Как без специального флюса паять алюминий на века
Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке. Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.
Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется. После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.
Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.
Лучше сразу нанести побольше припоя.
Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются. Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.
Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.
Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
Как спаять алюминий в домашних условиях.
Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
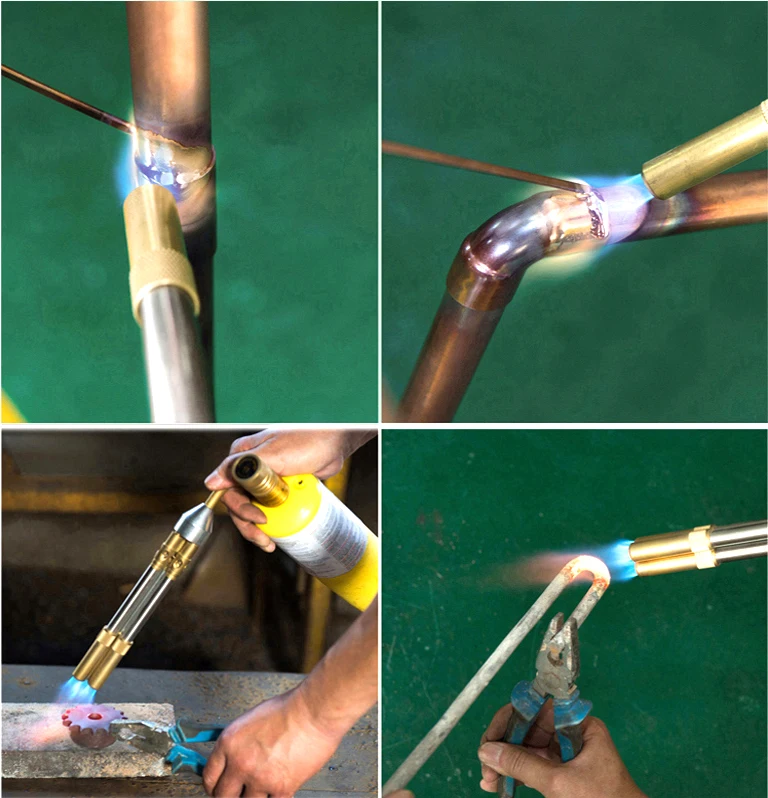
- газовая горелка
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
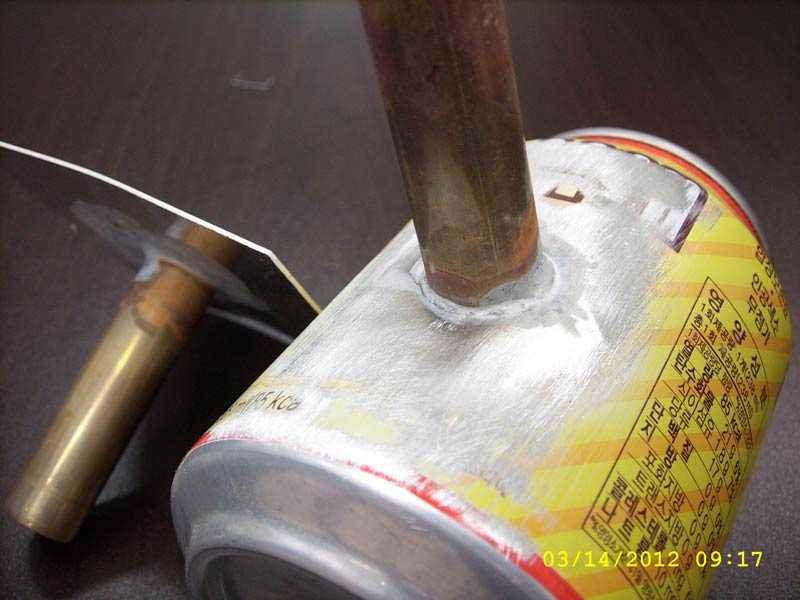
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
500К | Baker Distributing
Harris®
Артикул: JWH500K
MFG: 500K
наличие загрузки
Описание
Al-Solder 500
Припой для горелки или железа. Используется для соединения всех паяемых сплавов друг с другом и с разнородными металлами. Также для цинкового литья под давлением. Образует превосходные коррозионно-стойкие соединения на трудно поддающихся пайке алюминиевых сплавах. Также полезен в качестве высокотемпературного припоя для большинства других металлов. Не рекомендуется для магния.
Среднетемпературный сплав, пригодный для пайки алюминия и других металлов (не рекомендуется для магния). Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. ALSOLDER 500 также подходит для ремонта литейных цинковых сплавов.
Процедура:
- Очистите область пайки
- Нанесите алюминиевый флюс Stay Clean
- При использовании открытого пламени нагревайте непрямым способом движущейся горелкой (не направляйте горелку на флюс)
- Нагревайте до тех пор, пока флюс не приобретет орехово-коричневый цвет
- Нанесите сплав
- Прекратите нагрев, как только потечет
- Дать остыть. Удалите остатки флюса проволочной щеткой и горячей водой
Особенности и спецификация
| Вес | 0,011300 |
|---|---|
| Ликвидус | 482 |
| Марка | Харрис® |
| Заявка | Среднетемпературный сплав, пригодный для пайки алюминия и других металлов (не рекомендуется для магния). Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. ALSOLDER 500 также подходит для ремонта литейных цинковых сплавов. Часто используется для ремонта алюминиевых испарителей и пайки алюминиевых и медных трубок. При соединении алюминия с разнородными металлами необходимо учитывать возможность электролитической коррозии. ALSOLDER 500 также подходит для ремонта литейных цинковых сплавов. |
| Длина | 2.000000 |
| EAN | 0684032001558 |
| Высота | 2,500000 |
| Цвет | |
| Состав | Алюминиевый припой — 85% олова, 15% цинка |
| Кубическое измерение | 0,005800 |
| Габаритный вес | 1. 000000 000000 |
| Вес упаковки | 2,500000 |
| Температура плавления/течения | Солидус 391°F (199,44°C), Ликвидус 482°F (248°C) |
| Ширина | 2.000000 |
| СКП | 684032001558 |
| ЕД | ЕА |
| Ширина упаковки | 6.250000 |
| Солидус | 391 |
| Содержание серебра | 0% |
| Длина упаковки | 9. 000000 000000 |
| Стойка 65 | Да |
| Высота упаковки | 2,750000 |
Документы
Полное руководство. Преимущества перед сваркой
Пайка алюминия — популярный метод соединения металлов, который имеет ряд преимуществ по сравнению с другими видами сварки. Пайка — это форма факельной обработки, при которой два куска металла соединяются флюсом из цветных металлов с использованием газа, нагретого примерно до восьмисот градусов по Фаренгейту.
Почему пайка алюминия предпочтительнее сварки? Есть много преимуществ пайки алюминия, которые делают его лучшим выбором, чем сварка. Преимущества пайки включают следующее:
- Низкая стоимость входа
- Навыки новичка и металлообработка.

- Быстрый ремонт
- Универсальность
Если вы никогда не рассматривали пайку алюминия как метод металлообработки, у него есть много превосходных характеристик, которые делают его полезным навыком. Читайте дальше, чтобы узнать больше о том, как работает пайка алюминия и о ее преимуществах перед сваркой.
Содержание
Преимущества пайки алюминия
Пайка алюминия имеет много преимуществ по сравнению со сваркой и другими видами металлообработки. Вот некоторые преимущества пайки алюминия по сравнению со сваркой:
| №. | Benefits of Aluminum brazing |
| 1 | Low cost |
| 2 | Easy to use |
| 3 | Safe practice |
| 4 | works on multiple alloys |
| 5 | плавный процесс |
| 6 | быстрый ремонт |
- Низкая стоимость: При сварке требуется много расходных материалов, таких как защитный газ, присадочная проволока и электричество, которые не нужны для пайки алюминия горелкой.
 В конечном итоге это приводит к гораздо более дешевому опыту металлообработки, поскольку стоимость защитных газов, таких как аргон и гелий, не дешева, насколько это возможно.
В конечном итоге это приводит к гораздо более дешевому опыту металлообработки, поскольку стоимость защитных газов, таких как аргон и гелий, не дешева, насколько это возможно. - Простота использования: В отличие от установок для сварки TIG, которые могут быть несколько сложными для слесарей, поскольку они связаны с манипулированием расплавленной сварочной ванной, пайка горелкой является относительно несложным процессом. Это делает его отличным начальным навыком металлообработки по сравнению со сваркой MIG или TIG.
- Безопасная практика: В то время как пайка алюминия по-прежнему связана с высокой температурой, которая может привести к ожогу, пайка алюминия с помощью газовой горелки не требует работы с электричеством высокого напряжения. Это может сделать его фантастическим методом для слесарей, которым неудобно манипулировать напряжением на горелке TIG.
- Работает с несколькими сплавами: Алюминиевая пайка работает с любым сплавом алюминия или алюминиевым литьем, что делает этот метод полезным выбором для многих различных видов алюминиевых проектов.
- Гладкое, красивое соединение: В отличие от сварки (которая может оставить забрызганный или неровный сварочный шов, если ее выполняет начинающий сварщик), с пайкой, как правило, легче справиться, и в результате получается более ровное соединение с меньшим количеством точечной коррозии или неровностей.
- Быстрый ремонт: Пайка алюминия — это гораздо более быстрый метод соединения металлов, чем сварка TIG и другие виды сварки. Поскольку он имеет эквивалентную прочность этим другим навыкам металлообработки, это делает пайку алюминия хорошим вариантом для металлообрабатывающих работ, которые должны выполняться быстро или как часть сборочной линии.
Поскольку для начала работы требуется немного расходных материалов и обеспечивается качественное соединение при небольшой практике, пайка алюминия может стать отличной отправной точкой для начинающих слесарей, которые сначала увлекаются хобби , прежде чем они перейдут к покупке более дорогих материалов. Сварочное оборудование.
Сварочное оборудование.
Изучение того, как безопасно работать с горячим металлообрабатывающим оборудованием, таким как паяльная горелка, также может повысить уверенность в себе новых слесарей и стать отличным стимулом для использования более сложных методов металлообработки в будущих проектах.
Постоянное соединение
Существенным преимуществом пайки алюминия является то, что, как и сварка плавлением, пайка является отличным выбором для обеспечения постоянного соединения двух металлических деталей. Если пайка выполнена правильно, соединение должно быть таким же прочным, как два соединяемых куска металла.
Поскольку пайка пайкой может обеспечить постоянное сплавление между частями металла так же быстро, как и сварка, она является популярным методом металлообработки, когда необходимо соединить две детали без потери прочности на растяжение в месте соединения.
Лучшие типы соединений для пайки алюминия
Некоторые типы соединений лучше подходят для пайки алюминия, чем сварка TIG и другие методы металлообработки, из-за конструкции соединения. Следующие суставы являются лучшими типами для алюминиевой пайки:
Следующие суставы являются лучшими типами для алюминиевой пайки:
- Круг
- Фланцевый для шарфа или стыковых соединений. Это связано с тем, что между двумя соединениями недостаточно перекрытия, чтобы обеспечить прочную связь. Соединение внахлестку является наиболее распространенной формой паяного соединения алюминия .
Подходящие проекты для пайки алюминия
Основным преимуществом пайки алюминия является его универсальность, особенно в проектах домашних мастерских, где нельзя использовать более сложное, дорогое или высоковольтное оборудование, такое как сварочные аппараты TIG. Алюминиевая пайка особенно подходит для ремонта автомобилей или изготовления на заказ.
Вот некоторые области применения, которые хорошо подходят для пайки алюминия:
- Aluminum or cast-iron automotive cylinder heads (engine)
- Lines on automotive A/C systems
- Metal benches
- Automotive fuel tanks
- Automotive wheels/rims
- Aluminum boats
- Bicycle repair
Пайка алюминия имеет достаточно потенциальных применений дома и в мастерской, поэтому стоит инвестировать в навыки, даже если вы не изучаете какие-либо другие методы сварки.
 От ремонта сломанной металлической мебели для террасы до создания металлических скульптур — есть множество вещей, которые вы сможете делать, когда научитесь паять алюминий.
От ремонта сломанной металлической мебели для террасы до создания металлических скульптур — есть множество вещей, которые вы сможете делать, когда научитесь паять алюминий.Является ли пайка алюминия такой же прочной, как сварка?
Пайка алюминия обычно такая же прочная или прочная, как сварные соединения, по нескольким причинам. Вот некоторые из причин, по которым пайка алюминия потенциально может обеспечить более прочное соединение, чем сварной шов:
- Более низкие температуры: Основные металлы при пайке алюминия поддерживаются при более низкой температуре, чем основные металлы, сплавляемые при сварке. , что позволяет им сохранять прочность на растяжение исходного материала, а не подвергаться неблагоприятному воздействию теплового повреждения.
- Меньше окисления: Поскольку алюминий можно паять при более низкой температуре, чем его можно сваривать, он менее подвержен высокотемпературному окислению, проблемам пористости и другим дефектам соединения, которые могут возникнуть в результате высокотемпературного сварка.

- Нет проблем с распределением тепла: Неравномерное нагревание алюминиевого сварного шва может повлиять на прочность получаемого соединения. Поскольку при пайке алюминия тепло не применяется к основному металлу, эта проблема с нагревом окружающей среды не является проблемой проектирования.
Хотя распространено заблуждение, что пайка не обеспечивает такое прочное соединение, как сварка, это заблуждение является мифом. Правда в том, что пайка обеспечивает соединение, по меньшей мере столь же прочное, как и основные металлы, а в некоторых конструкциях даже более прочное.
Пайка/сварка алюминия Для начинающих >> Посмотрите видео ниже
Пайка алюминия против.
 Сварка
СваркаЕсть несколько уникальных свойств пайки, которые делают ее отличным навыком для слесаря. Вот способы, которыми пайка алюминия может быть предпочтительной сваркой:
- Можно соединять разнородные металлы: Пайка является оптимальным методом металлообработки для соединения двух металлов с очень разными температурами плавления. Основные металлы с разными точками плавления трудно плавятся из-за этого свойства, поэтому пайка твердым припоем решает проблему, исключая основные металлы из уравнения.
- Пайка алюминия может соединять металлы и керамику: Из-за относительно низкой температуры пайка алюминия является одним из способов включения керамики в металлические скульптуры или другие металлообрабатывающие изделия без повреждения керамики.
- Пайка сохраняет размеры готового изделия: В то время как сварка часто искажает размеры готовой сборки из-за сварного шва, пайка позволяет ввести наполнитель в шов, чтобы обеспечить гладкую поверхность и свести к минимуму искажение размеров.
 Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение.
Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение. - Пайка может использоваться для соединения тонкого металла с толстым: Высокая температура, возникающая при сварке, трудно использовать при сварке листового металла, потому что сварщик может случайно прожечь основной материал. Пайка алюминия обеспечивает эффективное решение этой инженерной проблемы.
Металлообработка в основном связана с выяснением того, какие материалы можно успешно склеить без какой-либо потери прочности на растяжение в полученном соединении. Несмотря на привередливую химическую природу алюминия, другие его благоприятные свойства как металла делают его одним из лучших материалов для прикладной металлообработки.
Флюс для пайки алюминия
Флюс необходим для пайки алюминия, так же как и для сварки алюминия. Это связано с тем, что, хотя алюминий в твердом состоянии легкий и обладает сильными антикоррозионными свойствами, он сильно подвержен окислению при расплавлении в процессе пайки.
 Это может привести к превращению поверхностного алюминия в оксид алюминия и нитрид алюминия.
Это может привести к превращению поверхностного алюминия в оксид алюминия и нитрид алюминия.Для предотвращения этого окисления и загрязнения от поглощения атмосферного водорода, 9Алюминиевые присадочные стержни 0188 погружаются в флюс для пайки , который действует как химическая защита алюминия при его нагревании горелкой для пайки.
Флюс, используемый при пайке алюминия, обычно представляет собой смесь хлоридов натрия и калия. Уменьшение окисления и атмосферного загрязнения припоя имеет важное значение для предотвращения физических дефектов или проблем с прочностью соединения.
Методы пайки алюминия
Существует несколько различных способов использования алюминия для пайки. Вот некоторые из методов, используемых при пайке алюминия:
- Пайка алюминия с горелкой: Пайка с горелкой — это тип пайки алюминия, который чаще всего используется отдельными слесарями, и это тип пайки, который наиболее легко используется любители и домашние мастера.

- Пайка алюминия в печи: Пайка в печи — это процесс пайки, который чаще используется в сложных производственных сборках, поскольку он позволяет одновременно соединять несколько соединений на металлической сборке для равномерного распределения тепла.
- Вакуумная пайка алюминия (бесфлюсовая пайка) загрязнение окружающей среды и приводит к чрезвычайно воспроизводимой сборке.
Тот факт, что пайка алюминия может использоваться как в домашних мастерских, так и на производственных предприятиях, делает его одним из самых универсальных способов металлообработки в мире.
Принадлежности для пайки алюминия
По сравнению с другими видами сварки вам потребуется относительно немного материалов, чтобы начать пайку алюминия горелкой. Here are the supplies you’ll need:
- Base metal pieces
- Aluminum-specific brazing flux
- Aluminum brazing strips
- A brazing torch
- Welding helmet
- Welding gloves
- Welding apron
Наряду с необходимыми материалами вам также понадобится подходящая мастерская для проведения пайки.
 Наилучшим вариантом является заземленный металлический сварочный стол в помещении мастерской, где нет легковоспламеняющихся или горючих материалов.
Наилучшим вариантом является заземленный металлический сварочный стол в помещении мастерской, где нет легковоспламеняющихся или горючих материалов.Узнайте больше о безопасности сварщиков — Здесь вы можете найти статью с нашего веб-сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
При выборе флюса и наполнителя обязательно прочитайте инструкции к вашим химикатам и убедитесь, что у вас есть подходящие материалы для работы. Замена неподходящего наполнителя или флюса из-за того, что вы не можете найти правильный, — верный способ испортить сустав. Помните, что в металлургии химические свойства имеют решающее значение для успешного результата.
Советы
Пайка алюминия является одним из самых простых операций по металлообработке, которым вы можете заняться, но есть еще несколько приемов, которые вы можете использовать, чтобы убедиться, что ваш проект по пайке алюминия получился именно таким, как вы задумали.

Следуйте этим советам для успешной пайки алюминия:
- Обеспечьте чистую поверхность без оксидов для пайки. Алюминий очень подвержен окислению и загрязнению из атмосферы. Это приводит к образованию покрытия из оксида алюминия на поверхности неблагородных металлов, которое необходимо счистить (вручную или химическим способом) перед выполнением пайки. Это связано с тем, что температура плавления оксида алюминия значительно выше, чем у чистого алюминия.
- Очистите соединенный узел после пайки, чтобы удалить флюс для пайки. Остаточный флюс для пайки может сделать окончательную сборку более подверженной коррозии, поэтому не забудьте охладить соединение в кипящей воде, как только пайка будет завершена. Другим вариантом очистки готовых паяльных узлов, кроме кипящей воды, является использование смеси азотной и плавиковой кислот.
- Держите горелку на низком уровне. Алюминий имеет низкую температуру плавления, поэтому небольшое количество тепла имеет большое значение.
 Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки.
Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки. - Уменьшить зазор между основными металлами. Чем плотнее будет наполнитель между двумя частями основного металла, которые вы пытаетесь спаять, тем прочнее будет полученное соединение.
- Нанесите равномерный нагрев с помощью горелки для пайки. Чтобы обеспечить успешную пайку, важно убедиться, что оба куска основного металла нагреваются примерно с одинаковой скоростью, чтобы создать прочное соединение между ними.
Пайка алюминия требует некоторой практики, но чем более последовательно вы применяете эффективные методы пайки, тем лучше будут получаться ваши соединения. Как и большинство технических навыков, работа с металлом — это то, в чем вы становитесь все более опытным, чем больше вы его применяете.
Безопасность
Пайка обычно считается безопасной формой металлообработки, но при использовании этого метода следует учитывать несколько рисков безопасности.
 Соображения безопасности имеют решающее значение не только для предотвращения травм при металлообработке, они также важны на производственном уровне для предотвращения потери производительности, штрафов OSHA и требований о компенсации работникам.
Соображения безопасности имеют решающее значение не только для предотвращения травм при металлообработке, они также важны на производственном уровне для предотвращения потери производительности, штрафов OSHA и требований о компенсации работникам.Вот несколько советов по безопасности при работе с паяным алюминием:
- Всегда используйте средства индивидуальной защиты (СИЗ): Для металлообрабатывающих работ, таких как пайка, это означает сварочные очки, сварочный шлем и сварочные перчатки. Хотя паяные изделия для металлообработки не имеют склонности к разбрызгиванию, как при сварке, они по-прежнему связаны с температурами, которые могут сильно обжечь незащищенную кожу.
- Всегда помните о химических свойствах ваших материалов: Знание того, с какими металлами вы работаете, поможет вам лучше понять, какие вредные пары могут выделяться в результате применения высокотемпературного нагрева. Убедитесь, что все детали из недрагоценных металлов абсолютно чистые, чтобы исключить неизвестные загрязняющие вещества, которые могут быть токсичными при вдыхании в виде аэрозоля.

- Всегда работайте в хорошо проветриваемом помещении: Существенным риском для здоровья слесарей, помимо ожогов, является поражение дыхательных путей опасными парами, которые являются побочным продуктом методов металлообработки. Обязательное выполнение пайки с вентиляцией может предотвратить вдыхание этих паров.
- Всегда устанавливайте детекторы дыма и угарного газа: Независимо от того, какие ремесленные работы проводятся в вашей мастерской, вы должны убедиться, что мастерская защищена от возгорания или потенциального электрического пожара.
Пайка требует гораздо более низких температур, чем другие виды сварки, и не требует высокого напряжения. Это делает этот метод гораздо более безопасным для металлообработки, чем сварка TIG.
Однако не означает, что вы можете быть спокойны при работе с проектом пайки. Шестьсот градусов по-прежнему шестьсот градусов, и ожог третьей степени будет одинаково болезненным, независимо от того, получили ли вы его с помощью газовой горелки или горелки TIG.