
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Содержание
Пайка алюминия газовой горелкойАлюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек.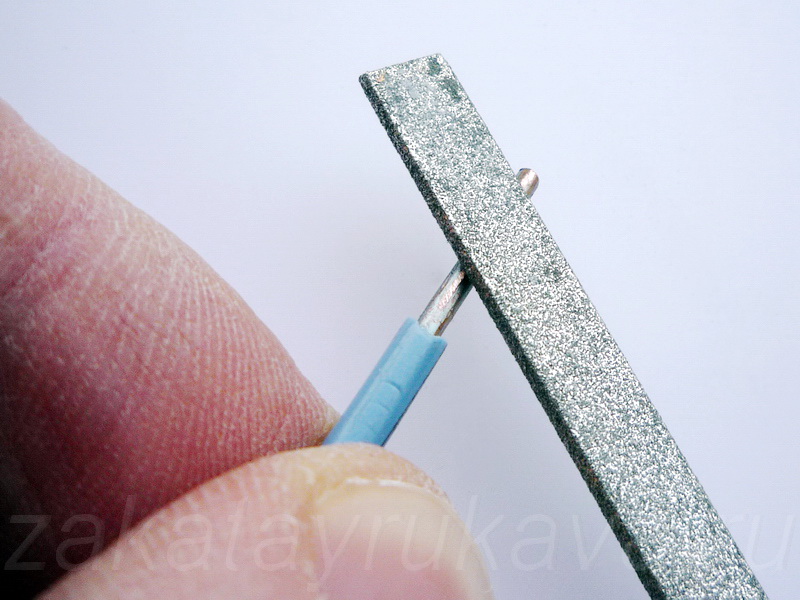 Это не относится к тем случаям, когда надо запаять сквозную трещину.
Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским пруткомОдин из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!Способ с щеткой-насадкой по металлуЕсли нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
как запаять алюминий оловомДоработка паяльника для пайки алюминияМы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
100% Эффективность! Инструмент для пайки алюминия без спец флюсаВ сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Как припаять медный провод к алюминию обычным паяльником
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
Основные этапы работ
Первым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).
Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.
Царапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!
Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Андрей Васильев
Задать вопрос
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.

Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия.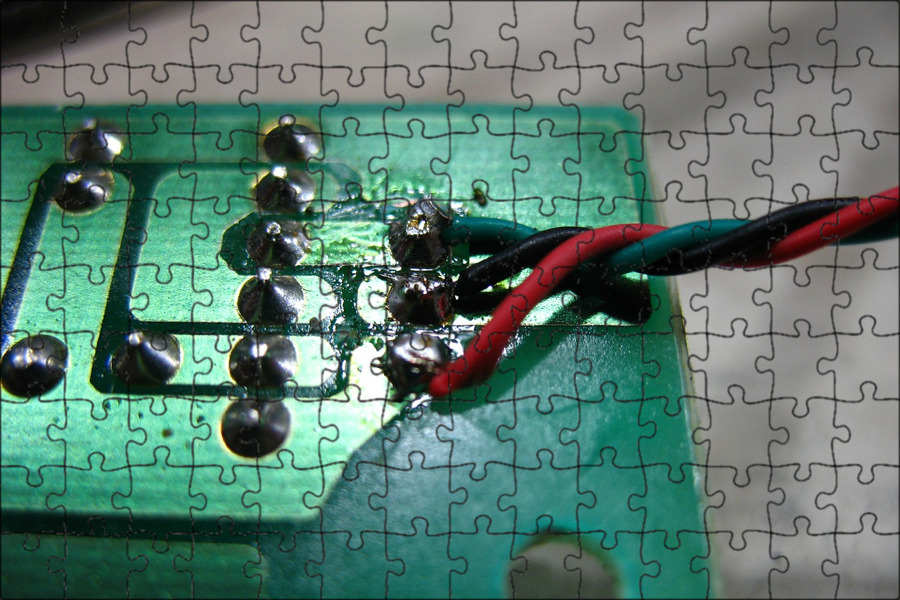 О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Как паять алюминиевую проволоку
16 января 2023 г. 16 января 2023 г. | 9:45 утра
Пайка алюминиевой проволоки — отличный навык, который нужно иметь на поясе с инструментами. Его можно использовать для различных проектов по дому, а также для любителей. Но если вы не знакомы с пайкой, это может показаться пугающей задачей. Не волнуйтесь, паять алюминий не так сложно, как может показаться. Все, что вам нужно, это правильные инструменты и расходные материалы, а также несколько советов, чтобы начать работу над вашим следующим проектом.
Соберите свои материалы
Первый шаг к пайке алюминия — собрать все ваши материалы. Вам понадобится припой с флюсовой сердцевиной, специально разработанный для мягких металлов, таких как алюминий, паяльник, немного наждачной бумаги и бутановая горелка или тепловой пистолет. Убедитесь, что выбранный вами припой предназначен для работы с алюминием; в противном случае он не будет прилипать должным образом. Кроме того, убедитесь, что ваш паяльник имеет регулируемую температуру, чтобы вы могли соответствующим образом регулировать нагрев. Наждачная бумага будет использоваться для удаления краски или ржавчины с проводов, чтобы они имели чистую поверхность перед пайкой. Наконец, используйте бутановую горелку или тепловую пушку для предварительного нагрева проводов перед нанесением припоя.
Убедитесь, что выбранный вами припой предназначен для работы с алюминием; в противном случае он не будет прилипать должным образом. Кроме того, убедитесь, что ваш паяльник имеет регулируемую температуру, чтобы вы могли соответствующим образом регулировать нагрев. Наждачная бумага будет использоваться для удаления краски или ржавчины с проводов, чтобы они имели чистую поверхность перед пайкой. Наконец, используйте бутановую горелку или тепловую пушку для предварительного нагрева проводов перед нанесением припоя.
Подготовьте провода
Теперь пришло время подготовить провода к пайке, удалив с их поверхностей всю краску или ржавчину. Используйте для этого шага наждачную бумагу, входящую в комплект, и убедитесь, что оба провода полностью свободны от посторонних частиц, прежде чем приступить к фактическому процессу пайки. Как только оба провода станут чистыми, используйте фен или бутановую горелку, чтобы предварительно нагреть их, пока они не станут раскаленными докрасна (около 350 ° F). Это поможет обеспечить правильное прилегание припоя при его дальнейшем применении.
Это поможет обеспечить правильное прилегание припоя при его дальнейшем применении.
Припаяйте провода
Теперь ваши провода готовы к пайке — последний шаг! Перед началом работы наденьте защитные очки и перчатки на случай, если во время этого процесса отлетят горячие металлические частицы (это может вызвать ожоги). Теперь возьмите припой с флюсовой сердцевиной и начните наносить его непосредственно на оба конца каждого провода, одновременно удерживая их плоскогубцами или чем-то подобным. Убедитесь, что на обоих концах достаточно припоя, чтобы они оставались надежно соединенными без зазоров между ними после охлаждения и затвердевания (обычно это занимает около 10-15 секунд).
Поздравляем! Вы только что успешно спаяли алюминиевую проволоку!
Заключение:
Независимо от того, делаете ли вы проект по благоустройству дома или строите что-то с нуля для развлечения, знание того, как паять алюминиевую проволоку, — это бесценный набор навыков, который может открыть для вас множество возможностей! С помощью этих простых шагов и советов, изложенных выше, любой может научиться безопасно спаивать два куска алюминиевой проволоки вместе в кратчайшие сроки — никакого предварительного опыта не требуется! Так зачем ждать? Отправляйтесь туда сегодня и начните практиковать эту важную технику!
Палак Кариа
Увлеченный эксперт в области металлургии и блогер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Вот почему я решил поделиться несколькими советами и рекомендациями о пайка алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Также я хотел бы объяснить, что такое пайка алюминием .
Пайка алюминиевая применяется при необходимости ремонта некоторых деталей, изготовленных из этой шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Газовая горелка для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионно-стойкие припои производятся на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех перечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк;
- медь;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод необходимо правильно подготовить к очистке соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится почти сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Для упрощения процесса соединения 2-х алюминиевых деталей можно использовать паяльную горелку, нагревая ею детали.
