
Пайка алюминиевых проводов в домашних условиях
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок. Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.

Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Пайка алюминиевых проводов с помощью флюса
Валерий Карпин
В закладки ↑
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.
- Материалы и инструменты, используемые при пайке алюминия ↓
- Выбор припоя ↓
- Выбор флюса ↓
- Инструкция по пайке алюминия ↓
- Блиц-советы ↓
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник.
 Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт; - Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
Припои и флюсы для пайки паяльником медных проводов
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т. д.).
д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Блиц-советы
- Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
- Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия — 87%, кремния — 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
Статья была полезна?
0,00 (оценок: 0)
Загрузка…
Понравилась статья? Поделиться с друзьями:
Автор: Валерий Карпин
С 2007 года интернет-журналист в сфере ремонта, дизайна интерьера и частного строительства. Постоянный участник выставок и конференций по новым технологиям в материаловедении и строительстве. Имею опыт собственной дизайн-студии и строительной фирмы. Люблю живо писать о собственном опыте.
Люблю живо писать о собственном опыте.
Adblock
detector
выбрать припой, флюс, канифоль, паяльник или горелку
Пайка алюминия — сложный процесс в домашних условиях. Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Содержимое
- 1 Почему алюминий не пайет скважина
- 2 Как удалить оксидную пленку
- 3 потока для алюминиевой пайки
- 3.1 Розин
- 3.2 Порошковой поток
- 3,3 Жидкий поток
- 4 Solder для Aluminum Soldering
- 7 5
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Окраска корунда меняется в зависимости от примесей: хром красноватый, а сапфир голубоватый. Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности и тогда детали можно спаивать.
Как снять оксидную пленку
Пленка удаляется с поверхности металла несколькими способами, наиболее эффективными являются химический и механический. Оба метода требуют безвоздушной среды, где нет кислорода.
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Медный купорос в виде концентрированного раствора наносят на подготовленный к пайке участок. На чистый участок металла крепится минусовая клемма аккумулятора или другого источника питания. Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Масляная пленка используется для удаления оксида. Для этого метода лучше взять синтетическое или трансформаторное масло с небольшим содержанием воды. Другие сорта масла следует хранить при температуре +150…+200°С, вода испарится. При более высоких температурах содержимое начнет брызгать. Обезвоженное масло следует нанести на поверхность алюминиевой детали. Используйте наждачную бумагу, чтобы потереть алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка может быть заменена скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из гвоздя, обточенного напильником. Стружка насыпается на масло и растирается жалом паяльника по поверхности, сдирая оксидный слой. Массивную часть желательно прогреть струей горячего воздуха. Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяют редко, в случае с алюминием она малоэффективна. Флюсы используются при пайке проводов, кастрюль и прочего.
Флюсы для пайки алюминия
Флюсы обладают высокой активностью, поэтому после пайки их необходимо смывать раствором воды со щелочью. Роль щелочи хорошо выполняет пищевая сода. После каустической соды промойте соединение чистой водой. Органы дыхания должны быть защищены от попадания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них нужно рассматривать каждый в отдельности.
Канифоль
Канифоль — самый популярный из всех флюсов. Используется для соединения различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
Порошковый флюс
Алюминий паяют газовой горелкой с использованием порошковых флюсов. Не рекомендуется добавлять кислород в пламя, это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- Ф-34А;
- бура;
- Кислота ацетилсалициловая;
- смазка для припоя.
F-34A — активный флюс, содержащий 50 % хлорида калия, 32 % хлорида лития, 10 % фторида натрия и 8 % хлорида цинка. Состав используется с припоями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Бура — порошок, плавящийся при 700 °С, водорастворимый, запивается водным раствором лимонной кислоты. Его отличает невысокая стоимость.
Ацетилсалициловая кислота выпускается в виде таблеток аспирина. При нагревании паяльником выделяются вредные пары, обжигающие нос, глаза и органы дыхания.
Паяльное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорош для пайки предварительно нагретых деталей, которые подверглись лужению. После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он вызовет коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе с паяльником он быстро испаряется, выделяя пары горения. Flux F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять крупногабаритные алюминиевые заготовки. Используется при пайке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке алюминиевых сплавов при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160°C.
Любой из вышеперечисленных флюсов позволяет производить пайку алюминиевых ванн, алюминиевых заготовок разных размеров, соединять пайкой дюралюминий, дюралюминиевые (дюралюминиевые) заготовки.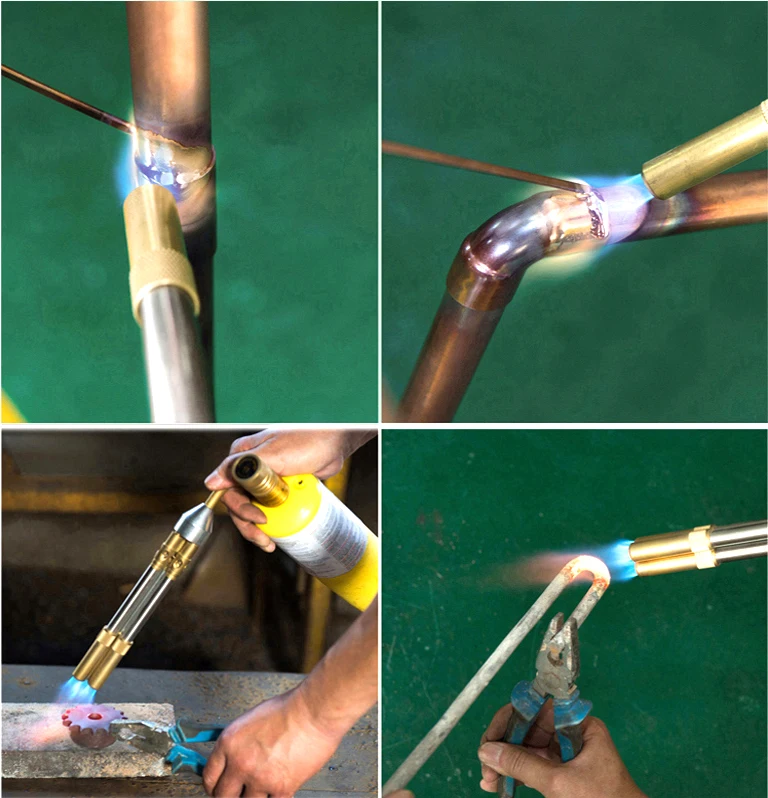
Припой для пайки алюминия
Припой для алюминия на основе цинка или алюминия. Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Распространенным и широко разрекламированным припоем для алюминия является HTS 2000. Его производит компания из США. Практика показывает его недолговечность: припаянные детали пропускают воздух и влагу. Без флюса его использовать нельзя.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190 для пайки меди и алюминия при температуре 280°C.
Castolin 192FBK представляет собой трубчатый припой с флюсом в сердцевине. Выпускается в стержнях, 100 г которых стоит 100-150 рублей. Хорошо подходит для пайки небольших отверстий и трещин.
Chemet Aluminium 13 — припой, используемый для сварки деталей при температуре 640°С и выше. В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Припой алюминиевый выпускается также отечественными предприятиями. Марка 34А используется для пайки газовой горелкой. Плавится при 525°С и хорошо паяет сплавы АМз, АМ3М, АМг2. 100 г стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Плавится при 425°С. Выпускается в стержнях массой 145 г. Цена за одно удилище 400 руб.
SUPER A+ производится в Новосибирске. Является аналогом HTS-2000. Используется вместе с флюсом SUPER FA. Стоит 800 рублей за 100 гр. В расплавленном состоянии он становится вязким, и для его расплющивания необходимо использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется для сварки алюминиевых деталей, для пайки не пригодна. Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от области пайки. Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. Для детали площадью 1000 см² потребуется мощность паяльника 50-60 Вт. Часто спаивают две и более детали, в этом случае мощность увеличивают до 100Вт. При нагреве соединения подойдет паяльник меньшего размера. Наконечник выбирают широкий, на нем можно сделать зазубрины для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо нагретым инструментом после удаления оксидной пленки и лужения, чтобы залудился (лужить можно специальными припоями) участок хорошо прилипает к припою и хорош любой паяльник
Горелки для пайки алюминия
Нужно уметь паять газовой горелкой. Если площадь деталей большая и мощности паяльника не хватает, используйте горелку. Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
При работе с горелками необходимо соблюдать правила пожарной безопасности. Рядом не должно быть легковоспламеняющихся жидкостей и материалов.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Автомобильный радиатор лучше запаять. Этот метод дешев и надежен. Молочные фляги и другие емкости для хранения продуктов лучше сваривать. Сварное соединение более прочное, особенно для больших размеров. Часто возникает необходимость сварки деталей из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
При желании можно неплохо заработать на сварке и пайке. Часто возникают вопросы о том, как спаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда. В мастерских работа дорогая: пайка трубок — 1000 рублей и выше. При соединении электрических проводов методом пайки взимается плата по 15 рублей за каждый. Ремонт рамы велосипеда из алюминиевых сплавов с помощью припоя стоит 500 руб. Ремонт горшка будет стоить 100 руб. Добавьте к этим суммам затраты времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, вам нужно научиться паять самому. Для этого нужно купить газовую горелку в виде баллончика за 700-1000 рублей и припаять. Научиться обрабатывать поверхности и швы можно на старом автомобильном радиаторе.
Связанные статьи:
Соответствие коду — Припайка медных пигтейлов к алюминиевому проводу
Такое соединение внахлестку достаточно для низковольтной электроники с низким током и низким уровнем риска. Но это никогда не было одобрено для The Big Stuff, и на самом деле это беспрецедентный .
Но это никогда не было одобрено для The Big Stuff, и на самом деле это беспрецедентный .
Там был стандартом для пайки «назад»; и это грубо напоминает сращивание Вестерн Юнион. Если демонтировать любую старую Knob-n-Tube, которая была припаяна, она выглядит так. Обратите также внимание на то, что стыки имели довольно сложную изоляцию: сначала слой (я имею в виду 3-6 слоев) тканевой дегтярной «фрикционной ленты», с завязанным концом, чтобы предотвратить распускание… слой обычной пластиковой ленты.
Однако соединение Western Union для соединения меди с алюминием из разнородного металла невозможно.
Теперь я замечаю, что ваша пайка выглядит довольно хорошо на медной стороне, но алюминиевая сторона выглядит не очень. Так что я не думаю, что это будет работать как сращивание Western Union.
Ваше мнение о том, что «то, что я делаю, ничем не отличается от соединения Copalum», может быть оспорено производителем. Это, конечно, другое. Это выглядит как второкурсник, пытающийся применить навыки электроники уровня Adafruit к очень серьезной проблеме, которой уже 30 лет занимается армия докторов наук..jpg) Если бы было что-то вроде этого простого , это было бы превращено в решение и добавлено в Кодекс.
Если бы было что-то вроде этого простого , это было бы превращено в решение и добавлено в Кодекс.
То, что у вас есть, с припоем к алюминию, похоже на холодную пайку. Вы окутали алюминий, но это все. Вы не привязываетесь к этому. Затем начнется коррозия.
Ваша коренная проблема, потребность в косичке, уже решена устройствами с соединениями, сертифицированными CO-ALR. Внимательно посмотрите на один как-нибудь.
Наука о медных или алюминиевых наконечниках по сравнению с медными или алюминиевыми проводами хорошо изучена. Алюминиевые проушины являются универсальным донором и выдержат все что угодно. Медные наконечники берут только медь. Вот где 19Усилия 70-х пошли не так; они поспешно маркировали наконечники только из меди как алюминиевые без надлежащего тестирования.
Вот почему большинство проушин панели сделаны из алюминия, нейтральные стержни — из алюминия, разъемы Polaris имеют алюминиевый корпус, а MAC Block и Alumiconns, по сути, представляют собой миниатюрные алюминиевые разъемы Polaris.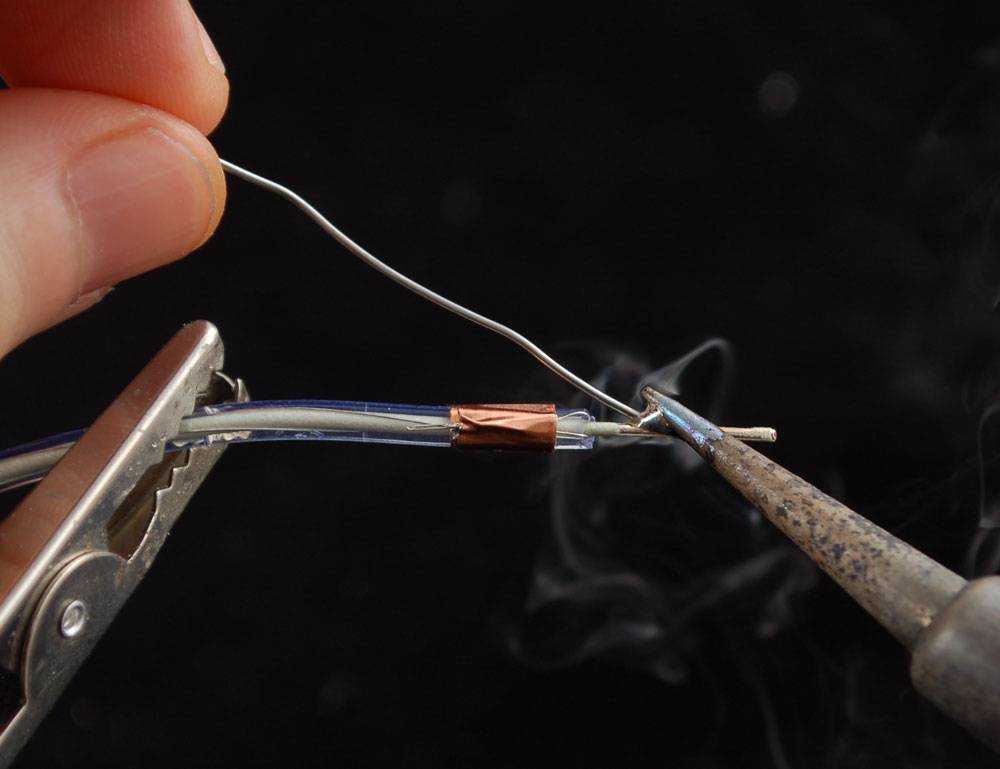
Что касается надежности соединений с проушинами, то в Кодексе предусмотрено обязательное использование динамометрических отверток. Играть с припоем, когда у вас даже нет динамометрической отвертки, означает, что ваши приоритеты в неправильном направлении!
Во-первых, все, что вы делаете в доме, должно быть разрешено и одобрено местным инспектором (AHJ). Обычно инспектор отказывается от простых вещей, таких как розетки и выключатели; однако это предполагает, что вы делаете 
Имейте в виду, что инспектор по электрике, у которого вы получаете разрешения и инспекции во время работы, который имеет регулирующие полномочия и может аннулировать разрешение на проживание в доме, вынуждает вас запрашивать разрешение на удаление всех несанкционированных работ и потяните еще один, чтобы переделать его должным образом … это совершенно другой человек, чем «жилой инспектор», который является мастером на все руки, который просто консультирует покупателя жилья.
Домовой инспектор может быть домкратом, но он знает этот город и другие дома в этой застройке, знает, что любили использовать тогда строители, и мгновенно узнает алюминиевую проводку, несмотря на ваше представление. Не будет признавать новую технику косички законным или утвержденным товаром и укажет это в отчете инспектора. Покупатель отзовет свое предложение или сократит свое предложение, потребовав полной замены алюминиевой проводки.
Наконец, вам не разрешается выполнять электромонтажные работы в чужих домах.