цинка.
Вы не можете использовать все типы припоя для алюминия. Для работы с алюминием флюс должен содержать флорид цинка.
Что касается солдатиков, то они должны иметь высокое содержание олова. Оловянно-свинцовые припои хорошо работают с алюминием. Он хорошо работает с суперсплавом и алюминиевым сплавом.
Оловянно-свинцовый припой, такой как Indalloy 121 или большинство сплавов SAC, хорошо работает с алюминиевой фольгой. Чем выше содержание интерметаллида олово-алюминий, тем прочнее паяное соединение.
Ты умеешь паять медь?
Медь можно паять, так как она имеет высокую температуру плавления. Свинцовые солдатики лучше всего работают с медью. Тем не менее, вы также можете использовать алюминиевые припои или припои Zinc Floride для пайки меди.
Как и любой другой металл, процесс пайки достаточно прост. Убедитесь, что медная трубка или трубка и припой чистые. Медь очень легко паять, так как она не плавится быстро.
Можно ли паять алюминий?
Можно паять алюминий. Но это немного сложнее, чем другие металлы. Алюминиевые сплавы имеют покрытие из оксида алюминия, которое реагирует на окружающую среду. Это усложняет работу с алюминием.
Но это немного сложнее, чем другие металлы. Алюминиевые сплавы имеют покрытие из оксида алюминия, которое реагирует на окружающую среду. Это усложняет работу с алюминием.
Вам нужен паяльник, способный работать с алюминием. Процесс пайки должен проходить быстро, чтобы не образовался слой оксида алюминия. Если алюминий сильно окислен, для его очистки может потребоваться ацетон или пескоструйная обработка.
Как припаять алюминий к медному проводу?
Возможна пайка алюминия медной проволокой. Медная проволока имеет гораздо более высокую температуру плавления, чем алюминий. Таким образом, вы можете поднять температуру паяльника так, чтобы он мог быстро расплавить алюминиевый припой, не повреждая медную проволоку.
Алюминий необходимо сначала очистить абразивным материалом, чтобы удалить окисление. После этого алюминий паять так же легко, как и любой другой металл.
Советы по пайке алюминия с медью
Следуйте этим советам, чтобы получить наилучшие результаты при пайке алюминия и меди.
Удалить окисление
Оба элемента должны быть чистыми, прежде чем пытаться их припаять. Вы должны удалить окисление металлов, чтобы устранить все частицы пыли, присутствующие в элементе.
Используется абразивный металл для пайки металлов. Если очистка не будет тщательной, паяное соединение будет непрочным и может сломаться.
Предварительный нагрев металлов
Алюминий имеет гораздо более низкую температуру плавления, чем медь. Приложите больше тепла к медной части, поскольку она сохраняет больше тепла, и немного тепла к алюминиевой части, поскольку она быстро плавится. Это позволит быстро нагреть оба металла до рабочей температуры.
Вы можете использовать пропановую горелку, чтобы сначала нагреть металлы, прежде чем приступать к паяльнику. Это даст вам лучший результат.
Это даст вам лучший результат.
Применение флюса
Флюс помогает в процессе окисления и действует как очищающее средство. Он также течет в виде жидкости и позволяет легко паять металлы. Нанесите немного флюса на металлы, когда ваш паяльник нагреется и будет готов.
Обратите внимание, чтобы флюс не почернел во время работы. Почернение является признаком того, что вы применили избыточное тепло.
Охлаждение после пайки
Дайте достаточное время остыть паяному соединению и проверьте давление после того, как оно станет фантастическим. Если вы хорошо поработали, пайка будет существенной.
Вам нужен флюс для пайки алюминия?
Для пайки алюминия вам понадобится флюс. Но нужен правильный флюс. На рынке доступны специальные флюсы для пайки алюминия, предназначенные для пайки алюминиевых проводов.
Флюс, который работает на нержавеющей стали, не обязательно будет работать на алюминиевой пластине. Флюс для алюминиевого припоя обычно доступен в виде жидкости, геля или паяльной пасты.
Однако важно свести к минимуму использование флюса, когда вы припаиваете алюминий к электронике. Флюс также может вызывать коррозию и образовывать слабое паяное соединение. Механические свойства сплава отличаются от большинства других металлов.
Можно ли паять медь без флюса?
Медь можно паять без флюса. Но флюс всегда полезен, так как он очищает припой и увеличивает его текучесть. Отсутствие флюса затруднит припайку любого металла к меди.
Но поскольку у меди такая высокая температура плавления, вы можете установить высокую температуру в паяльнике при работе с медью. Вы всегда будете иметь лучший опыт работы с потоком, поскольку у вас будет больше контроля при его использовании.
Вы также сможете работать быстрее с потоком. Однако нет необходимости использовать флюс при пайке меди. Без этого вполне можно обойтись.
Заключительные слова
Сварка и пайка раньше были решением при работе с алюминием. Но это уже не так. Пайка упростила работу с любым разнородным металлом.
Убедитесь, что присадочный металл чистый при работе с любой металлической поверхностью. Независимо от того, работаете ли вы с серебряным припоем, драгоценными металлами, чугуном или даже нержавеющей сталью, это верно.
Мы надеемся, что советы, которыми мы поделились, помогут вам в дальнейшем работать с алюминием и медью.
Пайка меди с алюминием | Kapp Alloy
Должен ли я использовать пропановую горелку или паяльник для пайки алюминиевых деталей?
Лучший метод пайки определяется размером компонентов , которые вы пытаетесь соединить, и размером необходимого паяного соединения . Обе части должны нагреваться одновременно для лучшей адгезии, а алюминий очень быстро рассеивает тепло.
- Крупные компоненты : пропановая горелка.
- Мелкие компоненты и более тонкие алюминиевые детали : паяльник
Если пропановая горелка используется в слишком малом объеме, существует риск перегрева и плохого сцепления между оголенными металлами. Более подробное объяснение см. в инструкциях по пайке алюминия с KappAloy.
Более подробное объяснение см. в инструкциях по пайке алюминия с KappAloy.
Каким образом баббит служит опорной поверхностью для вращающегося вала?
В современных высокоскоростных подшипниках для формирования поверхности подшипника используется баббитовый сплав олова, меди и сурьмы. Вращающийся вал движется поверх более твердых молекул олово-медь и олово-сурьма, а более мягкие молекулы олова распределяют более твердые молекулы олово-медь и олово-сурьма по поверхности подшипника. Для срока службы подшипника очень важно, чтобы усилие и удар вала равномерно распределялись по всему , и это одна из причин, почему чрезвычайно важен состав баббита. Другие функции включают в себя:
- Впитывает грязь и мусор и отводит их от вращающегося вала
- Предусмотреть каналы для смазки в зазорах между более твердыми сплавами с шероховатой поверхностью олова
Со временем вы должны увидеть рубцы от грязи и мусора на поверхности оловянного баббита. Поверхность подшипника должна быть восстановлена до того, как на более твердом и гораздо более дорогом вращающемся стальном валу появятся царапины.
Поверхность подшипника должна быть восстановлена до того, как на более твердом и гораздо более дорогом вращающемся стальном валу появятся царапины.
Как правильно выбрать размер и характеристики паяльника?
При выборе паяльника следует учитывать три основных момента:
1) Мощность (мощность)
a) Выбор мощности паяльника зависит скорее от запаса тепла (мощности), чем от достигнутой температуры. . Паяльник с более высокой мощностью лучше поддерживает постоянную температуру, так как он имеет большую мощность для подачи на жало во время использования. Требуемый запас мощности для вашей пайки зависит в первую очередь от состава и массы нагреваемых деталей, а также от размера паяного соединения.
Пример: Если вы паяете два больших (тяжелых) алюминиевых компонента на большой площади стыка, лучше всего подойдет мощный паяльник. Алюминий быстро рассеивает тепло, поэтому сложно одновременно нагреть обе большие детали до температуры пайки. Если ваш единственный процесс — это припаивание тонкой медной проволоки к небольшому медному выводу, вам не нужно много резервной мощности, чтобы нагреть обе части до температуры пайки. Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
Если ваш единственный процесс — это припаивание тонкой медной проволоки к небольшому медному выводу, вам не нужно много резервной мощности, чтобы нагреть обе части до температуры пайки. Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
2) Выбор наконечника (многие теперь поставляются с различными сменными наконечниками для различных геометрий соединения)
a) Он также зависит от массы деталей и площади соединения. Выберите наконечник, который будет нагревать всю область соединения на обеих частях одновременно.
3) Простой включаемый/выключаемый паяльник или паяльная станция , включающая датчики температуры и элементы управления, подставку для паяльника, чистящий блок или вату и т. д.
a) Простой включаемый/отключаемый паяльник можно купить за 10-20 долларов. Паяльные станции с контролем температуры и показаниями, а также все оборудование для эффективного выполнения широкого спектра паяных соединений на различных металлах могут стоить более 250 долларов. Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Выбрав подходящий утюг, воспользуйтесь нашим инструментом выбора припоя, чтобы найти подходящий припой для вашего проекта.
Какой тип паяльника мне следует использовать, если у меня есть различные металлы и размеры деталей?
Мы рекомендуем:
- Паяльник повышенной мощности . Например, 85 или более Вт
- Паяльник с набором паяльных жал , так как у вас будет несколько различных геометрических форм соединения для пайки.
- Паяльник или паяльная станция с контролем температуры , а не паяльник, который либо подключен к сети и нагревается, либо отключен от сети и холоден
После выбора паяльника убедитесь, что у вас есть подходящий припой для вашего проекта, используя наш инструмент выбора припоя.
Могу ли я предварительно облудить чугунную поверхность для гладкого нанесения баббита №2?
Да, используя приведенные ниже шаги, вы сможете преодолеть трудности предварительного лужения поверхности чугуна, чтобы получить более гладкую, однородную и долговечную баббитовую поверхность. В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
- Вариант 1 (наиболее распространенный) : Тепловые и химические флюсы, такие как Kapp Copper-Bond Flux™. Применяя химический флюс, подходящий для температурного диапазона вашего баббита, вы можете удалить эти загрязнения из корпуса подшипника.
Примечание : Однако для очень грязного старого корпуса необходимо заменить исходные загрязнения – масло, ржавчину, грязь, старую баббитовую стружку и т. д. – продуктами окисления при флюсовании. В результате вам нужно постоянно наносить флюс и нагревать, чтобы поверхность чугуна была достаточно чистой, чтобы принять баббит.
- Вариант 2: Состав для предварительного лужения, такой как KappaTinning™Compound. Состав KappaTinning™, нанесенный ровным слоем олова на поверхность чугуна, состоит на 50% из флюса и на 50% из чистого олова.
 Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Примечание: Хотя было бы идеально иметь предварительно луженую поверхность для установки новой футеровки из баббита, это может оказаться невозможным для многих старых корпусов из чугуна. Если вы обнаружите, что срок службы подшипника значительно снижается из-за невозможности приклеить достаточное количество баббитовой футеровки к корпусу подшипника, вероятно, необходимо повторить эту процедуру или изготовить новый корпус.
Есть ли у вас общие инструкции по пайке, которые подходят для большинства припоев?
Да! У нас есть общие инструкции по пайке, в которых подробно описаны следующие три основных шага:
- Очистка и разрушение оксидного слоя на соединяемых деталях
- Нагревать детали, а не припой
- Равномерно нанесите припой на область соединения и удалите тепло
Что делает пайку алюминия и нержавеющей стали такой сложной?
И алюминий, и нержавеющая сталь быстро образуют на металле очень прочное оксидное покрытие. Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Мне нужно припаять язычки аккумуляторных батарей. 1 из вкладок алюминий; другой — медный лист с покрытием. Что я должен использовать для пайки этих компонентов?
У вас есть два варианта пайки электрических компонентов алюминий-медь:
Продукт Капп | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- Припой KappAloy9 ™ представляет собой стандартный эвтектический припой для соединения алюминия с алюминием и/или медью.
 Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму нагрев хрупких электронных деталей.
Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму нагрев хрупких электронных деталей.
- KappAloy15 ™ может дать вам большую гибкость . Благодаря диапазону плавления от 390°F до 550°F (от 199°C до 288°C), он дает вам возможность манипулировать деталями до того, как они полностью затвердеют. Многие клиенты используют ручная пайка для структурных соединений предпочитает этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Для успешной пайки алюминиевых деталей необходимо разрушить оксидное покрытие, чтобы припой мог образовать металлическую связь с алюминием. Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Мы используем Kapp Galvanite™ для пайки сэндвича из двух алюминиевых и одной медной пластины. Когда мы припаиваем пластины большего размера, сэндвич слишком сильно изгибается, и мы не можем его использовать. У вас есть альтернативный припой и флюс?
Вы получаете деформацию пластины, потому что нагреваете разнородные металлы. Они расширяются и сжимаются при разных температурах и с разной скоростью. Мы рекомендуем свести к минимуму необходимый нагрев деталей. По опыту наших клиентов мы видим два успешных припоя для такого применения:
Припой Каппа | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- KappAloy9 ™ — (91 % олово/9 % цинка) припой — это стандартный эвтектический припой для медных и алюминиевых пластин.
 Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
- КапАлой15 ™ — (85% олова/15% цинка) может дать вам больше гибкости. Имеет диапазон плавления от 390°F до 550°F и от 199°C до 288°C. Таким образом, припой дает вам возможность манипулировать деталями до того, как он полностью затвердеет во время охлаждения. Многие клиенты, использующие , припаянные вручную для конструкционных деталей , предпочитают этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Сопряженный флюс для обоих : Kapp Golden Flux™. По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
Я хочу использовать Kapp Alumite™ для ремонта алюминиевых радиаторов. Кажется, это лучший из всех алюминиевых припоев. Подходит ли этот припой для ремонта алюминиевого радиатора? Какой флюс я использую?
Alumite™ не лучший припой для ремонта алюминиевых и алюминиево-медных радиаторов . Вместо этого тонкие экструдированные и/или листовые алюминиевые сплавы радиаторов лучше всего соединять при более низких температурах с помощью KappRad™ 40 или KappAloy15™. Многие, кто занимается ручным припоем, предпочитают эти припои из-за их превосходной гибкости и более широкого диапазона плавления пластика, что позволяет вам манипулировать деталями до того, как они остынут. В таблице ниже эти припои сравниваются с Alumite™.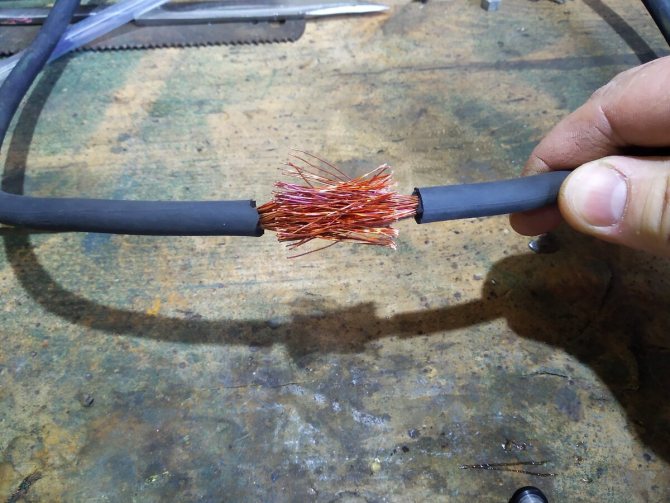
Название продукта | % Олово | % Цинк | % Кадмий | Диапазон температур °F | Диапазон температур °C |
КаппРад™ | 40 | 27 | 33 | от 350°F до 500°F | от 176°C до 260°C |
KappAloy15™ | 85 | 15 | 0 | от 390°F до 550°F | от 199°C до 288°C |
Алюмит™ | Запатентованная версия без свинца и кадмия | от 715°F до 735°F | от 379°C до 390°C | ||
- KappRad ™ был специально разработан для ремонта алюминиевых и алюминиево-медных радиаторов.
 Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.- ПРЕДУПРЕЖДЕНИЕ. Содержит кадмий — вещество, запрещенное к использованию в соответствии с директивами RoHS. Во многих странах он имеет определенные исключения для приложений. Дополнительную информацию см. в паспорте безопасности.
- KappAloy15 ™ — стандартный припой для медных и латунных трубок к алюминиевому листу. Он широко используется при ремонте радиаторов «алюминий-медь», где нет необходимости в более высокой прочности KappRad или где существуют ограничения на использование кадмия.
- Сочетающийся флюс для обоих : Kapp Golden Flux™ удаляет оксидное покрытие в тесных и труднодоступных местах соединения.
Какой продукт лучше всего подходит для восстановления гальванического покрытия на стальных деталях после сварки?
GalvRepair™ и бессвинцовый Galvanite™ – это два припоя, предназначенные для высококачественного ремонта оцинкованных поверхностей.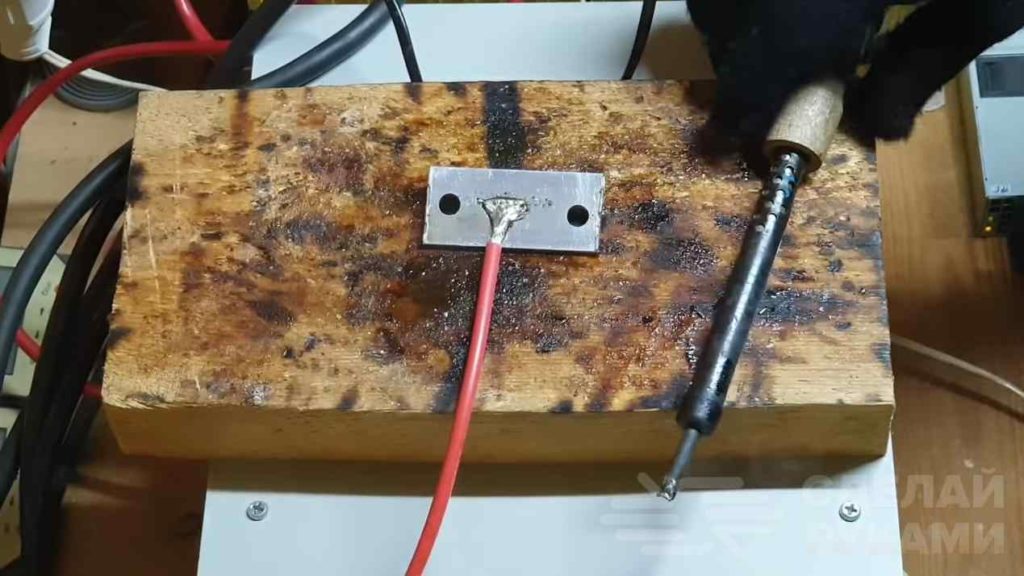 Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Наименование продукта | % Олово | % Цинк | % Свинец | % Медь | Диапазон температур °F | Диапазон температур °C |
GalvRepair™ | 30 | 20 | 33 | 0 | от 350°F до 600°F | от 176°C до 288°C |
Гальванит™ | 50 | 49 | 0 | 1 | от 390°F до 570°F | от 200°C до 300°C |
- GalvRepair™ уже более 50 лет является отраслевым стандартом для ремонта методом цинкования.

- Бессвинцовый гальванит™ был разработан специально для решения этой задачи все больше и больше стран, штатов и округов требуют перехода на бессвинцовые продукты.
И GalvRepair™, и Galvanite™ превосходят стандарты производительности , указанные в стандарте ASTM A780-92 для ремонта гальванизированных покрытий. Оба обеспечивают широкий диапазон слякоти для распределения и разглаживания нанесенного припоя по всей площади ремонта. Эти широкие диапазоны плавления также позволяют наносить слои для создания защитного покрытия значительной толщины. Пожалуйста, ознакомьтесь с инструкциями ниже для получения дополнительной информации о приложении. Процедура одинакова для обеих формул ремонтных стержней.
Почему у меня возникают проблемы с пайкой алюминиевых и алюминиево-медных радиаторов? Иногда припой течет и хорошо смачивается, а иногда вообще не смачивается и ремонт не держится.
Во всех ремонтных работах, связанных с алюминием, одним из наиболее важных этапов является разрушение оксидного слоя на деталях, чтобы припой мог соединиться с деталью. Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
- Соединяемые детали следует почистить щеткой из нержавеющей стали , чтобы снять оксидное покрытие. Это «царапание» невидимого оксидного покрытия имеет решающее значение для растекания припоя и соединения. разрушить оксидный слой.
- Детали следует нагревать до тех пор, пока флюс не начнет активироваться (закипать) и не станет желтым или коричневым. Не перегревайте флюс . Если флюс обугливается, он загрязняет ваш сустав. Затем вы должны дать деталям остыть и начать заново, убедившись, что все остатки флюса удалены .
- Примените стержень для припоя, , протащив стержень через ванночку для припоя, чтобы получить припой под любым оксидом, оставшимся на деталях. Не нагревайте стержень припоя напрямую!
- Трудно «запустить» припой на этом этапе? Флюс активируется, но вы перегреваете флюс и деталь, прежде чем припой потечет?
- Обычно это происходит из-за оксидного покрытия на самом стержне припоя, и вы можете выполнить следующие шаги для создания надежного соединения
- Почистите конец стержня припоя щеткой из нержавеющей стали, чтобы разрушить оксидное покрытие на стержне припоя
- Если проблема не устранена, нагрейте конец стержня припоя непосредственно с помощью источника тепла, чтобы смягчить припой и разрушить оксидный барьер для течения, а не полностью расплавить припой.
Я припаиваю медные выводы к медному проводу. Какой припой и флюс лучше использовать?
Прежде чем решить, какой припой и флюс лучше всего подходят для вашего медного соединения, необходимо ответить на 3 вопроса.
1) Нужно ли манипулировать швом до/во время его застывания?
- № : Стандартом электронной промышленности для электрических/электронных соединений медь-медь является KappZapp3.5™ (96,5 % олова — 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Он чаще всего используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации и т. д. Из-за одной температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения. Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
- Да: KappZapp4 (96 % олова / 4 % серебра) припой имеет диапазон температур от 430°F до 475°F (от 221°C до 246°C). Это позволяет производить некоторые манипуляции с деталями без существенного перегрева соединения. Ваш выбор зависит от того, как вы закрепляете детали для пайки и нужно ли вам регулировать детали во время пайки/охлаждения.
2) Вам нужен флюс для разрушения оксидного слоя на соединении? И/или припою нужно затекать в тесное, недоступное пространство? Если да, используйте:
- Kapp Comet Flux™ или KappZapp3.5R. Kapp Comet Flux работает на неалюминиевых соединениях в диапазоне температур от 350°F до 550°F. Дополнительные характеристики см. в Паспорте безопасности (SDS). KappZapp3.5R имеет канифольный сердечник для пайки электрических/электронных компонентов. Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
3) Вам нужно более прочное соединение, чтобы противостоять вибрации или нагрузкам? На чем-то вроде провода динамика или кондиционера? Если да, выберите один из следующих вариантов для вашего приложения:
- Промышленный стандарт громкоговорителей : KappZapp7 для соединения медного провода с выводами громкоговорителя в установках с высокой вибрацией. Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux
- Электрическая/электронная пайка : Припой KappZapp7™ доступен с канифольным сердечником (см. KappZapp 7R). Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Я припаиваю медные контакты к медному проводу в автомобильной аудиосистеме. Какой припой и флюс лучше использовать?
KappZapp7™ является отраслевым стандартом для высококачественных аудио/видео и акустических систем. Этот припой широко используется меломанами и производителями акустических систем для соединения медного провода с медными выводами динамика в конфигурациях с высокой вибрацией . Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux™
В качестве альтернативы доступен припой KappZapp7R™ с канифольным сердечником для пайки электрических/электронных компонентов. Этот упрощает процесс пайки за счет нанесения флюса на область соединения с использованием того же паяльного стержня . Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Я ищу бессвинцовый припой для автомобильных кузовов, который хорошо работает со старой сталью, которая не выдерживает нагрева сварщика MIG.
С нашим бессвинцовым гальванитом™ легко работать, он обеспечивает прочную связь при ремонте кузова и наращивании швов. Он поставляется в форме стержня — 0,200 x 0,250 x 14 дюймов в длину. Гальванит™ имеет широкий диапазон температур от слякоти от 390°F до 570°F (от 200°C до 300°C). При нагревании суспензии можно легко придать форму и распределить, чтобы она идеально смешивалась с существующими стальными поверхностями. Во многих ремонтных работах стальная поверхность обрабатывается щеткой из нержавеющей стали. Затем той же кистью или шпателем распределяют и выравнивают гальванитовое покрытие по мере его остывания. Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Я пытаюсь спаять провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в конечной части. Какой припой следует использовать для пайки этих разнородных металлов?
Нержавеющая сталь обычно немагнитна и часто имеет матовое серебристое покрытие, в то время как сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти 9Высокополированные сплавы 0093 гораздо труднее паять из-за очень прочного оксидного слоя . Как правило, они требуют физического разрушения оксидного слоя с помощью проволочной щетки или шлифования, а также химического удаления оксидного слоя с помощью кислотного флюса.
Ваша потребность в более широком диапазоне температур, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp™ олово/серебро. Какой сплав олова/серебра лучше всего подходит для соединения нержавеющей стали с медью, обычно определяется четырьмя критериями:
- Прочность/вибростойкость
- Электропроводность
- Стоимость и
- Канифоль порошковая, кислотная порошковая или сплошная проволока
Как показано на приведенной ниже диаграмме, прочность, вибростойкость и электропроводность повышаются с увеличением содержания серебра (Ag) в припое KappZapp™. Цена также увеличивается с содержанием серебра. Задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно!
Состав | 96.5Sn — 3.5Ag | 96Sn — 4Ag | 93Sn — 7Ag |
Солидус(°F) /(°C) | 430°F / 221°C | 430°F / 221°C | 430°F / 221°C |
Ликвидус(°F) /(°C) | 430°F / 221°C | 475°F / 246°C | 570°F / 299°C |
Прочность на растяжение (медь) | 14 000 фунтов на кв. | 14 000 фунтов на кв. дюйм | 15 500 фунтов на кв. дюйм |
Прочность на растяжение (нержавеющая сталь) | 25 000 фунтов на кв. дюйм | 28 000 фунтов на кв. дюйм | 31 000 фунтов на кв. дюйм |
Прочность на сдвиг | 11 600 фунтов на кв. дюйм | 12 000 фунтов на кв. дюйм | 14 000 фунтов на кв. дюйм |
Удлинение | 48% | 49% | 49% |
Электропроводность (% IACS) | 16,4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной проволокой и порошковой проволокой с канифолью. 9Проще всего использовать порошковые проволоки марки 0093 марки , поскольку флюс для удаления оксидного слоя с деталей заключен в центр проволоки. При нагреве деталей до температуры плавления припоя флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один этап. Когда используется твердая проволока для припоя, оксидный слой на деталях должен быть разрушен путем физического перемешивания щеткой из нержавеющей стали или наждачной бумагой, либо с помощью отдельной жидкости или пастообразного флюса.
Техника пайки алюминия Применение флюса для пайки алюминия Алюминий широко используется в качестве материала для самых разных конструкций. По прочности он лишь немного уступает стали. Алюминий гораздо легче поддается обработке, у него очень высокая электро- и теплопроводность. Однако при решении вопроса, как паять алюминий паяльником, возникает серьезная проблема, так как есть свои особенности и сложности. Дело в том, что для алюминия обычные способы не подходят. Техника пайки алюминияСложности пайки алюминия связаны с его способностью образовывать оксидную пленку всего за долю секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе. В то время как алюминиевые провода относительно легко паять, возникает много проблем с неудобными плоскими поверхностями. Для их решения необходимо провести тщательную подготовку к работе. Процедуру пайки можно выполнять обычным паяльником с обычным припоем и канифолью. Перед пайкой стык тщательно зачищают напильником, крошащимся кирпичом или наждачной бумагой. После удаления с поверхности толстой оксидной пленки проводят обезжиривание бензином или любым органическим растворителем. После этого место пайки смазывается флюсом. При этом паяльник погружается в канифоль. Появление легкой дымки свидетельствует о готовности к работе. Вместо канифоли можно использовать нашатырный спирт. Таким образом, жало паяльника очищается от оксидов посторонних металлов. Дальнейшая процедура практически ничем не отличается от работы с обычными металлами. Очищенное жало паяльника опускают в припой и держат в нем до полного покрытия пленкой. После этого небольшое количество припоя захватывают жалом, переносят на место пайки и разравнивают по всей поверхности, предварительно залудив ее. Флюс для пайки алюминияФлюс играет особую роль в процессе пайки алюминиевых деталей. Он позволяет эффективно удалять оксидные пленки, образующиеся в воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхности от окисления при пайке. Флюс для пайки алюминия продается в готовом виде, но его вполне можно приготовить самостоятельно. Для приготовления флюса: взять 30 г хлористого цинка, 10 г хлористого аммония и растворить в 60 миллилитрах воды. Часто вместо флюса используют так называемую паяльную жидкость или паяльную кислоту. Его получают взаимодействием концентрированной соляной кислоты с металлическим цинком. Для этого кислоту наливают в стеклянную или фарфоровую посуду. Это действие не следует выполнять вблизи открытого пламени из-за взрывоопасного характера выделяющегося водорода. При нормальном соблюдении технологии прочность соединения выше, чем у многих металлов. |
Как паять алюминий. Полное руководство
Пайка — распространенный способ соединения металлов. Алюминий можно паять, но это может быть намного сложнее, чем с другими металлами. Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Сварка алюминия без специального сварочного оборудования представляет собой сложную задачу. Вам нужно будет найти специальный припой или припой, предназначенный для использования на алюминии или для соединения алюминия с другим металлом в зависимости от вашего проекта.
После того, как вы приобрели припой в Интернете или в необычайно богатом хозяйственном магазине, основная проблема заключается в том, чтобы работать достаточно быстро, чтобы соединить алюминий сразу после того, как слой оксида алюминия будет соскоблен с поверхности.
Что такое пайка?
Пайка — это метод соединения двух кусков металла вместе. Любой более мягкий металл, как правило, припаивается, чтобы скрепить его. Более твердые металлы, такие как сталь и железо, необходимо скреплять сваркой. Паяльник плавит металл, называемый припоем, до 200 градусов.
Когда металл становится жидким, его можно использовать как своего рода клей для удержания других металлов на месте. После удаления источника тепла припой очень быстро остывает, образуя твердое тело и удерживая металлы на месте.
ПОДРОБНЕЕ: Что такое пайка?
Какой металл используется для пайки?
Металл, используемый для пайки, в просторечии называется припоем, но он состоит из смеси различных металлов. В прошлом это обычно было олово и свинец, но сегодня гораздо чаще используются бессвинцовые варианты. Они сделаны из смеси металлов, обычно содержащей комбинацию олова, меди, серебра, висмута, цинка и кремния.
Припой должен иметь низкую температуру плавления и быстро затвердевать. Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
Как паять алюминий – Пошаговый процесс1. Если возможно, определите сплав.
Чистый алюминий можно паять, хотя с ним нелегко работать. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Если алюминиевый сплав помечен буквой или цифрой, посмотрите, есть ли особые требования. К сожалению, немаркированные алюминиевые сплавы трудно отличить друг от друга, и профессиональные руководства по идентификации, вероятно, будут полезны только в том случае, если вы занимаетесь бизнесом. Возможно, вам нужно просто погрузиться и проверить свою удачу.
Если вы соединяете алюминий с другим металлом, свойства алюминия обычно являются ограничивающим фактором, поэтому точная идентификация состава другого сплава может не потребоваться. Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
2. Выберите низкотемпературный припой.
Алюминий плавится при относительно низкой температуре 1220ºF (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможной пайку с использованием припоев общего назначения. Вам понадобится специальный припой со значительно более низкой температурой плавления, который вам, возможно, придется заказать через Интернет.
Как правило, для этой цели используется сплав, изготовленный из некоторого сочетания алюминия, кремния и/или цинка, но проверьте этикетку, чтобы убедиться, что он предназначен для вашего типа соединения, например, алюминий-алюминий или алюминий-медь. .
Технически присадочные металлы, плавящиеся при температуре выше 840ºF (450ºC), соединяются пайкой, а не пайкой. На практике они часто продаются как припои, и процесс аналогичен. Пайка создает более прочное соединение, но пайка предпочтительнее для деталей с электрическими цепями или других хрупких материалов.
По возможности избегайте припоев, содержащих свинец.
3. Выберите флюс.
Как и припой, флюс должен быть специально предназначен для алюминия или комбинации металлов, которые вы планируете соединять. Самый простой вариант — купить флюс у того же производителя, что и ваш припой, так как они, скорее всего, предназначены для совместной работы.
Рекомендуемая температура выбранного флюса должна быть аналогична температуре плавления вашего припоя. Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Некоторые флюсы для пайки не предназначены для использования на тонких алюминиевых листах или проволоке. Вместо этого ищите флюс для пайки погружением.
4. Выберите источник тепла.
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC).
Если на вашем рабочем месте невозможно использовать горелку, попробуйте паяльник мощностью 150 Вт.
5. Соберите дополнительные материалы.
Вам понадобится струбцина, если вы соединяете более одного куска металла, а не выполняете мелкий ремонт одного предмета. Также рекомендуется травильный раствор или специальное вещество для очистки от оксидов после пайки. Некоторые флюсы на основе смол необходимо очищать ацетоном.
6. Обеспечьте безопасную рабочую зону.
Защитите себя от токсичных паров, надевая респиратор и работая в хорошо проветриваемом помещении. Маска для лица или очки настоятельно рекомендуются, а также плотные кожаные перчатки и несинтетическая одежда. Держите поблизости огнетушитель и работайте только над негорючими поверхностями.
Как соединить алюминий
1. Предварительно припаяйте каждую часть сложных соединений (необязательно).
Большие соединения или сложные комбинации, такие как алюминий-сталь, могут значительно выиграть от «лужения» или нанесения небольшого слоя припоя на каждую деталь компонента. Следуйте приведенным ниже инструкциям для каждой детали, которую вы планируете соединить, затем повторите то же самое, скрепив детали вместе.
Пропустите этот шаг, если вы используете припой для ремонта трещины или отверстия в одном объекте.
2. Очистите алюминий щеткой из нержавеющей стали.
Алюминий быстро образует оксид алюминия при контакте с воздухом, и этот тонкий слой оксида не может быть соединен. Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Старый алюминий с сильным окислением или другим поверхностным мусором может потребовать шлифовки или шлифовки или протирания изопропиловым спиртом и ацетоном.
3. Сожмите вместе основные металлы.
Если вы соединяете две детали, а не ремонтируете один объект, зажмите две детали вместе в том положении, в котором вы хотите их соединить. Между ними должен быть небольшой зазор для протекания припоя, но не более 1/25″ (1 мм) или меньше.
Если детали не подходят друг к другу плавно, необходимо сделать стыки гладкими путем шлифования или сгибания.
Поскольку алюминий должен иметь как можно меньше шансов на окисление, вы можете неплотно зажать детали, очистить их, пока они зажаты, а затем затянуть зажим.
4. Нанесите флюс. №
Сразу после очистки металла нанесите флюс на место соединения с помощью стержня припоя или небольшого металлического инструмента. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
При пайке проводов окуните их в жидкий флюс.
Если ваш флюс поставляется в виде порошка, см. инструкции по смешиванию на этикетке.
5. Нагрейте металл.
С помощью горелки или паяльника нагрейте металлический предмет рядом с соединением, начиная с нижнего конца заготовки. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса. При использовании горелки держите наконечник горелки на расстоянии не менее 4–6 дюймов (10,2–15,2 см) от основного металла. Постоянно перемещайте источник тепла небольшими медленными кругами, чтобы равномерно нагреть помещение.
Паяльники нагреваются до десяти минут, прежде чем их можно будет использовать.
Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
6. Нанесите припой
Большинство флюсов будут пузыриться и приобретать светло-коричневый цвет при достижении нужной температуры. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Он должен быть проведен уже вдоль зазора, но необходимы постоянные, медленные движения с вашей стороны, чтобы создать ровный валик. Для создания привлекательного и прочного ровного соединения может потребоваться практика, если вы раньше не занимались пайкой.
Если припой не соединяется с алюминием, возможно, на поверхности образовалось больше оксида алюминия, и в этом случае ее необходимо очистить и немедленно припаять снова. Также может быть, что у вас неправильный тип припоя, или ваш алюминий на самом деле является трудносвариваемым сплавом.
7. Удалите излишки флюса и оксида.
Если вы используете флюс на водной основе, флюс можно смыть водой после того, как готовая деталь остынет. Если вы используете флюс на основе смолы, используйте вместо него ацетон. После того, как флюс будет удален, вы можете поместить готовую деталь в «раствор для травления», чтобы удалить любые оксиды, которые могли образоваться под воздействием высокой температуры.
Как припаять алюминиевую трубку к меди?
Как припаять алюминиевую трубку к меди? Опустите паяльный стержень в жидкий флюс Super Alloy 1 и нанесите флюс на всю область соединения со стержнем. Нагрейте как медную, так и алюминиевую трубки мягким пламенем до тех пор, пока флюс не изменит цвет.
Можно ли паять алюминий с медью? Алюминий и медь нельзя спаивать вместе, соединения не будет. Их можно соединить с помощью специальных методов сварки, но в полевых условиях это обычно не делается. Алюминиевый и медный провод можно соединить с использованием надлежащего метода соединения, но не в непосредственном контакте друг с другом.
Как паять алюминиевые трубки? Флюс Nocolok® является флюсом промышленного стандарта, который хорошо подходит для всех алюминиевых сплавов серий 1000 и 3000. Часто этот продукт используется для алюминиевых теплообменников и трубных соединений.
Какие 3 цвета лучше всего сочетаются друг с другом? Да, красный и медный могут очень хорошо сочетаться друг с другом… … Гораздо чаще и светлее на вид можно увидеть розовый, румянец с медью, так как он действительно подчеркивает медь.
Каковы некоторые области применения элемента меди?
Большая часть меди используется в электрическом оборудовании, таком как проводка и двигатели. Это потому, что он очень хорошо проводит тепло и электричество, и его можно втянуть в провода. Он также используется в строительстве (например, кровля и сантехника) и в промышленном оборудовании (например, в теплообменниках).
Что такое рафинированная медь?
Рафинированная медь означает медь, которая соответствует применимым физическим характеристикам для хорошей доставки и минимальным требованиям к чистоте для соответствующей биржи.
Как очистить медную сковороду с антипригарным покрытием?
Смешайте лимонный сок (или уксус) с пищевой содой и перемешайте до полного смешивания. Нанесите на поверхность и отполируйте круговыми движениями, используя мягкую чистую ткань, затем смойте и высушите. Нанесите слой кетчупа на медную сковороду и протрите поверхность.
Что делает медный наколенник?
Как работает медная посадка? Компрессионные рукава помогают сократить время восстановления мышц и способствуют улучшению кровообращения и оксигенации работающих мышц. Copper Fit обеспечивает поддержку при мышечной жесткости, болезненности и боли. … Многие люди сообщают о немедленном облегчении при ношении Copper Fit.
Сколько меди и цинка может быть у лошади?
Рекомендуемые потребности для взрослой лошади весом 500 кг при содержании, потребляющей 2% массы тела в сухом веществе, составляют 100-120 мг меди в день и 400-500 мг цинка в день.
Как долго остывать медный припой?
Припой не заполняет места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Кому принадлежит загородный клуб «Коппер Ривер»?
Команду Траутмана Сандерса, консультирующую владельцев Copper River, семью Татем, по сделке, возглавлял партнер Майкл Уиттон (недвижимость) при поддержке партнеров по недвижимости Моник Лэшбрук и Молли Скотт.
Как фармить медную проволоку в Starbound?
Если вы не хотите охотиться на роботов, то вы можете сделать медную проволоку из медных слитков. Эти слитки можно создать из медной руды в печи, а руду можно добыть практически на любой планете любой сложности. Как только вы подберете медную руду, вы автоматически узнаете рецепт переплавки ее в слиток.
Как получить медную пыль в minecraft?
Медная пыль — это предмет, добавленный в Industrial Craft 2. Это один из шести видов пыли, который можно получить путем измельчения медной руды, медной руды Нижнего мира, медных слитков или получения из ящика для металлолома. Его можно превратить обратно в медный слиток, переплавив его, или использовать для изготовления бронзовой пыли.
Какое удобрение использовать для выращивания меди?
Сульфат меди и оксид меди являются наиболее распространенными удобрениями для повышения уровня меди. Хелат меди также можно использовать примерно в четверть рекомендуемой нормы. Медь может быть рассеяна или связана в почве.
Как сделать медный провод зеленым?
Замачивание меди в белом уксусе и соли создаст синий или зеленый налет. Другой способ сделать это — закопать медь в опилках или измельченных картофельных чипсах, смоченных в белом уксусе. Чем дольше закапывается медь, тем темнее становится патина.
Какой жидкостью вы закаляете медь?
Вы можете отжигать медь любой марки и толщины, если у вас есть пламя, которое может передать металлу достаточно тепла. Самый простой способ отжига меди — нагревание ее кислородно-ацетиленовой горелкой и быстрое охлаждение в воде.
Как очистить медные пластины для травления?
Уксус – Нанесите бытовой уксус и помассируйте поверхность тарелки. Вода – промойте тарелку, обратите внимание, как вода остается на поверхности тарелки. Повторяйте эти шаги до тех пор, пока вода не перестанет скапливаться на поверхности пластины.
Какой медно-пшеничный пенни 1943 года стоит?
В то время как стальные монеты 1943 года стоят несколько долларов, редкая медная версия стоит больше. В одном отчете говорилось, что, в зависимости от его состояния, 1943 медных пенни могут стоить от 60 000 до 85 000 долларов.
Как образуется медь quizlet?
Как образуются медно-порфировые месторождения? Через гидротермальные системы. Медленное охлаждение магмы в магматическом очаге, который станет стоком, кристаллизует крупные минералы, где оставшаяся магма насыщается водой, содержащей растворенную медь.
Как очистить медь?
Нанесите смесь из 1 столовой ложки поваренной соли и 1 стакана белого уксуса на котел мягкой тканью и промойте. Или погрузите потускневшую медь в кастрюлю с 3 стаканами воды и смесью соли и уксуса, доведите до кипения и кипятите, пока грязь и потускнение не исчезнут.
Каков заряд иона меди в cuso4?
Мы могли бы начать со знания, что ион сульфата имеет заряд 2-, поэтому ион меди должен иметь заряд 2+ и, следовательно, степень окисления +2.
В кунжутном масле много меди?
Орехи и семена, особенно миндаль, кешью и семена кунжута, являются хорошими источниками меди. Более того, они богаты клетчаткой, белком и полезными жирами.
Что такое сплав серебра и меди?
Самый известный медно-серебряный сплав — стерлинговый, который составляет 92,5% серебра и 7,5% меди. (В Англии стерлинговое серебро традиционно обозначают клеймом в виде льва). Серебро для монет представляет собой сплав, состоящий из 90 процентов серебра и 10 процентов меди.
Почему для изготовления посуды используют алюминий и медь?
Алюминий и медь являются хорошими проводниками тепла и имеют высокую температуру плавления, поэтому они используются для изготовления посуды для приготовления пищи.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Вот почему я решил поделиться несколькими советами и рекомендациями о пайка алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминием .
Пайка алюминиевая применяется при необходимости ремонта некоторых деталей, изготовленных из этой шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Газовая горелка для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионностойкие припои производятся на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех перечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк; медь
- ;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод необходимо правильно подготовить к очистке соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится практически сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Просушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали.